
ИТС 11-2016 Производство алюминия
ИТС 11-2016
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ПРОИЗВОДСТВО АЛЮМИНИЯ
Aluminium production
Дата введения 2017-01-01
Введение
Настоящий справочник содержит информацию:
- об области его применения;
- об отрасли алюминиевой промышленности в Российской Федерации;
- о технологических процессах, применяемых в настоящее время в алюминиевой промышленности в Российской Федерации;
- о текущих уровнях эмиссий в окружающую среду на предприятиях алюминиевой промышленности в Российской Федерации;
- о наилучших доступных технологиях в алюминиевой промышленности Российской Федерации;
- о перспективных технологиях.
Основными законодательными документами, использовавшимися при разработке справочника, являются:
- Федеральный закон "Об охране окружающей среды" от 10.01.2002 N 7-ФЗ;
- Федеральный закон "Об охране атмосферного воздуха" от 04.05.1999 N 96-ФЗ;
- Федеральный закон "Об отходах производства и потребления" от 24.06.1998 N 89-ФЗ;
Принятые основные сокращения
АГК - Ачинский глиноземный комбинат (ОАО "РУСАЛ Ачинск")
АПГ - автоматическая подача глинозема
АСУТП - автоматизированная система управления технологическим процессом
БАЗ - Богословский алюминиевый завод (филиал ОАО "СУАЛ" "БАЗ-СУАЛ")
БрАЗ - Братский алюминиевый завод (ОАО "РУСАЛ Братск")
БТ - боковой токоподвод
ВТ - верхний токоподвод
ГВС - газовоздушная смесь
ГОУ - газоочистная установка
ЗВ - загрязняющие вещества
ИркАЗ - Иркутский алюминиевый завод (филиал ОАО "РУСАЛ Братск" в г.Шелехове)
КАЗ - Кандалакшский алюминиевый завод (филиал ОАО "СУАЛ" "КАЗ-СУАЛ")
КПД - коэффициент полезного действия
КПИ - коэффициент полезного использования
КрАЗ - Красноярский алюминиевый завод (ОАО "РУСАЛ Красноярск")
НДТ - наилучшая доступная технология
НкАЗ - Новокузнецкий алюминиевый завод (ОАО "РУСАЛ Новокузнецк")
ОА - обожженные аноды
ПОА - предварительно обожженные аноды
ПЭК - производственный экологический контроль
САЗ - Саяногорский алюминиевый завод (АО "РУСАЛ Саяногорск")
УАЗ - Уральский алюминиевый завод (филиал ОАО "СУАЛ" "УАЗ-СУАЛ")
ХАЗ - Хакасский алюминиевый завод (ООО "ХАЗ")
ЦРГ - централизованная раздача глинозема
ЭкоСодерберг - экологический Содерберг
Предисловие
Цели, основные принципы и порядок разработки справочника установлены Постановлением Правительства Российской Федерации от 23.12.2014 N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям".
1 Статус документа
Настоящий информационно-технический справочник по наилучшим доступным технологиям (далее - справочник) является документом по стандартизации.
2 Информация о разработчиках
Справочник разработан технической рабочей группой N 11, созданной приказом Росстандарта от 17 июля 2015 г. N 832 в редакции от 4 марта 2016 г. N 238.
Перечень организаций и их представителей, принимавших участие в разработке справочника, приведен в разделе "Заключительные положения и рекомендации".
Справочник представлен на утверждение Бюро наилучших доступных технологий (Бюро НДТ) (www.burondt.ru).
3 Краткая характеристика
Справочник содержит описание применяемых при производстве алюминия технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, водопотребление, повысить энергоэффективность, ресурсосбережение. Среди описанных технологических процессов, оборудования, технических способов, методов определены решения, являющиеся наилучшими доступными технологиями (НДТ). Для НДТ в справочнике установлены соответствующие ей технологические показатели.
4 Взаимосвязь с международными, региональными аналогами
Справочник разработан на основе справочника Европейского союза по наилучшим доступным технологиям "Наилучшие доступные технологии (НДТ). Справочный документ для промышленности цветных металлов" (Best Available Techniques (ВАТ) Reference Document for the Non-Ferrous Metals Industries) с учетом особенностей производства алюминия в Российской Федерации.
5 Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых при производстве алюминия в Российской Федерации, была собрана в процессе разработки справочника в соответствии с Порядком сбора данных, необходимых для разработки информационно-технического справочника по наилучшим доступным технологиям и анализа приоритетных проблем отрасли, утвержденным приказом Росстандарта от 23 июля 2015 г. N 863.
6 Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника НДТ с другими справочниками НДТ, разрабатываемыми в соответствии с Распоряжением Правительства Российской Федерации от 31 октября 2014 года N 2178-р, приведена в разделе "Область применения".
7 Информация об утверждении, опубликовании и введении в действие
Справочник утвержден приказом Росстандарта от 29 июня 2016 г. N 803.
Справочник введен в действие с 1 января 2017 г., официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
Область применения
Справочник распространяется на следующие основные виды деятельности:
- производство глинозема;
- производство первичного алюминия;
- производство анодов и анодной массы;
- литейное производство (производство товарной продукции из алюминия-сырца).
Справочник также распространяется на процессы, связанные с основными видами деятельности, которые могут оказать влияние на объемы эмиссий или масштабы загрязнения окружающей среды:
- производственные процессы;
- методы предотвращения и сокращения эмиссий и образования отходов.
Справочник не распространяется на:
- деятельность, связанную с добычей и обогащением руд цветных металлов;
- переработку отходов алюминиевой промышленности и производство вторичного алюминия из лома алюминиевых изделий;
- блоки вспомогательных и подсобных производств (ремонтные, автотранспортные, железнодорожные, монтажные и т.п.);
- вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
Вопросы охраны труда рассматриваются частично и только в тех случаях, когда оказывают влияние на виды деятельности, включенные в область применения настоящего справочника.
Дополнительные виды деятельности при производстве алюминия и соответствующие им справочники НДТ (названия справочников НДТ даны в редакции распоряжения Правительства Российской Федерации от 31 октября 2014 года N 2178-р) приведены в таблице ниже.
|
Вид деятельности |
Соответствующий справочник НДТ |
|
Методы очистки сточных вод, направленные на сокращение сбросов металлов в водные объекты |
Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях |
|
Промышленные системы охлаждения, например градирни, пластинчатые теплообменники |
Промышленные системы охлаждения |
|
Хранение и обработка материалов |
Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов) |
|
Обращение с отходами |
Обезвреживание отходов термическим способом (сжигание отходов) |
|
Захоронение отходов производства и потребления |
|
|
Выработка пара и электроэнергии на тепловых станциях |
Сжигание топлива на крупных установках в целях производства энергии |
|
Вопросы производственно-экологического контроля |
Общие принципы производственного экологического контроля и его метрологического обеспечения |
Раздел 1. Общая информация о рассматриваемой отрасли промышленности
1.1 Общие сведения
Алюминий - химический элемент III группы периодической системы элементов Д.И.Менделеева, легкий и пластичный металл матово-серебристого цвета. Вследствие высокой химической активности алюминий в природе находится только в связанном виде.
Плотность (при нормальных условиях) - 2,69 г/см , электропроводность - 37х10
, электропроводность - 37х10 См/м.
См/м.
Уникальные свойства алюминия:
- на воздухе моментально образует оксидную защитную пленку, которая способствует высокой коррозионной стойкости металла;
- низкая плотность при высокой прочности;
- неизменность свойств при низких температурах.
Алюминий обладает амфотерными свойствами, т.е. реагируя с кислотами, образует соответствующие соли, а при взаимодействии с щелочами - алюминаты. Эта особенность существенно расширяет возможности извлечения алюминия из руд различного состава. Алюминий растворяется в серной и соляной кислотах, а также в щелочах, но концентрированная азотная и органическая кислоты на алюминий не действуют.
Механические свойства алюминия в значительной степени зависят от количества примесей в алюминии, его предварительной механической обработки и температуры. С увеличением содержания примесей прочностные свойства алюминия растут, а пластичные снижаются, причем эти свойства проявляются даже при изменении чистоты алюминия от 99,5% до 99,0%.
Благодаря таким свойствам, как малая плотность, высокая теплопроводность, низкое электрическое сопротивление, высокая пластичность, коррозионная стойкость, алюминий получил исключительно широкое распространение в различных отраслях современной техники и играет важнейшую роль среди всех цветных металлов.
Чистый технический алюминий используется в электротехнике в качестве проводникового материала и для производства фольги. Основная часть алюминия применяется в виде литейных и деформируемых сплавов и сравнительно небольшое количество алюминия - в виде порошков.
К основным областям применения алюминия и его сплавов относятся аэрокосмическая промышленность, строительство, высокоскоростной железнодорожный и водный транспорт, автомобилестроение (корпуса двигателей, кузовные детали и трансмиссия), электротехника, машины и турбинная техника, упаковка пищевых продуктов и напитков, криотехника, пиротехника и ракетное топливо, пищевая промышленность.
Практически единственным методом получения металлического алюминия является электролиз криолитоглиноземного расплава. Основное сырье для этого процесса - глинозем ( ) - получают различными гидрохимическими методами путем переработки минералов, содержащих соединения алюминия.
) - получают различными гидрохимическими методами путем переработки минералов, содержащих соединения алюминия.
Современное получение алюминия осуществляется путем электролитического разложения глинозема (), растворенного в электролите (расплавленный криолит ( )). Технологический процесс осуществляется при 950°С-965°С в электролизных ваннах (электролизерах). В целом процесс разложения глинозема в электролизерах можно представить в виде формул:
)). Технологический процесс осуществляется при 950°С-965°С в электролизных ваннах (электролизерах). В целом процесс разложения глинозема в электролизерах можно представить в виде формул:
 ,
,
 .
.
Суммарную реакцию можно записать в виде

или представить ее как сумму трех реакций:
 ,
,
 ,
,
 .
.
Основным исходным сырьем криолит-глиноземного расплава являются глинозем (), фтористый алюминий ( ) и криолит (). Кроме того, в электролите всегда присутствует фтористый кальций (
) и криолит (). Кроме того, в электролите всегда присутствует фтористый кальций ( ), снижающий температуру кристаллизации электролита, что позволяет проводить процесс электролиза при более низкой температуре.
), снижающий температуру кристаллизации электролита, что позволяет проводить процесс электролиза при более низкой температуре.
Технологический процесс в алюминиевом электролизере - сложный комплекс взаимосвязанных химических, физико-химических и физических процессов.
При электролизе на катоде выделяется алюминий, а на аноде - кислород. Алюминий, обладающий большей плотностью, чем исходный расплав, собирается на дне электролизера, откуда его периодически извлекают.
Рентабельность производства алюминия определяется доступностью и ценой электроэнергии, наличием сырьевых компонентов и их качеством.
В таблице 1.1 представлены действующие в Российской Федерации предприятия алюминиевой промышленности, год ввода в эксплуатацию, производительность и применяемые технологии электролиза. Их географическое расположение представлено на рисунке 1.1.
Таблица 1.1 - Перечень предприятий алюминиевой промышленности Российской Федерации
|
Завод |
Место расположения |
Год ввода в эксплуатацию |
|
КАЗ |
Мурманская область, г.Кандалакша |
1951 |
|
НкАЗ |
Кемеровская область, г.Новокузнецк |
1943 |
|
КрАЗ |
Красноярский край, г.Красноярск |
1964 |
|
БрАЗ |
Иркутская область, г.Братск |
1966 |
|
САЗ |
Республика Хакасия, г.Саяногорск |
1985, 2006 |
|
ИркАЗ |
Иркутская область, г.Шелехов |
1960 |
|
НАЗ |
Республика Карелия, п.Надвоицы |
1954 |
|
ВгАЗ |
г.Волгоград |
1959 |
|
БоАЗ |
Красноярский край, Богучанский район |
2015 |
|
АГК |
Красноярский край, г.Ачинск |
1970 |
|
Пикалевский глиноземный завод |
Ленинградская область, г.Пикалево |
1959 |
|
БАЗ |
Свердловская область, г.Краснотурьинск |
1943 |
|
УАЗ |
Свердловская область, г.Каменск-Уральский |
1939 |
_______________
 Производство законсервировано.
Производство законсервировано.
 В 2015 году начата реализация проекта по увеличению мощности производства.
В 2015 году начата реализация проекта по увеличению мощности производства.
В 2015 году начата реализация проекта по увеличению мощности производства.
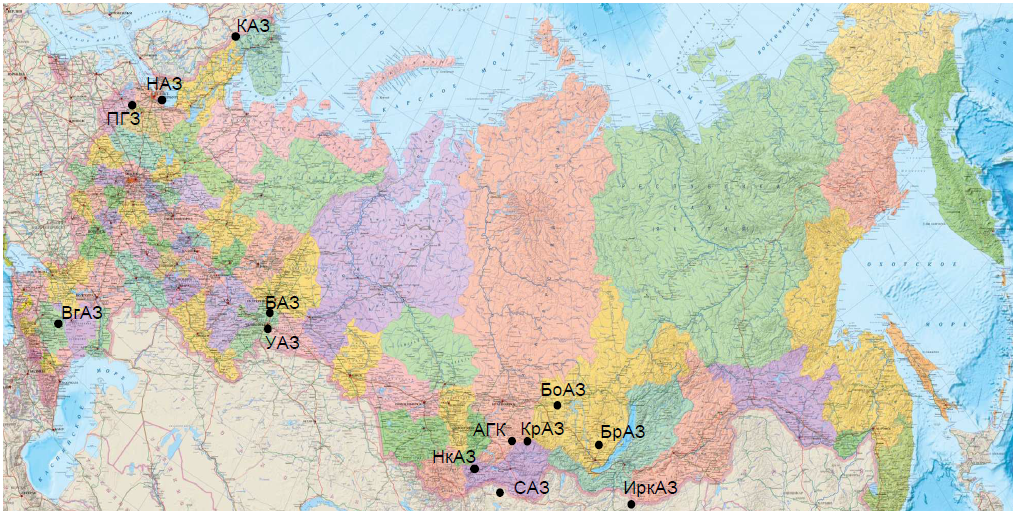
Рисунок 1.1 - Карта-схема расположения алюминиевых и глиноземных заводов Российской Федерации
1.2 Сырье и материалы, использующиеся при производстве алюминия
Основным сырьем при производстве алюминия являются:
- глинозем ();
- угольная анодная масса (предварительно обожженные угольные блоки);
- фтористые соли, в том числе криолит искусственный технический ("свежий криолит"); фторид алюминия; криолит вторичный (флотационный, получаемый при флотации извлеченной из электролизера угольной пены, и регенерационный, получаемый при химической переработке растворов после их использования для орошения газоочистных аппаратов, либо пыли и шлама газоочистки и других твердых отходов).
Глинозем
() представляет собой порошкообразный материал белого цвета с крупностью отдельных частиц в основном от 10 до 120 мкм. Фракционный состав глинозема зависит от свойств гидрата, условий его прокалки и других факторов и на практике колеблется в достаточно широких пределах. Температура плавления - 2050°С. Глинозем образует несколько полиморфных разновидностей фаз, имеющих одинаковый химический состав, но различное строение кристаллической решетки и, следовательно, различные физические свойства. Глинозем, используемый для производства алюминия, имеет следующие модификации:  -фракция (корунд) - наиболее устойчивая форма оксида алюминия, получаемая при прокаливании гидрооксида алюминия при высокой температуре (1050°С-1200°С), обладает высокой твердостью, практически не гигроскопична, имеет малую удельную поверхность; переходные модификации
-фракция (корунд) - наиболее устойчивая форма оксида алюминия, получаемая при прокаливании гидрооксида алюминия при высокой температуре (1050°С-1200°С), обладает высокой твердостью, практически не гигроскопична, имеет малую удельную поверхность; переходные модификации  ,
,  ,
,  , которые образуются при прокаливании гидроксида алюминия при температуре 500°С-1000°С. В отличие от -модификации, они имеют весьма развитую удельную поверхность, хорошо поглощают фторид водорода и воду. При дальнейшем их прокаливании при температуре 1050°С-1200°С они переходят в -модификацию.
, которые образуются при прокаливании гидроксида алюминия при температуре 500°С-1000°С. В отличие от -модификации, они имеют весьма развитую удельную поверхность, хорошо поглощают фторид водорода и воду. При дальнейшем их прокаливании при температуре 1050°С-1200°С они переходят в -модификацию.
Насыпная плотность глинозема - 0,9-1,1 г/см. Угол естественного откоса -  37,5°.
37,5°.
Для получения алюминия необходимой чистоты в глиноземе ограничивается содержание примесей оксидов железа и кремния. Жестко лимитируется содержание примесей оксидов титана, ванадия, хрома и марганца, влияющих на электропроводность получаемого металла, пятиокиси фосфора, которая отрицательно влияет на протекание технологического процесса.
Важное значение имеет ограничение содержания щелочных компонентов (едких щелочей, алюминатов и алюмосиликатов щелочных металлов), условно пересчитываемых при характеристике глинозема на содержание  .
.
Глинозем, выпускаемый отечественной промышленностью, должен содержать, %: не более 0,02-0,05  ; 0,02-0,08
; 0,02-0,08  ; 0,01-0,03
; 0,01-0,03  ; 0,01-0,03 ZnO;
; 0,01-0,03 ZnO;  0,002.
0,002.
Массовая доля щелочных компонентов - не более 0,4%-0,5%, а потери при прокаливании - не выше 0,8%. При большом содержании мелких фракций (~40 мкм до 60%) глинозем называют "мучнистым".
Разные марки глинозема, а также его крупность и фазовый состав в значительной мере определяются используемым сырьем и способом производства.
Глинозем "песчаного" типа характеризуется меньшим содержанием -фракции (25%), более крупным и однородным гранулометрическим составом. Такой глинозем обладает повышенной скоростью растворения в электролите, меньше пылит и отличается большей сорбционной способностью к фториду водорода. По содержанию вредных примесей он характеризуется столь же жесткими критериями, как и отечественный глинозем.
Отечественные алюминиевые заводы могут использовать в собственном производстве глинозем как "мучнистого", так и "песчаного" типа.
Трифторид алюминия технический
() представляет собой порошкообразный материал белого, розового или серого цвета крупностью до 150-200 мкм. В ряде случаев содержание фракций ~100 мкм составляет 100%, иногда весь продукт представлен фракцией ~40 мкм.
При нагревании фторид алюминия возгоняется без плавления. Температура кипения - 1270°С. Продукт гигроскопичен, при температурах выше 350°С начинает активно взаимодействовать с влагой, образуя фторид водорода. В равновесных условиях, при температурах, близких к температуре процесса электролиза ~960°С, трифторид алюминия полностью разлагается водой.
Трифторид алюминия технический содержит не менее 88% (основное вещество). Содержание воды для разных сортов составляет от 1,0% до 3,5%. Содержание  , соответственно, не превышает 0,5%-1,0%.
, соответственно, не превышает 0,5%-1,0%.
Трифторид алюминия в отечественной практике получают (в большинстве случаев) гидрохимическим способом путем варки гидроксида алюминия в плавиковой кислоте с последующей фильтрацией, сушкой и прокалкой (иногда в две стадии). Такой продукт отличается низкой насыпной массой (0,6-0,8 г/см), но содержит больше основного вещества (до 95%).
В зарубежной практике используют трифторид алюминия, получаемый "сухим" способом при взаимодействии в печах кипящего слоя газообразного фторида водорода с активным (-фракция) оксидом алюминия при температуре - 800°С. Такой продукт характеризуется большей насыпной массой 1,4-1,6 г/см, но более низким содержанием основного вещества.
Фторированный глинозем представляет собой отработанный после "сухой" газоочистки электролизных газов глинозем, возвращаемый в электролиз в качестве сырьевого компонента для замены свежего глинозема и снижения потребления фторсолей. Это порошкообразный материал серого цвета, крупность и содержание фракций в нем зависят от исходного свежего глинозема, применяемого для "сухой" ГОУ, которая оказывает незначительное влияние на его состав и свойства.
Отработанный фторированный глинозем, удаляемый из рукавных фильтров установок "сухой" газоочистки, кроме адсорбированного фтористого водорода содержит уловленную из электролизных газов пыль, содержащую твердые фториды, углерод и смолистые вещества (при очистке газов от электролизеров Содерберга).
Для фторированного глинозема характерны небольшие изменения угла естественного откоса, дисперсного состава, величины удельной поверхности и ряда других параметров. Увеличивается содержание примесей (, , ,  ,
,  ,
,  , CaO, MgO, MnO,
, CaO, MgO, MnO,  , ZnO), однако эти изменения происходят в допустимых пределах, что подтверждается практикой эксплуатации установок сухой очистки газов. В наибольшей степени примесями обогащены мелкие фракции отработанного глинозема (<10 мкм).
, ZnO), однако эти изменения происходят в допустимых пределах, что подтверждается практикой эксплуатации установок сухой очистки газов. В наибольшей степени примесями обогащены мелкие фракции отработанного глинозема (<10 мкм).
Дисперсный состав фторированного глинозема по сравнению со свежим немного изменяется в сторону увеличения мелких фракций за счет смешения глинозема с электролизной пылью, а также измельчения более крупной фракции при транспортировке и обработке в реакторе (истирания). Увеличение доли мелких фракций может привести к некоторому увеличению расхода глинозема за счет его пыления. Также для снижения пыления в корпусе электролиза подачу отработанного глинозема в электролизеры целесообразно осуществлять через АПГ. В корпусах электролиза, где АПГ отсутствует, во избежание вторичного пылеуноса, а также вторичного образования HF в результате гидролиза фтористых соединений в случае перегрева фторированного глинозема в нижних слоях глиноземной засыпки на корке электролита рекомендуется засыпаемый на корку фторированный глинозем присыпать свежим глиноземом.
В процессе "сухой" газоочистки возможно улавливание глиноземом диоксида серы ( ). Для уменьшения степени улавливания глиноземом целесообразно применять рециркуляцию глинозема в соответствии с технологическим регламентом на проектирование установки.
). Для уменьшения степени улавливания глиноземом целесообразно применять рециркуляцию глинозема в соответствии с технологическим регламентом на проектирование установки.
При адсорбции фтористого водорода глиноземом в установках "сухой" ГОУ происходит изменение структуры последнего, атомы фтора входят в кристаллическую решетку , происходит практически полное замещение атомов кислорода атомами фтора в решетке . Таким образом, использование в технологии электролиза фторированного глинозема позволяет существенно сократить расход фторсолей. Экономия свежего фтористого алюминия при использовании фторированного глинозема может составлять от 6 до 11 кг/т AI.
Исследование потерь фтора при термообработке фторированных глиноземов показало, что фторированный глинозем можно возвращать на корку электролита без опасения вторичного загрязнения фтористым водородом воздуха рабочей зоны.
Отработанный фторированный глинозем с "сухих" ГОУ корпусов электролиза Содерберга, загрязненный смолистыми веществами, при загрузке в электролизеры также не оказывает отрицательного влияния на технологию электролиза и атмосферу в корпусе. Смолистые вещества, содержащиеся в отработанном глиноземе, при загрузке его в электролизеры не выделяются в атмосферу, а разрушаются в результате сгорания.
Криолит искусственный технический
. В производственной терминологии "свежий криолит" - фторалюминат натрия переменного состава  . Содержит не менее 54 вес. % фтора; модуль
. Содержит не менее 54 вес. % фтора; модуль  в пределах 1,5-3,0; - 0,5%-1,0%; вода - 0,2%-0,8%.
в пределах 1,5-3,0; - 0,5%-1,0%; вода - 0,2%-0,8%.
В зависимости от криолитового модуля состоит:
- при  1,7-3,0 - из смеси криолита (
1,7-3,0 - из смеси криолита ( ) и хиолита (
) и хиолита ( );
);
- при  1,7 - из смеси криолита (), хиолита () и необезвоженного кристаллогидрата трифторида алюминия (
1,7 - из смеси криолита (), хиолита () и необезвоженного кристаллогидрата трифторида алюминия ( ).
).
Криолит () представляет собой порошок белого цвета крупностью до 150 мкм. Температура плавления криолита - 1010°С.
С увеличением модуля криолита увеличивается температура его плавления, снижается летучесть и склонность к гидролизу.
Вторичный криолит выпускается алюминиевыми заводами при переработке газообразных и твердых отходов. В зависимости от вида исходного сырья и способа его переработки различают регенерационный и флотационный криолит.
Криолит регенерационный
получают из фтористого водорода, содержащегося в анодных газах, либо из твердых отходов (пыль, отработанная футеровка) путем химической обработки. Он представляет собой порошок белого или серого цвета, по химическому составу - криолит с модулем ~2,8. Основной вредной примесью является сера в виде двойной соли  с содержанием до 4%. Содержание фтора - не менее 43%, влаги - до 1%. Натрийсодержащие примеси требуют повышенного расхода трифторида алюминия, что сопровождается его гидролизом и загрязнением атмосферы фторидом водорода.
с содержанием до 4%. Содержание фтора - не менее 43%, влаги - до 1%. Натрийсодержащие примеси требуют повышенного расхода трифторида алюминия, что сопровождается его гидролизом и загрязнением атмосферы фторидом водорода.
Криолит флотационный получают при флотации угольной пены, извлеченной из электролита действующих электролизеров. Он представляет собой порошок серого цвета. По химическому и фазовому составу не отличается от электролита, однако несколько обогащен углеродом и оксидом алюминия.
Вовлечение в производство продуктов регенерации фторидов позволяет уменьшить потребление свежих солей.
Анодная масса и обожженные аноды . Сырьем для производства анодной массы и обожженных анодов служат электродные каменноугольные пеки и электродные коксы (нефтяные или пековые). Выбор этих видов сырья является неслучайным.
Во-первых, они обладают низкой зольностью (менее 0,5%), что особенно важно при электролитическом производстве алюминия. Известно, что вредные металлические примеси (железо, кремний, медь, цинк и другие) полностью переходят в электролитический алюминий, снижая его качество.
Во-вторых, анод, образованный из этих материалов, обладает высокой электропроводностью, без чего невозможен подвод тока к зоне электрохимической реакции.
В-третьих, комбинация твердого кокса (наполнителя) и жидкого пека (связующего) позволяет формировать композиционную структуру, физико-механические свойства которой после спекания существенно превосходят как свойства кокса, так и пека по отдельности.
В-четвертых, эти материалы после термообработки обладают исключительно высокими термостойкими свойствами, достаточными для работы в химически агрессивной среде и при температуре 950°С-1000°С.
Анодная масса используется для технологии производства алюминия на электролизерах с самообжигающимися анодами (электролизеры Содерберга). В этом случае угольный анод формируется непосредственно на электролизере и процесс электролиза сопровождается процессом коксования пекококсовой композиции (анодной массы). В анодный кожух электролизера загружают массу, где она расплавляется и по мере сгорания анода, перемещаясь в более горячие зоны, подвергается коксованию. Полученный спеченный массив и представляет собой анод.
Обожженные анодные блоки формируются в специальных цехах и готовыми монтируются на электролизерах, работающих по технологии производства алюминия с предварительно обожженными анодами.
Пеки различаются по маркам в зависимости от температуры размягчения. С повышением температуры размягчения снижается содержание легких фракций, возрастает выход коксового остатка, в результате чего при коксовании анода уменьшается выделение газообразных и жидких продуктов, являющихся источниками образования канцерогенов.
В качестве твердого наполнителя в анодной массе используются нефтяные и пековые коксы, причем первые - в преобладающем количестве. Нефтяные коксы лучше взаимодействуют со связующим (пеком). К составу и качеству электродных коксов предъявляется ряд требований. Для производства анодов и анодной массы требуется прокалка кокса для удаления влаги и части летучих веществ. Содержание в коксах золы и серы должно быть минимальным, так как химические элементы, из которых состоит зола, при электролизе криолитоглиноземных расплавов переходят в металл и ухудшают его качество. Содержание оксида натрия в коксах не должно превышать 0,01%-0,06%, так как повышенное его содержание вызывает резкое увеличение окисляемости и осыпаемости анодной массы.
Одним из ключевых показателей качества кокса могут служить их объемно-структурные характеристики. Они могут выражаться через объемную (кажущуюся) плотность зерен, а также через насыпную плотность прокаленного кокса той или иной фракции. Объемно-структурный анализ позволяет сразу же выделить коксы с плотной структурой, пригодной для анодного производства, и не допустить легкие, пористые коксы с низкими физическими свойствами.
1.3 Анализ приоритетных проблем отрасли
Промышленное производство алюминия в России началось в начале 30-х годов XX века. Для организации промышленного производства алюминия требовались сырье и дешевая электроэнергия. В то время в России было известно лишь Тихвинское месторождение бокситов. В 1928-1930 гг. в Санкт-Петербурге были проведены исследования по отработке технологии переработки этих бокситов на глинозем и выбору оптимальной конструкции электролизера для первых алюминиевых заводов. Результаты этих работ были заложены в основу для проектирования Волховского алюминиевого завода.
Важнейшее значение для организации отечественного производства алюминия имело принятие и реализация плана ГОЭЛРО (Государственная электрофикация России), что позволило обеспечить строящиеся заводы дешевой электроэнергией. В 1931 году образован Всесоюзный алюминиево-магниевый институт (ВАМИ), а в последующие годы - Всероссийский институт легких сплавов (ВИЛС).
Первая промышленная партия алюминия была получена на Волховском алюминиевом заводе 14 мая 1932 г. Этот день считается днем рождения алюминиевой промышленности России.
С открытием крупнейшего в мире месторождения апатито-нефелиновых руд на Кольском полуострове встал вопрос об использовании нефелинов в качестве сырья для получения глинозема. В начале 50-х годов XX века в глиноземном цехе Волховского алюминиевого завода была успешно решена проблема получения из нефелинового концентрата глинозема, соды, поташа и портландцемента.
Строительство алюминиевых и глиноземных заводов в России определялось близостью к дешевой электроэнергии, сырьевой базе и источникам водопотребления.
В 1931 году на Урале были открыты месторождения бокситов, в совокупности образующих Северо-Уральский бокситовый район, который в дальнейшем стал сырьевой базой алюминиевой промышленности Урала. В 1939 году состоялся пуск Уральского алюминиевого завода мощностью 70 тыс. т глинозема и 25 тыс. т алюминия.
В годы Великой Отечественной войны для обеспечения возросших потребностей оборонной промышленности было принято решение об увеличении мощностей по производству алюминия на Уральском заводе, а также о строительстве Богословского и Новокузнецкого алюминиевых заводов.
В послевоенный период алюминиевая промышленность России продолжала интенсивно развиваться за счет ввода новых и расширения действующих мощностей.
В 1950-е годы введены в эксплуатацию Кандалакшский, Надвоицкий и Волгоградский алюминиевые заводы, а также Пикалевский глиноземный завод - комплексное предприятие по переработке кольских нефелиновых концентратов.
В 1960-1970-е годы были построены Иркутский, Красноярский и Братский алюминиевые заводы, а также Ачинский глиноземный комбинат.
В 1985 году был введен в эксплуатацию Саяногорский алюминиевый завод, а в 2006-м - его вторая очередь - Хакасский алюминиевый завод (ХАЗ). В 2015 году ХАЗ реорганизован и присоединен к Саяногорскому алюминиевому заводу.
Таким образом, большая часть предприятий алюминиевой промышленности Российской Федерации эксплуатируются более 30 лет.
Многие из алюминиевых и глиноземных заводов стали бюджетообразующими предприятиями: Волховский, Кандалакшский, Богословский, Надвоицкий, Саяногорский и Иркутский алюминиевые заводы, Пикалевский и Ачинский глиноземные заводы.
В мире основным сырьем для производства алюминия служат бокситы, содержащие от 32% до 60% глинозема (). К важным алюминиевым рудам относят также алуниты и нефелины.
По мировым меркам Россия обладает незначительными запасами промышленных бокситов - около 400 млн т, что составляет менее 0,7% мировых запасов. При этом большинство отечественных месторождений в значительной степени выработаны. Кроме того, российские месторождения содержат в основном не бокситы, а нефелины, а они - более худшее сырье для производства глинозема, чем бокситы.
Крупнейший производитель алюминий-содержащего сырья в России - Северо-Уральские бокситовые рудники. Они до последнего времени обеспечивали Россию лучшим сырьем при достаточно высоком уровне добычи. Основные запасы рудников находятся в районе г.Североуральска (Свердловская область) на глубине более полукилометра. В настоящее время старые шахты практически выработаны. Бокситы добываются с глубины 700-800 м и имеют очень высокую себестоимость. В 2015 году был осуществлен ввод в эксплуатацию новой шахты "Черемуховская Глубокая" глубиной более полутора километров.
Ввиду слабости собственной сырьевой базы российские производители алюминия в значительной мере ориентируются на привозной глинозем. Традиционные поставщики глинозема в Россию - Украина и Казахстан - намерены расширять собственные производства алюминия, и, следовательно, у них будет меньше свободного сырья для экспорта в Россию. Аналогичная ситуация и в дальнем зарубежье: Австралия, крупнейший в мире экспортер бокситов, тоже постепенно увеличивает собственное производство алюминия, сокращая тем самым возможности поставки сырья на мировой рынок.
Одним из решений задачи обеспечения ресурсами российских производителей алюминия является разработка новых отечественных месторождений. Наиболее перспективным на сегодняшний день является Средне-Тиманское месторождение низкокачественных бокситов в Республике Коми. Общие запасы на Тимане, по различным оценкам, составляют от 260 до 360 млн т. Одним из достоинств месторождения является то, что его разработку можно вести открытым способом, а это снижает себестоимость добычи на 15%-20% по сравнению с шахтными разработками. Главным препятствием для освоения месторождения является полное отсутствие инфраструктуры. Однако разработка одного Средне-Тиманского месторождения не решит проблему обеспечения отечественным глиноземом всех российских производителей. В ближайшее время импорт бокситов и глинозема неизбежен, что делает алюминиевую промышленность Российской Федерации зависимой от зарубежных поставщиков.
Производство алюминия в криолит-глиноземном расплаве сопровождается выделением ряда ЗВ 1-4 классов опасности: фтористых соединений, диоксида серы, пыли, смолистых веществ. Количество образования ЗВ зависит от применяемых исходных сырьевых материалов, технологии и условий протекания процесса электролиза. Поиск путей снижения образования и обезвреживания ЗВ является одной из основных задач алюминиевой отрасли.
Одним из основных сырьевых компонентов в производстве алюминия является нефтяной кокс - продукт нефтеперерабатывающей промышленности, использующийся для производства анодов электролизеров. Спрос на нефтяной кокс, пригодный для изготовления анодов, постоянно растет. Повышение мировых показателей содержания серы и металлов в коксе затрудняет производство анодов с сохранением требуемых показателей качества. Значительное количество производимого в мире зеленого кокса, характеризующегося допустимым содержанием примесей, является очень мелким и отличается высокими показателями содержания летучих горючих веществ. Этот кокс не может подвергаться прокалке во вращающихся печах, использующихся при прокалке на алюминиевых заводах Российской Федерации, поскольку применение данной технологии приводит к снижению производительности, качества прокаленного кокса и потерь при прокаливании. Кроме ухудшающейся сырьевой базы сырого кокса, отечественная промышленность испытывает недостаток прокалочных мощностей, что также ставит предприятия отрасли в зависимость от зарубежных поставщиков прокаленного кокса и влияет на качество производимых анодов.
Повышение содержания серы в коксах влечет за собой его увеличение в анодах алюминиевого производства, что приводит к увеличению эмиссий диоксида серы на отечественных заводах. При использовании газоочистных аппаратов для улавливания диоксида серы (мокрых скрубберов, пенных аппаратов) неизбежно повышение расхода соды на его улавливание, и, как следствие, увеличение количества улавливаемого влечет за собой повышение количества сульфатов и растворов газоочистки, подлежащих выводу на шламовые поля.
Утилизация отходов производства - одно из важнейших направлений отрасли. Основными крупнотоннажными отходами производства глинозема и алюминия являются красный и нефелиновый шлам, отходы катодной футеровки электролизеров. В России многие годы практикуется в основном прямое использование отработанной угольной футеровки в черной металлургии: при производстве стали в мартеновских печах, конвертерах и электропечах.
К настоящему времени разработано более 300 способов переработки отработанной угольной футеровки. Большинство из них не получило промышленного развития главным образом по причине их низкой экономической эффективности.
Производственными отходами глиноземных заводов являются отвальные шламы (красные или нефелиновые), представляющие собой твердый остаток бокситов или нефелинов после извлечения из них глинозема. Нефелиновые шламы в алюминиевой промышленности Российской Федерации являются наиболее крупной составляющей в суммарной массе образуемых ее предприятиями промышленных отходов. Технологией комплексной переработки нефелинового сырья предусматривается его использование как основного компонента шихты для производства цементного клинкера, что существенно сокращает себестоимость не только глинозема, но и цемента.
Растущие цены на электроэнергию, недоступность собственного сырья, а также ужесточение экологических норм приводят к остановке или закрытию алюминиевых заводов не только в Западной Европе, но и в Российской Федерации. Поскольку алюминиевая промышленность является источником выделения в атмосферу ЗВ, особенно актуальными в настоящее время являются вопросы обеспечения экологической безопасности производства алюминия. В связи с этим в алюминиевой отрасли встает вопрос не только о применении наиболее экономически малозатратных технологий получения алюминия, но и технологий, которые отвечали бы современным требованиям по охране окружающей среды.
Таким образом, современная тенденция развития алюминиевой отрасли - поиск и внедрение высокоэффективных технологий производства алюминия с обеспечением экологической безопасности.
Раздел 2. Описание технологических процессов, применяемых в алюминиевой промышленности
2.1 Производство глинозема
Способы производства глинозема из различных видов сырья (минералов), содержащего алюминий, основаны на получении алюминатных растворов и их свойстве самопроизвольно разлагаться при снижении температуры и концентрации на гидроксид алюминия и щелочь. Прокаливая гидроксид алюминия при температуре 1000°С-1200°С, получают глинозем.
Наиболее широкое применение в промышленности нашел разработанный К.Байером щелочной гидрохимический способ, с помощью которого, как правило, перерабатывают лишь высокосортные бокситы с малым содержанием кремнезема - бокситы с кремниевым модулем (соотношение и по массе) выше 6. После подготовки сырья (дробление и размол боксита) осуществляют его обработку щелочно-алюминатным раствором - процесс выщелачивания, в результате которого из боксита извлекается оксид алюминия, переходящий в раствор с концентрацией 250-300 г/л. При этом в осадок выпадают нерастворимые соединения, содержащиеся в боксите, - так называемый красный шлам. Последующие процессы производства связаны с отделением и очисткой алюминатного раствора от красного шлама и промывкой последнего для более полного извлечения алюминатного раствора.
Бокситы с кремниевым модулем ниже 6 и другие виды высококремнистого сырья, пригодного для производства глинозема (нефелины, алуниты, каолины), перерабатывают или по способу спекания, или комбинированному способу - сочетание способа Байера со способом спекания.
Способ спекания основан на термической обработке смеси алюмосиликатной руды с известняком с целью перевода практически всего оксида алюминия из сырья в растворимую форму в спеке (алюминат натрия) и связывании диоксида кремния сырья в нерастворимую форму (двукальциевый силикат).
Способ Байера - самый экономичный, но его применение ограничивается качеством и количеством боксита; способ спекания является наиболее затратным, но более универсальным и пригоден для любого вида сырья.
На действующих российских предприятиях, выпускающих глинозем, применяются все из перечисленных технологий. На Ачинском глиноземном комбинате и Пикалевском глиноземном заводе ("Базэл Цемент Пикалево") перерабатывается нефелиновое сырье. Технология производства глинозема, основанная на спекании нефелина с известняком (рисунок 2.1, таблица 2.1), предусматривает комплексную переработку сырья - на глинозем, соду и цемент.
Рисунок 2.1 - Схема производства глинозема способом спекания нефелинов
Рисунок 2.2 - Схема производства глинозема способом Байер-спекания
Шлам, получаемый при выщелачивании спека (нефелиновый шлам), используют для получения цементного клинкера.
Богословский и Уральский алюминиевые заводы перерабатывают отечественные байеровские и спекательные бокситы. Производство глинозема осуществляется по комбинированному способу - параллельная схема Байер-спекания (рисунок 2.2). По способу Байера получают около 80%-90% глинозема, остальное - по технологии спекания. Ветвь спекания состоит из отделений приготовления шихты (дополнительного к ветви Байера), спекания, размола, выщелачивания спека и отделения алюминатного раствора от осадка шлама. Получаемый в этой ветви алюминатный раствор объединяется с алюминатным раствором из ветви Байера, а усредненный раствор поступает на последующую переработку, включая стадию прокалки гидроксида алюминия в печах кальцинации (таблица 2.2).
Таблица 2.1 - Основные этапы производства глинозема способом спекания нефелинов
|
Входной поток |
Этап процесса (подпроцесс) |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
Нефелин, известняк, вода |
Приготовление шихты |
Влажная шихта (пульпа) |
Дробилки, мельницы |
Пыль |
|
Пульпа |
Спекание |
Спек |
Вращающиеся печи |
Пыль, |
|
Спек |
Переработка спека |
Алюминатный раствор, шлам |
Дробилки, мельницы |
Пыль, щелочь, шлам |
|
Алюминатный раствор |
Переработка алюминатных растворов |
Гидроксид алюминия, содовые растворы |
Карбонизаторы, декомпозеры, сгустители, автоклавы, фильтры |
Щелочь, |
|
Гидроксид алюминия |
Кальцинация |
Глинозем |
Печи |
Пыль, |
Таблица 2.2 - Основные этапы производства глинозема способом Байер-спекания
|
Входной поток |
Этап процесса (подпроцесс) |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
Боксит, известняк, вода, сода |
Подготовка шихты к выщелачиванию и спеканию |
Влажная шихта (пульпа) |
Дробилки, шаровые мельницы |
Пыль |
|
Пульпа |
Выщелачивание |
Алюминатный раствор, шлам |
Автоклавные батареи |
Щелочь |
|
Шлам |
Сгущение и промывка шлама ветвей Байера и спекания (раздельно) |
Шлам в отвал |
Сгустители, фильтры |
Щелочь, шлам |
|
Пульпа |
Спекание |
Спек |
Вращающиеся печи |
Пыль, |
|
Спек |
Переработка спека |
Алюминатный раствор, шлам (красный) |
Дробилки, мельницы |
Пыль, щелочь |
|
Алюминатный раствор |
Переработка алюминатных растворов (раздельно для каждой ветви) |
Очищенный алюминатный раствор (оборотный), гидроксид алюминия |
Декомпозеры, сгустители |
Щелочь |
|
Гидроксид алюминия |
Кальцинация |
Глинозем |
Печи |
Пыль, |
Назначение, описание, технологические характеристики основного и природоохранного оборудования, используемого в процессе производства глинозема, приведены в таблицах 2.3 и 2.4.
Таблица 2.3 - Основное оборудование
|
Наименование оборудования |
Назначение оборудования |
Описание |
|
Способ Байер-спекание |
||
|
Дробилки |
Дробление и измельчение сырьевых материалов |
Молотковые, щековые, конусные дробилки |
|
Шаровые мельницы |
Помол сырьевых материалов и усреднение, приготовление шихты (пульпы) на выщелачивание и на спекание |
Вращающиеся мельницы с цилиндрическими стальными обечайками, загруженные мелющими телами (шары) |
|
Автоклавные батареи |
Выщелачивание бокситовой пульпы |
Герметически закрытые сосуды, работающие под давлением |
|
Сгустители красного шлама |
Разделение жидкой и твердой фаз пульпы, уплотнение шлама |
Одноярусные и многоярусные сгустители |
|
Декомпозеры |
Разложение алюминатного раствора с выделением из раствора в твердую фазу гидроксида алюминия |
Цилиндрические сосуды различных размеров |
|
Печи спекания |
Спекание боксито-известняковой шихты |
Вращающиеся трубчатые печи |
|
Насосы |
Перекачка технологических сред |
Центробежные, мембранно-поршневые насосы различных типов |
|
Выпарные батареи |
Упаривание технологических растворов |
Герметически закрытые сосуды работающие под давлением и вакуумом |
|
Печи кальцинации |
Прокалка гидроксида алюминия для получения глинозема |
Вращающиеся трубчатые печи, циклонно-вихревые печи |
|
Способ спекания нефелинов |
||
|
Дробилки |
Дробление и измельчение сырьевых материалов |
Молотковые, конусные дробилки |
|
Мельницы размола |
Помол сырьевых материалов и усреднение, приготовление шихты (пульпы) на спекание |
Вращающиеся мельницы с цилиндрическими стальными обечайками, загруженные мелющими телами (шары, цильпебсы) |
|
Печи спекания |
Спекание шихты |
Вращающиеся трубчатые печи |
|
Насосы |
Перекачка технологических сред |
Центробежные насосы различных типов |
|
Трубчатые выщелачиватели |
Выщелачивание спека |
Аппараты непрерывного действия, работающие по принципу противотока |
|
Стержневые мельницы |
Выщелачивание и доизмельчение спека |
Технологические аппараты с цилиндрическими стальными обечайками, загруженные мелющими телами (стержни) |
|
Автоклавы |
Обескремнивание алюминатного раствора |
Сварные сосуды со сферическим днищем и крышкой |
|
Однокамерные сгустители |
Сгущение твердой фазы |
Стальные цилиндроконические резервуары |
|
Декомпозеры |
Разложение алюминатного раствора с выделением из раствора в твердую фазу гидроксида алюминия |
Цилиндрические сосуды с коническим днищем |
|
Карбонизаторы |
Разложение алюминатного раствора с выделением из раствора в твердую фазу гидроксида алюминия |
Сосуды цилиндрической формы с конусным днищем сварной конструкции |
|
Печи кальцинации |
Прокалка гидроксида алюминия для получения глинозема |
Вращающиеся трубчатые печи |
Таблица 2.4 - Природоохранное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Рукавные фильтры |
Очистка от пыли сбросного (аспирационного) воздуха от мест пересыпки при транспорте сыпучих материалов (сырье, полупродукты, товарная продукция), при дроблении, сухом измельчении и помоле в цехах приготовления шихты, спекания, кальцинации и обжига известняка |
Типы ФРИ и ФРКИ, КПД до 95%, остаточная запыленность до 20 мг/м |
|
Электрофильтры вертикальные, многосекционные |
Очистка отходящих газов печей кальцинации |
Однопольные, КПД до 99,7%, остаточная запыленность газов до 200 мг/нм |
|
Пылевая камера |
Очистка газов ряда печей спекания (спекание нефелинов) |
Запыленность газов на выходе до 100 г/нм |
|
Электрофильтры горизонтальные |
Очистка отходящих газов печей спекания и вращающихся печей обжига известняка |
Многопольные (3-4 поля), КПД до 99,8%, остаточная запыленность газов до 300 мг/нм |
|
Скруббера мокрые |
Очистка отходящих газов печей спекания (комбинированный способ) |
КПД 50%-85%, остаточная запыленность газов до 100 мг/нм |
2.2 Производство анодов и анодной массы
В зависимости от типа используемого электролизера в качестве анодных материалов используется анодная масса или предварительно обожженные аноды.
Анодные материалы являются одним из ключевых элементов в технологии электролитического производства алюминия. Угольные аноды или анодную массу для выплавки первичного алюминия, как правило, производят на том же алюминиевом заводе, что и сам металл. Хотя в некоторых случаях их могут производить на отдельных анодных фабриках.
Сырьем для производства анодной массы и анодов служат каменноугольный пек (связующий материал) и нефтяной кокс с низким содержанием зольных примесей (наполнитель). Современное анодное хозяйство представляет собой крупное производство с разветвленной транспортно-технологической схемой и автоматизированной системой управления технологическими процессами.
2.2.1 Производство анодной массы
Общая схема технологического процесса производства анодной массы представлена на рисунке 2.3, а процесс производства описан ниже. Исходный сырой кокс поступает на склад предприятия и по транспортной системе подается на первичное дробление. Далее через систему питания кокс подается в прокалочный агрегат, после которого по системе транспорта прокаленный кокс поступает в бункер запаса. Некоторые предприятия, не имея в своем составе прокалочных печей, осуществляют закупку уже прокаленного кокса. Из бункера прокаленного кокса кокс поступает на сушку, затем на дробление и рассев, после чего полученные сортовые фракции прокаленного кокса подогреваются и направляются в смеситель, где происходит смешение кокса с пеком.
Рисунок 2.3 - Схема технологического процесса производства анодной массы
Пек поступает на предприятие в жидком и (или) твердом виде и после подготовки с помощью дозатора и пекового насоса подается в смеситель. После смесителя через орошаемый водой конвейер и систему транспорта охлажденные брикеты анодной массы поступают на склад готовой продукции.
Количество и качество связующего пека является фактором, определяющим выделение в атмосферу ЗВ. Улавливаемая в системах аспирации и пылеочистки пыль от переделов производства анодной массы возвращается в производство.
Изложенные принципы производства анодной массы не меняются уже много десятилетий. Однако аппаратурное оформление, качество оборудования и принципы управления технологическим процессом постоянно совершенствуются.
В таблице 2.5 представлено описание основных этапов технологического процесса получения анодной массы. Назначение и технологические характеристики основного и природоохранного оборудования, используемого в процессе производства анодной массы, приведены в таблицах 2.6 и 2.7.
Таблица 2.5 - Основные этапы технологического процесса получения анодной массы
|
Входной поток |
Этап процесса (подпроцесс) |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
Кокс нефтяной сырой |
Прием, хранение, предварительное дробление |
Кокс нефтяной сырой дробленный |
Двухвалковая зубчатая дробилка |
Пыль кокса |
|
Кокс нефтяной сырой дробленный |
Прокалка |
Кокс нефтяной прокаленный |
Вращающаяся прокалочная печь барабанного типа |
Пыль кокса, СО, |
|
Кокс нефтяной прокаленный |
Дробление, |
Сортовые фракции прокаленного кокса |
Дробилка молотковая однороторная. Дробилка двухвалковая. Грохот универсальный. Шаровые барабанные мельницы |
Пыль кокса |
|
Сырой прокаленный кокс |
Сушка |
Сухой прокаленный кокс |
Сушильный агрегат |
Пыль кокса, СО, |
|
Пек гранулированный каменноугольный |
Прием, хранение, пекоподготовка |
Пек жидкий |
Пекоприемники. |
Пыль пека, возгоны пека |
|
Пек жидкий каменноугольный |
Прием, хранение, пекоподготовка |
Пек жидкий |
Пекоприемники. Пекоплавители. |
Возгоны пека |
|
Сортовые фракции прокаленного кокса, пек жидкий |
Дозирование, смешение, формование |
Брикеты анодной массы |
Весовые дозаторы. Смесители. Формовочное устройство |
Пыль кокса, возгоны пека |
Таблица 2.6 - Основное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Двухвалковая зубчатая дробилка, дробилка молотковая однороторная |
Дробление сырых и прокаленных коксов |
Производительность в зависимости от крупности дробленного материала - 21-150 т/ч |
|
Вращающаяся прокалочная печь барабанного типа |
Прокаливание сырых коксов |
Производительность по прокаленному коксу - 10 т/ч Три зоны термообработки: - сушка - прогрев слоя кокса от 20°С до 400°С; - удаление летучих веществ - нагрев кокса от 400°С до 1000°С; - прокаливание - прогрев слоя кокса до 1250°С |
|
Сушильный агрегат |
Сушка прокаленного кокса |
Производительность до 20 т |
|
Грохот универсальный, шаровые барабанные мельницы |
Механическая сортировка и размол коксовых фракций |
Производительность 6-30 т/ч |
|
Пекоприемники, пекоплавители |
Размещение пека, пекоподготовка |
Металлические резервуары различной емкости, обогреваемые паром. Температура пека в пекоприемнике - 140°С-160°С, в пекоплавителе - 150°С-190°С |
|
Весовые дозаторы |
Дозирование компонентов коксовой пыли и пека |
Максимальная производительность: - для прокаленного кокса - 14000 кг/ч; - для жидкого пека - 10000 кг/ч |
|
Смесители непрерывного действия |
Смешение пекококсовой композиции |
Производительность 6-30 т/ч |
|
Формовочное устройство |
Получение брикетов анодной массы требуемой формы |
Продавливание через экструдер или прохождение специального формовочного устройства и охлаждение "оборотной" водой |
Таблица 2.7 - Природоохранное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Электрофильтр |
Улавливание пыли кокса из вентвыбросов, отведенных аспирационно-техническими устройствами от поточно-транспортных узлов, складов, дробильно-размольного отделения |
Эффективность очистки - 90%-99% |
|
Циклон |
Улавливание пыли кокса из вентвыбросов, отведенных аспирационно-техническими устройствами от поточно-транспортных узлов, складов, дробильно-размольного отделения |
Эффективность очистки - 70%-93,9% |
|
Рукавные фильтры |
Улавливание пыли кокса из вентвыбросов, отведенных аспирационно-техническими устройствами от поточно-транспортных узлов, складов, дробильно-размольного отделения |
Эффективность очистки - 97,1%-99% |
|
Батарейный циклон-электрофильтр |
Улавливание пыли кокса из отходящих газов печей прокалки |
Эффективность очистки - 80,6%-93,4% |
|
Труба Вентури (адсорбент кокс) - рукавный фильтр |
Улавливание возгонов каменноугольного пека из вентвыбросов, отведенных аспирационно-техническими устройствами от дозировочно-смесительного отделения |
Эффективность очистки - 99,6%-99,9% |
Производство анодной массы является подчиненным к производству алюминия и осуществляется практически на всех алюминиевых заводах, применяющих технологию электролиза с самообжигающимися анодами (Содерберга).
2.2.2 Производство анодов
Процесс производства анодов в части дробления, измельчения и смешивания сырьевых материалов идентичен производству анодной массы, за исключением использования отходов обожженных анодов (огарки), которые вместе с коксом проходят стадии дробления и рассева. Затем из смешанного материала формируются "зеленые" аноды и после охлаждения поступают на склад "зеленых" анодов. Со склада "зеленые" аноды по системе конвейеров направляются в печи обжига. Обжиг осуществляется в многокамерных кольцевых печах открытого типа с подвижной зоной "огня". Печь обжига состоит из блока вертикальных камер, соединенных между собой простенками для последовательного прохода дымовых газов из одной камеры в другую. Эти простенки делят камеры на кассеты, в которые загружаются анодные блоки. Продвижение огня производится путем переноса рампы с горелки, дутьевых и отсасывающих труб вдоль печи на одну камеру в соответствии с заданным темпом обжига. В качестве топлива используется мазут. Обожженные анодные блоки по конвейеру поступают на сборку в анодно-монтажное отделение (АМО), которое включает в себя отделение демонтажа и монтажа анодов. При монтаже обожженных анодов осуществляется заливка ниппельных гнезд чугуном, подготовка анододержателя и, как правило, покрытие поверхности анодного блока защитным слоем от интенсивного выгорания поверхностного слоя. При демонтаже огарков анодов в АМО осуществляется их зачистка от электролита, отделение от анододержателя и его зачистка, дробление огарка в дробилках для транспортировки его в заготовительное отделение. Схема технологического процесса производства обожженных анодов с этапа смешения сырьевых материалов представлена на рисунке 2.4.
Рисунок 2.4 - Схема отдельных этапов технологического процесса производства обожженных анодов
В технологическом процессе образуется некоторое количество брака "зеленых" анодов и анодной массы, которые после дробления возвращаются обратно в смеситель. При производстве анодов на специальных установках газоочистки с помощью глинозема из паров абсорбируются смолистые вещества, фториды из анодных огарков. Улавливаемая в системах аспирации и пылеочистки коксовая пыль от переделов производства анодов возвращается в производство.
В таблице 2.8 приведены основные технологические этапы производства обожженных анодов. Краткое описание основного и природоохранного оборудования представлено в таблицах 2.9 и 2.10.
Таблица 2.8 - Основные этапы производства обожженных анодов
|
Входной поток |
Этап процесса (подпроцесс) |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
Кокс нефтяной сырой; огарки анодов |
Прием, хранение, предварительное дробление |
Кокс нефтяной сырой дробленный; огарки анодов дробленные |
Двухвалковая зубчатая дробилка |
Пыль кокса |
|
Кокс нефтяной прокаленный, дробленные огарки |
Дробление, размол, рассев на фракции |
Сортовые фракции прокаленного кокса |
Дробилка молотковая однороторная. Дробилка двухвалковая. Грохот универсальный. Шаровые барабанные мельницы. |
Пыль кокса |
|
Пек гранулированный каменноугольный, пек жидкий |
Прием, хранение, пекоподготовка |
Пек жидкий |
Пекоприемники, пекоплавители. |
Пыль пека, возгоны пека |
|
Сортовые фракции прокаленного кокса и огарков, пек жидкий |
Дозирование, смешение |
Анодная масса |
Весовые дозаторы. Смесители |
Пыль кокса, возгоны пека |
|
Анодная масса |
Формование |
"Зеленые" аноды |
Вибропресс |
Возгоны пека |
|
"Зеленые" аноды |
Обжиг |
Обожженные аноды |
Многокамерная кольцевая печь открытого типа |
Пыль кокса, возгоны пека, HF, СО, |
|
Обожженные аноды |
Монтаж анодов |
Смонтированные аноды |
Печи ИЧТ, конвейеры, системы очистки огарков, дробилки |
Пыль кокса, в том числе твердые фториды |
Таблица 2.9 - Основное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Двухвалковая дробилка, конусная дробилка, щековая дробилка, грохот, барабанные мельницы |
Дробление коксов, огарков анодов, сортировка, размол |
Дробление фракций до - 0-12,5 мм, помол до +0-0,5 мм |
|
Пекоприемники, пекоплавители |
Размещение пека, пекоподготовка |
Температура пека в пекоприемнике - 180°С-220°С, в пекоплавителе - 180°С-220°С |
|
Смесители непрерывного действия |
Смешение пекококсовой композиции |
Обеспечение гомогенизации и экструдирования в направлении выхода. Температура "зеленой" анодной массы - 220°С |
|
Многокамерная кольцевая печь |
Обжиг "зеленых" анодов |
Обжиг производится за счет сжигания мазута и летучих веществ, выделяющихся при термообработке "зеленых" блоков. Температура обжига (температура в камере полного огня) - 1250°С |
|
Печи ИЧТ |
Монтаж обожженных анодов |
Расплав чугуна для заливки ниппельных гнезд обожженных анодов. Емкость печей - 2,5 т |
Таблица 2.10 - Природоохранное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Рукавный фильтр |
Улавливание пыли кокса из вентвыбросов, отведенных аспирационно-техническими устройствами от поточно-транспортных узлов, складов, дробильно-размольного отделения, участка дозирования шихты, из отходящих газов сушильных барабанов, анодно-монтажного отделения |
Эффективность очистки - 98,0% |
|
"Мокрая" ГОУ: полый скоростной скруббер |
Улавливание пыли кокса, возгонов каменноугольного пека, фторидов газообразных, диоксида серы из отходящих газов печей обжига |
Эффективность очистки: пыль - 70%; фториды газообразные - 98%; возгоны каменноугольного пека - 70%, диоксид серы - 90% |
|
"Сухая" ГОУ: модуль - адсорбционные реакторы - рукавный фильтр |
Улавливание пыли кокса, возгонов каменноугольного пека, фторидов газообразных из отходящих газов печей обжига |
Эффективность очистки: пыль - 98,5%; фториды газообразные - 99%; возгоны каменноугольного пека - 98,5% |
|
"Сухая" ГОУ: модуль - адсорбционные реакторы - рукавный фильтр |
Улавливание пыли кокса, возгонов каменноугольного пека из вентвыбросов, отведенных аспирационно-техническими устройствами от технологических линий смесильно-прессового участка производства |
Эффективность очистки: по пыли - 98%; по остальным компонентам - 90% |
Рассмотренный технологический процесс производства обожженных анодов реализуется преимущественно на заводах целиком оборудованных электролизерами с предварительно обожженными анодами.
2.3 Производство первичного алюминия
Алюминий производится путем электролитического восстановления оксида алюминия (глинозема), растворенного в расплавленном электролите (криолите) при температуре приблизительно 960°С. В состав электролизера входит углеродный катод, изолированный огнеупорными кирпичами по внутренней поверхности прямоугольного стального кожуха, и углеродные аноды, прикрепленные к электропроводящей анодной балке и погружаемые в раствор. Электролизеры соединены последовательно и образуют серию электролизеров. Постоянный ток подается с анодов через электролит и слой металла на катод, а затем - по комплекту проводников, известных как "ошиновка", на следующий электролизер.
Жидкий алюминий оседает на катоде электролизера. Расплавленный металл периодически извлекается из электролизеров спецковшами и передается в литейное отделение для получения товарной продукции. В процессе электролиза кислород из глинозема реагирует с углеродным анодом и образует диоксид углерода и монооксид углерода. Таким образом, в ходе этого процесса происходит непрерывный расход углеродных анодов.
Основным сырьем для получения алюминия служат: глинозем, фтористые соли (криолит, фтористый алюминий) и обожженные аноды или анодная масса.
Схемы производства алюминия в электролизерах с обожженными анодами, в электролизерах с боковым и верхним токоподводами представлены на рисунках 2.5-2.7.
Рисунок 2.5 - Блок-схема производства первичного алюминия в электролизерах с ОА
Рисунок 2.6 - Блок-схема производства первичного алюминия в электролизерах с боковым токоподводом
Рисунок 2.7 - Блок-схема производства первичного алюминия в электролизерах с верхним токоподводом
В таблицах 2.11 и 2.12 приведена информация о технологическом процессе электролиза и применяемом оборудовании.
Таблица 2.11 - Описание технологического процесса электролиза
|
Входной поток |
Этап процесса |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
Свежий глинозем, фторсоли |
Прием, хранение сырья на складах и в силосах |
Свежий глинозем, анодная масса/аноды, фторсоли |
Склады, силоса, бункера |
В атмосферный воздух: - оксид алюминия; - твердые фториды |
|
Сырье: глинозем, анодная масса/аноды, фторсоли. Электроэнергия |
Электролитическое производство первичного алюминия |
Первичный алюминий (алюминий- |
Электролизеры: - с самообжигающимися анодами и верхним токоподводом (Содерберга); - с самообжигающимися анодами и боковым токоподводом (Содерберга); - с предварительно обожженными анодами |
В атмосферный воздух: - фтористый водород; - твердые фториды; - диоксид серы; - оксид углерода; - пыль неорганическая; - смолистые вещества (для электролизеров Содерберга). В поверхностные и подземные воды - отсутствуют. В почву - непосредственно отсутствуют. Отходы производства: - отработанная угольная футеровка; - отработанная кирпичная футеровка; - угольная пена; - огарки обожженных анодов. Прочее: физические воздействия (тепловое, шум, вибрация, электромагнитное загрязнение) не являются лимитирующими для производства первичного алюминия |
Таблица 2.12 - Основное технологическое оборудование процесса электролиза
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
|
Сила тока, кА |
Выход по току, % |
||
|
Электролизеры с самообжигающимися анодами и верхним токоподводом |
Получение первичного алюминия (алюминия-сырца) |
До 175 |
До 89 |
|
Электролизеры с самообжигающимися анодами и боковым токоподводом |
До 85 |
До 90 |
|
|
Электролизеры с предварительно обожженными анодами |
До 400 |
До 94,5 |
|
В таблице 2.13 приведено основное природоохранное оборудование процесса электролиза и его характеристики.
Таблица 2.13 - Природоохранное оборудование процесса электролиза
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Сухая газоочистка (реакторы + рукавные фильтры) |
Очистка отходящих газов от: |
Эффективность очистки, %: |
|
- фтористого водорода; |
98,4-99,7 |
|
|
- твердых фторидов; |
97,4-99,5 |
|
|
- неорганической пыли; |
97,4-99,5 |
|
|
- смолистых веществ |
96->99 |
|
|
Сухая ГОУ + мокрый скруббер |
Очистка отходящих газов от: |
Эффективность очистки, %: |
|
- фтористого водорода; |
99,5-99,8 |
|
|
- твердых фторидов; |
99,4-99,7 |
|
|
- неорганической пыли; |
99,5-99,8 |
|
|
- смолистых веществ; |
98,8-99,4 |
|
|
- диоксида серы |
85,0-98,7 |
|
|
Электрофильтр + мокрый скруббер или пенный аппарат |
Очистка отходящих газов от: |
Эффективность очистки, %: |
|
- фтористого водорода; |
95,0-98,7 |
|
|
- твердых фторидов; |
80,0-90,0 |
|
|
- неорганической пыли; |
80,0-90,0 |
|
|
- смолистых веществ; |
55,0-90,0 |
|
|
- диоксида серы |
85,0-98,7 |
2.3.1 Виды электролизеров и технологий электролиза
Промышленное получение алюминия как в России, так и во всем мире осуществляется в электролизерах, различающихся по конструкции и единичной мощности. В настоящее время применяются следующие технологии электролиза:
- технология производства алюминия на электролизерах с предварительно обожженными анодами (технология электролиза ОА);
- технология производства алюминия на электролизерах с самообжигающимися анодами (или электролизеры Содерберга).
Электролизеры с самообжигающимися анодами различаются также по принципу подвода тока к аноду, с боковым и верхним токоподводом (технологии электролиза БТ и ВТ соответственно).
На электролизерах ВТ токоподводящие штыри устанавливают вертикально на высоту, обеспечивающую их запекание при опускании анодного массива. При достижении нижним концом штыря расстояния от подошвы анода, определяемого безопасным ведением процесса (минимальное расстояние от штыря до подошвы анода - не менее 20 см), штырь раскручивается и извлекается из тела анода.
Катодное устройство электролизера ВТ состоит из стального кожуха, футерованного внутри угольными подовыми блоками и боковыми плитами, огнеупорными и теплоизоляционными материалами. В нижнюю часть подовых блоков перед их установкой в электролизер заливают чугуном стальные стержни - блюмсы, служащие для отвода тока от подины. Швы между подовыми блоками и периферийный шов набивают подовой массой.
Анодное устройство электролизера ВТ состоит из угольного анода, помещенного в стальной кожух, анодной шины и анодных штырей, служащих для подвески анода и подвода тока. В нижней части анодного кожуха по его периметру на специальном поясе подвешен газосборный колокол, собранный из чугунных литых секций. Колокол подвешивается на уголок (пояс) анодного кожуха и служит газосборником, собирающим из-под анода смесь газов. На рисунке 2.8 представлена конструкция электролизера ВТ.
1 - катодные угольные блоки; 2 - анодный массив; 3 - анодный токоведущий штырь; 4 - колокольный газосборник; 5 - горелочное устройство; 6 - анодный кожух; 7 - анодная шина
Рисунок 2.8 - Электролизер ВТ
На электролизерах ВТ анодные газы эвакуируются с помощью системы колокольного газосборника и горелочного устройства. Колокольный газосборник, собранный из чугунных секций, крепится к пояску анодного кожуха и герметизируется в нижней части засыпкой глинозема. Анодные газы собираются под газосборником и под избыточным давлением поступают в горелочные устройства (для дожигания оксида углерода и смолистых веществ).
Разработкой новой конструкции электролизеров ВТ является проект "Создание экологически приемлемой и конкурентно способной технологии электролиза с анодом Содерберг" (проект "ЭкоСодерберг"). Проект "ЭкоСодерберг" включил практически весь комплекс работ, связанных с производством алюминия, а именно:
- технологию и оборудование по производству анодной массы;
- технологию изготовления и конструкцию катодного узла;
- технологию анода и электролиза с современной автоматизированной системой управления системой;
- комплекс мероприятий по дожигу и удалению газов от электролизера;
- автоматизированные системы по транспортировке и питанию электролизера сырьем;
- механизмы, устройства и инструменты, исключающие или снижающие долю ручного труда в обслуживании электролизера.
К новым техническим и технологическим решениям конструкции электролизера "ЭкоСодерберг" относятся:
- устройство электролизеров С-8БМ(Э) и С-8Б(Э) с новым безгорелочным газосборным колоколом и новой системой газоудаления;
- новый технологический инструмент, средства механизации, новые технологические практики для обслуживания данных электролизеров;
- технология производства и использования анодной массы с низким содержанием связующего.
На рисунке 2.9 представлена система газоудаления электролизера "ЭкоСодерберг".
1 - газосборный колокол электролизера; 2 - сборные купола системы газоудаления; 3 - трубопроводы системы удаления газов; 4 - продувка системы удаления газов
Рисунок 2.9 - Система газоудаления электролизера "ЭкоСодерберг"
На электролизерах БТ конструкция катодного устройства схожа с конструкцией стандартного (рядового) электролизера ВТ.
Анодное устройство электролизера БТ состоит из стальной анодной рамы, которая с помощью стальных канатов и системы полиспасов подвешивается на металлоконструкции. По мере сгорания анода и его опускания для поддержания установленного межэлектродного расстояния одновременно с ним опускается анодная рама. Токоведущими являются два нижних ряда штырей. Они подключаются к анодной ошиновке с помощью медных или (чаще) алюминиевых спусков. Стальные токоведущие анодные штыри забиваются под определенным углом в боковые поверхности анодного массива в верхних зонах, где еще не прошли процессы спекания анода, и по мере сгорания анода перемещаются вместе с анодом в нижние, более горячие зоны, где спекаются со скоксовавшимся массивом и при достижении определенных температур воспринимают токовую нагрузку. Когда становится вероятным выход нижнего конца штыря из тела анода и контакт с электролитом, штырь извлекается из тела анода и забивается в верхний горизонт. Электролизеры БТ снабжены укрытием для сбора вредных веществ, выделяющихся при электролизе. Укрытие монтируется на каркасе и имеет вверху газосборный колпак и шторы (навивные, створчатые и др.), закрывающие боковые стороны электролизера.
По-разному осуществляется и эвакуация анодных газов, образующихся в процессе электролиза на электролизерах разных типов. На электролизерах БТ все устройство, ограниченное коркой электролита и боковыми поверхностями анода, перекрыто шторными укрытиями. Анодные газы, содержащие горючий оксид углерода, выделяются через специально устраиваемые отверстия в корке электролита "огоньки". При этом горючие компоненты анодного газа сгорают, а продукты горения удаляются с отсасываемой от электролизера газовоздушной смесью.
На рисунке 2.10 представлена конструкция электролизера БТ.
1 - катодные угольные блоки; 2 - анодный массив; 3 - анодный токоведущий штырь; 4 - анодная шина; 5 - механизм подъема штор; 6 - механизм перемещения анода; 7 - шторное укрытие; 8 - патрубок отсоса газов
Рисунок 2.10 - Электролизер БТ
Электролизеры ОА отличаются от рассмотренных выше электролизеров ВТ и БТ конструкцией анодного устройства. Обычно электролизеры ОА имеют многоблочный анодный массив. Число анодных блоков зависит от их размеров.
Анодами служат формированные и прессованные угольные блоки, обожженные в печах при конечной температуре 1100°С-1200°С. После обжига анодов в них монтируются анододержатели, в комплекте с которыми они поставляются в корпус электролиза. Аноды присоединяются к анодным шинам с помощью анододержателей, алюминиевая штанга которых прижимается специальным зажимом к шине, а стальная (ниппели) закрепляется в ниппельных гнездах блока с помощью чугунной заливки. Для перемещения анодного массива на электролизере имеется подъемный механизм.
Укрытие электролизера ОА предназначено для сбора и удаления образующихся вредных веществ. Газы направляются на улавливание ценных компонентов и регенерацию фторсолей. На рисунке 2.11 представлена конструкция электролизера ОА.
1 - анодная шина; 2 - катодное устройство; 3 - ОА; 4 - анодные штанги; 5 - анодная рама; 6 - створки укрытия
Рисунок 2.11 - Электролизер ОА
2.4 Литейное производство
Основное назначение литейных цехов алюминиевых заводов - прием алюминия-сырца из корпусов электролиза, его переработка и выпуск товарной продукции.
Литейные отделения входят в состав всех действующих алюминиевых заводов и выпускают алюминиевые чушки разных типоразмеров, плоские, Т-образные и цилиндрические слитки, катанку, алюминиевые сплавы разных марок.
Схема технологического процесса производства алюминиевой продукции предусматривает определенную последовательность. Жидкий алюминий-сырец из корпусов электролиза поступает в литейный цех в специальных ковшах и заливается в миксеры, где происходит приготовление расплава. Для доведения расплава в миксере до заданного химического состава проводятся операции флюсования, отстоя и снятия шлака. Затем металл поступает в раздаточный миксер, из которого проводится разливка расплава на литейную машину для литья соответствующего вида алюминиевой продукции. Готовая к отгрузке потребителям алюминиевая продукция накапливается на складах, где формируются транспортные партии.
Основное технологическое оборудование, используемое при получении алюминиевой продукции, и его описание приведено в таблицах 2.14-2.15.
Таблица 2.14 - Описание технологического процесса
|
Входной поток |
Этап процесса (подпроцесс) |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
Алюминий-сырец, флюсы |
Приготовление расплава заданного химического состава |
Расплав |
Миксер |
Пыль неорганическая в атмосферу. Шлак алюминия - твердый отход на переработку |
|
Расплав |
Подача расплава |
Расплав |
Миксер |
Пыль неорганическая в атмосферу |
|
Расплав |
Литье расплава |
Алюминиевая продукция |
Литейная машина |
Пыль неорганическая в атмосферу |
Таблица 2.15 - Основное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Миксеры |
Приготовление расплава, поддержание его заданной температуры, подача расплава на литейную машину |
Электрические отражательные печи. Емкость миксеров - 15-60 т. Время заливки - до 1,5 ч. Доведение расплава до заданного химического состава - до 1 ч. Флюсование, отстой, снятие шлака - до 1 ч |
|
Литейная машина |
Фиксация литейной оснастки, формообразование литья |
Оборудована пультами управления основными параметрами (температура металла, скорость литья, давление в системе и расход охлаждающей воды). Подготовка литейной оснастки к литью - до 1 ч. Отливка слитков - в среднем 1,15 ч |
2.5 Основные мероприятия по снижению расхода сырья и электроэнергии
Основные пути снижения расхода глинозема - снижение потерь при транспортировке и загрузке в электролизеры и повышение его качества. От качества глинозема зависит не только сортность получаемого алюминия, но и его расход, так как глинозем содержит разное количество мелких фракций, значительная часть которых улетучивается при транспортировке и обработке ванн. Заметным резервом снижения расхода глинозема является применение пылеуборочных машин в корпусах электролиза, а также переработка пыли, собранной с кровли корпусов; однако отсутствие учета расхода по корпусам электролиза не стимулирует снижение его расхода. Применение централизованной раздачи глинозема (ЦРГ) в сочетании с автоматической подачей глинозема (АПГ) в электролизер позволит резко снизить его расход и, кроме того, стабилизируя концентрацию глинозема в электролите, снизит электросопротивление, расход электроэнергии и, как следствие, себестоимость алюминия.
К одним из важных направлений производства анодов и анодной массы следует отнести подбор наполнителя и связующего. Так, коксы с более низким содержанием серы при прокалке кокса и обжиге анодов будут выделять меньшее количество диоксида серы в атмосферу. Многие годы в электродной промышленности делаются попытки внедрить пеки, полученные на основе нефтепродуктов (тяжелых нефтяных остатков, смол пиролиза, крекинг-остатков и др.). Данные пеки имеют практически неограниченные сырьевые ресурсы для их производства и содержат низкую концентрацию смолистых веществ. Другими важными мероприятиями являются поддержание температуры электролиза на минимально допустимом уровне и недопущение протеков пека и масс в процессе эксплуатации ванны.
К основным мероприятиям, направленным на снижение расхода фторидов, следует отнести:
- повышение качества сырья;
- увеличение срока службы катодного устройства, так как значительная часть фтора теряется с отработанной угольной футеровкой электролизеров. Имеется принципиальная возможность извлечения из отработанной угольной футеровки ценных компонентов (глинозема, фторидов, углерода), однако способы извлечения в настоящее время экономически неэффективны;
- снижение съема угольной пены, содержание фтора в которой достигает 29%-31%;
- совершенствование способа корректировки электролита;
- снижение температуры электролита.
Основными путями снижения потребления электроэнергии являются:
- повышение выхода по току. Увеличение выхода по току на 1% вызывает снижение расхода электроэнергии ~150 кВт·ч/т AI, или более чем на 1%. Основным средством повышения выхода по току является внедрение автоматической системы управления технологическим процессом (АСУТП), особенно на ваннах большой мощности. Получить высокий выход по току, особенно на мощных электролизерах, невозможно без рациональной конструкции ошиновки электролизеров, обеспечивающей рациональную конфигурацию магнитного поля и снижающей негативные последствия электромагнитных сил, возникающих в расплаве, приводящих к его циркуляции и окислению наработанного алюминия;
- снижение до оптимальных значений рабочего напряжения, так как расход энергии прямо пропорционален его величине. Это достигается за счет минимизации потерь напряжения на всех токоведущих частях, включая и электролит, а также снижение частоты и продолжительности анодных эффектов;
- правильная эксплуатация приточной вентиляции и элементов аэрационных фонарей позволяет снизить расход силовой энергии, поскольку увеличение температуры ошиновки приводит к увеличению потерь энергии в ней.
Соблюдение технологической дисциплины, поддержание оптимальных параметров процессов производства также являются важными направлениями, способствующими снижению расхода сырья и электроэнергии и недопущению возможности аварийных выбросов.
2.6 Система экологического менеджмента
Система экологического менеджмента является неотъемлемой частью общей системы управления алюминиевыми и глиноземными предприятиями. Ее основными целями являются:
- идентификация и оценка значимости экологических аспектов и рисков предприятий на всех этапах производственного цикла - от закупки сырья до реализации готовой продукции;
- постановка экологических целей и показателей эффективности, разработка мероприятий и программ, направленных на улучшение экологических показателей;
- определение ответственности, процедур и ресурсов по управлению экологическими аспектами и рисками;
- определение методов проверок, мониторинга, измерения и анализа для оценки достижения результатов и оценке соответствия требованиям экологического законодательства и добровольных обязательств.
Система экологического менеджмента строится на основе международного стандарта ISO 14001.
2.7 Производственный экологический контроль
Производственный экологический контроль (ПЭК) осуществляется на основании Программы производственного экологического контроля.
Программа ПЭК включает следующие сведения:
- об инвентаризации выбросов ЗВ в атмосферный воздух и их источников;
- об инвентаризации сбросов ЗВ в окружающую среду и их источников;
- об инвентаризации отходов производства и потребления и объектов их размещения;
- о подразделениях и (или) должностных лицах, отвечающих за осуществление производственного экологического контроля;
- о собственных и (или) привлекаемых испытательных лабораториях (центрах), аккредитованных в соответствии с законодательством Российской Федерации об аккредитации в национальной системе аккредитации;
- о периодичности и методах осуществления производственного экологического контроля, местах отбора проб и методиках (методах) измерений.
Производственный экологический контроль выбросов, сбросов загрязняющих веществ производится в отношении загрязняющих веществ, характеризующих применяемые технологии и особенности производственного процесса на объекте, оказывающем негативное воздействие на окружающую среду (маркерные вещества).
При организации ПЭК учитываются рекомендации:
- ГОСТ Р 56059-2014 Производственный экологический мониторинг. Общие положения;
- ГОСТ Р 56061-2014 Производственный экологический контроль. Требования к программе производственного экологического контроля;
- ГОСТ Р 56062-2014 Производственный экологический контроль. Общие положения.
Раздел 3. Текущие уровни потребления и эмиссии в окружающую среду
3.1 Производство глинозема
3.1.1 Расход сырья, материалов и электроэнергии
Расход сырья на 1 т глинозема и, как следствие, количество выбросов, сбросов и образующихся отходов зависит от применяемой технологии производства.
При этом удельные уровни потребления сырьевых материалов (топлива, воды и электроэнергии) минимальны для процесса Байера и максимальны для технологии переработки нефелинов на глинозем. Применяемый в Российской Федерации способ Байер-спекания (параллельный вариант) занимает по уровню потребления промежуточное положение. В таблице 3.1 представлены достигнутые удельные расходные показатели по сырью, потребляемому в производстве глинозема по технологиям, применяемым в Российской Федерации.
Таблица 3.1 - Расход сырья, материалов и энергоресурсов
|
Наименование |
Единица измерения |
Расход на 1 т глинозема |
|
|
Байер-спекание (параллельный вариант) |
Переработка нефелинов |
||
|
Боксит |
т |
2,54-2,74 |
- |
|
Нефелин |
т |
- |
4,0-5,0 |
|
Известняк, натуральный |
т |
0,009-0,05 |
6,0-8,0 |
|
Каустик (сода), по |
т |
0,11-0,16 |
- |
|
Технологическое топливо |
т у. т. |
0,205-0,286 |
1,25-1,50 |
|
Тепловая энергия |
Гкал |
2,90-4,0 |
1,25-1,35 |
|
Электроэнергия |
тыс. кВт·ч |
0,35-0,40 |
1,0-1,1 |

Чем выше содержание оксида алюминия в сырье (боксите, нефелине), тем ниже удельный расходный коэффициент. Для заводов в Российской Федерации, использующих параллельный способ Байер-спекания, общий расход боксита (или их смеси) зависит от доли каждой ветви в суммарной мощности предприятия по глинозему.
Удельный расход известняка (переработка спеканием) зависит от содержания кремнезема и оксида кальция в боксите (нефелине): дозировка известняка должна соответствовать молекулярному соотношению оксидов кальция и кремнезема в шихте, равному 2. В нефелиновую шихту для достижения щелочного модуля, равного 1, при необходимости может вводиться оборотный содовый раствор.
В производстве глинозема из нефелина основная часть раствора упаривается в несколько стадий до полного раздельного выделения соды и сульфата калия. Нефелиновый или белитовый шлам (после отмывки) является отходом производства глинозема из нефелинов. Технологией комплексной переработки нефелинового сырья предусматривается его использование как основного компонента шихты для производства цементного клинкера, что существенно сокращает себестоимость не только глинозема, но и цемента (таблица 3.2).
Таблица 3.2 - Выход побочных продуктов
|
Наименование |
Единица измерения |
Выход на 1 т глинозема |
|
|
Байер-спекание |
Переработка нефелинов |
||
|
Сода |
т |
- |
0,475 |
|
Сульфат калия |
т |
- |
0,049 |
|
Шлам |
т |
1,61 |
8,1 |
_______________
В производстве глинозема из нефелинов шлам частично (до 30%) используется в производстве цемента.
Производство глинозема из нефелинов требует наиболее высоких расходов сырья и энергоресурсов. Его применение в Российской Федерации вызвано отсутствием запасов качественных отечественных бокситов и целесообразно только при наличии дешевой электроэнергии и топлива, низких транспортных расходах на перевозку сырья и готового продукта и при условии комплексного использования сырья.
3.1.2 Характеристика эмиссий
Загрязняющими веществами в производстве глинозема являются твердые вещества (технологическая пыль), щелочные пары в гидрохимических процессах, вредные газы, образующиеся при сжигании топлива, а также производственные отходы - красный (переработка бокситов) и нефелиновый (переработка нефелинов) шламы. Количество шлама напрямую зависит от качества исходного сырья. Учитывая значительные объемы шлама, вопрос его утилизации является весьма важным. И если нефелиновый шлам используется в строительной отрасли, то основным методом утилизации красного шлама является его складирование в местах размещения производственных отходов.
Технологическая пыль - тонкие частицы перерабатываемого сырья (боксита, нефелина, известняка) и получаемых продуктов и полупродуктов глиноземного производства (спека, извести, гидроксида алюминия и глинозема). Источники выделения ЗВ - технологические аппараты (склады), в которых осуществляется переработка, транспортировка (хранение) сырья и полупродуктов, упаковка и транспортировка продукции. Источники выбросов ЗВ - организованные (дымовые трубы, свечи) и неорганизованные (открытые склады, дороги, грузовой транспорт и др.). С целью снижения неорганизованных выбросов транспортеры и элеваторы, предназначенные для транспортировки пылящего материала, конструируются как закрытые системы. Данные по удельным выбросам в атмосферу основных ЗВ и объемам образования отходов производства глинозема приведены в таблицах 3.3-3.4.
Таблица 3.3 - Выбросы загрязняющих веществ в атмосферу
|
Наименование |
Код ЗВ |
Наличие/ отсутствие в перечне ЗВ, подлежащих госрегулированию (распоряжение Правительства РФ N 1316-р от 08.07.2015) |
Единица измерения |
Источники выброса |
Метод очистки, повторного использования |
Концентрация ЗВ после очистки |
|
Байер-спекание |
||||||
|
Алюминий оксид (в пересчете на алюминий) |
101 |
Отсутствие |
мг/нм |
Дымовые трубы: - печи кальцинации; - свечи силосов глинозема |
Электрофильтры, рукавные фильтры, циклоны (КПД 99,7-99,9) |
100-200 |
|
Пыль спека (пыль неорганическая с содержанием |
2909 |
Наличие |
мг/нм |
Дымовые трубы: - скрубберов; - печей спекания |
Электрофильтры, скрубберы, рукавные фильтры или циклоны (КПД - 85%-99,5%) |
200 |
|
Парниковые газы |
- |
Отсутствие |
т |
Дымовые трубы: - печей кальцинации; - печей спекания |
Без очистки |
1,4-2,3 |
|
Спекание нефелинов |
||||||
|
Алюминий оксид (в пересчете на алюминий) |
101 |
Отсутствие |
мг/нм |
Дымовые трубы: - печи кальцинации; - свечи силосов глинозема |
Электрофильтры, рукавные фильтры, циклоны (КПД - 95%-98%), рукавные фильтры или циклоны (КПД - 85%-99,5%) |
150-200 |
|
Пыль неорганическая с содержанием |
2909 |
Наличие |
мг/нм |
Дымовые трубы: - печей; - холодильников спекания |
Электрофильтры (КПД - 99,7%-99,8%), циклоны (КПД - 95%-98%), рукавные фильтры или циклоны (КПД - 85%-99,5%) |
200 |
|
Парниковые газы |
- |
Отсутствие |
т |
Дымовые трубы: - печей кальцинации; - печей спекания |
Без очистки |
8,2-10,5 |
 экв/т глинозема
экв/т глинозема_______________
Здесь и далее - код загрязняющего вещества согласно "Перечню и кодам веществ, загрязняющих атмосферный воздух" (НИИ Атмосфера, НИИ Экологии человека и гигиены окружающей среды им.А.И.Сысина, Российский государственный медицинский университет, фирма "Интеграл").
Таблица 3.4 - Отходы производства
|
Наименование |
Единица измерения |
Образование отходов |
Источники образования |
Метод очистки, повторного использования |
Размещение отходов |
|
Красный шлам |
т/т глинозема |
1,52-1,70 |
Образуется при выщелачивании бокситов в ветви Байера и спека в спекательной ветви |
После промывки водой транспортируется на хранение |
1,52-1,70 |
|
Нефелиновый (белитовый) шлам |
т/т глинозема |
7,5-8,7 |
Образуется при выщелачивании спека |
После промывки водой транспортируется на хранение или в производство цемента |
0-8,7 |
3.2 Производство анодов и анодной массы
Производство анодов и анодной массы на алюминиевых заводах, как правило, располагается на одной промплощадке с производством алюминия и служит для обеспечения собственного производства анодами и анодной массой.
Источниками выделений и выбросов ЗВ является используемое сырье - каменноугольный пек и нефтяной кокс. В таблице 3.5 представлен их расход при производстве обожженных анодов и анодной массы.
Таблица 3.5 - Расход сырья при производстве анодов и анодной массы
|
Наименование |
Единица измерения |
Расход на 1 т продукции |
|
Для технологии электролиза ОА |
||
|
Каменноугольный пек |
кг/т AI |
80-90 |
|
Нефтяной кокс |
кг/т AI |
400-415 |
|
Для технологии электролиза Содерберга |
||
|
Каменноугольный пек |
кг/т AI |
150-185 |
|
Нефтяной кокс |
кг/т AI |
340-380 |
Выделение ЗВ в производстве анодной массы начинается с процессов приемки и хранения сырья. Кокс может поступать на предприятие сырым или прокаленным. От складов и узлов перегрузки кокса в атмосферу будет поступать коксовая пыль. При сливе пека и хранении его в резервуарах будут выделяться возгоны каменноугольного пека.
В процессах дробления и размола, дозирования и смешения кокса с пеком возможно выделение коксовой пыли и возгонов каменноугольного пека. Если предприятие в качестве сырья получают сырой кокс, то при производстве анодной массы его прокаливают во вращающихся прокалочных печах. От процесса прокалки кокса в печах в атмосферу будут поступать: пыль коксовая, диоксид серы, оксиды азота, оксид углерода.
В производстве анодов пек поступает в цистернах-пековозах и размещается на складе пека в емкостях. Склады пека оборудованы приемным устройством с постами разогрева пека до температуры 180°С-220°С и участком пекоподготовки. Выделение смолистых веществ - возгонов каменноугольного пека - происходит при сливе пека из цистерн и в период перекачки пека насосами и заполнения емкостей.
Поступающий в железнодорожных вагонах прокаленный кокс размещается на складе, оборудованном вагоноопрокидывателем, приемным устройством и силосами для хранения кокса. При перегрузке и хранении кокса в атмосферу выделяется коксовая пыль. Также ее выделение происходит в результате процессов дробления и транспортировки кокса по технологическим линиям анодного производства. В процессе смешения кокса и пека в атмосферу выделяются возгоны каменноугольного пека и коксовая пыль.
При обжиге "зеленых" анодов в печи обжига образуются оксиды азота, коксовая пыль, диоксид серы, оксид углерода, возгоны каменноугольного пека, мазутная зола (при использовании мазута в качестве топлива). При использовании в качестве сырьевого компонента огарков анодов при обжиге будет также выделяться некоторое количество фтористого водорода.
Маркерными ЗВ для производства анодов и анодной массы будут являться пыль и возгоны каменноугольного пека. При этом под маркерными веществами понимаются основные (приоритетные) ЗВ, характерные для конкретной технологии производства, по содержанию (объему или массе) которых могут быть сделаны достоверные выводы о выбросах предприятия в целом.
В процессе производства анодов и анодной массы вода практически не используется, водные ресурсы могут использоваться только для процессов охлаждения, а система водоснабжения/водоотведения представляет собой замкнутый водооборот с локальными очистными сооружениями. К основным технологическим отходам производства анодной массы и анодов относятся отработанные футеровочные материалы печей прокалки и печей обжига. Образование данных отходов зависит от срока службы печей до проведения ремонтов. На анодных производствах алюминиевых заводов данные отходы передаются на переработку сторонним организациям по производству огнеупоров или размещаются на полигонах производственных отходов.
Данные по удельным выбросам ЗВ в атмосферу и объемам образования отходов производства анодов и анодной массы приведены в таблицах 3.6-3.8.
Таблица 3.6 - Выбросы загрязняющих веществ в атмосферу. Производство анодной массы
|
Наименование |
Код ЗВ |
Наличие/ отсутствие в перечне ЗВ, подлежащих госрегули- |
Единица измерения |
Объем и (или) масса образую- |
Техпроцессы - источники выделений ЗВ |
Метод очистки, повторного использо- |
Объем и/или масса выбросов ЗВ после очистки в расчете на тонну продукции |
|
Пыль коксовая |
328* |
Отсутствие |
кг/т анодной массы |
0,6-4,0 |
Хранение и перемещение кокса |
Циклон, рукавный фильтр, циклонэлектрофильтр, электрофильтр |
0,08-0,12 |
|
2,5-14,0 |
Измельчение, смешивание, формование |
Циклон, рукавный фильтр, электрофильтр |
0,1-0,28 |
||||
|
4,5-13,3 |
Прокалка |
Батарейный циклон; батарейный циклонэлектрофильтр; электрофильтр |
0,06-1,33 |
||||
|
Диоксид серы |
330 |
Наличие |
Прокалка |
Без очистки |
3,2-7,1 |
||
|
* Возможно применение кода 2909. |
Наличие |
||||||
|
Возгоны каменно- |
725 |
Отсутствие |
кг/т анодной массы |
0,05-0,06 |
Хранение и перемещение пека |
- |
0,05-0,06 |
|
0,013- |
Смешивание, формование |
Сухая ГОУ |
0,0003- |
||||
|
Парниковые газы |
- |
Отсутствие |
т |
0,01-0,15 |
Прокалка |
Без очистки |
0,01-0,15 |
Таблица 3.7 - Отходы производства. Производство анодов и анодной массы
|
Наименование отходов |
Класс опасности |
Единица измерения |
Объем и (или) масса образования отходов в расчете на тонну продукции |
Источники образования |
Метод очистки, повторного использования |
Объем и (или) масса размещенных отходов в расчете на тонну продукции |
|
Отработанная футеровка печей обжига |
4 |
кг/т анодов |
1,2 |
Печи обжига |
- |
1,2 |
|
Отработанная футеровка печей прокалки |
4 |
кг/т анодной массы |
2-0,5 |
Печи прокалки |
- |
2-0,5 |
Таблица 3.8 - Выбросы загрязняющих веществ в атмосферу. Производство анодов
|
Наименование |
Код ЗВ |
Наличие/ отсутствие в перечне ЗВ, подлежащих госрегули- |
Единица измерения |
Объем и (или) масса образую- |
Техпроцессы - источники выделений ЗВ |
Метод очистки, повторного использования |
Объем и /или масса выбросов ЗВ после очистки в расчете на тонну продукции |
|
Пыль коксовая |
328* |
отсутствие |
кг/т анодов |
0,7 |
Хранение, перемещение и сушка кокса |
Циклон, рукавный фильтр |
0,05 |
|
1,86 |
Измельчение, смешивание, формование |
Рукавный фильтр |
0,023 |
||||
|
0,29-0,53 |
Обжиг "зеленых" анодов |
Полый скруббер, сухая ГОУ |
0,008-0,045 |
||||
|
6,1 |
AMО |
Рукавный фильтр |
0,061-0,305 |
||||
|
* Возможно применение кода 2909. |
Наличие |
||||||
|
Возгоны каменно- |
725 |
Отсутствие |
кг/т анодов |
0,03 |
Хранение и перемещение пека |
Система улавливания паров пека |
0,006 |
|
0,06-0,37 |
Смешивание, формование |
Сухая ГОУ |
0,002-0,037 |
||||
|
1,3-2 |
Обжиг "зеленых" анодов |
Полый скруббер, сухая ГОУ |
0,03-0,26 |
||||
|
Парниковые газы |
Отсутствие |
т |
0,13 |
Обжиг "зеленых" анодов |
Без очистки |
0,13 |
|
3.3 Производство первичного алюминия
3.3.1 Расход сырья, материалов и электроэнергии
Расход сырья зависит от многих факторов: типа электролизера, состояния технологии, качества сырья, транспортных потерь и т.д.
В таблице 3.9 приведена динамика усредненных расходных коэффициентов за 2010-2014 годы по алюминиевым заводам Российской Федерации.
Таблица 3.9 - Динамика усредненных расходных коэффициентов
|
2010 год |
2011 год |
2012 год |
2013 год |
2014 год |
|
|
Расход глинозема, кг/т AI |
1936,2 |
1933,9 |
1933,5 |
1933,1 |
1931,3 |
|
Расход анодной массы, кг/т AI |
532 |
530 |
524 |
519 |
517 |
|
Выход по току, % |
89,61 |
89,85 |
90,07 |
90,2 |
90,26 |
В таблице 3.10 приведены данные по расходу сырья, материалов и энергоресурсов для разных технологий электролиза.
Таблица 3.10 - Расход сырья, материалов и энергоресурсов
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|||
|
Расход электроэнергии, кВт·ч/т Al |
Расход глинозема, кг/т AI |
Расход анодов нетто или анодной массы, кг/т AI |
Расход фтор. алюминия, кг/т AI |
||
|
Электролизеры с самообжигающимися анодами и верхним токоподводом |
Получение первичного алюминия (алюминия-сырца) |
15216-16111 |
1920-1939 |
522-528 |
21-40 |
|
Электролизеры с самообжигающимися анодами и боковым токоподводом |
15171-15620 |
1932-1944 |
510-515 |
12,0-21,0 |
|
|
Электролизеры с предварительно обожженными анодами |
13158-15126 |
1917-1938 |
420-460 |
12,0-21,0 |
|
Расход глинозема практически не зависит от типа электролизеров и определяется в основном транспортными потерями, потерями на перевозку от склада до электролизеров и содержанием мелких фракций, значительная часть которых теряется в виде пыли.
Расход фторидов (криолит и трифторид алюминия) зависит от многих факторов: типа электролизера; состояния технологии; состава и температуры перегрева электролита; наличия, вида, КПД и КПИ газосборного и газоочистного оборудования; состояния технологической дисциплины; содержания оксида натрия в глиноземе; количества снимаемой угольной пены и эффективности ее флотации и др.
Расход анодов зависит от типа электролизеров. Фактически в электролизере на производство 1 т алюминия расходуется 420-460 кг обожженных анодов. При этом остается огарок, следовательно, полная потребность в обожженных анодах зависит от качества анода и величины огарка. Расход анодной массы также зависит от многих факторов: потерь при транспортировке, потерь летучих компонентов при коксовании пека и с поверхности жидкой анодной массы, осыпания и окисления боковых поверхностей анода, выхода по току и плотности тока.
Расход электроэнергии зависит главным образом от типа электролизера и выхода по току. При прочих равных условиях наибольший расход электроэнергии - у электролизеров ВТ, а наименьший - у ванн с ОА.
3.3.2 Характеристика эмиссий
Источником выделения вредных веществ при производстве алюминия является используемые сырье и материалы. При этом зачастую очень важную роль играет не столько химический состав применяемых сырья и материалов, сколько их физические характеристики, такие, например, как гранулометрический состав.
Образование и выделение из электролизеров фтористых соединений, основным из которых является фторид водорода, происходят непрерывно, хотя они и не связаны непосредственно с электрохимическим процессом, а обусловлены процессами испарения и разложения расплава электролита и загружаемых фтористых солей. Летучестью электролита и загружаемых фтористых солей обусловлено выделение из электролизеров лишь некоторой части твердых фторидов, обнаруживаемых в пыли. Вторым источником пылевидных фторидов служит механический унос загружаемых солей восходящими потоками анодных газов либо отсасываемой от электролизера газовоздушной смесью.
Источником выделения оксида углерода является угольный анод, который в процессе электролиза окисляется с выделением диоксида и оксида углерода.
Сопутствующим компонентом угольных материалов является сера, которая с анодными материалами вовлекается в процесс получения алюминия. Некоторое количество серы поступает с фтористыми солями, где она присутствует в виде сульфатов.
Источником выделения и выбросов в атмосферу смолистых веществ при производстве алюминия в электролизерах с самообжигающимися анодами (БТ и ВТ) является каменноугольный пек, используемый в качестве связующего при получении анодной массы. Смолистые вещества выделяются из электролизеров в результате термохимических процессов, происходящих при коксовании анодной массы. Второй источник выделения смолистых веществ связан с операцией перестановки токоподводящих штырей в аноде на электролизерах ВТ. При использовании рядовой анодной массы после раскручивания и извлечения штыря в образовавшееся отверстие в спеченной части анода затекает жидкая анодная масса из верхних зон. При попадании жидкой анодной массы в зону высоких температур происходит бурное коксование пека с образованием большого количества возгонов смолы, которое выбрасывается в атмосферу корпуса. Кроме того, сырая угольная масса налипает на горячий штырь в момент извлечения его из анода, когда раскаленная его часть касается слоя жидкой анодной массы, при этом в атмосферу корпуса также выделяются смолистые погоны.
Смолистые вещества, образующиеся при коксовании анодной массы на электролизерах ВТ и поступающие в газосборник, дожигаются в горелках. Полнота сгорания зависит от конструкции горелок, регулировки процесса горения и контроля за процессом. Часть несгоревшей смолы, особенно ее тяжелые фракции, конденсируется и вместе с пылью оседает в каналах газоходов, остальная поступает на газоочистку. В зависимости от типа электролизера, условий и уровня его эксплуатации объем и состав пылегазовоздушной смеси может изменяться.
Технология электролиза ОА в электролизерах первого поколения (до 300 кА)
Данная технология электролиза в Российской Федерации представлена электролизерами с предварительно обожженными анодами (ОА) на силу тока до 300 кА, оборудованными рамно-створчатыми укрытиями. Эффективность укрытий электролизеров первого поколения составляет 96,6%-97%. Уловленная укрытием газовоздушная смесь направляется на установки "сухой" очистки газов глиноземом в реакторах и рукавных фильтрах. Эффективность "сухих" газоочисток корпусов электролиза, оснащенных электролизерами ОА первого поколения, может составлять 98,4%-99,8%. Очищенные газы поступают в атмосферу через дымовые трубы, отработанный (фторированный) глинозем возвращается в процесс электролиза.
Основные технические решения для сокращения выбросов ЗВ от электролизеров ОА первого поколения:
- автоматизация производства, позволяющая более точно регулировать технологические и тепловые режимы работы электролизеров, оптимизировать состав электролита, контролировать раздачу сырья в электролизеры;
- применение установок сухой очистки газов;
- автоматическое питание глиноземом (АПГ), фторсолями и дробленым электролитом электролизеров, что позволяет исключить разгерметизацию электролизера при проведении данной технологической операции.
Технология электролиза ОА в электролизерах первого поколения (до 300 кА) внедрена на четырех отечественных алюминиевых заводах.
Технология электролиза ОА в электролизерах второго поколения (300 кА и выше)
Данная технология электролиза в Российской Федерации представлена электролизерами с предварительно обожженными анодами (ОА) на силу тока 300 кА и выше, оборудованными рамно-створчатыми укрытиями. Эффективность укрытий электролизеров второго поколения может составлять до 98,7%. Уловленная укрытием газовоздушная смесь направляется на установки "сухой" очистки газов глиноземом в реакторах и рукавных фильтрах. Эффективность "сухих" газоочисток корпусов электролиза, оснащенных электролизерами ОА второго поколения, может составлять 99,2%-99,8%. Очищенные газы поступают в атмосферу через дымовые трубы, отработанный (фторированный) глинозем возвращается в процесс электролиза.
Основные технические решения для сокращения выбросов ЗВ от электролизеров ОА второго поколения:
- автоматизация производства, позволяющая более точно регулировать технологические и тепловые режимы работы электролизеров, оптимизировать состав электролита, контролировать раздачу сырья в электролизеры;
- применение установок сухой очистки газов;
- автоматическое питание глиноземом (АПГ), фторсолями и дробленым электролитом электролизеров, что позволяет исключить разгерметизацию электролизера при проведении данной технологической операции;
- уплотнение штанг анодов электролизеров для минимизации выделений ЗВ в корпус электролиза через неплотности в месте входа штанги в укрытие электролизера;
- автоматическое гашение анодных эффектов в электролизере без его разгерметизации;
- использование проема в укрытиях электролизера для выливки металла, отбора проб и других операций.
Данные мероприятия позволяют повысить эффективность укрытия электролизера и сократить выбросы ЗВ через аэрационные фонари.
Данная технология электролиза ОА в электролизерах второго поколения (свыше 300 кА) внедрена на двух отечественных алюминиевых заводах.
Для процесса электролиза технологии ОА не требуется расхода производственной воды. Потребление водных ресурсов возможно только в литейных отделениях для охлаждения оборудования (производственные воды) и при использовании воды питьевого качества для хозяйственно-бытовых нужд.
Сбросы ЗВ на алюминиевых заводах, оснащенных технологией электролиза ОА, отсутствуют в связи с использованием замкнутой системы водооборота.
Основные производственные отходы - отработанная угольная и кирпичная футеровка - размещаются на собственных объектах размещения отходов. Огарки обожженных анодов возвращаются в производство "зеленых" анодов.
В таблице 3.11 представлены выбросы ЗВ от технологий электролиза ОА в электролизерах первого и второго поколений.
В таблице 3.12 представлены объемы образования и размещения отходов для технологии электролиза ОА в электролизерах первого и второго поколений.
Таблица 3.11 - Выбросы ЗВ в атмосферу. Технология электролиза ОА
|
Наименование |
Код ЗВ |
Наличие/ отсутствие в перечне ЗВ, подлежащих госрегулированию (распоряжение Правительства РФ N 1316-р от 08.07.2015) |
Единица измерения |
Объем и (или) масса образую- |
Источники выброса |
Метод очистки, повторного использо- |
Объем и (или) масса выбросов ЗВ фонарь + труба (после очистки) в расчете на тонну продукции |
|
Электролизеры первого поколения (до 300 кА) |
|||||||
|
Фтористый водород |
342 |
Наличие |
кг/т AI |
7,8-9,8 |
Трубы, фонари электро- |
Сухая ГОУ (реактор - рукавный фильтр) |
0,25-0,38 |
|
Твердые фториды |
344 |
Наличие |
кг/т AI |
9,6-14,0 |
0,53-0,77 |
||
|
Пыль общая |
- |
Отсутствие |
кг/т AI |
68-88 |
3,4-4,9 |
||
|
Диоксид серы |
330 |
Наличие |
кг/т AI |
9,4-11,6 |
Без очистки |
9,4-11,6 |
|
|
Парниковые газы |
- |
Отсутствие |
т |
1,9-2,2 |
Без очистки |
1,9-2,2 |
|
|
Электролизеры второго поколения (300 кА и выше) |
|||||||
|
Фтористый водород |
342 |
Наличие |
кг/т AI |
9,2-11,7 |
Трубы, фонари электро- |
Сухая ГОУ (реактор - рукавный фильтр |
0,21-0,36 |
|
Твердые фториды |
344 |
Наличие |
кг/т AI |
11-16 |
0,37-0,65 |
||
|
Пыль общая |
- |
Отсутствие |
кг/т AI |
60-102 |
2,2-2,7 |
||
|
Диоксид серы |
330 |
Наличие |
кг/т AI |
9,2-12,8 |
Без очистки |
9,2-12,8 |
|
|
Парниковые газы |
- |
Отсутствие |
т |
1,5-1,7 |
Без очистки |
1,5-1,7 |
|
Таблица 3.12 - Отходы производства и потребления. Технология электролиза ОА
|
Наименование отходов |
Класс опасности |
Единица измерения |
Объем и (или) масса образования отходов до очистки в расчете на тонну продукции |
Источники образования |
Метод очистки, повторного использования |
Объем и (или) масса размещенных отходов в расчете на тонну продукции |
|
Угольная пена |
3 |
кг/т AI |
0-0,8 |
Электролизеры ОА |
Использование в производстве фторсолей и (или) размещение на полигоне промышленных отходов |
До 0,8 |
|
Огарки обожженных анодов |
4 |
кг/т AI |
65-124 |
Электролизеры ОА |
Возвращение в производство анодов |
0 |
|
Отработанная угольная футеровка |
3-4* |
кг/т AI |
9-14 |
Электролизеры ОА |
Размещение на полигонах промотходов. Возможна частичная передача сторонним организациям для использования |
До 14 |
|
Отработанная кирпичная футеровка электро- |
4 |
кг/т AI |
7-13 |
Электролизеры ОА |
Размещение на полигонах промотходов |
До 13 |
|
* Устанавливается в соответствии с Федеральным классификационным каталогом отходов (ФККО). |
||||||
Технология электролиза БТ
Данная технология электролиза в Российской Федерации представлена электролизерами с самообжигающимися анодами и боковым подводом тока к аноду на силу тока 83-85 кА. Электролизеры оснащены шторными укрытиями с эффективностью 93%-96%. Выделения ЗВ, уловленные укрытием, поступают на установку "сухой" очистки газов (реакторы и рукавные фильтры), эффективность которой может составлять: по фтористому водороду 98,4%-99%; по твердым фторидам и пыли - 99%; по смолистым веществам - 96%.
Основные технические решения для сокращения выбросов ЗВ от электролизеров БТ:
- применение шторных укрытий электролизеров;
- применение установок "сухой" очистки газов;
- герметизация узла анодного стояка электролизера.
Для процесса электролиза технологии БТ не требуется расхода производственной воды. Потребление водных ресурсов возможно только в литейных отделениях для охлаждения оборудования (производственные воды) и при использовании воды питьевого качества для хозяйственно-бытовых нужд.
Сбросы ЗВ с производственными водами в поверхностные и подземные водные объекты на алюминиевых заводах, оснащенных технологией электролиза БТ, отсутствуют в связи с использованием замкнутой системы водооборота.
Основными отходами электролизного производства, оснащенного технологией БТ, являются угольная пена, отработанная угольная и кирпичная футеровки.
Технология электролиза БТ внедрена на одном отечественном алюминиевом заводе.
В таблицах 3.13 и 3.14 представлены характеристики выбросов ЗВ в атмосферный воздух и данные по образованию основных видов отходов технологии электролиза БТ.
Таблица 3.13 - Выбросы загрязняющих веществ в атмосферу. Технология электролиза БТ
|
Наименование |
Код ЗВ |
Наличие/ отсутствие в перечне ЗВ, подлежащих госрегули- |
Единица измерения |
Объем и (или) масса образую- |
Источники выброса |
Метод очистки, повторного использо- |
Объем и (или) масса выбросов ЗВ фонарь + труба (после очистки) в расчете на тонну продукции |
|
Фтористый водород |
342 |
Наличие |
кг/т AI |
6,2-10,3 |
Трубы, фонари электро- |
Сухая ГОУ (реактор - рукавный фильтр) |
0,5-0,82 |
|
Твердые фториды |
344 |
Наличие |
кг/т AI |
9,2-15,3 |
0,5-0,83 |
||
|
Пыль общая |
- |
Отсутствие |
кг/т AI |
60,9-101,5 |
3,20-5,50 |
||
|
Смолистые вещества (включая бенз(а)пирен и другие ПАУ) |
3748 |
Отсутствие |
кг/т AI |
10,3-17,1 |
0,9-1,52 |
||
|
Диоксид серы |
330 |
Наличие |
кг/т AI |
7,1-11,8 |
Без очистки |
8,2-13,6 |
|
|
Парниковые газы |
- |
Отсутствие |
т |
~3,2 |
Без очистки |
~3,2 |
Таблица 3.14 - Отходы производства и потребления. Технология электролиза БТ
|
Наименование отходов |
Класс опасности |
Единица измерения |
Объем и (или) масса образования отходов до очистки в расчете на тонну продукции |
Источники образования |
Метод очистки, повторного использования |
Объем и (или) масса размещенных отходов в расчете на тонну продукции |
|
Угольная пена |
3 |
кг/т AI |
11,2-13,0 |
Электролизеры БТ |
Размещение на полигоне промотходов |
До 13 |
|
Отработанная угольная футеровка |
3-4* |
кг/т AI |
12-13 |
Электролизеры БТ |
Размещение на полигоне промотходов |
До 13 |
|
Отработанная кирпичная футеровка электро- |
4 |
кг/т AI |
8-9 |
Электролизеры БТ |
Размещение на полигоне промотходов |
До 9 |
|
* Устанавливается в соответствии с Федеральным классификационным каталогом отходов (ФККО). |
||||||
Технология электролиза ВТ
Данная технология электролиза в РФ представлена электролизерами с самообжигающимися анодами и верхним подводом тока к аноду (ВТ) на силу тока от 140 до 176 кА.
Рядовые электролизеры ВТ оснащены колокольными укрытиями с эффективностью 86,3%-88%. Рядовые электролизеры ВТ могут оснащаться системами АПГ, что позволяет повысить эффективность укрытия до 90%. Укрытия модернизированных (за счет усовершенствования конструкции газоудаления и сырьевых компонентов) электролизеров ВТ (технология "ЭкоСодерберг") составляет 97,5%.
Корпуса электролиза, работающие по технологии электролиза ВТ, оснащаются системами газоочистки различных комбинаций:
- первая ступень очистки в электрофильтрах + вторая ступень - "мокрая" очистка в скрубберах или пенных аппаратах;
- первая ступень очистки - "сухая" ГОУ + вторая ступень - "мокрая" очистка в скрубберах или пенных аппаратах;
- одноступенчатая "сухая" ГОУ;
- одноступенчатая "мокрая" ГОУ.
В зависимости от способа газоочистки ее эффективность для технологии электролиза ВТ составляет:
- по фтористому водороду - 95%-99,8%;
- по пыли и твердым фторидам - 70%-99,7%;
- по смолистым веществам - 50%-99,4%;
- по диоксиду серы - 0%-98,7%.
Основные технические решения для сокращения выбросов ЗВ от рядовых электролизеров ВТ:
- применение газоочистных аппаратов ("сухая", "мокрая" ГОУ или их комбинация);
- применение "сухой" анодной массы для сокращения выделений смолистых веществ.
Лучших показателей минимизации выбросов ЗВ в атмосферу в настоящее время достигают модернизированные электролизеры ВТ - технология "ЭкоСодерберг".
К техническим и технологическим решениям модернизации рядовых электролизеров ВТ с переходом на технологию "ЭкоСодерберга" относятся:
- новый газосборный колокол и система газоудаления;
- новые технологический инструмент, средства механизации, новые технологические практики для обслуживания электролизеров;
- модернизированные газоходы с автоматической пневматической очисткой;
- новая технология производства и использования анодной массы нового типа - анодной массы с пониженным содержанием связующего.
Данные решения позволят сократить выделения и выбросы ЗВ от электролизеров Содерберга, а также обеспечить возможность увеличения выхода по току усовершенствованных электролизеров.
Технология "ЭкоСодерберг" внедрена в нескольких корпусах электролиза на двух отечественных алюминиевых заводах.
До перехода на технологию "ЭкоСодерберг" корпуса электролиза с рядовыми электролизерами ВТ могут оснащаться системами АПГ и более современными "сухими" газоочистками.
Для части рядовых электролизеров ВТ, эксплуатирующихся на алюминиевых заводах Российской Федерации, например шпангоутного типа, переход на технологию "ЭкоСодерберг" затруднен в связи с их конструктивными особенностями. В этом случае, а также для рядовых электролизеров ВТ с целью сокращения выбросов ЗВ в атмосферный воздух до перехода на технологию "ЭкоСодерберг" применяется комплекс операционных мероприятий, направленных на сокращение времени разгерметизации электролизера, повышение эффективности системы газоотсоса и снижение выбросов через аэрационные фонари электролизных корпусов - источники выбросов, дающие наибольший вклад в загрязнение атмосферы. Данный комплекс мероприятий называется "Производственная система".
Технология электролиза ВТ с "Производственной системой" внедрена в корпусах электролиза на двух отечественных алюминиевых заводах.
Для процесса электролиза технологии ВТ не требуется расхода производственной воды. Потребление водных ресурсов возможно только в литейных отделениях для охлаждения оборудования (производственные воды) и при использовании воды питьевого качества для хозяйственно-бытовых нужд.
Сбросы ЗВ с производственными водами в поверхностные и подземные водные объекты на алюминиевых заводах, оснащенных технологией электролиза ВТ, отсутствуют в связи с использованием замкнутой системы водооборота.
Основными отходами электролизного производства ВТ являются угольная пена, отработанная угольная и кирпичная футеровки. Угольная пена, как правило, целиком перерабатывается в сопутствующем производстве фторсолей, угольная и кирпичная футеровки в основном размещаются на полигоне промотходов. Часть угольной футеровки в зависимости от рыночного спроса может реализовываться сторонним потребителям.
В таблицах 3.15-3.18 приведены характеристики выбросов ЗВ в атмосферный воздух для вариантов технологии электролиза ВТ. В таблице 3.19 приведены данные по образованию основных видов отходов для технологии электролиза ВТ.
Таблица 3.15 - Выбросы загрязняющих веществ в атмосферу. Рядовая технология электролиза ВТ
|
Наименование |
Код ЗВ |
Наличие/ отсутствие в перечне ЗВ, подлежащих госрегули- |
Единица измерения |
Объем и (или) масса образую- |
Источники выброса |
Метод очистки, повторного использо- |
Объем и (или) масса выбросов ЗВ фонарь + труба (после очистки) в расчете на тонну продукции |
|
Фтористый водород |
342 |
Наличие |
кг/т AI |
10,0-11,6 |
Трубы, фонари электро- |
Электрофильтр + "мокрый" "хвост" |
1,20-2,11 |
|
Твердые фториды |
344 |
Наличие |
кг/т AI |
10,0-18,7 |
1,3-2,8 |
||
|
Пыль общая |
- |
Отсутствие |
кг/т AI |
43-67 |
11,0-16,9 |
||
|
Смолистые вещества (включая бенз(а)пирен и другие ПАУ) |
3748 |
Отсутствие |
кг/т AI |
2,5-4,2 |
1,5-2,24 |
||
|
Диоксид серы |
330 |
Наличие |
кг/т AI |
10,9-13,8 |
1,5-2,3 |
||
|
Парниковые газы |
- |
Отсутствие |
т |
2,0-3,0 |
Без очистки |
2,0-3,0 |
Таблица 3.16 - Выбросы ЗВ в атмосферу. Технология электролиза ВТ с производственной системой
|
Наименование |
Код ЗВ |
Наличие/ отсутствие в перечне ЗВ, подлежащих госрегули- |
Единица измерения |
Объем и (или) масса образую- |
Источники выброса |
Метод очистки, повторного использования |
Объем и (или) масса выбросов ЗВ фонарь + труба (после очистки) в расчете на тонну продукции |
|
Фтористый водород |
342 |
Наличие |
кг/т AI |
12,4-13,8 |
Трубы, фонари электро- |
Электрофильтр + "мокрый" скруббер |
1,2-1,4 |
|
Твердые фториды |
344 |
Наличие |
кг/т AI |
6,3-7,1 |
1,3-1,88 |
||
|
Пыль общая |
- |
Отсутствие |
кг/т AI |
39,2-43,7 |
6,85-9,11 |
||
|
Смолистые вещества (включая бенз(а)пирен и другие ПАУ) |
3748 |
Отсутствие |
кг/т AI |
1,6-2,6 |
1,5-1,68 |
||
|
Диоксид серы |
330 |
Наличие |
кг/т AI |
13,4-22,3 |
1,5-2,3 |
||
|
Парниковые газы |
- |
Отсутствие |
т |
2,0-3,0 |
Без очистки |
2,0-3,0 |
Таблица 3.17 - Выбросы ЗВ в атмосферу. Рядовая технология электролиза ВТ, оснащенная АПГ и "сухой" ГОУ
|
Наименование |
Код ЗВ |
Наличие/ отсутствие в перечне ЗВ, подлежащих госрегули- |
Единица измерения |
Объем и (или) масса образую- |
Источники выброса |
Метод очистки, повторного использо- |
Объем и (или) масса выбросов ЗВ фонарь + труба (после очистки) в расчете на тонну продукции |
|
Фтористый водород |
342 |
Наличие |
кг/т AI |
10,4-13,8 |
Трубы, фонари электро- |
"сухая" ГОУ + мокрый "хвост" |
0,62-0,81 |
|
Твердые фториды |
344 |
Наличие |
кг/т AI |
7,3-9,8 |
0,62-0,83 |
||
|
Пыль общая |
- |
Отсутствие |
кг/т AI |
39,0-51,4 |
3,2-4,2 |
||
|
Смолистые вещества (включая бенз(а)пирен и другие ПАУ) |
3748 |
Отсутствие |
кг/т AI |
2,98-3,04 |
1,46-1,48 |
||
|
Диоксид серы |
330 |
Наличие |
кг/т AI |
17,87-17,91 |
1,9-2,1 |
||
|
Парниковые газы |
- |
Отсутствие |
т |
2,0-3,0 |
Без очистки |
2,0-3,0 |
Таблица 3.18 - Выбросы ЗВ в атмосферу. Технология "ЭкоСодерберг"
|
Наименование |
Код ЗВ |
Наличие/ отсутствие в перечне ЗВ, подлежащих госрегули- |
Единица измерения |
Объем и (или) масса образую- |
Источники выброса |
Метод очистки, повторного использо- |
Объем и (или) масса выбросов ЗВ фонарь + труба (после очистки) в расчете на тонну продукции |
|
Фтористый водород |
342 |
Наличие |
кг/т AI |
11,4-18,6 |
Трубы, фонарь электролизных корпусов, оснащенных электролизерами ВТ "ЭкоСодерберг" |
Сухая ГОУ (реактор-рукавный фильтр) + "мокрый" скруббер |
0,38* |
|
Твердые фториды |
344 |
Наличие |
кг/т AI |
7,6-12,4 |
0,34* |
||
|
Пыль общая |
- |
Отсутствие |
кг/т AI |
40-65,3 |
1,8-3,6 |
||
|
Смолистые вещества (включая бенз(а)пирен и другие ПАУ) |
3748 |
Отсутствие |
кг/т AI |
0,88-1,10 |
0,89-1,38 |
||
|
Диоксид серы |
330 |
Наличие |
кг/т AI |
17,1-17,4 |
До 1,0 |
||
|
* Лучшая практика. |
|||||||
Таблица 3.19 - Отходы производства и потребления. Технология электролиза ВТ
|
Наименование отходов |
Класс опасности |
Единица измерения |
Объем и (или) масса образования отходов до очистки в расчете на тонну продукции |
Источники образования |
Метод очистки, повторного использования |
Объем и (или) масса размещенных отходов в расчете на тонну продукции |
|
Угольная пена |
3-4 |
кг/т AI |
15-43 |
Электролизеры ВТ |
Использование в производстве фторсолей |
0 |
|
Отработанная угольная футеровка |
3-4* |
кг/т AI |
8-20 |
Электролизеры ВТ |
Размещение на полигонах промотходов. Возможна частичная передача сторонним организациям для использования |
До 20 |
|
Отработанная кирпичная футеровка электро- |
4 |
кг/т AI |
6-15 |
Электролизеры ВТ |
Размещение на полигонах промотходов |
До 15 |
|
* Устанавливается в соответствии с Федеральным классификационным каталогом отходов (ФККО). |
||||||
3.4 Литейное производство
Основными источниками выделения ЗВ в литейном производстве являются миксеры, плавильные печи, прессы, индукционные печи, литейные машины, линии резки слитков.
Источники литейного отделения вносят незначительный вклад в общий объем выбросов алюминиевого завода. При плавке металла в миксерах и плавильных печах возможны незначительные выделения пыли, оксида алюминия, а при использовании флюсов в выделениях могут содержаться фториды и хлориды. В литейном производстве алюминиевых заводов используются электрические миксеры, а плавильные печи в качестве топлива используют газ или мазут. При сжигании топлива в плавильных печах в атмосферу выделяются продукты его сгорания: оксиды азота, оксид углерода, диоксид серы. При резке слитков пилами для охлаждения используется масло, и выделяющаяся при резке пыль алюминия полностью улавливается. В атмосферу при этом будут поступать только пары масла.
Оборудование литейного производства может быть оснащено местными отсосами для минимизации воздействия на воздух рабочей зоны. В основном это применяется на новых заводах. На алюминиевых предприятиях, эксплуатирующихся более 20 лет, выделения ЗВ от оборудования литейного производства поступают в атмосферу через фонарь.
В связи с незначительными количествами ЗВ миксеры, плавильные и индукционные печи не оснащаются системами газоочистки. Выбросы ЗВ от литейных отделений не создают за пределами промплощадки предприятия значительных максимальных приземных концентраций и не ухудшают качество атмосферного воздуха в жилых зонах.
Уровень удельных выбросов литейных отделений алюминиевых заводов Российской Федерации составляет 0,02-0,2 кг/т AI (для пыли).
Раздел 4. Определение наилучших доступных технологий
Согласно постановлению Правительства РФ N 1458 от 23.12.2014, "Методическим рекомендациям по определению технологии в качестве наилучшей доступной технологии", утвержденным приказом Минпромторга России 31.03.2015 N 665, определение технологии в качестве наилучшей доступной применительно к алюминиевой промышленности проводится с учетом совокупности следующих критериев:
-
а) наименьший уровень негативного воздействия на окружающую среду в расчете на единицу времени или объем производимой продукции (товара). В соответствии с "Методическими рекомендациями..." воздействие от выбросов в воздух рассматривается как фактор, имеющий наибольший отрицательный эффект. Оказывающим наименьшее отрицательное воздействие на окружающую среду считается воздействие отходов, затем выбросы в воду и загрязнение почвы;
-
б) экономическая эффективность внедрения и эксплуатации;
-
в) применение ресурсо- и энергосберегающих методов;
-
г) период внедрения;
-
д) промышленное внедрение технологических процессов, оборудования, технических способов, методов на двух и более объектах в Российской Федерации, оказывающих негативное воздействие на окружающую среду.
4.1 Производство глинозема
Выбор технологии производства глинозема определяется наличием и возможностью использования того или иного сырья (боксит, нефелин). Сырье определяет экономику производства, величину материальных потоков, сырья и энергии, эмиссии в окружающую среду. В настоящее время для производства глинозема на отечественных заводах применяется две технологии:
- комбинированный способ (параллельная схема Байер-спекания), объединяющий две разные технологии - способ Байера и способ спекания бокситов;
- спекание нефелиновых шихт (нефелин и известняк).
4.1.1 Производство глинозема из бокситов по комбинированному способу (параллельная схема Байер-спекания)
Описание технологии
Используемое оборудование:
- переделы подготовки шихты к выщелачиванию, спеканию и переработка спека - дробилки, шаровые мельницы;
- передел выщелачивания - автоклавные батареи;
- передел сгущения и промывки шлама - сгустители, фильтры;
- переделы спекания и кальцинации - вращающиеся печи и печи циклонно-вихревого типа, холодильники кипящего слоя и циклонного типа;
- передел переработки алюминатных растворов - декомпозеры, сгустители, автоклавы.
К основным техническим решениям, направленным на сокращение выбросов ЗВ, относятся:
- применение на этапе подготовки сырья в складах продукции циклонов или рукавных фильтров, что позволяет обеспечить остаточную запыленность аспирационного воздуха не более 20 мг/нм;
- применение одной или двух ступеней батарейных (групповых) циклонов и электрофильтров на переделе кальцинации, что позволяет обеспечить остаточную запыленность дымовых газов не более 100-200 мг/нм;
- применение на переделе спекания одной ступени групповых циклонов, электрофильтров и мокрого скруббера, что позволяет обеспечить остаточную запыленность дымовых газов не более 100-200 мг/нм.
Основным отходом производства является красный шлам, который подлежит размещению на полигонах промышленных отходов.
По комбинированному способу работают глиноземные заводы Урала, используя в качестве сырья бокситы.
На рассматриваемых предприятиях производство глинозема имеет значительное сходство (использование близкого по качеству сырья, природного газа в качестве топлива), используется практически одинаковый набор оборудования. Основное отличие рассматриваемых технологий - соотношение ветвей (Байера и спекания). На УАЗе выпуск глинозема в ветви спекания составляет 12%, в ветви Байера - 88% от общей мощности предприятия. На БАЗе соотношение ветвей - 20% и 80% соответственно.
Показатели концентрации маркерных ЗВ и образования отходов, характеризующих технологию производства глинозема, принимаемой в качестве НДТ, представлены в таблице 4.1.
Таблица 4.1 - Технологические показатели выбросов и отходов
|
Наименование отходов |
Единица измерения |
Значение |
|
Пыль |
мг/нм |
100-200 |
|
Красный шлам |
т/т глинозема |
|
_______________
Запыленность газов в выбросах от печей кальцинации и спекания (после ГОУ).
Показатель зависит от качества бокситов, при ухудшении качества бокситов может быть увеличен.
4.1.2 Производство глинозема по технологии спекания нефелинов
Описание технологии
Используемое оборудование:
- переделы подготовки шихты и переработки спека - дробилки, мельницы;
- передел спекания - вращающиеся печи с колосниковыми холодильниками;
- передел кальцинации - вращающиеся печи кальцинации с холодильниками кипящего слоя;
- передел переработки алюминатных растворов - карбонизаторы, декомпозеры, сгустители.
К основным техническим решениям, направленным на сокращение выбросов ЗВ, относятся:
- применение на этапе подготовки сырья, в складах продукции циклонов или рукавных фильтров, что позволяет обеспечить остаточную запыленность аспирационного воздуха не более 20 мг/нм;
- применение двух ступеней батарейных (групповых) циклонов и электрофильтров на переделе кальцинации, что позволяет обеспечить остаточную запыленность дымовых газов 100-200 мг/нм;
- применение на переделе спекания одной ступени групповых циклонов, горизонтальных многопольных электрофильтров, что позволяет обеспечить остаточную запыленность дымовых газов 100-200 мг/нм.
Основным отходом производства является нефелиновый шлам, который частично (до 30%-50%) используется в производстве цементного клинкера. Оставшаяся часть подлежит размещению на полигонах промышленных отходов.
Технология переработки нефелинов способом спекания осуществляется на Пикалевском и Ачинском заводах. Спеканию подвергается шихта из нефелина и известняка.
Технологические схемы производства глинозема из нефелинов на предприятиях очень близки между собой. Основные отличия рассматриваемых производств - мощность основного технологического оборудования (определятся мощностью предприятия), а также использование различных видов топлива.
Показатели концентрации маркерных ЗВ и образования отходов, характеризующих технологию производства глинозема, принимаемой в качестве НДТ, представлены в таблице 4.2.
Таблица 4.2 - Технологические показатели выбросов и отходов
|
Наименование отходов |
Единица измерения |
Значение |
|
Пыль |
мг/нм |
100-200 |
|
Нефелиновый шлам |
т/т глинозема |
|
_______________
Запыленность газов в выбросах от печей кальцинации и спекания.
Показатель зависит от качества нефелинов, при ухудшении качества нефелинов может быть увеличен.
Следует отметить, что сброс сточных вод на глиноземных заводах, применяющих как технологию спекания нефелинов, так и комбинированный способ, может иметь место только в аварийных ситуациях, так как предприятия имеют замкнутую систему водоснабжения с очисткой сливов, находящихся в обороте.
4.2 Анодное производство
Производство анодов и анодной массы в настоящее время является сопутствующим производству алюминия. Производство анодов осуществляется на промплощадках алюминиевых заводов, оснащенных целиком или преимущественно электролизерами с предварительно обожженными анодами (ОА). Производство анодной массы осуществляется практически на всех заводах, оснащенных электролизерами с самообжигающимися анодами. Определение НДТ для производств анодов и анодной массы будет заключаться в выборе оборудования и газоочисток для переделов производства, обеспечивающего наиболее низкие удельные выбросы ЗВ в атмосферу.
Сбросы сточных вод и образование отходов для производства анодов и анодной массы не являются лимитирующими фактором, так как на алюминиевых заводах используется замкнутая система водооборота, а образование основных отходов футеровки печей обжига и прокалки зависит от срока их службы, который практически одинаков для всех рассматриваемых производств.
4.2.1 Производство анодной массы для самообжигающихся анодов
Описание технологии
На всех заводах данное производство идентично и имеет практически одинаковый набор оборудования.
Используемое оборудование:
- переделы хранения и подготовки кокса - транспортеры, конвейеры, дробилки, грохоты, мельницы;
- переделы смешения и формования - дозаторы, смесители, формовочные устройства;
- переделы прокалки - прокалочные печи, сушильные агрегаты;
- переделы хранения и подготовки пека - пекоприемники, пекоплавители.
К основным техническим решениям, направленным на сокращение выбросов ЗВ, относятся:
- применение газоочистного оборудования на переделах хранения и подготовки кокса. Возможно применение одного или комбинации нескольких видов следующего газоочистного оборудования: циклон, электрофильтр, рукавный фильтр. Данные технические решения позволят сократить выбросы пыли в атмосферу от процессов дробления и транспортировки кокса;
- применение газоочистного оборудования на переделе прокалки кокса. Возможно применение батарейного циклона и (или) электрофильтра. Данные технические решения позволят сократить выбросы пыли в атмосферу от процесса прокалки кокса и твердых компонентов от процесса сжигания топлива, использующегося в печах прокалки;
- применение установок сухой газоочистки (реактор + рукавный фильтр) на переделах смешения и формования. Данные технические решения направлены на сокращение выбросов возгонов каменноугольного пека от процессов смешения и формования анодной массы;
- применение систем улавливания паров пека на переделах хранения и подготовки пека. Данные технические решения направлены на сокращение выбросов возгонов каменноугольного пека от пекоприемников и пекоплавителей.
Показатели концентраций выбросов маркерных ЗВ, характеризующие технологию производства анодной массы, принимаемой в качестве НДТ, приведены в таблице 4.3.
Таблица 4.3 - Показатели концентраций выбросов маркерных загрязняющих веществ производства анодной массы
|
Наименование ЗВ |
Единица измерения |
Значение |
|
Хранение и подготовка пека |
||
|
Возгоны каменноугольного пека (включая бенз(а)пирен и другие ПАУ) |
мг/нм |
|
|
Прокалка кокса (после ГОУ) |
||
|
Пыль коксовая |
мг/нм |
|
4.2.2 Производство обожженных анодов
Описание технологии
Используемое оборудование:
- переделы хранения и подготовки кокса - транспортеры, конвейеры, дробилки, грохоты, мельницы;
- переделы смешения и прессования - дозаторы, смесители, вибропресс;
- передел обжига анодов - многокамерные кольцевые печи обжига;
- переделы хранения и подготовки пека - пекоприемники, пекоплавители;
- монтаж-демонтаж обожженных анодов - печи ИЧТ, конвейеры, системы очистки огарков, дробилки.
К основным техническим решениям, направленным на сокращение выбросов ЗВ, относятся:
- применение газоочистного оборудования на переделах хранения и подготовки кокса. Возможно применение одного или комбинации нескольких видов следующего газоочистного оборудования: циклон, рукавный фильтр. Данные технические решения позволят сократить выбросы пыли в атмосферу от процессов дробления и транспортировки кокса. Эффективность данных ГОУ может составлять до 98%;
- применение газоочистного оборудования на переделе обжига анодов. Возможно применение сухой газоочистки (реактор + рукавный фильтр) или "мокрого" скруббера. Данные технические решения позволят сократить выбросы ЗВ в атмосферу от процесса обжига анодов. Сухая газоочистка обладает большей эффективностью: пыль - 99%, газообразные фториды - 99%, возгоны каменноугольного пека - 98,5%. "Мокрая" ГОУ с использованием скруббера обеспечивает следующие показатели: пыль - 84%, газообразные фториды - 98%, возгоны каменноугольного пека - 70%-75,5%, диоксид серы - 90%. С точки зрения эффективности "сухая" ГОУ является более предпочтительной, однако она не осуществляет очистку от диоксида серы, поэтому выбор типа ГОУ определяется исходя из условий размещения предприятия и уровня фонового загрязнения территории;
- применение установок сухой газоочистки (реактор + рукавный фильтр) на переделах смешения и прессования. Данные технические решения направлены на сокращение выбросов возгонов каменноугольного пека от процессов производства "зеленых" анодов. Эффективность данных ГОУ может составлять по пыли до 98%, по возгонам каменноугольного пека - до 90%;
- применение систем улавливания паров пека на переделах хранения и подготовки пека. Данные технические решения направлены на сокращение выбросов возгонов каменноугольного пека от пекоприемников и пекоплавителей;
- применение рукавных фильтров в анодно-монтажном отделении. Данные технические решения направлены на сокращение выбросов пыли. Эффективность фильтров может составлять до 99%.
Показатели концентрации выбросов маркерных ЗВ, характеризующие технологию производства обожженных анодов, принимаемой в качестве НДТ, приведены в таблице 4.4.
Таблица 4.4 - Показатели концентраций выбросов маркерных загрязняющих веществ производства обожженных анодов
|
Наименование ЗВ |
Единица измерения |
Значение |
|
|
Хранение и подготовка пека |
|||
|
Возгоны каменноугольного пека (включая бенз(а)пирен и другие ПАУ) |
мг/нм |
|
|
|
Обжиг "зеленых" анодов (после ГОУ) |
|||
|
Пыль коксовая |
мг/нм |
1,2 |
4,2 |
|
Возгоны каменноугольного пека (включая бенз(а)пирен и другие ПАУ) |
мг/нм |
2 |
24 |
|
|
|||


4.3 Производство первичного алюминия
На алюминиевых заводах в промышленных масштабах применяется три технологии электролиза:
- технология электролиза в электролизерах с предварительно обожженными анодами (ОА);
- технология электролиза в электролизерах с самообжигающимися анодами и верхним подводом тока к аноду (ВТ);
- технология электролиза в электролизерах с самообжигающимися анодами и боковым подводом тока к аноду (БТ).
В связи с тем, что сброс сточных вод и образование производственных отходов не являются превалирующими факторами для технологии электролиза, в таблице 4.5 представлены удельные выбросы ЗВ в разрезе технологий (на основании раздела 3).
Таблица 4.5 - Удельные выбросы ЗВ по технологиям электролиза (фонарь + труба)
|
Технология |
Удельные выбросы ЗВ, кг/т AI |
||||
|
HF |
|
Пыль |
|
Смолистые вещества (включая бенз(а)пирен и другие ПАУ) |
|
|
ОА первого поколения (до 300 кА) |
0,25-0,38 |
0,53-0,77 |
До 4,9 |
9,4-13,8 (без "мокрой" ГОУ) |
- |
|
ОА второго поколения ( |
0,21-0,36 |
0,37-0,65 |
До 2,7 |
9,2-13,8 (без "мокрой" ГОУ) |
- |
|
БТ |
0,5-0,8 |
0,5-0,8 |
До 5,5 |
До 13,6 (без "мокрой" ГОУ) |
До 1,5 |
|
Рядовая ВТ |
1,2-2,1 |
1,3-2,8 |
До 16,9 |
До 2,3 (с "мокрой" ГОУ) |
До 2,24 |
|
ВТ с производственной системой |
1,2-1,4 |
1,3-1,9 |
До 9,1 |
До 2,3 (с "мокрой" ГОУ) |
До 1,7 |
|
ВТ с АПГ и "сухой" ГОУ |
0,62-0,81 |
0,62-0,83 |
До 4,2 |
До 2,1 (с "мокрой" ГОУ) |
До 1,5 |
|
ВТ "ЭкоСодерберг" |
0,38 |
0,34 |
До 3,6 |
До 1,0 (с "мокрой" ГОУ) |
До 1,4 |

Основные технические характеристики и удельные расходы сырьевых компонентов по использующимся технологиям электролиза представлены в таблице 4.6.
Таблица 4.6 - Сравнение технических характеристик для технологий электролиза ОА, ВТ, БТ
|
Технология |
Сила тока, кА |
Выход по току, % |
КПД газоотсоса, % |
|
ОА первого поколения (до 300 кА) |
До 300 кА |
92,7-93,0 |
96,6-97,0 |
|
ОА второго поколения ( |
|
До 94,5 |
До 98,7 |
|
Рядовая ВТ |
140-175 |
87,5-89 |
86,3-88 |
|
ВТ с АПГ и "сухой" ГОУ |
165-175 |
87,5-89 |
До 90 |
|
ВТ "ЭкоСодерберг" |
172-176 |
88-91 |
96,0-97,5* |
|
ВТ с производственной системой |
167-170 |
87,7-90 |
89-93 |
|
БТ |
83-85 |
89-90 |
93-96 |
|
* Верхний предел - наилучшая практика. |
|||
Технология электролиза с электролизерами ОА характеризуется отсутствием выбросов смолистых веществ и имеет наименьшие удельные выбросы ЗВ. Современные мощные электролизеры, внедренные на отечественных алюминиевых заводах, оснащены высокоэффективными рамно-створчатыми укрытиями с КПД газоотсоса до 98%. Для очистки отходящих от электролизеров газов применяются высокоэффективные "сухие" ГОУ с КПД более 99%. Учитывая уровень эмиссий и ресурсоэффективность технологии с использованием обожженных анодов, ее целесообразно применять как основную при проектировании и строительстве новых заводов.
В качестве НДТ для технологии электролиза ВТ рекомендуются следующие технологии:
- технология ВТ "ЭкоСодерберг";
- технология ВТ с производственной системой.
Технология ВТ с АПГ и "сухой" ГОУ является переходной к технологии "ЭкоСодерберг".
Учитывая степень промышленного внедрения технологии электролиза с БТ (одно предприятие на территории Российской Федерации), отсутствие экономически приемлемых альтернатив замены данной технологии на электролиз с использованием обожженных анодов, применение технологии электролиза БТ целесообразно на действующем предприятии с применением лучших российских практик, направленных на минимизацию выбросов в атмосферный воздух, - "сухой" очистки газов и дополнительной герметизации анодного узла.
Практически для всех алюминиевых заводов характерно наличие замкнутой системы водооборота и размещение отработанной футеровки электролизеров на полигонах промотходов, при этом возможна их частичная реализация сторонним потребителям в зависимости от спроса и рынка сбыта в каждом регионе.
Ниже приведено описание НДТ для производства первичного алюминия.
4.3.1 Электролиз в электролизерах с предварительно обожженными анодами
Описание технологии
Используемое оборудование:
- электролизеры с предварительно обожженными анодами первого поколения мощностью до 300 кА;
- электролизеры с предварительно обожженными анодами второго поколения мощностью 300 кА и выше.
Высокие показатели электролизеров обеспечиваются обязательным применением ряда технических и технологических мероприятий, основными из которых являются:
- применение электролита с криолитовым отношением 2.2-2.4, которое обеспечивает снижение температуры плавления электролита, что позволяет вести технологический режим при более низких температурах электролиза. Работа при такой технологии обеспечивается при стабилизации технологического и теплового режима в узких пределах, что достигается за счет применения АПГ;
- снижение концентрации глинозема в электролите, которое позволяет увеличить выход по току. Однако снижение концентрации глинозема ведет к повышению температуры ликвидуса, что компенсируется применением добавок фтористых солей в электролит. С технологической точки зрения целесообразно применение , поскольку его содержание легче поддерживать в требуемых пределах. Поддержание низкой концентрации в стабильном тепловом режиме обеспечивается системой АСУТП и системой АПГ при обеспечении "песчаным" глиноземом со стабильными физико-химическими свойствами;
- использование глинозема "песчаного" типа по результатам промышленной эксплуатации дает прирост выхода по току не менее 1,5%. Применение "песчаного" типа глинозема предпочтительнее при использовании "сухой" газоочистки, поскольку обеспечивает более эффективное улавливание фторидов за счет развитой удельной поверхности глинозема;
- использование систем АПГ точечного типа позволяет поддерживать стабильную концентрацию глинозема и криолитовое отношение (при наличии дополнительного питателя фторсолей) в узком интервале, достаточном для получения наиболее высоких показателей по выходу по току;
- стабилизация тока серии позволяет обеспечить условия для получения выхода по току свыше 94,5%, так как любые возмущения технологического режима вызывают дополнительные возмущения поверхности металла, и, соответственно, его потери;
- система АСУТП электролиза предназначена для повышения эффективности процесса, снижения вредных экологических воздействий, мониторинга состояния технологического режима и работы оборудования, стабилизации и оптимизации технологического режима, снижения количества и тяжести нарушений, предотвращения аварийных ситуаций и облегчения труда производственного персонала.
К основным решениям по сокращению выбросов загрязняющих веществ в атмосферу от электролизеров относятся:
- автоматизация производства, позволяющая более точно регулировать технологические и тепловые режимы работы электролизеров, оптимизировать состав электролита, контролировать раздачу сырья в электролизеры;
- применение установок сухой очистки газов;
- автоматическое питание глиноземом (АПГ), фторсолями и дробленым электролитом электролизеров, что позволяет исключить разгерметизацию электролизера при проведении данной технологической операции.
Более мощные электролизеры второго поколения (>300 кА) позволяют существенно снизить энергоемкость производства, обеспечивая экологический и экономический эффект. Однако они имеют соответственно большие габаритные размеры. Для их установки, как правило, требуется сооружение отдельных корпусов электролиза или значительная реконструкция существующих. Менее мощные электролизеры первого поколения (<300 кА) с меньшими габаритными размерами могут быть установлены при модернизации существующих корпусов электролиза при переходе с технологии БТ или ВТ на технологию ОА.
Для минимизации выбросов ЗВ в аэрационные фонари электролизных корпусов для мощных электролизеров второго поколения ( 300 кА) осуществляются следующие мероприятия:
300 кА) осуществляются следующие мероприятия:
- уплотнение штанг анодов электролизеров для минимизации выделений загрязняющих веществ в корпус электролиза через неплотности в месте входа штанги в укрытие электролизера;
- автоматическое гашение анодных эффектов в электролизере без его разгерметизации;
- для выливки металла, отбора проб и других операций - выполнение проема с дверцами в укрытиях электролизера.
Благодаря этим мероприятиям КПД укрытий электролизеров второго поколения может достигать 98,7%.
Для очистки электролизных газов от фтористых соединений и пыли применяется система "сухой" очистки газов глиноземом в реакторах и рукавных фильтрах. Отходящие от электролизеров газы поступают из коллектора, проходят через модули реактор - рукавный фильтр, где очищаются от фтористого водорода и пыли и вентиляторами выбрасываются в атмосферу. Перед каждым фильтром в поток загрязненного газа дозируется свежий (первичный) глинозем. Адсорбция фтористого водорода происходит как в реакторе, так и в фильтрующем слое глинозема на рукавах фильтра. Загрязненный газ с глиноземом и пылью с помощью распределительного устройства, установленного на входе в фильтр, равномерно подается на все рукава. Глинозем с адсорбированными фторидами и пылью образуют на рукавах фильтра фильтрующий слой, в котором происходят адсорбция и пылеулавливание. Пыль с рукавов удаляется импульсной продувкой при помощи сжатого воздуха. Воздух подается с помощью электромагнитных клапанов. Импульсы задаются программирующей электронной системой. Уловленные глинозем и пыль собираются в бункере фильтра. Очищенный газ направляется в коллектор чистого газа и удаляется в атмосферу через трубы. Отработанный (фторированный) глинозем направляют в электролизеры. Степень улавливания фтористых соединений и электролизной пыли в установках сухой очистки газов составляет 99%.
Технологии электролиза ОА с электролизерами первого и второго поколения (мощностью до 300 кА и от 300 кА и выше) внедрены на отечественных алюминиевых заводах, причем ими может быть оснащен и завод целиком, и отдельные корпуса электролиза.
В таблице 4.7 представлены основные технические характеристики электролизеров с предварительно обожженными анодами, применяющимися на отечественных алюминиевых заводах.
Таблица 4.7 - Основные технические характеристики электролизеров ОА
|
Технология |
Сила тока, кА |
Выход по току, % |
Эффективность системы газоотсоса, % |
Эффективность применяемых ГОУ |
|
Электролизеры первого поколения |
140-255 |
93,0 |
96,6-97* |
99,0-99,8* |
|
Электролизеры второго поколения |
300-400 |
до 94,5* |
98,0-98,7* |
99,2-99,8* |
|
* Наилучшая практика. |
||||
Выбросы ЗВ в атмосферный воздух являются основным лимитирующим фактором в природоохранной деятельности алюминиевых заводов. Кроме того, в соответствии с "Методическими рекомендациями по определению технологии в качестве наилучшей доступной технологии", утвержденными приказом Минпромторга России от 31.03.2015 N 665, воздействие от выбросов в атмосферный воздух следует рассматривать как фактор, имеющий наибольший отрицательный эффект.
Исходя из вышеизложенного, выбор наилучших доступных технологий электролиза ОА основывается на наименьшем количестве выбрасываемых ЗВ.
В таблице 4.8 приведен перечень технических решений, направленных на сокращение выбросов ЗВ, применяемых для корпусов электролиза, оснащенных электролизерами ОА алюминиевых заводов Российской Федерации. В таблице 4.9 приведены удельные выбросы ЗВ для технологии электролиза ОА в электролизерах первого и второго поколения для наилучших их практик эксплуатации на алюминиевых заводах Российской Федерации.
Таблица 4.8 - Технические решения, направленные на сокращение выбросов загрязняющих веществ
|
Техническое решение |
Завод А: электролизеры первого поколения (до 300 кА) |
Завод А: электролизеры второго поколения (300 кА и выше) |
Завод Б: электролизеры первого поколения (до 300 кА) |
Завод В: электролизеры второго поколения (300 кА и выше) |
|
АПГ |
+ |
+ |
+ |
+ |
|
Автоматизация производства |
+ |
+ |
+ |
+ |
|
Уплотнение штанг анодов электролизеров |
- |
+ |
- |
+ |
|
Для выливки металла, отбора проб и других операций - проем с дверцами в укрытиях электролизера |
- |
+ |
- |
+ |
|
Установка сухой ГОУ (реактор + рукавный фильтр) |
+ |
+ |
+ |
+ |
Таблица 4.9 - Удельные выбросы маркерных загрязняющих веществ для предприятий с технологией электролиза ОА (наилучшие практики)
|
Технология |
HF, кг/т Al |
|
Пыль, кг/т AI |
|
|
Электролизеры первого поколения (до 300 кА) |
|
|
3,4-4,9 |
9,4-13,8* |
|
Электролизеры второго поколения (300 кА и выше) |
0,21-0,23 |
|
2,2-2,7 |
9,2-13,8* |
|
* Верхний предел при увеличении содержания серы в анодах до 2%. |
||||
4.3.2 Электролиз в электролизерах Содерберга с боковым подводом тока к аноду (БТ) и шторными укрытиями
Описание технологии
Используемое оборудование - электролизеры с самообжигающимися анодами (Содерберга) боковым подводом тока к аноду и шторными укрытиями типа БТ-85 с силой тока 85 кА.
При данной технологии применяются:
- укрытия электролизеров, монтирующиеся на каркасе и имеющие вверху газосборный колпак и шторы, закрывающие боковые стороны электролизера;
- "сухая" газоочистка (реактор + рукавный фильтр);
- герметизация узла анодного стояка электролизера.
При соблюдении технологической дисциплины в обслуживании электролизеров БТ и при использовании шторных укрытий и герметизации анодного стояка эффективность укрытия данных электролизеров может составлять до 96%.
В настоящее время данная технология используется только на одном алюминиевом заводе Российской Федерации.
Преимуществами данной технологии являются:
- применение достаточно эффективных укрытий электролизеров шторного типа, которые вместе с герметизацией узлов анодного стояка электролизеров и с соблюдением технологической дисциплины могут показывать эффективность до 96%;
- применение сухой очистки газов (реактор + рукавный фильтр), которая позволяет улавливать ЗВ с эффективностью: по пыли и твердым фторидам - не ниже 99%, по фтористому водороду - не ниже 98,4%; по смолистым веществам - не ниже 96%.
Для данной технологии характерен также комплексный подход к снижению воздействия на окружающую среду. Кроме технических решений, направленных на сокращение выбросов ЗВ в атмосферу, предусматриваются системы оборота производственных вод, размещение отходов осуществляется на специализированных полигонах промотходов.
В таблицах 4.10-4.11 приведены основные технические характеристики и удельные выбросы ЗВ для технологии электролиза БТ.
Таблица 4.10 - Основные технические характеристики электролизеров БТ
|
Технология |
Сила тока, кА |
Выход по току, % |
Эффективность системы газоотсоса, % |
Эффективность применяемых ГОУ |
|
БТ |
83-85 |
89-90 |
93-96* |
HF - 98-99,4*, пыль, |
|
* Наилучшая практика. |
||||
Таблица 4.11 - Выбросы маркерных ЗВ для технологии электролиза БТ (наилучшая практика)
|
Технология |
HF, кг/т Al |
|
Пыль, кг/т AI |
|
Смолистые вещества (включая бенз(а)пирен и другие ПАУ), кг/т AI |
|
БТ |
0,5-0,8 |
0,5-0,8 |
3,2-5,4 |
8,2-13,6 |
0,9-1,5 |
4.3.3 Электролиз в электролизерах с верхним подводом тока к аноду (ВТ) по технологии "Экологический Содерберг (ЭкоСодерберг)"
Описание технологии
Используемое оборудование - электролизеры С8БМ(Э) и С8Б(Э) (модернизированные электролизеры типа С8БМ и С8Б, на которых реализована технология "Экологический Содерберг").
Данная технология предусматривает применение следующих технических решений:
- усовершенствованная система газоудаления, включая модернизированные газоходы с автоматической пневматической очисткой. Данная система позволяет повысить эффективность укрытия электролизера и сократить выбросы загрязняющих веществ через аэрационные фонари электролизных корпусов, дающие наибольший вклад в загрязнение атмосферы;
- применение автоматического питания глиноземом (АПГ). Позволит сократить время разгерметизации электролизера во время подачи глинозема, направлено на повышение эффективности системы газоотсоса электролизера и снижение фонарных выбросов загрязняющих веществ;
- применение анодной массы с пониженным содержанием связующего. Направлено на сокращение первичного выделения смолистых веществ из электролизера;
- применение сухой газоочистки и/или сухой газоочистки с доочисткой в мокрых скрубберах (пенных аппаратах). Направлено на сокращение выбросов загрязняющих веществ, поступающих в атмосферу через трубы электролизных корпусов. Степень очистки от загрязняющих веществ >99%.
Эффективность укрытия электролизеров ВТ, работающих по технологии "ЭкоСодерберг", может составлять 96%-97,4%.
Кроме технических решений экологической направленности, технология "ЭкоСодерберг" позволит обеспечить возможность увеличения силы тока серии электролизеров, снизить расходные коэффициенты по анодной массе и технологической электроэнергии.
Сбросы сточных вод в водные объекты отсутствуют, применяется замкнутая система водооборота. Отходы отработанной футеровки электролизеров подлежат размещению на полигонах промотходов, возможна их частичная реализация сторонним потребителям в зависимости от спроса и рынка сбыта в каждом регионе.
Технология "ЭкоСодерберг" внедрена в нескольких корпусах электролиза на двух алюминиевых заводах Российской Федерации.
Для оценки преимуществ выбранной НДТ проведено ее сравнение с рядовой технологией электролиза ВТ (таблицы 4.12 и 4.13).
Таблица 4.12 - Основные технические характеристики электролизеров ВТ
|
Технология |
Сила тока, кА |
Выход по току, % |
Эффективность системы газоотсоса, % |
Эффективность применяемых ГОУ, % |
|
"ЭкоСодерберг" |
172-176 |
88-91 |
До 97,5 |
>99 |
|
Рядовая ВТ |
135-175 |
87,5-89 |
До 85,5 |
HF - 95-98, пыль, |
Применение технологии "ЭкоСодерберг" позволяет увеличить силу тока и выход по току, повысить эффективность системы газоотсоса электролизеров.
В таблице 4.13 приведено сравнение удельных выбросов ЗВ для рядовой технологии электролиза ВТ и технологии электролиза "ЭкоСодерберг".
Таблица 4.13 - Сравнение выбросов маркерных загрязняющих веществ для предприятий с технологией электролиза ВТ
|
Технология |
HF, кг/т Al |
|
Пыль, кг/т AI |
|
Смолистые вещества (включая бенз(а)пирен и другие ПАУ), кг/т AI |
|
"ЭкоСодерберг" |
0,38 |
0,34 |
1,8-3,6 |
|
0,89-1,38 |
|
Рядовая ВТ |
1,20-2,11 |
1,3-2,8 |
11,0-16,9 |
1,5-2,3* |
1,5-2,24 |
|
* При использовании второй, "мокрой" ступени ГОУ. При использовании только первой, "сухой" ступени ГОУ количество |
|||||
Как видно из таблицы, средние удельные выбросы ЗВ для технологии "ЭкоСодерберг" значительно ниже, чем для рядовой технологии ВТ.
4.3.4 Электролиз в электролизерах с верхним подводом тока к аноду (ВТ) с использованием производственных систем
Описание технологии
Используемое оборудование - электролизеры ВТ всех марок.
Данная технология предусматривает применение следующих технических решений:
- мокрая или сухая газоочистка или их комбинация.
Для очистки отходящих от электролизеров ВТ газов может использоваться сочетание следующего газоочистного оборудования:
-
а) электрофильтр + мокрая доочистка в скрубберах или пенных аппаратах с эффективностью: по фтористому водороду - не менее 98%, по диоксиду серы - не менее 95%, по пыли и твердым фторидам - не менее 90%, по смолистым веществам - не менее 78%-85%;
-
б) реактор + рукавный фильтр + мокрая доочистка в скрубберах или пенных аппаратах с эффективностью более 99%;
-
в) реактор + рукавный фильтр с эффективностью 99%.
Данные технические решения направлены на сокращение выбросов ЗВ через трубы;
- применение анодной массы с пониженным содержанием связующего. Данное техническое решение направлено на сокращение первичного выделения смолистых веществ из электролизера;
- производственная система. Включает комплекс операционных мероприятий, направленных на сокращение времени разгерметизации электролизера, повышение эффективности системы газоотсоса и снижение выбросов через аэрационные фонари электролизных корпусов - источники выбросов, дающие наибольший вклад в загрязнение атмосферы.
Организационные мероприятия по оптимизации графиков технологических обработок, численности и специализации персонала электролизных корпусов, а также применение средств механизации и автоматизации позволят снизить время гашения анодных эффектов и их количество, снизить образование угольной пены, количество технологических обработок и время их проведения, что приводит к общему сокращению времени разгерметизации электролизера. Для снижения выделений смолистых веществ при перестановке анодных штырей на электролизере применяется герметизация лунок, образующихся после извлечения штыря с помощью заглушки (алюминиевой пробки), устанавливаемой в лунку на период коксования засыпанной перед этим подштыревой анодной массы. Также мероприятия производственной системы позволяют повысить эффективность горелочных устройств за счет оперативного выявления и устранения различных неисправностей в работе горелочного устройства.
Технология электролиза ВТ с использованием производственных систем внедрена на двух алюминиевых заводах Российской Федерации.
Сравнительные характеристики основных технологических параметров электролизеров ВТ с производственной системой и рядовых ВТ приведены в таблице 4.14. Сравнение удельных выбросов маркерных ЗВ для технологии ВТ с производственной системой и рядовой ВТ приведено в таблице 4.15.
Таблица 4.14 - Основные технические характеристики электролизеров ВТ
|
Технология |
Сила тока, кА |
Выход по току, % |
Эффективность системы газоотсоса, % |
Эффективность применяемых ГОУ, % |
|
ВТ с производственной системой |
167-170 |
87,7-90 |
89-93 |
HF - 98, пыль, |
|
Рядовая ВТ |
135-175 |
87,5-89 |
До 85,5 |
HF - 95-98, пыль, |
Таблица 4.15 - Сравнение выбросов маркерных загрязняющих веществ для предприятий с технологией электролиза ВТ
|
Технология |
HF, кг/т Al |
|
Пыль, кг/т AI |
|
Смол. вещества (включая бенз(а)пирен и другие ПАУ), кг/т Al |
|
ВТ с производственной системой |
1,2-1,4 |
1,3-1,88 |
6,85-9,11 |
1,5-2,3* |
1,5-1,68 |
|
Рядовая ВТ |
1,20-2,11 |
1,3-2,8 |
11,0-16,9 |
1,5-2,3* |
1,5-2,24 |
|
* При использовании второй, "мокрой" ступени ГОУ. При использовании только первой, "сухой" ступени ГОУ количество |
|||||
Применение технологии электролиза ВТ с производственной системой позволит увеличить силу тока и выход по току, повысить эффективность системы газоотсоса электролизеров по сравнению с рядовой технологией ВТ.
Из таблиц видно, что по экологическим показателям технология электролиза ВТ с использованием производственных систем уступает только технологии "ЭкоСодерберг". Учитывая, что технология "ЭкоСодерберг" может применяться не для всех марок электролизеров, технологию электролиза ВТ с использованием производственных систем можно рекомендовать в качестве ее альтернативы либо как первый этап перехода на технологию "ЭкоСодерберг".
4.4 Производство по выпуску алюминия и его сплавов с применением автоматизированных литейных линий
Описание технологии
Литейное производство является сопутствующим производству первичного алюминия и эксплуатируется на всех алюминиевых заводах Российской Федерации. Оборудование литейных отделений зависит от вида товарной продукции, выпускаемой на каждом конкретном заводе. Основное используемое оборудование - миксеры, литейные машины, плавильные печи. Оборудование литейных отделений из-за малых величин выбросов ЗВ не оснащается системами газоочистки, для отвода из рабочей зоны пылегазовоздушной смеси от оборудования литейных отделений могут быть предусмотрены местные отсосы.
Критериям НДТ для литейных отделений будет соответствовать современный уровень автоматизации производственных процессов, который применяется в настоящее время практически во всех литейных отделениях алюминиевых производств.
Удельные выбросы маркерных ЗВ, характеризующие технологию литейного производства принимаемой в качестве НДТ, составляют: пыль - 0,02-0,2 кг/т AI.
Раздел 5. Наилучшие доступные технологии
В разделе приведены характеристики и технологические показатели оборудования для сокращения эмиссий в атмосферу и отходов. Описание НДТ приведено в разделе 4.
5.1 Производство глинозема
НДТ 1. Производство глинозема из бокситов комбинированным способом (параллельная схема Байер-спекания) с долей ветви спекания не более 20%
НДТ на переделах производства глинозема из бокситов комбинированным способом предусматривает использование приведенных ниже методов/оборудования (см. 3.1 и 4.1.1).
|
Метод/оборудование |
Применимость |
|
|
а |
Циклон или рукавный фильтр |
Применение на переделах подготовки сырья, в складах продукции (силоса, бункера спека, глинозема). Как правило, применимо |
|
б |
Одна или две ступени батарейных (групповых) циклонов и электрофильтров |
Применение на переделе кальцинации. Как правило, применимо |
|
в |
Одна ступень групповых циклонов, электрофильтров и мокрого скруббера |
Применение на переделе спекания. Применимость "мокрого" скруббера может быть ограничена в следующих случаях: - образование значительных объемов отходов и сточных вод; - в засушливых районах - потребность в больших объемах воды и необходимость обработки сточных вод, а также сопутствующий межсредовой эффект |
Технологические показатели выбросов для НДТ 1 приведены в таблице 5.1.
Таблица 5.1 - Технологические показатели выбросов в атмосферу и образования отходов для НДТ 1
|
Технологический показатель |
Единица измерения |
Значение (диапазон) |
|
Пыль |
мг/нм |
100-200 |
|
Красный шлам |
т/т глинозема |
|
|
|
||
Применимость НДТ 1
Возможно применение технологии на новом предприятии, при модернизации действующего предприятия.
НДТ 2. Технология производства глинозема спеканием нефелинов
НДТ 2 предусматривает применение приведенных ниже методов/оборудования (см. 3.1 и 4.1.2).
|
Метод/оборудование |
Применимость |
|
|
а |
Циклон или рукавный фильтр |
Применение на переделах подготовки сырья, в складах продукции (силоса, бункера спека, глинозема). Как правило, применимо |
|
б |
Две ступени батарейных (групповых) циклонов и электрофильтров |
Применение на переделе кальцинации. Как правило, применимо |
|
в |
Одна ступень групповых циклонов, горизонтальных многопольных электрофильтров ("мокрый" скруббер) |
Применение на переделе спекания. Как правило, применимо. Применимость "мокрого" скруббера может быть ограничена в следующих случаях: - образование значительных объемов отходов и сточных вод; - в засушливых районах - потребность в больших объемах воды и необходимость обработки сточных вод, а также сопутствующий межсредовой эффект |
Технологические показатели выбросов для НДТ 2 приведены в таблице 5.2.
Таблица 5.2 - Технологические показатели выбросов для НДТ 2
|
Технологический показатель |
Единица измерения |
Значение (диапазон) |
|
Пыль |
мг/нм |
100-200 |
|
Нефелиновый шлам |
т/т глинозема |
|
|
|
||
Применимость НДТ 2
Модернизация действующего предприятия.
5.2 Производство анодов и анодной массы
НДТ 3. Производство анодной массы для самообжигающихся анодов
НДТ 3 при производстве анодной массы предусматривает применение приведенных ниже методов/оборудования (см. 3.2 и 4.2.1).
|
Метод/оборудование |
Применимость |
|
|
а |
Циклон, и (или) электрофильтр, и (или) рукавный фильтр |
Применение на переделах хранения и подготовки кокса. Как правило, применимо |
|
б |
Батарейный циклон и (или) электрофильтр |
Применение на переделе прокалки кокса. Как правило, применимо |
|
в |
"Сухая" газоочистка (реактор + рукавный фильтр) |
Применение на переделах смешения и формования анодной массы. Как правило, применимо |
|
г |
Система улавливания паров пека |
Применение на переделе хранения и подготовки пека. Как правило, применимо |
Технологические показатели выбросов для НДТ 3 приведены в таблице 5.3.
Таблица 5.3 - Технологические показатели выбросов для НДТ 3
|
Технологический показатель |
Единица измерения |
Значение (диапазон) |
|
Пыль коксовая |
мг/нм |
|
|
Возгоны каменноугольного пека, в том числе бенз(а)пирен |
мг/нм |
|
|
|
||
Применимость НДТ 3
Возможно применение технологии при модернизации действующего предприятия.
НДТ 4. Производство обожженных анодов
НДТ при производстве обожженных анодов предусматривает применение приведенных ниже методов/оборудования (см. 3.2 и 4.2.2).
|
Метод/оборудование |
Применимость |
|
|
а |
Циклон и (или) рукавный фильтр |
Применение на переделах хранения и подготовки кокса. Как правило, применимо |
|
б |
Система улавливания паров пека |
Применение на переделе хранения и подготовки пека. Как правило, применимо |
|
в |
"Сухая" газоочистка (реактор + рукавный фильтр) или "мокрый" скруббер |
Применение на переделах смешения, формования, обжиге "зеленых" анодов. Применимость "мокрого" скруббера может быть ограничена в следующих случаях: - образование значительных объемов отходов и сточных вод; - в засушливых районах - потребность в больших объемах воды и необходимость обработки сточных вод, а также сопутствующий межсредовой эффект |
Технологические показатели выбросов для НДТ 4 приведены в таблице 5.4.
Таблица 5.4 - Технологические показатели выбросов для НДТ 4
|
Технологический показатель |
Единица измерения |
Значение (диапазон) |
|
|
min |
max |
||
|
Пыль коксовая |
мг/нм |
1,2 |
4,2 |
|
Возгоны каменноугольного пека на печах обжига, в том числе бенз(а)пирен |
мг/нм |
2 |
24 |
|
0,003 |
0,036 |
||
|
Возгоны каменноугольного пека, в том числе бенз(а)пирен |
мг/нм |
|
|
|
|
|||

Применимость НДТ 4
Возможно применение технологии на новом предприятии и при модернизации действующего предприятия.
5.3 Производство первичного алюминия
НДТ 5. Электролиз в электролизерах с предварительно обожженными анодами первого поколения (мощностью до 300 кА)
НДТ при производстве алюминия в электролизерах с предварительно обожженными анодами первого поколения (мощностью до 300 кА) предусматривает применение приведенных ниже методов/оборудования (см. 3.3 и 4.3.1).
|
Метод/оборудование |
Применимость |
|
|
а |
"Сухая" газоочистка (реактор + рукавный фильтр) |
Применимо |
|
б |
Автоматическое питание глиноземом |
Применимо |
|
в |
Система АСУТП процесса электролиза |
Применимо |
Технологические показатели выбросов для НДТ 5 приведены в таблице 5.5.
Таблица 5.5 - Технологические показатели выбросов для НДТ 5
|
Технологический показатель |
Единица измерения |
Значение (диапазон) (фонарь + труба) |
|
Фтористый водород |
кг/т AI |
|
|
Твердые фториды |
кг/т AI |
|
|
Диоксид серы |
кг/т AI |
9,4-13,8 |
|
Пыль общая |
кг/т AI |
3,4-4,9 |
|
Оксид углерода |
кг/т AI |
До 100,0 |
|
|
||
Применимость НДТ 5
Возможно применение технологии при модернизации действующего предприятия.
НДТ 6. Электролиз в электролизерах с предварительно обожженными анодами второго поколения (мощностью 300 кА и выше)
НДТ при производстве алюминия в электролизерах с предварительно обожженными анодами второго поколения (мощностью 300 кА и выше) предусматривает применение приведенных ниже методов/оборудования (см. 3.3 и 4.3.1).
|
Метод/оборудование |
Применимость |
|
|
а |
"Сухая" газоочистка (реактор+рукавный фильтр) |
Применимо |
|
б |
Автоматическое питание глиноземом |
Применимо |
|
в |
Система АСУТП процесса электролиза |
Применимо |
|
г |
Уплотнение штанг анодов электролизеров |
Применимо |
|
д |
Для выливки металла, отбора проб и других операций использование проема с дверцами в укрытиях электролизера |
Применимо только для вновь устанавливаемых электролизеров |
Технологические показатели выбросов для НДТ 6 приведены в таблице 5.6.
Таблица 5.6 - Технологические показатели выбросов для НДТ 6
|
Технологический показатель |
Единица измерения |
Значение (диапазон) (фонарь + труба) |
|
Фтористый водород |
кг/т AI |
|
|
Твердые фториды |
кг/т AI |
|
|
Диоксид серы |
кг/т AI |
9,2-13,8 |
|
Пыль общая |
кг/т AI |
2,2-2,7 |
|
Оксид углерода |
кг/т AI |
До 100,0 |
|
|
||
Применимость НДТ 6
Возможно применение технологии на новом предприятии и при модернизации действующего предприятия.
НДТ 7. Электролиз в электролизерах Содерберга с боковым подводом тока к аноду (БТ) и шторными укрытиями
НДТ при производстве алюминия в электролизерах с самообжигающимися анодами и боковым токоподводом предусматривает применение приведенных ниже методов/оборудования (см. 3.3 и 4.3.2).
|
Метод/оборудование |
Применимость |
|
|
а |
"Сухая" газоочистка (реактор + рукавный фильтр) |
Применимо |
|
б |
Герметизация узла анодного стояка |
Применимо |
Технологические показатели выбросов для НДТ 7 приведены в таблице 5.7.
Таблица 5.7 - Технологические показатели выбросов для НДТ 7
|
Технологический показатель |
Единица измерения |
Значение (диапазон) |
|
Фтористый водород |
кг/т AI |
0,5-0,8 |
|
Твердые фториды |
кг/т AI |
0,5-0,8 |
|
Диоксид серы |
кг/т AI |
|
|
Пыль общая |
кг/т AI |
3,2-5,4 |
|
Оксид углерода |
кг/т AI |
120-160 |
|
Смолистые вещества |
кг/т AI |
0,9-1,5 |
|
Бенз(а)пирен (в составе смолистых веществ): |
||
|
- фонарные выбросы; |
мг/н·м |
0,003-0,008 |
|
- выбросы в трубу |
мг/н·м |
<0,001 |
|
|
||
Применимость НДТ 7
Возможно применение технологии на действующем предприятии.
НДТ 8. Электролиз в электролизерах с верхним подводом тока к аноду (ВТ) с использованием производственной системы
НДТ 8 при производстве алюминия в электролизерах с самообжигающимися анодами и верхним токоподводом с использованием производственной системы предусматривает применение приведенных ниже методов/оборудования (см. 3.3 и 4.3.4).
|
Метод/оборудование |
Применимость |
|
|
а |
"Мокрая" или "сухая" газоочистка или их комбинация |
Применимо |
|
б |
"Сухая" газоочистка (реактор + рукавный фильтр) с II ступенью "мокрой" доочистки |
Применимость "мокрого" скруббера может быть ограничена в следующих случаях: - образование значительных объемов отходов и сточных вод; - в засушливых районах - потребность в больших объемах воды и необходимость обработки сточных вод, а также сопутствующий межсредовой эффект |
|
в |
Автоматическое питание глиноземом |
Применимо |
|
г |
Анодная масса с пониженным содержанием связующего |
Применимо |
|
д |
Производственная система |
Применимо |
Технологические показатели выбросов для НДТ 8 приведены в таблице 5.8.
Таблица 5.8 - Технологические показатели выбросов для НДТ 8
|
Технологический показатель |
Единица измерения |
Значение (диапазон) |
|
Фтористый водород |
кг/т AI |
|
|
Твердые фториды |
кг/т AI |
|
|
Диоксид серы |
кг/т AI |
1,5-2,3 |
|
Пыль общая |
кг/т AI |
6,9-9,1 |
|
Оксид углерода |
кг/т AI |
До 70,0 |
|
Смолистые вещества |
кг/т AI |
|
|
Бенз(а)пирен (в составе смолистых веществ): |
||
|
- фонарные выбросы; |
мг/н·м |
0,0012-0,002 |
|
- выбросы в трубу |
мг/н·м |
|
|
|
||
Применимость НДТ 8
Возможно применение технологии при модернизации действующего предприятия.
НДТ 9. Электролиз в электролизерах с верхним подводом тока к аноду (ВТ) по технологии "Экологический Содерберг" ("ЭкоСодерберг")
НДТ 9 при производстве алюминия в электролизерах с самообжигающимися анодами и верхним токоподводом по технологии "ЭкоСодерберг" предусматривает применение приведенных ниже методов/оборудования (см. 3.3 и 4.3.3).
|
Метод/оборудование |
Применимость |
|
|
а |
"Сухая" газоочистка (реактор + рукавный фильтр) |
Применимо |
|
б |
"Сухая" газоочистка (реактор + рукавный фильтр) с II ступенью мокрой доочистки |
Применимость мокрого скруббера может быть ограничена в следующих случаях: - образование значительных объемов отходов и сточных вод; - в засушливых районах - потребность в больших объемах воды и необходимость обработки сточных вод, а также сопутствующий межсредовой эффект |
|
в |
Автоматическое питание глиноземом |
Применимо |
|
г |
Система газоудаления усовершенствованного типа |
Применимость может быть ограничена конструкцией электролизера |
|
д |
Анодная масса с пониженным содержанием связующего |
Применимо |
Технологические показатели выбросов для НДТ 9 приведены в таблице 5.9.
Таблица 5.9 - Технологические показатели выбросов для НДТ 9
|
Технологический показатель |
Единица измерения |
Значение (диапазон) |
|
Фтористый водород |
кг/т AI |
0,38 |
|
Твердые фториды |
кг/т AI |
0,34 |
|
Диоксид серы |
кг/т AI |
|
|
Пыль общая |
кг/т AI |
1,8-3,6 |
|
Оксид углерода |
кг/т AI |
До 70,0 |
|
Смолистые вещества |
кг/т AI |
0,9-1,4 |
|
Бенз(а)пирен (в составе смолистых веществ): |
||
|
- фонарные выбросы; |
мг/н·м |
0,0003-0,001 |
|
- выбросы в трубу |
мг/н·м |
<0,001 |
|
|
||
Применимость НДТ 9
Возможно применение технологии при модернизации действующего предприятия.
5.4 Литейное производство
НДТ 10. Производство по выпуску алюминия и его сплавов с применением автоматизированных литейных линий
НДТ литейного производства, ресурсосбережения, снижения выбросов загрязняющих веществ и образования отходов предусматривает применение современного уровня автоматизации производственных процессов (см. 3.4 и 4.4).
Технологические показатели выбросов для НДТ 10 приведены в таблице 5.10.
Таблица 5.10 - Технологические показатели выбросов для НДТ 10
|
Технологический показатель |
Единица измерения |
Значение (диапазон) |
|
Пыль |
кг/т AI |
До 0,2 |
Применимость НДТ 10
Возможно применение технологии на новом предприятии и при модернизации действующего предприятия.
Раздел 6. Экономические аспекты реализации наилучших доступных технологий
Экономические аспекты реализации НДТ рассмотрены с точки зрения затрат на природоохранное оборудование и модернизацию действующих алюминиевых производств.
Методы, применяемые для очистки отходящих газов, образующихся как в сопутствующих производствах, так и при производстве первичного алюминия, направлены прежде всего на улавливание пыли и газообразных веществ, включая HF и твердые фториды. Примерами широко применяемых газоочистных систем/оборудования являются электрофильтр, рукавный фильтр, циклон, сухая газоочистка (реактор + рукавный фильтр), "мокрые" скрубберы и т.д. Данные о затратах на природоохранное оборудование, используемое при производстве алюминия, приведены в таблицах 6.1-6.6.
В данных о затратах не учтена стоимость вспомогательного оборудования ГОУ и стоимость строительно-монтажных работ (СМР).
Таблица 6.1 - Электрофильтры
|
Наименование |
Технологические характеристики |
Стоимость |
|
Электрофильтры (вертикальные, горизонтальные, многосекционные) |
Однопольные, многопольные. КПД - до 99,8%. Остаточная запыленность газов - 50-300 мг/нм Производительность - от 10000 нм |
42 млн руб. (в ценах 2005 года) 15 млн руб. (в ценах 2013 года) €1,1 млн €1,0 млн |
|
|
||

Назначение. Очистка отходящих газов печей кальцинации, печей спекания, вращающихся печей обжига известняка в производстве глинозема. Очистка газов прокалочных печей и аспирации производства анодной массы.
Таблица 6.2 - Циклоны
|
Наименование |
Технологические характеристики |
Стоимость |
|
Циклоны, группы циклонов |
Отечественные циклоны типа ЦН-15 производительностью от 630 до 55 тыс. м |
До 540 тыс. руб. |
|
Отечественные батарейные циклоны типа БЦ производительностью от 15 до 50 тыс. м |
До 900 тыс. руб. |
Назначение. Улавливание пыли кокса из вентвыбросов, отведенных аспирационно-техническими устройствами от поточно-транспортных узлов, складов, дробильно-размольного отделения производства анодной массы.
Таблица 6.3 - Рукавные фильтры
|
Наименование |
Технологические характеристики |
Стоимость |
|
Рукавный фильтр |
Отечественные фильтры на основе импортных материалов. Объемы газов - 5500-12000 м Максимальная температура - 140°С. Входная запыленность - 30-65 г/м Остаточная запыленность - 10 мг/м |
0,9-2,5 млн руб. (в ценах 2013 года) |
Назначение. Очистка от пыли сбросного (аспирационного) воздуха от мест пересыпки при транспорте сыпучих материалов, сухом измельчении и помоле в цехах приготовления шихты, спекания, кальцинации и обжига известняка. Улавливание пыли кокса из вентиляционных выбросов, отведенных аспирационно-техническими устройствами от поточно-транспортных узлов, складов, дробильно-размольного отделения производства анодов и анодной массы.
Таблица 6.4 - "Сухая" ГОУ смесильно-прессового отделения анодного производства
|
Наименование |
Технологические характеристики |
Стоимость |
|
"Сухая" ГОУ (реактор + рукавный фильтр) |
Объем газов - 29500-30400 нм Производительность - 13,2 т/ч. Концентрация на выходе: - пыль - <5 мг/нм - возгоны - <5 мг/нм |
"Сухая" ГОУ (Франция) - €1,6-5 млн, "сухая" ГОУ (Китай) - €1 млн |
Назначение. Очистка от пыли и возгонов каменноугольного пека в смесильно-прессовом отделении анодного производства.
Таблица 6.5 - "Сухая" ГОУ печей обжига анодов
|
Наименование |
Технологические характеристики |
Стоимость поставки оборудования по ТКП |
|
"Сухая" ГОУ (реактор + рукавный фильтр) |
Производительность - ~104,0 тыс. т/год. Концентрация на входе: - пыль - 100 мг/нм - возгоны пека - 200 мг/нм Адсорбент - кокс, расход - 2,5-3 т/ч. Объем газов - 85 тыс. нм |
"Сухая" ГОУ (Франция) - €3-7 млн |
|
Концентрация на входе: - HF - 20-30 мг/нм - возгоны пека - 50-100 мг/нм - пыль - 50-100 мг/нм Остаточная концентрация: - - пыль (включая возгоны) - Адсорбент- свежий глинозем, расход - 5,5 т/ч. Объем газов - 250,0 тыс. нм |
$8-12 млн |
 -
- Назначение. Очистка от пыли и возгонов каменноугольного пека от печей обжига анодов.
Таблица 6.6 - "Сухая" ГОУ корпусов электролиза
|
Наименование |
Технологические характеристики |
Стоимость поставки оборудования |
|
"Сухая" ГОУ (реактор + рукавный фильтр) |
Очистка газов от электролизеров БТ (18 модулей реактор - рукавный фильтр). Объем газов - 835 тыс. нм Адсорбент - свежий глинозем, расход - 7,5 т/ч. КПД ГОУ: - HF - 98,4%; - - смолистые вещества - 96% |
Отечественная ГОУ - 25 млн руб. (в ценах 2002 года) |
|
Очистка газов от электролизеров ВТ и ОА. Объем газов - 65 тыс. нм Адсорбент - свежий глинозем |
ГОУ (Норвегия) - $2,1 млн, отечественная ГОУ - $1,3 млн |
|
|
Очистка газов от электролизеров ОА. Объем газов - 3631,2 тыс. нм Содержание ЗВ, мг/нм - - - - пыль, включая Адсорбент - свежий глинозем |
Без транспорта глинозема: российская |
Назначение. Очистка от пыли, фторидов, смолистых веществ.
Ориентировочный уровень капитальных затрат на модернизацию существующей технологии Содерберга представлен в таблице 6.7.
Таблица 6.7 - Ориентировочный уровень капитальных затрат на модернизацию технологии Содерберга
|
Наименование |
Технология |
||
|
Экосодерберг |
ОА |
ОА с производством анодов |
|
|
Капитальные расходы, $/т AI |
125 |
2000-3000 |
3000-4000 |
Конверсия технологии Содерберга на технологию производства алюминия с использованием обожженных анодов потребует не менее $2-4 тыс. капитальных вложений на 1 т алюминия. С учетом текущего уровня цен, рентабельности производства, сроков модернизации и стоимости заемных средств такой проект не будет окупаться.
Перевод технологии Содерберга с верхним токоподводом на технологию "ЭкоСодерберг" потребует не менее $125 на 1 т алюминия. Учитывая масштабы внедрения технологии "ЭкоСодерберг" с верхним токоподводом на российских предприятиях (более 60% российского производства алюминия), ее модернизация предусматривает:
-
1) наряду с использованием "сухой" газоочистки, автоматического питания глиноземом, анодной массы с пониженным содержанием связующего внедрение производственной системы (НДТ 9);
-
2) переход на технологию "Экологический Содерберг" с учетом регламентных сроков капитального ремонта электролизеров (НДТ 8).
Раздел 7. Перспективные технологии
7.1 Перспективные направления в производстве алюминия
Инертные аноды всегда были целью производителей алюминия. Для инертного анода пытались использовать многие материалы. На самом деле полностью инертных материалов не существует, но некоторые материалы могут расходоваться с замедленной скоростью, и количество примесей, получаемых за счет растворения инертных анодов, может быть приемлемо для промышленного производства.
Производство алюминия с использованием инертного анода - революционная технология, не имеющая аналогов с точки зрения экологического эффекта. Основные преимущества данной технологии с точки зрения охраны окружающей среды:
- полное исключение выбросов парниковых газов и полиароматических углеводородов при производстве алюминия;
- снижение себестоимости производства более чем на 10% за счет экономии анодов и электроэнергии;
- сокращение капитальных затрат при строительстве новых заводов более чем на 30%.
На сегодняшний день у "РУСАЛа" уже есть материал для инертного анода, который позволяет производить алюминий с более низкой себестоимостью по сравнению с технологией угольных анодов. На Красноярском алюминиевом заводе технология электролиза с инертными анодами на силу тока >100 кА проходит опытно-промышленные испытания в опытном корпусе электролиза.
Химическая реакция производства алюминия в электролизерах с инертными анодами может быть представлена в следующем виде:
 .
.
Таким образом, если при использовании обожженных анодов в электролизе при получении 1 т алюминия сгорает 0,5 т углерода с образованием 1,4 т оксида и диоксида углерода, то при использовании нерасходуемых инертных анодов в атмосферу будет выделяться 0,9 т кислорода. Кроме того, использование инертных анодов позволит исключить выбросы диоксида серы и смолистых веществ, значительно снизить выбросы пыли и фторидов за счет высокой герметизации электролизеров.
Для очистки от фтористых соединений и пыли при эксплуатации электролизеров с инертными анодами предусматривается установка сухой очистки газов (реактор + рукавный фильтр) с эффективностью по фтористым соединениям 98%-99%.
Удельное количество ЗВ, поступающих в атмосферу от процесса электролиза с инертными анодами, может составить:
- пыль - до 2 кг/т AI;
- фтористый водород - до 0,3 кг/т AI;
- твердые фториды - до 0,4 кг/т AI.
7.2 Перспективные направления в производстве глинозема
Последние годы большое внимание уделяется исследованиям по усовершенствованию технологии спекания нефелинов, а именно переводу печей спекания на сухой или полусухой способ термообработки шихты в коротких печах с теплообменниками.
Подобная технология внедрена в цементной промышленности для обжига клинкера и дала значительный экономический и экологический эффект (экономия топлива - более 30%).
Реконструкция существующих печей спекания "мокрой" шихты или сооружение подобных установок при строительстве новых глиноземных заводов позволит достичь подобного эффекта. Однако валовые выбросов*  могут быть существенно снижены только за счет установки на печах горелок с низким выделением оксидов азота и внедрения специальных перспективных технологий - технологии селективного некаталитического восстановления (SNCR) и технологии селективного каталитического восстановления (SCR), что позволит снизить выбросы от печей глиноземного производства в атмосферу до 70%.
могут быть существенно снижены только за счет установки на печах горелок с низким выделением оксидов азота и внедрения специальных перспективных технологий - технологии селективного некаталитического восстановления (SNCR) и технологии селективного каталитического восстановления (SCR), что позволит снизить выбросы от печей глиноземного производства в атмосферу до 70%.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
SNCR заключается в инжекции водного раствора аммиака (до 25%  ), водных растворов соединений аммиака или мочевины в дымовые газы для восстановления NO до
), водных растворов соединений аммиака или мочевины в дымовые газы для восстановления NO до  . В SCR NO и
. В SCR NO и  восстанавливаются до с помощью и катализатора.
восстанавливаются до с помощью и катализатора.
Перспективными технологиями следует также считать применение современного газоочистного оборудования - электрофильтров и рукавных фильтров, обеспечивающих концентрацию пыли в выбросе менее 50 мг/нм, а также систем контроля, управления ремонтом, обслуживания при эксплуатации ГОУ.
Образование производственных отходов (шлама) неизбежно. Для его складирования постоянно требуются дополнительные площади. В настоящее время ведутся разработки, направленные на использование красного шлама в строительстве, извлечение из шлама ценных компонентов.
Заключительные положения и рекомендации
В справочнике приведено описание применяемых в настоящее время и перспективных технологических процессов при производстве первичного алюминия и сопутствующих ему видах деятельности - производстве глинозема, анодов и анодной массы, литейном производстве. Для технологий определены маркерные вещества, и из числа технологий выделены наилучшие доступные для данной области, включая соответствующие параметры экологической результативности, ресурсо- и энергоэффективности, а также экономические показатели.
Окончательный состав технической рабочей группы 11 "Производство алюминия" был утвержден приказом Росстандарта от 4 марта 2016 г. N 238.
|
N п/п |
ФИО |
Организация |
|
1. |
Белоусов Станислав Викторович |
ООО "РУСАЛ ИТЦ" |
|
2. |
Берняцкий Андрей Геннадьевич |
ЗАО "РУСАЛ Глобал Мененджмент Б.В." |
|
3. |
Бузунов Виктор Юрьевич |
ООО "РУСАЛ ИТЦ" |
|
4. |
Буренин Николай Сергеевич |
АО "НИИ Атмосфера" |
|
5. |
Буркат Владимир Соломонович |
ООО "РУСАЛ ИТЦ", Обособленное подразделение в г.Санкт-Петербург |
|
6. |
Бутовский Руслан Олегович |
ВНИИ Экология Минприроды России |
|
7. |
Васин Сергей Юрьевич |
ООО "РУСАЛ ИТЦ", Обособленное подразделение в г.Санкт-Петербург |
|
8. |
Голоскин Сергей Евгеньевич |
ООО "РУСАЛ ИТЦ" |
|
9. |
Гришаев Сергей Иванович |
Минпромторг России |
|
10. |
Доброхотова Мария Викторовна |
ФГУП "ВНИИ СМТ" |
|
11. |
Дрижерукова Татьяна Александровна |
АО "НИИ Атмосфера" |
|
12. |
Икрянников Валентин Олегович |
Минпромторг России |
|
13. |
Ланкин Валерий Павлович |
ООО "Юна"/ТК 099 |
|
14. |
Миляков Виктор Александрович |
АО "НИИ Атмосфера" |
|
15. |
Мхчан Ромела Владимировна |
ООО "РУСАЛ ИТЦ", Обособленное подразделение в г.Санкт-Петербург |
|
16. |
Поляков Петр Васильевич |
ИЦМиМ СФУ, Кафедра металлургии цветных металлов, Директор НТЦ "Лёгкие металлы". |
|
17. |
Ребрик Иван Иванович |
ЗАО "РУСАЛ Глобал Мененджмент Б.В." |
|
18. |
Скрыпников Владимир Александрович |
Ростехнадзор |
|
19. |
Хан Сергей Алексеевич |
Минпромторг России |
|
20. |
Яковлев Виталий Юрьевич |
ЗАО "РУСАЛ Глобал Мененджмент Б.В." |
В публичном обсуждении проекта настоящего Справочника (06.04.2016-06.05.2016) принимали участие следующие организации:
-
1. ОК РУСАЛ (алюминиевый дивизион, глиноземный дивизион, дирекция новых проектов);
-
2. ФГУП "РосНИИВХ";
-
3. Федеральная служба по экологическому, технологическому и атомному надзору (Ростехнадзор);
-
4. Федеральная служба по гидрометеорологии и мониторингу окружающей среды (Росгидромет);
-
5. Федеральное агентство водных ресурсов (Росводресурсы).
Полученные замечания рассмотрены рабочей группой и частично учтены при доработке справочника.
Экспертиза проекта Справочника была проведена профильным техническим комитетом по стандартизации ТК 113 "Наилучшие доступные технологии".
Приложение А
(обязательное)
Сфера распространения справочника НДТ "Производство алюминия"
|
ОКПД 2 |
Наименование продукции по ОК 034-2014 (ОКПД) |
Наименование вида деятельности по ОКВЭД 2 |
ОКВЭД 2 |
|
Производство металлургическое |
24 |
||
|
24.4 |
Металлы основные драгоценные и цветные прочие; топливо ядерное переработанное |
Производство основных драгоценных металлов и прочих цветных металлов, производство ядерного топлива |
24.4 |
|
24.42 |
Алюминий |
Производство алюминия |
24.42 |
|
24.42.1 |
Алюминий необработанный; оксид алюминия (глинозем) |
||
|
24.42.11 |
Алюминий необработанный |
||
|
24.42.11.110 |
Алюминий первичный |
||
|
24.42.11.120 |
Сплавы на основе первичного алюминия |
||
|
24.42.12 |
Оксид алюминия (глинозем), кроме искусственного корунда |
||
|
24.42.12.000 |
Оксид алюминия (глинозем), кроме искусственного корунда |
||
|
Производство прочей неметаллической минеральной продукции, не включенной в другие группировки |
23.99 |
||
|
27.90.13 |
Электроды и прочие изделия из графита или других видов углерода, применяемые в электротехнике |
Приложение Б
(обязательное)
Перечни маркерных веществ и технологических показателей
Б.1 Перечень маркерных веществ
Б.1.1 Производство глинозема
|
Для атмосферного воздуха |
Для водных объектов |
|
Пыль |
Б.1.2 Производство анодной массы, обожженных анодов
|
Для атмосферного воздуха |
Для водных объектов |
|
Пыль коксовая |
|
|
Возгоны каменноугольного пека, в т.ч. бенз(а)пирен |
Б.1.3 Производство первичного алюминия
|
Для атмосферного воздуха |
Для водных объектов |
|
Фтористый водород |
|
|
Твердые фториды |
|
|
Диоксид серы |
|
|
Пыль общая |
|
|
Оксид углерода |
|
|
Смолистые вещества |
|
|
Бенз(а)пирен (в составе смолистых веществ) |
|
|
- фонарные выбросы; |
|
|
- выбросы в трубу |
_______________
Только для технологии Содерберга.
Б.1.4 Литейное производство
|
Для атмосферного воздуха |
Для водных объектов |
|
Пыль |
Б.2 Перечень технологических показателей
|
Технологический показатель |
Единица измерения |
Диапазон/ значение |
|
НДТ 1. Производство глинозема из бокситов по комбинированному способу (параллельная схема Байер-спекания) с долей ветви спекания не более 20% |
||
|
Пыль |
мг/нм |
100-200 |
|
Красный шлам |
т/т глинозема |
|
|
НДТ 2. Технология производства глинозема спеканием нефелинов |
||
|
Пыль |
мг/нм |
100-200 |
|
Нефелиновый шлам |
т/т глинозема |
|
|
НДТ 3. Производство анодной массы для самообжигающихся анодов |
||
|
Пыль коксовая |
мг/нм |
|
|
Возгоны каменноугольного пека, в т.ч. бенз(а)пирен |
мг/нм |
|
|
НДТ 4. Производство обожженных анодов |
||
|
Пыль коксовая |
мг/нм |
1,2-4,2 |
|
Возгоны каменноугольного пека на печах обжига, в т.ч. бенз(а)пирен |
мг/нм |
2-24 0,003 |
|
Возгоны каменноугольного пека, в т.ч. бенз(а)пирен |
мг/нм |
<35 |
|
НДТ 5. Электролиз в электролизерах с предварительно обожженными анодами первого поколения (мощностью до 300 кА) |
||
|
Фтористый водород |
кг/т AI |
|
|
Твердые фториды |
кг/т AI |
|
|
Диоксид серы |
кг/т AI |
9,4-13,8 |
|
Пыль общая |
кг/т AI |
3,4-4,9 |
|
Оксид углерода |
кг/т AI |
До 100,0 |
|
НДТ 6. Электролиз в электролизерах с предварительно обожженными анодами второго поколения (мощностью 300 кА и выше). |
||
|
Фтористый водород |
кг/т AI |
|
|
Твердые фториды |
кг/т AI |
|
|
Диоксид серы |
кг/т AI |
9,2-13,8 |
|
Пыль общая |
кг/т AI |
2,2-2,7 |
|
Оксид углерода |
кг/т AI |
До 100,0 |
|
НДТ 7. Электролиз в электролизерах Содерберга с боковым подводом тока к аноду (БТ) и шторными укрытиями |
||
|
Фтористый водород |
кг/т AI |
0,5-0,8 |
|
Твердые фториды |
кг/т AI |
0,5-0,8 |
|
Диоксид серы |
кг/т AI |
|
|
Пыль общая |
кг/т AI |
3,2-5,4 |
|
Оксид углерода |
кг/т AI |
120-160 |
|
Смолистые вещества |
кг/т AI |
0,9-1,5 |
|
Бенз(а)пирен (в составе смолистых веществ): |
||
|
- фонарные выбросы; |
мг/н·м |
0,003-0,008 |
|
- выбросы в трубу. |
мг/н·м |
<0,001 |
|
НДТ 8. Электролиз в электролизерах с верхним подводом тока к аноду (ВТ) с использованием производственной системы |
||
|
Фтористый водород |
кг/т AI |
|
|
Твердые фториды |
кг/т AI |
|
|
Диоксид серы |
кг/т AI |
1,5-2,3 |
|
Пыль общая |
кг/т AI |
6,9-9,1 |
|
Оксид углерода |
кг/т AI |
До 70,0 |
|
Смолистые вещества |
кг/т AI |
|
|
Бенз(а)пирен (в составе смолистых веществ): |
||
|
- фонарные выбросы; |
мг/н·м |
0,0012-0,002 |
|
- выбросы в трубу. |
мг/н·м |
|
|
НДТ 9. Электролиз в электролизерах с верхним подводом тока к аноду (ВТ) по технологии "Экологический Содерберг" ("ЭкоСодерберг") |
||
|
Фтористый водород |
кг/т AI |
|
|
Твердые фториды |
кг/т AI |
|
|
Диоксид серы |
кг/т AI |
1,5-2,3 |
|
Пыль общая |
кг/т AI |
6,9-9,1 |
|
Оксид углерода |
кг/т AI |
До 70,0 |
|
Смолистые вещества |
кг/т AI |
|
|
Бенз(а)пирен (в составе смолистых веществ): |
||
|
- фонарные выбросы; |
мг/н·м |
0,0003-0,001 |
|
- выбросы в трубу |
мг/н·м |
|
|
НДТ 10. Производство по выпуску алюминия и его сплавов с применением автоматизированных литейных линий |
||
|
Пыль |
кг/т AI |
до 0,2 |
Приложение В
(обязательное)
Энергоэффективность
B.1 Краткая характеристика отрасли с точки зрения ресурсо- и энергопотребления
При производстве алюминия основными расходуемыми ресурсами являются сырьевые компоненты (глинозем, углерод анода и фторсоли), а также электроэнергия, необходимая не только для осуществления электролитического процесса (разложения глинозема), но и для поддержания высокой рабочей температуры. Алюминиевые заводы Российской Федерации, будучи крупными потребителями электроэнергии, располагаются, как правило, вблизи мощных гидроэлектростанций.
Важнейшими факторами, определяющими технический уровень и экономику электролиза алюминия, являются мощность (производительность) и степень совершенства применяемых конструкций электролизеров. Поиск оптимальных решений по сокращению расхода сырьевых компонентов и снижения удельного расхода электроэнергии является важной задачей как для действующих, так и для проектируемых алюминиевых заводов.
Потребность в энергоресурсах весьма велика и при производстве глинозема. Помимо электроэнергии, в глиноземном производстве используются тепловая энергия (при гидрохимической переработке сырья), вода и натуральное топливо в процессах спекания и кальцинации.
Применение ресурсосберегающих технологий в алюминиевой промышленности направлено на снижение себестоимости продукции и повышение ее конкурентоспособности на мировых рынках.
В.2 Основные технологические процессы, связанные с использованием энергии
В.2.1 Производство глинозема
Удельные уровни потребления сырьевых материалов (топлива, воды и электроэнергии) минимальны для процесса Байера и максимальны для технологии переработки нефелинов на глинозем. Применяемый в Российской Федерации способ Байер-спекания (параллельный вариант) по уровню потребления занимает промежуточное положение. В таблице Б.3.1 представлены достигнутые удельные расходные показатели по потреблению энергии при производстве глинозема по технологиям, применяемым в Российской Федерации.
В.2.2 Производство первичного алюминия
При производстве первичного алюминия расход электроэнергии зависит главным образом от типа электролизера и выхода по току. При прочих равных условиях наибольший расход электроэнергии наблюдается у электролизеров ВТ, а наименьший - у ванн с ОА.
Таблица В.2.1 - Сравнение технических характеристик для технологий электролиза ОА, ВТ, БТ
|
Технология |
Сила тока, кА |
Выход по току, % |
|
ОА первого поколения (до 300 кА) |
До 300 кА |
92,7-93,0 |
|
ОА второго поколения ( |
|
До 94,5 |
|
Рядовая ВТ |
140-175 |
87,5-89 |
|
ВТ с АПГ и "сухой" ГОУ |
165-175 |
87,5-89 |
|
ВТ "ЭкоСодерберг" |
172-176 |
88-91 |
|
ВТ с производственной системой |
167-170 |
87,7-90 |
|
БТ |
83-85 |
89-90 |
В.3 Уровни потребления
Уровни потребления энергоресурсов при производстве глинозема и первичного алюминия приведены в таблицах Б.3.1 и Б.3.2 соответственно.
Таблица В.3.1 - Расход энергоресурсов при производстве глинозема
|
Наименование |
Единицы измерения |
Расход на 1 тонну глинозема |
|
|
Байер-спекание (параллельный вариант) |
Переработка нефелинов |
||
|
Технологическое топливо |
т у. т. |
0,205-0,286 |
1,25-1,50 |
|
Тепловая энергия |
Гкал |
2,90-4,0 |
1,25-1,35 |
|
Электроэнергия |
тыс. кВт·ч |
0,35-0,40 |
1,0-1,1 |
Таблица В.3.2 - Расход электроэнергии при производстве первичного алюминия
|
Наименование оборудования |
Назначение оборудования |
Расход электроэнергии, кВт·ч/т AI |
|
Электролизеры с самообжигающимися анодами и верхним токоподводом |
Получение первичного алюминия (алюминия-сырца) |
15216-16111 |
|
Электролизеры с самообжигающимися анодами и боковым токоподводом |
15171-15620 |
|
|
Электролизеры с предварительно обожженными анодами |
13158-15126 |
В.4 Наилучшие доступные технологии, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления
Основным аспектом повышения энергоэффективности является применение на новых предприятиях НДТ 6 "Электролиз в электролизерах с предварительно обожженными анодами второго поколения (мощностью 300 кА и выше)", характеризующейся наиболее высоким выходом по току (см. таблицу В.2.1, ОА второго поколения) и минимальным расходом электроэнергии (см. таблицу В.3.2).
|
Номер и наименование НДТ |
Раздел/пункт справочника |
|
НДТ 6. Электролиз в электролизерах с предварительно обожженными анодами второго поколения (мощностью 300 кА и выше) |
5.3 |
В.5 Экономические аспекты реализации НДТ, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления
Себестоимость производства алюминия определяется текущими ценами на сырьевые компоненты и электроэнергию.
Около 30% от стоимости алюминия-сырца приходится на сырьевые продукты, прежде всего на глинозем. Слабая отечественная сырьевая база (отсутствие качественных бокситов для производства основного сырьевого компонента - глинозема) ориентирует алюминиевые заводы на его закупки из-за рубежа. Одним из решений задачи обеспечения ресурсами российских производителей алюминия является разработка новых отечественных месторождений.
Себестоимость производства алюминия формируется из комплекса составляющих, среди которых наибольший вес имеют затраты на электроэнергию (около 35%). В результате тарифы энергетических компаний играют огромную роль в развитии алюминиевой отрасли в разных странах.
Самый высокий уровень тарифов на электроэнергию наблюдается в Китае, самые низкие затраты на электроэнергию - у производителей алюминия в странах Ближнего Востока и в Канаде. Россия входит в список стран с самыми высокими энерготарифами.
С целью снижения затрат на электроэнергию производители алюминия увеличивают долю использования экологичных возобновляемых энергоресурсов, таких как гидроэлектроэнергия. Более половины производимого в мире алюминия выпускается с использованием энергии, вырабатываемой ГЭС. Ее ключевые преимущества - неисчерпаемость и безвредность для окружающей среды. Российская алюминиевая отрасль уже является лидером в области использования экологичных энергоресурсов: более 80% производимого в стране алюминия выпускается с помощью гидроэлектроэнергии.
Основными направлениями снижения расхода сырьевых компонентов являются: снижение потерь при транспортировке, повышение качества сырьевых компонентов, совершенствование процесса электролиза. Снижение удельного расхода электроэнергии достигается путем повышения выхода по току, которое обеспечивается внедрением автоматизированных систем управления процессом, рациональной конструкцией электролизера и его обслуживанием.
Доля энергоресурсов в себестоимости глинозема зависит от вида применяемого сырья и составляет от 30% до 50%.
Основным направлением уменьшения потребления энергоресурсов в глиноземном производстве является снижение удельного расхода топлива, например при установке печей кальцинации циклонного типа (снижение до 30%), установке холодильников кипящего слоя к вращающимся печам кальцинации (снижение до 20%).
Реализация НДТ в алюминиевой отрасли (включая производство глинозема) обеспечивает не только повышение экологической эффективности производства, но и одновременно приводит к сокращению потребления энергоресурсов, а следовательно, и снижению себестоимости продукции.
В.6 Перспективные технологии, направленные на повышение энергоэффективности, оптимизацию и сокращение ресурсопотребления
В.6.1 Производство глинозема
Последние годы большое внимание уделяется исследованиям по усовершенствованию технологии спекания нефелинов, а именно переводу печей спекания на сухой или полусухой способ термообработки шихты в коротких печах с теплообменниками.
Подобная технология внедрена в цементной промышленности для обжига клинкера и дала значительный экономический и экологический эффект (экономия топлива - более 30%).
Реконструкция существующих печей спекания "мокрой" шихты или сооружение подобных установок при строительстве новых глиноземных заводов позволит достичь подобного эффекта.
В.6.2 Производство алюминия
Производство алюминия с использованием инертного анода - инновационная технология, не имеющая аналогов с точки зрения экологического эффекта. Основным преимущества данной технологии с точки энергоэффективности является снижение себестоимости производства более чем на 10% за счет экономии анодов и электроэнергии.
Приложение Г
(обязательное)
Перечень НДТ
|
N |
Наименование НДТ |
Примечание |
|
1. |
Производство глинозема из бокситов по комбинированному способу (параллельная схема Байер-спекание) с долей ветви спекания не более 20% |
|
|
2. |
Технология производства глинозема спеканием нефелинов |
|
|
3. |
Производство анодной массы для самообжигающихся анодов |
|
|
4. |
Производство обожженных анодов |
|
|
5. |
Электролиз в электролизерах с предварительно обожженными анодами первого поколения (мощностью до 300 кА) |
|
|
6. |
Электролиз в электролизерах с предварительно обожженными анодами второго поколения (мощностью 300 кА и выше) |
|
|
7. |
Электролиз в электролизерах Содерберга с боковым подводом тока к аноду (БТ) и шторными укрытиями |
|
|
8. |
Электролиз в электролизерах с верхним подводом тока к аноду (ВТ) с использованием производственной системы |
|
|
9. |
Электролиз в электролизерах с верхним подводом тока к аноду (ВТ) по технологии "Экологический Содерберг" ("ЭкоСодерберг") |
|
|
10. |
Производство по выпуску алюминия и его сплавов с применением автоматизированных литейных линий |
Библиография
1. Биргер М.И., Вальдберг А.Ю., Мягков Б.И. и др. "Справочник по пыле- и золоулавливанию". Энергоатомиздат, 1983 г.
2. Борисоглебский Ю.В., Галевский Г.В., Кулагин Н.М., Минцис М.Я., Сиразутдинов Г.А. Металлургия алюминия. Новосибирск, 1999 г.
3. Буркат В.С., Друкарев В.А. Сокращение выбросов в атмосферу при производстве алюминия. СПб, 2005 г.
4. Друкарев В.А. Проблемы использования фторсодержащего сырья в производстве алюминия электролизом криолито-глиноземных расплавов // Цветные металлы, 1997 г.
5. Друкарев В.А., Доброхотов В.Б., Цыплаков А.М., Тимченко Б.И., Клецко Н.Л., Дробнис В.Ф. Баланс анодного материала на электролизерах различного типа // Труды ВАМИ. Производство алюминия. 1973 г.
6. Технология коллоидного анода, произведенного на основе механоактивации смеси кокса и пека. В.К.Фризоргер, Д.А.Виноградов, Е.Н.Маракушина, Е.Н.Чичук, М.И.Крак, М.В.Голубев, К.Ю.Перминов, А.М.Константинов, А.Н.Анушенков, Э.М.Гильдебрандт.
7. Янко Э.А. Аноды алюминиевых электролизеров. Москва, 2001 г.
15. ПНСТ 21-2014 "Наилучшие доступные технологии. Структура информационно-технического справочника", утвержденный приказом Федерального агентства по техническому регулированию и метрологии от 30.12.2014 N 7-пнст.
16. ПНСТ 22-2014 "Наилучшие доступные технологии. Термины и определения", утвержденный Приказом Федерального агентства по техническому регулированию и метрологии от 30.12.2014 N 8-пнст.
17. ПНСТ 23-2014 "Наилучшие доступные технологии. Формат описания технологий", утвержденный Приказом Федерального агентства по техническому регулированию и метрологии от 30.12.2014 N 9-пнст.
18. Методические рекомендации по определению технологии в качестве наилучшей доступной технологии, утвержденные приказом Минпромторга России от 31.03.2015 N 665.
19. Экспертное заключение по проекту "Богучанский алюминиевый завод" N 053-08/ГГЭ-5222/02. ФГУ "Главгосэкспертиза России". Москва, 2008 г.
20. Экспертное заключение по проекту "Строительство Тайшетского алюминиевого завода (Иркутская область)" N 907-07/ГГЭ-3091/02. ФГУ "Главгосэкспертиза России". Москва, 2007 г.
21. Материалы утверждаемой части проекта строительства Хакасского алюминиевого завода. ВАМИ, СПб, 2004 г.
22. Раздел ООС Проекта строительства Тайшетского алюминиевого завода. СПб, ОАО "РУСАЛ ВАМИ", 2007 г.
23. Раздел ООС Проекта строительства Богучанского алюминиевого завода. СПб, ОАО "РУСАЛ ВАМИ", 2007 г.
24. Отчет НПК "Атмосфера" "Проведение инструментальных измерений выбросов загрязняющих веществ на газоочистной установке корпусов электролиза". СПб, 2012 г.
25. Аннотированный отчет "Уточнение воздействия на окружающую среду предприятий UC RUSAL". ОАО "РУСАЛ ВАМИ", СПб, 2008 г.
26. Современные технические решения электролитического получения алюминия и их реализация в промышленности. Информационный бюллетень. СПб, 1999 г.
27. Передовой опыт производства и переработки алюминия. Информационные бюллетени. СПб, 2000 г.
28. Передовой опыт производства и переработки алюминия. Информационные бюллетени. СПб, 2001 г.
29. Проект нормативов предельно допустимых выбросов загрязняющих веществ в атмосферу для ОАО "РУСАЛ Саяногорск" с учетом арендованных предприятий, СПб, 2010 г.
30. Проект нормативов предельно допустимых выбросов загрязняющих веществ в атмосферу ОАО "РУСАЛ Красноярский алюминиевый завод", СПб, 2014 г.
31. Проект нормативов предельно допустимых выбросов загрязняющих веществ в атмосферу ОАО "РУСАЛ Братский алюминиевый завод", СПб, 2014 г.
32. Проект нормативов предельно допустимых выбросов загрязняющих веществ в атмосферу ОАО "РУСАЛ Новокузнецкий алюминиевый завод", СПб, 2011-2012 гг.
33. Проект нормативов предельно допустимых выбросов загрязняющих веществ в атмосферу для филиала ОАО "РУСАЛ Братский алюминиевый завод" в г.Шелехове, СПб, 2015 г.
34. Проект нормативов предельно допустимых выбросов загрязняющих веществ в атмосферу для филиала ОАО "СУАЛ" "КАЗ-СУАЛ", СПб, 2013 г.
35. Инвентаризация выбросов загрязняющих веществ в атмосферу ОАО "РУСАЛ Новокузнецк", СПб, 2011-2012 гг.
36. Отчет по работе: Инструментальное и расчетное определение величин выбросов загрязняющих веществ от электролизных корпусов филиала ОАО "СУАЛ" "КАЗ-СУАЛ". Определение эффективности ГОУ", РУСАЛ ИТЦ, 2011-2015 гг.
37. Инвентаризация выбросов загрязняющих веществ в атмосферу ОАО "РУСАЛ Красноярск", 2012 г.
38. Инвентаризация выбросов загрязняющих веществ в атмосферу ОАО "РУСАЛ Братский алюминиевый завод", 2013 г.
39. Инвентаризация выбросов загрязняющих веществ в атмосферу для ОАО "РУСАЛ Саяногорск", 2010 г.
40. Отчет по инвентаризации выбросов загрязняющих веществ в атмосферный воздух и их источников филиала ОАО "РУСАЛ Братск" в г.Шелехове, СПб, 2015 г.
41. Проект нормативов образования отходов и лимитов на их размещение ОАО "РУСАЛ Саяногорск", г.Саяногорск, 2011 г.
42. Проект нормативов образования отходов и лимитов на их размещение филиал ОАО "СУАЛ" "КАЗ-СУАЛ", г.Кандалакша, 2013-2014 гг.
43. Отчет ФГУП "НИИ Атмосфера" "Анализ систем нормирования выбросов ЗВ и гигиенических нормативов, установленных к производству глинозема и алюминия в России и зарубежных странах (Европа и Северная Америка)". 2007-2009 гг.
44. Integrated Pollution Prevention and Control (IPPC) Reference Document on Best Available Techniques in the Non Ferrous Metals Industries. European Commission. December 2001.
45. Integrated Pollution Prevention and Control. Draft Reference Document on Best Available Techniques for the Non Ferrous Metals Industries. European Commission. Draft July 2009.
46. Best Available Techniques (BAT) Reference Document for the Non-Ferrous Metals Industries. Joint Research Centre, Institute for Prospective Technological Studies, Sustainable Production and Consumption Unit, European IPPC Bureau. Final Draft (October 2014).
47. Природоохранное законодательство и европейская алюминиевая промышленность. Eirik Nordheim. Light Metals. 2005 г.