
ИТС 3-2015 Производство меди
ИТС 3-2015
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ПРОИЗВОДСТВО МЕДИ
Manufacture of copper
Дата введения 2016-07-01
Введение
Настоящий справочник НДТ является документом по стандартизации, разработанным в результате анализа технологических, технических и управленческих решений, применяемых при производстве меди.
Краткое содержание справочника
Введение. Представлено краткое содержание справочника НДТ.
Предисловие. Указана цель разработки справочника НДТ, его статус, законодательный контекст, краткое описание процедуры создания в соответствии с установленным порядком, а также взаимосвязь с аналогичными международными документами.
Область применения. Описаны основные виды деятельности, на которые распространяется действие справочника НДТ.
В разделе 1 представлена информация о состоянии и уровне развития в Российской Федерации производства меди по основным переделам. Также в разделе 1 приведен краткий обзор экологических аспектов производства меди.
В разделе 2 представлены сведения о технологических процессах, применяемых при:
- пирометаллургическом производстве меди из первичного и вторичного сырья;
- гидрометаллургическом производстве меди;
- производстве медных сплавов и полуфабрикатов;
- вспомогательных производственных процессах.
В разделе 3 дана оценка потребления энергоресурсов и уровней эмиссий в окружающую среду, характерных для производства меди в Российской Федерации.
Раздел подготовлен на основе данных, представленных предприятиями Российской Федерации в рамках разработки справочника НДТ, а также различных литературных источников.
В разделе 4 описаны особенности подходов, примененных при разработке данного справочника НДТ и в целом соответствующих Правилам определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям (утверждены постановлением Правительства Российской Федерации от 23 декабря 2014 года N 1458) и Методическим рекомендациям по определению технологии в качестве наилучшей доступной технологии (утверждены приказом Министерства промышленности и торговли Российской Федерации от 31 марта 2015 года N 665).
В разделе 5 приведено краткое описание НДТ для производства меди, включая:
- системы экологического и энергетического менеджмента, контроля и мониторинга технологических процессов;
- технические и технологические решения для повышения энергоэффективности, ресурсосбережения, снижения эмиссий загрязняющих веществ, методы обращения с отходами и побочными продуктами производства.
В разделе 6 приведены доступные сведения об экономических аспектах реализации НДТ на предприятиях Российской Федерации.
В разделе 7 приведены краткие сведения о новых технологических и технических решениях (не применяемых в России на момент подготовки справочника), направленных на повышение энергоэффективности, ресурсосбережения, снижение эмиссий загрязняющих веществ, эффективное обращение с отходами, промежуточными и побочными продуктами.
В разделе 8 приведены сведения о перечне измеряемых показателей эмиссий и соответствующих значениях этих показателей, непрерывном и периодическом измерении эмиссий, отчетности по эмиссиям.
Заключительные положения и рекомендации. Приведены сведения о членах технической рабочей группы, принимавших участие в разработке справочника НДТ. Рекомендации предприятиям по дальнейшим исследованиям экологических аспектов их деятельности.
Библиография. Приведен перечень источников информации, использованных при разработке справочника НДТ.
Предисловие
Цели, основные принципы и порядок разработки справочника установлены постановлением Правительства Российской Федерации от 23 декабря 2014 года N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям".
1 Статус документа
Настоящий информационно-технический справочник по наилучшим доступным технологиям (далее - справочник НДТ) является документом по стандартизации.
2 Разработчик
Справочник НДТ разработан технической рабочей группой N 3 (ТРГ-З) приказом Росстандарта от 17 июля 2015 г. N 826 "О технической рабочей группе "Производство меди" (редакция от 18.11.2015 г.). Перечень организаций и их представителей, принимавших участие в разработке справочника НДТ, приведен в разделе "Заключительные положения и рекомендации".*
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Справочник НДТ представлен на утверждение Бюро наилучших доступных технологий (далее - Бюро НДТ) (www.burondt.ru).
3 Краткая характеристика
Справочник НДТ содержит описание применяемых при производстве меди технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить эмиссии в окружающую среду, водопотребление, повысить энергоэффективность, обеспечить экономию ресурсов. Из числа описанных технологических процессов, технических способов, методов выделены решения, отнесенные к наилучшим доступным технологиям (НДТ). В справочнике НДТ установлены технологические показатели, соответствующие выделенным НДТ.
4 Взаимосвязь с международными, региональными аналогами
Справочник НДТ разработан на основе справочника Европейского союза (ЕС) по наилучшим доступным технологиям для предприятий цветной металлургии (Best Available Techniques (BAT) Reference Document for the Non-Ferrous Metals Industries) с учетом особенностей производства меди в Российской Федерации.
5 Сбор данных
Информация о технологических процессах, технических способах, методах, применяемых при производстве меди в Российской Федерации, была собрана в процессе разработки справочника НДТ в соответствии с Порядком сбора данных, необходимых для разработки информационно-технического справочника по наилучшим доступным технологиям и анализа приоритетных проблем отрасли, утвержденным приказом Росстандарта от 23 июля 2015 г. N 863.
6 Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника НДТ с другими справочниками НДТ, разрабатываемыми в соответствии с распоряжением правительства от 31 октября 2014 года N 2178-р, приведена в разделе "Область применения".
7 Информация об утверждении и введении в действие
Справочник НДТ утвержден приказом Росстандарта от 15 декабря 2015 г. N 1573.
Справочник НДТ введен в действие с 1 июля 2016 г., официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
Область применения
Настоящий справочник НДТ распространяется на следующие основные виды деятельности:
- производство меди из руды, концентратов или вторичных сырьевых материалов посредством пирометаллургических, гидрометаллургических, электролитических процессов;
- выплавка медных заготовок, включая производство сплавов, в том числе из вторичных продуктов, на плавильных производствах;
- литье, прокат, волочение и прессование в случаях, когда они интегрированы с производством меди.
Настоящий справочник НДТ распространяется на методы производства как первичной, так и вторичной меди. Между производством первичной и вторичной меди есть много общего, причем нередко невозможно провести четкое различие между применяемыми методами. В некоторых случаях при производстве первичной меди в рамках общих производственных процессов с целью экономии энергии, минимизации производственных затрат и вторичного использования образующихся отходов используется вторичное сырье. Вторичное производство меди включает в себя производство металла из вторичного сырья (в том числе лома и медьсодержащих материалов), повторную плавку и производство медных сплавов.
Справочник НДТ также распространяется на процессы, связанные с основными видами деятельности, которые могут оказать влияние на объемы эмиссий и (или) масштабы загрязнения окружающей среды:
- хранение и подготовка сырья;
- хранение и подготовка топлива;
- производственные процессы (пирометаллургические, гидрометаллургические и электролитические);
- методы предотвращения и сокращения эмиссий и образования отходов;
- хранение и подготовка продукции.
Справочник НДТ не распространяется на:
- добычу и обогащение медных и полиметаллических руд на месторождениях;
- вопросы, которые касаются исключительно обеспечения промышленной безопасности или охраны труда.
Вопросы обеспечения промышленной безопасности и охраны труда частично рассматриваются только в тех случаях, когда оказывают влияние на виды деятельности, включенные в область применения настоящего справочника НДТ.
Дополнительные виды деятельности при производстве меди и соответствующие им справочники НДТ (названия справочников НДТ даны в редакции распоряжения Правительства Российской Федерации от 31 октября 2014 года N 2178-р) приведены в таблице ниже.
|
Вид деятельности |
Соответствующий справочник НДТ |
|
Методы очистки сточных вод, направленные на сокращение сбросов металлов в водные объекты |
Очистка сточных вод и выбросов загрязняющих веществ при производстве продукции (товаров), проведении работ и оказании услуг на предприятиях |
|
Промышленные системы охлаждения, например градирни, пластинчатые теплообменники |
Промышленные системы охлаждения |
|
Хранение и обработка материалов |
Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов) |
|
Обращение с отходами |
Обезвреживание отходов, в том числе термическими способами. Захоронение отходов производства и потребления |
|
Выработка пара и электроэнергии на тепловых станциях |
Сжигание топлива на крупных промышленных предприятиях в целях производства энергии |
|
Бескислотное травление медной катанки и полуфабрикатов из меди и медных сплавов |
Обработка поверхностей, предметов или продукции с использованием органических растворителей |
|
Кислотное травление медной катанки и полуфабрикатов из меди и медных сплавов |
Нанесение покрытий на металлы и пластмассы с использованием электролитических или химических процессов |
В настоящем справочнике использованы термины и определения в соответствии с ПНСТ 22-2014 [1].
Раздел 1. Общая информация о рассматриваемой отрасли промышленности
1.1 Общая информация
Медь имеет очень высокую тепловую и электрическую проводимость и относительно устойчива к коррозии, а также обладает ценными механическими свойствами - ковкостью и тягучестью. Свойства меди определяют ее применение.
Медь является одним из базовых металлов на Лондонской бирже металлов (ЛБМ). В связи с этим производство меди базируется на стандарте медных катодов класса А (содержание меди - 99,95%), определенном терминологией ЛБМ. В европейском стандарте на медные катоды EN 1978* [2] используется обозначение марки Cu-САТН-1, или, в соответствии с новой европейской буквенно-цифровой системой обозначений, CR001A. В американском стандарте ASTM B115 [3] используется обозначение Cathode Grade 1. С подробной информацией о химическом составе меди можно ознакомиться в документе ЛБМ [4].
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке на сайт http://shop.cntd.ru. - Примечание изготовителя базы данных.
В Российской Федерации требования к медным катодам и марки катодной меди установлены в ГОСТ 546-2001 "Катоды медные. Технические условия" и ГОСТ 859-2014 "Медь. Марки" соответственно. Все отечественные марки катодной меди предусматривают чистоту металла не менее 99,95%.
Переработку медного сырья можно производить как пиро-, так и гидрометаллургическим способом. В мире около 85% меди производят пирометаллургическим способом. Процесс пирометаллургического производства меди состоит из нескольких переделов:
- добыча и обогащение руды - концентрат;
- производство черновой меди - черновая медь;
- производство рафинированной меди - анодная медь, катодная медь.
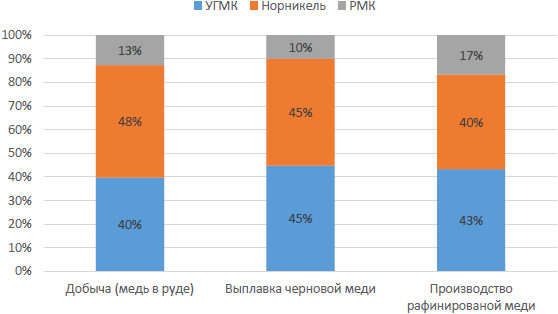
Рисунок 1.1 - Доли отдельных компаний в добыче и производстве меди в России
Россия обладает значительной сырьевой базой и занимает 3-е место в мире по запасам после Чили и Перу. Существующие запасы медьсодержащих руд в России оцениваются в 90 млн т (медь в руде) [5].
Добыча и переработка медной руды в России ведется тремя компаниями: "Норильский никель" ("Норникель"), "Русская медная компания" (РМК) и "Уральская горно-металлургическая компания" (УГМК), - обладающими собственной сырьевой базой.
Всего на территории России в 2014 году на месторождениях трех компаний было добыто более 790 тыс. т меди (в руде), из которых 354 тыс. т - на рудниках Заполярного филиала "Норильского никеля", а 315 тыс. т - на добывающих предприятиях УГМК, остальное - на предприятиях РМК.
Таблица 1.1 - Основные месторождения меди [5]
|
Месторождение |
Геолого-промышленный тип |
Доля в балансовом запасе Российской Федерации, % |
Содержание меди в руде |
Добыча в 2013 году (по меди), тыс. т |
|
"Норильский никель" |
||||
|
Октябрьское |
Сульфидный медно-никелевый |
22,1 |
1,63 |
358,6 |
|
Талнахское |
11,6 |
1,11 |
80,5 |
|
|
Норильск-1 |
1,8 |
0,48 |
14,2 |
|
|
Ждановское |
1,1 |
0,3 |
12,7 |
|
|
Быстринское |
Скарновый медно-магнетитовый |
2,3 |
0,78 |
0 |
|
УГМК |
||||
|
Гайское |
Медноколчеданный |
5,5 |
1,3 |
62,8 |
|
Юбилейное |
1,5 |
1,69 |
33 |
|
|
Подольское |
1,9 |
2,11 |
0 |
|
|
Волковское |
Ванадиево-железо- |
1,9 |
0,64 |
5,1 |
|
РМК |
||||
|
Михеевское |
Медно-порфировый |
1,7 |
0,44 |
23,5 |
|
Томинское |
Медно-порфировый |
1,7 |
0,47 |
0 |
|
"Байкальская горная компания" ("Металлоинвест") |
||||
|
Удоканское |
Медистые песчаники |
22 |
1,56 |
0 |
|
ГДК "Баимская" |
||||
|
Песчанка |
Медно-порфировый |
4,1 |
0,83 |
0 |
Сырьем для производства черновой меди служат концентраты, получаемые путем обогащения медной руды на горно-обогатительных предприятиях, а также вторичные материалы. Перечень горно-обогатительных предприятий и источников перерабатываемых на них руд приведен в таблице 1.2.
Таблица 1.2 - Горно-обогатительные мощности
|
ГОК/Предприятие |
Сырьевая база |
Производитель- |
|
"Норильский никель" |
||
|
Талнахская обогатительная фабрика |
Месторождение "Октябрьское" (рудники "Октябрьский", "Таймырский"), месторождение "Талнахское" (рудник "Комсомольский"), месторождение "Норильск-1" (рудник "Заполярный") |
7,5 |
|
Норильская обогатительная фабрика |
Месторождение "Октябрьское" (рудники "Октябрьский", "Таймырский"), месторождение "Талнахское" (рудник "Комсомольский") |
8 |
|
Обогатительная фабрика (Кольская ГМК) |
Месторождения "Ждановское", "Заполярное", "Котсельваара", "Семилетка" |
До 8,25 |
|
РМК |
||
|
Александринская горно-рудная компания |
Рудники "Александринский", "Чебачье", "Маукский" |
До 0,8 |
|
Ормет |
Рудники "Джусинский", "Еленовский", "Весенний" |
До 0,82 тыс. т |
|
Михеевский ГОК |
Месторождение "Михеевское" |
До 18 |
|
Томинский ГОК |
Месторождение "Томинское" |
До 28 |
|
УГМК |
||
|
Гайский ГОК |
Гайский открытый рудник, Гайский подземный рудник |
До 8 |
|
Учалинский ГОК |
Учалинский подземный рудник, рудник "Узельгинский" |
Около 6 |
|
Сибайский филиал Учалинского ГОКа |
Месторождения "Сибайское", "Камаганское" |
До 1,5 |
|
Башкирская медь |
Месторождения "Юбилейное", "Дергамышское", группа Подольских месторождений |
До 1,5 |
|
Сибирь - Полиметаллы |
Месторождения "Зареченское", "Рубцовское", "Корбалихинское" |
До 1,5 |
|
Сафьяновская медь |
Месторождение "Сафьяновское": карьер - 1,2 млн т/год+подземный рудник (проектная мощность - 500 тыс. т/год) |
До 1,5 |
|
Северный медно-цинковый рудник "Святогор" |
Месторождения "Волковское", "Тарньреское", "Шемурское (проектная мощность рудника - 700 тыс. т/год), "Ново-Шемурское" |
До 2,5 |
|
Бурибаевский ГОК |
Месторождения "Бурибаевское", "Маканское", "Октябрьское" |
До 0,4 |
|
Урупский ГОК |
Месторождение "Урупское" |
До 0,15 |
Важной составной частью поставляемого для рафинирования и последующей обработки меди сырья являются вторичные материалы (лом цветных металлов), содержащие медь. Медь может быть извлечена из большинства изделий, для изготовления которых она применяется, и возвращена в процесс производства без потери качества при вторичной переработке. Практически 100% вновь образующегося или технологического медного лома перерабатывается; кроме того, согласно некоторым исследованиям, до 95% медного лома старых изделий поступает на рынок и также перерабатывается.
По экспертной оценке, в Российской Федерации вторичное сырье обеспечивает производство 20%-22% (или 175-195 тыс. т) меди.
Так, ЗАО "Новгородский металлургический завод" (ЗАО "НМЗ"), принадлежащий РМК, работает исключительно на вторичном сырье. Предприятия УГМК и РМК используют как первичное, так и вторичное сырье, предприятия "Норильского никеля" в качестве основного сырья при производстве меди используют только первичное сырье (медный концентрат).
1.2 Производство меди
Территориальное размещение медеплавильных и медерафинировочных предприятий отрасли показано на рисунке 1.2. Перечень производственных предприятий с краткой характеристикой приведен в таблице 1.3.
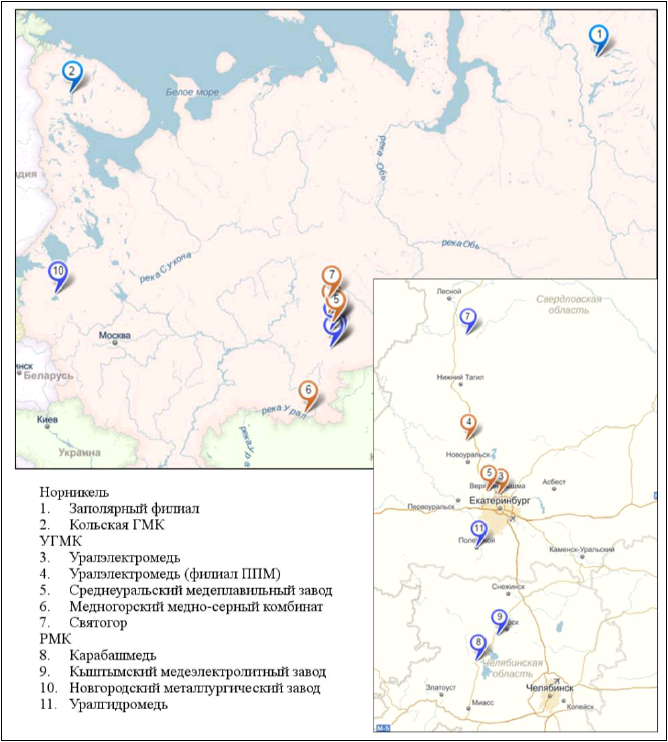
Рисунок 1.2 - Территориальное размещение предприятий по производству меди
Таблица 1.3 - Общие сведения о предприятиях, производящих медь
|
Компания |
Предприятие |
Расположение |
Дата ввода в эксплуатацию, год |
Производство черновой меди в 2014 году, тыс. т |
Производство катодной меди в 2014 году, тыс. т |
|
|
"Нор- |
Заполяр- |
Медный завод |
Норильск |
1949 |
321,7 |
297,55 |
|
Надеждинский металлургический завод |
1979 |
|||||
|
Кольская ГМК |
"Североникель" |
Мончегорск |
1939 |
15,8 |
57,39 |
|
|
УГМК |
"Уралэлектромедь" |
Верхняя Пышма |
1934 |
Не производит |
388,22 |
|
|
Кировград (филиал ППМ) |
Нет данных |
67,7 |
Не производит |
|||
|
СУМЗ |
Ревда |
1940 |
142,9 |
Не производит |
||
|
ММСК |
Медногорск |
1939 |
40,9 |
Не производит |
||
|
"Святогор" |
Красноуральск |
1931 |
83,4 |
Не производит |
||
|
РМК |
"Карабашмедь" |
Карабаш |
Нет данных |
102,67 |
Не производит |
|
|
КМЭЗ |
Кыштым |
1908 |
Не производит |
114,2 |
||
|
НМЗ |
Великий Новгород |
2003 |
Не производит |
34,47 |
||
|
Уралгидромедь |
Полевской |
2005 |
Нет данных |
|||
_______________
 Для Надеждинского металлургического завода основное производство - никелевое. В части производства меди перерабатывает медный концентрат участка разделения файнштейна обжигового цеха никелевого завода с получением медных анодов.
Для Надеждинского металлургического завода основное производство - никелевое. В части производства меди перерабатывает медный концентрат участка разделения файнштейна обжигового цеха никелевого завода с получением медных анодов.
 Завод основан Никитой Демидовым в 1757 году, многие годы выпускал железо всемирно известной марки "Два соболя". В начале XX века завод был перепрофилирован и в 1908 году первым в России приступил к электролитическому рафинированию меди.
Завод основан Никитой Демидовым в 1757 году, многие годы выпускал железо всемирно известной марки "Два соболя". В начале XX века завод был перепрофилирован и в 1908 году первым в России приступил к электролитическому рафинированию меди.
 Гидрометаллургический процесс: экстракция - реэкстракция - электроэкстракция.
Гидрометаллургический процесс: экстракция - реэкстракция - электроэкстракция.
1.3 Потребление меди
Производственные мощности по выпуску рафинированной меди и полуфабрикатов в Российской Федерации превышают внутренний спрос. Об этом свидетельствуют данные экспорта меди за 2014 год: поставки медных катодов на внешние рынки составили 374,1 тыс. т, а медной катанки - 283,2 тыс. т (см. рисунок 1.3). Импорт меди присутствует в качестве готовой медной продукции, которой в 2014 году в Российской Федерации было поставлено порядка 40 тыс. т.
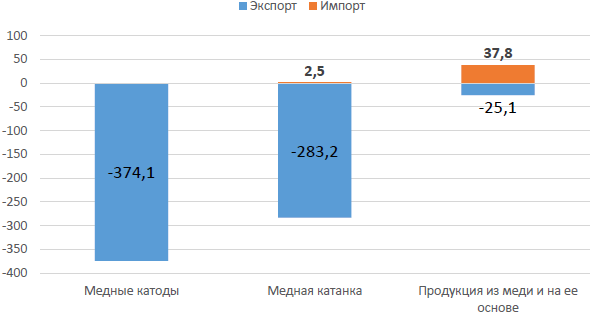
Рисунок 1.3 - Импорт/экспорт меди и продукции на ее основе, тыс. т [ФТС]
Рафинированная медь является основным сырьем для производства медных полуфабрикатов. Объем выпуска полуфабрикатов из меди и медных сплавов в 2014 году составил 750,6 тыс. т (по содержанию меди). Большая часть производства - 91% - приходится на выпуск медной катанки, 8% - на выпуск цветного проката и 1% - на медный порошок (см. рисунок 1.4).
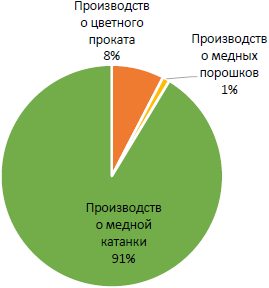
Рисунок 1.4 - Производство полуфабрикатов [ЗАО "Цветметобработка"]
Производство цветного проката в 2014 году составило 67 тыс. т (или 56,3 тыс. т по содержанию меди). В структуре производства основная часть приходится на выпуск плоского медного проката - 32% и на профили и сорт (в том числе прутки) из медных сплавов - 28%. В сумме данные группы продуктов занимают больше половины (60%) производства (см. рисунок 1.5).
_______________
Объемы производства учитываются по пяти основным предприятиям, входящим в сбытовую ассоциацию на базе ЗАО "Цветметобработка": ОАО "Каменск- Уральский завод ОЦМ", ЗАО "Кольчугцветмет", ОАО "Кировский завод ОЦМ", ОАО "Ревдинский завод ОЦМ", ООО "Гайский завод ОЦМ".

Рисунок 1.5 - Структура производства цветного проката
Потребителями медных полуфабрикатов являются такие отрасли и сектора, как производство кабельной продукции, производство электрооборудования, машиностроение, транспорт, строительство и др.
1.4 Основные экологические проблемы
В выбросах предприятий цветной металлургии в целом и медеплавильных заводов в частности основные объемы загрязняющих веществ приходятся на такие элементы, как диоксид серы, пыль, оксиды азота, оксид углерода, металлы и их соединения (в зависимости от состава исходного сырья это, прежде всего, кадмий, медь, мышьяк, ртуть, свинец и др.), летучие органические соединения (общие и органический углерод), полихлордибензодиоксины/фураны (ПХДД/Ф).
Исторически наиболее острой экологической проблемой, связанной с производством меди из первичного сырья, являются выбросы диоксида серы, составляющие 75%-80% от общего объема загрязняющих веществ в отходящих газах, образующихся при обжиге и плавке сульфидных концентратов. Эта проблема была эффективно решена, например, на медеплавильных заводах ЕС, и в настоящее время в среднем 98,9% серы извлекается из выбросов и используется для производства серной кислоты и жидкого диоксида серы. В Российской Федерации также происходит постепенный рост процента улавливания диоксида серы в отходящих газах, выбрасываемых предприятиями цветной металлургии, однако отрасль сохраняет второе место по объемам выбросов этого загрязняющего вещества (см. таблицу 1.4).
Таблица 1.4 - Примерное распределение выбросов диоксида серы по основным отраслям-загрязнителям [6]
|
Отрасль |
Доля, % |
|
Электроэнергетика (тепловые станции) |
58,6 |
|
Цветная металлургия |
18,5 |
|
Черная металлургия |
17,6 |
|
Химическая и нефтеперерабатывающая промышленность |
5,3 |
|
Всего |
100 |
По выбросам пыли цветная металлургия также является одной из основных отраслей-загрязнителей, хотя здесь ее доля существенно меньше и составляет 2,8%.
Основные экологические проблемы при производстве вторичной меди также связаны с отходящими газами, образующимися при работе различного типа печей. Например, при наличии небольших количеств хлора во вторичном сырье имеется вероятность образования ПХДД/Ф, в связи с чем предпринимаются усилия по решению вопроса об уничтожении этих опасных соединений.
Все больше внимания как при первичном, так и при вторичном производстве меди уделяется неорганизованным выбросам. Для улавливания неорганизованных выбросов технологических газов необходимо тщательное проектирование технологических установок и процессов.
Используемая при производстве меди вода в основном циркулирует в замкнутых циклах, и сброс промышленных стоков в водные объекты предприятиями отрасли незначителен. В тех случаях, когда такой сброс происходит, в стоках могут содержаться ионы таких металлов, как железо, кадмий, медь, мышьяк, никель, олово, ртуть, свинец, сурьма, цинк. Стоки также могут обладать повышенными значениями показателя кислотности за счет присутствия серной и (существенно реже и в существенно меньших объемах) соляной и плавиковой (фтористоводородной) кислот.
Качество вторичного сырья значительно варьируется, и многие источники не позволяют прямо использовать эти материалы при производстве полуфабрикатов. В этом смысле предприятиям отрасли для получения отсортированного материала необходимой чистоты приходится полагаться на ломозаготовителей, и, хотя для лома существуют согласованные спецификации, качество и чистота лома могут меняться в широком диапазоне. В связи с этим могут быть необходимы дополнительные системы очистки и (или) сокращения выбросов, образующихся при плавке ломов недостаточной чистоты.
Накопленные за многие годы на ряде предприятий отрасли шлаки в последнее время начинают все активнее перерабатываться с целью извлечения полезных компонентов (так, в медеплавильных шлаках содержание меди может быть сопоставимо с ее содержанием в перерабатываемых рудах). Переработка и использование отвальных шлаков для строительной отрасли нередко ограничиваются экономическими факторами, в частности стоимостью транспортировки до мест конечного потребления таких материалов.
Раздел 2. Описание технологических процессов и методов, применяемых при производстве меди и ее сплавов из первичного и вторичного сырья
В производстве меди используется множество технологических процессов, разнообразное оборудование и различные методы. Для ясного представления излагаемой информации эти процессы и различия необходимо рассматривать в логическом порядке.
Методы снижения воздействия производственных установок на окружающую среду можно условно разделить на три категории:
-
1) Методы управления/менеджмента - методы, связанные с системами и процедурами управления проектированием и эксплуатацией производственного процесса, а также с подготовкой операторов и другого персонала.
-
2) Методы, интегрированные в производственный процесс, - это главным образом методы, связанные с предупреждением или снижением эмиссий, образующихся при реализации таких видов деятельности, как хранение, химические реакции, разделение и очистка различных материалов и веществ.
-
3) Методы борьбы с загрязнением - это методы "на конце трубы", направленные на сокращение эмиссий в воздух, водные объекты и на почву.
В настоящем разделе кратко описаны основные методы, которые применяются при производстве меди. Там, где возможно, отдельно указываются методы, направленные на предотвращение или снижение эмиссий применительно к конкретным компонентам окружающей среды (воздух, вода, почва). В настоящем разделе также рассматривается, где и на каких этапах производственного цикла могут быть применены эти методы для совершенствования существующих процессов.
2.1 Системы менеджмента
Эффективный менеджмент имеет существенное значение для достижения высокой результативности природоохранной деятельности. Это важный компонент НДТ. Практика показывает, что наблюдаются значительные различия между экологической результативностью процесса, который управляется и реализуется хорошо, и аналогичного процесса, который управляется и реализуется плохо. Наиболее значимыми факторами, определяющими эту разницу, являются системы менеджмента и информационного взаимодействия.
Достижение высокой результативности требует приверженности принципам экологического менеджмента на всех уровнях менеджмента в компании: от правления или иного органа, определяющего политику компании, до руководителей объектов, участков и непосредственных операторов. Система должна определять цели и задачи и обеспечивать доведение до исполнителей соответствующих инструкций, а также информации о результатах деятельности. Стандартизированные на международном уровне (а) системы экологического менеджмента, определяемые требованиями стандарта ISO 14001 [7]; (б) системы менеджмента в области охраны здоровья и безопасности в соответствии с требованиями стандарта OHSAS 18001 [8]; (в) системы менеджмента качества, построенные на основе требований стандарта ISO 9000 [9], позволяют формализовать системы менеджмента компаний и предприятий.
Хотя применение этих стандартов не является обязательным требованием, владельцам/операторам соответствующих установок следует учитывать преимущества, которые может обеспечить их внедрение. Применяемые в рамках соответствующих систем менеджмента методы также могут способствовать улучшению экономических показателей за счет повышения эффективности производства, снижения затрат на энергетические ресурсы и утилизацию отходов, повышения выхода металла. Таким образом, применение этих методов является важным фактором повышения результативности работы современной установки.
2.2 Энергетический менеджмент и энергоэффективность
Вопросы использования энергии при оценке НДТ в цветной металлургии в целом и при производстве меди в частности имеют существенное значение. Так, например, существенная доля в общем производстве меди обеспечивается за счет вторичных ресурсов. Поскольку удельные прямые выбросы плавильных заводов, перерабатывающих лом, в 4 раза ниже, чем выбросы плавильных заводов, работающих на первичном сырье, изготовление медных катодов из вторичных материалов исключает выбросы сотен тысяч тонн загрязняющих веществ и СО .
.
Основным методом повышения энергоэффективности является использование систем энергоменеджмента, описанных в международном стандарте ISO 50001 [10] или национальном стандарте ГОСТ Р ИСО 50001 [11].
Утилизация энергии и тепла широко применяется и при производстве меди. Пирометаллургические процессы обычно сопровождаются интенсивным выделением тепла, содержащегося, в частности, в отходящих газах. Поэтому для утилизации тепла используются регенеративные и рекуперативные горелки, теплообменники и котлы. Пар или электроэнергия могут вырабатываться на заводе как для собственного использования, так и для внешних потребителей, например для муниципальных систем отопления, и для подогрева материалов или газообразного топлива [12]. Технологии, применяемые для рекуперации тепла на различных объектах, могут существенно различаться. Их характеристики зависят от целого ряда факторов, таких как эксергетический КПД, возможные направления использования тепла и электроэнергии на промплощадке или рядом с ней, масштаба производства и способности газов или содержащихся в них компонентов откладываться или осаждаться в теплообменниках.
Ниже приведены примеры методов, которые могут быть использованы для применяемых технологических процессов производства меди [12].
Горячие газы, образующиеся при плавке или обжиге сульфидных руд, почти всегда проходят через паровые котлы. Получаемый пар может использоваться для производства электроэнергии или для отопления. Помимо генерации электроэнергии, пар используется в процессе сушки концентрата, а остаточное тепло используется для предварительного подогрева воздуха, поступающего для поддержания горения.
Другие пирометаллургические процессы также имеют ярко выраженный экзотермический характер, особенно при использовании дутья, обогащенного кислородом. Многие процессы используют избыток тепла, которое образуется на этапах плавки или конвертирования вторичных материалов без потребления дополнительного топлива. Например, отходящее тепло конвертера Пирса-Смита используется для плавки анодного лома. В этом случае лом используется для снижения температуры процесса, причем состав лома тщательно контролируется. Это позволяет избежать необходимости охлаждения конвертера другими способами на различных этапах технологического цикла. Добавка лома для охлаждения может применяться и во многих других типах конвертеров, а те, в которых этот метод пока не может быть реализован, должны быть реконструированы таким образом, чтобы обеспечить применение этого метода.
Использование в горелках обогащенного кислородом воздуха или кислорода сокращает потребление энергии за счет возможности автогенной плавки или полного сгорания углеродных материалов. Объемы отходящих газов существенно сокращаются, что позволяет применять вентиляторы меньших размеров и т.п.
Материал футеровки печи может также влиять на энергетический баланс плавки. Имеются данные о положительном эффекте применения легких огнеупорных материалов, снижающих теплопроводность и нагрев производственного помещения [13]. При этом необходимо сбалансировать получаемые от этого выгоды со сроком службы футеровки, инфильтрацией металлов в футеровку.
Раздельная сушка концентратов и сырья при низких температурах сокращает потребность в энергии. Это связано с объемом энергии, необходимой для перегрева пара в плавильной печи, и значительным увеличением общего объема газа при производстве пара. Больший объем газа увеличивает количество тепла, отводимого из печи, и, следовательно, размер вентилятора, необходимого для работы с увеличенным объемом газа. В некоторых случаях сушка может быть обусловлена необходимостью поддержания минимального уровня влажности для предотвращения выбросов пыли и (или) самовозгорания.
Производство серной кислоты из диоксида серы, образующегося на стадиях обжига и плавки, - экзотермический процесс, включающий несколько стадий охлаждения газа. Тепло, накапливаемое в газе при конвертировании, а также тепло, содержащееся в произведенной кислоте, может быть использовано для производства пара и (или) горячей воды.
Тепло утилизируется путем использования горячих газов со стадий плавки для предварительного подогрева шихты. Аналогичным образом топливный газ и подаваемый для поддержания горения воздух могут быть предварительно подогреты, или в печи может быть использована рекуперационная горелка. Термоэффективность в этих случаях повышается. Например, почти все шахтные печи для плавки катодов/медного лома используют природный газ; проектные параметры предполагают термоэффективность (эффективность использования топлива) от 58% до 60% в зависимости от диаметра и высоты печи. Потребление газа составляет примерно 330 кВт·ч на тонну металла. Эффективность шахтной печи высока, прежде всего благодаря подогреву шихты внутри печи. Отходящие газы могут содержать остаточное тепло, которое может быть использовано для подогрева воздуха и газа, подаваемых для поддержания горения. Устройство аппаратного обеспечения рекуперации тепла требует отвода отходящих печных газов через теплообменник подходящих размеров, вытяжной вентилятор и воздуховоды. Утилизируемое тепло составляет примерно от 4% до 6% потребляемого печью топлива.
Важным методом является охлаждение отходящих газов перед подачей в рукавный фильтр, поскольку оно обеспечивает температурную защиту фильтра и допускает более широкий выбор материалов для его изготовления. В некоторых случаях на этой стадии возможна утилизация тепла. Например, при типичной компоновке шахтной печи для плавки металла газы из верхней зоны печи отводятся на первый из двух теплообменников, производящих подогрев воздуха, используемого для поддержания горения. Температура газов после прохождения через этот теплообменник может составлять от 200°С до 450°С. Второй теплообменник уменьшает температуру газа перед подачей на рукавный фильтр до 130°С. После теплообменников обычно устанавливается циклон, который удаляет крупные частицы и служит искрогасителем.
Образующаяся в электрической или шахтной печи окись углерода улавливается и сжигается в качестве топлива в нескольких различных процессах или используется для производства пара, например для местного отопления, а также на другие энергетические нужды. СО может образовываться в существенных объемах, и можно привести целый ряд примеров, когда большая часть энергии, используемой установкой, производится на основе СО, улавливаемого в электродуговой печи. В других случаях СО, образующийся в электрической печи, в ней же и сжигается, обеспечивая часть тепла, необходимого для процесса плавки. Применимость этого метода может быть ограничена составом отходящих газов либо типом технологического процесса (например, периодическим его характером).
Значительную экономию энергии также обеспечивает вторичное использование загрязненных отходящих газов в кислородно-топливной горелке. Горелка использует остаточное тепло газа, энергию содержащихся в нем примесей и разрушает последние [14]. С помощью этого процесса можно также сократить выбросы оксидов азота.
Часто практикуется использование тепла газов или пара для увеличения температуры выщелачивающих растворов. В некоторых случаях часть газового потока может отводиться на скруббер для отдачи тепла в воду, которая затем используется для целей выщелачивания. Охлажденный газ затем возвращается в основной поток для дальнейшей очистки.
Во время переплавки электронного либо батарейного лома горючий пластик вносит свой вклад в энергию, которая используется в процессе плавки и сокращает объем необходимого ископаемого топлива.
Преимущества предварительного нагрева воздуха, подаваемого для поддержания горения, подтверждены многими документами. Если воздух подогревается на 400°С, рост температуры пламени составляет 200°С, а если предварительный подогрев составляет 500°С, температура пламени растет на 300°С. Такое увеличение температуры пламени обеспечивает более высокую эффективность плавки и сокращение потребления энергии. Имеются сведения о регенеративных горелках, подогревающих подаваемый воздух до 900°С, что сокращает потребление энергии на 70%. Этот метод хорошо освоен, и достигнутый срок окупаемости составляет менее одного года.
Альтернативой нагреву подаваемого для поддержания горения воздуха является подогрев шихты. Теоретически каждые 100°С предварительного нагрева обеспечивают 8% экономии энергии; практические данные свидетельствуют, что подогрев на 400°С ведет к экономии 25% энергии, в то время как подогрев на 500°С ведет к экономии 30% энергии.
Во многих обстоятельствах предварительная сушка сырья обеспечивает энергосбережение, потому что скрытое тепло, аккумулируемое в образующемся паре, не теряется, кроме того, уменьшается объем газов, следовательно, вентиляторы и газоочистки тоже могут быть меньшими по размеру и потреблять меньше энергии.
Отходящие газы анодных печей можно использовать при сушке и на других этапах технологического процесса. Горячие газы, улавливаемые над литейными желобами, могут использоваться для поддержания горения.
Вторичное использование тепла и энергии - несомненно, важный фактор для предприятий цветной металлургии, отражающий высокую долю энергозатрат в себестоимости. Многие методы вторичного использования энергии относительно легки для применения при модернизации существующих производств [12], однако иногда могут возникать проблемы, связанные с отложением металлов в теплообменниках. Поэтому в основе качественного проектирования должны лежать достоверные знания о выбрасываемых компонентах и их поведении при различных температурах. Для поддержания высокой термоэффективности также используются системы очистки теплообменников.
Поскольку эти методы экономии являются примерами экономии на отдельных компонентах установок, их применение и экономическая эффективность зависят от специфических условий конкретной промышленной площадки и технологического процесса.
2.3 Предварительная обработка, подготовка и транспортировка сырья
Руды, концентраты и вторичное сырье нередко поступают на производство в такой форме, в которой они не могут быть использованы непосредственно в основном процессе. Из соображений контроля качества и безопасности могут быть необходимы их сушка/размораживание, радиационный и пироконтроль. Размер фракций материала бывает необходимо увеличить или уменьшить, чтобы интенсифицировать химические процессы или снизить окисление. Для обеспечения металлургических процессов могут добавляться специальные добавки, такие как уголь, кокс, флюсы и (или) другие шлакообразующие материалы. Флюсы добавляют, чтобы оптимизировать процесс извлечения основного металла и отделить примеси. Для того чтобы избежать проблем с очисткой выбросов и для повышения скорости плавки может потребоваться удаление защитных покрытий.
Все эти методы применяются для получения стабильной и надежной смеси исходных материалов (шихты), используемой в основном технологическом процессе.
2.3.1 Размораживание
Размораживание выполняется с целью последующей обработки смерзшихся материалов. Его приходится проводить, например, когда руды, концентраты или твердое ископаемое топливо (прежде всего уголь) выгружаются из железнодорожных составов или судов в зимний период.
2.3.2 Сушка
Процессы сушки используются для обеспечения качества исходных материалов, соответствующего требуемым характеристикам основных технологических процессов. При выборе способов сушки необходимо учитывать экономические аспекты, доступность, надежность и особенности источников энергии, используемых при различных методах сушки, например вращающихся сушилок, паровых и других установок непрямой сушки.
Наличие избыточного количества влаги в шихте может быть нежелательным по нескольким причинам:
- Резкое (взрывное) образование больших объемов пара в горячей печи может привести к аварии.
- Вода может провоцировать переменную потребность в тепловой энергии, что нарушает управляемость процесса и может тормозить автотермический процесс.
- Раздельная сушка при низких температурах уменьшает потребности в энергии. Это связано с сокращением потребления энергии, необходимой для перегрева пара в плавильной печи, который существенно увеличивает объемы и создает проблемы с эвакуацией газов из печи и дальнейшей их утилизацией.
- Может возникать химическая коррозия установки и трубопроводов.
- Водяной пар при высоких температурах может реагировать с углеродом с образованием Н и СО или угольной кислоты.
- Большие объемы пара могут вызвать неорганизованные выбросы, поскольку объемы технологических газов могут оказаться слишком велики и превысить мощности системы газоулавливания и газоочистки.
Сушка обычно осуществляется за счет прямого нагрева материала от сгорания топлива либо за счет косвенного нагрева с помощью теплообменных аппаратов, в которых циркулируют горячий пар, газ или воздух. Тепло, выделяемое пирометаллургическими процессами, например в анодных печах, также часто используется для этой цели, равно как и содержащие СО отходящие газы, которые могут сжигаться с целью сушки сырья. Используются вращающиеся печи и сушилки с псевдосжиженным слоем. Высушенный материал, как правило, очень сильно пылит, поэтому для улавливания и очистки газов с высоким содержанием пыли применяются специальные системы. Собираемая пыль возвращается в технологический процесс. Высушенные руды и концентраты также могут быть пирофорными, что учитывается при проектировании системы улавливания и очистки выбросов. Отходящие газы сушильной установки могут содержать SO, поэтому возникает необходимость в их очистке от соединений серы.
2.3.3 Дробление, измельчение и грохочение
Дробление, измельчение и грохочение применяются для уменьшения размера частиц продуктов или сырья с целью их дальнейшей переработки. Используются различные виды дробильных установок, такие как валковые, щековые, молотковые дробилки и мельницы с различным типом мелющих тел. Влажные или сухие материалы измельчают и, при необходимости, смешивают. Выбор того или иного оборудования определяется свойствами обрабатываемых исходных материалов. Главным потенциальным источником выбросов пыли является сухое дробление, поэтому здесь всегда используются системы пылеулавливания, собранная пыль из которых обычно возвращается в технологический процесс. Измельчение влажных материалов практикуется в тех случаях, когда образование пыли может вызвать серьезные проблемы и когда за измельчением непосредственно следует стадия мокрой обработки.
Гранулирование используется, в частности, для отходов производства и формирования мелких частиц шлака, которые могут применяться при пескоструйной обработке, противоскользящей подсыпке автодорог в зимний период времени. Расплавленный шлак подается в ванну с водой или пропускается через поток воды. Гранулирование также используется при производстве металлических продуктов. В процессе грануляции могут образовываться мелкодисперсные пыли и аэрозоли, выбросы которых необходимо собирать и возвращать в технологический цикл.
Вторичным источником целого ряда цветных металлов являются отработанные электронные устройства, которые измельчаются для отделения пластика и других материалов от металлических компонентов, таким образом, появляется еще и этап разделки.
2.3.4 Приготовление шихты
Приготовление шихты предусматривает собственно смешивание руд или концентратов различного качества и введение в состав образующихся смесей флюсов или восстанавливающих агентов в определенных пропорциях с целью получения стабильного заданного состава смеси (шихты) для переработки в основном технологическом процессе. Приготовление шихты может осуществляться на собственных смесительных установках на стадии измельчения или во время транспортировки, хранения и сушки. Точность требуемого состава смеси достигается с помощью установок для усреднения шихты, систем дозирования, конвейерных весов или с учетом объемных параметров погрузочной техники. Приготовление шихтовой смеси может быть связано с образованием значительных объемов пыли, поэтому используются системы, обеспечивающие высокую степень улавливания, фильтрации и возврата пыли. Собранная пыль, как правило, возвращается в технологический процесс. С целью уменьшения пылеобразования иногда применяется приготовление влажных шихт. Для этой цели также могут также использоваться покрывающие и связывающие агенты. В зависимости от характера технологического процесса перед дальнейшей обработкой, например перед спеканием, может потребоваться брикетирование/гранулирование.
2.3.5 Брикетирование, гранулирование, окатывание и другие методы компактирования
Для обработки мелкодисперсных концентратов, пылей и других вторичных материалов используются различные методы компактирования и укрупнения, включающие прессование проволоки или мелкоразмерного лома, изготовление брикетов, окатывание, гранулирование (как упоминалось выше).
После добавления связующих или воды смесь подают в пресс для получения прямоугольных брикетов или во вращающийся барабан, диск или смесительную установку для получения гранул (окатышей). Связующий материал должен иметь такие свойства, чтобы брикеты, с одной стороны, обладали достаточной устойчивостью и не разрушались при подаче в печь, а с другой - легко обрабатывались (имели хорошую газопроницаемость). Используются различные типы связующих, например лигносульфонат (побочный продукт целлюлозно-бумажной промышленности), меласса и известь, силикат натрия, сульфат алюминия или цемент. Для повышения прочности брикетов/гранул могут также добавляться различные смолы. Грубые фракции отфильтрованной пыли с фильтров печей и фильтров, используемых на стадии дробления и грохочения, перед брикетированием могут смешиваться с другими материалами.
Также для уменьшения пыления на последующих стадиях технологического процесса могут использоваться пылеподавляющие, покрывающие и связывающие агенты.
2.3.6 Снятие покрытий и обезжиривание
Операции по снятию покрытий и обезжириванию обычно выполняются применительно к вторичному сырью для снижения содержания органических веществ в материалах, обрабатываемых в рамках некоторых основных процессов. При этом используются процессы промывки и пиролиза. Извлечь масла и снизить нагрузку на термические системы можно с помощью центрифугирования. Существенные изменения в содержании органических веществ могут приводить в некоторых печах к неэффективности процесса горения и образованию больших объемов печных газов, содержащих остаточные органические соединения. Наличие покрытий может также значительно уменьшить скорость плавки [15], [16]. Эти факторы могут вызвать значительные выбросы дыма, ПХДД/Ф и металлической пыли, если системы газоулавливания и сжигания недостаточно надежны. Могут возникать искры или горящие частицы, что может причинить значительный ущерб газоочистному оборудованию. Удаление покрытий из загрязненного металлолома внутри общей печи во многих случаях менее эффективно, чем удаление покрытий из измельченного материала в отдельной печи, поскольку в первом случае образуется большего* шлака [15], однако некоторые печи специально предназначены для переработки органических примесей.
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Удаление масла и некоторых покрытий осуществляется в специальных печах, например в сушилках для стружки. В большинстве случаев для испарения масел и воды используется вращающаяся печь, работающая при низкой температуре. Применяется как прямой, так и косвенный нагрев материала. Для разрушения органических продуктов, образующихся в печи, используется дожигательная камера, работающая при высокой температуре (более 850°С), а отходящие газы, как правило, подаются на рукавный фильтр.
Для удаления изоляции с проводов и покрытий с других материалов также часто применяется механическая зачистка. В некоторых случаях применяются криогенные методы, облегчающие удаление покрытий за счет придания им хрупкости. Также может использоваться промывка с помощью растворителей (иногда хлорированных) или с помощью моющих средств. Наиболее распространенными являются системы испарения растворителей со встроенными конденсаторами. Эти процессы также применяются для обезжиривания производимой продукции. В этих случаях для предотвращения загрязнения воды используются системы водоочистки.
2.3.7 Методы сепарации
Эти процессы применяются для удаления примесей из сырья перед его использованием.
Методы сепарации чаще всего применяются для обработки вторичного сырья, а наиболее распространенной является магнитная сепарация, позволяющая удалять железные предметы. Для предварительной обработки потоков отходов, такой как удаление батарей, контактировавших с ртутью элементов и других частей электронного оборудования, применяются ручные и механические методы сепарации. Сепарация позволяет извлечь с помощью специальных процессов больший объем металлов. Для обогащения использованных выщелачивающих растворов и извлечения меди из печных шлаков также используется флотация. Для отделения тяжелых частиц применяются отсадочные установки [17].
Магнитная сепарация применяется для удаления кусков железа, чтобы уменьшить загрязнение сплавов. Обычно используемые для сепарации магниты устанавливаются над конвейерами.
Другие методы сепарации предусматривают использование цветовых, ультрафиолетовых, инфракрасных, рентгеновских, лазерных и других систем обнаружения в сочетании с механическими или пневматическими сортировщиками.
2.3.8 Системы транспортировки и загрузки
Эти системы используются для передачи сырья, полупродуктов и готовой продукции между стадиями обработки. Применяются методы, подобные тем, которые используются для сырья, и для них характерны те же проблемы, связанные с образованием, улавливанием и извлечением выбросов пыли. В основном применяются механические системы, но также большое распространение получили пневматические системы транспортировки, где в качестве носителя применяется воздух, и которые способны наряду с транспортировкой выровнять различия в составе шихты.
Предварительно подготовленные материалы могут быть еще суше, чем сырье, и поэтому для предотвращения выбросов пыли применяются более качественные методы сбора и очистки. Конвейеры для транспортировки пылящих материалов, как правило, закрыты, и в этих случаях в чувствительных зонах, таких как точки перегрузки с одного конвейера на другой, устанавливаются эффективные системы улавливания и очистки выбросов. В качестве альтернативы используют распыление воды. Для предотвращения разноса материала при обратном ходе ленты на конвейерах устанавливаются нижние очищающие скребки. Для транспортировки сыпучих материалов часто используются пневматические системы.
Некоторые материалы поступают в бочках, мешках (биг-бегах, МКР) или в другой упаковке. Если материал пылит, то его выгрузка из упаковки должна осуществляться с использованием пылеулавливающих систем, например герметичных устройств с аспирацией, при орошении водой или в закрытых помещениях. В некоторых случаях целесообразно смешивание этих материалов с водой или увлажненным сырьем, при условии, что исключены нежелательные химические реакции. В противном случае предпочтительна их раздельная обработка в закрытых системах.
2.4 Производственные процессы
Существует несколько процессов/комбинаций процессов для производства и плавки меди и медных сплавов. В приложении Б (Б.1, Б.2 и Б.3) содержатся общие обзоры технологических процессов и оборудования, характерных для пирометаллургических, гидрометаллургических и электролитических процессов производства меди. В настоящем подразделе приводится характеристика основных процессов и методов производства меди по технологическим переделам.
2.4.1 Производство первичной меди
Первичную медь (из рудного первичного сырья) можно получать с помощью пирометаллургических и гидрометаллургических процессов. В настоящее время основным сырьем (свыше 85% исходного сырья) для пирометаллургического процесса получения первичной меди являются медные и коллективные сульфидные концентраты (содержание Сu - от 15% до 45%). В меньшей степени используются оксидные/сульфидные полиметаллические руды и еще реже - битуминозные руды. Сульфидные концентраты состоят из сложных медно-железных сульфидов, которые получают путем флотации из руд с содержанием меди от 0,2% до 3%. Дополнительно при производстве первичной меди используют флюсы (кварциты, известь, песок и т.д.), добавки/реагенты (железо, углерод и т.д.) и вторичное сырье (медный лом, дроссы, известковый шлам, отработанные абразивные материалы, шлак, пыль и т.д.) [18]. Описание общих процессов приведено ниже.
2.4.1.1 Пирометаллургический способ
Пирометаллургический способ включает ряд этапов в зависимости от типа перерабатываемого концентрата. Большая часть концентратов сульфидные, и этапы их переработки включают обжиг, плавку, конвертирование, рафинирование и электролитическое рафинирование. Краткая характеристика всех видов печей, упоминаемых в данном разделе, представлена в Б.1, а более детальные описания приводятся в соответствующих подразделах настоящего раздела [19].
2.4.1.1.1 Обжиг медных концентратов
Обжиг в металлургии меди используют при переработке высокосернистых бедных по меди концентратов и руд. Цель обжига состоит в удалении части серы и окислении некоторого количества железа для перевода их оксидов в шлак при последующей плавке. В шихту, как правило, вводят флюсующие добавки (кварц, известняк) для получения шлака выбранного состава. При обжиге решаются и другие задачи: получение газов, пригодных для получения серной кислоты, усреднение, разогрев шихты.
Основным способом обжига медных концентратов является обжиг в кипящем слое (КС). Сущность обжига в КС состоит в продувке слоя шихты восходящим потоком воздуха или обогащенного кислородом дутья со скоростью, обеспечивающей "кипение" материала. Обжиг в КС - высокопроизводительный процесс, конструкция обжиговых печей проста, процесс легко механизируется и автоматизируется. Отходящие газы содержат 12%-14% SO, их используют для получения серной кислоты.
Обжиговая многоподовая печь (в цветной металлургии) - вертикальная цилиндрическая печь для обжига шихтовых материалов. Рабочее пространство многоподовой печи разделено по высоте на несколько ярусов кирпичными подами, каждый из которых является сводом для нижерасположенного яруса. Обжигаемый материал перемещают вращающиеся гребки (перегребатели) по спирали от периферии к центру на нечетных подах и от центра к периферии - на четных, где он пересыпается ниже через пересыпные отверстия. В обжиговой механической многоподовой печи навстречу движению шихты идет поток газов. Окислитель - воздух - поступает снизу через отверстие для выгрузки огарка, сбоку через специальные окна проходит по всем подам и выходит из печи сверху через газоход.
2.4.1.1.2 Плавка концентрата на штейн
Перед плавкой концентратов в печах взвешенной плавки, чтобы снизить содержание в них влаги с 7%-8%, их сушат до примерно 0,2%. Для плавки в шахтных печах концентрат высушивается до 3,5%-4% и брикетируется.
Для сушки медных концентратов используется два типа сушилок:
- роторные сушилки, обогреваемые горячими отходящими газами, образующимися при сгорании топлива;
- паровые сушилки со змеевиком.
Роторная сушилка представляет собой вращающийся барабан. Горячий газ, получаемый при сжигании природного газа, контактирует с влажным концентратом, и содержащаяся в концентрате вода переходит в газ.
Паровые сушилки нагреваются паровыми змеевиками. Производительность зависит от давления пара; за счет увеличения давления до 18-20 бар производительность может возрастать. Для поглощения влаги из концентрата через него продувается небольшое количество воздуха.
Обычно обжиг и плавку проводят одновременно в одной печи при высоких температурах для получения расплава, который можно разделить на штейн (сплав сульфидов металлов) и шлак, состоящий из оксидов. Флюсы, содержащие оксиды кремния и кальция, обычно добавляют к расплаву для образования шлака. Отходящие газы поступают на переработку, где служат сырьем для производства серной кислоты, реже - жидкого SO или элементарной серы. Этап плавки служит для отделения сульфида меди от других твердых примесей, присутствующих в руде, путем образования силикатов, в частности силикатов железа. Это возможно из-за более высокого сродства меди к сере по сравнению с другими металлическими примесями.
При переработке медного концентрата с низким содержанием серы и высоким содержанием органического углерода отходящие газы с высоким энергетическим потенциалом могут быть использованы в качестве дополнительного источника при производстве электроэнергии.
Существует два базовых процесса плавки: плавка в жидкой ванне и плавка в газовой среде (взвешенная плавка). В процессе плавки в газовой среде (взвешенной плавки) применяют обогащение дутья кислородом для получения автогенного или почти автогенного режима. Использование кислорода также повышает концентрацию диоксида серы, что позволяет эффективнее утилизировать отходящие газы в установках, использующих серу (обычно для производства серной кислоты или жидкого диоксида серы). В таблице 2.1 представлена информация о процессах плавки, применяемых в производстве первичной меди.
Таблица 2.1 - Технологии выплавки первичной меди [20]
|
Технология плавки |
Характеристики применения |
Примечания. |
||
|
Применимость |
Экологическая результативность: возможности или ограничения |
Уровень производства: возможности и (или) ограничения |
Комментарий |
|
|
Шахтная печь |
Общеприменим |
Высокая при сочетании с процессами рекуперации тепла и соединений серы из отходящих газов |
Используется для многих видов концентратов и шихтовых материалов, включая вторичное сырье и окисленные руды |
Высокое содержание углерода усложняет применение других технологий из-за высвобождения тепла |
|
Частичный обжиг с последующей плавкой в отражательной печи |
Общеприменим |
Высокая |
Ограничение по |
В качестве вероятного ограничения может выступать размер обжиговой или отражательной печи |
|
Взвешенная плавка Оutotec |
Общеприменим |
Высокая |
В одной печи достигается высокая скорость плавки; в зависимости от конструкции печи и типа концентрата возможно достижение производительности до 400000 т черновой меди в год |
Признан по всему миру как "стандарт" производства первичной меди |
|
Плавка Ausmelt/ISAS MELT |
Общеприменим |
Высокая |
Верхний предел производительности единичной печи не проверялся |
Возможности для дальнейшего совершенствования |
|
Агрегат совмещенной плавки-конвертирова- |
Общеприменим |
Высокая |
Ограничено размерами агрегата |
Ограничение по содержанию О |
|
Процесс Ванюкова |
Шесть промышленных печей в России и Казахстане |
высокая |
Отсутствуют |
Технология перспективная, есть возможность совершенствования |
|
Плавка в отражательной печи |
Широкое применение |
Имеются серьезные ограничения |
Ограничение скорости плавки в одной печи |
Наличие большого количества дымовых газов с низким содержанием SO |
Плавку в жидкой ванне проводят в ряде специальных печей, таких как отражательная печь, электропечь, печи Asmelt/ISASMELT, Noranda, Mitsubishi, El Teniente, Baiyin и Ванюкова [21], [22]. Все эти технологии основаны на процессах плавки и окисления, происходящих в расплавленной ванне, с разделением шлака и штейна и выпуском металла разными способами. Для некоторых печей не требуется предварительной сушки концентрата, однако перегретый водяной пар увеличивает объем газа и снижает энергетическую эффективность процесса. Различия между этими процессами могут быть значительными, например, в расположении точек подачи воздуха/кислорода или топлива, а некоторые процессы носят циклический характер. Печи плавки в жидкой ванне обычно эксплуатируются вместе с накопительными емкостями для расплавов миксерами или отдельными отстойниками.
Взвешенную (кислородно-факельную) плавку проводят в печах Outotec или INCO [21], [22]. В процессе Outotec и при циклонных процессах применяется обогащение кислородом, а в процессе INCO используется чистый кислород. При взвешенной плавке происходит окисление и плавка сухого концентрата в форме взвешенных в воздухе частиц. Прореагировавшие частицы падают в отстойник, в котором происходит разделения штейна и шлака; иногда в отстойник для поддержания температуры подается дополнительное топливо. Штейн и шлак затем сливают и подвергают последующей переработке, а газы поступают из печи через вертикальную камеру или шахту в теплообменник. Кислород могут подавать в вертикальную шахту для дожигания пыли в продуктах горения и сульфатизации оксидов металла.
_______________
На Алмалыкском ГМК (Узбекистан) используется аналогичный процесс КФП.
Кроме технологий, перечисленных выше, могут применяться и другие технологии плавки в жидкой ванне или взвешенной плавки [23].
Для выплавки первичной меди из богатой руды на комбинате Североникель используются вертикальные конверторы.
Информация о применении технологий плавки в мире представлена в таблице 2.2.
Таблица 2.2 - Мировое применение технологий плавки при производстве первичной меди [24]
|
Процесс |
Производство черновой меди (1000 т/год) |
|
Взвешенная плавка Outotec |
5815 |
|
ISASMELT |
2255 |
|
Ausmelt |
1430 |
|
Взвешенная плавка и конвертирование Outotec |
1120 |
|
Процесс Mitsubishi |
990 |
|
Процесс Teniente |
846 |
|
Отражательная печь |
795 |
|
Прямая плавка на черновую медь Outotec |
740 |
|
Шахтная печь |
670 |
|
Печь КФП (Inco) |
345 |
|
Процесс Ванюкова (по данным двух заводов в Российской Федерации) |
452,2 |
Схема полного процесса производства меди из первичного сырья в Российской Федерации представлена на рисунке 2.1.
Рисунок 2.1 - Схема процесса производства первичной меди
2.4.1.1.3 Конвертирование
Для переработки первичного сырья в Российской Федерации применяются процессы конвертирования двух типов: процесс конвертирования штейна и процесс конвертирования черной меди. Процесс конвертирования штейна - это процесс периодического действия (циклический).
Периодический процесс конвертирования штейна
Периодический процесс конвертирования штейна реализуется в два этапа. Чаще всего процесс проводят в цилиндрической бочкообразной печи-конвертере (Пирса-Смитта) [21], [22] с добавлением кварцевого флюса. На первом этапе происходит окисление железа и части серы и образование шлака и газообразного диоксида серы; шлак периодически сливается и подвергается дальнейшей переработке с целью извлечения меди. Традиционно продувка на первом этапе осуществляется в несколько стадий с постепенным добавлением штейна. На втором этапе, т.е. при продувке меди, сульфид меди окисляется до черновой меди (содержание меди - 96,0%-99,2%) и дополнительно образуется диоксид серы. В конце продувки черновую медь сливают. Управление процессом направлено на контроль уровня остаточной серы и кислорода в черновой меди. Диоксид серы поступает на переработку.
Реакция первого периода протекает с большим выделением тепла, а также летучих металлических примесей, таких как свинец и цинк, которые затем улавливаются в очистных установках в виде возгонов и пыли и направляются для последующей переработки. Выделяемое тепло может также использоваться для плавки анодного скрапа и другого медного лома без дополнительного первичного тепла. Концентрация диоксида серы зависит от типа печи, содержания кислорода в дутье и стадии конвертирования.
Конвертер Пирса-Смитта относится к агрегатам периодического действия (из рассматриваемых в данном разделе к ним относятся конвертеры Пирса-Смита и похожие на них). Они представляют собой цилиндрические печи с расположенными по боковой поверхности фурмами для подачи воздуха/кислорода [21], [22]. Для периодического конвертирования первичного медного сырья на черновую медь на некоторых предприятиях применяются поворотные конверторы с верхним дутьем (TBRC).
Процесс конвертирования черной меди
Конвертирование черной меди - периодический процесс, при котором расплав из плавильной печи непосредственно плавится на черновую медь. Один цикл конвертирования длится примерно 8 ч. На первом этапе добавляют примерно 5-6 т кварцевого флюса на цикл для вывода в шлак окисленного железа и свинца. Для удаления летучих примесей и для поддержания теплового баланса конвертера, добавляют небольшое количество коксика (0,1-1 т). Когда содержание свинца падает ниже 2%, начинают продувку, и в конвертер добавляют кремнезем для связывания РbО. Процесс завершается, когда содержание свинца становится ниже 0,3%. Отходящие газы конвертера отводятся на мокрую газоочистку, а шлам со скруббера, содержащий 55%-65% свинца, поступает на завод по производству свинца.
2.4.1.1.4 Огневое рафинирование (анодная печь)
Это следующий этап очистки меди от примесей, которому подвергается черновая медь, полученная на этапе конвертирования. Процесс рафинирования предусматривает два этапа:
- окислительный за счет подачи воздуха;
- восстановительный за счет восстановителя (например, углеводородов) для снижения содержания оксидов меди и более полного ее извлечения [21], [22], [19].
При пирометаллургическом (огневом) рафинировании металлов решаются две задачи:
-
1) Частичное или полное удаление примесей.
-
2) Получение однородных по структуре плоских отливок (с минимальной газонасыщенностью), имеющих постоянную массу, толщину и форму, удобную для погрузочно-разгрузочных операций и соответствующие требованиям эффективного электролитического рафинирования.
Существует несколько разновидностей рафинирования в зависимости от свойств основного металла и сопутствующих примесей.
Данный метод представляет собой селективное окисление примесей кислородсодержащим реагентом и их ошлакование. Избыток кислорода удаляется путем проведения операции восстановления.
Физико-химической основой процесса являются:
- меньшее сродство к кислороду у рафинируемого металла по сравнению с удаляемыми примесями;
- ограниченная растворимость оксидов элементов-примесей в объеме расплава металла и меньшая их удельная плотность, чем у рафинируемого металла;
- более быстрая и полная восстановимость оксидов основного металла до элементного состояния.
В качестве окислителя используют газообразные (чаще всего воздух или смесь водяного пара и воздуха) и твердые (окалина, оксиды рафинируемого металла) вещества.
При огневом рафинировании сначала через расплавленный металл продувают воздух для окисления примесей и окончательного удаления серы (стадия окисления). На этой стадии образуется небольшое количество шлака, который необходимо удалить перед началом следующей стадии. На следующей стадии (восстановление или дразнение/полинг) добавляют восстановитель, например природный газ, сырую древесину, для частичного удаления кислорода, растворенного в жидкой меди и восстановления ее окислов. В качестве восстановителя может также использоваться аммиак, но это приводит к повышению уровня NO [25]. В странах ЕС при первичной и в некоторых случаях при вторичной плавке применяют цилиндрические поворотные печи (анодные печи). Эти печи похожи на конвертер Пирса-Смита и имеют фурмы для подачи газа. В них загружают расплавленную медь, медный лом и отработанные медные аноды. В некоторых процессах используют отражательные печи с погружными фурмами для подачи воздуха, в которые загружают твердую или расплавленную медь (конвертерную медь или медный лом). Некоторые отражательные печи являются наклоняющимися (Maerz) и оснащены фурмами. Горячий газ от анодных печей часто используют для сушки, получения пара и других целей. Расплав меди иногда перемешивают путем вдувания азота через пористые пробки в печи. Это повышает однородность металла и эффективность плавки [265, AJ Rigby et alles, 1999].
[25]. В странах ЕС при первичной и в некоторых случаях при вторичной плавке применяют цилиндрические поворотные печи (анодные печи). Эти печи похожи на конвертер Пирса-Смита и имеют фурмы для подачи газа. В них загружают расплавленную медь, медный лом и отработанные медные аноды. В некоторых процессах используют отражательные печи с погружными фурмами для подачи воздуха, в которые загружают твердую или расплавленную медь (конвертерную медь или медный лом). Некоторые отражательные печи являются наклоняющимися (Maerz) и оснащены фурмами. Горячий газ от анодных печей часто используют для сушки, получения пара и других целей. Расплав меди иногда перемешивают путем вдувания азота через пористые пробки в печи. Это повышает однородность металла и эффективность плавки [265, AJ Rigby et alles, 1999].
На стадии огневого рафинирования могут также использоваться поворотные конверторы с верхним дутьем (TBRC). В этом случае в поворотной анодной печи реализуется лишь стадия восстановления/полинга.
Непрерывный процесс плавки и рафинирования (Contimelt) используется для плавки и последующей обработки высококачественного медного лома и отработанных анодов. Он сочетает стадию плавки и стадии огневого рафинирования (окисление и восстановление) с выплавкой анодов в одном непрерывном процессе, что позволяет обеспечить высокую энергоэффективность на всех стадиях и сократить объемы выбросов.
Применяются комбинации шахтных печей (загружаемых твердыми материалами) и поворотных печей (для процесса восстановления). Эти системы могут использоваться для плавки первичного (черновая медь) и вторичного (лом) материала.
Металл из анодной печи направляют на отливку анодов. Наиболее часто применяемая технология - карусельная литейная машина с определенным количеством изложниц в форме анода, установленных по окружности карусели. Дозирующее устройство определяет количество расплавленного металла, выливаемого в изложницу, что обеспечивает постоянство толщины анодов, а в процессе вращения карусели аноды охлаждаются водой. Аноды автоматически извлекаются из изложниц и помещаются в охлаждающие ванны для предотвращения окисления металла. Производительность анодоразливочных установок может составлять до 200 т/ч.
_______________
Альтернативная технология производства медных анодов - непрерывное литье на двухленточной литейной машине Hazelett, на которой производят медную ленту заданной толщины анода. Из этой ленты ножницами нарезают аноды традиционной формы или в соответствии с системой Contilanod отливают "уши" анода на специальных боковых блоках-кристаллизаторах, расположенных на литейной машине через определенные интервалы. Изготовленные анодные листы разрезают плазменной горелкой или специальными ножницами. Преимущество этой технологии - в однородности получаемых анодов; однако система требует тщательного технического обслуживания и сравнительно высоких производственных затрат. На российских предприятиях эта технология не применяется.
2.4.1.1.5 Электролитическое рафинирование
Процесс электрорафинирования анодной меди осуществляется в водном растворе серной кислоты и сульфата меди с использованием тонких катодных основ из электролитной меди, нержавеющей стали или титана. Нержавеющие или титановые матрицы, на которых происходит наращивания медного осадка, являются катодными основами многоразового использования (процесс Mount ISA, безосновная технология Outotec и система Noranda/Kidd Creek) [21], [22], [19]. Аноды и катоды помещают в электролизные ванны, располагая электроды в ваннах вертикально, параллельно друг другу. Все аноды соединяются с положительным, а катоды - с отрицательным полюсом источника постоянного тока. При включении ванн в сеть постоянного тока происходит электрохимическое растворение меди из анода в электролит, перенос катионов через электролит и осаждение ее на катоде. Примеси при этом в основном распределяются между шламом (твердым осадком на дне ванн) и электролитом.
В результате электролитического рафинирования анодной меди получаются товарные медные катоды, медеэлектролитный шлам, анодные остатки и отработанный загрязненный металлами электролит.
Удаление примесей в процессе электрорафинирования анодной меди направлено на производство катодной меди чистотой равной или лучше, чем "Марка А" по стандарту Лондонской биржи металлов. В таблице 2.3 представлен пример данных по составу анода и качеству получаемого катода. Следует отметить, что уровень содержания примесей в аноде влияет на качество катода; содержание примесей в аноде в свою очередь зависит от химического состава концентрата или вторичного сырья и технологии, по которой получена черновая и анодная медь.
Таблица 2.3 - Пример извлечения примесей при электрорафинировании [26]
|
Элемент |
Содержание в аноде*, г/т |
Содержание в катоде, г/т |
|
Серебро |
600-720 |
9-10 |
|
Селен |
50-510 |
<0,5 |
|
Теллур |
20-130 |
<0,5 |
|
Мышьяк |
700-760 |
<1 |
|
Сурьма |
330-700 |
<1 |
|
Висмут |
60 |
<0,5 |
|
Свинец |
990-500 |
<1 |
|
Никель |
1000-5000 |
<3 |
|
* Качество анода обусловлено составом сырья. |
||
Анодные остатки, составляющие обычно 14%-19% от первоначальной массы анодов, являются оборотным материалом и отправляются в анодную печь на переплавку с исходным медным сырьем.
Количество и состав анодных шламов зависит от чистоты анодной меди. Анодный шлам оседает на дне электролизных ванн, откуда периодически удаляется. В шламе концентрируются благородные металлы, такие как золото, серебро, металлы платиновой группы. Кроме благородных металлов, в шлам переходят другие ценные элементы - селен и теллур. В дальнейшем шлам перерабатывается аффинажным способом для извлечения ценных компонентов.
Металлы, у которых электрохимический потенциал более электроотрицательный, чем медь (никель, железо, цинк), при электролитическом рафинировании меди переходят в раствор. Поэтому расчет объема и периодичность вывода отработанного электролита производится исходя из времени накопления в электролите примесей до предельного нормированного значения.
На разных предприятиях применяются различные схемы утилизации отработанного электролита.
На предприятиях, использующих вторичное медное сырье, обычно применяется следующая схема. Медь из отработанного электролита извлекают методом электроэкстракции. Раствор после обезмеживания нейтрализуют с получением гипсового никельсодержащего кека, который отправляют на переработку на никелевые заводы.
На большинстве отечественных предприятий, использующих минеральное сырье, применяется двухстадийная схема извлечения меди из отработанного электролита:
- упаривание и кристаллизация электролита с получением сульфата меди;
- извлечение остаточной меди из упаренного раствора электроэкстракцией.
После извлечения меди из раствора извлекается никель в виде сернокислой соли методом выпаривания, кристаллизации и последующего рафинирования.
Современная тенденция заключается в увеличении размера ванн, установке большего числа электродов и использовании катодной основы из нержавеющей стали [19]. Рост эффективности заметен, когда эти факторы сочетаются с высоким уровнем контроля качества анодов. Контроль качества необходим для обеспечения заданной геометрии, хорошего электрического контакта и требуемой чистоты анода. Применение безосновной технологии сокращает затраты электролиза меди (отсутствует матричный передел для получения стартерных катодных основ из электролитической меди), обеспечивает стабильно высокий коэффициент использования тока (97% и выше). Для современных цехов электролиза характерна высокая степень автоматизации замены катодов и анодов, сдирки катодов с катодной основы из нержавеющей стали [21], [22]. Вместо последней может применяться механически изготовленная медная матрица.
Процесс электроэкстракции меди описан в приложении Б (Б.3).
2.4.1.1.6 Переработка богатых медью шлаков
Шлаки, образующиеся на этапе плавки первичного сырья на штейн с содержанием меди более 30% и на этапах конвертирования, богаты медью и перерабатываются с применением нескольких технологий [19]. Одним из таких процессов является использование электропечи для отстаивания и проведения реакции взаимодействия шлака, содержащего окислы меди, с углеродом в форме коксовой мелочи или собственно электродами с получением медного штейна и обедненного по меди шлака. Процесс переработки шлака в электропечи может быть как непрерывным, так и периодическим. Конвертерный шлак также может быть переработан в электрической печи.
Альтернативной технологией являются процессы флотации: шлак охлаждают, измельчают и направляют на флотацию с получением флотационного концентрата с высоким содержанием меди, который поступает на плавку. При наличии соответствующего спроса шлаки после переработки могут применяться в строительстве, включая дорожное, для сооружения набережных и других аналогичных целей, а также для пескоструйной обработки, так как часто обладают лучшими свойствами по сравнению с альтернативными материалами. Мелкозернистый железистый материал также используется в качестве заполнителя при производстве цемента.
Шлаки с высоким содержанием меди, такие как конвертерные и рафинировочные шлаки, также повторно перерабатываются на этапе плавки.
2.4.1.1.7 Краткая информация по печам, применяемым при производстве меди
В таблице 2.4 содержатся обобщенные сведения о применяемых при производстве меди печах.
Таблица 2.4 - Печи, применяемые при производстве меди
|
Тип печи |
Используемое сырье |
Примечания. |
Применение |
|
|
1. Печи для сушки, обжига, спекания и прокаливания |
||||
|
Паровая сушилка (змеевик) |
Концентраты |
Сушка |
Нет данных о применении в Российской Федерации |
|
|
Вращающаяся печь |
Руды, концентраты, различные виды лома и остаточных продуктов |
Сушка и прокаливание |
Применяется |
|
|
Печь с кипящим слоем |
Концентраты |
Сушка и обжиг |
Нет данных о применении в Российской Федерации |
|
|
2. Плавильные печи и конвертеры |
||||
|
Baiyin |
Концентраты |
Нет данных о применении в Российской Федерации |
||
|
Contop/циклонные |
Концентраты, руды |
|||
|
Электропечь с погруженной дугой (рудно-термическая) |
Шлак, вторичное сырье, концентраты, руды |
|||
|
Отражательные печи |
Концентраты, огарок, лом и прочее вторичное сырье |
Плавка окисленного медьсодержащего сырья, рафинирование |
Применяется |
|
|
Печь Ванюкова |
Концентраты |
|||
|
Ausmelt/ISASMELT |
Концентраты и вторичное сырье, промежуточные продукты. |
|||
|
КИВЦЭТ |
Концентраты и вторичное сырье |
Нет данных о применении в Российской Федерации |
||
|
Noranda |
Концентраты |
|||
|
El Teniente |
Концентраты |
|||
|
TBRC (KALDO) TROF |
Большинство видов вторичного сырья, включая шламы |
Применяется в Норильске |
||
|
Шахтная печь |
Концентраты, большинство видов вторичного сырья, анодная |
Применяется |
||
|
Печь кислородно факельной плавки INCO |
Концентраты |
Нет данных о применении в Российской Федерации |
||
|
Печь взвешенной плавки Outotec |
Концентраты |
Применяется |
||
|
Плавильная печь Mitsubishi |
Концентраты и анодный лом |
Нет данных о применении в Российской Федерации |
||
|
Конвертер Пирса-Смита |
Штейн и анодный лом, медный лом |
Применяется |
||
|
Хобокен |
Штейн и медьсодержащий лом |
Нет данных о применении в Российской Федерации |
||
|
Конвертер взвешенной плавки Outotec |
Штейн |
|||
|
Конвертер Mitsubishi (в составе комплекса Плавка-конвертирование-обеднение шлаков) |
Штейн |
|||
|
Агрегат совмещенной плавки-конвертирования |
Штейн |
Плавка |
Применяется |
|
|
3. Печи для плавки металла |
||||
|
Анодная поворотная печь (Кумера) Стационарная анодная печь |
Расплавленная черновая медь и лом |
Огневое рафинирование |
Применяется |
|
|
Наклонная отражательная печь (Maerz) |
Черновая медь в слитках, медный лом, анодные остатки |
|||
|
Шахтная |
Медные катоды и чистый лом |
Условия восстановления |
||
Описания и схемы устройства печей, перечисленных в таблице 2.4, приведены в Б.1.
2.4.1.2 Гидрометаллургические процессы
Гидрометаллургия - извлечение элементов из сырья с помощью жидкофазных растворителей и последующее выделение их из растворов в форме металлов или моноосадков.
Этот процесс обычно применяется для переработки окисленных руд или смешанных окисленных/сульфидных руд непосредственно на территории рудника, где есть достаточно места для формирования участков выщелачивания и переработки. Этот процесс особенно эффективен для руд, из которых трудно произвести концентрат с помощью традиционных технологий, и которые не содержат драгоценных металлов [27], [28], [23]. В мире было разработано несколько патентованных технологий, таких как процессы Outotec L-SX-EW и Hydro Copper, Albion [29], [21], [30].
Общая схема гидрометаллургического процесса представлена на рисунке 2.2.
Основными стадиями гидрометаллургической технологии являются:
-
1) Подготовка сырья; эта операция способствует более быстрому, полному, селективному выщелачиванию ценного металла. Известны механические способы (дробление, измельчение) и физико-химические, связанные с изменением фазового состава сырья (прокалка, обжиг, спекание, гидротермальное активирование, обезжиривание вторичного сырья и др.).
-
2) Выщелачивание, т.е. перевод металла в раствор с последующим отделением нерастворимого остатка методами отстаивания, фильтрации, центрифугирования и промывкой остатка.
-
3) Подготовка раствора: очистка от посторонних примесей физико-химическими методами (осаждение в форме труднорастворимых соединений, цементация, сорбционно-экстракционное разделение), концентрирование раствора приемами упаривания, сорбции и экстракции с последующим получением при десорбции и реэкстрации обогащенной жидкой фазы.
-
4) Выделение из раствора ценного элемента в форме металла (электролиз, автоклавное осаждение газом) или соединения (кристаллизация, химическое осаждение, дистилляция).
Рисунок 2.2 - Обобщенная технологическая схема гидрометаллургического процесса [29]
Выщелачивание
Эффективность выщелачивания оценивается:
- извлечением - степенью перехода извлекаемого элемента по отношению к его содержанию в исходном сырье, %;
- скоростью процесса (масса извлекаемого элемента в единицу времени; возрастает с увеличением температуры, концентрации реагентов, интенсивности перемешивания, удельной поверхности, дисперсности сырья);
- селективностью - степенью извлечения ценного элемента по отношению к сопутствующим примесям: чем меньше скорость и извлечение, тем больше селективность выщелачиваемого элемента;
- удельным расходом реагента - расходом химиката на массовую единицу извлекаемого металла; этот показатель зависит от фазового состава сырья, регенерации растворителя и организации замкнутой по растворителю схемы;
- свойствами получаемых пульп, влияющих на показатели их отстаивания и обезвоживания; они определяются дисперсностью и фазовым составом твердой фазы, вязкостью и плотностью пульп, температурой.
Процессы выщелачивания классифицируются по:
- типу растворителя (щелочной, кислотный, солевой, органические и комплексообразующие реагенты);
- способу осуществления (периодическое, непрерывное, одно-многостадийное, прямоточное и противоточное);
- окислительно-восстановительным условиям среды (окислительное, восстановительное, нейтральное);
- аппаратурному оформлению (кучное, подземное выщелачивание, перколяционное, агитационное);
- величине давления (при атмосферном или избыточном - автоклавные условия);
- использованию подготовительных операций (прямое или с предварительной подготовкой).
Характеристика растворителей
Эффективность действия растворителя при выщелачивании определяется температурой, концентрацией, продолжительностью, крупностью сырья.
Вода является наиболее доступным растворителем и эффективна при извлечении растворимых сульфатов, хлоридов металлов, в том числе и из продуктов обжига.
Водные растворы солей (сульфаты и хлориды Fe (III)). Химия их действия иллюстрируется нижеприведенными реакциями:
MeS+2FeCI =MeCI+2FeCI+S°;
=MeCI+2FeCI+S°;
MeS+Fe(SО )=MeSО+2FeSО+S°;
)=MeSО+2FeSО+S°;
PbSО+4NaCI=NaPbО+NaSО.
Это достаточно эффективные растворители, обеспечивающие развитие реакций при Т>373 К, однако они дороги, получаемые растворы загрязняются балластными солями, что осложняет регенерацию растворителя и извлечение ценного компонента.
Хлорная вода - вода, насыщенная хлором:
Сl+НO НСlO+HCI.
НСlO+HCI.
При обычных условиях в 1 дм воды растворяется 2,26 дм Cl. В зависимости от кислотности среды возможно предпочтительное присутствие Cl (в кислых средах), НСlO (рН 4-7,5) и СlO
воды растворяется 2,26 дм Cl. В зависимости от кислотности среды возможно предпочтительное присутствие Cl (в кислых средах), НСlO (рН 4-7,5) и СlO (при рН >7,5).
(при рН >7,5).
Хлорная вода активно растворяет металлы, сульфиды:
MeS+Cl(aq)=Ме +2Сl+S°;
+2Сl+S°;
Me+Cl (aq)=Me+2Сl, в том числе с образованием комплексов типа [МеСl] .
.
Хлорную воду используют для выщелачивания поликомпонентных сплавов, руд благородных металлов, молибденовых концентратов.
Токсичность, дороговизна, проблемы регенерации ограничивают области применения этого растворителя.
Кислоты. Наиболее часто используют серную кислоту: это доступный реагент, особенно на металлургических предприятиях, перерабатывающих серосодержащее сырье, имеет высокую вскрывающую способность и умеренно агрессивен к материалам, используемым при создании аппаратов. При электрохимическом или автоклавном осаждении металлов из сульфатных растворов удается обеспечить регенерацию кислоты.
Азотная и соляная кислоты более дороги, обеспечивают меньшую селективность, осложняют выбор аппаратурного процесса. Использование соляной кислоты вследствие повышенной ее способности к комплексообразованию интересно в схемах, включающих сорбционно-экстракционную технологию разделения металлов.
Для сырья с повышенным содержанием кислотовмещающих пород кислотное вскрытие нецелесообразно из-за повышенного расхода кислоты, интенсивного пенообразования.
Способы и схемы выщелачивания
Выщелачивание осуществляют в периодическом и непрерывном режимах. В первом случае исходное сырье и реагенты загружают в реактор, обеспечивая перемешивание при заданных параметрах, и обрабатывают пульпу до тех пор, пока не будут достигнуты требуемые показатели (извлечение, селективность). Затем содержимое реактора выгружают, а его готовят к следующей операции, которую повторяют при тех же параметрах и условиях.
Непрерывный режим выщелачивания осуществляется в серии реакторов; пульпа из расходной емкости с помощью насоса закачивается в первый реактор, а затем непрерывно, один за другим, перетекает в последующие реакторы. Число реакторов и время пребывания пульпы в них выбирают с таким условием, чтобы в последнем реакторе были достигнуты требуемые показатели выщелачивания. Подобные схемы эффективны при большом масштабе производства, поскольку рационально используется аппарат во времени (нет потерь его на загрузку и выгрузку, нагрев и охлаждение, подачу и сброс давления), проще автоматизация и механизация, меньше эксплуатационные затраты (меньше потерь тепла, трудозатраты), но капитальные затраты больше (насосное хозяйство, расходные и приемные емкости, обвязка и арматура).
В зависимости от числа стадий различают одно- и многостадийное (двух-, трех-) выщелачивание. При прямоточном выщелачивании исходная пульпа непрерывно проходит все аппараты каскада, и выгружается из последнего. Противоточное выщелачивание реализуют тогда, когда необходимо достичь более полного извлечения ценного металла (даже в ущерб селективности); с этой целью остатки от первой стадии обрабатываются исходным растворителем (выше концентрация и сильнее вскрывающая способность); получаемый вторичный кек считают отвальным для данного процесса, а раствор возвращают на первую стадию, т.е. обрабатываемое сырье и растворитель перемещают по встречным маршрутам.
Это более рациональная схема, однако при этом неизбежно накопление сопутствующих примесей в оборотном растворе, что ухудшает показатели выщелачивания и сортность извлекаемого металла. Для поддержания оптимального состава раствора часть его выводят на отдельную переработку (глубокое выпаривание, нейтрализация, сорбционно-экстракционная очистка и др.).
Окислительно-восстановительное выщелачивание
При растворении благородных металлов, сульфидов, арсенидов, селенидов, теллуридов необходимо применять окислители - реагенты, способные отдавать кислород или присоединять электроны. Типичными окислителями, используемыми при выщелачивании, являются кислород, хлор, гипохлорит, азотная кислота, соли Fe(lll), Cr(VI), Mn(VII) и др.
Выщелачивание в присутствии восстановителя
Ряд оксидов и гидроксидов ионов металлов высшей валентности плохо растворимы в растворах кислоты. Для их выщелачивания используют реагенты-восстановители.
В присутствии восстановителей образуются более устойчивые в растворе ионы металлов меньшей валентности, что обеспечивает большую равновесную их концентрацию и более полное растворение исходного материала.
Бактериальное выщелачивание. Для ускорения окислительных процессов интересно использование бактерий - мельчайших (0,5-2,0 мкм) одноклеточных организмов, размножающихся двойным делением. В неорганической среде живут автотрофные, в органической - гетеротрофные бактерии. Особый интерес представляют культуры, которые черпают энергию за счет окисления серы и ее соединений (SO, S, SO ) до сульфат-иона и за счет окисления иона Fe(ll) до иона Fe(lll). Наибольшая активность их жизнедеятельности проявляется при 303-308К. Для бактерий губительны высокие концентрации солей меди, цинка и других металлов; однако их адаптацию можно достигнуть путем последовательного пересева культуры в среды с возрастающим содержанием солей металлов.
) до сульфат-иона и за счет окисления иона Fe(ll) до иона Fe(lll). Наибольшая активность их жизнедеятельности проявляется при 303-308К. Для бактерий губительны высокие концентрации солей меди, цинка и других металлов; однако их адаптацию можно достигнуть путем последовательного пересева культуры в среды с возрастающим содержанием солей металлов.
Микроорганизмы в десятки раз ускоряют окисление серосодержащих соединений или образование сульфата Fe(III); последний в кислой среде активно окисляет большинство сульфидов металлов.
Приемы бактериального окисления используют при вскрытии труднообогатимых золотосодержащих руд, при окислении пирита, присутствующего в урансодержащих рудах, для окисления арсенидов.
Электрохимическое растворение
Суть процесса заключается в переводе в раствор элементов из токопроводящих материалов (сплавов, штейнов, сульфидных концентратов) при наложении электрического тока.
Закономерности и химизм процесса подобны теоретическим положениям электролиза. Скорость растворения возрастает с увеличением плотности тока, интенсивности гидродинамического режима, замедляется вследствие пассивирующего влияния нерастворимых продуктов (оксиды, сульфаты свинца, олова, элементная сера). Осуществляется в кислых (сульфатная, хлоридная) или щелочных (гидроксидная, аммиачно-карбонатная) средах. Исходное сырье отливают в форме анодов, гранул, брикетируют или подают в виде пульпы.
Хлорное выщелачивание
При использовании хлорсодержащих растворителей проявляется окислительное и химическое воздействие, что интересно при обработке сплавов, сульфидных материалов; при обработке последних образуется попутно элементная сера:
MeS+Cl =MeCI+S°;
=MeCI+S°;
и далее - хлористая сера (SCI), которая также активно вскрывает сульфиды:
MeS+SCI МеСl+3S°.
МеСl+3S°.
Процесс протекает при 390-420 К; элементная сера растворяется в хлористой сере в любых соотношениях. В ней также растворимы хлориды мышьяка, сурьмы, олова, селена, теллура, молибдена, вольфрама; эти элементы по мере накопления можно выделить путем дистилляции расплава. Оксиды, хлориды многих других металлов нерастворимы в хлористой сере. При избытке хлора в хлористой сере упрощается хлорирование золота, платины, благородных металлов.
Способы выщелачивания и типы аппаратурного оформления
Выбор места и приема выщелачивания определяется условиями обеспечения экологически выдержанного рентабельного производства. При этом учитывают химический и вещественный составы сырья, стоимость и условия реализации извлекаемых компонентов, затраты на природоохранные мероприятия, масштаб переработки сырья.
Кучное и подземное выщелачивание
Этот способ применяют для извлечения металлов из забалансового сырья (с низким содержанием ценного металла, большими затратами на добычу и транспортировку, малым объемом сырья). В промышленной практике способ используют для извлечения меди, золота, урана; отрабатывается технология для извлечения цинка, свинца.
Сущность технологии заключается в равномерном орошении сырья растворителем, обеспечении условий для растворения извлекаемого металла, количественном сборе продукционного раствора и извлечении из него металла в форме товарного продукта. Реализация технологии осложняется единовременной обработкой огромных масс сырья большими объемами бедных растворов, отдаленностью от промышленных зон и проблемами энергообеспечения, обеспечения рабочей силой, а также влиянием метеорологических факторов (дожди, засуха, паводки).
Принципиальное отличие кучного и подземного выщелачивания состоит в типе перерабатываемого сырья и способе его подготовки. Приемы орошения, сбора раствора и его обработки во многом сопоставимы.
Методом кучного выщелачивания обрабатывают отвалы пустой породы, образуемые при разработке месторождения открытым способом, или специально создаваемые кучи из более богатого, равномерного по крупности сырья.
Подземное выщелачивание осуществляют в заброшенных горных выработках, а также для обработки небольших рудных тел. В первом случае наиболее удобны рудники, в которых применяли системы обрушения и магазинирования. При обработке рудного тела предпочтительны залежи с крутым падением. Учитывают наличие и расположение водоупорных слоев с целью сокращения потерь раствора.
Перколяционное выщелачивание. Способ применяют для обработки богатых руд, содержащих медь, или кускового вторичного сырья в металлургии меди. Исходный материал загружают в емкость с ложным днищем и обеспечивают принудительную циркуляцию раствора через образовавшийся слой обрабатываемого сырья.
Исходную руду дробят до крупности 4-8 мкм и классифицируют для удаления шламовых фракций.
Выщелачивание проводят в чанах емкостью 8-12 тыс. т, имеющих антикоррозионную защиту. Реализуют принцип противотока; число чанов 6-14. Продолжительность обработки руды составляет 8-13 сут, в том числе выщелачивание 2-6 сут; остальное время идет на вспомогательные операции (загрузку, промывку и выгрузку хвостов, подготовку чана). При перколяционном выщелачивании снижается расход растворителя, отпадает необходимость фильтрации пульп, получаются более богатые растворы, что позволяет использовать эффективные методы для извлечения металлов; однако требуется внимание, тщательная промывка хвостов (противоточная, 5-7 циклов), поскольку они направляются в отвал.
Агитационное выщелачивание. Способ заключается в обработке измельченного сырья (концентрат, руда, огарок и т.п.) растворителем в аппаратах, обеспечивающих интенсивный массообмен пульпы. Перемешивание осуществляется с помощью мешалок с механическим приводом (аппараты емкостью 10-70 м), сжатого воздуха (пачуки емкостью до 250-300 м), совместным воздействием мешалок и воздуха, или во вращающемся барабане-выщелачивателе. Эта цель достигается при механическом перемешивании изменением числа оборотов и конструкции перемешивающего устройства (лопастная, винтовая, турбинная мешалки, наличие диффузора), расходом и давлением воздуха в пачуках, увеличением числа оборотов барабана.
Пачуки представляют собой вертикальный цилиндр ( м, h
м, h 14 м) с конусным днищем. Через соосно расположенную центральную трубу подают энергоноситель (воздух, пар), обеспечивающий циркуляцию пульпы и ее однородность. При использовании пара одновременно обеспечивают нагрев пульпы.
14 м) с конусным днищем. Через соосно расположенную центральную трубу подают энергоноситель (воздух, пар), обеспечивающий циркуляцию пульпы и ее однородность. При использовании пара одновременно обеспечивают нагрев пульпы.
Агитационное выщелачивание осуществляют в крупнотоннажном производстве в непрерывном режиме, для чего используют несколько последовательно установленных (предпочтительно каскадом) реакторов.
При агитационном выщелачивании для ускорения процесса и повышения извлечения металлов нередко используют нагрев пульпы; при активном развитии экзотермических окислительных реакций для поддержания заданной температуры требуется охлаждение пульпы. Используют прямой (непосредственное введение в пульпу пара, воды) или косвенный (с помощью встроенных холодильников, наружных рубашек, выносных теплообменников) способы регулирования температуры. Способ прямого нагрева или охлаждения наиболее эффективен и прост, однако приводит к разбавлению или упариванию раствора, что не всегда увязывается с последующей схемой извлечения металлов.
Автоклавное выщелачивание
Разновидностью агитационного выщелачивания является автоклавное, принципиальное отличие которого в использовании повышенных температур (>370 К) и давлений (Р>0,1 МПа), что обеспечивает значительную интенсификацию процесса и селективность выщелачивания ценного металла относительно ионов-примесей, склонных к гидролизу в кислых средах (Fe3+, Pb4+, Sn4+, Mn4+ и др.).
Автоклавное выщелачивание осуществляется без окислителя.
При избытке окислителя и повышенных температурах (430-450 К) основной реакцией выщелачивания сульфидов становится:
MeS+2О=MeSО.
Это наиболее интенсивный процесс, достигается количественное осаждение железа в форме хорошо фильтруемого осадка, однако требуется в 4 раза больший расход кислорода и исключается замкнутость схемы по раствору в связи с накоплением в нем сульфат-иона.
Корпус автоклавов изготавливают из конструкционных сталей, внутри футеруют антикоррозионным материалом (резина, кислотоупорный кирпич на специальной замазке, керамика, высоколегированные стали, титановые сплавы). Емкость автоклавов 15-320 м. Горизонтальные большие автоклавы (V>50 м) разделяют внутри перегородками. Длина камеры равна диаметру автоклава; в каждой камере имеется перемешивающее устройство. Число камер не превышает 4.
Автоклавы с механическим перемешиванием обеспечивают более интенсивный гидродинамический режим и аэрацию; однако они дороже, возникают трудности эксплуатации перемешивающих устройств и герметизации узлов их ввода в корпус аппарата. При проведении безокислительного выщелачивания, обработке пульп с повышенной плотностью целесообразнее использовать вертикальные автоклавы, в которых перемешивание осуществляется воздухом или паром.
Как правило, автоклавы работают в непрерывном режиме.
Вращающиеся автоклавы имеют цилиндрическую или сферическую форму. Иногда их заполняют стальными шарами. При вращении (8-15 об/мин) достигается перемешивание пульпы, обновление реакционной поверхности и доизмельчение твердой фазы. Подобные аппараты используют для проведения безокислительного высокотемпературного выщелачивания и применяют для обработки материалов с высокой удельной плотностью при небольших объемах производства (например, при вскрытии шеелитовых, ильменитовых концентратов).
Трубчатые автоклавы.
Аппараты представляют горизонтально расположенные трубы толстостенные (например,  =0,3 м, L=30-50 м), имеющие наружный обогрев и теплоизоляцию. Через трубу прокачивают пульпу с помощью насоса. Простота конструкции позволяет повышать температуру до 550-580 К, что существенно ускоряет проведение безокислительного выщелачивания, например щелочное вскрытие бокситов. Способ характеризуется эффективным использованием тепла, низкими капитальными затратами.
=0,3 м, L=30-50 м), имеющие наружный обогрев и теплоизоляцию. Через трубу прокачивают пульпу с помощью насоса. Простота конструкции позволяет повышать температуру до 550-580 К, что существенно ускоряет проведение безокислительного выщелачивания, например щелочное вскрытие бокситов. Способ характеризуется эффективным использованием тепла, низкими капитальными затратами.
Приемы физико-химической подготовки сырья к выщелачиванию
Предварительный обжиг обеспечивает перевод извлекаемого компонента в более растворимую форму и селективное его выщелачивание по отношению к компонентам пустой породы. Наиболее распространены следующие виды обжига (подробнее см. раздел 3).
Окислительный MeS+1,5O=МеО+SO+Q, используемый для обжига сульфидных материалов (руды, концентраты, штейны) или арсенидов (концентраты, шпейзы).
Операцию проводят при повышенных температурах (1100-1400 К), с большим избытком воздуха; неизбежно образование сложных оксидов типа ферритов (МеО·FeO), силикатов (МеО·SiO), что уменьшает извлечение ценного металла.
Сульфатизирующий (MeS+2O=МеSО) обжиг преследует перевод извлекаемых металлов в растворимую форму (сульфат, частично оксид) и перевод железа в устойчивые соединения типа оксидов. Операцию проводят при умеренных температурах (880-900 К) и ограниченном избытке воздуха ( =1,2-1,3). Этот тип обжига используют в производстве меди, кобальта.
=1,2-1,3). Этот тип обжига используют в производстве меди, кобальта.
Хлорирующий обжиг проводят с использованием хлоринаторов (хлор, хлорид натрия, сильвинит); при высокотемпературной обработке (хлоридовозгонка, 1100-1400 К) цветные металлы количественно возгоняются селективно от пустой породы в форме МеСl, улавливаются и перерабатываются по гидрометаллургической технологии. Способ интересен для обработки сырья с невысоким содержанием ценных элементов.
При сульфато-хлорирующем обжиге MeS+2O+2NaCIMeCI+NaSO извлекаемый металл переводят в растворимую форму (сульфат, хлорид).
Кальцинирующий обжиг (прокалка, спекание) протекает по реакциям:
МеСО=МеО+СO.
MeS =MeS
=MeS +S
+S .
.
MeО+NaCОNaMeO+СO;
используют для разрушения карбонатов (исключить вспенивание при кислотном выщелачивании), перевода высших сульфидов в более растворимые формы (например, FeS в FeS или CuFeS в CuS). При спекании с содой образуются водорастворимые вольфраматы, молибдаты, алюминаты, ванадаты - соединения, легко растворимые в водной среде.
Сульфатизация - обработка измельченного материала серной кислоты (60-90% HSO) при 470-520 К.
При столь жестких условиях цветные металлы, присутствующие в форме минералов (сложные оксиды, сульфиды и другие халькогениды), переводятся в растворимые сульфаты и при последующем водном или слабокислом выщелачивании количественно переходят в раствор.
Гидротермальная активация - обработка сырья селективным растворителем при повышенных температурах в автоклаве, обеспечивающая перевод сложных соединений в более простые формы; выщелачивание последних протекает более быстро и полно, или при этом требуются менее жесткие параметры операции. Например, при обработке халькопирита подкисленным раствором сульфата меди при 430-450 К:
CuFeS+CuSO=2CuS+FeSO, образуется более простая для выщелачивания форма - сульфид меди (II). Подобная обработка полиметаллических концентратов дополнительно обеспечивает их рафинирование от сопутствующих примесей, которые селективно переходят в раствор.
Экстракционные процессы
Эти процессы используют для концентрирования разбавленных растворов, содержащих не более 1% извлекаемого металла, или для селективного его выделения из поликомпонентного раствора.
Экстракция
Процесс основан на способности ряда органических веществ, не смешивающихся с водой, селективно образовывать с ионами металлов соединения и на извлечении их в органическую фазу.
Основные термины, используемые при описании процессов экстракции:
- экстрагент - органическое вещество, образующее с извлекаемым металлом соль или комплекс, которые растворимы в органической и практически нерастворимы в водной фазах;
- разбавитель - органическая жидкость, служащая для растворения экстрагента;
- экстракт, рафинат - продукты экстракции, соответственно органическая и водная фазы;
- реэкстракт - обогащенная водная фаза, получаемая после реэкстракции насыщенной металлоорганической фазы.
Экстрагенты используются в смеси с разбавителями (керосин, бензол, толуол); они нерастворимы в водной среде, имеют высокую температуру вспышки, более 340 К, узкий интервал перегонки. Подбирая тип разбавителя, можно подавлять или усиливать экстракцию ионов. Требования, предъявляемые к разбавителям, во многом аналогичны требованиям, предъявляемым к экстрагентам.
Чем больше коэффициент распределения или отношение "органическая: водная" фаз, тем меньше требуется стадий экстракции. Разделение считается эффективным при  >1,6.
>1,6.
В металлургии меди наиболее часто на экстракцию поступают солянокислые и сульфатные растворы.
Наибольшее применение в гидрометаллургии получили экстракторы типа смесителей-отстойников. Каждый аппарат состоит из секций, включающих смесительную и отстойную камеры. Растворы движутся внутри секции прямоточно, а через аппарат - противоточно. В смесительной камере установлена турбинная мешалка, вращающаяся со скоростью 400-600 мин ; она обеспечивает смешение водной и органической фаз, перекачивание смеси на соседнюю ступень и поддерживает заданный уровень раствора в камерах.
; она обеспечивает смешение водной и органической фаз, перекачивание смеси на соседнюю ступень и поддерживает заданный уровень раствора в камерах.
Недостатком экстракции является пожароопасность и токсичность реагентов, потери экстрагентов с водной фазой; они особенно значительны в пульповых процессах (0,5-1 кг/т).
Основные затраты при экстракции приходятся на подготовку исходного раствора, приобретение дорогого оборудования, организацию противопожарной безопасности, поставку реагентов (экстрагент, реэкстрагент, корректоры кислотности) и восполнение потерь экстрагента.
Выделение металлов из раствора
Выделение металла из раствора предполагает две цели: очистку от металлов-примесей или осаждение металла в форме товарного продукта.
Для очистки растворов (разделения металла) используют осаждение в форме труднорастворимых осадков, сорбцию, экстракцию, дробную кристаллизацию, мембранную очистку, ионную флотацию, дистилляцию, электрохимическое осаждение, цементацию.
При выборе способа учитывают состав исходного раствора, обеспечение реагентами, доступность аппаратурного оформления, а, в конечном счете, экономические показатели и потребности рынка.
Сульфиды. В связи с низкой растворимостью сульфидов большинства цветных металлов осаждение их является эффективным приемом концентрирования металлов при обработке бедных растворов или селективного их отделения от других элементов. В качестве осадителя используют сульфиды (гидросульфиды) щелочных металлов и аммония, сероводород (для умеренно кислых сред процесс проводят в автоклаве при избыточном давлении газа-осадителя).
При использовании сероводорода скорость процесса и фильтруемость осадка возрастают в присутствии катализаторов (например, порошки одноименно осажденного металла).
Сульфиды металлов образуются и при использовании в качестве осадителя элементной серы, в частности при осаждении халькофильных металлов (Сu, Ni, Co, благородных металлов) (~350-370 К):
Ме+S=MeS .
.
Хлориды. Ионы Сu (I) в присутствии ионов Сl образуют нерастворимые хлориды; если медь присутствует в форме иона (II), осаждение ведут в присутствии восстановителя (SO, Cu, Zn, Fe и др.):
-
2Сu
+SO+2НO+2Сl=2CuCl+4Н +SO
+SO ;
;Сu
+Сu+2Сl=2CuCl; -
2Сu
+Me+4Сl=2CuCl+Ме+2Сl.
Выделение металлов в форме солей.
Способ основан на достижении пересыщенного состояния раствора, в результате которого извлекаемый металл выделяется в форме соли (кристаллизация, высаливание). К этой же группе можно отнести и дистилляцию, при которой состав и устойчивость раствора нарушаются за счет термической обработки с последующим образованием осадков основных солей. Несмотря на простоту, широкое применение, недостатками этих способов являются невысокое прямое извлечение металла, энергоемкость, громоздкость технологии. Аппаратурное оформление операций разделения получаемых солевых пульп аналогично описанному в разделе "Обработка пульп и осадков".
Выпарка и кристаллизация. Сначала упаривают раствор до достижения пересыщенного состояния, после чего выделяется твердая фаза в форме, соответствующей соли. Эту технологию используют для получения медного, никелевого, цинкового купоросов (MeSO4·nH2O), при обработке алюминатных растворов в схеме Байера, сточных вод для удаления балластных солей, при разделении металлов, соли которых имеют различную растворимость, для вывода избытка воды с целью обеспечения замкнутой по раствору технологической схемы.
Как правило, растворимость солей с повышением температуры увеличивается; однако в автоклавных условиях (при Т=400-470 К), особенно в кислых растворах, растворимость соли уменьшается, что может служить способом разделения соли металла и кислоты с целью регенерации последней.
Дробную кристаллизацию применяют для разделения поликомпонентных растворов с целью получения одноименных чистых солей. Способ заключается в многократном повторении цикла "кристаллизация - растворение ионов - кристаллизация".
Используют две схемы выпарки - периодическую и непрерывную; периодическая схема одностадийная, ее проводят при обогреве емкости через паровую рубашку, а пары воды удаляют в атмосферу. Более эффективен вариант вакуумной выпарки, которая исключает выброс пара в атмосферу, нагрев раствора до высоких температур. Непрерывную выпарку проводят в многокорпусных выпарных аппаратах (см. 7.39). Свежий пар подают только на 1-ю стадию выпарки, в последующие аппараты поступает парогазовая смесь из предшествующей стадии. Поскольку движение раствора и греющего пара совпадает, подобная схема является прямоточной.
Иногда используют "огневую" выпарку растворов, применяя в качестве теплоносителя горячие газы от сжигания природного газа. Операцию проводят в печах "кипящего слоя" или в аппаратах с погружным факелом. Это более интенсивный процесс, при этом получают кристаллогидраты с меньшим содержанием молекул воды (n=0,5-2,0); однако в этом случае необходимы системы пылеулавливания и обезвреживания отходящих газов.
Эффективность способа "выпарка - кристаллизация" определяется величиной энергетических затрат, условиями реализации получаемой соли, а в ряде случаев - утилизации и обезвреживания парогазовой смеси.
Высоливание - осаждение соли вследствие уменьшения ее растворимости, обусловленного значительным увеличением ионной силы раствора; последнее достигается при введении кислоты, соли, имеющих одинаковый анион с анионом осаждаемой соли. Нередко в процессе высоливания образуются двойные соли, например СuSO(NH)SO·nHO.
Высоливание - простой способ, не требует сложного оборудования, больших энергетических затрат. Неполное осаждение, образование комплексных осадков извлекаемого металла, проблемы использования фильтрата - все это уменьшает технологические достоинства высоливания.
Осаждение металлов в элементной форме
При обработке растворов, гидроксидных пульп реагентами-восстановителями происходит осаждение металлов в элементной форме. В качестве восстановителя используют химические реагенты, металлы-осадители, газы, электрический ток.
Важнейшими технологическими способами являются цементация, автоклавное осаждение, электролиз с нерастворимыми анодами (электроэкстракция).
Цементация - осаждение металла из раствора его солей другим металлом, имеющим более электроотрицательный потенциал. Помимо электрохимической активности металла-осадителя (величины Е°, склонности к пассивации, кинетики процесса) при его выборе учитывают стоимость, опасность загрязнения раствора вводимыми примесями.
С увеличением температуры и интенсивности перемешивания, начального содержания осаждаемого металла скорость цементации возрастает, образуется более дисперсный осадок; в кислых растворах - чистые дисперсные осадки или плотные пленки.
Цементацию используют (при осаждении меди из растворов от кучного и подземного выщелачивания, при очистке никелевого, кобальтового, цинкового электролитов от меди):
Cu+Me=Сu+Ме.
Для цементации используют агитаторы, барабаны, конусные аппараты, желоба.
Агитаторы эффективны при небольшом масштабе производства, не допускается перемешивание воздухом, чтобы предотвратить растворение осадка и осадителя. Это высокопроизводительные и компактные аппараты, работающие на порошкообразном осадителе.
Барабанные цементаторы устанавливают с наклоном в сторону слива отработанных растворов, опирают на ролики и вращают со скоростью 2-4 мин. Эти компактные, высокопроизводительные аппараты обеспечивают осаждение не менее 94%-96% извлекаемого металла. Однако за счет истирания возрастает выход дисперсных частиц, что осложняет отстаивание осадка, а в процессе его обезвоживания и сушки происходит дополнительное окисление порошка осажденного металла.
В конусных аппаратах раствор под напором поступает в вершину конуса и пронизывает слой осадителя. По мере продвижения раствора вверх скорость потока снижается, что сокращает потери осадка с отработанным раствором.
Желоба - наиболее простые аппараты, которые широко использовали при осаждении меди из разбавленных растворов. Желоба изготавливают из дерева, бетона; ширина их 0,5-2,0 м, глубина 0,8-1,5 м. Желоба устанавливают с уклоном 1-3°, прямолинейно, зигзагообразно. Скрап загружают на ложное днище, слой его периодически разрыхляют.
По мере накопления осадок цементационной меди смывается и через ложное днище потоком воды транспортируется в сборную емкость. На современных установках обслуживание желобов (загрузка, ворошение скрапа, очистка, ремонт, монтаж) механизированы. Извлечение меди превышает 90%, осадок получают чистым и достаточно крупнозернистым.
Автоклавное осаждение газами-восстановителями.
Способ заключается в обработке растворов при повышенной (Т>370 К) температуре и давлении газами-восстановителями (Н, SO, СО). Он отличается высокой интенсивностью, обеспечивает селективное осаждение металла в форме порошка, регенерацию растворителя (например, при осаждении меди из кислых растворов), в ряде случаев (при осаждении никеля, кобальта) получение композиционных порошков.
Способ используют в промышленном масштабе для осаждения порошков никеля, кобальта, меди, благородных металлов.
В общем виде процесс записывают:
Ме +В
+В Me+B
Me+B , в том числе для SO:
, в том числе для SO:
SO+НO=HSO2Н+SO
Ме+ SO+НO=Me+2Н+SO
Ме+SO+2НO=Me+SO+4H
Примеры использования указанного процесса:
- осаждение меди из кислых растворов
Сu+SO+НO=Сu+2Н+SO.
Основным газом-восстановителем является водород - достаточно активный, доступный реагент, не вносящий в раствор примесей, однако отличающийся повышенной взрыво- и пожароопасностью. С помощью водорода можно восстанавливать ионы металлов, расположенные в ряду напряжений, начиная с ионов кобальта (II), Е°=-0,28 В:
Ме+Н=Me+2n
Н.
Равновесие указанной реакции смещается в сторону прямой реакции в присутствии нейтрализатора, лучше - растворимых щелочных реагентов типа аммиака:
[Me (NH)) ]+HMe NH
]+HMe NH +2+(n-2) NH
+2+(n-2) NH .*
.*
_______________
* Формула соответствует оригиналу. - Примечание изготовителя базы данных.
Однако, с другой стороны, с увеличением концентрации аммиака возрастает устойчивость аммиачных комплексов (а значит, снижаются скорость и полнота осаждения металла) и общее давление в автоклаве ( =Р
=Р +Р
+Р +Р
+Р ), поэтому существует оптимальная концентрация аммиака, близкая к стехиометрии вышеприводимой реакции, т.е. [NH]:[Me]=2,1-2,3.
), поэтому существует оптимальная концентрация аммиака, близкая к стехиометрии вышеприводимой реакции, т.е. [NH]:[Me]=2,1-2,3.
Наиболее важными параметрами процесса являются давление, температура, состав раствора (содержание металла, затравка, а также ПАВ, кислотность), интенсивность перемешивания. Температура - наиболее интенсифицирующий фактор процесса, однако ее значение не превышает 420-450 К в связи с возрастающими энергозатратами, агрессивностью среды (особенно в кислых средах), опасностью гидролиза солей, спекания дисперсных фракций и ухудшения тем самым чистоты и качества порошка.
Поскольку в процессе ионизации водорода возрастает кислотность, для более полного и быстрого завершения процесса необходимо или ограничивать полноту осаждения, или вводить внешний нейтрализатор.
Для автоклавного осаждения порошков металлов используют автоклавы с механическим перемешиванием (актуально эффективное насыщение пульпы реакционным газом и более полное его использование); обычно их не футеруют (опасность загрязнения порошка продуктами эрозии футеровки), а изготавливают из высоколегированных сталей или титановых сплавов. Емкость автоклавов 5-15 м, они изготовлены с большим запасом прочности и оснащены развитой схемой приборов для контроля за ходом процесса и обеспечения безопасности.
Электроэкстракция
используется для обработки растворов с повышенным содержанием металлов ( 25-40 г/дм), применяя нерастворимые аноды. В результате на катоде восстанавливаются ионы металла:
25-40 г/дм), применяя нерастворимые аноды. В результате на катоде восстанавливаются ионы металла:
Ме+ne
=Ме , а на аноде протекает реакция с образованием молекулярного кислорода:
, а на аноде протекает реакция с образованием молекулярного кислорода:
НO+2е
=2Н+0,5О.
Этот способ используют для извлечения меди, цинка, кадмия, сурьмы, никеля, серебра и ряда других металлов, получая компактные или порошкообразные осадки.
В процессе осаждения растворы обедняются по извлекаемому металлу, одновременно в эквивалентном соотношении регенерируется реагент-растворитель (например, серная кислота при обработке сульфатных растворов), что позволяет организовать замкнутую схему по растворителю.
Источники информации: [31], [32]/
2.4.2 Производство вторичной меди
Для производства вторичной меди в подавляющем большинстве случаев применяют пирометаллургические процессы. Этапы процесса зависят от содержания меди во вторичном сырье, гранулометрического состава и содержания других элементов [19], [26]. Как и для первичной меди, разработано несколько этапов для удаления этих примесей и возврата металлов из получаемых отходов [33].
Вторичные материалы, идущие на переработку, могут содержать органические материалы, такие как покрытие, или смазку, в связи с чем в технологический процесс вводят этапы обезжиривания и снятия покрытия или применяют печи и системы газоочистки соответствующей конструкции. Цель - увеличить мощность для переработки возросшего объема газа, нейтрализовать летучие органические соединения (ЛОС) и минимизировать образование ПХДД/Ф или разрушить их. Тип предварительной обработки или используемой печи определяется наличием органических веществ, типом загружаемых материалов, т.е. содержанием меди и других металлов и их состоянием (является ли материал окисленным или металлическим).
При плавке загрязненного латунного лома в конвертере для разделения содержащихся в нем металлов производится возгонка или ошлакование других элементов сплава с получением черновой меди и пыли из фильтров с высоким содержанием цинка.
В таблице 2.5 приведена краткая характеристика некоторых широко применяемых видов вторичного сырья.
Таблица 2.5 - Вторичное сырье для производства меди [26]
|
Тип материала |
Содержание меди, массовая доля, % |
Источник |
|
Смешанные медные шлаки |
1-25 |
Гальванопокрытие |
|
Электронный лом |
15-20 |
Электронная промышленность |
|
Медные однородные шлаки |
2-40 |
Гальванопокрытие |
|
Медно-железный материал (комковатый или раздробленный): арматура, статоры, роторы и т.д. |
10-20 |
Электротехническая промышленность |
|
Латунные дроссы, зола и шлаки, содержащие медь |
10-40 |
Литейное производство, предприятия по выпуску полуфабрикатов |
|
Измельченный медесодержащий материал |
30-80 |
Предприятия по измельчению лома |
|
Медно-латунные радиаторы |
60-65 |
Автомобили |
|
Смешанный красный латунный лом |
70-85 |
Водомеры, зубчатые колеса, клапаны, краны, компоненты оборудования, подшипниковый узел, пропеллеры, фитинги |
|
Легкий медный лом |
88-92 |
Медные листы, карнизы, водосточные желоба, водяные котлы, нагреватели |
|
Тяжелый медный лом |
90-98 |
Листы, медная штамповка, рельсовые направляющие, провода, трубы |
|
Смешенный медный лом |
90-95 |
Легкий и тяжелый медный лом |
|
Медные гранулы |
90-98 |
Измельченный кабель |
|
Чистый медный лом |
99 |
Полуфабрикаты, проволока, обрезки, лента, кабельно-проводниковая продукция |
Этапы производства меди из вторичного сырья в целом аналогичны этапам производства первичной меди, но в качестве сырья обычно используются окисленные или металлические материалы, что, соответственно, определяет иные производственные условия. Плавка вторичного сырья происходит в нейтральных или восстановительных условиях.
2.4.2.1 Этап вторичной плавки
Плавку сырья низкого и среднего качества проводят в печах различного типа: шахтных, плавильных мини печах, поворотных конвертерах с верхней продувкой (TBRC), плавильных печах Ausmenlt/ISASMELT, в отражательных и наклонных печах [30], [19], [26]. Для плавки лома высокого качества (>99% Сu) используются системы Contimelt.
Тип печи и этапы производственного процесса зависят от содержания сырья, его размерных и других характеристик. Таким образом, плавка и рафинирование вторичной меди является комплексным процессом, и тип вторичного материала, который можно перерабатывать, зависит от конкретного имеющегося оборудования и печи [19]. Описание печей представлено в Б.1. Схема технологического процесса производства вторичной меди представлена на рисунке 2.3.
Железо (в виде железистой меди, обычного железного лома и т.д.), углерод (в виде кокса или природного газа) и флюс добавляют по мере необходимости для восстановления оксидов металла, и процессы ведутся в соответствии с используемым типом шихты. В результате восстанавливающей плавки происходит возгонка, в первую очередь, цинка, олова и свинца, которые выделяются в форме оксидов вместе с отходящими газами и собираются в системе сбора пыли. Содержание пыли, диоксида серы, ПХДД/Ф и ЛОС в отходящих газах печей зависит от состава сырья. Для последующей очистки после отделения пыли отходящие газы направляются на мокрую пылегазоочистку [33]. Собранная пыль поступает на дальнейшую переработку для восстановления металлов, извлеченных из шихты.
Рисунок 2.3 - Общая технологическая схема производства вторичной меди [19]
В плавильной мини-печи осуществляют плавку лома, содержащего железо и олово, для получения вторичной меди. В данном случае на первом этапе железо выступает как восстанавливающий элемент для получения металлической меди. Затем в расплав для окисления железа и других присутствующих металлов (свинца и олова), которые выходят в шлак, вдувают кислород. Окисление железа обеспечивает необходимую температуру процесса, а избыточное тепло рекуперируется.
Процесс KRS проводят в печи Ausmelt/ISASMELT [18]. Эта передовая технология заменяет традиционную технологию восстановления цветных металлов из вторичного сырья путем плавки в шахтной печи/конвертере. Типичным исходным материалом является образующееся после плавки и рафинирования меди вторичное сырье, содержащее медь и драгметаллы, отходы литья, металлообработки, или поставляемые предприятиями по переработке медьсодержащих отходов электронные лома, лома медных сплавов, богатые медью шлаки, медные дроссы, пыли из циклонов и фильтров, шлам осаждения и шламы волочения проволоки.
В целом, в электрических печах перерабатывают тот же материал, что и в KRS или в шахтных печах. Загрузка электрической печи на одну тонну получаемой черновой меди меньше, чем для шахтной печи, которая, в отличие от электрической печи, не может работать без оборотного шлака.
2.4.2.2 Конвертирование, огневое рафинирование, переработка шлака и электрорафинирование, переработка чистого лома сплавов
Печи для конвертирования и рафинирования аналогичны печам для переработки первичной меди; системы переработки шлака и электрорафинирования также похожи. Главное различие в том, что в конвертерах, применяемых во вторичном производстве, производится плавка металла или черной меди, а не штейна. В качестве топлива для поддержания температуры плавки в них добавляют кокс или природный газ, а в первичных конвертерах необходимая температура обеспечивается штейном [19]. Во вторичных конвертерах элементы, присутствующие в небольших количествах, такие как железо, окисляются и переходят в шлак, а другие металлы, такие как цинк или олово, возгоняются. В них получают черновую медь, которая затем поступает на огневое рафинирование. Теплота реакции окисления, выделяющаяся при продувке конвертера, служит для возгонки металлических компонентов, а подача шлакообразующих добавок позволяет сформировать слой шлака и перевести в него железо и часть свинца. Поскольку тепловой баланс конвертеров, работающих на металле, достаточно напряжен (тепла экзотермических реакций, как правило, не хватает), в конвертер добавляют коксик или подогревают природным газом. Чистый высококачественный медный лом напрямую загружается для плавки в печи огневого рафинирования.
Шламы электрорафинирования и отработанные растворы также служат источником драгметаллов и таких металлов как никель. Для их извлечения применяют технологии, аналогичные тем, которые используются при первичном процессе.
Медные сплавы, такие как бронзы и латуни, также используются в качестве вторичного сырья в ряде процессов. Если они загрязнены или смешаны с другими сплавами, то они перерабатываются в процессе вторичной плавки и рафинирования как описано выше в подпункте 2.4.2.1 [33].
Чистый сплав применяется непосредственно для производства полуфабрикатов. Чистый материал плавят в индукционных печах, после чего разливают в формы для последующих этапов производства. Производство сплава заданной марки обеспечивается путем анализа и контроля состава шихты без значительных добавок первичного металла. Оксид цинка получают из пыли, оседающей на фильтрах.
На некоторых предприятиях в зависимости от типа загружаемого материала на первом этапе получают летучую пыль с высоким содержанием свинца и цинка, например, в процессе плавки в шахтной печи низкосортного материала. Эти пыли содержат до 65% цинка и свинца и служат в качестве сырья для получения свинца и цинка.
Для извлечения меди из растворов сульфата меди, образующихся при выщелачивании "грязной" меди, или в гидрометаллургическом процессе извлечения раствором, используется метод электроэкстракции. В процессе электроэкстракции здесь используются инертные аноды, например свинцовые или титановые, а в качестве катодов - матрицы из нержавеющей стали или медные пластины. Ионы меди извлекаются из раствора и оседают на катодах также как при электрорафинировании. Сдирка катодов происходит также как и при использовании постоянной катодной основы. Электролит циркулирует по серии ванн до тех пор, пока из него будет извлечена вся медь. После этого электролит возвращается в цикл экстракции растворителем. Часть электролита выводят из циркуляции для контроля примесей на этапе экстракции растворителем.
Процесс электроэкстракции обычно реализуется в две стадии. На первой из электролита извлекают медь до уровня, при котором еще можно получить товарные медные катоды. На второй стадии электроэкстракции (обезмеживания) из электролита в катоды извлекают медь до уровня 1-2 г/л. Напряжение в экстракционных ваннах приблизительно в пять раз выше, чем в ваннах для электролиза меди с растворимыми медными анодами. Периодически из оборота "растворение-электроэкстракция" выводят часть обезмеженного электролита из-за обогащения раствора металлами-примесями, такими как, никель, мышьяк, цинк, железо.
2.4.3 Производство катанки
Катанку изготовляют из электролитических медных катодов высокой степени очистки, что позволяет минимизировать содержание примесей, влияющих на электропроводимость, отжиг и красноломкость. Особое внимание уделяется контролю параметров плавки в печи для минимизации абсорбции кислорода металлом. Ниже приведено краткое описание используемых при производстве катанки процессов [34].
2.4.3.1 Процесс Southwire
Медные катоды и лом рафинированной меди плавят в шахтных печах. Скорость плавки достигает 60 т/ч. Примерная схема процесса Southwire приведена на рисунке 2.4
Рисунок 2.4 - Примерная схема процесса Southwire [26]
Сырье плавят в печи с радиально расположенными горелками, работающими на природном газе, пропане или аналогичном газе. Параметры сжигания топлива строго контролируются для поддержания слабо восстановительной атмосферы (менее 0,5%-1,5% СО или Н) в местах контакта газа с медью для уменьшения содержания кислорода в меди. Это достигается за счет независимого контроля соотношения топливо/воздух для каждой горелки путем контроля содержания СО и Н в топочном газе каждой горелки.
Отходящие из печи газы охлаждаются и, если это целесообразно, очищаются от пыли промышленными фильтрами. Если в газах наблюдается высокая концентрация СО, то для снижения содержания СО используют дожигание.
Медный расплав выпускают из нижней части шахтной печи по желобу в поворотный цилиндрический миксер. Миксер оснащен горелкой, работающей на природном газе или аналогичном топливе, и служит в качестве резервуара обеспечивающего постоянный поток металла на литье и, при необходимости, для корректировки температуры и металлургической обработки металла. Горелки на природном газе служат для поддержания температуры расплавленной меди и восстановительной атмосферы в миксере и желобах.
Расплавленная медь при контроле скорости потока подается из миксера через желоб в литейную машину. Водоохлаждаемая стальная лента поверх полусферы литейного колеса образует литейную полость, внутри которой расплавленная медь затвердевает, образуя литейную заготовку трапециевидного сечения размером с площадью от 2100 до 8300 мм . Для формирования гладкой поверхности литейного колеса и стальной ленты используется сжигание смеси воздуха с ацетиленом. После выпрямления и обработки литейная заготовка подается через трайб-аппарат в прокатный стан, включающий черновые и чистовые клети. В конце прокатного стана заготовка приобретает свой окончательный диаметр. В качестве смазки роликов используют эмульсию на минеральном масле или синтетический водный раствор [33].
. Для формирования гладкой поверхности литейного колеса и стальной ленты используется сжигание смеси воздуха с ацетиленом. После выпрямления и обработки литейная заготовка подается через трайб-аппарат в прокатный стан, включающий черновые и чистовые клети. В конце прокатного стана заготовка приобретает свой окончательный диаметр. В качестве смазки роликов используют эмульсию на минеральном масле или синтетический водный раствор [33].
2.4.3.2 Процесс Contirod
Медь плавят в шахтной печи, описанной выше. Расплавленная медь из печи через желоб с гидравлическими затворами поступает в поворотный миксер, нагреваемый газом. Затем медь поступает через наливную воронку, которая автоматически регулирует скорость подачи металла в литейную машину [34]. Примерная схема процесса Contirod приведена на рисунке 2.5.
Рисунок 2.5 - Примерная схема процесса Contirod [26]
В данном процессе применяют двухленточную литейную машину Hazelett [26], [33]. Две ленты охлаждаются непрерывной водяной пленкой, которая движется с высокой скоростью по всей длине поверхности лент. Боковые блоки автоматически охлаждаются в специально сконструированной камере, расположенной на пути обратного хода кристаллизатора. В зависимости от размера линии площадь сечения образующейся заготовки может составлять от 5000 до 9100 мм, а производительность литейной машины - от 25 до 50 т в час. Заготовка прямоугольного сечения охлаждается, с нее удаляется облой, и затем она поступает в прокатный стан с черновыми и чистовыми клетьми, аналогичный стану Southwire за исключением первого чернового блока. В качестве смазки роликов прокатного стана используют эмульсию на минеральном масле или синтетический водный раствор.
2.4.3.3 Процессы Properzi и Secor
Непрерывные процессы Properzi и Secor аналогичны процессу Southwire (см. подпункт 2.4.3.1); основное отличие заключается в геометрии литья [34]. Параметры, описанные для процесса Southwire, также характерны и для этих двух технологий производства медной катанки.
2.4.3.4 Процесс восходящего литья
Медь плавят в индукционной печи канального типа. Расплав порциями поступает в индукционный миксер. При небольшом объеме производства достаточно использовать одну комбинированную плавильно-раздаточную печь [34].
Тянуще-правильная машина расположена над миксером. Водоохлаждаемые графитовые фильеры-охладители погружены на определенную глубину в расплав, и расплавленная медь непрерывно затягивается в фильеры, где она затвердевает и втягивается в трайб-аппарат. Затвердевшая катанка поднимается вверх с помощью трайб-аппарата.
2.4.3.5 Процесс вытягивания из расплава на затравке
Предварительно нагретое сырье загружают в индукционную печь канального типа. Расплавленная медь поступает в миксер и тигель, который соединен с миксером. Затравка диаметром 12,5 см вытягивается через входную фильеру в основании тигля. Протягивание затравки через расплав и контроль окончательного диаметра верхней фильерой формирует диаметр. Литейная заготовка проходит через ролики, регулирующие натяжение, на трехэтапный прокатный стан для изготовления катанки диаметром 8,0 и 12,5 мм [34].
2.4.4 Производство полуфабрикатов из меди и медных сплавов
С помощью непрерывного или циклического процесса медь и медные сплавы плавят и льют для производства полуфабрикатов в форме, необходимой для дальнейшего производства [33]. Продукты литья являются сырьем для производства различных материалов, таких как листы, ленты, профили, бруски, прутки, проволока и трубы. Обычно применяется несколько процессов, описание которых приведено ниже. Общая схема процесса производства полуфабрикатов приведена на рисунке 2.6.
Рисунок 2.6 - Общая схема процесса производства полуфабрикатов [26]
2.4.4.1 Процессы плавки
Медь и медные сплавы плавят периодической плавкой в электрической или индукционной печи (тигельной или канального типа). При необходимости высокой скорости плавки применяют непрерывную плавку меди в шахтной печи. Для плавки и огневого рафинирования меди также применяют отражательные печи (для плавки также применяются тигельные печи). Системы отвода и очистки печных газов выбирают в соответствии с составом сырья и степенью его загрязненности. Отходящие газы электропечей обычно подвергают последовательной очистке в циклонах, а затем в рукавных фильтрах. Для шахтных печей с газовыми горелками решающим фактором является выбор режима работы горелок для минимизации содержания СО в отходящих газах. При высоком содержании СО (например, >5% от общего объема отходящих газов) на шахтных печах устанавливают дожигающие устройства и систему рекуперации тепла, а также рукавные фильтры для улавливания пыли.
В качестве сырья используются медные катоды, лом меди и сплавов цветных металлов, обычно складируемые на открытых площадках для подбора комбинации компонентов исходного сырья с целью получения сплава заданного состава. Предварительная сортировка и комбинирование позволяют значительно сократить время, необходимое для плавки, что снижает расход энергии и зависимость от дорогой лигатуры. При этом для индукционных печей лом измельчают для повышения эффективности плавки, упрощения использования вытяжек и т.д.
Сырье может также включать латунную или медную стружку, покрытую смазкой. В таких случаях предусматриваются меры, препятствующие проникновению масла за пределы площадок хранения сырья и загрязнению почвы и поверхностных вод. Для удаления смазки и других органических загрязнений применяют сушильные или иные печи, либо методы обезжиривания растворителями или водой [33].
При плавке латуни или бронзы происходит возгонка цинка, которую можно минимизировать, регулируя температуру. Возгоны собирают с помощью системы газоудаления и направляют на рукавные фильтры. Пыль с рукавных фильтров поступает на заводы по производству цинка и свинца. Образование возгона цинка при огневом рафинировании учитывается при проектировании системы газоотведения.
2.4.4.2 Литье заготовок
Обычно литье расплавленного металла из печи или миксера происходит непрерывно или циклами [34]. При непрерывном процессе используют технологии вертикального или горизонтального литья, а при циклическом процессе литье обычно вертикальное. Также применяют восходящее литье. Полученные биллеты и слябы подлежат последующей переработке.
Принципиальная схема непрерывного и циклического литья представлена на рисунке 2.7.
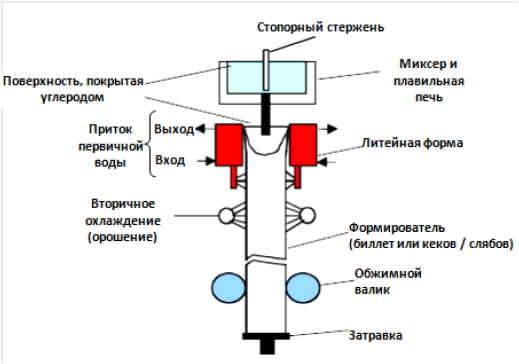
Рисунок 2.7 - Принципиальная схема непрерывного и циклического литья [26]
Стандартными формами литья являются [34]:
- заготовки, изготавливаемые в основном из меди и медных сплавов для производства труб, прутка и профилей с помощью непрерывного и циклического литья;
- слябы из меди и медных сплавов для изготовления листа или полос с помощью непрерывного и циклического литья.
Расплавленный металл через миксер поступает в горизонтальную или вертикальную машину литья заготовок. Отрезки биллет опиливают для последующей обработки. При производстве специальной продукции из меди и медных сплавов используют специальные технологии:
- восходящее литье - при производстве проволоки и труб;
- горизонтальное непрерывное литье - при производстве лент и профиля;
- вертикальное литье - при производстве лент и проката для медных труб.
Для резки литой заготовки при вертикальном и горизонтальном литье используют подвижный отрезной станок. При непрерывном литье длина определяtтся глубиной разливочного пролета. После достижения заданной длины заготовки литье прерывается, и литые заготовки извлекаются с помощью крана или подъемника. В случае непрерывного литья процесс литья не прерывается. Для всех операций литья требуется прямое охлаждение водой, как самой добавки, так и кристаллизаторов для окончательного затвердевания и снижения температуры металла для последующей обработки. Охлаждающая вода может поступать из системы рециркуляции, оснащенной системой водоподготовки (осаждение и отделение твердых частиц - окалины). Если окалина не имеет примесей графита или других веществ, то она возвращается в печь плавильного цеха, в противном случае она напрямую используется в литейном цеху.
Сравнение параметров процесса традиционного непрерывного вертикального и горизонтального литья представлено в таблице 2.6.
Таблица 2.6 - Сравнение процессов традиционного непрерывного вертикального и горизонтального литья
|
Параметр |
Вертикальное непрерывное литье |
Горизонтальное непрерывное литье |
|
Диаметр заготовки |
70-150 мм |
150-140 мм |
|
Производительность |
8 т/ч на одну линию |
8 т/ч на одну линию |
|
Скорость литья |
80-800 мм/мин |
80-200 мм/мин |
|
Температура литья |
980-1200°С |
980-1200°С |
|
Режим работы |
Одно- или многоручьевые |
Одно- или многоручьевые |
|
Цикличность |
Непрерывный |
Непрерывный или циклический |
|
Вторичное охлаждение |
Использование системы орошения |
Использование системы орошения необязательно, хотя возможно |
|
Тип кристаллизатора |
Медный, графитовый |
Графитовый |
2.4.4.3 Изготовление труб, профиля и прутка
Производственные линии можно разделить по двум группам продукта с одинаковыми этапами технологического процесса:
- медные трубы прямые и в бунтах;
- трубы из меди (медных сплавов), а также катанка, пруток, проволока и профиль из меди и медных сплавов.
В обоих случаях сырьем служат биллеты из меди и медных сплавов. На первом этапе биллеты предварительно нагревают в электрических или газовых печах, а затем производят трубы на гидравлической экструзионной линии [33]. Для производства медных труб, в зависимости от типа продукта, применяются следующие промышленные процессы:
- экструзия труб с последующим многоступенчатым волочением до заданного размера;
- экструзия труб с последующим прокатом и несколькими этапами волочения до заданного размера;
- горячий прошивной стан с последующим прокатом и волочением до заданного размера.
При экструзии или прокате биллет для получения труб с толстой стенкой на первом этапе предпочтительно использовать обжимной прокатный стан.
Для изготовления методом экструзии тонкостенных труб применяют волочильные машины.
Процесс производства катанки, прутка, проволоки и профиля из медных сплавов включает экструзию в бунтах или прямую зачистку и травление, волочение до заданного размера (на волочильных станах или непрерывных волочильных машинах), тепловую обработку для определенных сплавов, выпрямление и резку.
Весь процесс, начиная с экструзионного пресса или горячего прошивного пресса, представляет собой последовательность (в большинстве случаев) этапов изменения формы и размера. На всех этих этапах узлы оборудования, применяемые для изменения формы и размера, охлаждаются и защищаются с помощью специальной среды с использованием эмульсии для обжимного проката и смазочных веществ для волочильных устройств. Эмульсия с обжимного стана очищается путем фильтрации, таким образом, увеличивается время эксплуатации и снижается количество смазки для последующей обработки. Смазка, используемая для волочения, расходуется безвозвратно.
Продукция обычно подвергается отжигу и обезжириванию перед транспортировкой, а обрезки обезжириваются в печи или с помощью других методов обезжиривания перед возвратом в плавильную печь. Отжиг продукта происходит в различных печах в восстановительных условиях с применением "экзогаза" (в качестве защитной атмосферы) или водородно-азотной смеси.
Медные трубы можно производить с использованием экструзионного пресса с прошивным оборудованием, на котором из биллетов изготавливают трубные заготовки, с последующей прокаткой на обжимном стане (пилигримовый стан) и финальным волочением до заданного диаметра на волочильном оборудовании. Для волочения используется масло (в небольшом количестве), которое нейтрализуется при обезжиривании/травлении на участке отжига.
2.4.4.4 Изготовление листов и полос
Слябы и слитки часто служат сырьем для изготовления листов и полос. Ключевым элементом технологического процесса производства плоского проката является горячий и холодный прокат. Технологический процесс включает следующие этапы:
- предварительный нагрев;
- горячий прокат и обработка;
- холодный прокат;
- промежуточный отжиг;
- травление, промывка и сушка;
- повторный прокат и отжиг заготовки;
- чистовая обработка:
- листы (раскрой по длине);
- полосы (раскрой по ширине).
Для горячего проката слябов требуется 15-20 проходов, количество которых определяется окончательной формой и весом слябов. При горячем прокате нет потери металла, и вес сляба и бунта совпадает. При горячем прокате не требуется создания защитной среды. Уровень шума при прокате регулируется с помощью специальных защитных мер [18].
Для горячего волочения обычно используют двойной прокатный стан с участками длиной до 200 м и бунтоукладчиком. Охлаждающая ролики вода содержит незначительное количество смазки, добавляемой для снижения сцепляемости со стальными роликами. Образующийся в процессе пар отводится через систему вентиляции с предварительной очисткой газа перед выпуском его в атмосферу.
Затем следует этап холодного проката затвердевшего металла. В большинстве случаев перед холодным прокатом продукция подвергается отжигу. Отжиг происходит в восстановительной атмосфере экзогаза или водородно-азотной смеси для предотвращения окисления. Экзогаз получают на производственной площадке из природного газа в специальном реакторе непрямого нагрева. Азот и водород приобретают и хранят на промплощадке в специальных емкостях. Водородно-азотную смесь изготавливают путем смешивания компонентов в заданной пропорции. Отжиг перед холодным волочением осуществляют в печах с конусным загрузочным устройством с электронагревом и непрямым нагревом природным газом или мазутом. Для промежуточного отжига бунтов перед прокатом применяют печи башенного типа.
Толщина листа уменьшается при прохождении этапов холодного проката на реверсивных прокатных станах, таких как Duo, Quarto, Sexto, Sendzimir (12 роликов). Также используется сочетание прокатного стана, например однониточного, с многониточным прокатным станом. Выбор типа прокатного стана определяется толщиной листа и заданным размером бунта.
При холодном прокате для защиты роликов применяют эмульсию или масло. Газ, отходящий от прокатного стана, подлежит очистке на механических фильтрах, мокрых электростатических фильтрах или скруббере. Эмульсия и масло очищают от частичек металла, пропуская его через бумажные или тканевые фильтры.
Типичные характеристики процесса производства латунных полос представлены в таблице 2.7.
Таблица 2.7 - Типичные характеристики процесса производства латунных полос [26]
|
Вид операций |
Технологические параметры |
|
Горячий прокат |
|
|
Тип прокатного стана |
В основном Duo |
|
Начальные размеры |
250-130 мм толщина, 450-1000 мм ширина |
|
Конечные размеры |
15-12 мм толщина, 450-1000 мм ширина |
|
Температура |
750-800°С |
|
Усилие проката |
~10-12 кН/мм по ширине листа |
|
Обработка поверхности |
0,3-0,7 мм обрезка по обеим поверхностям |
|
Первый холодный прокат |
|
|
Тип прокатного стана |
В основном Quarto |
|
Усилие проката |
~15-20 кН/мм по ширине листа |
|
Размеры уменьшения и скорость проката |
Уменьшение толщины с 15 мм до 4 мм,: скорость 100-200 м/мин |
|
Коэффициент преобразования |
70%-80% |
|
Отжиг* (рекристаллизация) |
|
|
Температура |
550-600°С |
|
Второй и окончательный прокат |
|
|
Тип прокатного стана |
В основном Quarto, или, в зависимости от толщины листа, Sexto или клети с 20 роликами |
|
Усилие проката |
~2-10 кН/мм по ширине листа, в зависимости от типа стана |
|
Скорость проката |
Уменьшение толщины с 4 мм до 1 мм: скорость 300-500 м/мин, несколько проходов или уменьшение толщины с 1 мм до 0,1 мм: скорость 500-1000 м/мин, несколько проходов |
|
Резка листов и полос |
|
|
Тип оборудования |
Оборудование продольной резки полос |
|
* Отжиг выполняется каждый раз, когда значение коэффициента преобразования превышает 70%-80%; подбор температуры отжига определяется свойствами обрабатываемого материала. |
|
2.4.5 Производство слитков из меди и медных сплавов
Слитки из меди и медных сплавов изготавливают для литейного производства методом заливки в литейные формы. Сплавы производят с использованием никеля, олова, цинка, алюминия и т.д.
Для производства слитков требуется сплав точного состава. Такая точность достигается на этапе приемки и хранения сырья путем его разделения и сортировки. Старый лом обычно складируется на открытых площадках с целью формирования сплава заданного состава. Предварительные дозировка и смешивание позволяют значительно сократить время, необходимое для подготовки сплава, что снижает расход энергии и зависимость от дорогой лигатуры. Медь и медные сплавы плавят партиями в стационарных отражательных или в поворотных печах, либо в электрических (индукционных или канальных) печах. Поворотные печи применяются для плавки загрязненного лома, также часто используют кислородно-топливные горелки. Для отделения нежелательных компонентов, в частности железа, добавляют флюсы, а шлак сливают отдельно от металла. Выход металла меняется от 70% до 97% в зависимости от состава сырья. Систему отвода и очистки газов выбирают в соответствии с составом сырья и степенью его загрязнения [13].
Требования по доступу к индукционной печи для загрузки и слива металла предполагает наличие системы подвижного вытяжного оборудования, которое выдерживает механическое воздействие. Отходящие газы индукционных печей обычно поступают на очистку в циклоны и рукавные фильтры. При наличии органических загрязнений можно применять дожигание в системе рекуперации тепла, или же максимально полное сгорание примесей должно обеспечиваться системой контроля горения в печи.
При плавке латуни или бронзы образуются цинковые возгоны, количество которых, однако, можно регулировать, контролируя температуру плавки. Возгоны собираются в системе газоотведения на рукавных фильтрах. Возгоны оксида цинка обычно восстанавливают. При огневом рафинировании образование возгона цинка учитывают при проектировании системы газоотведения.
Из расплава печи берут пробу и анализируют для окончательной коррекции состава сплава. Металл по крытым желобам сливают в изложницы. Изложницы предварительно обрабатывают минеральным веществом (известковое молочко, коллоидный графит, костная мука) для предотвращения прилипания.
Охлажденные слитки связывают в штабеля или увязывают на паллетах.
2.4.5.1 Лигатура
Шихта обычно формируется предварительно согласно заданному составу сплава, но расплавленный металл может быть перелит в печь-ковш или миксер для корректировки состава сплава перед разливкой. Используется такие лигатуры, как CuP, CuNi, CuZnPb, СuВе и т.д. Эти лигатуры получают в тех же печах, которые описаны выше; состав отходящих газов и пыли при производстве лигатур определяет выбор системы управления процессом и системы отвода и утилизации отходящих газов. При наличии особо опасных элементов, таких как бериллий, или при наличии в составе флюса фосфора следует применять системы, обеспечивающие высокие показатели очистки. Например, медно-фосфорная лигатура производится следующим образом. Две печи (обычно индукционные) работают последовательно. Медь плавят в первой печи, откуда расплав поступает во вторую печь, где в него через фурму впрыскивают расплавленный фосфор. Скорость подачи контролируют для минимизации образования паров пентоксида фосфора, особенно на конечном этапе, когда достигается точка насыщения металла фосфором (<14% Р). Затем расплав разливают в изложницы. Пары пентоксида фосфора продолжают образовываться при охлаждении металла в изложницах, если содержание фосфора очень высокое.
Пентоксид фосфора очень гигроскопичен, и его пары не могут быть очищены на традиционных рукавных фильтрах, так как они абсорбируют влагу, что приводит к образованию фосфорной кислоты на поверхности фильтрующей ткани. Традиционная мокрая очистка также не обеспечивает полной очистки, так как мелкодисперсные пары образуют туман, который не улавливается средой скруббера. Эффективное снижение концентрации фосфорсодержащих соединений в потоке газа достигается при использовании высокопроизводительных скрубберов вентури или фильтров с набивкой из стекловолокна. Теоретически может производиться слабая кислота для последующего использования, но это трудноосуществимо.
2.4.6 Операции травления
Проволока, трубы, полосы и другие материалы подвергают травлению для чистовой обработки перед упаковкой, или, в случае с медной проволокой, для удаления оксидной пленки с поверхности перед волочением. Для этого используют раствор серной кислоты, иногда - смесь разбавленных серной и азотной кислот. В последнем случае, при использовании азотной кислоты повышенной концентрации, могут образовываться пары азота.
2.4.6.1 Бескислотное травление медной катанки
Этот процесс имеет замкнутый цикл. Катанка подвергается травлению непосредственно на линии в разделенной на секции горизонтальной стальной трубе с использованием 2,5%-3,5% водно-спиртового раствора изопропанола (изопропилового спирта - ИПС). Процесс преобразования оксида меди (частично остающегося на прутке) в медь под воздействием спирта известен под названием технология Бернса (Burns) [34]. Отработанный травильный раствор может перерабатываться с целью извлечения ИПС или перегоняться в вакууме. Шламы/твердые частицы после выделения из травильных растворов используются для извлечения металла. Стоки, образующиеся при извлечении ИПС, и отработанный травильный раствор можно использовать при подготовке эмульсии или отправлять на водоочистные сооружения.
После травления катанку сушат сжатым воздухом. Затем ее покрывают воском путем распыления восковой эмульсии для защиты поверхности от окисления. Катанку укладывают в бунты на деревянные паллеты, увязывают и упаковывают в полиэтилен и полипропилен.
2.4.6.2 Кислотное травление медной катанки и полуфабрикатов из меди и медных сплавов
Медная катанка
Кислотное травление медной катанки производится в разделенной на секции горизонтальной трубе из нержавеющей стали [34]. В первом варианте травление осуществляется разбавленной серной кислотой, затем остатки кислоты смываются с поверхности катанки в несколько этапов путем распыления воды с последующей сушкой сжатым воздухом и покрытием воском. Отработанная кислота отправляется на переработку или извлечение металла. Для защиты работников системы травления оснащены вентиляцией.
Продукция промывается, промывочная вода направляется на очистку, а образующиеся шламы по возможности перерабатываются. Для удаления смазки с поверхности проката используют детергенты. Отработанная вода очищается путем ультрафильтрации. Если для обезжиривания поверхности используют органические растворители, то применяют установку для обезжиривания в парах растворителя. В этом случае, в образующемся на водоочистных сооружениях шламе могут присутствовать хлорированные углеводороды.
Во втором варианте, после частичного охлаждения, бунт катанки укладывают спиралью в длинную заполненную водой трубу, соответствующую диаметру бунта на рольганге, где ее температуру снижают до 20°С с помощью орошения водой. Затем кислотоустойчивый конвейер транспортирует бунт в емкость для травления катанки 20% раствором серной кислоты. Такая система травления кислотой обеспечивает практически полное удаление окислов с поверхности катанки. Затем катанка промывается и покрывается воском.
Для извлечения меди, растворенной при обработке кислотой, применяют электроэкстракцию. Образующийся промывочный раствор может использоваться в качестве подпиточной жидкости для участка электроэкстракции, расположенного на той же производственной площадке, или очищается с помощью ионного обмена.
После освоения процесса бескислотного травления катанки при помощи изопропилового спирта, кислотное травление при производстве катанки на российских предприятиях практически не применяется.
Полуфабрикаты из меди и медных сплавов
Травление поверхности листов и лент обычно осуществляется с применением серной кислоты (8%-10%), но для некоторых специальных сплавов в непрерывных процессах или автоматических системах применяют смесь серной и азотной кислот. Для удаления паров азотной кислоты используется специальная система газоочистки. Периодически кислоту заменяют, чтобы не снизить качество обработки поверхности [34].
Отработанная кислота поступает для извлечения металлов на собственные или внешние очистные сооружения. Для защиты персонала на участках травления применяется принудительная вентиляция. Вода после промывки также поступает на нейтрализацию, а шлам по возможности перерабатывается. Для обезжиривания поверхности проката используют воду с детергентом, которая затем очищается на установках ультрафильтрации.
2.5 Неорганизованные эмиссии
_______________
По материалами справочника ЕС по НДТ для предприятий цветной металлургии.
Неорганизованные эмиссии - очень важный источник эмиссий в цветной металлургии. Их объем может быть существенно выше объема организованных эмиссий, поступающих на очистку (в отдельных источниках высказывается мнение, что объем неорганизованных эмиссий может в 2-3 раза превышать объемом контролируемых эмиссий [33], хотя этот показатель сильно меняется в зависимости от условий конкретной площадки).
Неорганизованные эмиссии [35] - эмиссии, возникающие при прямом (не канализованном) контакте летучих соединений или пыли с окружающей средой при нормальных условиях работы. Они могут возникать в связи с:
- особенностями конструкции оборудования (например, фильтров, сушильных установок);
- режимами эксплуатации (например, во время перемещения материала между контейнерами);
- видами деятельности (например, деятельность по техническому обслуживанию);
- постепенным выпуском в другие компоненты окружающей среды (например, в охлаждающие или сточные воды).
Источники неорганизованных эмиссий могут быть точечными, линейными, поверхностными или объемными. Многочисленные выбросы от источников внутри здания обычно относят к неорганизованным эмиссиям, если загрязняющие вещества выводятся из здания естественным путем, в то время как выбросы через принудительную вентиляцию рассматриваются как канализованные/контролируемые эмиссии.
К примерам неорганизованных эмиссий относятся эмиссии, образующиеся на складах во время погрузки и разгрузки, при хранении пылящих твердых материалов на открытом воздухе, выбросы от печей при загрузке шихты и выпуске плавки, выбросы от электролизных ванн, процессов, в которых используются растворители и т.п.
Случайные эмиссии [35] - эмиссии в окружающую среду, возникающие в результате постепенной утраты герметичности оборудования, обеспечивающей удержание внутри него газа или жидкости. Обычно утрата герметичности может быть вызвана перепадом давления и возникающей в результате утечкой. Случайные эмиссии - частный случай неорганизованных эмиссий.
К примерам случайных эмиссий относятся утечки из фланцев, насосов или других устройств и потери жидких и газообразных продуктов при их хранении.
2.5.1 Источники неорганизованных эмиссий
На металлургических заводах неорганизованные эмиссии могут возникать из следующих источников:
- системы транспортировки, разгрузки, хранения и переработки, выбросы которых прямо пропорциональны интенсивности ветра;
- взвеси дорожной пыли, поднимаемой при работе транспортных средств, и загрязнение их колес и шасси;
- вторичный выброс пылящих материалов с брошенных цехов, складов или пунктов разгрузки под действием ветра, который пропорционален кубу скорости ветра;
- собственно технологические процессы.
В справочнике ЕС по НДТ для выбросов со складов и площадок хранения [36] и в пункте 2.5.2 приведены описания первых трех источников неорганизованных эмиссий.
Существует определенная вероятность эмиссий ЛОС в воздух и нефтепродуктов в воду и на почву во время погрузки, хранения, разгрузки и перемещения жидкостей и газов. ЛОС также могут выбрасываться в атмосферу путем испарения из резервуаров и утечек из трубопроводов. Существует также вероятность загрязнения пылью и металлами воздуха и почв при погрузке, разгрузке, транспортировке и хранении твердых материалов и вследствие вторичных выбросов пыли в зонах хранения и с конвейеров. Взвешенные твердые частицы, металлы, нефтепродукты и различные анионы, такие как сульфаты (в зависимости от типа руды и ее способов ее переработки), могут сбрасываться в воду.
Источники, связанные с технологическими процессами, описанные в подразделе 2.4, также важны [33], поскольку неорганизованные выбросы могут возникать вследствие негерметичности технологического оборудования, во время загрузки, плавки и выпуска расплавов, а также при транспортировке расплавов между операциями. Особое значение имеет тот факт, что преобладающие температуры различных фаз металлов, шлаков и штейнов выше точки испарения попутных легкоплавких металлов (например, цинка) и оксидов (например, SnO и РbО), поэтому последние аккумулируются в отходящих испарениях. По мере возможности неорганизованные выбросы должны улавливаться на источнике при помощи вторичных вытяжек, а образующиеся отходящие газы должны направляться на газоочистку.
Источником неорганизованных выбросов с завода является также содержащий пыль вентиляционный воздух, отходящий через проемы в стенах и крышах производственных зданий. При выборе превентивных мер особое внимание следует уделять условиям труда работников. Исходя из необходимости учета воздействия на персонал, находящийся в здании, сокращение неорганизованных выбросов из здания путем, например, закрытия окон или другого способа удержания их внутри здания, не является приемлемым. В связи с этим борьба с неорганизованными выбросами, образующимися внутри здания, должна ориентироваться, прежде всего, на их предотвращение максимально близко к источнику образования (например, с более равномерной загрузкой шихты в плавильную печь или усовершенствование аспирационных зонтов над зонами пыле-газовыделения там, где это возможно и целесообразно). Замеры на рабочих местах, результаты анализов крови и мочи работников могут также свидетельствовать о степени улавливания неорганизованных выбросов [37].
2.5.2 Процессы и методы предупреждения неорганизованных эмиссий при хранении и обработке исходных материалов
Основным сырьем, используемым при производстве цветных металлов, являются руды и концентраты, вторичное сырье, топливо (газ, твердое топливо, мазут в качестве резервного топлива) и технологические газы (такие как кислород, хлор и инертные газы). Также используются и другие материалы, такие как флюсы, добавки, химические реагенты (например, для систем очистки). Это разнообразие материалов создает множество проблем, связанных с их использованием и хранением, и выбор конкретных применяемых методов зависит от физических и химических свойств материала (см. также [36]). В целом следует избегать хранения пылящих материалов на открытых площадках. Конвейерные системы должны быть закрытыми. Рукавные фильтры должны регулярно проверяться и обслуживаться [38]. Ниже приведено описание наиболее распространенных процессов и методов, которые могут применяться для предотвращения эмиссий в окружающую среду.
2.5.2.1 Процессы и методы, применяемые для руд и концентратов
Руды и концентраты могут доставляться к месту переработки автомобильным, железнодорожным и водным транспортом. В пунктах их разгрузки широко используются системы предотвращения пыления, улавливания и очистки от пыли.
Производственный экологический контроль, играющий все более важную роль в повышении эффективности переработки, сокращении потребления энергии и снижении эмиссий, обычно основан на эффективных методах отбора и анализа проб, регистрации параметров сырья, что позволяет определить оптимальные эксплуатационные характеристики основных технологических процессов. Это во многом определяет выбор методов хранения и обработки.
Разгрузка, хранение и перемещение твердых материалов выполняется с помощью тех же методов, которые применяются для твердого топлива. Обычно для данных материалов применяются более строгие требования к условиям хранения, поскольку они обычно химически более активны, имеют меньший размер частиц, легче образуют воздушные взвеси или смываются в воду. Широко используются автоматические устройства быстрой герметизации. Вещества, используемые для флюсования и шлакования, также доставляются на площадку, хранятся и перерабатываются аналогично рудам и концентратам.
Руды и концентраты (если они образуют пыль) и другие пылящие материалы обычно хранятся в закрытых зданиях. Также используются накрытые и укрытые штабеля и бункеры. Открытые штабеля используются для хранения крупных фракций окомкованного материала, однако они обычно размещаются на площадках с твердым, влагонепроницаемым покрытием, например бетонированных, для предотвращения материальных потерь, загрязнения почв и руд. Некоторые крупнокусковые материалы не размещают на площадках с твердым покрытием из-за возможных повреждений покрытия, которые могут вызвать скрытые проблемы. Для разделения руд разного качества между их штабелями часто оставляют проходы.
Руды и концентраты обычно используются на крупных установках, поэтому в качестве основного места хранения бункеры используются не часто, но они могут использоваться для промежуточного хранения, либо для приготовления рудных/флюсовых смесей. Для взвешивания руд и флюсов с целью получения оптимальных смесей и улучшения технологического контроля используются системы дозирования "по изменению веса" и конвейерные весы, дозаторы.
Для пылеподавления часто используется распыление воды, но при необходимости использования сухой шихты этот метод обычно не применяется. Для пылеподавления без переувлажнения материала используются альтернативные методы, такие как мелкодисперсные распылители, позволяющие получать водяной туман. Некоторые концентраты изначально содержат достаточно влаги для предотвращения пыления.
Для предотвращения пылеобразования в условиях ветреной погоды могут использоваться поверхностно связывающие агенты (такие как меласса, известь или поливинилацетат). Связывание частиц поверхностных слоев может предотвратить их окисление и последующую утечку материала в грунт или поверхностные стоки.
Разгрузка рудных материалов может быть потенциальным источником значительных выбросов пыли. Основная проблема возникает, когда полувагон или иное опрокидывающееся транспортное средство разгружается под действием силы тяжести. Интенсивность разгрузки не контролируется, что приводит к существенным выбросам пыли, которые могут превзойти возможности пылеподавления и пылеулавливания. В таких случаях могут использоваться закрытые разгрузочные помещения с автоматическими дверями.
Также используются прозрачные пластиковые экраны, которые располагаются напротив опрокидываемых вагонов. В этом случае воздушная волна, возникающая при разгрузке, проходит в распорную секцию (sprung section) и контейнер поглощает энергию разгрузки; давление воздуха амортизируется, что позволяет вытяжной системе справляться с возросшей нагрузкой.
Материал может разгружаться при помощи конвейера с нижней подачей, грейферного крана или фронтального погрузчика, для транспортировки пылящих материалов используются полностью закрытые конвейеры. Для транспортировки плотных материалов также применяются пневматические системы. Для улавливания пылящих материалов в стационарных пунктах разгрузки или в точках перегрузки на конвейерах могут использоваться аспирационно-фильтрующие системы. При использовании открытых конвейеров пыление может возникать при слишком быстром движении ленты (например, при скорости выше 3,5 м/с). При использовании фронтального погрузчика пыление возможно на всем протяжении дистанции транспортировки.
Твердые частицы могут налипать на колеса и другие части транспортных средств, загрязняя дороги, как на промышленной площадке, так и за ее пределами. Для устранения этого вида загрязнения часто используется мойка колес и днища (или, например, при отрицательных температурах, другие методы очистки). Эту проблему может усугубить использование фронтальных погрузчиков, большего, чем необходимо, размера.
Подметальные машины и другое специализированное оборудование, применяющее комбинацию распылителей воды и вакуумного всасывания, широко используется для сбора пыли, в том числе со старых складских территорий, для поддержания чистоты внутренних дорог и предотвращения вторичного пыления.
В зависимости от местной топографии необходимо предпринимать меры предосторожности в отношении паводков/наводнений и связанных с ними эмиссий токсичных материалов.
2.5.2.2 Процессы и методы, применяемые для вторичного сырья
Для цветной металлургии характерно активное извлечение металлов из различных видов сырья, т.е. используется широкий спектр вторичных материалов. Лом металлов, съемы/дроссы, пыли используются как источники металлов, при этом такие материалы нередко содержат несколько видов металлов или их соединений. Комплексный подход в рамках одного предприятия или между близко расположенными несколькими предприятиями может содействовать эффективному использованию вторичного сырья [39]. Вторичные материалы также используются в рамках некоторых технологий переработки первичного сырья.
Источник вторичного сырья может дать информацию о потенциальных эмиссиях, связанных с присутствием кислот, нефтепродуктов, органических загрязнителей (из которых во время плавки могут образовываться ПХДД/Ф), анионов и таких компонентов как аммиак, образующихся в результате взаимодействия съемов/дроссов с влагой. Это прямо влияет на возможные эмиссии в атмосферу, водную среду и на почву, причем может быть эмитирован любой из этих компонентов. Контроль наличия в составе материалов (например, путем проверки и сортировки) непредвиденных примесей и загрязняющих веществ может быть экономически эффективен с точки зрения чистоты готового продукта и снижения эмиссий.
Физическое состояние материала также влияет на методы хранения и переработки. Материалы могут быть пылящими, маслянистыми, могут значительно различаться по размеру: от тонкодисперсной пыли до крупных кусков. Эти факторы оказывают влияние на выбор методов доставки, хранения и переработки. Методы обращения с первичным сырьем применяются наряду с другими перечисленными ниже методами.
Вторичные сырьевые материалы могут доставляться на площадку в мешках МКР (биг-бэгах), либо в бочках. Физическое состояние материала определяет метод доставки и метод хранения. Источник материала также может определять значительное воздействие, в связи с чем применяются различные методы сортировки материалов. В большинстве случаев осуществляются контроль качества и анализ загружаемых материалов.
Крупные компоненты и такие материалы, как стружка, обрезь и шлифовальный шлам, хранятся на бетонированных площадках, которые могут быть открытыми, закрытыми или находиться внутри зданий. Некоторые материалы крупных фракций не хранятся на площадках с покрытием, если они могут повредить такое покрытие. Разнородные материалы обычно хранятся в отдельных штабелях для разделения различных сортов материала и составов для различных сплавов.
Пылящие материалы и съемы/дроссы также хранятся в раздельных штабелях, которые могут быть открытыми, укрытыми или находиться внутри зданий. Эти материалы могут быть самовоспламеняющимися или реагировать с влагой, образуя в зависимости от химического состава аммиак или другие газы, такие как арсин (мышьяковистый водород) или стибин (сурьмянистый водород). Поэтому при выборе методов хранения необходимо учитывать эти факторы. Холодный пылящий материал может быть покрыт связующим материалом, таким как меласса, с получением сухой крошки, исключающей образование пыли. Присутствие в сырье связующего материала не влияет на параметры пирометаллургических процессов.
Вторичные сырьевые материалы могут быть загрязнены различными другими материалами, такими как нефтепродукты, кислоты и органика, которые могут быть смыты в дренажные системы. Возможность загрязнения такими веществами ливневых и других стоков учитывается при разработке методов хранения и очистки стоков с соответствующих площадок. Для предотвращения загрязнения водных объектов применяются обвалование площадок, герметизация их поверхности и нефтеловушки.
При обращении с материалами в зависимости от способа хранения используются различные методы. Применяются грейферы, конвейеры, бульдозеры, фронтальные погрузчики, экскаваторы. Вторичные материалы перед использованием и предварительной обработкой часто необходимо смешивать, в этом случае используются промежуточные площадки для хранения.
2.5.2.3 Процессы и методы, применяемые для топлива
Топливо может использоваться непосредственно как источник тепла, как восстановитель или и в том и в другом качестве. Тип использования должен определяться конкретно для каждой отдельной установки. Топливо может доставляться на площадку по трубопроводу, автомобильным, железнодорожным или водным транспортом. Методы доставки находятся вне области применения настоящего документа, но использование колесного транспорта для регулярной доставки может увеличить уровень шума и перегрузку движения транспорта на площадке и в непосредственной близости от нее.
Доставка и хранение топлива обычно контролируются оператором объекта с целью предотвращения разливов и утечек. К числу используемых методов относятся следующие.
Жидкое топливо
Для доставки наиболее часто используются автомобильные и железнодорожные цистерны. Для систем хранения топлива на площадке характерно использование резервуаров с вентилируемой или плавающей крышей, размещаемых в закрытых зонах, либо внутри обвалования, емкость которого достаточна для удержания содержимого самого большого резервуара (или 10% от общего объема всех резервуаров, в зависимости от того, что больше). Для предотвращения попадания нефтепродуктов в ливневые стоки используются эффективные нефтеловушки.
Часто практикуется дренирование испарений от резервуаров для хранения обратно в загрузочный резервуар, за исключением случаев использования плавающей крыши. При доставке жидкого топлива и сжиженных газов используется автоматическая повторная герметизация соединяющих трубопроводов. Питающие соединения находятся внутри обвалованной территории.
Общепринятой практикой являются регулярные проверки содержимого резервуара для обнаружения утечек и определения безопасного объема загрузки. Используются системы подачи сигналов тревоги. В некоторых случаях применяется инертная атмосфера.
Для доставки жидкого топлива могут также использоваться трубопроводные системы, включающие резервуары промежуточного хранения. Раздача топлива для технологических нужд из резервуаров хранения обычно производится по воздушным трубопроводам, сервисным траншеям или, реже, по подземным трубопроводам. Для предотвращения повреждения воздушных трубопроводов используются барьеры. Использование подземных трубопроводов может затруднять выявление утечек топлива, которые могут повлечь загрязнение почвы и подземных вод.
При наличии риска загрязнения грунтовых вод территория для хранения должна быть изолирована и устойчива к воздействию хранящегося материала.
Газообразное топливо
Общепринятой системой доставки газообразного топлива являются трубопроводы. Хотя сжиженный нефтяной газ может рассматриваться как жидкость, при обращении с ним применяются те же методы, что и при обращении с газом.
Доставка газа часто связана с применением оборудования для понижения давления или, иногда, компрессорного оборудования. В любом случае для выявления утечек часто используют измерение давления и объема, а для контроля состояния атмосферы на рабочих местах и поблизости от резервуаров хранения - газовые датчики.
К числу общепринятых методов относятся распределение газа с помощью воздушных трубопроводов или трубопроводов, размещаемых в сервисных траншеях; при этом, применяются соответствующие методы защиты этих трубопроводов от повреждений.
Твердое топливо
Для доставки твердого топлива используется автомобильный, железнодорожный или водный транспорт. В зависимости от типа (например, кокс, уголь) и риска пылеобразования топливо хранят в бункерах, закрытых штабелях, открытых штабелях или в зданиях.
Открытые штабели используются нечасто, но там, где они применяются, их проектируют с откосом с наветренной стороны; могут устанавливаться ограждающие стены для уменьшения воздействия ветра и сохранения материала. Материал может перегружаться конвейером, грейфером или фронтальным погрузчиком.
Конвейерные системы проектируются с минимальным числом поворотов и минимальной высотой падения на этих поворотах, чтобы сократить потери и пылеобразование. В зависимости от риска пылеобразования используются закрытые, укрытые или открытые конвейеры; при необходимости используются системы фильтрации и пылеочистки. При использовании открытых конвейеров пыление может возникать при слишком быстром движении конвейера (т.е. свыше 3,5 м/с). С целью предотвращения потерь для очистки возвратной секции конвейера используются ленточные скребки.
Для предотвращения выбросов пыли может контролироваться влажность топлива. Выбросы пыли возможны при использовании сухого и тонкодисперсного материала. Здесь сокращению воздействия может способствовать наличие в контракте на поставку топлива его спецификации с указанием параметров влажности и приемлемой концентрации тонкодисперсных фракций [17].
Для предотвращения пылеобразования под воздействием ветра и поверхностного окисления топлива над открытыми штабелями в некоторых случаях разбрызгивается вода или связующие агенты (такие как поливинилацетат или меласса). Поскольку твердые частицы могут быть смыты в дренажные системы, для предотвращения загрязнения стоков с открытых штабелей часто используется осаждение этих стоков.
Твердое топливо может транспортироваться по площадке при помощи грузовых автомобилей, конвейера, пневматических систем. Часто в качестве временных или резервных хранилищ используются силосы или бункеры. Эти системы обычно включают пылеулавливающее и фильтрующее оборудование.
2.5.2.4 Процессы и методы, применяемые для образующихся химических веществ и газов
Кислоты и щелочи, другие химические реагенты часто используются в основных технологических процессах для выщелачивания металлов, осаждения соединений или в очистном оборудовании, а также могут производиться в ходе основного технологического процесса.
Поставщик, как правило, указывает требования к условиям хранения таких материалов. Многие из этих реагентов могут взаимодействовать между собой, что учитывается при определении методов их хранения и переработки: обычно применяется раздельное хранение химически активных материалов. Жидкости обычно хранятся в бочках или резервуарах на открытых или закрытых обвалованных территориях; при этом для таких территорий используются покрытия, устойчивые к воздействию кислот и химических веществ. Твердые материалы обычно хранятся в бочках или мешках МКР (биг-бэгах) в помещениях с изолированными дренажными системами; для хранения некоторых материалов, таких как, например, известь используются силосы. Применяются пневматические транспортные системы.
В производстве меди, как и других цветных металлов, для различных целей используются газы. В частности, в больших объемах могут применяться технологические газы. Потребление отдельных видов газов оказывает влияние на методы их транспортировки и распределения.
Для улучшения сгорания, обеспечения окисления и улучшения процесса конвертирования используется кислород; для восстановления оксидов металлов используются природный газ, бутан или пропан. Диоксид углерода, азот и аргон используются для обеспечения инертной атмосферы и для дегазации расплавленного металла. Окись углерода и водород используются в основных технологиях. Водород и диоксид серы используются для восстановления оксидов и солей. Хлор и кислород используются в процессе выщелачивания.
Оператор может производить газы на своей площадке для собственных нужд, хотя известны случаи выпуска газов по контрактам для поставки на другие площадки. На некоторых объектах для улучшения горения используется кислород, а для подавления искрения воспламеняющихся материалов - азот. Для производства обоих этих газов используются одни и те же криогенные процессы или процессы, основанные на перепадах давления; производимый низкокачественный азот может применяться в ряде операций, требующих инертной среды. Аналогичным образом дымовые газы с низким содержанием кислорода могут использоваться для предотвращения самовозгорания.
Газы могут транспортироваться в цистернах или по трубопроводам. Контроль объема запасов и давления обеспечивают обнаружение утечек для всех газов.
Для смешивания газов (например, приготовления смесей аргона и хлора) используются балансировка и слияние потоков. При небольших потребностях могут поставляться предварительно смешанные газы.
Распределение газов внутри площадки обычно обеспечивается воздушными трубопроводами, снабженными надежными системами защиты от повреждений.
2.5.3 Процессы и методы предупреждения неорганизованных выбросов и сбора отходящих газов при производстве металлов
Этот подраздел посвящен предотвращению неорганизованных выбросов и улавливанию отходящих газов металлургических процессов, включая неорганизованные выбросы, вызванные дефектами в проектировании или обслуживании систем газоулавливания. Газы и испарения технологического процесса попадают в рабочую зону и затем - в окружающую среду. Они, таким образом, влияют на обеспечения условий труда работников, а также вносят свой негативный вклад в воздействие процесса на окружающую среду. Методы улавливания технологических газов используются для предотвращения и минимизации таких неорганизованных выбросов.
Пыль, испарения и газы металлургических процессов улавливаются с помощью систем укрытия печей, путем полного или частичного перекрытия желобов, систем выпуска расплавов, зон передачи, с помощью других аналогичных систем или с помощью вытяжных зонтов [40]. Горячие газы от желобов могут улавливаться и использоваться для поддержания горения, что также позволяет утилизировать остаточное тепло. В герметизированных печах могут использоваться закрытые кислородные фурмы и горелки, пустотелые электроды, вытяжные зонты и колосники, или стыковочные системы, обеспечивающие герметичность печи на время загрузки. Вытяжные зонты размещаются как можно ближе к источнику выбросов, с учетом наличия пространства, необходимого для выполнения производственных операций. В некоторых случаях используются перемещаемые зонты, а для ряда процессов вытяжные зонты используются для улавливания первичных и вторичных выбросов. Также применяются отдельные третичные системы улавливания, спроектированные для сбора всех остающихся выбросов; их часто называют "дом-в-доме" (см. рисунок 2.8).
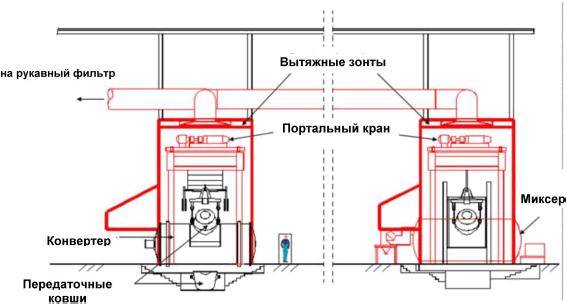
Рисунок 2.8 - Система улавливания "дом-в-доме"
Кроме вышеупомянутых методов имеются сведения о следующих мерах по предотвращению неорганизованных выбросов и улавливанию отходящих газов металлургических процессов.
Увеличение объема шихты, загружаемой в печь или ячейку, для обеспечения лучшей герметизации и улавливания отходящих газов.
Обновление или усовершенствование оборудования для улавливания и фильтрации отходящих газов.
Сокращение времени простоя печи за счет улучшения огнеупорной футеровки (тем самым сокращается время разогрева и останова, когда происходит краткосрочное увеличение выбросов).
Герметизация крыш производственных зданий и модернизация фильтров.
Проведение исследований динамики потоков печных газов с помощью компьютерных моделей, а также потоков печных газов и движения конденсированных электролитов с помощью трассеров [41] для предотвращения и сокращения неорганизованных выбросов. Использование этих методов позволяет оптимизировать режимы эксплуатации систем газоулавливания. Параллельно шло совершенствование конструкции печей и систем подачи электролита для обеспечения загрузки сырья небольшими одинаковыми по объему партиями, что также вносят свой вклад в предотвращение неорганизованных выбросов [41].
Критерии проектирования. Системы улавливания и коэффициенты очистки проектируются на основе достоверных данных об улавливаемом материале (размеры частиц, концентрация и т.п.), о форме облаков пыли в условиях предельных режимов и о влиянии изменений объема, давления и температуры на эти системы. Для достижения оптимальных проектных параметров и эффективности улавливания могут использоваться компьютерные модели динамики потоков [42]. Корректное измерение или оценка объема, температуры и давления газа выполняются для того чтобы обеспечить необходимую степень очистки на пике газовых потоков. Для качественного проектирования с целью предупреждения истирания, отложения, коррозии или конденсации также необходимо измерять и некоторые другие параметры, характеризующие состояние газа и пыли. Другим важным фактором является обеспечения доступа к зонам загрузки материалов и выпуска расплавов из печи при сохранении высокого уровня улавливания отходящих газов; для учета этого фактора на стадии проектирования необходимо использовать практический опыт персонала, эксплуатирующего печи.
Существуют и другие методы улавливания неорганизованных выбросов, которые невозможно предотвратить, либо ограничить [40], [43], [44], [45].
Закрытие и очистка от загрязнений старых складских территорий или объектов утилизации.
Применение критериев проектирования для систем улавливания и очистки полезно не только для предотвращения выбросов в атмосферу, но и для сокращения энергопотребления, так как улавливание газа требует перемещения больших объемов воздуха и может быть связано с потреблением огромных объемов электроэнергии. При проектировании современных систем улавливания основное внимание уделяется увеличению доли улавливаемых загрязняющих веществ и минимизации объемов перемещаемого воздуха [26]. Конструкция системы улавливания или вытяжных зонтов очень важна, так как современные проектные решения могут обеспечить высокую эффективность улавливания без избыточного энергопотребления в остальной системе. Герметизированные системы, такие как закрытые печи, могут обеспечивать очень высокую эффективность улавливания и имеют преимущество перед другими, полугерметичными печами. Для оборудования с периодическим режимом работы, например конвертеров, характерна высокая изменчивость газовых потоков; герметизацию такого оборудования сложно обеспечить, поэтому его часто приходится оснащать вторичными вытяжными устройствами [17].
Для подачи улавливаемых газов на очистку или обработку используются газоходы и вентиляторы. Эффективность улавливания зависит от эффективности вытяжных устройств, целостности газоходов, устойчивой работы системы контроля давления/потока. Для обеспечения степени улавливания, отвечающей меняющимся условиям (например, изменениям в объеме отходящих газов), с целью минимизации энергопотребления используются вентиляторы с переменной скоростью. Также возможно использовать систему автоматического управления вентиляторами, которая включает их только на этапах процесса, связанных с образованием выбросов, как в вышеупомянутой системе "дом-в-доме". Системы улавливания также могут проектироваться с учетом характеристик установок, с работой которых они связаны, например установки газоочистки или сернокислотной установки. Используются системы управления, обеспечивающие качественное проектирование и обслуживание систем.
2.6 Диоксид серы
Диоксид серы образуется во время сушки, обжига и плавки сульфидных концентратов и других материалов, при этом диоксид серы образуется в различных концентрациях, поэтому выбор той или иной системы улавливания зависит от конкретных значений концентрации.
Присутствующая в сырье сера с помощью соответствующих реагентов может поглощаться шлаками или штейнами, а штейны могут использоваться в технологическом процессе. Сера, не поглощенная штейном или шлаком в процессе плавки, как правило, присутствует в виде SO и может быть извлечена в виде элементарной серы, жидкого SO, гипса (сульфата кальция) или серной кислоты. Выбор конечного продукта определяется наличием соответствующих рынков, но наиболее экологически безопасный вариант - это производство гипса или элементарной серы, особенно в условиях отсутствия надежных рынков сбыта для прочих продуктов. Диоксид серы образуется в результате обжига и плавки сульфидных концентратов и связанных с ними процессов конвертирования. Данные процессы реализуются таким образом, чтобы достигалась максимальная концентрация диоксида серы, что повышает эффективность процесса ее извлечения. Высокая степень извлечения серы устраняет межсредовые эффекты.
Информация о процессах, методах и технологических установках, применяемых для улавливания SO и выпуска из него таких продуктов, как серная кислота, жидкий SO, элементарная сера или гипс (сернокислый кальций), приведена в Б.4.4.
2.7 Водопотребление и водоотведение
В данном разделе приводится общая характеристика процесса образования сточных вод. Описание путей и методов сокращения их объемов, использования воды в замкнутом цикле и очистки стоков приведено в Б.5.
2.7.1 Основные источники сточных вод
Производство цветных металлов с помощью пирометаллургических и гидрометаллургических процессов связано с образованием различных видов сточных вод. Классификация основных источников наиболее существенных стоков представлена на рисунке 2.9.
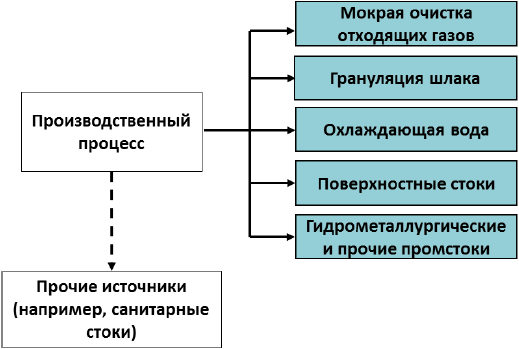
Рисунок 2.9 - Классификация стоков
Показанные на рисунке стоки могут содержать соединения металлов, присутствующие в технологических процессах, и оказывать существенное воздействие на окружающую среду. Даже в незначительных концентрациях некоторые металлы, такие как ртуть или кадмий, очень токсичны. Токсическое воздействие некоторых соединений металлов обусловлено тем, что в определенных химических условиях металлы могут легко поступать в природные водотоки в виде растворимых соединений, быстро и необратимо ассимилируясь в пищевую цепь [46].
2.7.1.1 Стоки, образующиеся при очистке отходящих газов
Оборудование для мокрой очистки выбросов постепенно замещается методами сухой очистки. Преимущества сухих методов газоочистки, таких как рукавные фильтры, заключаются в том, что отсутствует необходимость очистки шламов и сточных вод, а улавливаемая пыль часто может непосредственно возвращаться в основной процесс.
В определенных случаях без использования методов мокрой очистки воздуха, например мокрых скрубберов или мокрых электрофильтров, обойтись невозможно. В частности, они применяются, когда не подходят другие системы очистки и существует риск взрыва или возгорания от воспламеняющихся частиц, и когда газообразные вещества (например, диоксид или триоксид серы), а также твердые частицы необходимо удалить из потока отходящих газов. Мокрые электрофильтры необходимо использовать, когда нужно очищать влажные насыщенные газы с высоким содержанием пыли. Например, во время производства первичного цинка и меди с помощью скруббера и мокрого электрофильтра улавливаются отходящие технологические газы, содержащие пыль и диоксид серы. Мокрые электрофильтры также применяются для сбора смоляного тумана из отходящих газов печи для нагрева электродов. В мокрых скрубберах ускорение и замедление потока газа и атомизированная смачивающая жидкость образуют вихревое движение, вовлекающее газы, пыль и капли жидкости. Частицы пыли очень быстро намокают, и происходит ускорение химических реакций. Далее в коллекторе происходит удаление из газового потока капель жидкости и смоченной пыли. После этого могут быть извлечены для дальнейшей обработки загрязненные жидкие стоки. Если промывочная жидкость не насыщена растворимыми компонентами, то извлечение взвешенных твердых частиц в сгустителе позволяет повторно использовать промывочную воду. Однако, в некоторых случаях необходимо осаждение растворимых элементов для того, чтобы промывочную жидкость можно было использовать повторно.
Обычно стоки требуют дальнейшей обработки, например нейтрализации и (или) осаждения твердых частиц для их выделения из жидкости.
Слабая кислота, образующаяся в мокром электрофильтре, может перерабатываться следующими способами:
- путем концентрации и последующего разложения в плавильной печи, когда SO можно извлечь с помощью сернокислотной установки;
- обработанная жидкость обычно может подаваться в систему мокрой очистки, но для контроля состава жидкости должна быть возможность отбора проб;
- слабую кислоту, полученную в результате таких процессов, можно использовать повторно в других процессах.
Было отмечено, что в некоторых случаях технологические стоки из системы мокрой очистки плавильной печи содержат цианиды, образующиеся в результате реакции углерода с атмосферным азотом. Содержание цианидов можно снизить, используя стоки со скруббера для грануляции шлака, что приводит к выпариванию и окислению большей части цианидов.
2.7.1.2 Стоки, образующиеся при грануляции штейна или шлака, при производстве металлического гранулята и при разделении материалов по плотности
При производстве цветных металлов, штейн, шлак и полученный металл сливаются из печи. Материалы могут гранулироваться по отдельности за счет воздействия на них с помощью водяной струи высокого давления или применения иных систем охлаждения с целью образования одноразмерных частиц. Гранулированный металл впоследствии продается в виде металлических гранул. Гранулированный шлак можно использовать в других целях, а гранулированный штейн может применяться на этапе конвертирования. Типичная схема процесса гранулирования представлена на рисунке 2.10.
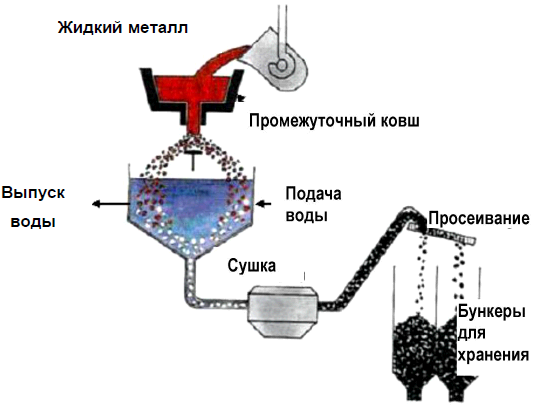
Рисунок 2.10 - Грануляция расплавленного металла (шлака) [47]
Стоки, образующиеся на этапе гранулирования, обычно используют в замкнутом цикле водооборота (см. рисунок 2.11). Для предотвращения накапливания взвешенных твердых веществ и соединений металлов из системы замкнутого водооборота необходимо постоянно удалять их осадки.
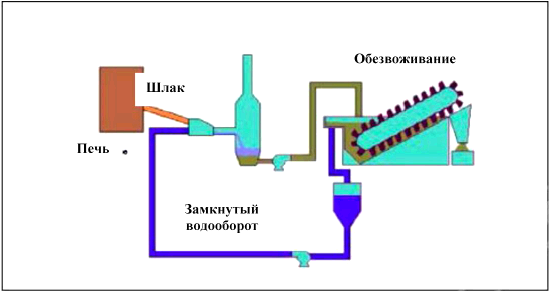
Рисунок 2.11 - Замкнутый цикл водооборота
Для разделения металлов и соединений легких загрязняющих веществ, например для удаления пластика, образующегося после измельчения лома, также используется метод разделения по плотности ("осаждение - всплытие"). Возникающие стоки обычно обрабатываются, и всплывшие вещества удаляются. Для предотвращения накапливания взвешенных твердых веществ и соединений металлов из системы замкнутого водооборота необходимо постоянно удалять их осадки.
Осадки или стоки обычно направляются на центральные водоочистные сооружения.
2.7.1.3 Охлаждающая вода
Как правило, на металлургических предприятиях для охлаждения отдельных узлов агрегатов широко используется охлаждающая вода. Она делится на бесконтактную и контактную охлаждающую воду.
Бесконтактная охлаждающая вода применяется для охлаждения печей, аспирационных зонтов печей, разливочных машин и т.д. В зависимости от размещения завода охлаждение может проводиться с помощью прямоточной системы или системы водооборота с градирнями. Вода из прямоточной системы охлаждения обычно поступает назад в природный источник, например в реку или пруд, из которых эта вода забиралась. В этом случае необходимо учитывать возможность повышенной температуры воды перед тем, как она сбрасывается в природный источник. Бесконтактная охлаждающая вода может также циркулировать в системе замкнутого водооборота, проходя через градирни.
Контактное охлаждение используется, например, во время литья или проката горячей заготовки. Использованная для прямого охлаждения вода обычно загрязнена металлами и взвешенными твердыми веществами, причем нередко она образуется в больших объемах. Из-за специфического состава и для того, чтобы избежать разбавления, охлаждающую воду прямого контакта очищают отдельно от других стоков.
Количество выделяемой теплоты и максимальные температуры на сбросе зависят от местных климатических условий. В частности, в каждом конкретном случае необходимо учитывать воздействие на водную среду. При необходимости проектируют специальные технологические системы охлаждения. В этом случае могут применяться следующие методы:
- водный теплообмен (поверхностные воды и т.п.);
- воздушный теплообмен;
- градирни-испарители.
В целях минимизации воздействия охлаждения на окружающую среду в целом рекомендуется использовать справочник НДТ для промышленных систем охлаждения.
2.7.1.4 Поверхностные стоки
Поверхностные/ливневые стоки образуются при загрязнении осадков, попадающих на крыши зданий и площадки с твердым покрытием. Загрязнение осадков происходит, например, при смыве содержащей металлы пыли с открытых складов или нефтепродуктов и других загрязняющих веществ с территории объекта в дренажную систему. Загрязнение поверхностных вод можно предотвратить или минимизировать с помощью передовых практик хранения сырья, а также регулярного техобслуживания и уборки всей производственной территории.
Поверхностные/ливневые стоки можно собирать отдельно. После отстаивания или химической очистки их можно использовать в производственных целях, например в качестве охлаждающей воды или при поливе открытой территории для предотвращения образования пыли.
2.7.1.5 Стоки, образующиеся при реализации гидрометаллургических процессов
Основные стоки, образующиеся при гидрометаллургическом производстве цветных металлов, перечислены в таблице 2.8.
Таблица 2.8 - Потенциальные источники стоков, образующихся при гидрометаллургическом производстве цветных металлов
|
Процесс |
Операция/источник |
Применение |
|
Очистка газов из печи обжига |
Мокрая очистка газов из печи обжига |
Водоочистные сооружения, предусматривающие этапы осаждения, иногда с удалением металлов в ионообменниках |
|
Выщелачивание |
Общие операции, включая мокрую газоочистку |
Возврат в процесс выщелачивания |
|
Очистка |
Общие операции |
Возврат в процесс выщелачивания или на следующий этап обработки |
|
Электролиз |
Чистка ванн, анодов и катодов. Отработанный электролит. Утечки электролита |
Возврат в процесс выщелачивания. Возврат в процесс электролиза после очистки. |
Гидрометаллургический процесс обычно начинается с этапа выщелачивания. Во время выщелачивания желаемый металл и прочие элементы освобождаются от минералов и поступают в раствор.
Ниже перечислены типичные реагенты, используемые при выщелачивании и в других реакциях [48]:
- вода для водорастворимых соединений (медного купороса);
- серная, соляная и азотная кислоты или гидроксид натрия для оксидов металлов;
- комплексообразователи, например цианид (золото, серебро) или аммиак (медно-никелевые руды);
- выделение металлов или их соединений из руд с помощью соответствующего газа или путем окисления, например диоксида марганца - с помощью диоксида серы, а никелевого штейна - с помощью хлора;
- кислотно-основные реакции, например восстановление вольфрам комплекса из вольфрама при высоком значении рН.
Чтобы повысить содержание получаемого металла в выщелачивающем растворе можно использовать некоторые гидрометаллургические методы очистки и обогащения. Получаемый металл извлекают из очищенного раствора с помощью различных методов, таких как цементация, восстановление газами, селективное осаждение, ионный обмен, экстракция растворителем, кристаллизация, выпарка или электролиз. Для поддержания правильного баланса в рамках некоторых из вышеперечисленных процессов, как правило, возникает необходимость в постоянном удалении части раствора.
Как было продемонстрировано рядом предприятий цветной металлургии, стоки, образующиеся в виде отработанных растворов, могут возвращаться в процесс выщелачивания в зависимости от присутствующих загрязняющих веществ. Отработанные растворы также могут возвращаться в процесс электролиза после удаления загрязняющих веществ или малоценных элементов.
2.7.1.6 Прочие технологические стоки
В отрасли существуют и иные источники загрязненных стоков. Наиболее важным из них при производстве меди является слабая серная кислота с сернокислотных установок.
В целом используемые методы подразумевают возврат соответствующих растворов в процесс либо использование свойства повышенной кислотности в других процессах.
Травление также является источником технологических стоков; приведенные ниже два примера показывают, как можно использовать бескислотное травление и минимизировать воздействие кислотного травления.
Процессы бескислотного и кислотного травления медной катанки рассматриваются выше в подпунктах 2.4.6.1 и 2.4.6.2.
2.7.1.7 Прочие источники
На предприятиях цветной металлургии существует множество других источников образования сточных вод. Например, стоки с моек для колес автотранспорта, перевозящего сырье; уплотняющая вода из насосов, а также стоки, связанные с общими видами деятельности, включая чистку оборудования, мытье полов и т.п. Такие стоки обычно собирают и подвергают очистке. Санитарные стоки обычно сбрасываются в общую систему хозяйственно-бытовой канализации.
2.7.2 Применяемые процессы и методы
Комплексные меры и методы очистки сточных вод, включая методы, интегрированные в производственные процессы, описываются в приложении Б (раздел Б.5).
2.8 Обращение с отходами/остаточными продуктами
Производство цветных металлов из первичного и вторичного сырья связано с возможностью образования широкого ассортимента побочных продуктов, промежуточных продуктов и отходов. Основная цель всегда должна состоять в минимизации образования отходов путем оптимизации процесса и максимальной переработки остаточных продуктов и отходов при условии отсутствия негативных межсредовых эффектов. Остаточные продукты образуются на разных этапах производственного процесса, как при выполнении металлургических операций и плавки металлов, так и при очистке отходящих газов и сточных вод [49]. От состава и количественного содержания элементов в остаточном продукте зависит возможность его вторичной переработки; например, анодный шлам является ценным сырьем для извлечения драгоценных металлов. Такие возможности всегда необходимо учитывать, принимая решение о конечной утилизации остаточного продукта в составе отходов.
Согласно действующему законодательству большинство таких остаточных продуктов относится к отходам. Однако в цветной металлургии в течение десятилетий разнообразные остаточные продукты используются в качестве сырья для других процессов, и существуют металлургические предприятия, чья деятельность направлена на повышение извлекаемости металлов и снижение количества отходов, направляемых на конечную утилизацию. Также хорошо известно, что металлургия демонстрирует один из самых высоких по сравнению с другими отраслями показателей вторичной переработки: большая часть материалов, перечисленных выше, повторно перерабатывается или повторно используется как в самой цветной металлургии, так и в других отраслях промышленности, например при производстве цемента, абразивов и в строительстве. Это не связано с намерениями избавиться от них. Вторичные применения возникают в результате отделения металлов, что необходимо для их восстановления и производства чистых металлов из комплексных источников сырья. Такой подход позволяет минимизировать межсредовые эффекты. Тем не менее проблема остаточных продуктов, образующихся на производственных объектах, и поиск применений для таких продуктов, будет играть важную роль и в будущем при выдаче соответствующих разрешений, поэтому поиск новых методов лежит, прежде всего, именно в этой области.
Таким образом, одно и то же вещество может считаться как отходом, так и вторичным сырьем в зависимости от особенностей его производства, транспортировки, а также использования или извлечения.
Краткое описание наиболее распространенных применяемых процессов и технологий представлено в следующих подразделах.
2.8.1 Процессы и методы, применяемые при обращении с остаточными продуктами, образующимися при выплавке металлов
Основными остаточными продуктами, образующимися при плавке цветных металлов, являются шлаки, окалина и съемы, удаляемые в ходе пирометаллургических процессов. Шлак образуется в результате реакции шлакообразующих сопутствующих элементов (например, железо) с добавляемыми флюсами. При температурах плавки шлак жидкий, его плотность отличается от плотности расплава металла, и его легко слить отдельно.
Большая часть шлака, образующегося на последующих этапах или при рафинировании цветных металлов, обычно может быть переработана вторично или использована для последующего извлечения металла. На рисунке 2.12 представлена схема процесса очистки медного шлака в электродуговой печи с целью внутренней вторичной переработки шлака. В данном примере расплавленный шлак с высоким содержанием меди из конвертера направляют на повторную плавку. После плавки шлак обезмеживают в электропечи для очистки шлака. Печь работает в непрерывном режиме с практически непрерывным сливом шлака. В зависимости от оборудования полученный очищенный шлак подвергают грануляции для производства абразива или медленному охлаждению с последующим дроблением для производства заполнителя или строительных материалов.
Рисунок 2.12 - Переработка медного шлака в электродуговой печи
Существует различие между шлаком с высоким содержанием металла, который возвращается на повторную переработку в данном процессе или направляется на другой процесс или на другое производство для извлечения металла, и отвальным шлаком с низким содержанием металла.
Некоторые предприятия цветной металлургии демонстрируют наличие рынка, на котором можно продать шлак для последующего выгодного использования. Применение шлака в качестве строительного материала вместо заполнителя возможно, только если величина извлекаемых соединений металлов низкая. Шлак, который нельзя применять в качестве абразива или в гражданском строительстве, направляют на переработку или применяют в качестве строительного материала для специальных случаев (например, строительство участков для утилизации), или направляют на утилизацию.
Дроссы и пенистый шлак образуются в результате окисления металлов на поверхности ванны или в результате реакции с огнеупорами футеровки печи. Содержание металла в пенистом шлаке/дроссе сравнительно высокое (20%-80%), таким образом, эти материалы обычно возвращают на вторичную переработку в процесс или поставляют на другие металлургические заводы цветной металлургии для восстановления металла.
Еще один источник остатков - отработанная футеровка и огнеупоры. Они образуются при попадании огнеупорного материала из футеровки печи или при полной смене футеровки печи. Срок службы футеровки печи - от нескольких недель до нескольких лет в зависимости от процесса и материала (например, у футеровки печи взвешенной плавки Outotec, используемой для плавки первичной меди, срок службы составляет 6-10 лет). Величина отработанной футеровки печи может составлять до 5 кг/т произведенного металла в зависимости от расплава [49]. Для переработки печной футеровки могут применяться следующие методики: переработка на металлургическом заводе с получением инертного шлака, например футеровка с процесса плавки латуни направляется непосредственно на местный медеплавильный завод вторичной переработки; использование в заделочной массе; утилизация инертной футеровки.
В этом смысле, переработка означает, что остатки возвращаются в процесс, в котором они образовались. Вторичное использование означает, что остаток применяется для других целей, например, шлак применяется в строительстве.
2.8.2 Процессы и методы, применяемые при обращении с остаточными продуктами, образующимися при работе газоочистного оборудования
Еще одним крупным источником образования твердых материалов являются системы очистки. К этим материалам относятся колошниковая пыль и шламы, образующиеся в воздухоочистном оборудовании, а также другие твердые отходы, такие как использованный фильтрующий материал рукавных фильтров.
Пыль с участков хранения и подготовки или линий предварительной переработки сырья улавливается с помощью систем пылеочистки (обычно рукавных фильтров) и возвращается в основной процесс или передается на другой плавильный завод. В некоторых случаях перед отправкой на участки хранения и подготовки сырья пыль окатывают или брикетируют.
Отходящие газы металлургического и рафинировочного производства, содержащие пыль, можно очищать с помощью различных методов (см. Б.4 приложения Б настоящего справочника НДТ). Материал, собираемый в виде пыли при очистке отходящих газов, можно окатывать или брикетировать и направлять обратно на плавку или поставлять как сырье для извлечения металлов на другие заводы. Пример - богатая цинком пыль из конвертера или электродуговой печи для первичной плавки меди, которая является побочным продуктом и используется в качестве сырья на цинковых металлургических заводах [19].
Шлам из скрубберов, содержащий металл, обычно обезвоживают, например, в фильтр-прессе и направляют на переплавку.
При сухой очистке отходящих газов материал фильтров периодически меняют. В фильтрующей ткани содержатся соединения металлов и частицы материалов из процесса. Известен целый ряд примеров использования фильтрующей ткани в пирометаллургическом процессе.
Количество использованных фильтрующих рукавов может быть уменьшено путем применения более надежного современного фильтрующего материала. Рукавные фильтры относятся к технологиям очистки, которые не требует трудоемкого техобслуживания. При повреждении рукава соответствующий участок фильтра изолируют дефлекторами на время проведения ремонта. Полная замена фильтра происходит при 10%-20% неисправных секций фильтров.
Заменить материал в рукавных фильтрах на современные надежные материалы не составляет труда, однако в каждом конкретном случае следует учитывать технические требования и соответствующие инвестиционные затраты. В случае замены или обновления фильтрующей системы изменение нормативного срока эксплуатации и повышение работоспособности фильтрующих секций позволяет уменьшить их количество. Если это ведет к увеличению затрат на монтаж, то дополнительные расходы обычно компенсируются уменьшением количества рукавов фильтра.
2.8.3 Процессы и методы, применяемые при обращении с остаточными продуктами, образующимися при очистке стоков
Пирометаллургические процессы производства цветных металлов обычно не образуют загрязненных стоков. Вода применяется для прямого или непрямого охлаждения печей, продувочных фурм и литейных машин, например для литья медных анодов или непрерывного литья. Эта вода нагревается при охлаждении оборудования, но обычно не содержит химических примесей или соединений металлов. Поэтому охлаждающая вода после осаждения или иной элементарной операции очистки обычно сбрасывается обратно непосредственно в водные объекты. Извлекаемые твердые вещества возвращаются на плавку.
При применении для очистки отходящих газов мокрого скруббера образуются загрязненные стоки. Эти стоки подлежит очистке для снижения содержания в них соединений металлов. В результате такой очистки получается шлам, который может содержать металлы в значительной концентрации и иногда может перерабатываться, если значения концентрации достаточно высоки.
При гидрометаллургическом производстве образуются технологические стоки, представляющие значительный риск загрязнения водных объектов. Поэтому их необходимо обрабатывать на водоочистных сооружениях. Очистка таких стоков предусматривает нейтрализацию или осаждение отдельных ионов. Основными остаточными продуктами в таких системах водоочистки являются гипс (СаSO), гидроксиды металлов и сульфиды. Образующийся шлам иногда направляется на переработку обратно в основной процесс.
2.8.4 Процессы и методы, применяемые при обращении с остаточными продуктами, образующимися при реализации гидрометаллургических процессов получения цветных металлов
Еще одним значительным источником твердых остаточных продуктов являются гидрометаллургические процессы получения цветных металлов. В процессе выщелачивания образуются значительные объемы шлама. Эти отходы обычно размещают в специальных герметизированных или подземных (например, образующихся в результате взрыва) хвостохранилищах. Некоторые отходы также перед утилизацией уплотняют или перерабатывают с применением технологии Jarofix.
В процессах выщелачивания, очистки и электролиза также образуются богатые металлом твердые остаточные продукты. Они часто содержат значительные объемы определенного металла, и их либо возвращают в основной процесс, либо направляют для извлечения этого металла на другие заводы отрасли (например, для получения драгоценных металлов, свинца, меди и кадмия). Так, анодный шлам, образующийся в цехах электролиза меди, считается одним из наиболее ценных видов сырья для извлечения драгоценных металлов и, соответственно, ценным побочным продуктом производства меди.
2.8.5 Процессы и методы, применяемые при обращении с другими остаточными продуктами, образующимися при производстве цветных металлов
Побочные продукты основного процесса должны там, где это целесообразно, использоваться для извлечения ценных компонентов или направляться на соответствующую безопасную утилизацию.
В любом промышленном оборудовании используют масла в качестве смазки. Регулярное техобслуживание, ремонт и предупредительный ремонт позволяют снизить потери масла в результате утечек и увеличить интервалы между заменой масла. Потребление масла можно снизить с помощью его фильтрации, что позволяет продлить срок использования. Например, могут быть установлены перепускные фильтры для непрерывной очистки небольшого количества используемого масла. Эти меры обеспечивают увеличение срока службы практически в 10 раз в зависимости от конкретной системы фильтрации. Если осуществляется отдельный сбор использованных масляных фильтров, их можно измельчать в шредере. Металлические компоненты можно использовать при плавке в качестве вторичного сырья, а масло можно отделить в центрифуге и затем направить на установку рафинирования отработанного масла (в некоторых странах, например в Италии, отработанные масла обязательно должны сдаваться специализированной организации).
В некоторых случаях, эти отходы масла можно использовать в качестве источника энергии на самой площадке.
2.8.6 Примеры вторичной переработки и повторного использования
Как уже было показано выше в подразделе 2.8, существуют различные варианты вторичной переработки и повторного использования остаточных продуктов, образующихся при производстве цветных металлов, которые применительно к производству меди кратко представлены в таблице 2.9.
Таблица 2.9 - Остаточные продукты и отходы, образующиеся при производстве меди, и возможные направления обращения с ними
|
Источник остаточных продуктов |
Промежуточный или остаточный продукт |
Варианты переработки или вторичного использования |
|
Обращение сырья и т.п. |
Пыли, сметы |
Шихта для основных процессов |
|
Плавильная печь |
Шлак, пыли, сметы |
Возврат на плавку; строительный материал; производство абразивов |
|
Конвертер |
Повторное использование в печи |
|
|
Рафинировочные печи |
||
|
Переработка шлака |
Очищенный шлак, пыли |
Строительный материал, абразивы, заполнитель для дренажа, фильтр при производстве цемента |
|
Штейн |
Извлечение металла |
|
|
Анодная печь |
Поверхностный шлак/дросс |
Возврат в процесс после очистки |
|
Шлак |
Извлечение металла |
|
|
Электрорафинирование |
Отработанный электролит |
Извлечение металла или переработка/утилизация |
|
Отработанные аноды |
Возврат в анодную печь |
|
|
Анодный шлам |
Извлечение драгоценных металлов |
|
|
Выщелачивание |
Остаточные продукты |
Утилизация |
|
Сернокислотная установка |
Катализатор |
Восстановление, переработка или удаление |
|
Кислые шламы |
Извлечение металла, утилизация |
|
|
Слабая кислота |
Выщелачивание, разложение, нейтрализация, производство гипса |
|
|
Футеровка печи |
Огнеупоры |
Использование в качестве шлакообразующего агента, утилизация; повторное использование в качестве огнеупора |
|
Травление |
Отработанная кислота |
Восстановление |
|
Системы сухой очистки (рукавные или электрические фильтры) |
Отфильтрованная пыль |
Возврат в процесс; извлечение прочих металлов |
|
Системы мокрой очистки (скрубберы или электрические фильтры) |
Фильтровальный шлам |
Возврат в процесс или извлечение металлов; утилизация (например, ртути) |
|
Шлам от очистки сточных вод |
Гидроксидные или сульфидные шламы |
Утилизация, вторичное использование |
Раздел 3. Текущие уровни эмиссий и потребления ресурсов
Главными экологическими проблемами медной промышленности являются загрязнение воздуха и воды. Медеплавильные производства обычно располагают собственными мощностями по водоподготовке и замкнутыми водооборотными циклами. Большая часть побочных продуктов и отходов поступает на вторичную переработку.
Из-за потенциальной опасности ряда твердых отходов и жидких стоков, если они хранятся и обращаются с нарушением установленных требований, имеется существенный риск загрязнения почвы.
3.1 Потребление энергии при производстве меди
Производство меди требует значительных энергозатрат на большинстве этапов технологического процесса, при этом они наиболее существенны при использовании электролитических процессов [22]. Существенную роль играет использование энергоемкости концентрата, поэтому печи автогенной плавки потребляют меньше энергии.
По данным справочника ЕС [50], диапазон (общего) потребления электроэнергии для ряда технологических процессов с применением медного концентрата составляет от 14 до 20 ГДж на тонну катодной меди. Точное значение данной величины зависит в основном от состава концентрата (процентное содержание серы и железа). Свое влияние также оказывают такие факторы, как тип используемой плавильной печи, уровень обогащения кислородом, а также сбор и использование технологического тепла. Поэтому сравнительные данные, основанные только на типе плавильного агрегата, могут иметь некоторые неточности. Существенную роль играет использование энергоемкости концентрата, поэтому печи, достигающие автогенного режима, потребляют меньше энергии.
Повышение энергоэффективности и сокращение внешнего потребления топлива также достигается за счет применения методов рекуперации отработанного тепла. Горячий отходящий газ, полученный в плавильной печи или конвертере, направляется в котел-утилизатор. В котле газ охлаждают путем генерации пара. Пар может быть использован на той же установке, например для сушки концентрата (при прямой сушке с помощью парового змеевика тратится 150-180 кг пара на тонну концентрата), на других технологических установках или же на муниципальных энергоустановках для производства электроэнергии и (или) тепла.
Количество электроэнергии, потребляемой на этапе электрорафинирования меди, по имеющимся данным составляет 300-400 кВт/ч на тонну меди, но в действительности, при использовании анодов с высоким содержанием примесей, это значение может быть значительно выше [23]. Основное влияние на эффективность работы цеха электролиза меди оказывает тип используемой катодной основы (стальная или медная) [19], причем значения эффективности находятся в пределах от 92% до 97%.
3.2 Эмиссии и потребление ресурсов
3.2.1 Входные и выходные материальные потоки при выплавке первичной меди
Входные и выходные материальные потоки при выплавке первичной меди зависят от содержания меди в концентрате, концентрации других металлов (As, Se, Hg, Ag, Au и т.д.), а также от использования медного лома или других медьсодержащих материалов на различных этапах технологического процесса.
На рисунке 3.1 представлена схема входных и возможных выходных материальных потоков для стандартного технологического процесса производства первичной меди, а на рисунке 3.2 показана принципиальная схема системы газоочистки. По данным схемам производится переработка медного минерального сырья на предприятиях УГМК и РМК.
Рисунок 3.1 - Схема общих входных и выходных материальных потоков при выплавке первичной меди [18]
Рисунок 3.2 - Схема очистки отходящих газов плавильной печи и конвертера [18]
Если в концентрате низкое содержание серы и высокое содержание органических примесей, отходящие газы со стадии обжига/плавки направляются на электростанцию для рекуперации содержащейся в них энергии, а затем на полусухой скруббер для улавливания серы.
Некоторые печи первичной выплавки меди интегрированы с объектами вторичной выплавки или с производством пыли оксида свинца или цинка из смешанного концентрата и т.п. В подобных случаях сравнение данных о входных и выходных материальных потоках весьма затруднено. Значения для комплексного процесса представлены ниже в таблице 3.1. Следует отметить, что основное влияние на значение показателей входных и выходных материальных потоков оказывает содержание меди в концентрате, а также в ином используемом сырье, что приводит к отклонениям от заданных параметров, поэтому проведение сравнений не дает особых результатов. Выход меди при выплавке и огневом рафинировании в этом смысле важнее и составляет более 96%.
Таблица 3.1 - Пример данных о входных и выходных материальных потоках для первичного производства меди [26], [18]
|
Входные материалы |
Количество, т/год |
Продукция |
Количество, т/год |
|
Медные концентраты |
1040000 |
Медные катоды |
366000 |
|
Медный лом |
65000 |
Медные соли |
НД |
|
Измельченный электронный лом |
3600 |
Сульфат никеля |
НД |
|
Промежуточные продукты для внешнего потребления |
56000 |
Драгоценные металлы |
960 |
|
Очищенный свинец |
17000 |
||
|
Серная кислота |
1018000 |
||
|
Шлаки |
690000 |
||
|
НД - нет данных. |
|||
3.2.2 Входные и выходные материальные потоки при выплавке вторичной меди
Как указано выше, вторичное сырье может подаваться на различных этапах технологии производства вторичного продукта в зависимости от чистоты, присутствия в сырье других металлов и от уровня загрязнения поверхности [33]. Степень органического загрязнения влияет на состав возможных выбросов, и на некоторых стадиях технологического процесса в зависимости от степени органического загрязнения используются камеры дожигания для разрушения органических компонентов. На рисунках 3.3 и 3.4 представлены общие схемы входных и выходных материальных потоков при выплавке вторичной меди.
Рисунок 3.3 - Общая схема входных и выходных материальных потоков при выплавке вторичной меди [18]
Рисунок 3.4 - Пример схемы по входным и выходным материальным потокам для площадки по выплавке вторичной меди, включая процесс восстановления олова/свинца [18]
Большое количество отходов перерабатывается как в рамках данной технологии, так и в рамках других связанных с нею процессов. Производители цветных металлов, к примеру, свинца, цинка и олова, используют большое количество отходов в качестве сырья для своих технологических процессов [33]. Некоторые площадки внедрили внутренние технологии восстановления других металлов из этих остатков.
3.2.3 Выбросы в атмосферу
В атмосферу может выбрасываться пыль, металлические соединения, органический углерод (что может привести к образованию ПХДД/Ф) и диоксид серы [26]. Потенциальные источники и возможные выбросы в атмосферу перечислены в таблице 3.2. Ниже в данном подразделе они рассматриваются более подробно.
Таблица 3.2 - Значимость возможных выбросов в атмосферу при производстве меди
|
Источник выбросов |
Пыль и металлические соединения |
ПХДД/Ф |
Органический углерод |
Соединения серы |
|
Обработка материалов |
** |
НП |
НП |
НП |
|
Хранение сырья |
*** |
НП |
НП |
НП |
|
Сушка |
*** |
* |
* |
* |
|
Переработка скрапа |
** |
*** (вторичн.) |
* (вторичн.) |
* |
|
Плавка |
*** |
*** (вторичн.) |
* (вторичн.) |
*** (переработка на регенерационной установке) |
|
Выдержка |
* |
НП |
НП |
НП |
|
Конвертирование |
** |
* (вторичн.) |
* (вторичн.) |
*** (переработка на регенерационной установке) |
|
Очистка |
** |
* (вторичн.) |
* (вторичн.) |
* |
|
Плавка/литье |
* (** для сплавов) |
* (вторичн.) |
* (вторичн.) +СО |
НП |
|
Ковшовая транспортировка |
*** |
НП |
НП |
* |
|
Электролиз |
НП |
НП |
НП |
НП |
|
Переработка шлака |
** |
НП |
* СО (из электропечи) |
* |
|
*** - наиболее значимые; * - наименее значимые. |
||||
Оксиды азота относительно менее значимы [51], но могут поглощаться серной кислотой, образующейся в рамках первичного процесса; обогащение кислородом иногда сокращает образование оксидов азота за счет термической реакции. Это зависит от момента подачи кислорода; иногда более высокая концентрация оксидов азота получается в результате увеличения температуры. При этом объем газа и его общее количество меньше. В эти случаях можно использовать горелки с уменьшенным образованием NO.
В зоне сгорания и в зоне охлаждения системы очистки отходящих газов возможно образование ПХДД/Ф. Для уменьшения вредного воздействия на окружающую среду эти выбросы необходимо всячески сокращать. Соответственно отходящие газы улавливаются в источнике их образования и направляются на устройство очистки (например, система улавливания, оборудованная пылеулавливателем и скруббером) [33].
Выбросы выводятся либо через вытяжную шахту, либо в виде неорганизованных диффузных выбросов в зависимости от используемых систем очистки и качества технического обслуживания установки. Выбросы через вытяжную шахту обычно контролируются, непрерывно или периодически.
3.2.3.1 Моноксид углерода (угарный газ)
Помимо вышеуказанных выбросов в процессе плавки с применением печей, в которых необходимо поддерживать восстановительную атмосферу, могут образовываться значительные концентрации угарного газа. Это происходит, в первую очередь, при плавке высококачественной меди в шахтных печах, сопровождающейся литьем в формы или производством катанки, так как выпуск такого рода продукции требует контроля уровня кислорода для достижения максимальной электрической проводимости меди. Таким образом, процесс протекает в восстановительных условиях, и содержание окиси углерода, стандартный показатель для которой составляет около 5000 мг/нм, в отходящих газах может увеличиться. Для минимизации содержания СО и поддержания качества продукции могут также использоваться системы контроля горелок. Можно установить систему сигнализации в зависимости от уровня СО. Стандартный уровень СО при плавке в шахтной печи во время производства катанки или заготовок составляет от 2000 до 11000 г на тонну меди [34]. На некоторых установках для удаления углеводородов из газа, образующегося при обработке скрапа, покрытого органическим материалом, используется дожигание. При этом угарный газ также разрушается, а выбросы согласно полученным данным составляют ~45 г на тонну меди [26].
Возможно спрогнозировать значения приземной концентрации СО и использовать эти данные при определении влияния угарного газа на качество окружающего воздуха, так что необходимость дальнейшего снижения концентрации может оцениваться локально. Устранение СО методом сжигания печных газов с таким же уровнем содержания СО потребует дополнительного топлива, таким образом, выбросы СО увеличатся в геометрической прогрессии.
Угарный газ также образуется при работе печи очистки шлака и при работе доменной печи, а также в некоторых случаях содержится в отходящих газах. Для удаления СО можно использовать дожигание при стандартных концентрациях в диапазоне от 10 до 200 мг/нм. Существует, по крайней мере, один пример подачи кислорода в верхнюю часть доменной печи, расположенную над зоной реакции, вследствие чего в корпусе печи освобождается зона дожигания. Этот метод также позволяет разрушать органические соединения, такие как ПХДД/Ф. Электрические печи, используемые при очистке шлака и для восстановительных процессов, обычно работают с дожиганием либо непосредственно в самой печи, либо в специальной реакционной камере.
3.2.3.2 Пыль и соединения металлов
Эти виды выбросов могут возникать на большинстве этапов технологического процесса. Методы сокращения выбросов, возникающих на этапах обработки, хранения, сушки и переработки, представлены в разделе 2 и должны применяться для предотвращения и минимизации выбросов.
Прямые и неорганизованные выбросы пыли на этапах плавки, конвертирования и рафинирования могут быть значительными. Эти выбросы также имеют большое значение, поскольку на соответствующих технологических этапах предусмотрено удаление из меди летучих металлов, таких как цинк и свинец, а также небольшого количества мышьяка и кадмия, а указанные металлы содержатся в отходящих газах и частично в пыли.
Комплексы плавки первичного сырья обычно достаточно герметичны, что позволяет минимизировать неорганизованные выбросы пыли. Для этого проводится качественное техническое обслуживание печей и отводящих каналов, а улавливаемые газы до передачи на сернокислотную установку обрабатываются системами пылеудаления.
При эксплуатации печей, используемых для вторичной плавки, образуются значительные объемы неорганизованных выбросов, особенно при загрузке материалов и выпуске металла. При работе с вторичными печами шихта загружается через закрытую систему загрузки; неорганизованные выбросы образуются в летке печи и выпускном желобе, улавливаются с помощью специальных вытяжных зонтов и направляются в систему газоочистки. Собранные газы обычно охлаждаются, после чего из них с помощью электростатических и рукавных фильтров удаляется пыль. При этом обычно достигается высокая эффективность фильтрации [52], [50].
Вследствие дозированного поступления материалов на этапах конвертирования и огневого рафинирования, а также на этапе плавки далеко не всегда обеспечивается необходимый уровень герметичности. Подача и транспортировка штейна, шлака и металла в таком режиме предполагают образование значительных объемов неорганизованных выбросов. При использовании ковшовой системы транспортировки может снижаться эффективность улавливания газа вытяжными зонтами, особенно, при использовании конвертеров Питера-Смита или других подобных конвертеров. Для улавливания или снижения выбросов, образующихся при загрузке или выпуске металла из печи, конвертеры либо закрываются, либо оборудуются вытяжными зонтами вторичного улавливания (см. раздел 2). Отходящий газ из зоны укрытия или вытяжного зонта подвергается очистке. Метод очистки зависит от содержания SO. Газы, образующиеся при конвертировании штейна, имеют большую концентрацию SO, при этом в любом случае необходимо удалить оксиды металлов (мышьяка, свинца и т.д.). Подача флюса и других материалов "через зонт" может минимизировать "открытие" конвертера и тем самым сократить время отсоединения конвертера от системы улавливания первичных газов. Выпуск штейна более высокого качества предполагает уменьшение количество загрузок из ковша и, таким образом, сокращает образование неорганизованных выбросов газа. Снижение неорганизованных или неулавливаемых выбросов очень важно. Решение этого вопроса зависит от эффективности улавливания первичных, а иногда и вторичных газов.
Этапы розлива и плавки при производстве катанки, заготовок и т.д. также представляют собой потенциальные источники выброса в атмосферу пыли и металлов. Производство медных сплавов, таких как латунь, приводит к образованию на этапе розлива опасных газов (ZnO), поэтому в данном случае также необходимо обеспечить эффективное улавливание. Содержание пыли обычно невысоко, при этом по возможности следует применять восстановление тепла/энергии. Обычно используются эффективные системы улавливания газов и рукавные фильтры [34].
Выбросы металлов значительно зависят от состава пыли, образующейся в рамках применяемых технологических процессов. Состав может быть очень разным и зависит от технологического процесса, являющегося источником пыли, и от характера перерабатываемого сырья. Например, пыль, образующаяся в конвертере для плавки скрапа, полностью отличается от пыли с конвертера штейна, при этом состав пыли изменяется в зависимости от этапов технологического процесса (загрузка, продувка, отливка, дразнение и т.д.). В таблице 3.3 представлено (по данным справочника ЕС) процентное соотношение металлов, содержащихся в пыли, образующейся на разных стадиях технологического процесса производства меди, и соответствующие диапазоны этих величин по данным измерений.
Таблица 3.3 - Основные составляющие пыли, образующейся при реализации технологических процессов производства меди [50]
|
Компонент |
Пыль с ЭФ печи при плавке концентрата на штейн |
Пыль шахтной печи |
Пыль конвертера |
Пыль с ЭФ конвертера штейна |
Пыль электрической печи очистки шлака |
Пыль анодной печи |
|
Рb % |
0,1-5 |
5-50 |
5-30 |
2-25 |
2-15 |
2-20 |
|
Zn % |
0,1-10 |
20-60 |
25-70 |
5-70 |
25-60 |
5-40 |
|
Sn % |
01-1* |
0,2-5 |
1-20 |
0,1-4 |
||
|
Cu % |
5-30 |
2-12 |
2-15 |
10-25 |
0,5-2,5 |
15-25 |
|
As % |
01-4 |
0,5-10 |
||||
|
Ni % |
01-1 |
0,1-1 |
0,1-1 |
|||
|
НП - неприменимо* |
||||||
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
3.2.3.3 Летучие органические соединения
Органические соединения могут выбрасываться в атмосферу при первичном производстве на этапе сушки в зависимости от используемых для переработки руды и материалов, а также применяемого при сушке топлива. Наиболее значимыми источниками сырья для вторичного производства являются материалы, полученные на этапе переработки скрапа, плавки и рафинирования. Этап конвертирования вторичной меди также является потенциальным источником выбросов, если в конвертер догружается скрап, загрязненный органическими материалами, и при этом не обеспечивается их полное сгорание. В первую очередь это относится к неорганизованным выбросам. Летучие органические соединения могут выбрасываться в атмосферу, если в качестве сырья используются маслянистые материалы. Их количество может достигать от 5 до 100 г на тонну меди или от 1 до 10 мг/нм [53]. Летучие органические соединения могут также образовываться при обезжиривании или экстракции растворителем.
3.2.3.4 ПХДД/Ф
Среди выбрасываемых органических соединений могут находиться ПХДД/Ф, образующиеся при неполном сжигании содержащегося в сырье масла и пластика, а также в результате первичного синтеза, в случае если газы охлаждались не достаточно быстро. Может применяться очистка скрапа, проводимая для удаления органических загрязнителей, но чаще для переработки образующихся газов применяются дожигание и последующее быстрое охлаждение. В тех случаях, когда провести дожигание газов невозможно, можно провести их окисление путем добавления кислорода поверх зоны плавки. Также можно предварительно установить присутствие органического загрязнения вторичного сырья для подбора наиболее соответствующей печи, исключающей выбросы дыма и газов, а также сопутствующих ПХДД/Ф. Расплавленный скрап, загрязненный органическими материалами, также является потенциальным источником выброса ПХДД/Ф при производстве заготовок [33].
По имеющимся данным при первичной плавке и конвертировании применяются высокие рабочие температуры, способные разложить органические соединения, но присутствующий диоксид серы заново провоцирует синтез ПХДД/Ф.
В разделе 2 описываются некоторые факторы, влияющие на выбросы ПХДД/Ф. Методы, используемые для сокращения выбросов ПХДД/Ф, предусматривают дожигание, очистку и охлаждение отходящего газа, а также эффективное удаление пыли.
Использование в качестве основного сырьевого материала электронного лома, содержащего невоспламеняющиеся бромированные покрытия и элементы, может привести к образованию смешанных галогенизированных диоксинов. Условия для образования ПХДД/Ф могут возникать при переплавке/рафинировании меди, в частности при использовании ломов и стружки, содержащих примеси хлоринов, присутствующих в используемых смазочно-охлаждаемых эмульсиях.
3.2.3.5 Диоксид серы
Наиболее значимыми источниками выбросов диоксида серы являются участки обжига, плавки и конвертирования при производстве меди из первичного сырья с применением сульфидных концентратов. При этом возможно образование неорганизованных выбросов, которые могут улавливаться несколькими способами [26]. Диоксид серы может также выбрасываться в атмосферу на этапе сушки концентрата (в основном при сжигании топлива на горелках) и на этапе первичного рафинирования, поскольку черновая медь содержит от 0,03% до 1% растворенной серы. Концентрация обычно очень низка, поэтому в случае необходимости применяется простая скрубберная очистка.
В отдельных случаях, в зависимости от используемого материала, частичный обжиг и плавку огарка не применяют, а обжиг медных концентратов осуществляется одновременно с плавкой. Применение для плавки герметичных печей позволяет эффективно улавливать диоксид серы. Кислородное обогащение позволяет добиваться высокой концентрации диоксида серы. В результате удается минимизировать образование отходящих газов и уменьшить габариты систем очистки и сернокислотных установок. Очень высокий уровень обогащения кислородом может увеличить концентрацию триоксида серы в газах, попадающих на сернокислотную установку. Повышенное содержание триоксида серы в газе, поступающем из печи, поглощается скруббером, что увеличивает количество слабой кислоты, идущей на переработку, использование и утилизацию. Для переработки поступающих газов используются четырех- и пятистадийные контактные сернокислотные установки. В некоторых случаях, когда содержание диоксида серы низкое (<5%), используются одноконтактные установки, в других случаях применяются двухконтактные/двухабсорбционные установки [19]. При необходимости из некоторого количества диоксида серы, содержащегося в газе, может производиться жидкий диоксид серы.
При использовании медного концентрата с низким содержанием серы и высоким содержанием органического углерода плавку можно вести в шахтной печи. В таких случаях отходящие газы сжигают на локальной электростанции в качестве дополнительного топлива. Выбросы от электростанции очищают от серы.
В значительных концентрациях диоксид серы также образуется на этапе конвертирования штейна. Существует две потенциальные проблемы при применении периодически загружаемых конвертеров, таких как цилиндрические или другие подобные им конвертеры. Во-первых, улавливание газа не полностью эффективно, и в отношении пыли справедливы те же соображения, что и представленные выше. При использовании конвертеров с дозированной подачей материала, таких как конвертеры Пирса-Смита или аналогичные им, существует две возможных проблемы. Во-первых, улавливание газа недостаточно эффективно по тем же причинам, которые упомянуты выше. Во-вторых, концентрация диоксида серы в газах значительно меняется в зависимости от этапа конвертирования, что может приводить к возникновению проблем с системами улавливания диоксида серы, если только они не сконструированы с учетом таких изменений. Данные газы смешиваются со стабильными, более концентрированными газами, образующимися на первичном плавильном комплексе, для поддержания автотермического режима работы сернокислотной установки. Указанный эффект также снижается за счет фазного последовательного использования нескольких конвертеров с комбинированием отходящих газов.
В газах, образующихся на этапах вторичной плавки, ввиду присутствия серы в топливе и сырьевых материалах также может присутствовать диоксид серы. В некоторых случаях для удаления SO применяются скрубберы.
3.2.3.6 Оксиды азота
Стадии производства меди обычно реализуются при высоких температурах, а также с применением кислорода. Это сокращает парциальное давление азота в пламени и снижает объемы образования оксидов азота при условии, что в очень горячих зонах азот присутствует в небольших количествах. Согласно полученным данным стандартные уровни выбросов оксида азота при переработке вторичной меди составляют от 50 до 500 мг/нм в зависимости от печи и типа технологической операции. Применение высокоэффективных технологий (например, Contimelt) требует установления баланса между использованием энергии и достигнутым значением NO.
Оксиды азота, образующиеся в ходе первичных процессов, в основном поглощаются производимой серной кислотой [54].
Общие данные справочника НДТ ЕС по выбросам в атмосферу представлены в таблицах 3.4-3.6.
Таблица 3.4 - Выбросы для некоторых первичных и вторичных процессов [18]
|
Тип технологии |
Пыль |
Диоксид серы |
Сu |
Рb |
As |
|
г на т произведенного металла |
|||||
|
Первичная Сu |
130-800 |
6000-18000 |
25-130 |
5-45 |
2-27 |
|
Вторичная Сu |
100-1000 |
500-3500 |
8-100 |
10-60 |
0,5-5 |
|
Выплавка заготовок |
21 |
НП |
4 |
НП |
0,15 |
|
Изготовление катанки |
10 |
НП |
4 |
НП |
0,05 |
|
НП - неприменимо. |
|||||
Таблица 3.5 - Достижимые уровни концентрации в выбросах по некоторым технологиям плавки, переплавки/рафинирования из вторичного сырья (с выпуском полуфабрикатов) [18], [53]
|
Параметр: |
СО |
Пыль |
РМ |
РМ |
NO |
SO |
СО |
СО |
HCI |
HF |
Рb |
Zn |
Сu |
O |
Sn |
V |
As |
Hg |
Ni |
Cd |
t° |
Орга- |
ПХДД/Ф |
|
Единица измерения: |
мг/нм |
% |
мг/нм |
°С |
мг/нм |
нг МЭТ/м |
|||||||||||||||||
|
Шахтная печь |
<0,1 |
0,5 |
0,53 |
0,39 |
45 |
0,2 г/нм |
<0,1 |
НП |
НП |
НП |
0,012 |
0,009 |
0,008 |
12 |
НП |
НП |
0,001 |
0,006 |
0,001 |
0,001 |
199 |
1,2 |
0,3 |
|
Конвертерная печь |
НП |
0,75 |
НП |
НП |
7,3 |
НП |
11,3 |
4,7 |
НП |
НП |
0,097 |
0,126 |
0,0334 |
17,8 |
НП |
НП |
0,0012 |
0,0028 |
0,0033 |
0,0006 |
30 |
1,4 |
НП |
|
Анодная печь |
НП |
2,3 |
1,5 |
1,02 |
179 |
24,5 |
24,5 |
7,17 |
3,9 |
0,36 |
0,636 |
0,507 |
17,5 |
0,337 |
<0,0005 |
НП |
0,17 |
НП |
0,0001 |
98 |
3,4 |
НП |
|
|
Шлаковая печь с фильтром |
НП |
<0,3 |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
|
Печь Asarco |
НП |
0,5 |
0,25 |
0,25 |
21 |
17 |
17 |
2,62 |
0,0098 |
17,4 |
112 |
9,34 |
0,202 |
||||||||||
|
Термическая |
НП |
5 |
НП |
НП |
200 |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
20 |
0,1 |
|
Электрически подогреваемая печь |
НП |
5 |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
20 |
0,1 |
|
Вращающаяся барабанная печь |
НП |
5 |
НП |
НП |
300 |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
50 |
0,1 |
|
Шахтная печь (Asarco) |
НП |
0,5-5 |
НП |
НП |
21-300 |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
9-50 |
0,2-0,4 |
|
Дробильная установка |
НП |
<1 0* |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
НП |
<50 |
НП |
|
НП - неприменимо. |
|||||||||||||||||||||||


________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.6 - Данные по выбросам и эксплуатационные характеристики по конвертерам первичной и вторичной плавки [55]
|
Рабочий параметр |
Единица измерения |
Стандартное значение или диапазон |
|
|
Конвертер скрапа |
Конвертер штейна |
||
|
Выход меди в конвертере на партию |
т |
8-25 |
30-300 |
|
Количество партий загрузки в день |
4-6 |
2-3 |
|
|
Продолжительность обработки партии |
ч |
4-6 |
5-8 |
|
Время продувки/на партию |
2-3,5 |
4-7 |
|
|
Неочищенный газ (включая газы, отходящие через вторичный зонт) |
|||
|
Объемный поток отходящего газа |
м |
80000-150000 |
80000-150000 |
|
Содержание пыли |
мг/м |
10000-30000 |
10000-30000 |
|
Основные составляющие пыли (в зависимости от режима работы) |
|||
|
Zn |
массовая доля, % |
25-70 |
1-10 |
|
Sn |
1-20 |
1-5 |
|
|
Pb |
5-30 |
30-55 |
|
|
Чистый газ (включая газы, отходящие через вторичный зонт) |
|||
|
Содержание пыли |
мг/м |
1-5 |
-* |
|
SО |
200-500** |
||
|
NO |
20-30 |
||
|
Температура отходящего газа на выходе из трубы |
°С |
80-90 |
|
|
* Отходящие газы с конвертера переработки штейна направляются на сернокислотную установку. ** Непрерывный мониторинг: среднесуточное значение <500 мг/м |
|||
3.2.3.7 Фактические уровни выбросов загрязняющих веществ на российских предприятиях
Фактические уровни выбросов загрязняющих веществ, описанных в подпунктах 3.2.3.1-3.2.3.6, на российских предприятиях приведены в таблицах 3.7-3.10.
Таблица 3.7 - Выбросы загрязняющих веществ в атмосферу от цехов подготовки сырья (брикетирования) на одном из российских предприятий
|
Наименование загрязняющего вещества |
Удельная масса выбросов загрязняющих веществ после очистки*, кг/т черновой меди |
Наименование используемого пылегазоочистного оборудования |
Проектная эффективность очистки |
|
Пыль неорганическая: SiO |
0,098 |
Доломитовые фильтры |
99,0 |
|
Пыль неорганическая: SiO |
0,001 |
Циклон |
97,8 |
|
Мышьяк и его соединения (в пересчете на As) |
0,001 |
Пылеуловитель Рукавный фильтр |
98,7 99,4 |
|
Кадмий и его соединения (в пересчете на Cd) |
0,000 |
||
|
Медь и ее соединения (в пересчете на Сu) |
0,007 |
||
|
Свинец и его соединения (в пересчете на Рb) |
0,002 |
||
|
Другие металлы (значимые): диЖелеза триоксид (Железа оксид) (в пересчете на Fe) |
0,021 |
||
|
Цинк оксид (в пересчете на Zn) |
0,004 |
||
|
диАлюминий триоксид (в пересчете на AI) |
0,002 |
||
|
Ртуть и ее соединения (в пересчете на Нg) |
мониторинг не ведется |
||
|
SO |
0,002 |
||
|
NO |
0,114 |
||
|
Летучие органические соединения: керосин |
0,002 |
||
|
углерода оксид |
0,087 |
Таблица 3.8 - Выбросы загрязняющих веществ в атмосферу от металлургических цехов (плавка в штейн+конвертирование) [по данным предприятий]
|
Наименование загрязняющего вещества |
Удельная масса выбросов загрязняющих веществ после очистки *, кг/т черновой меди |
Количество предприятий, представивших данные |
|
|
Минимум |
Максимум |
||
|
Пыль неорганическая: SiO |
1,80 |
2,61 |
2 |
|
Мышьяк, неорганические соединения (в пересчете на As) |
0,02 |
0,06 |
2 |
|
Кадмий оксид (в пересчете на Сd) |
0,0005 |
0,0040 |
2 |
|
Меди оксид (в пересчете на Сu) |
0,14 |
0,56 |
3 |
|
Свинец и его неорганические соединения (в пересчете на Рb) |
0,00 |
0,08 |
3 |
|
диЖелезо триоксид (в пересчете на Fe) |
0,12 |
0,54 |
2 |
|
Цинк оксид (в пересчете на Zn) |
0,15 |
0,97 |
2 |
|
диАлюминий триоксид (в пересчете на Аl) |
0,02 |
0,02 |
1 |
|
Никель оксид (в пересчете на Ni) |
0,00 |
0,04 |
2 |
|
Сера диоксид (Ангидрид сернистый) |
6,81 |
943,25 |
4 |
|
Оксиды азота |
0,19 |
4,75 |
3 |
|
Летучие органические соединения** |
0,01 |
0,02 |
2 |
|
Углерод оксид |
0,61 |
26,27 |
2 |
|
Кислота серная (по молекуле H |
45,24 |
47,10 |
2 |
|
* Расчетное среднегодовое значение на базе годовой массы выбросов загрязняющих веществ и производства черновой меди. ** По данной позиции предприятиям представлены значения по различным веществам: - предприятие 1: Фенол, формальдегид, керосин; - предприятие 2: Бутан-1-ол, бензин (нефтяной, малосернистый) (в пересчете на углерод), керосин, метилбензол (Толуол), этанол (Спирт этиловый), 2-этоксиэтанол, бутилацетат, пропан-2-он (Ацетон), 2-Метилпроп-1-ен (Изобутилен), формальдегид, 4,4-Диметил-1,3-диоксан. |
|||
Таблица 3.9 - Выбросы загрязняющих веществ в атмосферу от медеплавильных цехов [по данным предприятий]
|
Наименование загрязняющего вещества |
Предприятие А |
Предприятие Б |
Предприятие В |
|||
|
Удельная масса выбросов загрязняющих веществ после очистки*, кг/т анодной меди |
Наименование используемого пылегазо- |
Удельная масса выбросов загрязняющих веществ после очистки*, кг/т анодной меди |
Наименование используемого пылегазо- |
Удельная масса выбросов загрязняющих веществ после очистки*, кг/т анодной меди |
Наименование используемого пылегазо- |
|
|
Пыль неорганическая до 20% SiO |
0,36 |
без очистки |
нет данных |
нет данных |
0,05 |
Рукавный фильтр, проектная эффективность очистки 99% |
|
Никеля оксид (в пересчете на Ni) |
0,00 |
нет данных |
0,00 |
|||
|
Меди оксид (в пересчете на Сu) |
0,21 |
нет данных |
0,01 |
|||
|
Диоксид серы |
19,40 |
нет данных |
0,25 |
|||
|
Оксиды азота |
0,04 |
0,49 |
0,11 |
|||
|
Оксид углерода |
0,12 |
0,68 |
нет данных |
|||
|
Кислота серная (по молекуле H |
0,00 |
нет данных |
мониторинг не ведется |
|||
Таблица 3.10 - Выбросы загрязняющих веществ в атмосферу от цехов электролиза [по данным 1 предприятия]
|
Наименование |
Масса выбросов загрязняющих веществ после очистки*, кг/т катодной меди |
Источники выбросов |
Наименование используемого пылегазоочистного оборудования |
Проектная эффективность очистки |
|
Меди оксид (в пересчете на Си) |
0,0108 |
Цех электролиза меди (основная технология) |
- |
- |
|
Никеля оксид (в пересчете на Ni) |
0,0014 |
|||
|
Кислота серная по молекуле H |
0,0535 |
|||
|
Меди оксид (в пересчете на Си) |
0,0006 |
Цех электролиза меди (безосновная технология) |
Скруббер |
95% |
|
Никеля оксид (в пересчете на Ni) |
0,0003 |
|||
|
Кислота серная (по молекуле H |
0,0065 |
|||
|
* Расчетное среднегодовое значение на базе годовой массы выбросов загрязняющих веществ и производства катодной меди. |
||||
3.2.4 Сбросы в водные объекты
В пирометаллургических процессах используется значительное количество охлаждающей воды (системы охлаждения описываются в отдельном межотраслевом справочнике НДТ по промышленным системам охлаждения). При этом в воду могут попадать взвешенные твердые частицы, соединения металлов и масла. Все сточные воды подвергаются очистке с целью удаления растворенных в них металлов и твердых частиц. На ряде установок охлаждающая вода и очищенные сточные воды, в том числе ливневые, повторно используются и перерабатываются в рамках технологических процессов, но стоки разных типов (из разного типа источников) должны обрабатываться по отдельности согласно существующим требованиям [50], [18].
Информация о потенциальных источниках и соответствующих им возможных сбросах в водные объекты представлена в таблице 3.11.
Таблица 3.11 - Значимость возможных сбросов в водные объекты при производстве меди
|
Источник сбросов |
Взвешенные частицы |
Соединения металлов |
Масла |
|
Открытый дренаж |
*** |
** |
*** |
|
Охлаждающая вода для прямого охлаждения |
*** |
*** |
* |
|
Охлаждающая вода для непрямого охлаждения |
* |
* |
НП |
|
Вода грануляции |
*** |
** |
НП |
|
Выщелачивание (при незамкнутом цикле) |
*** |
*** |
* |
|
Травление |
** |
*** |
*** |
|
Цех электролиза (при незамкнутом цикле) |
НП |
*** |
НП |
|
Системы газоочистки |
*** |
*** |
НП |
|
*** - наиболее значимые; * - наименее значимые; НП - неприменимо. |
|||
3.2.4.1 Взвешенные твердые частицы и соединения металлов
Эти загрязнения могут образовываться на нескольких этапах технологического процесса. Наиболее важными из них могут быть сточные воды и отработанные растворы травления. Методы обработки сбросов, образующихся в ходе транспортировки и хранения сырья, описываются в разделе 2, и их применение ориентировано на предотвращение и минимизацию сбросов. Поверхностные стоки могут образовываться в результате осадков или в результате смачивания хранимого материала во избежание образования пыли.
Потенциальными источниками образования взвешенных частиц и соединений металлов являются процессы охлаждения, грануляции и выщелачивания. Обычно соответствующее оборудование либо герметизируется, что предполагает наличие оборотного цикла воды, либо оно является бесконтактным.
Промывные воды цеха электролиза меди (в том числе растворы со скрубберов) используются для пополнения серий электролизных ванн при выводе из них, отработанного электролита на утилизацию с получением сульфатов меди и никеля или регенеративной меди и никелевого известкового кека. При транспортировке растворов в цехе и между цехами могут случаться утечки, поэтому для эксплуатации трубопроводов и емкостей хранения растворов, необходимо предусмотреть систему сбора проливов, а в случае расположения трубопроводов в зонах, которые не оборудованы системой сбора, необходимы меры по контролю возможных утечек.
Количество сбрасываемой воды также является важным аспектом, поскольку некоторые установки оборудованы системами водооборота. Согласно полученным данным выход воды по одной медеплавильной установке составляет 3000 м/день, в то время как для подобных установок, не оснащенных замкнутым водооборотным циклом, эта цифра составляет более 100000 м/день. В связи с этим следует использовать относительные показатели по массе сбросов загрязняющих веществ [56].
Шламы, образующиеся на всех стадиях технологических процессов, обычно направляются на санкционированную утилизацию. В некоторых случаях шламы используются на предприятии для извлечения оставшихся в них металлических фракций.
3.2.4.2 Нефтепродукты/масла
Масла и другие нефтепродукты могут присутствовать во вторичном сырье, а также могут вымываться с территории площадок для хранения. Методы, применяемые при их хранении, рассматриваются в разделе 2. Воск и масла применяются для покрытия и волочения при производстве катанки и других видов проката. Их присутствие учитывается при разработке мероприятий по предупреждению загрязнения воды.
3.2.4.3 Фактические уровни сбросов загрязняющих веществ в России и ЕС
Общие данные по сбросам сточных вод предприятий медной промышленности в странах Евросоюза представлены в таблицах 3.12-3.15.
Таблица 3.12 - Среднегодовые концентрации основных составляющих неочищенных сточных вод, образующихся при первичной плавке меди [18]
|
Источник |
Основные компоненты до очистки, мг/л |
|||||
|
Сu |
Рb |
As |
Ni |
Cd |
Zn |
|
|
Технологическая вода |
2000 |
500 |
10000 |
1000 |
500 |
1000 |
|
Вода прямого охлаждения |
<3 |
<0,5 |
<0,1 |
<0,1 |
<0,5 |
<0,5 |
Таблица 3.13 - Пример содержания металла в различных потоках сточных водах после очистки [26]
|
Источник |
Расход, м |
Основные компоненты, мг/л |
|||||
|
Сu |
Рb |
As |
Ni |
Cd |
Zn |
||
|
Технологическая вода |
180000 |
0,01-0,2 |
0,001-0,04 |
0,01-0,1 |
0,004-0,15 |
0,0001-0,1 |
0,01- |
|
Поверхностный сток |
700000 |
0,01-0,4 |
0,005-0,2 |
0,003-0,07 |
0,002-0,4 |
0,0002-0,1 |
0,03- |
|
Вода прямого охлаждения |
11300000 |
0,01-0,25 |
0,001-0,1 |
0,001-0,1 |
0,002-0,06 |
0,000-0,003 |
0,02- |
|
Вода охлаждения (всего) |
65000000 |
в отчетах отсутствуют |
|||||
|
Примечание - В таблице представлены данные по плавильному комплексу/комплексу рафинирования первичной/вторичной меди, расположенному на реке вблизи моря с объемом производства 370000 т медных катодов в год. Приведены среднегодовые значения концентраций металлов. |
|||||||
Таблица 3.14 - Общий уровень примесей в сточных водах, сбрасываемых двумя комплексами первичной выплавки меди [56]
|
Основные компоненты, г/т |
||||||
|
Сu |
Рb |
As |
Ni |
Cd |
Zn |
|
|
Завод А, производящий медные катоды (см. таблицу 3.19) |
1-2,3 |
0,03-0,3 |
0,05-0,23 |
0,1-0,2 |
0,02-0,05 |
0,16-0,8 |
|
Завод А, производящий очистку всех сточных вод и поверхностных стоков с территорий накопленного прошлого загрязнения |
5-10 |
0,3-1,0 |
2,5-5,0 |
5-10 |
0,1-0,3 |
2-5 |
Таблица 3.15 - Годовой объем загрязняющих веществ, сбрасываемых заводом по производству медной заготовки [26]
|
Вещество |
Значение, кг/год |
|
Сu |
11 |
|
Ni |
3 |
|
Zn |
25 |
|
Pb |
1 |
|
Сr |
1 |
|
As |
0,01 |
|
Cd |
0,01 |
|
Hg |
0,01 |
|
Sn |
1 |
|
Общий объем водоотведения - 35000 м |
|
В таблицах 3.16-3.18 приведены средние концентрации загрязняющих веществ в сбросах сточных вод российских предприятий в сопоставлении с технологическими показателями для НДТ, приведенных в справочнике ЕС.
Таблица 3.16 - Предприятие А
|
Наименова- |
Норматив ЕС, мг/л |
Средняя концентрация загрязняющего вещества в стоках после очистки*, мг/л |
Источник сброса |
Наименование используемой технологии очистки |
Проектная эффектив- |
Вторичное исполь- |
||
|
As |
|
0,01 |
Слив с прудка- |
Нейтрализация и физико- |
нет данных |
- |
||
|
Cd |
0,02-0,1 |
Мониторинг не ведется |
||||||
|
Сu |
0,05-0,5 |
0,02 |
||||||
|
Hg |
0,005-0,02 |
Мониторинг не ведется |
||||||
|
Ni |
|
Мониторинг не ведется |
||||||
|
Pb |
|
Мониторинг не ведется |
||||||
|
Zn |
|
0,06 |
||||||
|
Fe |
не нормируетcя |
0,10 |
||||||
|
SO |
493,4 |
|||||||
|
хлориды |
111,2 |
|||||||
|
взвешенные вещества |
12,6 |
|||||||
|
As |
|
0,01 |
Дренаж дамбы хвостохранилища обогатительной фабрики |
отсутствует |
нет данных |
- |
||
|
Cd |
0,02-0,1 |
0,02 |
||||||
|
Сu |
0,05-0,5 |
0,45 |
||||||
|
Hg |
0,005-0,02 |
Мониторинг не ведется |
||||||
|
Ni |
|
0,02 |
||||||
|
Pb |
|
0,01 |
||||||
|
Zn |
|
0,34 |
||||||
|
Fe |
не нормируетcя |
0,43 |
||||||
|
SO |
490,9 |
|||||||
|
хлориды |
37,19 |
|||||||
|
взвешенные вещества |
16,12 |
|||||||
|
* расчетное среднегодовое значение на базе объема сброса сточных вод и массы сбросов загрязняющих веществ |
||||||||

Таблица 3.17 - Предприятие Б
|
Наиме- |
Норматив ЕС, мг/л |
Средняя концентрация загрязняющего вещества в стоках после очистки*, мг/л |
Источник сброса |
Наиме- |
Проектная эффектив- |
Вторичное использо- |
|
As |
|
0,03 |
Малосернистое хвостохранилище обогатительной фабрики |
- |
- |
Технологические нужды обогатительной фабрики |
|
Cd |
0,02-0,1 |
нет данных |
||||
|
Сu |
0,05-0,5 |
0,02 |
||||
|
Hg |
0,005-0,02 |
нет данных |
||||
|
Ni |
|
нет данных |
||||
|
Pb |
|
нет данных |
||||
|
Zn |
|
0,05 |
||||
|
Fe |
не нормируется |
0,17 |
||||
|
SO |
505,38 |
|||||
|
pH |
7,8 ед. |
|||||
|
F |
1,14 |
|||||
|
нефтепродукты |
0,01 |
|||||
|
взвешенные вещества |
6,47 |
Механическая очистка |
63% |
|||
|
* расчетное среднегодовое значение на базе объема сброса сточных вод и массы сбросов загрязняющих веществ |
||||||
Таблица 3.18 - Предприятие В
|
Наимено- |
Норматив ЕС, мг/л |
Средняя концентра- |
Источник сброса |
Наимено- |
Проектная эффектив- |
Вторичное использование стоков |
|
As |
|
0,04 |
Гидрометал- |
Физико- |
до 95% |
Использование очищенных стоков для подпитки водооборотных систем предприятия |
|
Cd |
0,02-0,1 |
Мониторинг не ведется |
||||
|
Сu |
0,05-0,5 |
0,15 |
||||
|
Hg |
0,005-0,02 |
Мониторинг не ведется |
||||
|
Ni |
|
0,08 |
||||
|
Pb |
|
Мониторинг не ведется |
||||
|
Zn |
|
0,04 |
||||
|
Fe |
не нормируется |
0,16 |
||||
|
SO |
102,67 |
- |
||||
|
pH |
7,4-8,5 |
|||||
|
взвешенные вещества |
3,7 |
|||||
|
хлориды |
72,05 |
|||||
|
* Расчетное среднегодовое значение на базе объема сброса сточных вод и массы сбросов загрязняющих веществ. |
||||||
3.2.5 Побочные продукты, технологические остатки и отходы производства
Накопленные за многие годы на ряде предприятий отрасли шлаки в последнее время начинают все активнее перерабатываться с целью извлечения полезных компонентов. Так, в медеплавильных шлаках содержание меди может быть вполне сопоставимо с ее содержанием в перерабатываемых рудах.
Актуален в последнее время и вопрос использования удельных значений образования отходов, который наталкивается на ряд объективных препятствий. Так в подготовленном еще в Госкомэкологии России сборнике [57], отмечается:
"1.4. Приведенные в Сборнике данные по удельным показателям образования отходов не рекомендуется использовать в качестве нормативов, поскольку значения многих из них определены как среднестатистические или среднеотраслевые с усреднением различий предприятий по уровню организации производства и качества перерабатываемого сырья. Кроме того, при переходе в процессе технического перевооружения на малоотходные технологии, значения удельных показателей могут существенно измениться, а в ряде случаев может произойти изменение вида образующихся отходов". Для производства меди в сборнике приведен следующий показатель, (см. таблицу 3.19).
Таблица 3.19
|
Технологический процесс или вид производства |
Наименование образующихся отходов и попутных продуктов |
Значение удельных показателей |
|
Шахтная плавка медных руд (содержание меди в концентрации 1%-2%) |
Шлаки |
50-100 т/т металла |
В настоящее время в ряде случаев его использование невозможно в связи с разработкой все более бедных месторождений. Томинский ГОК, например, работает на руде Томинского месторождения с содержанием меди 0,47%. То же самое можно сказать о Волковском, Быстринском, Ждановском, Михеевском и других месторождениях (см. таблицу 1.1).
На других переделах, объемы образования отходов, промежуточных и побочных продуктов также зависят от состава сырья. Зависимость количества образующегося шлака от содержания меди в штейне приведена в таблице 3.20.
Таблица 3.20 - Зависимость количества шлака от содержания меди в штейне при конвертировании [58]
|
Содержание меди в штейне, % |
Масса шлака на 1 т штейна, кг |
|
20 |
954 |
|
25 |
876 |
|
30 |
796 |
|
35 |
716 |
|
40 |
636 |
|
45 |
558 |
|
50 |
478 |
|
55 |
398 |
|
60 |
240 |
|
70 |
160 |
|
75 |
80 |
Ниже в таблицах 3.21 и 3.22 приведена краткая характеристика источников образования некоторых остаточных продуктов и способов их последующего использования.
Таблица 3.21 - Остаточные продукты, образующиеся при производстве меди [53]
|
Источник |
Остаточный продукт |
Конечное использование |
|
Системы очистки |
Пыли с фильтра Соединения ртути Отработанный катализатор и кислота Отстой серной кислоты Слабая кислота |
Сырье для получения меди (возвращаемое на плавку) Гипс на продажу Свинец, цинк и прочие металлы Сырье для получения Hg Химическая промышленность Нейтрализация Другие виды использования, например разложение при выщелачивании Для SO |
|
Плавильный комплекс |
Шлак Футеровка печи |
На шлаковую печь или на сепарацию Внутреннее использование Восстановление или утилизация |
|
Конвертер |
Шлак |
На плавку - внутренний оборот |
|
Шлаковая печь |
Шлак |
Абразивный, строительный материал |
|
Печь (анодная) для рафинирования |
Шлак |
На плавку - внутренний цикл |
|
Электролитическое рафинирование меди |
Отработанный электролитный раствор |
Извлечение никеля и солей никеля, а также меди, восстановление кислоты |
|
Отработанные аноды |
Другие виды внутреннего оборота: конвертер (охлаждение) или анодная печь |
|
|
Анодный шлам |
Извлечение драгоценных металлов |
|
|
Плавка |
Плавающие загрязнения и шлак |
Сырье для извлечения металлов |
|
Флотация шлака |
Шлак |
Использование в качестве фильтрующего материала при производстве цемента |
|
Очистка сточных вод |
Чистый гипс |
Использование при плавке в качестве источника кальция |
|
Технологический процесс в целом |
Масла |
Извлечение нефтепродуктов |
|
Гидрометаллургия |
Отработанный электролит |
Выщелачивание |
|
Производство заготовок |
Растворы травления кислотой и промывочные растворы |
Утилизация в качестве отхода, при низком содержании цветных металлов или продажа для извлечения металлов |
|
Производство катанки |
Растворы травления кислотой (если применимо) Окалина |
Восстановление в отдельной электролитической ванне Извлечение меди |
Таблица 3.22 - Выход остаточных продуктов, образующихся при первичном и вторичном производстве меди в Германии [18]
|
Этап производства |
Остаточный продукт |
Кол-во, т/год |
Варианты использования или переработки |
||||
|
Первичная плавка и электролиз (460000 т анодов в год) |
|||||||
|
Печь взвешенной плавки |
Пыль |
100000 |
Внутреннее использование в печи взвешенной плавки |
||||
|
Шлак |
700000 |
Дальнейшая обработка в электрической печи |
|||||
|
Электрическая печь (очистка шлака) |
Пыль |
400 |
Внешнее использование при производстве цинка/свинца |
||||
|
Шлак |
700000 |
Внешнее использование в качестве строительного материала |
|||||
|
Конвертер меди |
Пыль |
4000 |
Внутренняя переработка в печи взвешенной плавки или в электрической печи (вторичное производство) |
||||
|
Шлак |
160000 |
Внутреннее использование в печи взвешенной плавки |
|||||
|
Анодная печь |
Пыль |
200 |
Внутреннее использование в печи взвешенной плавки |
||||
|
Шлак |
20000 |
Внутреннее использование в конвертере меди |
|||||
|
Электролиз |
Анодный шлам (мокрый) |
3000 |
Для извлечения драгоценных металлов, а также Se, Те, Рb |
||||
|
Сернокислотная установка |
Серная кислота |
1000000 |
Побочный продукт для продажи |
||||
|
Конечный раствор |
70000 |
Внутреннее использование на химической установке при производстве сульфата никеля, As |
|||||
|
Вторичная плавка и электролиз |
|||||||
|
Очистка отходящих газов электрической печи |
Пыль |
10000 |
Побочный продукт на продажу для извлечения цинка |
||||
|
Шлак |
60000 |
Внешнее использование в качестве строительного материала |
|||||
|
Конвертер |
Пыль |
400 |
Внутреннее использование в электрической печи |
||||
|
Шлак |
15000 |
Внутреннее использование в электрической печи |
|||||
|
Технология Соntilmelt |
Пыль |
1000 |
Внутреннее использование в печи взвешенной плавки/электрической печи |
||||
|
Шлак |
2000 |
Внутреннее использование в конвертере меди |
|||||
|
Конвертер скрапа/завод TLA* |
Пыль |
1000 |
Дальнейшая обработка на установке TLA |
||||
|
Шлак |
2000 |
Внутреннее использование в электрической печи |
|||||
|
Установка очистки технической воды |
Шлам |
2000 |
Утилизация в качестве опасных отходов |
||||
|
Общее |
Бытовой мусор |
500 |
|||||
|
Вторичная плавка и электролиз |
|||||||
|
Система переработки Kayser, очистка отходящих газов |
Шлак железо-силикатный |
120-200 |
Строительные материалы на объекте утилизации отходов |
||||
|
Оксиды системы переработки Kayser |
20-40 |
Продажа |
|||||
|
Смешанная печь плавки олова |
Смешанное олово |
50 |
Продажа |
||||
|
Электролиз |
Анодный шлам |
13 |
Продажа |
||||
|
Сульфат никеля |
20 |
Продажа |
|||||
|
Очистка сточных вод |
Осажденная суспензия |
Данных нет |
Продажа |
||||
|
Все этапы |
Анодные остатки |
Данных нет |
Внутренний цикл вторичного использования |
||||
|
TLA - оловянно-цинковый сплав. НП - неприменимо. |
|||||||
Данные об образовании и использовании промежуточных продуктов и отходов производства на примере нескольких медеплавильных предприятиях в Российской Федерации приведены в таблицах 3.23-3.26 [данные предприятий].
Таблица 3.23 - Образование и использование промежуточных продуктов и отходов производства на российских предприятиях. Предприятие А
|
Наименование вида отхода |
Класс опасности |
Удельная масса образова- |
Наименование способа утилизации (вторичного использования) отхода или обезвреживания |
Удельная масса утилизирован- |
|
Отходы газоочистки в производстве черновой меди (пыли после электрофильтров печей и рукавных фильтров) |
3 |
0,06 |
1. Вторичное использование (приготовление шихты для печей) 2. Отправка по договору сторонней организации |
нет данных |
|
Отходы газоочистки в производстве черновой меди (пыли грубой очистки конвертерных газов) |
3 |
0,02 |
Вторичное использование (приготовление шихты для печей) |
0,02 |
|
Отходы газоочистки в производстве черновой меди (пыли тонкой очистки конвертерных газов) |
3 |
0,02 |
1. Вторичное использование (приготовление шихты для печей) 2. Отправка по договору сторонней организации |
нет данных |
|
Шлаки производства меди |
4 |
3,80 |
Вторичное использование в качестве сырьевого материала для производства медного концентрата |
3,80* |
|
Шлаки производства меди |
4 |
- |
Переработка старолежалых шлаков в качестве сырьевого материала для производства медного концентрата |
3,30 |
Таблица 3.24 - Образование и использование промежуточных продуктов и отходов производства на российских предприятиях. Предприятие Б
|
Наименование вида отхода |
Класс опас- |
Удельная масса образова- |
Наименование способа утилизации (вторичного использования) отхода или обезвреживания |
Удельная масса утилизирован- |
|
Отходы производства меди (кек безмышьяковистый производства меди) |
3 |
0,01 |
Вторичное использование отходов |
0,01 |
|
Отходы производства меди (пыль с печи) |
3 |
0,05 |
Вторичное использование отходов |
0,05 |
|
Отходы производства меди (пыль конвертерной плавки) |
3 |
0,12 |
Вторичное использование отходов |
0,12 |
|
Шлаки производства меди (шлак конвертерный) |
4 |
1,02 |
Использование отходов |
1,02 |
|
Шлаки производства меди (шлак с печи) |
4 |
2,57 |
Использование отходов |
2,57 |
|
Шлаки производства меди (шлак медьсодержащий) |
3 |
- |
Использование отходов поступивших от других организаций |
0,07 |
Таблица 3.25 - Образование и использование промежуточных продуктов и отходов производства на российских предприятиях. Предприятие В
|
Наименование вида отхода |
Класс опаc- |
Удельная масса образования отходов, т/т черновой меди |
Наименование способа утилизации (вторичного использования) отхода или обезвреживания |
Удельная масса утилизированных (вторично использованных) отходов, т/т черновой меди |
|
Пыль газоочистки обжигового и плавильного переделов производства черновой меди, содержащая цветные металлы |
3 |
0,57 |
Использование в качестве сырья: - в процессе производства черновой меди; - для извлечения ценных компонентов с получением продукции - раствора цинка сернокислого. |
0,57 |
|
Отходы газоочистки в производстве черновой меди (шлам мокрого пылеуловителя) |
3 |
0,10 |
Использование в качестве сырья в процессе производства черновой меди |
0,10 |
|
Шлаки производства меди (шлак плавки медьсодержащего сырья в шахтной печи производства черновой меди) |
4 |
7,08 |
- |
нет данных |
Таблица 3.26 - Образование и использование промежуточных продуктов и отходов производства на российских предприятиях. Предприятие Г
|
Наименование вида отхода |
Класс опас- |
Удельная масса образования отходов, т/т черновой меди |
Наименование способа утилизации (вторичного использования) отхода или обезвреживания |
Удельная масса утилизированных (вторично использованных) отходов, т/т черновой меди |
|
Пыль газоочистки обжигового и плавильного переделов производства черновой меди, содержащая цветные металлы (пыль от ПГУ конвертера) |
3 |
0,02 |
Брикетирование и переработка в шахтных печах |
0,02 |
|
Пыль газоочистки обжигового и плавильного переделов производства черновой меди, содержащая цветные металлы |
3 |
0,70 |
0,69 |
|
|
Шлаки производства меди |
3 |
6,66 |
Переработка в шахтных печах и конвертерах |
2,19 |
|
Отходы (хвосты) обогащения медных руд практически неопасные |
5 |
6,47 |
- |
- |
|
Отходы производства меди (хвосты и отходы от переработки металлургических шлаков) |
5 |
0,18 |
- |
- |
|
Отходы очистки прочих производственных сточных вод, не содержащих специфические загрязнители, на локальных очистных сооружениях (Шлам отстойников после нейтрализации сточных вод) |
5 |
0,01 |
- |
- |
Раздел 4. Определение наилучших доступных технологий
Термин "наилучшие доступные технологии" определен в Федеральном законе "Об охране окружающей среды" N 7-ФЗ [59].
Под "технологией" понимается как используемая технология, так и способ, с помощью которого объект спроектирован, построен, эксплуатируется и выводится из эксплуатации; это не только технология производства, но и различные технические и нетехнические методы (экологический менеджмент, управленческие решения) повышения экологической результативности.
Под "доступной" понимается экономически целесообразная и неуникальная технология, которая достигла уровня, позволяющего обеспечить ее внедрение в медной промышленности с учетом экономической и технической обоснованности, принимая во внимание затраты и преимущества; при этом технология должна быть реализована хотя бы на двух предприятиях отрасли.
Под "наилучшей" понимается технология, в максимальной мере обеспечивающая охрану окружающей среды и сбережение ресурсов (сырья, воды, энергии).
Порядок определения технологии в качестве наилучшей доступной технологии определен постановлением Правительства Российской Федерации от 23 декабря 2014 года N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям", на основании которого Министерство промышленности и торговли Российской Федерации разработало "Методические рекомендации по определению технологии в качестве наилучшей доступной технологии.*
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Согласно этим документам, при отнесении технологических процессов, оборудования, технических способов и методов к НДТ необходимо учитывать следующие критерии:
-
а) наименьший уровень негативного воздействия на окружающую среду в расчете на единицу времени или объем производимой продукции (товара), выполняемой работы, оказываемой услуги либо соответствие другим показателям воздействия на окружающую среду, предусмотренным международными договорами Российской Федерации; приоритетным, оказывающим наименьшее отрицательное воздействие на окружающую среду, рекомендовано считать воздействие от отходов, затем выбросы в воду и загрязнение почвы; воздействие от выбросов в воздух рекомендовано рассматривать как фактор, имеющий наибольший отрицательный эффект;
-
б) экономическая эффективность внедрения и эксплуатации; анализ экономической эффективности заключается в оценке затрат на внедрение и эксплуатацию технологии и выгоды от ее внедрения путем применения метода анализа затрат и выгод; в процессе оценки рекомендуется разделять объекты (предприятия) на новые и действующие;
-
в) применение ресурсо- и энергосберегающих методов;
-
г) период внедрения;
-
д) промышленное внедрение технологических процессов, оборудования, технических способов, методов на двух и более объектах в Российской Федерации, оказывающих негативное воздействие на окружающую среду.
В качестве источников информации о применяемых на практике технологиях, относящихся к НДТ, были использованы окончательный проект второй редакции справочника ЕС по НДТ для предприятий цветной металлургии (октябрь-2014), сведения, полученные в результате анкетирования предприятий отрасли, результаты научно-исследовательских работ, публикаций, а также информация, полученная в ходе консультаций с профильными экспертами.
Наилучшие доступные технологии и методы, а также, в необходимых случаях, соответствующие им технологические показатели (значения концентрации эмиссий) определялись технической рабочей группой применительно к следующим вспомогательным и основным процессам производства меди:
-
1. Процессы подготовки сырья: сушка, обжиг, спекание и прокаливание с применением вращающихся печей
-
2. Процессы плавки первичного сырья и конвертирования с использованием следующих агрегатов:
-
а) Отражательная печь
-
б) Печь Ванюкова
-
в) Ausmelt/ISASMELT
-
г) Поворотные конверторы с верхним дутьем (TBRC/KALDO)
-
д) Наклонная вращающаяся кислородно-топливная печь (TROF)
-
е) Шахтная печь
-
ж) Печь взвешенной плавки Outotec
-
з) Конвертер Пирса-Смита
-
и) Агрегат совмещенной плавки-конвертирования
-
-
3. Процессы плавки вторичного сырья и металла с использованием следующих агрегатов:
-
а) Анодная поворотная печь (Кумера)
-
б) Стационарная анодная печь
-
в) Наклонная отражательная печь (Maerz)
-
г) Шахтная печь
-
-
4. Электролитическое рафинирование:
-
а) основная технология
-
б) безосновная технология
-
-
5. Гидрометаллургические технологии:
-
а) выщелачивание руд (кучное или чановое выщелачивание) и концентратов
-
б) автоклавно-окислительное выщелачивание концентратов
-
в) окислительный обжиг и сернокислотное выщелачивание огарка
-
г) электроэкстракция меди из растворов выщелачивания
-
Раздел 5. Наилучшие доступные технологии
Настоящий раздел содержит перечень кратких описаний НДТ, применяемых при производстве меди на различных этапах технологического процесса.
НДТ в рамках раздела сгруппированы в подразделы в соответствии с целями их применения, например НДТ для повышения эффективности использования энергии, НДТ для управления отходами, промежуточными и побочными продуктами и др.
При выборе НДТ необходимо обращать внимание на указание в описании НДТ на конкретное производство (передел/установку), для которого должна применяться соответствующая технология. Также для каждой НДТ, где необходимо, указаны ограничения применимости включенных в описание НДТ методов.
5.1 Системы экологического менеджмента (СЭМ)
НДТ 1.
Повышение общей результативности природоохранной деятельности. Внедрение и поддержание системы экологического менеджмента (СЭМ), соответствующей требованиям ГОСТ Р ИСО 14001 или ISO 14001.
_______________
Соответствие систем менеджмента указанным стандартам не означает ее обязательную сертификацию.
5.2 Энергоменеджмент и энергия
НДТ 2. Повышение эффективности использования энергии: использование комбинации двух или более методов, приведенных в таблице 5.1.
Таблица 5.1
|
Метод/оборудование |
Применимость |
|
|
а) |
Система управления энергоэффективностью (например, в соответствии с требованиями ГОСТ Р ИСО 50001 |
Общеприменим |
|
б) |
Использование избыточного тепла (например, пара, горячей воды или горячего воздуха), образующегося при реализации основных процессов |
Применим для пирометаллургических процессов |
|
в) |
Регенеративные дожигающие устройства |
Применим, когда требуется очистка выбросов от горючих загрязняющих веществ |
|
г) |
Предварительный разогрев подаваемого в камеру сгорания воздуха с помощью горячих газов из литейных желобов |
Применим только для пирометаллургических процессов |
|
д) |
Подача на горелки воздуха, обогащенного кислородом, или чистого кислорода для уменьшения потребления энергии за счет автогенной плавки или полного сгорания углеродистого материала |
Применим для печей, в которых используется сырье, содержащее серу или углерод |
|
е) |
Низкотемпературная сушка концентратов и влажного сырья перед плавкой |
Применим, кроме процессов плавки в жидкой ванне |
|
ж) |
Теплоизоляция объектов, функционирующих при высоких температурах, например трубопроводов пара и горячей воды |
Общеприменим |
|
з) |
Использование тепла, образующегося при производстве серной кислоты из диоксида серы, для предварительного нагрева газа, используемого на заводе серной кислоты, или для выработки пара и (или) горячей воды |
Применим для заводов по производству цветных металлов, включающих производство серной кислоты или жидкого SО |
|
и) |
Использование высокоэффективных электродвигателей, оборудованных частотными преобразователями, для таких устройств как, например, вентиляторы |
Общеприменим |
_______________
Соответствие систем менеджмента указанным стандартам не означает ее обязательную сертификацию.
НДТ 3 . Повышение эффективности использования энергии при первичном производстве меди: использование одного из или комбинации методов, приведенных в таблице 5.2.
Таблица 5.2
|
Метод/оборудование |
Применимость |
|
|
а) |
Использование горячих технологических газов от процессов плавления для нагревания подаваемых компонентов |
Применим для шахтных печей |
|
б) |
Укрытие концентратов во время транспортировки и хранения |
Общеприменим |
|
в) |
Использование избыточного тепла, генерируемого на стадиях первичной выплавки или конвертирования |
|
|
г) |
Термоизоляция и укрытие электролизных ванн |
Ограниченно применим для электролитического рафинирования меди из-за необходимости технологического обслуживания электролизных ванн и предотвращения повышения температуры электролита выше нормированного уровня |
НДТ 4. Повышение эффективности использования энергии при вторичном производстве меди: использование одного из или комбинации методов, приведенных в таблице 5.3.
Таблица 5.3
|
Метод/оборудование |
Применимость |
|
|
а) |
Уменьшение содержания влаги в подаваемых в печь материалах |
Применение ограничено случаями, когда увлажнение материалов используется в качестве метода сокращения неорганизованных выбросов |
|
б) |
Производство энергии за счет использования избыточного тепла от анодной печи |
Применим, если существует экономически значимый спрос |
|
в) |
Использование для плавки лома избыточного тепла, генерируемого при плавке или конвертировании |
Общеприменимо для первичной цветной металлургии |
|
г) |
Поддержание высокой температуры в печи между стадиями технологического цикла |
Применим только для печей, эксплуатируемых в дискретном режиме, когда требуется заполнение буферной емкости расплава |
НДТ 5. Повышение эффективности использования энергии при электрорафинировании и электролизе. Использование одного из или комбинации методов, приведенных в таблице 5.4.
Таблица 5.4
|
Метод/оборудование |
Применимость |
|
|
а) |
Применение термоизоляции и укрытие электролизных ванн |
За исключением случаев, когда ванны должны оставаться не укрытыми с целью поддержания температуры на необходимом рабочем уровне |
|
б) |
Добавление в электролит поверхностно-активных веществ |
Общеприменим |
|
в) |
Усовершенствование конструкции ванн электролизеров за счет оптимизации следующих параметров: расстояние между анодами и катодами, конфигурация анодов, плотность тока, состав и температура электролита |
Применим только для новых заводов и при полной модернизации существующих заводов |
|
г) |
Использование катодной основы из нержавеющей стали |
|
|
д) |
Автоматизированная замена катодов/анодов для точной установки электродов в ванне |
|
|
е) |
Выявление коротких замыканий и контроль качества с целью обеспечения заданных геометрических параметров электродов и точности веса анодов |
Общеприменим |
5.3 Контроль технологических процессов и мониторинг эмиссий
НДТ 6. Обеспечение стабильности производственного процесса. Внедрение системы автоматизированного контроля и использование комбинации двух или более методов, приведенных в таблице 5.5.
Таблица 5.5
|
Метод/оборудование |
Применимость |
|
|
а) |
Проверка и сортировка исходных материалов в соответствии с требованиями, определяемыми используемым технологическим оборудованием и применяемыми методами сокращения загрязнения |
Общеприменим |
|
б) |
Тщательное перемешивание различных материалов, входящих в состав шихты, для достижения оптимальной эффективности переработки и сокращения выбросов и отходов |
|
|
в) |
Системы взвешивания и дозирования шихты |
|
|
г) |
Использование микропроцессорных устройств для контроля скорости подачи материала, ключевых технологических параметров, включая сигнализацию, условий сжигания и подачи дополнительного газа |
|
|
д) |
Непрерывный инструментальный контроль температуры, давления в печи и подачи газа |
|
|
е) |
Контроль критических параметров процессов, реализуемых на установках очистки воздуха, таких как температура газа, количество подаваемых реагентов, падение давления, ток и напряжение на электрофильтре, объем подачи и рН жидкости в мокром скруббере, состав подаваемого газа (например, О |
|
|
ж) |
Контроль содержания пыли и ртути в отходящих газах перед их подачей на сернокислотную установку |
Применим для заводов по производству цветных металлов, включающих производство серной кислоты или жидкого SO |
|
з) |
Непрерывный инструментальный контроль уровня вибрации для обнаружения завалов и возможных отказов оборудования |
Общеприменим |
|
и) |
Непрерывный инструментальный контроль силы тока, напряжения и температуры электрических контактов |
Применим для процессов электролиза |
|
к) |
Контроль и регулирование температуры для предотвращения образования выбросов металлов и оксидов металлов из-за перегрева |
Применим для спекающих и плавильных печей |
|
л) |
Использование микропроцессорных устройств для контроля подачи реагентов и работы очистного оборудования, включая непрерывный инструментальный контроль температуры, мутности, рН, электропроводности и объемов стока |
Применим для установок очистки сточных вод |
5.4 Вторичное сырье
НДТ 7. Увеличение выхода меди от использования вторичных сырьевых материалов. Отделение неметаллических компонентов и металлов кроме меди с помощью ручного разделения для отделения крупных видимых компонентов.
5.5 Неорганизованные эмиссии
5.5.1 Общий подход к предотвращению неорганизованных эмиссий
НДТ 8. Предотвращение или уменьшение неорганизованных эмиссий в воздух и водные объекты: улавливание эмиссий по возможности максимально близко к источнику с последующей очисткой.
5.5.2 Выбросы в атмосферный воздух
НДТ 9. Уменьшение неорганизованных выбросов, образующихся при хранении сырья: использование комбинации двух или более методов, приведенных в таблице 5.6.
Таблица 5.6
|
Метод/оборудование |
Применимость |
|
|
а) |
Использование закрытых помещений или емкостей/бункеров |
Применяется для пылящих материалов, таких как концентраты, флюсы и т.д. |
|
б) |
Сооружение укрытий над площадками хранения |
Применяется для не пылящих материалов, таких как концентраты, флюсы, твердое топливо, крупнотоннажные насыпные материалы и кокс, а также вторичного сырья, содержащего растворимые в воде органические соединения |
|
в) |
Герметичная упаковка |
Применяется для хранения пылящих материалов, а также вторичного сырья, содержащего растворимые в воде органические соединения |
|
г) |
Сооружение укрытий над пролетами |
Применяется при гранулировании/агломерации материала |
|
д) |
Разбрызгивание воды с применением или без применения таких добавок как латекс |
Не применяется для процессов, в которых используются сухие материалы или руды/концентраты, содержащие достаточное количество естественной влаги, чтобы предотвратить пылеобразование. Применение также ограничено в регионах с нехваткой воды или с очень низкими зимними температурами |
|
е) |
Размещение устройств для улавливания пыли/газов в точках загрузки и перегрузки |
Применяется в местах складирования пылящих материалов |
|
ж) |
Использование для сооружения емкостей строительных материалов, устойчивых к загружаемым материалам |
Общеприменим |
|
з) |
Применение надежных систем обнаружения утечек и индикации уровня заполнения емкостей с подачей сигналов для предотвращения их переполнения |
|
|
и) |
Хранение серной кислоты и других агрессивных материалов в емкостях с двойными стенками или в емкостях, размещенных внутри устойчивого к воздействию агрессивных сред обвалования двойной вместимости |
|
|
к) |
Проектирование площадок для хранения таким образом, чтобы любые утечки из емкостей и систем доставки удерживались внутри обвалования, способного вместить объем жидкости, равный, по крайней мере, объему наибольшей емкости, размещенной внутри обвалования. Площадка для хранения должна быть обвалована и иметь покрытие, не подверженное воздействию хранящегося агрессивного материала |
|
|
л) |
Сбор и обработка эмиссий, образующихся при хранении, с помощью систем, предназначенных для обращения с химическими веществами, которые подлежат хранению. Вода, использованная для смыва пыли, также должна собираться и очищаться перед сбросом |
Общеприменим при хранении газов. При хранении жидкостей любые утечки должны собираться и обрабатываться |
|
м) |
Регулярная уборка и, при необходимости, увлажнение площадки хранения |
Общеприменим |
|
н) |
Применение защитных посадок, ограждений для защиты от ветра или обвалований с наветренной стороны для снижения скорости ветра |
Применяется при складировании на открытом воздухе |
|
о) |
Хранение материалов там, где это возможно, в одной куче вместо нескольких |
|
|
п) |
Использование нефтеловушек и песколовушек в дренаже открытых площадок хранения. Использование для хранения материалов, которые могут содержать нефтепродукты (например, замасленной стружки), бетонированных площадок с бортами или иными удерживающими устройствами |
НДТ 10. Уменьшение неорганизованных эмиссий, образующихся при обработке и транспортировке сырья. Использование комбинации двух или более методов, приведенных в таблице 5.7.
Таблица 5.7
|
Метод/оборудование |
Применимость |
|
|
а) |
Использование закрытых конвейеров или пневматических транспортных систем |
Общеприменим |
|
б) |
Сооружение конвейеров для непылящих твердых материалов под навесами |
|
|
в) |
Установка устройств для сбора пыли в пунктах доставки, вентиляционных отверстиях, пневматических транспортных системах и точках перегрузки на конвейерах передачи, и их подключение к системе фильтрации |
Применяется при использовании пылящих материалов |
|
г) |
Использование для обращения с измельченными или водорастворимыми материалами закрытых мешков или бочек |
Общеприменим |
|
д) |
Использование специальных контейнеров для обработки уложенных на поддонах материалов |
|
|
е) |
Разбрызгивание воды для увлажнения материалов в местах их обработки |
|
|
ж) |
Использование максимально коротких маршрутов транспортировки |
|
|
з) |
Регулировка скорости открытых ленточных конвейеров (<3,5 м/с) |
Применяется при использовании открытых ленточных конвейеров |
|
и) |
Размещение передающих конвейеров и трубопроводов на безопасных открытых площадках выше уровня земной поверхности с целью оперативного обнаружения утечек и предупреждения повреждений транспортными средствами и другим оборудованием. Если для перемещения неопасных материалов используются подземные трубопроводы, местоположение их трасс должно быть документально зафиксировано и отмечено на местности соответствующими предупреждающими знаками; должны применяться системы безопасного ведения земляных работ. |
Общеприменим |
|
к) |
Мойка колес и шасси транспортных средств, используемых для доставки или обработки пылящих материалов |
Не применяется в условиях, которые могут привести к обледенению |
|
л) |
Проведение плановых кампаний по уборке дорог |
Общеприменим |
|
м) |
Разделение несовместимых материалов (например, окислителей и органических материалов) |
|
|
н) |
Минимизация материальных потоков между процессами |
НДТ 11. Уменьшение неорганизованных выбросов от предварительной переработки первичных и вторичных материалов (например, смешивание, сушка, гомогенизация, скрининг и таблетирование): использование одного из или комбинации методов, приведенных в таблице 5.8.
Таблица 5.8
|
Метод/оборудование |
Применимость |
|
|
а) |
Использование закрытых конвейеров или пневматических транспортных систем |
Обычно применяется для пылящих материалов |
|
б) |
Обработка пылящих материалов, например их смешивание, в закрытом помещении |
Общеприменим. Для существующих заводов применение может быть затруднено в связи с необходимостью больших пространств |
|
в) |
Использование систем пылеподавления, таких как водометы или дождевальные установки |
Применяется при перемешивании материалов вне помещений. Не применяется для процессов, требующих сухих материалов. Применение также ограничено в регионах с нехваткой воды или с очень низкими зимними температурами |
|
г) |
Использование закрытого оборудования, оснащенного системой улавливания отходящих газов, связанной с системой газоочистки |
Применяется при подаче смесей, полученных с помощью бункеров-дозаторов или системы потери веса, при сушке, смешивании, помоле, разделении и гранулировании |
|
д) |
Использование вытяжных систем, таких как аспирационные зонты, в сочетании с системой пылеулавливания и очистки отходящих газов |
Обычно применяется для улавливания и очистки пылевых и газообразных выбросов |
НДТ 12. Предупреждение или уменьшение неорганизованных выбросов: оптимизация параметров эффективности улавливания и очистки отходящих газов и использование комбинации двух или более методов, приведенных в таблице 5.9.
Таблица 5.9
|
Метод/оборудование |
Применимость |
|
|
а) |
Предварительная тепловая или механическая обработка вторичного сырья с целью минимизации органического загрязнения шихты |
Общеприменим |
|
б) |
Использование закрытых печей, оснащенных системами пылеулавливания, или оснащение печей и другого технологического оборудования вытяжными системами |
Применение может быть ограничено соображениями безопасности (например, типом/конструкцией печи, наличием угрозы взрыва) |
|
в) |
Оснащение печей и конверторов вторичными системами отведения газов в точках загрузки и выгрузки |
|
|
г) |
Сбор пыли и испарений в местах перегрузки пылящих материалов (например, в точках загрузки и выгрузки печей, на литейных лотках) |
Общеприменим |
|
д) |
Оптимизация конструкции и технологии эксплуатации вытяжных устройств и газоходов с целью улавливания газов, возникающих при загрузке шихты и отходящих от разогретого металла; выдача и перемещение расплавов сульфидов или шлаков по закрытым желобам |
Для существующих заводов применение может быть ограничено имеющимся пространством и сложившейся планировкой размещения объектов в цехах |
|
е) |
Сооружение укрытий печей/реакторов, например с помощью кессонов, для улавливания выбросов при загрузочных операциях и выдаче расплавов |
|
|
ж) |
Оптимизация потока отходящих из печи газов на основе компьютеризированных исследований и индикаторов гидродинамики |
Общеприменим |
|
з) |
Использование систем, позволяющих подавать сырье небольшими порциями |
Применяется только для полузакрытых печей |
|
и) |
Очистка улавливаемых отходящих газов с помощью систем, сконструированных с учетом особенностей их состава |
Общеприменим |
НДТ 13. Предупреждение или уменьшение неорганизованных выбросов при загрузке, плавке и выпуске из печей на заводах по первичной и вторичной выплавке меди, а также от нагревательных и плавильных печей: использование комбинации двух или более методов, приведенных в таблице 5.10.
Таблица 5.10
|
Метод/оборудование |
Применимость |
|
|
а) |
Брикетирование и гранулирование сырья |
Применим только для процессов и печей, предназначенных для использования гранулированного сырья |
|
б) |
Эксплуатация печи и газоотводящих каналов при разрежении и скорости газоотведения, достаточной для предотвращения повышения давления |
Общеприменим |
|
в) |
Системы, обеспечивающие подачу малыми порциями |
|
|
г) |
Вытяжные зонты/укрытия в точках загрузки и выпуска в сочетании с системой улавливания и очистки отходящих газов (например, перекрытые или полностью закрытые желоба для выпуска плавки, выход которых закрывается сдвижными створками, оснащенными системой вентиляции и удаления выбросов) |
|
|
д) |
Размещение печи в вытяжном укрытии |
|
|
е) |
Герметизация печи |
|
|
ж) |
Поддержание температуры в печи на самом низком допустимом уровне |
|
|
з) |
Системы всасывания повышенной мощности ( |
|
|
и) |
Закрытые помещения в сочетании с другими методами улавливания неорганизованных выбросов |
|
|
к) |
Подбор и подача сырья в соответствии с типом печи и применяемыми методами сокращения выбросов |
|
|
л) |
Использование крышек на ротационной анодной печи |
НДТ 14. Уменьшение неорганизованных выбросов от конверторных печей Пирса-Смита при первичном и вторичном производстве меди: использование комбинации двух или более методов, приведенных в таблице 5.11.
Таблица 5.11
|
Метод/оборудование |
Применимость |
|
|
а) |
Эксплуатация печи и газоотводящих каналов при разрежении и скорости газоотведения, достаточной для предотвращения повышения давления |
Общеприменим |
|
б) |
Первичный вытяжной зонт над конвертером, открывающийся для сбора отходящих первичных газов |
|
|
в) |
Добавление материалов (например, скрапа и флюса) через вытяжной зонт |
|
|
г) |
Система вторичных вытяжных зонтов, дополняющих основной при загрузке печи и выпуске из нее металла |
|
|
д) |
Размещение печи в закрытом помещении |
|
|
е) |
Системы всасывания повышенной мощности и автоматизированный контроль для предотвращения выноса газов при перемещении конвертора |
НДТ 15. Уменьшение неорганизованных выбросов от конверторов с верхним дутьем при вторичном производстве меди: использование одного из или комбинации методов, приведенных в таблице 5.12.
Таблица 5.12
|
Метод/оборудование |
Применимость |
|
|
а) |
Эксплуатация печи и газоотводящих каналов при разрежении и скорости газоотведения, достаточной для предотвращения повышения давления |
Общеприменим |
|
б) |
Обогащение кислородом |
НДТ 16. Уменьшение неорганизованных выбросов от извлечения меди с помощью флотации шлака: использование комбинации двух или более методов, приведенных в таблице 5.13.
Таблица 5.13
|
Метод/оборудование |
|
|
а) |
Методы пылеподавления, такие как распыление воды, при обработке, хранении и измельчении шлака |
|
б) |
Перемалывание и флотация производятся с использованием воды |
|
в) |
Транспортировка шлака до участка конечного хранения с помощью гидротранспорта в закрытом трубопроводе |
|
г) |
Поддержание слоя воды поверх шлака в накопителе или использование в засушливых районах для пылеподавления таких средств как известковое молочко |
НДТ 17. Уменьшение неорганизованных выбросов от переработки богатых медью шлаков: использование комбинации двух или более методов, приведенных в таблице 5.14.
Таблица 5.14
|
Метод/оборудование |
|
|
а) |
Методы пылеподавления, такие как распыление воды, при обработке, хранении и измельчении шлака |
|
б) |
Эксплуатация печи при разрежении |
|
в) |
Герметизация печи |
|
г) |
Использование укрытий, замкнутых помещений и вытяжных зонтов для сбора и передачи выбросов отходящих газов в систему газоочистки |
НДТ 18 . Уменьшение неорганизованных выбросов от разливки анодов при первичном и вторичном производстве меди: использование над разливочным ковшом и над разливочной каруселью вытяжных зонтов, оборудованных системой всасывания.
НДТ 19 . Уменьшение неорганизованных выбросов от электролизеров: использование комбинации двух или более методов, приведенных в таблице 5.15.
Таблица 5.15
|
Метод/оборудование |
Применимость |
|
|
а) |
Добавление поверхностно-активных веществ |
Общеприменим |
|
б) |
Использование покрывал или вытяжного зонта и отведение испарений в систему газоочистки |
Применим для электролизных ванн за исключением случаев, когда они должны оставаться не укрытыми с целью поддержания температуры на необходимом рабочем уровне |
|
в) |
Использование закрытых емкостей для хранения и трубопроводов для транспортировки растворов |
Общеприменим |
|
г) |
Улавливание аэрозолей, образующихся в промывных камерах машин для обдирки катодов и в машинах для промывки анодов |
Применим для вновь строящихся цехов |
НДТ 20. Уменьшение неорганизованных выбросов при некислотном и кислотном травлении: использование закрытой линии травления с замкнутой системой циркуляции раствора изопропилового спирта.
Применимо только при непрерывном процессе травления катанки.
5.5.3 Выбросы пыли
НДТ 21. Сокращение выбросов пыли и металлов. Поддержание в качестве составляющей СЭМ (см. НДТ 1) подсистемы, обеспечивающей эффективность эксплуатации систем пылеподавления и пылеулавливания.
НДТ 22. Предотвращение или уменьшение неорганизованных выбросов пыли: разработка и реализация в качестве составной части СЭМ (см. НДТ 1) плана мероприятий по неорганизованным выбросам, предусматривающего, в том числе, использование методов, приведенных в таблице 5.16.
Таблица 5.16
|
Метод/оборудование |
|
|
а) |
Инвентаризация наиболее характерных источников неорганизованных выбросов |
|
б) |
Определение и реализацию соответствующих мероприятий и методов по предотвращению и сокращению неорганизованных выбросов в течение определенного периода времени. |
НДТ 23. Снижение выбросов пыли и металлов, образующейся при приемке, хранении, обработке, транспортировке, учете, смешивании, измельчении, сушке, резке и скрининге сырья при первичном и вторичном производстве меди: использование рукавного фильтра.
Таблица 5.17 - Технологические показатели: пыль и металлы в выбросах, образующихся при приемке, хранении, обработке, транспортировке, учете, смешивании, измельчении, сушке, резке и скрининге сырья при первичном и вторичном производстве меди
|
Параметр |
Единица измерений |
Средний уровень выбросов для НДТ |
|
Пыль неорганическая, в том числе: |
мг/нм |
|
|
Мышьяк и его соединения (в пересчете на As) |
мг/нм |
|
|
Медь и ее соединения (в пересчете на Сu) |
мг/нм |
|
|
Свинец и его соединения (в пересчете на Рb) |
мг/нм |
|
|
Никель и его соединения (в пересчете на Ni) |
мг/нм |
|
|
Цинк и его соединения (в пересчете на Zn) |
мг/нм |
|
|
|
||
НДТ 24.
Снижение содержания пыли и металлов в образующихся при первичной выплавке меди в печах и конверторах выбросах, кроме тех, которые направляются на завод по производству серной кислоты или жидкого SO или на электростанцию: использование рукавного фильтра.
Таблица 5.18 - Технологические показатели: пыль и металлы в образующихся при первичной выплавке меди в печах и конверторах выбросах, кроме тех, которые направляются на завод по производству серной кислоты или жидкого SO или на электростанцию
|
Параметр |
Единица измерений |
Средний уровень выбросов для НДТ |
|
Пыль неорганическая, в том числе: |
мг/нм |
|
|
Мышьяк и его соединения (в пересчете на As) |
мг/нм |
|
|
Медь и ее соединения (в пересчете на Сu) |
мг/нм |
|
|
Свинец и его соединения (в пересчете на Рb) |
мг/нм |
|
|
Никель и его соединения (в пересчете на Ni) |
мг/нм |
|
|
Цинк и его соединения (в пересчете на Zn) |
мг/нм |
|
|
|
||
 200
200НДТ 25. Снижение содержания пыли и металлов в образующихся при вторичной выплавке меди в печах и конверторах и переработке вторичных продуктов для производства меди выбросах, кроме тех, которые направляются на завод по производству серной кислоты: использование рукавного фильтра.
Таблица 5.19 - Технологические показатели: пыль и металлы в образующихся при вторичной выплавке меди в печах и конверторах и переработке вторичных продуктов для производства меди выбросах, кроме тех, которые направляются на завод по производству серной кислоты
|
Параметр |
Единица измерений |
Средний уровень выбросов для НДТ |
|
Пыль неорганическая, в том числе: |
мг/нм |
|
|
Мышьяк и его соединения (в пересчете на As) |
мг/нм |
|
|
Медь и ее соединения (в пересчете на Сu) |
мг/нм |
|
|
Свинец и его соединения (в пересчете на Рb) |
мг/нм |
|
|
Никель и его соединения (в пересчете на Ni) |
мг/нм |
|
|
Цинк и его соединения (в пересчете на Zn) |
мг/нм |
|
|
|
||
НДТ 26. Снижение содержания пыли и металлов в первичных и вторичных выбросах, образующихся при первичном и вторичном производстве медных анодов: использование рукавного фильтра или скруббера в сочетании с электростатическим фильтром.
Таблица 5.20 - Технологические показатели: пыль и металлы в первичных и вторичных выбросах, образующихся при первичном и вторичном производстве медных анодов
|
Параметр |
Единица измерений |
Средний уровень выбросов для НДТ |
|
Пыль неорганическая, в том числе: |
мг/нм |
<70 |
|
Мышьяк и его соединения (в пересчете на As) |
мг/нм |
|
|
Медь и ее соединения (в пересчете на Сu) |
мг/нм |
|
|
Свинец и его соединения (в пересчете на Рb) |
мг/нм |
|
|
Никель и его соединения (в пересчете на Ni) |
мг/нм |
|
|
Цинк и его соединения (в пересчете на Zn) |
мг/нм |
|
|
|
||
НДТ 27. Снижение содержания пыли и металлов в выбросах от печи для производства полуфабрикатов: выбор и подача сырья в соответствии с характеристиками печи и используемой системы улавливания и очистка выбросов с применением рукавного фильтра.
Таблица 5.21 - Технологические показатели: пыль и металлы в выбросах от печи для производства полуфабрикатов
|
Параметр |
Единица измерений |
Средний уровень выбросов для НДТ |
|
Пыль неорганическая, в том числе: |
мг/нм |
|
|
Медь и ее соединения (в пересчете на Сu) |
мг/нм |
|
|
|
||
5.5.4 Выбросы органических соединений
НДТ 28. Снижение риска выброса в воздух органических соединений в выбросах, образующихся при сушке, обезжиривании и плавлении вторичного сырья: использование одного из методов, приведенных в таблице 5.22.
Таблица 5.22
|
Метод/оборудование |
Применимость |
|
|
а) |
Установка или камера для дожигания |
Применение ограничено энергоемкостью отходящих газов, которые необходимо обработать. Отходящие газы с более низкой энергоемкостью требуют больших объемов топлива, что приводит к возрастанию передачи негативного воздействия от одного компонента окружающей среды к другому |
|
б) |
Рекуперативная установка для дожигания |
|
|
в) |
Проектирование печи и устройств по очистке выбросов с учетом состава доступного сырья |
Применим только для новых или полной модернизации действующих печей |
|
г) |
Подбор и подача сырья в соответствии с характеристиками печи и устройств по очистке выбросов |
Общеприменим |
|
д) |
Термодеструкция летучих органических соединений в печи при высокой температуре (>1000°С) |
НДТ 29. Снижение риска выброса в воздух полихлордибензодиоксинов/фуранов (ПХДД/Ф) при расплавлении, выплавке, огневой обработке и конверторной плавке меди: использование одного из или комбинации методов, приведенных в таблице 5.23.
Таблица 5.23
|
Метод/оборудование |
|
|
а) |
Выбор сырья в соответствии с характеристиками печи и используемыми методами сокращения выбросов |
|
б) |
Выбор оптимальных параметров горения |
|
в) |
Использование системы, обеспечивающей подачу сырья малыми порциями |
|
г) |
Термодеструкция ПХДД/Ф в печи при высоких температурах (>850°С) |
|
д) |
Использование системы внутренних горелок |
|
е) |
Использование камер и установок для дожигания |
|
ж) |
Избегать скопления пыли в дымоходах, через которые отводятся газы с температурой >250°С |
Описание методов:
НДТ 29а. Исходное сырье должно подбираться таким образом, чтобы печь и система очистки выбросов, используемая для достижения требуемых значений показателей эффективности, могли обеспечить необходимое улавливание загрязняющих веществ, содержащихся в подаваемой шихте.
НДТ 29б. Действия по оптимизации условий горения: обеспечение необходимого смешивания кислорода воздуха с компонентами, содержащими углерод, контроль температуры газов и времени контакта, необходимого для окисления органического углерода, входящего в состав ПХДД/Ф.
НДТ 29в. Подача сырья в полузакрытые печи небольшими порциями для уменьшения охлаждения печи во время загрузки. Это позволяет поддерживать более высокую температуру газа и предотвращает образование ПХДД/Ф.
НДТ 29е. Отходящий газ проходит через пламя горелки и органический углерод, соединяясь с кислородом, образует СО.
НДТ 29ж. Наличие пыли при температуре выше 250°С способствует образованию ПХДД/Ф.
5.5.5 Выбросы SO
НДТ 30.
Снижение выбросов SO: направление отходящих газов (с предварительной очисткой от пыли) на установки по производству серной кислоты, жидкого диоксида серы, элементарной серы или других аналогичных продуктов.
Применимость: применимо в зависимости от содержания диоксида серы в газах и от наличия рынка производимого продукта или условий для долговременного хранения.
НДТ 31.
Снижение выбросов SO от первичного производства меди, за исключением направляемых на установки по производству серной кислоты или жидкого диоксида серы или на электростанцию: использование одного из или комбинации методов, приведенных в таблице 5.24.
Таблица 5.24
|
Метод/оборудование |
Применимость |
|
|
а) |
Сухой или полусухой скруббер |
Общеприменим |
|
б) |
Мокрый скруббер |
Применение может быть ограничено в следующих случаях: - очень высокий расход потока отходящих газов, что связано с последствиями передачи загрязнения (значительные объемы отходов и сточных вод); - в засушливых районах большими объемами необходимой воды, необходимостью в очистке сточных вод и связанными с ними последствиями передачи загрязнения |
|
в) |
Использование системы абсорбции/десорбции с применением полиэфира |
Не применим при отсутствии завода по производству серной кислоты или жидкого диоксида серы |
Таблица 5.25 - Технологический показатель: выбросы SО от первичного производства меди
|
Параметр |
Единица измерений |
Средний уровень выбросов для НДТ |
|
SО |
мг/нм |
|
|
|
||
НДТ 32.
Снижение выбросов SO от вторичного производства меди, за исключением направляемых на установки по производству серной кислоты или жидкого диоксида серы или на электростанцию: использование одного из или комбинации методов, приведенных в таблице 5.26.
Таблица 5.26
|
Метод/оборудование |
Применимость |
|
|
а) |
Сухой или полусухой скруббер |
Общеприменим |
|
б) |
Мокрый скруббер |
Применение может быть ограничено в следующих случаях: - очень высокий расход потока отходящих газов потока, что связано с последствиями передачи загрязнения (значительные объемы отходов и сточных вод); - в засушливых районах большими объемами необходимой воды, необходимостью в очистке сточных вод и связанными с ними последствиями передачи загрязнения |
Таблица 5.27 - Технологический показатель: выбросы SО от вторичного производства меди
|
Параметр |
Единица измерений |
Средний уровень выбросов для НДТ |
|
SО |
мг/нм |
|
|
|
||
5.5.6 Кислотные выбросы
НДТ 33. Снижение выброса в воздух кислых газов от процессов электрорафинирования и электролиза, промывочной камеры машин для обдирки катодов и машины для промывки отработанных анодов: использование одного из методов, приведенных в таблице 5.28.
Таблица 5.28
|
Метод/оборудование |
Применимость |
|
|
а) |
Мокрый скруббер |
Для новых предприятий/цехов |
|
б) |
Влагоуловитель |
Таблица 5.29 - Технологический показатель: выбросы кислых газов от процессов электрорафинирования и электролиза, промывочной камеры машин для обдирки катодов и машины для промывки отработанных анодов
|
Параметр |
Единица измерений |
Средний уровень выбросов для НДТ |
|
Кислые газы в пересчете на молекулы H |
мг/м |
|
|
|
||
5.5.7 Сокращение выбросов NO
НДТ 34.
Снижение выброса в воздух NO от пирометаллургических процессов: использование одного из методов, приведенных в таблице 5.30.
Таблица 5.30
|
Метод/оборудование |
Применимость |
|
|
а) |
Горелки с низкими выбросами NO |
Общеприменим |
|
б) |
Кислородно-топливные горелки |
Таблица 5.31 - Технологический показатель: выбросы в воздух NO от пирометаллургических процессов
|
Параметр |
Единица измерений |
Средний уровень выбросов для НДТ |
|
NO (в пересчете на NO |
мг/нм |
|
|
|
||
5.5.8 Выбросы ртути
НДТ 35. Сокращение выбросов ртути от пирометаллургических процессов, в которых применяется сырье, содержащее ртуть: использование сырья с низким содержанием ртути.
Предполагается также сотрудничество с поставщиками сырья с целью удаления ртути из сырьевых материалов.
5.6 Охрана почвы и подземных вод
НДТ 36. Предотвращение загрязнения почвы и подземных вод при флотационном извлечении меди из шлака: правильное проектирование площадки конечного хранения шлака, обеспечивающее исключение эмиссии стоков.
НДТ 37. Предотвращение загрязнения почвы и подземных вод электролитом при первичном и вторичном производстве меди: использование комбинации двух или более методов, приведенных в таблице 5.32.
Таблица 5.32
|
Метод/оборудование |
|
|
а) |
Использование дренажной системы |
|
б) |
Использование влагонепроницаемых и кислотостойких полов |
|
в) |
Использование емкостей с двойными стенками или размещение их внутри прочного обвалования с непроницаемыми полами |
5.7 Сточные воды
НДТ 38. Предотвращение образования сточных вод: использование одного из или комбинации методов, приведенных в таблице 5.33.
Таблица 5.33
|
Метод/оборудование |
Применимость |
|
|
а) |
Измерение объемов используемой и сбрасываемой воды |
Общеприменим |
|
б) |
Возврат в технологический процесс воды, использованной для промывки (в том числе промывки анодов и катодов), и разлитой воды |
|
|
в) |
Повторное использование слабых кислот из стоков, образующихся в мокрых электростатических фильтрах и мокрых скрубберах |
Применяется в зависимости от содержания в сточных водах металлов и твердых веществ |
|
г) |
Использование поверхностных стоков |
Общеприменим |
|
д) |
Использования систем оборотного водоснабжения |
Общеприменим |
|
е) |
Повторное использование воды, проходящей через очистные сооружения |
Применяется в зависимости от содержания солей |
НДТ 39. Сокращение сбросов загрязняющих веществ со сточными водами: очистка сточных вод, образующихся при производстве меди, с целью удаления металлов и сульфатов на основе применения методов, приведенных в таблице 5.34.
Таблица 5.34
|
Метод/оборудование |
Применимость |
|
|
а) |
Химическое осаждение |
Общеприменим |
|
б) |
Седиментация |
|
|
в) |
Фильтрация |
|
|
г) |
Флотация |
Значение концентраций загрязняющих веществ в прямых сбросах, образующихся при производстве меди, в принимающие водные объекты приведены в таблице 5.35. Эти показатели соответствуют точкам сброса с установки.
Таблица 5.35 - Технологические показатели: средний уровень концентраций загрязняющих веществ в прямых сбросах, образующихся при производстве меди, в принимающие водные объекты
|
Параметр |
Единица измерений |
Концентрация загрязняющего вещества |
|
As |
мг/л |
|
|
Сu |
мг/л |
|
|
Ni |
мг/л |
|
|
Zn |
мг/л |
|
|
взвешенные вещества |
мг/л |
|
|
рН |
ед. |
6-9,5 |
|
|
||
НДТ 40. Предотвращение образования сточных вод при первичном и вторичном производстве меди: использование одного из или комбинации методов, приведенных в таблице 5.36.
Таблица 5.36
|
Метод/оборудование |
Применимость |
|
|
а) |
Повторное использование воды, собираемой с помощью дренажной системы, в процессе флотационного извлечения меди из шлака |
Общеприменим |
|
б) |
Повторное использование травильных растворов и промывной воды |
|
|
в) |
Повторное использование электролита после удаления металла для электролиза и (или) выщелачивания |
Применим только на стадии экстракции в гидрометаллургическом производстве меди |
5.8 Отходы, промежуточные и побочные продукты
НДТ 41. Уменьшение количества отходов, направляемых на утилизацию при первичном и вторичном производстве меди: организация обращения с отходами, промежуточными и побочными продуктами, способствующая их повторному использованию, а в случае невозможности - вторичной их переработке, включая использование одного или комбинации методов, приведенных в таблице 5.37.
Таблица 5.37
|
Метод/оборудование |
Применимость |
|||
|
а) |
Извлечение металлов из пыли и грязи, поступающих из системы пылеулавливания |
Общеприменим |
||
|
б) |
Повторное использование или продажа гипса, вырабатываемого с использованием улавливаемой SO |
Применим в зависимости от содержания металлов и от наличия рынка/процесса |
||
|
в) |
Регенерация или переработка отработанных катализаторов |
Общеприменим |
||
|
г) |
Извлечение металла из осадка, образующегося при очистке сточных вод |
Применим в зависимости от содержания металлов и от наличия рынка/процесса |
||
|
д) |
Использование слабой кислоты в процессе выщелачивания или для производства гипса |
Общеприменим |
||
|
е) |
Извлечение меди из содержащих ее в значительных количествах шлаков в шлаковых печах или в шлаковых флотационных установках |
|||
|
ж) |
Использование отвальных шлаков в качестве абразивных или строительных (для отсыпки дорог) материалов |
Применим в зависимости от содержания металлов и от наличия рынка |
||
|
з) |
Использование футеровки печей для извлечения металлов или повторное ее использование в качестве огнеупорных материалов |
|||
|
и) |
Использование хвостов после флотации шлака в качестве абразивных или строительных материалов или для иных возможных целей |
|||
|
к) |
Использование съема с плавильных печей для извлечения металлов |
Общеприменим |
||
|
л) |
Использование слитого отработанного электролита для извлечения меди и никеля. Повторное использование остатков кислоты для получения нового электролита или для производства гипса |
|||
|
м) |
Использование анодных остатков в качестве охлаждающего материала при пирометаллургическом рафинировании или при переплавке меди |
|||
|
н) |
Использование анодного шлама для получения драгоценных металлов |
|||
|
о) |
Использование гипса с установок по очистке сточных вод в пирометаллургическом процессе или его продажа |
Применим в зависимости от качества получаемого гипса |
||
|
п) |
Извлечение металлов из шламов |
Общеприменим |
||
Раздел 6. Экономические аспекты применения наилучших доступных технологий при производстве меди
6.1 Факторы, влияющие на данные по затратам
В настоящем разделе рассматриваются вопросы, связанные с оценкой затрат промышленных предприятий медной подотрасли на реализацию отдельных природоохранных мероприятий, включая приобретение, монтаж, наладку и эксплуатацию оборудования, обеспечивающего сокращение эмиссий загрязняющих веществ в окружающую среду.
Данные, приведенные в настоящем разделе, получены из различных источников, в том числе от предприятий, поставщиков технологий и оборудования, консультантов. Кроме того, для оценки затрат могут использоваться результаты исследований и иная опубликованная информация (корпоративные доклады и отчеты, журналы, открытые источники в сети Интернет, материалы конференций и др.). Однако информация из упомянутых источников не является универсальной и не может быть использована для хоть сколько-нибудь достоверной оценки необходимых будущих вложений конкретного предприятия в оборудование и технологии в целях сокращения эмиссий загрязняющих веществ в окружающую среду, а отражает лишь примерный масштаб затрат, которые могут возникать при реализации отдельных природоохранных проектов.
Зачастую имеющиеся данные агрегированы и не позволяют однозначно определить ключевые компоненты затрат и, тем самым провести разграничение между затратами на природоохранные мероприятия и затратами, связанными с общей модернизацией производственного процесса и пуско-наладочными работами. Единственными "чистыми" затратами природоохранного характера являются затраты на оборудование и технологии "на конце трубы", которые, как правило, не имеют иных целей, кроме уменьшения или предотвращения эмиссий загрязняющих веществ в окружающую среду. Учитывая, что наиболее результативные природоохранные мероприятия оказываются интегрированными в производственный процесс, оценка фактического объема ресурсов, направленных на охрану окружающей среды, представляется крайне затруднительной.
Кроме того, в силу высокой специфичности производственных объектов, само по себе наличие более детальной информации не всегда гарантирует применимость имеющихся данных для оценки требующихся вложений российских металлургических предприятий в технологии и оборудование природоохранного назначения. Помимо масштаба предприятия и особенностей производственного процесса существенное влияние на потенциальные расходы, связанные с внедрением природоохранных методов и технологий, и оценку экологической результативности конкретного инвестиционного проекта оказывает целый ряд иных факторов, в том числе:
- логистика и развитость транспортной инфраструктуры, оказывающие прямое воздействие на затраты на поставку материалов и продукции;
- прямые операционные издержки, которые могут быть связаны с особенностями трудового законодательства и местного рынка труда, климатическими условиями, удаленностью отдельных цехов и подразделений, наличием (или стоимостью) энергии и инфраструктуры, специальными требованиями по охране окружающей среды;
- расходы, связанные со сбытом и доступом на рынок, влияние на масштаб которых также оказывают развитость транспортной инфраструктуры, климатические условия, структура рынка и ограничения, связанные с выходом на новые рынки;
- конъюнктура рынка, в том числе цена конечной продукции и ее динамика, стоимость сырья и иных используемых в производстве материалов, объем спроса и возможности для расширения производства;
- индивидуальные особенности конкретного инвестиционного проекта, в том числе график и протяженность инвестиций во времени, параметры поставки и различные сроки эксплуатации оборудования, доступность энергетической и иной инфраструктуры, процентная ставка и доступность кредитных ресурсов, корпоративная структура.
Приведенные выше факторы свидетельствуют, что получить надежные данные по расходам, связанным с внедрением природоохранных методов и технологий, которые могли бы быть использованы без опасности существенного искажения результатов, крайне затруднительно. Полные и достоверные экономические расчеты в любом случае будут возможны только с учетом всех местных условий и ключевых параметров, влияющих на финансовые результаты предприятия.
В российских условиях существенное влияние на достоверность и применимость сведений о затратах компаний медной отрасли на природоохранные мероприятия оказывает высокая волатильность валютных и финансовых рынков. Вследствие этого необходима существенная корректировка имеющихся данных о затратах, поскольку годовая процентная ставка, расходы на ссудные выплаты, уровень инфляции и валютные курсы в текущем периоде окажутся несопоставимы с условиями, в которых компаниями ранее осуществлялись соответствующие вложения. Представленные в настоящем разделе сведения о прошлых инвестициях российских предприятий - производителей меди в рублевом эквиваленте зачастую агрегированы и приводятся в виде общего объема вложений в модернизацию конкретного производства, приведшую в числе прочего к повышению его экологической результативности. Поэтому их непосредственное применение для прогнозирования будущих затрат во многих случаях может привести к получению недостоверных результатов и значительному занижению требуемого объема инвестиций.
Затраты на модернизацию предприятий, как правило, содержат значительный валютный компонент, связанный с приобретением, монтажом, наладкой и в некоторых случаях эксплуатацией импортного, в том числе природоохранного, оборудования/технологий, который в силу существенного изменения курсов валют в текущих условиях в рублевом эквиваленте может увеличиться почти кратно. В свою очередь, рублевый компонент, увязываемый со строительством, приобретением работ и услуг на местном рынке, административными расходами и т.д., подвергается воздействию инфляции, что также требует учета при оценке будущих затрат на модернизацию производства и повышение его экологической результативности. Это определяется рядом факторов. Например, многие природоохранные мероприятия связаны со строительством, которое может занимать годы с момента выделения средств в зависимости от размера предприятия и сложности технологических процессов; инфляция, воздействующая на заработную плату, административные расходы и стоимость материалов, может приводить к существенному увеличению объема необходимых затрат в сравнении с первоначально утвержденными.
Сообразный инфляции рост ключевой ставки Банка России и, как следствие, увеличение процентных ставок по розничным кредитам предприятиям обусловливают, по меньшей мере, удлинение периода окупаемости инвестиционных проектов и, тем самым, влияют на оценку доступности вложений в природоохранные мероприятия, оборудование и технологии для конкретных производителей.
Описанные обстоятельства необходимо принимать во внимание при подготовке и принятии решений о реализации природоохранных мероприятий и внедрении методов и технологий, обеспечивающих сокращение эмиссий загрязняющих веществ в окружающую среду. Приведенные в настоящем разделе объемы затрат российских предприятий - производителей меди позволяют получить лишь некоторое представление о потенциальных объемах требуемых инвестиций. Вместе с тем, фактические расходы, связанные с внедрением природоохранных технологий в производство, напрямую зависят от текущих условий, в том числе от общей экономической ситуации, налогового режима, доступности финансовых ресурсов, наличия льгот и субсидий, технических характеристик предприятия и конкретного оборудования.
6.2 Инвестиционные затраты по заводам по производству меди
Ресурсы, которые предприятия отрасли могут направить на модернизацию производств и реализацию природоохранных мероприятий, напрямую зависят от конъюнктуры рынка меди, являющейся глобальным биржевым товаром. На таком рынке компании-производители меди не обладают хоть сколько-нибудь существенной рыночной властью и не имеют возможности по отдельности воздействовать на цену конечной продукции, что позволило бы в той или иной степени переложить понесенные в связи с реализацией природоохранных мероприятий и внедрением экологически эффективных технологий затраты на потребителя. Также отсутствует и обратная возможность - перенесения части издержек на реализацию природоохранных мероприятий на поставщиков сырья за счет снижения последними цен на сырье - цены на медные концентраты, как и на медный лом, увязаны с котировками на Лондонской бирже металлов.
Это означает, что возможности по компенсации любых существенных затрат, понесенных в связи с реализацией природоохранных мероприятий компаниями-производителями меди, в значительной мере ограничены и преимущественно могут быть реализованы одним способом - за счет увеличения объемов производства.
Усовершенствования "на конце трубы", которые изначально могут казаться относительно более дешевыми и не требовать существенных временных затрат на реализацию, в большинстве случаев приводят к увеличению эксплуатационных расходов и не дают такого повышения эффективности производственного процесса, которое может быть получено в результате внедрения мер, интегрированных в технологический процесс производства продукции. Это также свидетельствует в пользу выбора проектов коренной модернизации производственного процесса при определении мер, направленных на сокращение эмиссий загрязняющих веществ в окружающую среду. Вместе с тем, такой подход связан со значительными капитальными вложениями и иными потерями ввиду необходимости временной остановки производства и перестройки производственного процесса в целом, что обусловливает снижение привлекательности полномасштабной модернизации производства при неблагоприятной рыночной конъюнктуре.
Собственный экономический потенциал природоохранных мероприятий, таких как, например, внедрение малоотходных технологий, производство побочной продукции и (или) полезное использование образующихся в основном производственном процессе отходов в российских условиях следует признать скорее незначительным. С одной стороны, природоохранные технологии во многих случаях характеризуются высокой энергоемкостью, а поддержание оборудования в функциональном состоянии требует регулярных затрат на расходные материалы и комплектующие и иных эксплуатационных затрат; в некоторых случаях при производстве побочной продукции, например, такой как серная кислота, значительные издержки могут возникать и в связи с необходимостью хранения и транспортировки агрессивного вещества. С другой стороны, низкая емкость российских рынков не обеспечивает достаточного спроса для вывода "побочных" производств на экономически эффективный уровень и не сможет гарантировать устойчивое потребление продукции вновь вводимых производственных мощностей, а потенциал выхода на внешние рынки ограничен и малоперспективен с экономической точки зрения.
Таким образом, наибольшим потенциалом с точки зрения возмещения затрат, понесенных в связи с внедрением на предприятии новых природоохранных методов и технологий, обладают комплексные меры, увязывающие экологическую модернизацию производства с перенастройкой производственного процесса в целом, оптимизацией отдельных его звеньев и расширением объемов производства. В этом случае высокие начальные затраты на внедрение интегрированных в производственный процесс природоохранных мер и технологий могут быть в конечном счете возмещены за счет увеличения объемов производимой продукции, повышения эффективности и снижения удельных эксплуатационных расходов. Однако на практике обособление "экологической составляющей" в рамках таких "встроенных" в технологический процесс мероприятий на фоне других капитальных и эксплуатационных расходов представляет собой достаточно сложную задачу.
В свою очередь, потенциал прямой "монетизации" природоохранных мероприятий во многом определяется наличием или отсутствием соответствующих рынков сбыта и, как правило, в отраслях тяжелой промышленности, в том числе в цветной металлургии и производстве меди, невелик.
Указанные выводы подтверждаются, в том числе опытом российских компаний - производителей меди: крупнейшие реализованные и реализуемые проекты модернизации, связанные с существенными вложениями в охрану окружающей среды, предусматривали, прежде всего, наращивание производственных мощностей.
Так, в период 2005-2011 годов была проведена комплексная модернизация медеплавильного, сернокислотного и вспомогательных цехов ОАО "Среднеуральский медеплавильный завод" мощностью 100 тыс. т черновой меди, входящего в состав Уральской горно-металлургической компании (УГМК). Указанный проект, в результате реализации которого производственные мощности предприятия были увеличены в 1,5 раза - до 150 тыс. т черновой меди в год, сопровождался закрытием отражательной печи, являвшейся основным источником эмиссий загрязняющих веществ в атмосферный воздух, вводом в эксплуатацию современных очистных сооружений в цехе двойного суперфосфата, масштабной модернизацией имеющегося оборудования. Ключевым мероприятием в программе модернизации производственных мощностей стало строительство нового сернокислотного цеха, обеспечивающего улавливание 99,8% отходящих серосодержащих газов и позволившего увеличить мощности по производству серной кислоты с 550 до 1140 тыс. т. Совокупные инвестиции в рамках реализации программы модернизации предприятия превысили 8 млрд руб.
На этом же предприятии с целью бесперебойного обеспечения процесса плавки техническим кислородом, который позволяет увеличивать проплав, экономить энергоресурсы, снижать объем газов, а, следовательно, и уровень эмиссии, завершается строительство новой кислородной станции производительностью 12000 м/час. Стоимость кислородной станции оценивается в 800 млн руб.
На другом уральском медеплавильном заводе - ОАО "Святогор" (УГМК) - с целью увеличения производственной мощности с 80 тыс. т черновой меди в год до 105 тыс. т., а также для улучшения экологических показателей работы завода, проводится широкомасштабная реконструкция металлургического производства с реконструкцией серно-кислотного цеха и заменой отражательных печей МПЦ на медеплавильный агрегат "Аусмелт". Реконструкция рассчитана на 5 лет с суммарными инвестициями 6,2 млрд руб.
С целью повышения производительности по черновой меди и улучшению экологических показателей ООО "Медногорский медно-серный комбинат" (УГМК) осуществлен ряд инвестиционных проектов, в том числе:
- строительство нового цеха серной кислоты производительностью 250 тыс. т кислоты (2004-2006 годы) - 1,2 млрд руб.
- строительство склада серной кислоты емкостью 12 тыс. т (2011-2015 годы) - 1,1 млрд руб.
- реализован проект технического перевооружения медеплавильного комплекса, включающий систему сбора и очистки газов и утилизации с целью эффективной переработки полиметаллического сырья (2010-2013 годы) - 1,8 млрд руб.
На головном предприятии Уральской горно-металлургической компании - ОАО "Уралэлектромедь" - в 2012 году введена в эксплуатацию первая очередь цеха электролиза меди проектной мощностью 150 тыс. т медных катодов в год (с увеличением общего объема производства с 350 до 500 тыс. т катодной меди в год), работающая по безосновной технологии производства катодов. Инвестиции по данному проекту составили более 4,4 млрд руб. В цехе осуществляется централизованный сбор и очистка выделяющихся при электролизе газов, что позволило втрое сократить объем выбросов загрязняющих веществ в атмосферу. В 2014 году на предприятии начато строительство второй очереди цеха электролиза меди с плановым объемом инвестиций 4,5 млрд руб.
По сообщению пресс-службы "Русской медной компании" (РМК), ЗАО "Карабашмедь", входящее в Группу РМК, в рамках модернизации и технического перевооружения производства планирует в 2015 году запустить второй сернокислотный цех (СКЦ-2). В процессе реконструкции предусматривается строительство сернокислотного производства в составе четырех пусковых комплексов. Строительство нового цеха предполагает практически полную утилизацию (до 99,9%) серосодержащих газов металлургического производства и вывод из эксплуатации старого сернокислотного цеха. Одновременно РМК планировала увеличить к 2015 году производственную мощность "Карабашмеди" с 80 до 120 тыс. т меди. Инвестиции РМК на указанные цели в 2009-2015 годах были запланированы в размере 150 млн долларов США, общая стоимость контракта на поставки оборудования для нового цеха составила более 40 млн долларов США.
По информации, представленной в отчете о корпоративной социальной ответственности за 2014 год, расходы и инвестиции на охрану окружающей среды Группы компаний "Норильский никель" составили 19,4 млрд руб., текущие затраты на охрану окружающей среды составили порядка 14 млрд руб., затраты на выполнение природоохранных мероприятий - 5,4 млрд руб.
Разрабатываемые проекты реконструкции производства серы предполагают сокращение к 2020 году выбросов диоксида серы от печей Ванюкова на Медном заводе до уровня предельно допустимых выбросов. В 2014 году продолжена разработка проектной документации, завершены полевые работы по инженерным изысканиям и обследованиям на площадках предполагаемого строительства на Медном заводе. В настоящее время снижение выбросов диоксида серы в атмосферный воздух на Медном заводе достигается преимущественно за счет переработки сырья с более низким содержанием серы и проведением плановых ремонтов основного технологического оборудования. В данном случае реализация природоохранных мер не увязывается напрямую с увеличением объемов производства меди, что, в числе прочего, обусловлено особенностями производственного процесса и используемого предприятиями Заполярного филиала медно-никелевого сырья - в настоящее время ведутся работы по увеличению мощности пирометаллургического производства по переработке никелевого сырья и оптимизация соответствующих производственных мощностей.
В разработанном ЕС справочнике НДТ для предприятий цветной металлургии приводятся следующие диапазоны удельных затрат на организацию товарной продукции медного производства, в составе которых находятся затраты на природоохранные мероприятия (см. таблицы 6.1-6.3).
Таблица 6.1 - Удельные затраты на строительство и ввод в эксплуатацию сернокислотного цеха на медных производствах
|
Год ввода установки в эксплуатацию |
Удельные затраты, евро на тонну годовой мощности |
Годовая мощность производства анодной меди, т/год |
Основные объекты инвестиций |
|
|
1977 |
2250-2450 |
70000 |
Складские помещения и оборудование, печь частичного обжига и электрическая плавильная печь, конвертер Пирса-Смита, анодная печь, установка удаления шлака, двухконтактная сернокислотная установка |
|
|
1980 |
2450-2650 |
150000-160000 |
Складские помещения и оборудование, плавильная печь Outotec, конвертер Пирса-Смита, анодная печь, установка удаления шлака, двухконтактная сернокислотная установка |
|
|
1981 |
1700-1850 |
280000 |
Складские помещения и оборудование, плавильная печь Outotec, конвертер Пирса-Смита, анодная печь, установка удаления шлака, двухконтактная сернокислотная установка |
|
|
1981 |
2850-3000 |
100000 |
Складские помещения и оборудование, печь непрерывной плавки Mitsubishi, конвертер Пирса-Смита, анодная печь, двухконтактная сернокислотная установка |
|
|
1981 |
2250-2550 |
120000 |
Складские помещения и оборудование, печь INCO, конвертер Пирса-Смита, анодная печь, двухконтактная сернокислотная установка |
|
|
1992 |
2150-2250 |
150000 |
Складские помещения и оборудование, печь ISASMELT, конвертер Пирса-Смита, анодная печь, установка удаления шлака, двухконтактная сернокислотная установка |
|
|
1994 |
2250-2350 |
285000 |
Складские помещения и оборудование, печь взвешенной плавки Outotec, конвертер взвешенной плавки, анодная печь, двухконтактная сернокислотная установка |
|
|
1995 |
2350-2750 |
120000 |
Складские помещения и оборудование, печь взвешенной плавки Outotec, конвертер Пирса-Смита, анодная печь, установка удаления шлака, двухконтактная сернокислотная установка |
|
|
1997 |
1950-2150 |
160000 |
Складские помещения и оборудование, печь непрерывной плавки Mitsubishi, анодная печь, двухконтактная сернокислотная установка |
|
|
1998 |
2550-2650 |
303000 |
Печь взвешенной плавки Outotec, конвертер взвешенной плавки, анодная печь, двухконтактная сернокислотная установка |
|
|
1998 |
2950-3150 |
200000 |
Складские помещения и оборудование, печь непрерывной плавки Mitsubishi, анодная печь, двухконтактная сернокислотная установка |
|
Таблица 6.2 - Удельные затраты на строительство и ввод установок по производству вторичной меди
|
Год ввода установки в эксплуатацию |
Удельные затраты, евро на тонну годовой мощности |
Годовая мощность производства анодной меди, т/год |
Основные объекты инвестиций |
|
1990 |
1300-1500 |
50000 |
Складские помещения и оборудование, шахтная печь, конвертер, анодная печь |
|
1990 |
1100-1300 |
80000-100000 |
Складские помещения и оборудование, электрическая печь, конвертер, анодная печь |
|
1991 |
1250-1400 |
60000 |
Складские помещения и оборудование, вращающаяся печь с верхним дутьем, анодная печь |
Таблица 6.3 - Удельные затраты на строительство и ввод установок электролитического рафинирования меди
|
Год ввода установки в эксплуатацию |
Удельные затраты, евро на тонну годовой мощности |
Годовая мощность производства катодной меди, т/год |
Основные объекты инвестиций |
|
1976 |
470 |
380000 |
Традиционный процесс с использованием медной основы и механизация |
|
1987 |
550-600 |
40000 |
Процесс ISA с постоянной основой |
|
1990 |
400-450 |
180000 |
Процесс ISA с постоянной основой |
|
1993 |
450-480 |
150000 |
Процесс ISA с постоянной основой |
|
1994 |
650 |
280000 |
Совершенствование/расширение действующего производства, базирующегося на подходе Kidd Creek с использованием постоянной основы |
|
1996 |
400-450 |
200000 |
Процесс ISA с постоянной основой |
Кроме того, для целей масштабирования затрат на производственные объекты большей или меньшей мощности рекомендуется использование расчетного коэффициента, исчисляемого по следующей формуле:
где  - искомые затраты на установку производительностью у
;
- искомые затраты на установку производительностью у
;
 - затраты по известному аналогичному проекту на установку производительностью х
, приведенные к ценам текущего года в соответствии с коэффициентами изменения сметной стоимости, определяемыми Минстроем России и Минпромторгом России;
- затраты по известному аналогичному проекту на установку производительностью х
, приведенные к ценам текущего года в соответствии с коэффициентами изменения сметной стоимости, определяемыми Минстроем России и Минпромторгом России;
у - производительность установки у ;
х - производительность установки х ;
е - грубый коэффициент приближения, находящийся в диапазоне 06-1,0 в зависимости от объема выпуска товарной продукции, усредненное значение которого для небольших заводов полагается равным 0,6; для заводов производительность которых повышается в результате увеличения мощности основной технологической линии; находится в пределах от 0,6 до 0,7; для крупных и очень крупных заводов, где различные линии дублируются для увеличения производительности, применима величина е в диапазоне от 0,8 до 1.
Как было указано выше, приведенные сведения не позволяют явным образом разделить капитальные затраты на расходы на приобретение оборудования по предотвращению или снижению объемов загрязнений и иными расходами, в том числе - на управление процессом или пуско-наладочный процесс. В то же время, приведенные примеры позволяют получить общее представление о масштабах затрат, которые могут возникнуть в случае реализации природоохранных мероприятий в качестве неотъемлемой части проектов комплексной модернизации производственных мощностей, обладающих наибольшим потенциалом с точки зрения повышения или сохранения экономической эффективности и экологической результативности производства.
6.3 Данные о затратах на природоохранные мероприятия
Ниже в таблицах 6.4-6.5 представлены укрупненные данные о затратах на реализацию отдельных природоохранных мероприятий российских производителей меди.
Таблица 6.4 - Описание технологических мероприятий, направленных на улучшение экологических показателей медного производства
|
Описание мероприятия |
Эффект от внедрения |
Капитальные затраты, тыс.руб. |
Годы внедрения |
|
Организация замкнутой водооборотной системы охлаждения плавильного агрегата |
Исключение износа трубопроводов из-за окисления оборотной воды. Снижение потерь воды |
80515 |
2012-2013 |
|
Установка горячих электрофильтров для очистки конвертерных газов |
Стабилизация технологического процесса, снижение уровня эмиссий, получение дополнительной товарной продукции |
297000 |
2016 |
|
Реконструкция газоходных трактов от сушильных печей, систем очистки от пыли и замена дымовой трубы для участка сушки шихты мощностью 180 т/час. |
Улучшение показателей работы пылеочистного оборудования, исключение сброса кислых стоков |
93305 |
2011-2016 |
|
Реконструкция газоходных трактов от печей до промывного отделения цеха серной кислоты |
Обеспечение манометрического режима в газоходах печей, ЦСК, снижение низовых выбросов SO |
84203 |
2012-2016 |
|
Строительство (реконструкция) очистных сооружений для очистки ливневых, дренажных и дебалансовых вод |
Достижение нормативов ПДС |
1111014 |
2006-2017 |
|
Система сбора и транспортировки поверхностного стока с территории промышленной площадки |
Исключение рассредоточенного сброса ливневых сточных вод |
669850 |
2008-2020 |
|
Очистные сооружения хозяйственно-бытовых стоков |
Снижение сбросов загрязняющих веществ, предотвращение ущерба водным объектам |
400000 |
2017-2020 |
|
Установка нового рукавного фильтра для анодной печи |
Исключение загрязнения воздушного бассейна |
67000 |
2013-2014 |
Таблица 6.5 - Описание технических мероприятий, направленных на сокращение эмиссий загрязняющих веществ в атмосферный воздух, повышение энергоэффективности и ресурсосбережение
|
Описание мероприятия |
Эффект от внедрения |
Капиталь- |
Эксплуа- |
|||||||
|
Снижение эмиссий основных загрязняющих веществ, т/год |
Энергоэф- |
Ресурсо- |
||||||||
|
Техническое перевооружение системы аспирации с заменой циклонов, установкой рукавных фильтров, мокрых пылеуловителей |
Уменьшение выброса пыли на 4255,3 |
- |
- |
175133 |
||||||
|
Установка рукавного импульсного фильтра с узлом затаривания пыли производительностью по очищаемому газу 290 тыс. м |
5781,4 |
- |
- |
229015 |
||||||
|
Установка рукавного импульсного фильтра производительностью по очищаемому газу 100 тыс. м |
2534,5 |
- |
- |
28870 |
||||||
|
Установка системы испарительного охлаждения плавильного агрегата |
За счет охлаждения - снижение объемов газов, подаваемых на переработку |
Выработка пара 20 т/час |
- |
113042 |
||||||
|
Установка блочных пылеулавливающих установок (4 шт.) |
89,7 |
- |
- |
5191 |
||||||
|
Установка модуля очистки газа МО 2000 |
21,5 |
- |
- |
4004 |
||||||
|
Установка фильтра рукавного с импульсной продувкой рукавов ФРИ-С-0013-0204 |
13,9 |
- |
- |
2405 |
||||||
|
Техническое перевооружение гидрометаллургического отделения |
Увеличение переработки пыли на 2500 т/год |
30496 |
||||||||
|
Увеличение мощности сушильного отделения с установкой роторного загрузчика и заменой газовых горелок в сушильной печи |
- |
- |
423,1 тыс. м |
17498 |
- |
|||||
|
Внедрение установки автоматической системы контроля и дозирования реагентов для водоподготовки в оборотной системе водоснабжения |
- |
227,448 тыс. |
- |
511 |
- |
|||||
|
Замена напыльника конвертера |
- |
Выработка пара 10 т/час |
- |
8831 |
- |
|||||
Раздел 7. Перспективные технологии
К перспективным технологиям в российских методических документах по НДТ (в частности в ПНСТ 21-2014 "Наилучшие доступные технологии. Структура информационно-технического справочника") предлагается относить "...технологии, которые находятся на стадии научно-исследовательских, опытно-конструкторских работ или опытно-промышленного внедрения, позволяющие повысить эффективность производства и сократить эмиссии в окружающую среду".
Несколько иное определение аналогичного понятия используется в Евросоюзе (Ст.3, 14 Директивы о промышленных эмиссиях). В этой директиве под "разрабатываемыми/появляющимися методами/технологиями" понимаются новаторские методы/технологии для определенного вида промышленной деятельности, которые при их коммерческом использовании могут обеспечить более высокий общий уровень охраны окружающей среды или, по крайней мере, такой же уровень охраны окружающей среды при достижении повышенной по сравнению с существующими НДТ экономией затрат.
В любом случае речь идет о методах/технологиях, которые, при соответствующих условиях могут быть освоены в отрасли в обозримом будущем.
В справочнике ЕС по НДТ для предприятий цветной металлургии для всей отрасли приводится одна такая технология - процессы LUREC® и BAYQIK® для преобразования высококонцентрированного диоксида серы в серную кислоту (с некоторыми эксплуатационными и стоимостными характеристиками). Что касается медной подотрасли, то вся информация ограничена упоминанием работ по совершенствованию методов плавки в жидкой ванне и разработки новых гидрометаллургических процессов для определенных типов руд.
При подготовке настоящего справочника НДТ, базирующегося на окончательной версии проекта справочника ЕС, в целях определения НДТ проводилось анкетирование российских предприятий медной подотрасли, которое позволило выявить, какие из применяемых на российских предприятиях НДТ из справочника ЕС: (а) используются в настоящее время, (б) в настоящее время не используются, но при соответствующих условиях могут быть использованы в обозримом будущем, (в) не могут быть использованы в российских условиях. НДТ, отнесенные к категории (б), было решено рассматривать в качестве перспективных и включить в настоящий раздел.
Приведенные ниже краткие описания таких методов/технологий соответствуют кратким описаниям (или отдельным позициям кратких описаний) НДТ из справочника ЕС. После номера перспективной технологии приведены соответствующие номера кратких описаний НДТ из справочника ЕС в формате (ВАТ х х ).
7.1 Энергоменеджмент и энергия
Перспективная технология 1. (ВАТ 2 р ) Повышение эффективности использования энергии: использование систем контроля, которые автоматически активируют включение местных отсосов пыли или отходящих газов только при возникновении выбросов.
Перспективная технология 2. (ВАТ 21 а, е ) Повышение эффективности использования энергии при первичном производстве меди:
- использование печей взвешенной плавки;
- использование тепла газов из каскада анодных печей для других процессов, например сушки.
7.2 Неорганизованные эмиссии
Перспективная технология 3. (ВАТ 7 р ) Уменьшение неорганизованных выбросов, образующихся при хранении сырья: размещение продольной оси кучи хранящегося навалом материала параллельно преобладающему направлению ветра.
Перспективная технология 4. (ВАТ 8 i, k, m ) Уменьшение неорганизованных эмиссий, образующихся при обработке и транспортировке сырья:
- уменьшение высоты падения с конвейерных лент, механических лопат или захватов;
- минимизация скорости спуска или свободного падения материалов с высоты;
- автоматическая вторичная герметизация соединений транспортных (трубопроводных) систем.
Перспективная технология 5. (ВАТ 27 с, h ) Уменьшение неорганизованных выбросов от конверторных печей Пирса-Смита при первичном и вторичном производстве меди:
- обогащение кислородом;
- применение вторичных вытяжных зонтов с механическим приводом для их перемещения в зависимости от стадии процесса с целью повышения эффективности сбора вторичных выбросов.
Перспективная технология 6. (ВАТ 29 ) Уменьшение неорганизованных выбросов при конверторной плавке штейна: использование конвертеров взвешенной плавки.
Перспективная технология 7. (ВАТ 30 g ) Уменьшение неорганизованных выбросов от конверторов с верхним дутьем при вторичном производстве меди: использование систем всасывания повышенной мощности.
Перспективная технология 8. (ВАТ 33 а, b ) Уменьшение неорганизованных выбросов от разливки анодов при первичном и вторичном производстве меди:
- использование закрытых разливочных устройств;
- использование закрытого промежуточного ковша.
Перспективная технология 9. (ВАТ 35 ) Уменьшение неорганизованных выбросов при литье медных сплавов:
- использование укрытий или вытяжных зонтов с отведением газов в систему Газоочистки;
- использование укрытий для расплавов в изложницах и в литейных печах;
- использование систем всасывания повышенной мощности.
Перспективная технология 10. (ВАТ 36 b ) Уменьшение неорганизованных выбросов при некислотном и кислотном травлении: закрытая линия травления с системой отведения газов на систему очистки выбросов.
7.3 Улавливание выбросов пыли
Перспективная технология 11. (ВАТ 38 ) Снижение выбросов пыли и металлов, образующихся от сушки концентрата при первичном производстве меди: использование рукавного фильтра.
Перспективная технология 12. (ВАТ 43 ) Снижение содержания пыли и металлов в первичных и вторичных выбросах, образующихся от выплавки анодов при первичном и вторичном производстве меди: использование мокрого скруббера или влагоуловителя.
7.4 Выбросы органических соединений
Перспективная технология 13. (ВАТ 46 с ) Снижение риска выброса в воздух органических соединений при сушке, обезжиривании и плавлении вторичного сырья: введение абсорбента в сочетании с рукавным фильтром.
Перспективная технология 14. (ВАТ 48 i, j ) Снижение риска выброса в воздух полихлордибензодиоксинов/фуранов (ПХДД/Ф) при расплавлении, выплавке, огневой обработке и конверторной плавке меди:
- быстрое охлаждение;
- использование эффективных систем сбора пыли и впрыска поглощающих реагентов.
7.5 Сокращение выбросов NO
Перспективная технология 15. (ВАТ 11
) Снижение риска выброса в воздух NO от пирометаллургических процессов: повторное прохождение отходящих газов через горелки для снижения температуры пламени.
7.6 Охрана почвы и подземных вод
Перспективная технология 16. (ВАТ 52 а ) Предотвращение загрязнения почвы и подземных вод при флотационном извлечении меди из шлака: использование дренажной системы в зоне охлаждения.
7.7 Сбросы сточных вод
Перспективная технология 17. (ВАТ 15 е, f, g ) Сокращение сбросов загрязняющих веществ со сточными водами: очистка сточных вод, образующихся при производстве цветных металлов с целью удаления металлов и сульфатов. Использование следующих методов очистки:
- ультрафильтрация;
- фильтрация через активированный уголь;
- обратный осмос.
Перспективная технология 18. (ВАТ 54 а, е ) Снижение образования сточных вод при первичном и вторичном производстве меди:
- использование парового конденсата, применяемого для нагрева электролизеров, для промывки медных катодов;
- использование центрифугирования для обработки образующихся при промывке и осаждении шламов.
Раздел 8. Производственный экологический контроль
В соответствии с действующими нормативными требованиями для производственных объектов их операторами должны разрабатываться и реализовываться программы производственного экологического контроля (ПЭК), предусматривающие проведение измерений и сопоставление с нормативными значениями факторов, оказывающих воздействие на здоровье людей и качество окружающей среды, как на самих объектах, так и в ближайших окрестностях (на границе санитарно-защитной зоны, на водозаборах и выпусках сточных вод). Полномочия по мониторингу состояния окружающей природной среды, в частности показателей эмиссий некоторых загрязняющих веществ, по действующему законодательству закреплены за федеральными уполномоченными органами, такими как Росгидромет, Росприроднадзор, Росводресурсы, Роспотребнадзор и др., а также соответствующими региональными и муниципальными органами.
С целью идентификации потенциальных источников организованных и неорганизованных эмиссий и проведения различий между ними при разработке нормативов допустимого воздействия применяются такие исследования, как моделирование рассеивания выбросов в атмосфере или изучение переноса загрязняющих веществ в водных объектах.
Данные государственного мониторинга состояния окружающей среды могут использоваться уполномоченными контролирующими органами в целях государственного экологического контроля для сопоставления с установленными для конкретных производственных объектов нормативами допустимого воздействия. В зарубежной практике эти данные все чаще используются также и при разработке механизмов установления квот на эмиссии определенных загрязняющих веществ для операторов промышленных объектов с целью определения общих допустимых для конкретных территорий (акваторий) объемов таких эмиссий и их распределения по отдельным производственным объектам.
В тех случаях, когда проводить такой мониторинг позволяет расположение точек отбора проб, результаты государственного экологического мониторинга могут быть использованы при оценке эмиссий конкретного производственного объекта при условии, что измеряемые загрязняющие вещества специфичны для соответствующей отрасли.
Таким образом, главной целью проведения измерений в рамках программы ПЭК является оценка содержания в атмосферном воздухе, в воде водных объектов и в почве некоторых компонентов эмиссий (например, металлов и пыли), характерных для технологических процессов, реализуемых на конкретном производственном объекте, относящемся к той или иной отрасли производства. В общем случае основными направлениями производственного экологического контроля являются:
- ведение мониторинга состояния атмосферного воздуха и уровня шума на границе санитарно-защитной зоны;
- контроль выбросов загрязняющих веществ от источников на производстве;
- контроль качества сточных вод, сбрасываемых на очистные сооружения от технологических установок и других объектов предприятия;
- контроль эффективности работы пыле- и газоочистных и водоочистных установок;
- контроль качества сточных вод, сбрасываемых в поверхностные водоемы, и влияния этих вод на состояние водоемов;
- контроль качества оборотной воды;
- контроль качества поступающей воды (из источников питьевого водоснабжения, водозаборов из водных объектов и т.п.);
- наблюдение за состоянием почв, подземных и поверхностных вод в зоне влияния площадок хранения сырья, промежуточных, побочных продуктов и отходов и объектов захоронения отходов.
Настоящий раздел призван обеспечить такие измерения показателей эмиссий, используемых в настоящем справочнике НДТ, чтобы результаты этих измерений были представлены в типовом виде, взаимно сопоставимы и ясно описывали текущее состояние производственного объекта.
Измерение состава эмиссий используется для определения веществ, содержащихся в очищенных газах или стоках, в таком виде, чтобы данные о них могли быть включены в отчетность, использованы для производственного экологического контроля, в том числе контроля работы очистных сооружений и для прогнозирования воздействия на окружающую среду. Общее описание применимых методов содержится в многочисленных международных методиках, утвержденных, в частности стандартами ISO и CEN, в российских методических и нормативных методических документах, принятых соответствующими уполномоченными органами, а также внутренними корпоративными стандартами и процедурами.
Перед выполнением замеров при их планировании следует учитывать:
- режим эксплуатации оборудования;
- эксплуатационные характеристики газоочистных и водоочистных сооружений;
- эксплуатационные характеристики завода (непрерывный режим, периодический режим, операции запуска и останова, изменения загрузки);
- эффект термодинамической интерференции факторов.
Разбавление газов или сточных вод не считается приемлемым методом. Необходимо принимать во внимание такие факторы, как изменение процессов; характер и потенциальная опасность воздействия на окружающую среду; время, необходимое для получения измеримого количества загрязняющего вещества или репрезентативной информации. Эти факторы могут сформировать основу для выбора условий эксплуатации, при которых может быть зафиксирован наивысший уровень эмиссий, количество и продолжительность измерений, наиболее приемлемый метод измерений и расположение точек взятия проб. Для измерения характеристик сточных вод могут использоваться квалифицированные разовые пробы, либо усредненные за 24 ч пробы на основе пропорциональных объему потока или усредненных по времени образцов.
Для непрерывных операций минимально необходимое время отбора проб, либо производства измерений обычно составляет полчаса (усредненное получасовое значение). Если содержание загрязняющих веществ невелико, в связи с ограниченной возможностью их обнаружения может потребоваться более длительный период измерений и, следовательно, другое время сопоставления. Отбор проб или измерения должны проводиться только во время работы производственного оборудования, разбавление воздухом должно быть исключено. Для непрерывных операций, когда имеются только небольшие флуктуации в характеристиках эмиссий, может быть выполнено три отдельных измерения при наивысшем уровне эмиссии. Если ожидается, что значения показателей эмиссий могут сильно изменяться в ходе непрерывного производства, может быть выполнено больше измерений; при этом время отбора проб и усреднения должно быть ограничено временем непосредственно эмиссии.
Для периодических процессов периоды измерения и усреднения должны быть модифицированы таким образом, чтобы проба или пробы могли быть взяты для всей партии. Эти результаты могут быть использованы для подсчета средних значений и для демонстрации того, где в ходе технологического цикла случаются пики.
В настоящем разделе рассматриваются следующие основные вопросы:
- определение перечней контролируемых в составе эмиссий загрязняющих веществ;
- определение технологических параметров (диапазонов значений загрязняющих веществ в составе эмиссий), которые будут использоваться для установления технологических нормативов эмиссий при выдаче комплексных разрешений;
- описание общих подходов к организации измерений в ходе производственного экологического контроля, включая измерение организованных и неорганизованных эмиссий, проведение периодических и непрерывных измерений;
- взаимосвязь между показателями концентрации, массы эмиссий и удельных эмиссий.
8.1 Измеряемые компоненты и их нормативные значения
В европейском законодательстве по НДТ (Директива ЕС по промышленным выбросам, 2010 год, а также более ранние директивы) устанавливается общий список загрязняющих веществ для всех промышленных установок, подпадающих под данный вид регулирования. В список по выбросам входит 13 общих позиций, а по сбросам - 12. Эти позиции уточняются в отраслевых справочниках по НДТ, в которых в качестве соответствующих НДТ диапазонов показателей рекомендуются значения концентрации в эмиссиях 10-15 конкретных веществ, соответствующих общим позициям Директивы.
_______________
В Российской Федерации такие общие перечни устанавливаются не в законе о переходе на технологическое нормирование (закон N 219-ФЗ), а в разработанном МПР распоряжении Правительства (N 1316-р от 8 июля 2015 г.). Прилагаемый к нему общий перечень контролируемых загрязняющих веществ для атмосферного воздуха содержит 254 позиции, для водных объектов - порядка 250. Кроме того, установлен перечень и для почв - более 60 позиций.
В приведенных ниже таблицах 8.1 и 8.2 сравниваются зарубежные технологические показатели концентрации загрязняющих (маркерных) веществ, используемые для определения технологических нормативов эмиссий, соответствующих НДТ по производству меди, с российскими нормативами ПДК для выбросов (санитарно-эпидемиологическими) и сбросов (водохозяйственными и рыбохозяйственными).
Таблица 8.1 - Значения содержания загрязняющих веществ в атмосферных выбросах, образующихся при выплавке и рафинировании меди, соответствующие зарубежным показателям НДТ и российским ПДК загрязняющих веществ в воздухе населенных мест (среднесуточное значение в мг/нм))
|
Загрязняющее вещество |
Технологические процессы |
ЕС/МФК |
Германия [59] |
Канада [60] |
Финлян- |
Россия [62] |
||
|
2001 [63], [64] |
2014 проект [55] |
|||||||
|
SО |
Первичная выплавка и конверти- |
1% - 4% |
>99,1%
|
100-450 |
0,05 |
|||
|
>5% |
>99,7% |
200-770 |
0,05 |
|||||
|
SО |
Вторичная выплавка и конвертирование, первичное и вторичное пирометаллурги- |
50-200 |
200-500 |
200-500/800 |
300 |
80-250 |
0,05 |
|
|
NO |
100-300 |
100-500 |
200-500/570 |
0,04 |
||||
|
Пыль |
1-5 |
10 |
10/20 |
120 |
1-10 |
0,035/0,06 |
||
|
Общий органический углерод (в пересчете на С) |
5-15/5-50 |
5-50 |
23/50 |
50 |
1 |
|||
|
Диоксины, нгТЭ/м |
0,1-0,5 |
0,1-0,5 |
0,5 |
0,1-0,5 |
0,5 |
|||
|
Кислые газы (в пересчете на H |
Гидрометаллургические процессы или процессы электролитичес- |
50 |
50 |
50 |
0,1 |
|||
|
ЛОС/раствори- |
5-15 |
1-50 |
|
|||||
|
Ртуть |
Все процессы |
|
0,02-0,05 |
0,2 |
0,01 т/год |
0,0003 |
||
|
Медь (Сu) |
0,02-1 |
5 |
3,6 т/год |
0,001/0,002 |
||||
|
Никель (Ni) |
0,01-0,1 |
1 |
5 |
3,6 т/год |
0,001 |
|||
|
Цинк (Zn) |
0,01-0,5 |
3,6 т/год |
0,003/0,05 |
|||||
|
Свинец (Рb) |
0,01-0,4 |
5 |
2 |
1,08 т/год |
0,0003 |
|||
|
Мышьяк (As) |
0,01-0,15 |
1 |
0,3 |
1,8 т/год |
0,0003 |
|||
|
Кадмий (Cd) |
0,001-0,05 |
0,2 |
2 |
1,08 т/год |
0,0003 |
|||
|
|
||||||||






_______________
* В таблице 8.1 выделение цветом в бумажном оригинале отсутствует. - Примечание изготовителя базы данных.
Таблица 8.2 - Значения содержания загрязняющих веществ в сбрасываемых в водные объекты стоках, образующихся при выплавке и рафинировании меди, соответствующие зарубежным показателям НДТ и российским хозпитьевым и рыбохозяйственным ПДК (среднесуточное значение ПДК в мг/л)
|
Загрязняющее вещество |
ЕС/МФК |
Германия [59] |
Канада [60] |
Финляндия [61] |
Россия |
||
|
2001 [63], [64] |
2014 проект [55] |
Хозпитьевые [65] |
Рыбхоз [66] |
||||
|
Медь (Сu) |
0,1 |
0,5 |
0,5 |
4 |
3,6 т/год |
1 |
0,001 |
|
Никель (Ni) |
0,1 |
0,5 |
0,5 |
0,5 |
3,6 т/год |
0,02 |
0,001 |
|
Цинк (Zn) |
0,13 |
1 |
1 |
30 |
3,6 т/год |
1 |
0,01 |
|
Свинец (Рb) |
0,05 |
0,5 |
0,5 |
1-7 |
1,08 т/год |
0,01 |
0,006 |
|
Мышьяк (As) |
0,01 |
0,3 |
0,1 |
5 |
1,8 т/год |
0,01 |
0,05 |
|
Кадмий (Cd) |
0,05 |
0,1 |
0,2 |
0,02 |
0,108 т/год |
0,001 |
0,005 |
|
Ртуть (Hg) |
0,01 |
0,05 |
0,05 |
0,03 |
0,01 т/год |
0,01 |
0,0001 |
|
рН (единиц) |
6-9 |
6-9,5 |
6,5-8,5 |
||||
|
Общее содержание взвешенных твердых частиц |
20 |
15 |
0,25/0,75 |
||||
|
ХПК |
50 |
40 |
15/30 |
||||
|
|
|||||||
_______________
* В таблице 8.2 выделение цветом в бумажном оригинале отсутствует. - Примечание изготовителя базы данных.
Количественно в большинстве случаев российские нормативы ПДК существенно (иногда на несколько порядков) жестче зарубежных технологических нормативов. Однако, строго говоря, такое прямое сопоставление непредставительно. Российские нормативы ПДК устанавливаются, исходя из критерия риска для биологических объектов, прежде всего, рисков для здоровья человека, в то время как технологические нормативы определяются на основе показателей экологической результативности для НДТ предприятий конкретной отрасли промышленности (производства). В то же время, при определении, например, нормативов предельно допустимых выбросов для конкретных предприятий применяемые российские методики расчетов позволяют вычислить такие их значения, которые могут на порядки превышать зарубежные технологические нормативы. Это лишний раз свидетельствует в пользу перехода к технологическому нормированию, когда нормативы не "вычисляются" на базе ПДК, а выбираются из значений технологических показателей, достигаемых на лучших по экологической результативности предприятиях отрасли.
На начальном этапе внедрения технологического нормирования эти нормативы хотя и будут менее жесткими, чем зарубежные, но зато будут отражать реальный уровень технологического развития, характерный на сегодня для конкретной отрасли. Дальнейший прогресс и улучшение показателей экологической результативности уже будут отсчитываться, отталкиваясь от реально достижимого уровня.
На основании данных анкетирования предприятий медной подотрасли, проведенного при разработке настоящего справочника НДТ, была сформирована сводная таблица (см. таблицу 8.3), отражающая сложившуюся в отрасли практику нормирования и ПЭК по конкретным загрязняющим веществам, содержащимся в выбросах.
Таблица 8.3 - Контролируемость загрязняющих веществ из перечня ЕС на медеплавильных предприятиях в Российской Федерации
|
Загрязняющие вещества |
N предприятия |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
Принятие в качестве маркера |
|
|
Пыль |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Мышьяк и его соединения (в пересчете на As) |
+ |
- |
+ |
- |
- |
+ |
+ |
+ |
+ |
|
Кадмий и его соединения (в пересчете на Сd) |
+ |
- |
+ |
+ |
+ |
- |
- |
- |
+ |
|
Медь и ее соединения (в пересчете на Сu) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Свинец и его соединения (в пересчете на Рb) |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Другие металлы (значимые) |
Fe |
- |
- |
Fe, Ni, Mn, Сr, |
Fe, |
Zn |
Ni |
Fe |
Ni, Zn |
|
Ртуть и ее соединения (в пересчете на Hg) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
SO |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
NO |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
|
Летучие органические соединения* |
+ |
- |
- |
- |
+ |
- |
- |
- |
- |
|
ПХДД/Ф |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
H |
+ |
НП |
НП |
НП |
НП |
НП |
+ |
+ |
+ (только для электро- |
|
Оксид углерода |
+ |
- |
- |
- |
- |
- |
+ |
+ |
- |
|
Источник - анкеты предприятий. |
|||||||||
Необходимость контроля цинка и его соединений неоднозначна: данная позиция (для атмосферного воздуха) отсутствует в "Перечне загрязняющих веществ, в отношении которых применяются меры государственного регулирования в области охраны окружающей среды", утвержденном распоряжением Правительства Российской Федерации от 8 июля 2015 года N 1316 [67].
Ртуть исключена в связи с отсутствием ее в перечне веществ, контролируемых на предприятиях. Вместе с тем в сентябре 2014 года Российская Федерация в соответствии с распоряжением Правительства Российской Федерации от 7 июля 2014 года N 1242-р подписала Минаматскую Конвенцию по ртути [68]. В рамках данной конвенции НИИ Атмосфера проводит работу по созданию кадастра ртутных загрязнений ОС в России. Одним из компонентов работы является проведение практических исследований по определению выбросов ртути от промышленных объектов. В связи с важностью выполнения международных обязательств Российской Федерации в случае обоснования значимости выбросов ртути для медеплавильных предприятий, нужно будет дополнительно рассмотреть вопрос о включении ртути в перечень маркерных веществ для выбросов в настоящий справочник НДТ.
Основным источником возможного образования ПХДД/Ф в медной промышленности является производство вторичной меди (очень загрязненные исходные материалы, содержащие хлористые и органические соединения). Основные выбросы диоксинов именно на этапе плавки ломов подтверждаются оценками агентства охраны окружающей среды США, приведенными в таблице 8.4.
Таблица 8.4 - Выбросы диоксинов при производстве меди в США
|
Источник эмиссии |
нгМЭТ/кг продукта |
Всего, г/год |
|
|
1995 |
1987 |
||
|
Производство меди из природного сырья |
<0,31 |
<0,5 |
<0,5 |
|
Переплавка медного лома |
3,6-16600 |
266 |
966 |
|
Источник - [69] |
|||
Таким образом, диоксины целесообразно измерять только на предприятиях, использующих в качестве сырья для производства меди лома меди и медных сплавов. Однако необходимо учитывать, что определение содержания диоксинов очень затруднительно в связи с их высокой токсичностью, низкой концентрацией и, соответственно, очень низким пределом обнаружения. Стоимость определения диоксинов чрезвычайно высока и обычно превышает 1000 долларов США на одну пробу. Кроме того, в России крайне небольшое количество лабораторий способно определить диоксины [70].
Описанные выше соображения не позволяют в настоящий момент включить диоксины в перечень маркерных веществ. Тем не менее, исходя из опасности диоксинов и их негативного воздействия на ОС, при разработке настоящего справочника НДТ в перечень НДТ были включены технические способы предотвращения/минимизации риска образования и эмиссии диоксинов.
При выборе маркерных веществ для целей настоящего справочника НДТ также учитывались результаты НИР [71], [72], проведенной в 2010 году ООО "Институт "Гипроникель", для установления технологических нормативов выбросов (ТНВ) медного завода Заполярного филиала ГМК "Норильский никель" (см. таблицу 8.5).
Таблица 8.5 - Перечень маркерных веществ для определения технологических показателей
В основном перечень веществ, определенный для технологического нормирования на медном заводе компании "Норникель", соответствует перечню веществ, предложенному для российского справочника НДТ (за исключением оксида кобальта). Перерабатываемое на данном заводе сырье содержит оксид кобальта, который не характерен для сырья, перерабатываемого на других предприятиях отрасли. В соответствии с рекомендациями НИИ Атмосферы выброс оксида кобальта не считается значимым, так как рассчитанный удельный выброс для каждого технологического передела не превышает 0,001 кг/т. В связи с вышесказанным данное вещество было исключено из состава маркерных.
Выбросы серной кислоты для конвертирования и огневого рафинирования рассчитываются по коэффициенту конверсии от общего содержания серы, поэтому они в перечень маркерных веществ для этих переделов они не вошли.
Результирующий перечень маркерных веществ для выбросов, характерных для производства меди, принятый для настоящего справочника НДТ (в сопоставлении с перечнем маркерных веществ, принятым в справочнике ЕС по НДТ для предприятий цветной металлургии) приведен в таблице 8.6.
Таблица 8.6 - Перечень маркерных веществ для выбросов, предложенный в настоящем справочнике НДТ в сопоставлении с перечнем из справочника ЕС
|
Наименование загрязняющих веществ |
Перечень, предложенный для справочника Российской Федерации |
Контролируемые по справочнику ЕС (ВАТ 18) |
|
Пыль |
+ |
+ |
|
Мышьяк и его соединения в пересчете на As |
+ |
+ |
|
Кадмий и его соединения в пересчете на Сd |
Исключено* |
+ |
|
Медь и ее соединения в пересчете на Сu |
+ |
+ |
|
Свинец и его соединения в пересчете на Рb |
+ |
+ |
|
Другие металлы, если они присутствуют |
+ (Ni, Zn) |
+ |
|
Ртуть и ее соединения в пересчете на Hg |
Исключено* |
+ |
|
SO |
+ |
+ |
|
NO |
+ |
+ |
|
Общие летучие органические соединения |
Исключено* |
+ |
|
Летучий органический углерод |
Исключено* |
+ |
|
Полихлордибензодиоксины/фураны (ПХДД/Ф) |
Исключено* |
+ |
|
H |
+ |
+ |
|
* Обоснование исключения см. выше. |
||
Используемая при производстве меди вода в основном циркулирует в замкнутых циклах, и сброс промышленных стоков в водные объекты предприятиями отрасли незначителен. В тех случаях, когда такой сброс происходит, в стоках могут содержаться ионы таких металлов, как железо, кадмий, медь, мышьяк, никель, олово, ртуть, свинец, сурьма, цинк. Стоки также могут обладать повышенными значениями показателя кислотности за счет присутствия серной и, существенно реже и в значительно меньших объемах, соляной и плавиковой (фтористоводородной) кислот.
В справочнике ЕС по НДТ для предприятий цветной металлургии для сбросов сточных вод предприятий медной подотрасли вне зависимости от этапа технологического процесса установлен единый перечень маркерных загрязняющих веществ. Данный перечень из справочника ЕС был использован для сопоставления с данными, представленными российскими предприятиями. Результаты сопоставления приведены в таблице 8.7.
Таблица 8.7 - Вещества, контролируемые в сбросах
|
Перечень веществ |
N российского предприятия |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
As |
Сбросы в природные водные объекты отсутствуют |
+ |
+ |
Сбросы в природные водные объекты отсутствуют |
+ |
|
Cd |
+ |
+ |
- |
||
|
Сu |
+ |
+ |
+ |
||
|
Hg |
- |
- |
- |
||
|
Ni |
+ |
+ |
+ |
||
|
Pb |
+ |
+ |
- |
||
|
Zn |
+ |
+ |
+ |
||
Ситуация по ртути аналогична ситуации по ртути для выбросов. В настоящее время ртуть не контролируется и не включена в перечень маркерных веществ. Однако при необходимости выполнения международных обязательств Российской Федерации и подтверждении содержания ртути в сбросах отечественных предприятий будет дополнительно рассмотрен вопрос о ее включении в перечень.
В ходе обсуждения перечня маркерных веществ для сбросов в природные водные объекты в него, по сравнению с приведенном в справочнике ЕС единым для всех предприятий цветной металлургии перечнем были добавлены два маркерных показателя: взвешенные вещества и рН (см. таблицу 8.8).
Таблица 8.8 - Перечень маркерных веществ для сбросов, предложенный в настоящем справочнике НДТ в сопоставлении с перечнем из справочника ЕС
|
Наименование загрязняющих веществ |
Справочник НДТ Российской Федерации |
Справочник НДТ ЕС |
|
As |
+ |
+ |
|
Cd |
+ |
+ |
|
Сu |
+ |
+ |
|
Hg |
Исключено* |
+ |
|
Ni |
+ |
+ |
|
Pb |
+ |
+ |
|
Zn |
+ |
+ |
|
Взвешенные вещества |
+ |
- |
|
pН |
+ |
- |
Таким образом, перечни маркерных вещества для контроля в составе эмиссий производственных установок медной подотрасли цветной металлургии были выбраны по результатам обсуждения, проводившегося на основании данных анкетирования российских предприятий, с учетом информации, приведенной в соответствующих разделах справочника ЕС по НДТ для предприятий цветной металлургии, других российских и зарубежных источников информации.
С учетом специфики производственных установок и исходного сырья для конкретных предприятий указанные перечни могут быть незначительно расширены или сокращены. Так, выбросы органических веществ могут фиксироваться на предприятиях по вторичной выплавке меди, в первую очередь, в связи с переработкой ломов, которые нередко содержат пластик (например, оплетка кабелей) или неочищенную от смазонных масел стружку. Соответственно, на предприятиях по первичной плавке меди в общем случае нет необходимости контролировать содержание в выбросах летучих органических соединений, поскольку указанные компоненты в исходном сырье для приготовления шихты отсутствуют. Аналогично перечень контролируемых в составе эмиссий металлов и (или) их соединений для конкретных предприятий будет зависеть от их наличия в используемом сырье и т.д.
Не менее важным является вопрос определения диапазонов значений загрязняющих веществ в составе эмиссий (технологических показателей), которые будут использоваться для определения технологических нормативов эмиссий при выдаче комплексных разрешений.
Сопоставление приведенных в таблицах 8.1 и 8.2 значений нормативов эмиссий, установленных в некоторых странах и в международных документах, прежде всего, диапазонов эмиссий установок по производству меди, зафиксированных в качестве показателей НДТ в справочнике ЕС для предприятий цветной металлургии, позволяет сделать как минимум два важных вывода.
1) В подавляющем большинстве случаев российские показатели ПДК существенно (иногда на порядки) более строгие, чем технологические показатели, устанавливаемые в других странах и рекомендуемые международными структурами (Евросоюз, Международная финансовая корпорация) в качестве показателей НДТ для предприятий медной подотрасли или всей цветной металлургии. При этом российские нормативы ПДК не дифференцированы по отраслям/подотраслям, а установлены в качестве таковых для всех предприятий страны. Собственно говоря, они и не могут быть иными, поскольку являются не экологическими, а санитарно-эпидемиологическими и рыбохозяйственными, строящимися на теоретических представлениях о нулевом ущербе для человека и природных биологических объектов, а не на технологических реалиях существующих производственных предприятий.
2) Сравнение показателей, включенных в первую редакцию справочника ЕС по НДТ для производства меди (2001 года) и в окончательный проект новой редакции этого справочника (2014 года), показывает, что значения показателей в новой редакции мягче, чем в первой. Такое решение стало компромиссом между ужесточением в рамках принятой в 2010 году директивы по промышленным эмиссиям (ДПИ) требования об обязательном включении в национальные комплексные экологические разрешения значений технологических нормативов, соответствующих диапазонам показателей эмиссий из справочников, с одной стороны, и существенно более мягкими общими (не НДТ) нормативами эмиссий основных загрязняющих веществ, принятыми в большинстве стран Евросоюза, с другой стороны. До принятия ДПИ сложилась практика, когда национальные регуляторы включали в комплексные разрешения национальные нормативы, а не показатели НДТ, которые, как правило, строже национальных нормативов. Принятый компромисс направлен на строгое соблюдение нового более жесткого требования ДПИ по учету показателей эмиссий из НДТ в комплексных разрешениях при условии смягчения этих показателей до уровней, по мнению промышленников, в большей степени соответствующих текущему состоянию технологического развития регулируемых отраслей и секторов производства.
_______________
В колонке 5 таблицы 8.1 приведены в качестве примера данные по значениям общих нормативов эмиссий, принятым в Германии (выделены серым цветом*), и значениям, рекомендованным в том же немецком докладе по НДТ для производства меди (к справочнику Евросоюза по цветной металлургии). Для основных показателей, таких как SO, пыль, NO, немецкие общенациональные показатели мягче.
* В таблице 8.1 выделение цветом в бумажном оригинале отсутствует. - примечание изготовителя базы данных.
Исходя из приведенных выше соображений и с учетом данных ПЭК, предоставленных российскими предприятиями медной подотрасли для предложенных в настоящем справочнике перечней маркерных веществ были установлены значения технологических показателей (в привязке к конкретным НДТ - см. раздел 5). Конкретные данные приведены в приложении В.
8.2 Расположение пунктов отбора проб
Пункты отбора проб должны удовлетворять требованиям существующих российских методик. В общем случае точки отбора проб должны:
- обозначаться соответствующими надписями/знаками;
- по возможности исключать помехи для контролируемого потока в непосредственной зоне измерений;
- быть закрыты;
- обеспечиваться необходимым энергоснабжением;
- иметь достаточные по размеру рабочие платформы;
- гарантировать соблюдение требований в области охраны труда.
8.3 Нормальные условия
Применительно к атмосферным выбросам в отходящих газах для приведения значений концентрации выбросов к нормальным (стандартным) условиям (температура 0°С, давление 101,3 кПа) должны определяться такие параметры, как:
- содержание кислорода и сухого газа;
- объем потока отходящих газов (для расчета концентрации и массы выбросов);
- температура отходящих газов;
- содержание паров воды в отходящих газах (при необходимости);
- статическое давление в газоходе;
- атмосферное давление.
Следует также иметь данные об объемах производства, чтобы можно было определять удельные показатели выбросов на тонну выпущенного металла. Полезно также рассчитывать удельный показатель объема отходящих газов в м на тонну выпущенного металла.
8.4 Непрерывное и периодическое измерение организованных выбросов
Непрерывный контроль выбросов предусматривает проведение измерений с помощью автоматизированной системы измерений (АСИ), стационарно установленной на объекте.
Непрерывное автоматическое измерение концентрации некоторых веществ в отходящих газах или в сточных водах технически вполне возможно организовать. В ряде случаев это позволяет фиксировать точные значения концентрации загрязняющих веществ на непрерывной основе или в виде среднего значения за согласованный период времени (среднее получасовое, среднесуточное и т.д.). В этих случаях анализ средних значений и использование процентилей может представлять собой убедительный метод демонстрации соответствия условиям выданного разрешения, поскольку средние значения можно легко измерить в автоматическом режиме. Государства - члены ЕС, как правило, используют собственные методы оценки соответствия, которые, например, в ряде случаев допускают краткосрочные залповые выбросы.
Требование непрерывного автоматического измерения должно применяться к источникам эмиссий и веществам, которые могут оказывать существенное воздействие на окружающую среду. Значительное негативное воздействие на окружающую среду и здоровье людей может оказывать пыль. Непрерывный контроль ее выбросов важен не только для оценки соответствия требованиям выданных разрешений, но и для обнаружения возможных сбоев и неисправностей природоохранного оборудования, например разрывов ткани рукавных фильтров. Для обнаружения таких разрывов могут быть проанализированы значения концентрации пыли или максимальные ее выбросы, например, во время реверсной струйной очистки фильтров. Современные устройства контроля выбросов пыли могут взаимодействовать с системой очистки и определять, в какой из секций фильтра произошел разрыв фильтрующей ткани, что позволяет вовремя устранить неисправность.
В разработанном ЕС справочнике по НДТ для предприятий цветной металлурги, отмечается, что методы непрерывного автоматического измерения содержания в отходящих газах существуют для следующих загрязняющих веществ:
- пыли;
- SO;
- NO;
- СО;
- газообразного фтора и его соединений;
- газообразного хлора и его соединений;
- общего органического углерода;
- паров ртути.
Логично предположить, что уполномоченные контролирующие органы могут потребовать проведения непрерывного измерения того или иного загрязняющего вещества в зависимости от его массы/объема в отходящем газе. Исходя из изложенных выше в настоящем разделе соображений, непрерывное измерение на некоторых переделах/установках конкретных предприятий медной подотрасли может оказаться целесообразным для двух позиций: пыль неорганическая и диоксид серы (SO).
В том же справочнике отмечается, что для сточных вод технически могут непрерывно контролироваться такие показатели, как:
- проводимость;
- мутность;
- рН;
- расход;
- температура;
- содержание некоторых видов ионов.
Из представленных российскими предприятиями подотрасли данных ПЭК сбросов в природные водные объекты со всей очевидностью следует, что вопрос непрерывного контроля здесь не возникает, так как практически все российские предприятия имеют значения предложенных технологических показателей, укладывающиеся даже в европейские показатели НДТ. Даже в тех случаях, когда надежность абсолютных значений замеров может вызывать сомнения, использование непрерывного контроля позволяет определить общие тенденции в эмиссиях и использовать их в качестве параметров управления процессом или природоохранным оборудованием, что крайне важно.
Периодические замеры предусматривают определение измеряемой величины с заданными интервалами времени на основе ручных или автоматических методов. Временные интервалы, как правило, являются регулярными (например, раз в месяц или один/два раза в год). Продолжительность отбора проб определяется как период времени, в течение которого берется образец. На практике наряду с термином "периодические измерения" иногда используется термин "точечный пробоотбор".
Некоторые физические параметры также могут использоваться в качестве суррогатных характеристик (маркеров), дающих представление о наличии в потоке отходящих газов определенных компонентов. Например, значения температуры, содержания кислорода и запыленности газа могут дать представление о степени разрушения диоксинов (ПХДД/Ф). Значение рН может быть использовано в качестве индикатора эффективности осаждения металлов.
8.5 Измерение неорганизованных выбросов
Общепризнанно, что неорганизованные выбросы являются проблемой в связи с самой их природой. Различные методики их измерения [73], [74] используются в целях определения следующих факторов.
- Общий эффект неорганизованных выбросов с конкретного предприятия. Измерение выбросов около завода (на границе санитарно-защитной зоны) может дать полезную информацию, хотя изменения в направлении ветра могут сделать результаты трудными для интерпретации. Когда вокруг завода имеется достаточное количество измерительных устройств и (или) проводятся регулярные замеры, ожидаемый показатель может быть получен из общего объема выброшенных веществ, которые однозначно могут быть связаны с рассматриваемым предприятием (например, металлы, кислотный туман и т.п., но не пыль). Точность подобного расчета, однако, не превышает 50%, что делает этот метод пригодным только для оценок в течение длительных периодов времени. Кроме того, эффективность этого метода оказывается под вопросом при низких уровнях воздействия.
- Соответствующие источники неорганизованных выбросов. Неорганизованные выбросы имеют различные источники, и определение объема неорганизованных выбросов зависит от типа источника. Известно несколько методов, которые были использованы для прогнозирования объемов выбросов [75] и которые подробно рассмотрены ниже.
- Неорганизованные выбросы от зданий, включая измерения для определения объема потоков и концентраций из вентиляционной системы и окон. Масштабы неорганизованных выбросов могут быть намного более существенными, чем объемы собранных и очищаемых выбросов (см. данные, приведенные в таблице 8.9). Чем меньше объем контролируемых выбросов, тем больше объем неорганизованных. Характеристики потоков от источников неорганизованных выбросов нестабильны, поэтому отбор проб из вентиляционных фонарей на крыше зданий не может дать точных результатов. Точность можно повысить, если поперечное сечение измерительной плоскости вентиляционных фонарей на крыше разделить на участки одинаковой площади (т.е. сформировать сеть измерений). Во время измерений пробоотборники устанавливают на выбранных участках. Используемое для отбора проб оборудование должно иметь регулятор, позволяющий осуществлять непрерывное всасывание воздуха. Путем выбора пробоотборников различного диаметра скорость отбора проб можно подстроить под преобладающую скорость потока отходящего газа. Образцы содержащейся в газовых потоках пыли отбираются с фильтрующей ткани, и измерения проводятся с помощью гравиметрических методов [35].
Таблица 8.9 - Сравнение очищенных и неорганизованных выбросов пыли на одном из европейских заводов по выплавке первичной меди
|
Выбросы пыли, кг/год |
||
|
до проведения дополнительных мероприятий по улавливанию вторичных газов (1992) |
после проведения дополнительных мероприятий по улавливанию вторичных газов (1996)* |
|
|
Производство анодов т/год |
220000 |
325000 |
|
Неорганизованные выбросы: |
||
|
- всего по заводу |
66490 |
32200 |
|
- крыша плавильного цеха |
56160 |
17020 |
|
Контролируемые выбросы (первичная плавка): |
||
|
- плавильный/сернокислотный цех |
7990 |
7600 |
|
- труба для вторичных вытяжек |
2547 |
2116 |
|
* Выбросы после того, как было затрачено 10 млн евро инвестиций на установку и отладку системы улавливания и очистки неорганизованных выбросов. Дополнительный расход энергии=13,6 ГВт-ч/год. Источник: [35] |
||
- Непрерывный контроль концентрации пыли на рабочих местах с помощью стационарных или переносных пробников может выявить основные источники неорганизованных выбросов. Полученные результаты помогают определить критические этапы технологических процессов, если эти результаты коррелируют с технологическими операциями, которые выполнялись во время взятия проб [75].
- Использование характеристик выбросов (коэффициентов выбросов) в качестве основы для оценки неорганизованных выбросов пыли, образующихся в процессе хранения, обработки и транспортировки сыпучих материалов (сырья, металлолома и т.д.). Использование коэффициентов выбросов в этом контексте может дать только грубую оценку масштабов выбросов.
- Использование обратной модели рассеивания [76] для прогнозирования соответствующих источников пыли. Как правило, получаемые результаты, представляют ценность применительно к конкретной установке и измеренным компонентам. Применение этого метода становится затруднительным в тех случаях, когда количество пыли, образующейся на заводе, мало по сравнению с фоновой концентрацией пыли. Использование данного метода, как правило, является дорогостоящим и трудоемким.
- Выпуск трассеров (маркерных газов) при известной скорости из определенных пунктов в установке и измерение их по ветру от установки вместе с загрязняющими веществами. Полученные результаты могут быть использованы для оценки выбросов загрязняющих веществ на основе предположений об их диффузии и поглощении.
Для некоторых установок эти методики измерения используются при прогнозировании объемов неорганизованных выбросов на соответствующих площадках. Они разрабатывались методом проб и ошибок с опорой на знание местных условий и опыта, специфических особенностей того или иного конкретного завода и т.п. Эти методы все еще находятся на этапе разработки, который не позволяет говорить о точных и надежных фактических данных, но они могут показывать ориентировочные уровни или тенденции выбросов за определенный период времени.
Не существует методик измерения, применимых для общего использования на всех площадках, и ни одна методика, используемая на одной площадке, не похожа на методику, применяемую на другой. Существует значительное влияние других источников, расположенных в непосредственной близости от площадки, например других производств, выбросов транспорта и проч., делающее экстраполяцию очень трудной. Полученные результаты, таким образом, являются относительными или сопоставительными и могут дать лишь общую характеристику достигнутого с помощью принятых мер уровня сокращения неорганизованных выбросов.
Оценка влияния неорганизованных выбросов и их сокращения с течением времени должна проводиться на основе сложившегося соотношения неорганизованных выбросов и выбросов из точечных источников на конкретной площадке. Сопоставление этих результатов со значениями стандартов качества окружающей среды или нормативами ПДК для рабочей зоны может использоваться для оценки доли или влияния неорганизованных выбросов на прилегающую местность.
Места отбора проб должны соответствовать требованиям охраны труда и промышленной безопасности, иметь свободный доступ и адекватный размер.
Измерение неорганизованных выбросов от площадных источников является более сложным и требует более трудоемких методик, поскольку:
- источник выбросов может иметь большую площадь, подлежащую только приблизительному определению;
- характеристики выбросов подвержены влиянию метеорологических условий и значительным флуктуациям;
- полученные данные могут иметь высокую степень неопределенности.
8.6 Отчетность по эмиссиям
Любые отчеты и протоколы о проведенных измерениях должны быть подготовлены с учетом соответствующих национальных и международных стандартов.
Отчет может содержать:
- цели;
- краткую характеристику источников воздействия, для которых проводятся измерения;
- общую информацию об измерениях;
- краткую информацию об объекте исследований;
- характеристику условий эксплуатации при проведении измерений;
- информацию о планировании измерений;
- места отбора проб;
- ссылки на методики использованных методов измерения;
- табличное представление отдельных измерений, включая изменения температуры, скорости или объема потока газа;
- оценку результатов;
- анализ выявленных ошибок;
- описание мероприятий по обеспечению качества;
- краткое резюме.
Форматы протоколов по результатам измерений обычно включают лишь информацию, касающуюся собственно проведения замеров на конкретных источниках и их результатов.
Текущие данные об эмиссиях в настоящем документе, как правило, представляются в виде среднечасовых или среднесуточных значений концентрации. Целесообразно также привести значение "зонтичного лимита" в виде годовой массы эмиссии конкретного вещества (например, х кг меди/год), которое может быть востребовано во многих случаях. Оба вида отчетных показателей полезны при определении результативности процесса и его воздействия на окружающую среду. Контролирующие природоохранные органы при выдаче разрешений или представлении данных об эмиссиях обычно используют единицы концентрации (мг/м или мг/л), массы/объема эмиссий (г/с, кг/ч, т/год) и (или) относительные показатели эмиссий (г/т металла). Эти формы представления информации об эмиссиях можно увязать между собой при наличии данных по объемам отходящих газов для всех этапов технологического процесса. Эти данные не всегда доступны, в связи с чем, в настоящем документе показатели выбросов, связанные с использованием НДТ (НДТ-СПЭ), как правило, приводятся в виде среднечасовых или среднесуточных значений концентрации или массовых показателей эмиссии на основе постоянного мониторинга в течение периода эксплуатации. Для измерения содержания кислорода и сухого газа используются стандартные условия - температура 0°С (273 К), давление - 1 бар (101,3 кПа).
В случаях, когда непрерывный мониторинг практически невозможен, берется среднее значение за период проводившихся измерений. Концентрации металлов или других веществ в воде водных объектов или в сточных водах приведены в виде значений общего содержания растворимых и нерастворимых компонентов. Показатели для сбросов в водные объекты, которые были представлены в качестве характерных для НДТ, основаны на данных квалифицированной случайной выборки или на среднесуточных значениях по отобранным пробам.
8.6.1 Взаимосвязь между показателями концентрации, массы эмиссий и удельных эмиссий (коэффициентами эмиссий)
При наличии необходимой информации можно пересчитать показатели эмиссий, рассчитанные в единицах концентрации, в конкретные удельные показатели эмиссий. Данные об эмиссиях, представленные как в том, так и в другом формате, очень полезны и для контролирующих органов, и для предприятий. Однако при сравнении или преобразовании данных в этих форматах, особое внимание следует уделять учету неорганизованных выбросов. Во многих случаях неорганизованные выбросы могут составлять основную часть от общего объема выбросов в зависимости от особенностей производства.
В таблице 8.10 показано, как провести пересчет показателя концентрации загрязняющего вещества (мг/м) в объемный показатель (м/т металла) и удельный показатель выбросов (г/т металла). Для комплексных производств, где выпускается несколько видов металлов, при расчете удельных эмиссий в общем случае следует использовать показатель общего объема выпуска всех производимых металлов.
Таблица 8.9 - Порядок пересчета показателей выбросов
|
Показатели |
Формулы пересчета |
|
а. Фактические среднегодовые данные о концентрации пыли, которые обычно фиксируются в ходе непрерывного измерения (мг/м |
- |
|
б. Среднегодовая концентрация пыли (мг/м |
- |
|
в. Среднечасовой показатель объема отходящих газов (м |
- |
|
г. Годовой фонд рабочего времени (ч/год) |
- |
|
д. Годовой объем отходящих газов (м |
в |
|
е. Годовой объем выбросов пыли (кг загрязняющего вещества/год) |
б |
|
ж. Годовой объем производства (т металла/год) |
- |
|
з. Объемный показатель выбросов отходящих газов (м |
д |
|
и. Удельный показатель выбросов (кг/т металла) |
е |
|
Примечание: При проведении такого пересчета должна быть обеспечена надежность следующих данных: - среднегодовое значение концентрации выбросов пыли (мг/м - среднечасовое значение объема отходящих газов (м - годовой фонд рабочего времени (ч/год); - годовой объем производства (т металла/год). |
|
Приведенные выше соотношения основаны на знании измеренных значений, например диапазона годовых концентраций пыли в выбросах и фактического объема выбросов отходящих газов, которые затем следует использовать при пересчете в среднегодовые значения. Результаты этих расчетов справедливы только для организованных выбросов и основаны на использовании усредненных значений.
В случае нового завода или существенных изменений действующей установки, указанное соотношение может быть основано на теоретических расчетах или оценках. Данные должны учитывать любые неопределенности в измерениях. Например:
- объем отходящих газов от какого-либо одного процесса может варьироваться в зависимости от состава концентрата, пределов измерения аналитического оборудования, а также методов отбора проб;
- использование проектных значений мощности вентилятора может привести к ошибкам в оценках, поскольку широко используются вентиляторы с переменной скоростью вращения.
Подобные проблемы, связанные с измерением объемов выбросов, встречаются также и при оценке неорганизованных выбросов.
8.6.2 Использование данных об эмиссиях
При наличии необходимой информации расчет годовых объемов (кг/год) и удельных показателей (г/т произведенного металла) эмиссии загрязняющего вещества позволяет:
- определить для конкретной установки или группы установок общую величину выбросов в атмосферный воздух и сбросов в водные объекты от отдельных источников;
- учесть неорганизованные выбросы в показателях массы выбросов в единицу времени или массы выбросов на тонну произведенного металла;
- обеспечить основу для определения будущих приоритетов экологического менеджмента на предприятии или, при желании, практического применения "зонтичного принципа" для выбросов в атмосферный воздух или сбросов в водные объекты для комплексных производств.
В таблице 8.11 приведены цифры годовых выбросов пыли для некоторых переделов процесса выпуска первичной меди на одном из европейских предприятий производительностью 170000 т черновой меди в год.
Таблица 8.10 - Пример представления данных о существенных выбросах [7]
|
Система/процесс |
Удельные показатели выбросов пыли (г/т меди) |
|
Сушилка |
0,2 |
|
Обжиговая печь |
1,5 |
|
Шахтный фильтр конвертора |
0,7 |
|
Окускование шихты |
0,1 |
|
Грануляция шлака |
7,2 |
|
Выплавка анодов |
36,7 |
|
Вентиляция цеха |
19,3 |
В данном конкретном случае использованное для пересчета соотношение (б д=е) позволяет подсчитать удельный выброс пыли и прийти к заключению о том, что конкретными источниками наибольших объемов выбросов пыли являются выплавка анодов и вентиляция цеха, которым следует уделять приоритетное внимание при сокращении выбросов.
д=е) позволяет подсчитать удельный выброс пыли и прийти к заключению о том, что конкретными источниками наибольших объемов выбросов пыли являются выплавка анодов и вентиляция цеха, которым следует уделять приоритетное внимание при сокращении выбросов.
Долгосрочные и удаленные на расстояние от источника выбросов воздействия могут быть определены с помощью моделирования рассеивания и других методов оценки.
Для повышения рассеивания отходящих газов часто используются высокие дымовые трубы, что может привести к воздействию на окружающую среду на большом удалении от установки. Такие компоненты выбросов как диоксид серы могут распространяться на очень большие расстояния и обладать кумулятивным эффектом. В отдельных случаях для некоторых загрязняющих веществ могут быть превышены показатели критических нагрузок по некоторым биологическим видам. В силу этого рассевание не может служить заменой снижению уровня выбросов.
Использование показателей концентрации на основе применения заданных параметров и методов измерения позволяет обеспечить постоянный контроль многих показателей. Эти показатели могут быть привязаны к используемой системе подавления эмиссий. Измерения показателей концентрации позволяют:
- легко продемонстрировать соответствие установленным требованиям;
- демонстрировать реальные показатели результативности во времени;
- обеспечивать высокий уровень контроля эффективности работы систем очистки и раннее предупреждение выхода оборудования из строя.
Использование объемных или удельных показателей эмиссий позволяет сравнивать различные установки или методы, а также формулировать рекомендации об их преимущественном применении. Особое внимание следует уделять выбору параметров при сравнении, как для конкретного загрязняющего вещества, так и для производимых металлов.
Заключительные положения и рекомендации
Информационно-технический справочник по наилучшим доступным технологиям "Производство меди" подготовлен в соответствии с графиком создания в 2015-2017 годах справочников наилучших доступных технологий, утвержденным распоряжением Правительства Российской Федерации от 31 октября 2014 г. N 2178-р, и правилами определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям, утвержденными постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458.
При подготовке настоящего справочника НДТ в максимально возможной степени были учтены положения окончательного проекта второй редакции справочника Европейского Союза по наилучшим доступным технологиям для предприятий цветной металлургии (Best Available Techniques (BAT) Reference Document for the Non-Ferrous Metals Industries, final draft, October 2014), включая краткие описания (заключения) по НДТ.
Окончательный состав ТРГ 3 "Производство меди" был утвержден приказом Росстандарта от 18 ноября 2015 г. N 1418.
был утвержден приказом Росстандарта от 18 ноября 2015 г. N 1418.
_______________
Также в работе над справочником НДТ в составе ТРГ 3 принял участие Котухов Сергей Борисович (ПАО "ГМК норильский Никель")
|
N п/п |
ФИО |
Организация |
||
|
1. |
Авраамова Елена Арслановна |
ОАО "Уралэлектромедь" |
||
|
2. |
Брагин Евгений Владимирович |
ООО "УГМК-Холдинг" |
||
|
3. |
Булыгин Анатолий Николаевич |
ЗАО "Русская Медная Компания" |
||
|
4. |
Бутовский Руслан Олегович |
ФГБУ "ВНИИ Экология" Министерства природных ресурсов и экологии Российской Федерации |
||
|
5. |
Гончар Наталья Валерьевна |
ЗАО "Русская Медная Компания" |
||
|
6. |
Гришаев Сергей Иванович |
Министерство промышленности и торговли Российской Федерации |
||
|
7. |
Гусева Татьяна Валериановна |
Российский химико-технологический университет имени Д.И.Менделеева |
||
|
8. |
Гуськов Андрей Сергеевич |
Федеральная служба по надзору в сфере защиты прав потребителей и благополучия человека |
||
|
9. |
Илюхин Игорь Викторович |
ОАО "ГМК "Норильский никель" |
||
|
10. |
Король Юрий Александрович |
ЗАО "Русская Медная Компания" |
||
|
11. |
Крамарева Татьяна Викторовна |
ФГУП "ВНИИ СМТ" |
||
|
12. |
Макаров Юрий Александрович |
ЗАО "Русская Медная Компания" |
||
|
13. |
Макеенко Павел Алексеевич |
ООО "УГМК-Холдинг" |
||
|
14. |
Машкович Константин Игоревич |
ОАО "ГМК "Норильский никель" |
||
|
15. |
Соболь Дмитрий Викторович |
ООО "УГМК-Холдинг" |
||
|
16. |
Тимофеев Константин Леонидович |
ОАО "Уралэлектромедь" |
||
|
17. |
Федорук Анна Алексеевна |
ФБУН "Екатеринбургский МНЦ ПОЗРПП" |
||
|
18. |
Хазанов Леонид Геннадьевич |
ООО "Исследовательская группа "Инфо-майн" |
||
|
19. |
Ярушин Сергей Владимирович |
ФБУН "Екатеринбургский МНЦ ПОЗРПП" |
||
|
Тощев Дмитрий Анатольевич |
ФГУП "ВНИИ СМТ", Руководитель секретариата ТРГ 3 |
|||
В публичном обсуждении проекта настоящего справочника НДТ (15.09.2015-15.10.2015) принимали участие следующие организации:
|
1. |
ЗАО "Русская медная компания" |
|
2. |
Министерство энергетики Российской Федерации (Минэнерго России) |
|
3. |
ОАО "Уралмеханобр" |
|
4. |
ООО "Медногорский медно-серный комбинат" |
|
5. |
ФБУ "Нижегородский ЦСМ" |
|
6. |
ФГУП "РосНИИВХ" |
|
7. |
Федеральная служба по надзору в сфере защиты прав потребителей и благополучия человека (Роспотребнадзор): - ФБУЗ "ФЦГиЭ"; - ФБУН ЕМНЦ ПОЗРПП; |
|
8. |
Федеральная служба по экологическому, технологическому и атомному надзору (Ростехнадзор) |
|
7.* |
Министерство энергетики Российской Федерации (Минэнерго России) |
________________
* Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
Всего было получено более 70 замечаний и комментариев, которые были рассмотрены на заседании ТРГ 3. По каждому из них вынесено решение о принятии или обоснованном отклонении.
Экспертиза проекта справочника НДТ была проведена профильным техническим комитетом по стандартизации ТК 113 "Наилучшие доступные технологии". На проект справочника НДТ были получены положительные заключения ОАО "Научно-исследовательский институт цветных металлов "ГИНЦВЕТМЕТ", Технического комитета по стандартизации ТК 373 "Цветные металлы и сплавы".
При оценке используемых на российских предприятиях по производству меди методов/технологий и соответствующих им технологических показателей необходимо было собрать информацию об используемых методах, а также данные о текущих показателях экологической результативности, ресурсо- и энергоэффективности. Для сбора информации о применяемых на промышленных предприятиях технологических процессах, оборудовании, об источниках загрязнения окружающей среды, технологических, технических и организационных мероприятиях, направленных на снижение загрязнения окружающей среды и повышение энергоэффективности и ресурсосбережения, а также соответствующих технологических показателей были подготовлены и направлены для заполнения производителям меди специальные анкеты для предприятий. В качестве основы для формирования анкет использовался ПНСТ 23-2014 "Наилучшие доступные технологии. Формат описания технологий" и краткие описания НДТ, включенных в проект Справочника ЕС.
Технологические показатели НДТ определялись на основе результатов обработки данных, представленных предприятиями при анкетировании и по специальным дополнительным запросам. Учитывалась также информация, содержащаяся в окончательном проекте второй редакции Справочника ЕС по НДТ для предприятий цветной металлургии, в отдельных научно-исследовательских работах, а также в других российских и зарубежных материалах, рассматривавшихся ТРГ 3.
Проведенный анализ представленных данных и информации позволил также сформулировать рекомендации относительно направлений дальнейшей работы над настоящим справочником НДТ и над процессом внедрения НДТ. К ним, прежде всего, относятся следующие:
-
1. Предприятиям-производителям меди рекомендуется целенаправленно накапливать информацию об уровнях эмиссий маркерных веществ, потреблении сырья и энергоресурсов, проведении модернизации основного и природоохранного оборудования, а также экономических аспектах внедрения НДТ.
-
2. Для оценки экологических характеристик методов, интегрированных в производственные процессы, может оказаться полезным сбор конкретных данных и информации об используемом сырье, объемах производства и удельных характеристиках (масса загрязняющего вещества на единицу массы изготовленного продукта или используемого сырья).
-
3. Для уточнения технологических показателей по выбросам металлов и их соединений необходима подготовка описаний и сбор детальных данных по конкретным методам предупреждения и снижения выбросов этих веществ и по соответствующим им показателям.
-
4. Особое внимание, в случае проведения специализированных исследований, следует уделить вопросам эмиссий ртути, диоксинов, летучих органических соединений, не вошедших в перечень маркерных веществ, включенных в настоящий Справочник НДТ. Также следует обратить внимание на такие физические факторы воздействия как шум, вибрация и запах, информация о значениях которых на момент разработки справочника отсутствовала.
-
5. При проведении модернизации технологического и природоохранного оборудования на предприятиях приоритетное внимание следует уделять повышению эффективности методов и технологий улавливания диоксида серы, вторичным и третичным методам улавливания неорганизованных выбросов неорганической пыли.
Приложение А
(обязательное)
Сфера распространения настоящего справочника НДТ
|
Наименование продукции по ОКПД |
Наименование вида деятельности по ОКВЭД |
||
|
Производство металлургическое |
24 |
||
|
24.4 |
Металлы основные драгоценные и цветные прочие; топливо ядерное переработанное |
Производство основных драгоценных металлов и прочих цветных металлов, производство ядерного топлива |
24.4 |
|
24.44 |
Медь |
Производство меди |
24.44 |
|
24.44.1 |
Медь необработанная; штейн медный; медь цементационная (медь осажденная) |
||
|
24.44.11 |
Штейн медный; медь цементационная (медь осажденная) |
||
|
24.44.11.110 |
Штейн медный |
||
|
24.44.11.120 |
Медь цементационная (медь осажденная) |
||
|
24.44.12 |
Медь нерафинированная; аноды медные для электролитического рафинирования |
||
|
24.44.12.110 |
Медь нерафинированная |
||
|
24.44.12.120 |
Аноды медные для электролитического рафинирования |
||
|
24.44.13 |
Медь рафинированная необработанная и сплавы медные; лигатуры на основе меди |
||
|
24.44.13.110 |
Медь рафинированная необработанная |
||
|
24.44.13.120 |
Сплавы медные необработанные |
||
|
24.44.13.130 |
Лигатуры на основе меди |
||
|
24.44.2 |
Полуфабрикаты из меди или медных сплавов |
||
|
24.44.21 |
Порошки и чешуйки медные |
||
|
24.44.22 |
Прутки и профили медные |
||
|
24.44.23 |
Проволока медная |
||
|
24.44.24 |
Плиты, листы, полосы медные и ленты из меди толщиной более 0,15 мм |
||
|
24.44.25 |
Фольга медная толщиной не более 0,15 мм |
||
|
24.44.26 |
Трубы, трубки и фитинги для труб и трубок медные |
Приложение Б
(обязательное)
Основные процессы и технологическое оборудование
Существует несколько процессов/комбинаций процессов, используемых для производства и плавки металлов, в том числе и меди. В Б.1, Б.2 и Б.3 описываются пирометаллургические, гидрометаллургические и электрохимические процессы, применяемые при производстве меди. При этом основное внимание уделяется оборудованию, используемому в технологических процессах. Последовательность их описания несущественна и не является результатом определения каких бы то ни было приоритетов. Далее в настоящем приложении по аналогичной схеме рассматриваются процессы и методы газоочистки (см. Б.4) водопотребления и водоотведения (см. Б.5).
Б.1 Пирометаллургические процессы
Основным технологическим оборудованием, применяемым для получения меди с помощью пирометаллургических процессов, являются печи, используемые для различных целей, таких как обжиг или прокаливание сырья, выплавка и рафинирование металла, плавка руд и концентратов. Печь или процесс одного и того же типа может применяться для различных целей, и в настоящем приложении приводится краткий обзор различных их применений [21], [22], [77].
В производстве меди в зависимости от состава обрабатываемого сырья и стадии технологического процесса используются следующие основные типы печей:
- печи взвешенной плавки;
- печи плавки в жидкой ванне;
- электрические печи;
- вращающиеся печи или конвертеры;
- шахтные/доменные печи;
- индукционные печи;
- отражательные печи.
Б.1.1 Печи для обжига и кальцинирования
Б.1.1.1 Реакторы для плавки в псевдоожиженном слое
Эти печи применяются, прежде всего, при необходимости точного соблюдения температурного режима для обжига сульфидных концентратов меди и частичного обжига медных концентратов.
Воздух для горения подается через фурмы на решетку внизу печи и проходит сквозь псевдоожиженный слой материала на решетке (см. рисунок Б.1).
Концентрат находится на решетке. Кислород вступает в реакцию с сульфидами с образованием оксидов (огарка). При окислении сульфида при температуре от 900 до 1000°С образуется SО.
Часть огарка механически выгружают из печи, а часть уносится потоком продуктов горения и попадает в котел-утилизатор, циклоны и электрофильтры. В результате обжига в газообразную фазу переходят малые примеси, такие как хлор, фтор, селен и ртуть.
Рекуперация тепла, образующегося в процессе обжига, происходит на охладителе слоя и в котле утилизаторе. Утилизация пара зависит от потребностей промплощадки, но часть его всегда расходуется на обогрев процесса.
Рисунок Б.1 - Реакторы для плавки в псевдоожиженном слое
Б.1.2 Плавильные печи
В процессе плавки вырабатывается большое количество тепла, и большая его часть уходит с продуктами горения и поступает на рекуперацию в котел-утилизатор. Степень нагрева внутри печи контролируется для поддержания эффективного процесса плавки и защиты печи. Системы охлаждения защищают печь и увеличивают срок службы футеровки. Используют водяные завесы для охлаждения наружного кожуха, или специальные охлаждающие элементы для охлаждения футеровки. При правильном охлаждении печи увеличивается период использования футеровки до ее полной замены.
Охлаждение колошника печи препятствует нарастанию шлака и прочих материалов, которые нарушают герметичность вытяжных зонтов системы отвода продуктов горения. Для этого участка печи разработаны эффективные системы охлаждения.
Б.1.2.1 Отражательные, подовые или канальные печи
Отражательную печь иначе еще называют подовой печью. Она применяется для плавки концентрата и вторичного сырья. Существует два основных типа: простая электрованна для плавки огарка или концентрата и отражательная подовая печь для плавки или рафинирования. Иногда печи могут наклоняться для слива или продувки металла. Для подачи газа или измельченного материала могут применять фурмы.
Конструкция печи различна в зависимости от конкретного металла и процесса. Различия включают наличие наклонного пода и боковых каналов для специальной плавки; газ вдувают через фурмы и кислородное копье. Шлак обычно сливают.
При плавке сульфидных руд в отражательной печи концентрация диоксида серы обычно ниже из-за большого объема газов, подаваемых для поддержания горения, и низкого выхода серы из печи. Схема конструкции печи представлена на рисунке Б.2.
Эти печи применяются для плавки различных видов первичного и вторичного сырья и для огневого рафинирования.
Рисунок Б.2 - Устройство наклоняемой отражательной подовой печи для плавки вторичной меди
Б.1.2.2 Шахтные печи
В шахтных печах нагрев осуществляется с помощью фурменного дутья в нижней части печи для сжигания кокса, смешанного с шихтой оксида металла или вторичного сырья и флюсами. Шихта часто брикетированная. В результате сжигания части кокса температура внутри печи поднимается и образуется СО, который вместе с водородом, образующимся при взаимодействии воды и газа, восстанавливает оксиды металла до металла. В результате реакции образуется газ с большим содержанием СО, который после очистки можно использовать для предварительного нагрева воздуха дутья или сжигать в отдельном дожигающем устройстве или в богатой кислородом части печи.
Во внутреннем горне печи образуются жидкие продукты плавки, расплав отстаивается и его составляющие разделяются по плотности, если выпуск черной меди из печи происходит периодически. При наличии у печи наружного отстойника смешанные продукты плавки непрерывно выходят из печи и окончательно разделяются по удельному весу в наружном отстойнике.
Кожух печи - водоохлаждаемый по всей высоте или только в нижней части (печь с водяным охлаждением). Существует два типа шахтных (доменных) печей в зависимости от типа загрузки шихты и рабочей температуры при плавке:
-
с горячей скиповой подачей шихты через конус или с конвейерной подачей шихты через переходной люк;
-
с холодной загрузкой из бункера, при этом загружаемая шихта сама по себе обеспечивает герметичность свода.
Устройство этих печей показано на рисунках Б.3 и Б.4.
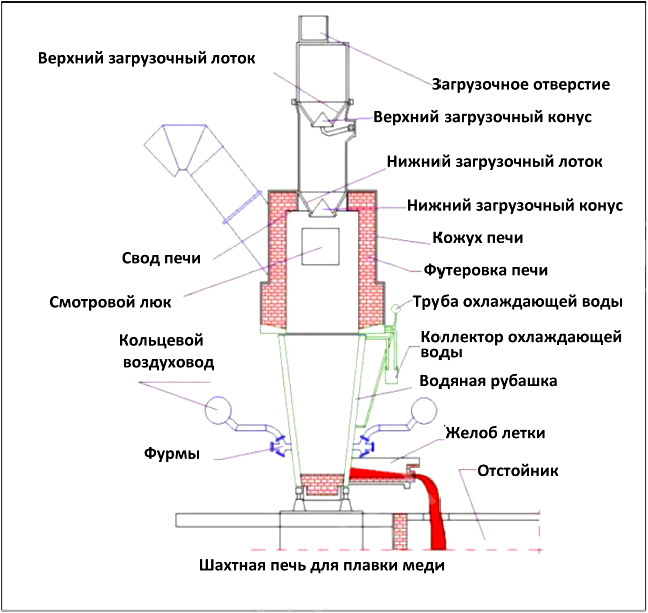
Рисунок Б.3 - Шахтная печь для плавки первичной меди
Рисунок Б.4 - Шахтная печь для выплавки вторичной меди [33]
Шахтные (доменные) печи широко используются для плавки и восстановления меди, равно как и многих других металлов. В результате недавних разработок стала возможной загрузка в печь через фурмы тонкодисперсных материалов, что позволяет избежать брикетирования и уменьшить объем операций с пылящими материалами.
Б.1.2.3 Электрические печи (печи сопротивления)
Этот тип печи предполагает расположение, подобное расположению электрической восстановительной печи. В зависимости от размера печи в жидкий слой погружаются от трех до шести графитированных или предварительно обожженных электродов. Температура плавления поддерживается за счет электроподогрева. Печь обычно работает непрерывно. Схема устройства печи данного типа представлена на рисунке Б.5.
Расправленное или твердое сырье загружается несколькими способами с помощью желобов, загрузочных труб или через полый электрод. Герметичные или полугерметичные условия легко поддерживаются. В ходе плавки обожженный рудный концентрат подается на жидкий расплав либо через колошник печи, либо с боковой части с помощью отдельных загрузчиков, а электроды погружаются в расплавленный слой шлака.
Электрические печи могут эксплуатироваться различными способами с использованием кокса и шлакообразующих реагентов в зависимости от сферы применения. Углеродные электроды расходуются как оксиды и восстанавливаются, но при этом объем газа, образующегося во время работы, сводится к минимуму ввиду отсутствия газов, образующихся при сжигании топлива. Такие печи обычно герметизируются, а газы легко улавливаются и очищаются с целью удаления и по возможности повторного использования пыли, СО и диоксида серы.
Рисунок Б.5 - Электрическая печь для плавки концентрата и обожженного материала
Такого рода печи используются при производстве меди и некоторых других металлов из первичного и вторичного сырья, и могут также использоваться для очистки шлака [26]. Шлаки, образующиеся при первичной плавке меди, обычно подвергаются очистке в кольцевой печи.
В целом, в электрических печах обрабатываются те же типы вторичного сырья. Восстановительные агенты, используемые в электрических печах, включают в себя кокс и другие материалы. Тепло, необходимое для плавки, образуется исключительно за счет электроэнергии, поступающей через электроды, погружаемые в расплавленный шлак, который действует как электрическое сопротивление. Шихта подготавливается по составу, соответствующему конкретной программе плавки, и подается на печь через закрытую систему загрузки. Расплавленные продукты выводятся в бадьи или ковши через разные летки. Восстановительная плавка приводит к испарению в основном цинка, олова и свинца, которые выводятся как оксиды вместе с отходящими газами и собираются в системе пылеулавивания, которая включает в себя пылесборный контейнер, устройство охлаждения технологического газа и фильтр.
Б.1.2.4 Вращающаяся печь
Вращающаяся печь описана в Б.1.2.6.
Б.1.2.5 Печи Ausmelt/ISASMEL и KRS
Печи Ausmelt/ISASMEL и KRS представляют собой цилиндрические печи со стальными составными фурмами для подачи в расплав природного газа, жидкого топлива или угля, а также кислорода или воздуха. Фурма погружается в ванну с расплавом, а образующийся слой шлака позволяет избежать быстрого ухудшения условий плавки. Схема такой печи представлена на рисунке Б.6.
Прочее сырье подается по закрытому конвейеру на печь, где происходят высокоскоростная реакция и расплавление. Погруженная фурма перемешивает содержимое ванны и способствует образованию шлака наряду с получаемым металлом или штейном. Отделение разных составляющих расплава требует установки специальной печи, из которой их можно слить по отдельности. Печь может использоваться в режиме загрузки партиями (периодической загрузки), когда по завершении одной плавки необходимо изменение условий, например режима подачи газа через трубку.
Например, после плавки вторичного медного/свинцового сырья в медно-свинцовом штейне на первом этапе выполняется конверсия штейна в черновую медь посредством продувки кислородом.
Рисунок Б.6 - Технология Ausmelt (Sirosmelt)/ISASMELT [26]
На печи используется прочный зонт и система вентиляции для улавливания и обработки газов, образующихся в печи и при сливе расплавов. При плавке сульфидных концентратов газы проходят через систему десульфуризации.
Существует ряд сфер применения такого рода печи, включая производство медного штейна из концентрата и его конвертирование, производство меди из вторичного сырья (KRS) [78].
Печь Ausmelt/ISASMELT используется в качестве печи для непрерывной прямой плавки, а также для плавки партиями и пошаговых операций. При плавке медного концентрата на штейн технология предполагает непрерывную подачу увлажненной шихты.
В отличие от технологий, применяющихся на шахтных и электрических печах, процесс KRS в настоящее время используется как периодический процесс, состоящий из двух этапов: плавки и конвертирования. Существует ряд печей, работающих по данной технологии. Например, в печи KRS производят черную медь (80%), далее черную медь переливают во вращающийся конвертер (TBRC) в котором содержание меди доводят до 95%, а олово и свинец из черной меди переводят в шлак. Олово-свинцовый шлак впоследствии перерабатывается в роторной печи в оловянно-свинцовый сплав. Черновая медь поступает в анодную печь на огневое рафинирование и производство анодов. Окончательная очистка проводится путем электролиза. Качество рафинированной меди (катодной меди) соответствует качеству меди, изготовленной из первичного сырья [79], [78].
Б.1.2.6 Поворотный конвертер с верхним дутьем и наклонная вращающаяся кислородно-топливная печь
Поворотный конвертер с верхним дутьем (TBRC) и наклонная вращающаяся кислородно-топливная печь (TROF) представляют собой вращающиеся наклонные печи, в которых используются фурмы для нагрева и продувки. Печи небольшие и размещаются в укрытиях с целью улавливания вторичных выбросов, которые далее подвергаются обработке. Вращение печи обеспечивает хорошее перемешивание шихты и способствует полному протеканию реакции загружаемых компонентов, что, однако, может привести к истиранию огнеупорной футеровки. Схема печи представлена на рисунке Б.7.
Рисунок Б.7 - Поворотный конвертер с верхним дутьем и наклонная вращающаяся кислородно-топливная печь
Кислород и топливо подаются через фурмы, направленные над поверхностью расплава. Использование кислорода приводит к образованию небольших объемов отходящих газов и больших объемов диоксида серы при расплавке сульфидов. Данный процесс обычно реализуется в периодическом режиме (партиями) с использованием нескольких печей для плавки, конвертирования и очистки шлака. Он, в частности, широко применяется для производства первичной и вторичной меди.
Для плавки используются и другие коммерческие конструкции наклонных вращающихся печей. Также существуют мини-плавильные печи и поворотные кислородно-топливные печи.
Б.1.2.7 Процессы Noranda, El Teniente, Baiyin и Ванюкова
Реактор Noranda предполагает использование для плавки цилиндрической печи с огнеупорной футеровкой. Гранулированный концентрат и добавки загружаются в ванну с расплавленным шлаком, расположенную в верхней части печи. Необходимое для данного процесса тепло обеспечивается горелками, работающими на природном газе или жидком топливе, расположенными с обеих сторон печи. Обогащенный кислородом воздух вдувается через фурмы в ванну с расплавом, что приводит к окислению серы и железа. Схемы этих печей представлены на рисунках Б.8 и Б.9.
Рисунок Б.8 - Реактор Noranda
Рисунок Б.9 - Реактор El Teniente
При проведении непрерывной плавки расплав в печи разделяется на две жидкие фазы: шлак и штейн. Из-за разных значений плотности они образуют два слоя. Штейн периодически сливается с донной частью печи, а шлак постоянно вытекает в сторону противоположную стороне загрузки. Печь и желоба герметизируются и оборудуются вытяжной системой.
Данный процесс используется для плавки медных концентратов, при этом может получаться черновая медь (при использовании концентратов с низким содержанием примесей) или высококачественный штейн. Общепринятая производственная практика предполагает производство штейна с высоким содержанием меди для последующего конвертирования.
Технологии El Teniente, Baiyin и Ванюкова схожи с технологией Noranda. При использовании технологии El Teniente влажный концентрат загружается в печь с помощью пушки Гара (Gar gun), а сухой концентрат подается через фурмы. Первоначально штейн помещается в печь для поддержания процесса и для получения высококачественного медного штейна (с содержанием меди 72%-78%). Технология Baiyin предполагает использование прямоугольной печи, разделяемой на зоны плавки и осаждения. Процесс Ванюкова предполагает вдувание обогащенного кислородом воздуха в слой шлака, а не в слой штейна.
Б.1.2.8 Процесс Mitsubishi
Процесс Mitsubishi предполагает использование трех взаимосвязанных печей: плавильной печи в жидкой ванне, электрической печи для очистки шлака и конвертерной печи. Передача расплава между печами происходит самотеком без использования ковшей. Все печи герметизированы и оборудованы вытяжной системой, тепло технологических газов восстанавливается и очищается с целью удаления пыли и диоксида серы. Схема процесса представлена на рисунке Б.10.
Рисунок Б.10 - Технология Mitsubishi
Высушенный концентрат, воздух, кислород и добавки подаются в плавильную печь через шихтовые и дутьевые фурмы, затем происходит плавка с образованием штейна (с содержанием меди 60%-65%) и шлака. Данная смесь непрерывно поступает по каналу в электрическую подовую печь, выполняющую функции отстойника. В электропечь-отстойник также добавляют уголь и пирит, и в данной печи происходят реакции не только отстаивания, но и восстановления и сульфидирования для снижения потерь меди со шлаками. Штейн с пода непрерывно поступает из электропечи-отстойника в печь для получения черновой меди.
В конвертерной печи для производства черновой меди воздух, кислород и кварцевый флюс вдуваются в ванну с расплавом через охлаждаемые водой трубки. Шлак из конвертера перерабатывается в плавильной печи, в которую также может загружаться анодный скрап. Этап конвертирования может протекать с использованием других плавильных печей. Данный процесс представляет собой процесс непрерывного производства черновой меди.
Б.1.2.9 Плавильные печи циклонного типа
Циклонная плавка включает огневой циклонный реактор (FCR) и реактор Contop. При таких процессах высокоинтенсивной взвешенной плавки медные концентраты и флюсы плавятся при подаче кислорода в камерах сжигания циклонного типа. В схеме процесса Contop циклон располагается вертикально, и прореагировавшая шихта попадает в осадительную камеру, распложенную под циклоном. В процессе FCR сгорание происходит в вертикальной шахте, а разделение штейна и шлака происходит в установленном вслед за ней горизонтальном реакторе. Шлак и "белый металл" (штейн с высоким содержанием меди) разделяются в выработочной части печи и сливаются через летки. Получаемые белый металл или обычный штейн перерабатываются в стандартном конвертере. Схема процесса приведена на рисунке Б.11.
Рисунок Б.11 - Схема процесса Contop
Данные процессы в основном применяются для плавки медных концентратов.
Б.1.2.10 Печь взвешенной плавки Outotec
Печь взвешенной плавки Outotec используется для плавки высушенных концентратов путем использования энергетического потенциала концентратов при производстве тепла, необходимого для плавки концентрата и флюса. Шихта, содержащая концентрат, наряду с воздухом, обогащенным кислородом, непрерывно подается через горелку в вертикальную реакционную шахту герметичной печи, где во взвешенном состоянии происходит быстрая реакция кислорода и концентрата. Тепло, выделяемое в процессе реакции, обеспечивает плавку частиц шихты. Расплавленные частицы образуют штейн и шлак. Одновременно образуется сернистый газ. В более старых установках, для того чтобы добиться запуска автогенного процесса, использовался предварительный нагрев воздуха до температуры от 200 до 800°С, но в большинстве установок автогенный процесс реализуется за счет обогащения технологического воздуха кислородом, содержание которого составляет от 30% до 90%. Степень обогащения кислородом определяется качеством концентрата и требованиями теплового баланса. Непрерывный поток отходящих газов выводится из печи через вертикальный дымоход и направляется на рекуперацию тепла и удаление пыли. Для него характерна постоянная высокая концентрация диоксида серы, поэтому после удаления из газа пыли сера извлекается и используется, в основном, для выработки серной кислоты. В некоторых установках в вертикальный дымоход добавляется кислород для дожигания пылей, а сульфатизирующий воздух подается на бойлер. Отходящие газы, содержащие серу, поступают в котел-утилизатор. При определенных условиях слабую кислоту можно возвращать в вертикальный дымоход, чтобы разложить ее и направить образовавшийся SO на сернокислотную установку.
Частицы расплавленного шлака и штейна осаждаются из газа в горизонтальной осаждающей секции печи, формируя жидкую ванну, где происходит разделение фаз без внешнего осадителя. Штейн сливается через летку печи в ковши или направляется по желобу на гранулирование в зависимости от применяемого метода конвертирования. Шлак сливается из печи непрерывно или полу-непрерывно и далее может перерабатываться в шлаковой печи или в цепочке флотации шлака для извлечения меди. На некоторых установках сниженное содержание меди в шлаке обуславливает прямое направление образующегося при первичной плавке шлака в отвал или для использования в иных отраслях.
Схема печи взвешенной плавки Outotec показана на рисунке Б.12.
Рисунок Б.12 - Печь взвешенной плавки Outotec
Печь взвешенной плавки применяется для производства медного штейна. В печи производится штейн с высоким содержанием металла, в силу чего основная часть содержащейся в концентрате серы высвобождается в технологические газы, что позволяет легче удалять оставшуюся серу в процессе конвертирования (например, конвертер периодического действия Пирса-Смита).
Данный процесс также используется для производства черновой меди непосредственно из подходящих концентратов с низким содержанием железа, что позволяет избежать применения традиционного конвертера, при работе которого образуется дополнительный сернистый газ. В таком прямом процессе производства черновой меди в печном шлаке высока концентрация меди, поэтому очистка шлака для извлечения этой меди является важной частью данного процесса.
Такие печи используются в процессе взвешенного конвертирования при конвертировании измельченного гранулированного штейна в черновую медь. Процесс обладает характеристиками, схожими с характеристиками процесса взвешенной плавки, т.е. является автогенным процессом с использованием обогащенного кислородом воздуха и образованием непрерывного потока отходящих газов с высоким содержанием диоксида серы.
Б.1.2.11 Печь INCO
Печь взвешенной плавки INCO похожа на печь Outotec, но в ней для поддержания автогенного процесса используется чистый кислород. Медный концентрат, смешанный со шлакующими агентами, вдувается горизонтально в печь с двух концов, а отходящие газы собираются в центральной части печи.
Схема печи INCO показана на рисунке Б.13.
Рисунок Б.13 - Печь INCO
Концентраты обжигаются, плавятся во взвешенном состоянии в печи и выпадают в осадитель таким же образом, как в печи Outotec. Тепла, образующегося при обжиге, достаточно для автотермической плавки. Шлак со средним содержанием меди постоянно вытекает с одного конца печи, а штейн периодически выпускается через летку в центральной части бокового экрана печи. Отходящий газ содержит до 75% SO.
Б.1.2.12 Печь КИВЦЕТ
Печь Кивцет - печь взвешенной плавки, аналогичная печи Outotec. Высушенная и перемешанная шихта, а также кислород непрерывно загружаются через горелки в своде печи в окислительную шахту. Параллельно добавляется коксовая мелочь. Схема печи Кивцет показана на рисунке Б.14.
Загружаемая шихта загорается, как только она попадает в реакционную шахту, где достигаются температуры до 1400°С, и немедленно происходит полная десульфуризация. Коксовая мелочь нагревается только в процессе перемещения вниз по шахте. Кокс находится в верхнем слое шлаковой ванны и восстанавливает окисел металла. Частично восстановленный шлак и расплав свинца проходят под погруженной водоохлаждаемой перегородкой в электротермическую зону восстановления, где для окончательного восстановления добавляется дополнительный кокс или уголь.
Рисунок Б.14 - Печь Кивцет
Расплав металла направляется на рафинирование, шлак может направляться на восстановление, а пыль, извлекаемая из отходящих газов, после окисления возвращается в печь. Пыли дымовых газов после этапа восстановления перерабатываются в печи ISF.
Б.1.3 Конвертеры
Б.1.3.1 Конвертер Пирса-Смита
Конвертер Пирса-Смита - это конвертер периодического действия, и в нем используются фурмы, вдувающие в штейн воздух или кислород для обеспечения двухстадийной реакции штейна с образованием черновой меди и шлака. При этом может применяться автоматизированный контроль качества шлака [80]. В настоящее время это наиболее широко используемый конвертер, который применяется для производства меди. Схема устройства печи данного типа показана на рисунке Б.15.
Конвертер данного типа может применяться для трех различных операций, а также в качестве анодной печи:
-
а) Конвертер штейна.
Большие объемы горячих газов образуются в периоды дутья и улавливаются с помощью зонтов, расположенных над горловиной конвертера. Расстояние между кожухом конвертера и зонтом дает возможность поступления внешнего воздуха, что приводит к разбавлению насыщенных SO
газов. Концентрация SO может меняться в зависимости от цикла процесса. При начальном дутье концентрация SO может быть значительно выше, чем 10%, при этом при последующем дутье и при выводе конвертера из-под зонта значения концентрации SO намного ниже, а зачастую нулевые. Меняющиеся значения концентрации SO не позволяют обеспечить необходимую загрузку сернокислотной установки, для нормальной работы которой необходим сравнительно стабильный поток. На производствах с несколькими конверторами эта проблема решается при планировании графика работы конвертеров, обеспечивающего стабильный поток отходящих газов. Конвертерные газы могут также смешиваться с более насыщенными отходящими газами плавильных печей. Применение кислорода для насыщения вдуваемого воздуха также повышает содержание SO, тем не менее, насыщение ограничено из-за увеличения износа футеровки. На некоторых заводах в настоящее время используются водоохлаждаемые зонты.
Рисунок Б.15 - Конвертер Пирса-Смита
-
б) Конвертер лома.
При вторичной плавке меди конвертеры Пирса-Смита условно разделяются на конвертеры для плавки лома и конвертеры для плавки штейна, работающие в периодическом режиме. В конвертерах для плавки лома в качестве топлива и восстанавливающих агентов используются кокс и материалы с высоким содержанием железа соответственно. В конвертерах для плавки штейна в качестве источника энергии используется сера. В конвертеры для плавки лома загружаются лома сплавов, подходящий медно-железный лом, а также черновая медь (зачастую расплав). В конвертерах для плавки штейна перерабатывают жидкий медно-свинцовый штейн, возвратный шлак с высоким содержанием меди, а также черную медь с добавлением твердого медного лома. Отходящие газы конвертера для плавки штейна имеют высокую концентрацию SO
и направляются на контактную сернокислотную установку. Поэтому штейновые конвертеры для извлечения вторичной меди в основном устанавливаются на площадках первичного производства меди, так как последние оборудованы сернокислотными установками. -
в) Конвертер сплавов.
В процессе взвешенной плавки на черновую медь образуется шлак, который перерабатывается в электропечи для получения сплава свинца/железа/меди. Данный сплав конвертируется с применением периодического процесса, который предусматривает перевод окисленного железа и свинца в шлаковую фазу и производство черновой меди.
-
г) Анодная печь.
Конвертер Пирса-Смита также используется в качестве анодной печи для рафинирования получаемой в конвертере черновой или черной меди. В данных печах осуществляется дутье воздухом через фурмы для удаления малейших следов серы, вслед за которым добавляется восстанавливающий агент (как правило, природный газ или пропан) для восстановления оксида меди в медь.
Б.1.3.2 Конвертер Хобокен (Hoboken)
Конвертер Хобокен работает на тех же принципах дутья, что и конвертер Пирса-Смита, но его применение позволяет избежать значительных неорганизованных выбросов отходящих газов, которые, как правило, возникают при отклонении конвертера для загрузки и для выпуска шлака и черновой меди.
Отходящие газы собираются через дымоход в конце конвертера. Сифон минимизирует утечку газа на всех стадиях производства. Конвертер загружается через небольшое отверстие в верхней части кожуха и тем самым загрузка возможна в процессе продувки без отклонения конвертера благодаря более короткому процессу выдержки. Разбавление выполняется в небольшом количестве отходящих газов за счет нефильтрованного воздуха, таким образом, устойчивая средняя концентрация SO выше, чем в конвертере Пирса-Смита. Тем не менее, концентрация SO будет варьироваться в рамках всего цикла. Конечный результат - меньшие потери SO. При этом малое отверстие может вызывать проблемы из-за налипания шлака.
Схема конвертера Хобокен приведена на рисунке Б.16.
Рисунок Б.16 - Конвертер Хобокен
Б.1.3.3 Конвертер взвешенной плавки Kennecott/Outotec
Конвертер взвешенной плавки Kennecott/Outotec применяется и дорабатывается с начала двухтысячных годов. Одна установка работает в США и две в Китае (каждая производительностью около 400000 т меди в год). В Китае строится четвертая установка. Здесь в качестве шихты используется измельченный штейн, произведенный в печи взвешенной плавки. Процесс конвертирования Mitsubishi и конвертер взвешенной плавки - единственные конвертеры в металлургии, обеспечивающие непрерывный режим работы.
Б.1.3.4 Прочие конвертеры
Печь Ausmelt/ISASMELT, TBRC, конвертерная стадия процесса Mitsubishi и реактор Noranda также применяются в качестве конвертеров. Данные печи загружают расплавленным штейном и некоторые из них могут работать в непрерывном режиме.
Б.1.4 Печи для плавки и рафинирования
Б.1.4.1 Индукционные печи
Индукционные печи предназначены для расплавления и перегрева металлов. Применяется для получения отливок высокого качества. Индукционная печь работает по принципу трансформатора, у которого первичной обмоткой является водоохлаждаемый индуктор, вторичной и одновременно нагрузкой - находящийся в тигле металл. Нагрев и расплавление металла происходят за счет протекающих в нем токов, которые возникают под действием электромагнитного поля, создаваемого индуктором. Индукционные печи бывают канальные и тигельные, подогреваемые за счет внешнего электрического контура; канальные индукционные печи в основном используются для плавки объектов большого размера.
Печи оборудованы вытяжными зонтами и системами пылеулавливания и пылеподавления, которые могут использоваться во время снятия дроссов и разливки металла. Необходимость обеспечить доступ к индукционной печи во время загрузки исходных материалов и выпуска плавки приводит к тому что, как правило, используется система передвижных вытяжных зонтов. Зонты выполнены из прочных материалов и устойчивы к механическому воздействию. В качестве дополнительных вариантов может использоваться стационарная вытяжка или локальная вытяжка на носке ковша.
Схемы индукционных печей приведены на рисунке Б.17.
Рисунок Б.17 - Индукционные печи
Эффективность такой печи может снижаться при использовании некоторых материалов, но может быть увеличена, в особенности, когда загружаемый материал имеет малые габариты. Для повышения эффективности работы печи, а также для удобства размещения вытяжных устройств, крупные объекты перед плавкой могут разрезаться. В некоторых непрерывных процессах в нижней части печи между загрузками сохраняется зеркало расплавленного металла, если это позволяет эксплуатационный режим. Наличие жидкого металла (ванны) - непременное условие работоспособности индукционных печей.
Такие печи применяются для плавки небольших партий металла (не более 30 т), прежде всего, меди и латуни (а также цинка и алюминия). Они также могут работать под вакуумом, например при плавке жаростойких сплавов, высоколегированной стали, чистых металлов и, в некоторых случаях, при дистилляции металла.
Данные печи также применяются для выдержки расплавленного металла перед легированием и литьем. Индуцированный ток вызывает электромагнитное перемешивание металла, что способствует смешиванию шихты и добавляемого легирующего материала.
Б.1.4.2 Шахтные печи для плавки металла
Шахтные печи представляют собой простую вертикальную конструкцию с накопительным подом (внутри или снаружи печи) и системой верхней загрузки сырья. Шахтные печи применяют как для плавки металлов, так и для получения металлов в результате восстановления из других металлических соединений. В случае использования в качестве плавильной печи в нижней части устанавливается система горелок. Горелки обычно работают от газа и предназначены для создания окислительной или восстановительной атмосферы. Это позволяет плавить металл, как с окислением, так и без окисления. Обычно для каждой горелки предусматривается свой независимый режим, обеспечивающий конкретное значение соотношения топлива и воздуха. Также обеспечивается непрерывный контроль содержания СО или водорода для каждого ряда горелок и объема газов, образующихся при сгорании топлива на каждой горелке. Образующиеся при сгорании топлива газы обычно улавливаются и очищаются.
Если в печь подается металл, загрязненный нефтепродуктами, то при его прохождении через зону температурного скачка между загрузочным устройством и горелками могут образовываться выбросы от неполного сгорания органических материалов.
Снизу печи для разжигания кокса, а также для плавки загружаемого материала и восстановления металлов, подается обогащенный кислородом воздух. Отходящие газы улавливаются и обрабатываются в устройстве дожигания с целью разрушения остатков таких компонентов, как угарный газ, нефтепродукты, летучие органические соединения или ПХДД/Ф. Шахтная печь достаточно энергоэффективна, поскольку обеспечивает предварительный нагрев загружаемого материала до поступления в горячую область плавки/восстановления.
Б.1.4.3 Технология Contimelt
Процесс Contimelt предусматривает последовательность двух взаимосвязанных печей: подовой шахтной печи и барабанной печи (или печи для дразнения). Первая представляет собой вертикально расположенную прямоугольную печь с горизонтальной приемной камерой, в которую загружается черновая или черная медь и иное сырье. Необходимое тепло подается кислородно-газовыми горелками и обеспечивает плавку шихты с получением меди огневого рафинирования и небольшого количества шлака, который отделяется.
Схема процесса Contimelt приведена на рисунке Б.18.
Рисунок Б.18 - Технология Contimelt [26]
Расплавленная медь через сифон и желоб поступает в горизонтальную цилиндрическую печь, где она раскисляется природным газом. Затем рафинированную медь отливают в аноды. Газы из второй печи подаются в устройство дожигания. Затем они смешиваются с газами, вышедшими из первой печи, и направляются в котел-утилизатор, подогреватель воздуха для горелки, на охлаждение и наконец, на рукавный фильтр.
Параметрами работы печи можно управлять с целью минимизации окисления металла. Конструкция установки позволяет утилизировать тепло путем выработки пара или предварительного подогрева шихты.
Данный процесс представляет собой непрерывный процесс двухстадийной плавки и переработки черной и черновой меди, высококачественного медного лома и анодного лома для получения медных анодов.
Б.1.4.4 Вращающаяся печь
Такая печь представляет собой футерованный вращающийся цилиндр, оборудованный с одной стороны горелкой. Загрузочное окно располагается с одного конца, и иногда в нем может размещаться горелка. Можно использовать кислородно-топливный разогрев. Печи могут быть длинными или короткими, при этом в производстве меди применяют два вида таких печей:
- печь Томаса для плавки и рафинирования медного лома и т.п.;
- вращающаяся печь с погружными фурмами для рафинирования черной или черновой меди, очистки шлака и т.п.
Для обеспечения полной реакции шихты и достижения высокой эффективности могут задаваться различные режимы вращения печи. Сырье обычно загружают в торцевое окно, которое укрывают и оборудуют вытяжным устройством для предотвращения выбросов газов. Печи работают на жидком или газообразном топливе; как правило, используются кислородные горелки. Тепло от горелок идет на футерованную стенку, и шихта нагревается от футеровки во время вращения печи.
Шлаки и металл, образующиеся в ходе процесса, можно сливать через летки, расположенные со стороны загрузочного окна или в середине печи. Летка расположена таким образом, чтобы при частичном вращении печи происходило разделение металла и шлака. Расположение летки со стороны загрузочного окна позволяет улавливать отходящие газы с помощью одной и той же вытяжной системы. Также используют наклонные вращающиеся печи, которые позволяют достичь высокой скорости восстановления и менее зависимы от флюсов.
Б.1.4.5 Отражательные (закрытые) печи
Отражательные печи используют для периодической плавки, рафинирования и выдержки различных металлов, в том числе меди. Это футерованные огнеупорами прямоугольные или круглые ванны, разогреваемые горелками, установленными на стенке или своде. Они зачастую работают в различных конфигурациях, иногда с наклонным подом, куда помещают шихту из смеси металлов, и где основной металл отделяется от других металлов, например железа, для предотвращения загрязнения выплавляемой партии. Печи также могут отличаться количеством стенок или камер [6].
Для увеличения скорости плавки можно использовать различные виды топлива и кислородно-топливные горелки. Продукты сгорания отводят и подвергают обработке, печи частично герметизируют. Вытяжные зонты и укрытые желоба обеспечивают улавливание газов во время выпуска плавки и загрузки материалов. Шлак или дросс убирают скребком или сливают.
Многие конструкции предусматривают установку на загрузочных окнах больших дверей, которые позволяют загружать крупные объекты. При этом возникает проблема герметизации и улавливания газов во время загрузки. Охлаждение с помощью воды позволяет уменьшить данную проблему за счет снижения деформации дверей. Для подачи шихты используют уплотненные загрузочные тележки, для загрузки концентрата могут также использоваться подводящие трубопроводы. Уплотнение загрузочного окна может быть повреждено в результате неправильной загрузки материала в печь. В некоторых случаях на краях отверстий могут застывать разлившиеся металл или шлак, или же дверцы могут плохо закрываться из-за мешающих проводов или кабелей.
Производительность плавки в отражательных печах обычно не слишком высока из-за плохой теплоотдачи горелки. На практике производительность увеличивают за счет обогащения кислородом или применения различных комбинаций газообразного и твердого топлива для увеличения длины факела. Использование регенеративных горелок значительно сокращает потребление энергии. Эффективность также можно повысить за счет перемешивания содержимого с помощью электромагнитных систем или насосов. Насосные системы могут подключаться к боковым каналам для обеспечения возможности плавки мелких частиц металла с минимальным окислением. Описание использования отражательной плавильной печи приведено в Б.1.2.1.
В подпункте 2.4.1.1.6 (см. таблицу 2.4) содержатся краткие обобщенные сведения о перечисленных выше печах, применяемых при производстве меди.
Б.2 Гидрометаллургические процессы
Кислоты и NaOH, иногда также NaСО, используются для растворения металлов, содержащихся в различных рудах и концентратах, перед рафинированием и электроэкстракцией. Выщелачиваемый материал обычно представлен в форме либо оксида, либо окисной руды, либо оксида, полученного путем обжига [23].
Некоторые сульфидные медные руды можно выщелачивать серной кислотой или иными агентами, иногда с использованием природных бактерий, которые способствуют окислению и растворению, но для этого требуется длительное время выдержки. Для создания необходимых условий в систему выщелачивания добавляют воздух, кислород или хлорин, а также используют растворы, содержащие хлорид железа (III). Для расширения ассортимента руд и концентратов, подлежащих гидрометаллургической переработке, были разработаны технология HydroCopper® и аналогичные процессы [81].
Получаемые растворы перерабатываются с помощью различных методов рафинирования и экстракции. Для сохранения кислотных и щелочных растворов отработанные растворы, как правило, возвращают на этап выщелачивания.
Б.2.1 Кучное выщелачивание
Кучное выщелачивание обычно выполняют на руднике. Сырье измельчают и размалывают, чтобы однородные частицы могли вступать в реакцию с кислотой, и затем формируют естественные кучи на водонепроницаемой подложке. Кислоту распыляют на кучу, через которую она просачивается [82]. Она собирается на подложке и снова подается наверх кучи с целью накопления металла. Время выщелачивания одной кучи может составлять от 100 дней (медные оксидные руды) до 500 дней (медные сульфидные руды).
Для интенсификации процесса выщелачивания и повышения его эффективности можно использовать бактерии. Этот метод применяется для некоторых никелевых руд, когда цинк, кобальт и медь выщелачивают одновременно и затем отделяют перед тем, как начать извлекать металл [83]. Преимущества биокучного выщелачивания:
- оно основано на естественном процессе, бактерии способствуют выщелачиванию металлов из руды в раствор;
- всего два дополнительных процесса - орошение и аэрация;
- по сравнению с традиционными процессами плавки и рафинирования требуются более низкие капиталовложения и производственные расходы.
Б.2.2 Атмосферное выщелачивание (в открытом резервуаре)
Атмосферное выщелачивание оксидов и концентратов выполняется в открытых или частично закрытых резервуарах путем постоянной циркуляции смеси с целью поддержания температуры и концентрации кислоты. В этой системе обычно используется ряд последовательно расположенных емкостей. Далее происходит осаждение с целью отделения и очистки осадка и экстракции металла из раствора. Некоторые осадки выщелачивания могут в дальнейшем подвергаться выщелачиванию при повышенных значениях крепости кислоты и температуры. Использование поэтапного выщелачивания позволяет увеличить его эффективность, но может привести к растворению большего количества примесей, в частности железа, которые впоследствии необходимо удалять. Процесс можно интенсифицировать за счет добавления кислорода и его перемешивания с продуктами выщелачивания (личатами).
Б.2.3 Выщелачивание под давлением (автоклавное выщелачивание)
Процесс выщелачивания под давлением или автоклавного выщелачивания может охватывать полный цикл выщелачивания или часть его этапов. Используются кислото- или щелочестойкие емкости высокого давления; выщелачивающий раствор возвращается в цикл для поддержания реакций. Автоклавное выщелачивание также используется для выщелачивания черной меди с целью отделения меди от других металлов, в том числе драгоценных металлов.
Для окисления добавляют кислород, воздух или хлор. Хлор в виде поваренной соли добавляют в качестве катализатора со средним содержанием 8-12 г/л. При автоклавном выщелачивании под давлением могут образовываться кислотные испарения.
Б.2.4 Экстракция растворителем
При экстракции растворителем металлы извлекают из водных растворов с добавлением определенных органических растворителей, которые не растворяются в воде. Водные и органические фазы перемешиваются, и искомый металл выборочно извлекается в органическую фазу путем контроля уровня рН смеси и использования комплексообразующего агента. После разделения фаз чистый раствор металла получают посредством повторной экстракции металла из органической фазы во вторичную водную фазу (реэкстракция), из которой металл можно извлечь разными способами [84]. На рисунке Б.19 показана схема, иллюстрирующая принцип производства меди с использованием данного процесса.
Рисунок Б.19 - Этапы экстракции растворителем
Б.3 Электрохимические процессы
Б.3.1 Электроэкстракция
При электроэкстракции используют электролизер, состоящий из инертного анода из свинца или титана и катода, помещенных в водный электролит, представляющий собой раствор металла. Катод представляет собой тонкую заготовку из чистого металла (катодная основа) или формообразующий лист из нержавеющей стали или алюминия (постоянная катодная пластина). Ионы металла проходят через раствор и оседают на катоде, а газы, такие как хлор и кислород, выделяются на аноде. Хлор собирают в герметичной анодной емкости, но кислород, как правило, выбрасывается; при этом он может выносить частицы электролита, в результате чего образуются кислотные испарения, которые требуется улавливать и возвращать в технологический процесс. Для предотвращения попадания испарений на рабочие места или в окружающую среду необходимо применять вытяжные зонты над электролизерами и газоочистное оборудование или использовать пенообразующие реагенты. Обедненный электролит обычно возвращают в технологический процесс.
С помощью этого процесса получают целый ряд цветных металлов, включая медь. При использовании постоянных катодных пластин образующиеся на них отложения чистого металла сдирают или соскабливают, плавят и отливают в нужные формы.
Б.3.2 Электрорафинирование
При электрорафинировании используют электролизер, состоящий из анода, отлитого из рафинируемого металла и катода, помещенных в электролит, представляющий собой раствор металла. Катод представляет собой тонкую заготовку из чистого металла (катодная основа) или формообразующий лист из нержавеющей стали (постоянная катодная пластина). Ионы металла переходят из анода в раствор, из которого они оседают на катоде.
С помощью этого процесса получают целый ряд цветных металлов, включая медь. При использовании постоянных катодных пластин образующиеся на них отложения чистого металла сдирают или соскабливают, плавят и отливают в нужные формы.
При электрорафинировании выделяются другие металлы, содержащиеся в анодах, менее благородные металлы растворяются в электролите, а более благородные, такие как драгоценные металлы, селен и теллур, образуют анодный шлам, который оседает в ваннах электролизеров. Анодный шлам периодически удаляют из ванн, и из него извлекают ценные металлы. В некоторых случаях используют анодные корзины для шламов.
Другие металлы извлекают из насыщенного электролита после его слива из системы.
Б.4 Процессы и методы газоочистки
Поскольку процессы и методы газоочистки широко применяются в производстве меди, как и в целом на предприятиях цветной металлургии и других отраслей производства, в настоящем разделе приведены общие сведения о них. Соответственно сходны у этих процессов и основные характеристики, рассматриваемые в качестве критериев при определении НДТ.
К числу достигаемых экологических выгод относится сокращение выбросов пыли, металлов, газообразных соединений и других веществ (например, для устройств дожигания - органических соединений).
Аналогично, к стимулам к внедрению относятся:
- сокращение или предотвращение выбросов пыли и других веществ;
- экономия сырья, если пыль может быть возвращена в производство;
- энергосбережение (для некоторых методов и оборудования);
- выполнение требований разрешительной документации и внутренних стандартов.
Возможные межсредовые эффекты от использования этих методов в целом характеризуются следующим образом:
- увеличение энергопотребления;
- образование твердых отходов, если собираемая пыль не может быть возвращена в производство;
- образование при использовании мокрых электрофильтров и скрубберов, а также устройств для абсорбции водой или перекисью водорода стоков, требующих дальнейшей обработки для предотвращения сброса металлов и других веществ в водные объекты.
Данные об экологической результативности и эксплуатационных характеристиках тех или иных методов, их применимости приводятся, где это применимо, в описании процессов, реализуемых на конкретных предприятиях в разделе 4.
В целом эти процессы достаточно экономичны, а данные об экономических аспектах их применения (прежде всего, капитальных вложениях и текущих расходах), при их наличии, приведены в разделе 5.
Б.4.1 Методы сокращения выбросов пыли, металлов и других частиц
Б.4.1.1 Электрические (электростатические) фильтры
В электрических (электростатических) фильтрах (далее по тексту - электрофильтры или ЭФ) частицы заряжаются и улавливаются под воздействием электрического поля. Они могут функционировать в различных условиях.
Электрофильтры, специально разработанные для работы в условиях высоких температур отходящих газов (>300°С), называются горячими электрофильтрами.
Техническое описание
Электрофильтры (ЭФ) активно применяются в отрасли и могут функционировать в условиях широких диапазонов значений температуры, давления и пылевой нагрузки. Они не очень чувствительны к размеру частиц и улавливают пыль, как во влажных, так и в сухих условиях. Конструкция ЭФ устойчива к коррозии и абразивному воздействию.
ЭФ состоит из нескольких высоковольтных коронирующих электродов и соответствующих коллекторных электродов. Частицы заряжаются и впоследствии выделяются из газового потока под воздействием электрического поля, созданного между электродами. Электрическое поле между электродами создается небольшим постоянным током высокого напряжения (100 кВ). На практике ЭФ разделен на ряд дискретных зон (обычно до пяти). Схема устройства ЭФ показана на рисунке Б.20.
Рисунок Б.20 - Схема устройства электрофильтра (показаны только две зоны)
Частицы удаляются из потока газа в четыре этапа:
- наведение электрического заряда на частицы пыли;
- подача заряженной пыли в электрическое поле;
- улавливание пыли с помощью коллекторного электрода;
- удаление пыли с поверхности электрода.
Коронирующие электроды необходимо подвергать встряхиванию или вибрации для предотвращения накопления пыли, соответственно, их механическая прочность должна выдерживать такое воздействие. Механическая надежность коронирующих электродов и их несущей конструкции имеет большое значение, поскольку даже один оборванный кабель может закоротить все электрическое поле ЭФ.
Производительность ЭФ определяется немецкой формулой, согласно которой эффективность определяется общей площадью поверхности коллекторных электродов, объемным расходом газа и скоростью миграции частиц. Таким образом, увеличение площади поверхности коллекторных электродов имеет большое значение для улавливания конкретного вида пыли, в связи с чем современным подходом является использование расширенного межэлектродного пространства. В свою очередь, это предполагает надежную конструкцию и контроль работы выпрямительного устройства.
Конструкция используемых в отрасли выпрямителей предусматривает применение отдельных секций устройства для каждой зоны или части зоны ЭФ. Это позволяет применять разное напряжение на входных и выходных зонах, поскольку на выходе пылевая нагрузка меньше, а также дает возможность постепенно увеличивать напряжение, подаваемое на зоны, без искрения. Хорошая конструкция также подразумевает применение автоматизированных систем управления, поддерживающих оптимально высокое напряжение, подаваемое без искрения на электроды конкретной зоны. Для подачи максимально возможного без образования искр высокого напряжения и постоянного изменения его значения используется автоматическое контрольно-измерительное устройство. Подача постоянного высоковольтного электропитания практически не позволяет обеспечить оптимальную эффективность улавливания пыли.
Особое значение имеет электрическое сопротивление (величина, обратная электрической проводимости) пыли. Если оно слишком низкое, то частицы, достигая коллекторного электрода, легко теряют свой заряд и может произойти вторичный унос пыли. При повышенном удельном сопротивлении пыли на электроде образуется изолирующий слой, который препятствует нормальному коронированию и приводит к снижению эффективности улавливания. В основном, удельное сопротивление пыли находится в рабочем диапазоне, но эффективность улавливания можно еще повысить, улучшив физические характеристики частиц. Для этого широко применяются аммиак и трехокись серы. Удельное сопротивление также можно уменьшить с помощью понижения температуры или увлажнения газа.
Обычно ЭФ не может обеспечить сокращение содержания пыли на уровне, который может обеспечить рукавный фильтр. Для достижения высоких значений производительности ЭФ газ пропускают через специальные устройства, обеспечивающие равномерность потока, препятствующую прохождению вне электрического поля. Правильная конструкция входных газоходов и наличие устройств распределения потока на входе ЭФ необходимы для достижения однородности потока.
Использованные источники информации : [85], [40], [43], [86], [87].
Б.4.1.2 Мокрый электрофильтр
Метод предусматривает использование ЭФ, в котором собранный материал смывается с пластин коллекторов с помощью жидкости, обычно воды. Для удаления капель воды перед выбросом отработанного газа устанавливается специальное устройство (например, влагоуловитель или конечное сухое поле).
Техническое описание
Работа мокрых ЭФ основана на тех же принципах. В данном случае, собранная пыль удаляется с пластин или трубок коллектора с помощью слоя жидкости, образованного конденсатом воды и осаждающимися парами кислоты. В случае образования большого количества твердых материалов для непрерывного распыления воды в фильтре с целью предотвращения отложений на коллекторных электродах может применяться встроенная распыляющая форсунка. Разбрызгивание воды таким способом увеличивает поверхность жидкостной пленки на коллекторных электродах и уменьшает содержание твердых веществ. Кроме того, мокрые ЭФ оборудованы промывочными системами. Промывка осуществляется периодически. На время промывки высоковольтное электропитание отключается. Они имеют ряд преимуществ при улавливании некоторых видов пыли, которая налипает на обычные пластины, или при создании препятствий нормальной работе в связи с присутствием в газовом потоке других компонентов, например, когда обрабатывается холодный влажный газ. Образуются стоки, требующие дальнейшей обработки. Схема устройства мокрого ЭФ показана на рисунке Б.21.
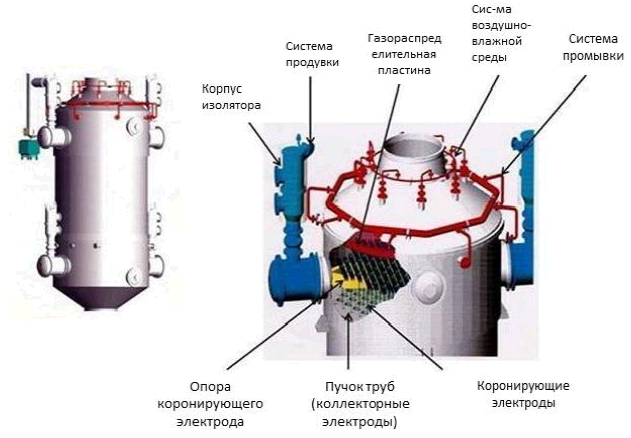
Рисунок Б.21 - Схема устройства мокрого электрофильтра
Мокрые ЭФ или ЭФ с подвижными электродами используются для улавливания сложных типов пыли или при обработке влажных газов.
Использованные источники информации : [87], [85], [40], [43], [86].
Б.4.1.3 Циклоны
В циклонах для удаления из потока отработанного газа посторонних частиц, которым сообщается центробежная сила (обычно в конусообразной камере), используется сила инерции.
Техническое описание
Циклоны были установлены на большом количестве предприятий в 1980-х годах и до сих пор широко используются. Циклон является инерционным газоочистным устройством. Пыль выделяется из газового потока, когда при смене направления его движения она продолжает двигаться в прежнем направлении по инерции и попадает на осаждающую поверхность. Схема устройства циклона представлена на рисунке Б.22.
Рисунок Б.22 - Схема устройства циклона
Входящий газ закручивается в спиралевидный поток. Центростремительные силы, действующие внутри спирали, обеспечивают изменение направления, а частицы с массой выше критической попадают на стенки циклона.
В цветной металлургии циклоны используются совместно с другими методами газоочистки.
Использованные источники информации : [40], [43], [85], [87], [86].
Б.4.1.4 Рукавные или тканевые фильтры
Рукавные фильтры изготавливаются из пористой или войлочной ткани, через которую проходит газ, а посторонние частицы удаляются посредством отсеивания или другим образом. Применение рукавных фильтров требует подбора фильтрующего материала, соответствующего характеристикам отходящих газов и максимальной рабочей температуре. Картриджный/патронный фильтр является вариантом рукавного фильтра, в котором вместо рукава используются сменные фильтрующие элементы.
Техническое описание
Рукавные фильтры находят широкое применение в цветной металлургии благодаря высокой эффективности очистки газов от тонкодисперсной пыли, образующейся при выплавке и плавке металлов. Для снижения вероятности воспламенения, с целью придания частицам необходимых характеристик и рекуперации тепла отходящих газов перед их подачей в рукавные фильтры могут устанавливаться охладительные камеры, а также котлы-утилизаторы.
Схемы устройства рукавных фильтров с различными системами очистки приведены на рисунках Б.23, Б.24 и Б.25.
1 - трубопровод неочищенного газа; 2 - фильтрующие рукава; 3 - корпус фильтра; 4 - трубопровод чистого газа; 5 - продувочный вентилятор; 6 - регулирующие задвижки; 7 - пылевая воронка; 8 - поворотные клапаны
Рисунок Б.23 - Рукавный фильтр с обратной продувкой (с одним отделением цикла очистки)
Основной принцип фильтрации через ткань заключается в использовании тканевой мембраны, которая пропускает газ, но задерживает пыль. Рукава обычно фиксируются на металлической раме и герметично встроены в конструкцию фильтра. В начале жизненного цикла фильтра пыль задерживается как на поверхности ткани, так и внутри ее волокон, но со временем на поверхности накапливается пыль, которая сама по себе превращается в основную фильтрующую среду. По мере нарастания слоя пыли увеличивается и сопротивление прохождению газового потока. Необходимо периодически проводить очистку фильтрующего материала для контроля падения давления газа при прохождении через фильтр. Направление потока очищаемого газа может быть как изнутри рукава наружу, так и снаружи вовнутрь.
1 - подача сырого газа; 2 - отбойная перегородка; 3 - фильтрующие рукава; 4 - приемник очищенного газа; 5 - отводный канал очищенного воздуха; 6 - мембранный клапан; 7 - резервуар для сжатого воздуха; 8 - трубка подачи газа; 9 - пылевая воронка
Рисунок Б.24 - Система очистки обратной продувкой пульсирующей струей
|
|
1 Компенсатор тарельчатого клапана 2 Выход очищенного газа 3 Вход неочищенного газа 4 Компенсатор пылеуловителя 5 Пластина с ячейками 6 Рукавные фильтры 7 Внешние помосты 8 Пылеуловитель 9 Мембранный клапан Привод коллектора Импульсный резервуар 10 Коллектор для чистого воздуха 11 Вентиляция аккумуляторов |
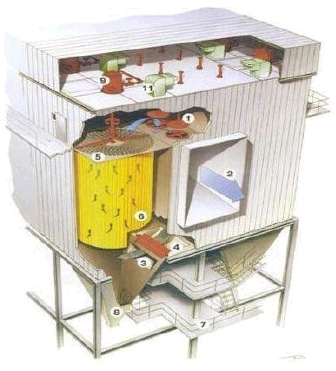
Рисунок Б.25 - Система очистки воздухом низкого давления
Руканые фильтры обычно отличаются методом очистки фильтрующего материала. Регулярное удаление слоя пыли с ткани важно для сохранения производительности фильтра, а также влияет на срок службы рукава.
Самыми распространенными методами очистки являются обратная продувка воздухом, механическое встряхивания, вибрация, очистка воздухом низкого давления и очистка сжатым воздухом. Для очичтки рукавов также используются акустические рупоры. Обычно очистка не обеспечивает возврата рукава фильтра в изначальное состояние, поскольку частицы пыли, проникшие в ткань, забивают поры между волокнами, однако, это увеличивает эффективность фильтрации субмикронных частиц.
Рукавные фильтры проектируются с учетом предполагаемой скорости фильтрации, которая определяется как максимально приемлемпя скорость прохождения газа через единицу площади ткани (м/с м, выраженная в м/с). Скорость фильтрации обычно находится в диапазоне от 0,01 до 0,04 м/с в зависимости от условий эксплуатации, типа фильтра и ткани.
м, выраженная в м/с). Скорость фильтрации обычно находится в диапазоне от 0,01 до 0,04 м/с в зависимости от условий эксплуатации, типа фильтра и ткани.
Ткань выбирается с учетом состава газов, природы и размеров частиц пыли, предполагаемого метода очистки, необходимой эффективности и экономических факторов. Также учитывается температура газа, метод охлаждения газа, если оно применяется, а также значение точки росы образующихся паров воды и кислотных испарений.
К учитываемым характеристикам ткани относятся: химическая устойчивость, форма и тип волокон, рисунок переплетения волокон в ткани, окончательная обработка ткани, ее устойчивость к износу и на изгиб, прочность, эффективность улавливания, покрытие и коэффициент фильтрации ткани.
Износ рукавов фильтра приводит к постепенному снижению результативности работы, которую можно измерить. С точки зрения повреждения или внезапного полного отказа нескольких рукавов представляют опасность коррозия, фильтрация абразивного материала или риск воспламенения. Простые системы мониторинга в режиме реального времени, такие как датчики перепадов давления или устройство контроля пыли, позволяют получить лишь приблизительное представление о результативности работы рукавов.
Для измерения параметров пыли в отходящих из рукавного фильтра газах с целью обнаружения возможных отказов, а также для определения наибольшего загрязнения во время очистки используются трибоэлектрические или оптические приборы. Когда такие измерительные приборы используются наряду с зонной системой очистки, возможно определить те зоны, где произошло повреждение рукавов, и произвести локальный ремонт [88]. Также применяются температурные датчики и сигнализация.
Для правильной работы фильтра должно быть выполнено одно или несколько из следующих условий.
Особое внимание необходимо уделить выбору фильтрующего материала, надежности его крепления и системе уплотнения. Необходимо вовремя проводить предписываемое техническое обслуживание. Современные фильтрующие материалы обычно являются более прочными и имеют долгий срок эксплуатации. Высокая стоимость современных материалов в большинстве случаев компенсируется их долговечностью.
Рабочая температура должна превышать точку росы газа. При повышенных рабочих температурах должны использоваться термостойкие рукава и элементы крепления.
Непрерывный контроль пылевой нагрузки с помощью отражающих, оптических или трибоэлектрических устройств для обнаружения возникающих в рукавах дефектов. Контролирующее устройство должно по возможности взаимодействовать с системой очистки фильтра для своевременного определения секций с изношенными или поврежденными рукавами.
Использование при необходимости устройств охлаждения газа и искрогасителей. Для гашения искр могут быть использованы циклоны. Большинство современных фильтров имеют большое количество секций, что позволяет при необходимости без ущерба для фильтра в целом выводить из работы поврежденные секции.
Для обнаружения возгораний могут использоваться системы контроля температуры и искрения. В случае опасности воспламенения возможно использование систем подачи в отходящие газы инертного газа или инертных материалов (например, извести). Чрезмерное нагревание, превышающее проектные значения, установленные для конкретного вида ткани, может привести к образованию токсичных газов.
Для контроля состояния устройств очистки можно измерять перепады давления.
Существует ряд конструкций рукавных фильтров, использующих различные фильтрующие материалы. Применение метода фильтрации с помощью мембраны (поверхностная фильтрация) в том числе приводит к увеличению срока службы рукавов, повышению температурного порога (до 260°С) и относительно низкой стоимости обслуживания. Мембранные рукавные фильтры состоят из ультратонких расширенных политетрафторэтиленовых (ПТФЭ) мембран на подкладке. Частицы из потока отходящих газов задерживаются на поверхности рукава. Вместо того чтобы накапливаться на внутренней стороне рукава или проникать в его ткань, частицы пыли отскакивают от мембраны, формируя небольшую корку. Такой метод применяется как на новых, так и на существующих предприятиях, а также может быть использован для восстановления существующих рукавных фильтров [89].
Применение синтетических фильтрующих материалов, таких как тефлон/стекловолокно, позволяет использовать рукавные фильтры в разнообразных условиях эксплуатации и удлиняет срок их службы. Эффективность современных фильтрующих материалов в тяжелых условиях эксплуатации или при высоких температурах довольно высока, а производители тканей могут помочь подобрать материал под конкретные условия. В отдельных случаях, когда применяются соответствующие материалы и конструкция, можно добиться очень низкого уровня выбросов. Повышенная надежность и длительный срок эксплуатации компенсируют стоимость современных рукавов. Достижение высоких уровней эффективности является очень важным, поскольку пыль содержит большое количество металлов. Во избежание утечек неочищенного газа в атмосферу необходимо учитывать возможность деформации распределительных коллекторов, а также правильное уплотнение рукавов, наряду с надлежащей практикой эксплуатации.
Из-за вероятности при некоторых условиях засорения фильтрующих тканей (например, клейкой пылью или при температуре воздушных потоков, близкой к точке росы) и их чувствительности к огню эти методы не подходят для любых условий эксплуатации. Они могут применяться в существующих рукавных фильтрах и могут быть улучшены. В частности, система уплотнения рукавов может быть усовершенствована во время ежегодных плановых ремонтов, а материал рукавов может быть заменен на более современный во время планового обслуживания, что также может привести к снижению будущих издержек.
Сравнение характеристик наиболее часто используемых параметров различных систем фильтрации приводится в таблице Б.1.
Таблица Б.1 - Сравнение параметров различных рукавных фильтров [89]
|
Параметр |
Фильтр с импульсной очисткой |
Фильтр с мембраной из стекловолокна |
Фильтр из стекловолокна |
|
Удельная нагрузка воздуха на ткань |
от 80 до 90 м/ч |
от 70 до 90 м/ч |
от 30 до 35 м/ч |
|
Температурный диапазон |
250°С |
280°С |
280°С |
|
Тип рукава |
Полиэстер |
Мембрана/стекловолокно |
Стекловолокно |
|
Размер рукава |
0,126х6,0 м |
0,292х10 м |
0,292х10 м |
|
Площадь ткани одного рукава |
2,0 м |
9,0 м |
9,0 м |
|
Клетка |
Да |
Нет |
Нет |
|
Депрессия |
2,0 кПа |
2,0 кПа |
2,5 кПа |
|
Срок эксплуатации |
До 30 мес. |
6-10 лет |
6-10 лет |
Использованные источники информации : [87], [85], [40], [89], [86], [13].
Б.4.1.5 Керамические и металлические мелкоячеистые фильтры
С точки зрения принципов работы, общего устройства и возможностей очистки мелкоячеистые керамические фильтры похожи на рукавные фильтры. Вместо тканевых рукавов на металлическом каркасе в них используются жесткие фильтрующие элементы, по форме напоминающие свечу.
Техническое описание
В цветной металлургии существует несколько примеров применения таких фильтров в соответствующих условиях; при этом были достигнуты высокие показатели эффективности пылеулавливания. С помощью таких фильтров удаляются мелкодисперсные частицы, в том числе РМ10.
Эти фильтры имеют высокую термостойкость, и, зачастую, именно корпус фильтра определяет верхнюю границу рабочей температуры. Расширение опорной конструкции в условиях высоких температур также является важным фактором, поскольку при этом нарушается герметичность элементов фильтра в корпусе, что приводит к просачиванию неочищенного газа в поток очищенного. Системы обнаружения отказов в режиме реального времени используются аналогично рукавным фильтрам. Керамические и металлические сетчатые фильтры не такие гибкие, как рукавные. При очистке таких фильтров продувкой мелкая пыль не удаляется с той же эффективностью, что и из тканевого фильтра, что приводит к накоплению тонкой пыли внутри фильтра и, таким образом, к уменьшению его производительности. Это происходит за счет накопления сверхтонкой пыли.
Керамические фильтры производятся из алюмосиликатов и могут быть покрыты слоем различных фильтрующих материалов для улучшения химической или кислотной устойчивости или для фильтрации других загрязняющих веществ. С фильтрующими элементами относительно легко обращаться, когда они новые, но после того, как они подвергнутся воздействию высоких температур, они становятся хрупкими, и их можно случайно повредить во время обслуживания или при неосторожных попытках очистки.
Наличие липкой пыли или смолы представляет потенциальную проблему, поскольку их сложно извлечь из фильтра при обычной очистке, что может привести к падению давления. Эффект воздействия температуры на фильтрующий материал накапливается, поэтому он должен быть учтен при проектировании установки. При применении соответствующих материалов и конструкции можно добиться очень низкого уровня выбросов. Снижение уровня выбросов является важным фактором, поскольку пыль содержит большое количество металлов.
Аналогичную результативность в условиях высоких температур также имеет и модернизированный металлический сетчатый фильтр. Развитие технологий обеспечивает быстрое образование пылевой корки после проведения очистки, когда соответствующая зона была выведена из эксплуатации.
Надлежащим образом спроектированные и изготовленные фильтры, подходящего под конкретные условия эксплуатации размера, должны обладать следующими параметрами.
Корпус, арматура и система уплотнения соответствуют выбранным условиям применения, надежны и термостойки.
Непрерывный контроль пылевой нагрузки осуществляется с помощью отражающих, оптических или трибоэлектрических устройств с целью обнаружения отказов фильтра. Устройство должно по возможности взаимодействовать с системой очистки фильтра для определения отдельных секций с изношенными или поврежденными элементами.
В случае необходимости соответствующая подготовка газа.
Для контроля состояния устройств очистки можно измерять перепады давления.
Из-за вероятности при некоторых условиях засорения фильтрующего материала (например, клейкой пылью или при температуре воздушных потоков, близкой к точке росы) эти методы не подходят для любых условий эксплуатации. Они могут применяться в существующих керамических фильтрах и могут быть модифицированы. В частности, система уплотнения может быть усовершенствована во время планового обслуживания.
Использованные источники информации : [87], [85], [40], [43], [42], [13].
Б.4.1.6 Мокрые скрубберы
Мокрое удаление пыли в мокрых скрубберах - это разновидность мокрой очистки газа, с помощью которого, можно также извлекать/удалять дисперсное вещество. Мокрое удаление пыли предусматривает ее отделение посредством интенсивного смешивания подаваемого газа с водой и (в большинстве случаев) последующего удаления крупных частиц под воздействием центробежной силы. Для достижения такого эффекта газ выбрасывается по касательной. Удаляемые твердые частицы собираются на дне скруббера. Вместе с пылью из газа также удаляются такие неорганические химические вещества, как SO, NH, NHCI, ЛОС, а также тяжелые металлы.
Техническое описание
Улавливание частиц с помощью мокрых скрубберов предусматривает использование трех основных механизмов: инерционное столкновение, задержание и рассеивание. Большое значение имеют размер собираемых частиц, а также их способность к смачиванию.
Схема устройства радиального мокрого скруббера приведена на рисунке Б.26.
|
|
Скруббер радиальной фильтрации 1 Впуск сырого газа 2 Выпуск очищенного 3 Очистка подаваемой жидкости 4 Оценка получаемой жидкости 5 Регулируемая пластина 6 Головка Вентури 7 Зона радиальной фильтрации 8 маслоуловитель |
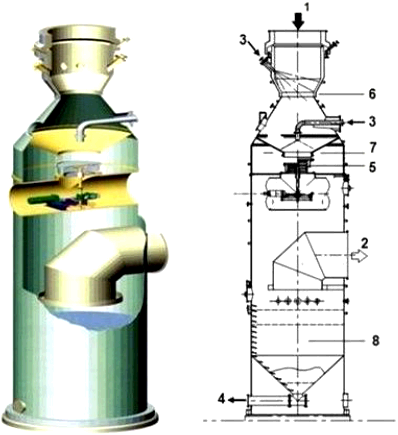
Рисунок Б.26 - Радиальный мокрый скруббер
Мокрые скрубберы используются для охлаждения, насыщения и предварительной очистки газа, например, когда установлены перед мокрыми электрофильтрами. Типичные примеры: скруббер Вентури или радиальный скруббер с регулируемым падением давления. Мокрые скрубберы используются в цветной металлургии в различных технологических процессах, например при производстве меди (а также цинка, свинца и железомарганцевых сплавов) в закрытых печах. Конструкция скруббера основана на соотношении скоростей потоков и объемов газа и жидкости. Эти параметры определяют падение давления во всем скруббере и, таким образом, эффективность фильтрации.
Каскадные мокрые скрубберы или скрубберы Вентури зачастую используются для обеспыливания насыщенных окисью углерода отходящих газов герметичных электродуговых печей; затем этот газ используется как теплотворный газ и выбрасывается в атмосферу после дальнейшей обработки. Они также используются для очистки газов, отходящих от ленточных агломерационных машин, где пыль очень абразивна, но легко смачиваема. Без такой предварительной очистки на скруббере срок эксплуатации рукавного фильтра был бы значительно ограничен, а быстрый износ ткани привел бы к низкой его результативности.
Скрубберы используются, когда характер пыли или температура газа не позволяют применять другие методы очистки, или, когда такой способ пылеудаления наилучшим образом подходит для конкретной пыли. Данный способ также применим, когда газы необходимо удалить вместе с пылью, или, когда использование скрубберов является частью цепочки очистки, например пылеудаление перед подачей газа на сернокислотную установку. Смачивание и улавливание частиц требуют расходования значительного количества энергии.
Мокрые скрубберы должны использоваться совместно с системами контроля давления, потока щелочного раствора и (при очистке кислых газов) показателя рН. Промытый газ должен направляться из скруббера во влагоуловитель.
Опыт показывает, что эффективность работы мокрых скрубберов напрямую зависит от размера частиц и общего потребления ими энергии, в частности после падения давления в зоне улавливания. Кроме того, при равномерном распылении жидкости внутри скруббера одинаковые перепады давления очень часто обеспечивают равную эффективность при улавливании одного и того же вида пыли в скрубберах самой разной конструкции. Таким образом, невозможно спроектировать высокоэффективный мокрый скруббер, который бы потреблял небольшое количество энергии, кроме случаев, когда удаляемая пыль легко смачиваема. Существует ряд различных конструкций высокоэнергетических скрубберов, основанных на принципах радиальной фильтрации, импульсной продувки, вентури или каскадном. Скрубберы применяются в тех случаях, когда другие способы пылеудаления не дают желаемого результата. В общем случае очищенные в мокром скруббере газы впоследствии используются в других процессах (например, в качестве топлива), а не выбрасываются в атмосферу. Они также применяются совместно с мокрым ЭФ с целью охлаждения и очистки газов перед их обработкой на сернокислотных установках или для поглощения кислых газов.
Использованные источники информации : [85], [87], [42], [13].
Б.4.1.7 Обзор методов сокращения выбросов пыли
Обзор методов сокращения выбросов пыли приведен ниже в таблице Б.2.
Таблица Б.2 - Обзор методов удаления пыли
|
Описание |
Межсредовые эффекты |
Эксплуатационные данные (потенциальные проблемы) |
Применимость |
Стимулы к внедрению |
|
Рукавные фильтры |
Нет, если пыль используется повторно |
Засорение, воспламенения, закупорка. Максимальная рабочая температура 250°С |
В основном при хорошем уплотнении и с применением современных фильтрующих материалов |
Высокая результативность для определенных видов пыли. Возможность возвращения пыли в технологический процесс |
|
Мокрый электро- |
Источник |
Обрыв кабелей и короткое замыкание. Максимальная рабочая температура 80°С |
Повышенная результативность для мокрых газов |
Высокая результативность для определенных видов пыли; низкий уровень перепадов давления, но образуются сточные воды |
|
Электро- |
Нет, если пыль используется повторно |
Различные частицы; обрыв кабеля и короткое замыкание. Максимальная рабочая температура 450°С |
В основном при хороших системах контроля и равномерном распределении газа |
Низкий уровень перепадов давления, надежный, низкие эксплуатационные расходы |
|
Мокрые скрубберы |
Источник сточных вод |
Сниженная результативность и засорения. Максимальная рабочая температура на входе 1000°С |
Очистка или предварительная очистка газов перед использованием других методов. Подходит только для некоторых видов пыли. Очистка газов, используемых в качестве топлива или для кислотных установок |
Удаление кислых газов или испарений |
|
Керамические фильтры |
Нет, если пыль используется повторно |
Хрупкость, засорение и закупорка. Для определенных видов пыли. Максимальная рабочая температура 900°С |
Работа в условиях высоких температур |
Очень высокая результативность для определенных видов пыли. Возможность возвращения пыли в технологический процесс |
|
Циклоны |
Нет, если пыль используется повторно |
Низкая результативность. Неэффективны для тонкой пыли Максимальная рабочая температура 1100°С |
Предварительное пылеудаление |
Предварительная очистка газов перед использованием других методов. |
Б.4.2 Методы сокращения выбросов газообразных соединений
Такие газы как NH, SO, SO, HF, HCI и N образуются в ходе многих технологических процессов, например, диоксид серы выделяется в ходе плавки. Существуют методы предупреждения и сокращения выбросов этих газов [90]. Сокращение выбросов зачастую достигается с помощью контроля параметров технологического процесса или регулирования химического состава шлака или штейна. Предотвращение газовых выбросов также может достигаться за счет использования горелок с низким выходом NO и дожигания в печах и других установках сжигания.
образуются в ходе многих технологических процессов, например, диоксид серы выделяется в ходе плавки. Существуют методы предупреждения и сокращения выбросов этих газов [90]. Сокращение выбросов зачастую достигается с помощью контроля параметров технологического процесса или регулирования химического состава шлака или штейна. Предотвращение газовых выбросов также может достигаться за счет использования горелок с низким выходом NO и дожигания в печах и других установках сжигания.
Образующиеся в ходе некоторых процессов органические и металлические компоненты также можно улавливать с помощью аналогичных методов.
Для удаления газообразных компонентов в цветной металлургии используются следующие методы.
Б.4.2.1 Устройства/камеры дожигания
Описание
Горелка-дожигатель, или термический окислитель (ТО) - это система сжигания, в которой загрязняющий агент, содержащийся в отработанных газах, вступает в реакцию с кислородом в контролируемой среде для создания реакции окисления.
Регенеративный дожигатель или регенеративный термический окислитель (РТО) - это система сжигания, которая в рамках процесса регенерации использует термическую энергию газа и углеродистых соединениях, используя огнеупорные слои. Система коллектора для изменения направления потока газа необходима для очистки подложки.
Каталитический дожигатель или каталитический термический окислитель (КТО) - это система сжигания, где разложение происходит на поверхности металлического катализатора при пониженных температурах, как правило, в пределах от 300°С до 400°С.
Техническое описание
Системы сжигания используются в промышленности для окисления оксида углерода, пыли или углеродистых материалов в потоке газа. Применяется несколько типов систем сжигания.
- Высокотемпературные горелки-дожигатели, также именуемые термическими окислителями, где газы нагреваются, как правило, до температуры в пределах от 850°С до 1000°С и выдерживаются в течение минимум 0,5 с (при условии отсутствия хлорсодержащих компонентов), что приводит к деструкции летучих органических углеродистых соединений. Дожигатели используют систему горелок (не обязательно непрерывного нагрева).
- Регенеративные дожигатели, также именуемые регенеративными термическими окислителями (РТО), в рамках процесса регенерации использует термическую энергию газа и углеродистых соединений, используя огнеупорные слои. Для очистки огнеупорного слоя подложки с целью изменения направления газового потока необходима коллекторная система.
- Каталитический дожигатель или каталитический термический окислитель (КТО), где разложение происходит на поверхности металлического катализатора при пониженных температурах, как правило, в пределах от 300°С до 400°С.
- Печи, спроектированные для сжигания отходящих газов, например избыточного оксида углерода, для рекуперации энергии.
- Ствол дымохода или выходная часть печи могут использоваться в качестве дожигателя, если в эту точку подать дополнительный кислород.
С помощью термического окисления дожигающие устройства разрушают органические соединения, включая ПХДД/Ф. Далее необходима дополнительная энергия, что, в свою очередь, в зависимости от источника энергии приводит к выбросам СО, NO и SO.
С практической точки зрения, дожигающие устройства особенно эффективны для разрушения масел и покрытий; при этом могут образовываться органические соединения высокой концентрации. Наличие в печи этих компонентов приводит к выделению большого объема продуктов горения и к снижению времени пребывания в печи и, как следствие, к выделению продуктов частичного сгорания.
Одним из методов удаления ЛОС, ПХДД/Ф, органических и углеродистых частиц или горючих газов, таких как СО или Н, является правильное проектирование, подбор размера и монтаж специализированных установок. При возможности рекомендуется прибегать к рекуперации тепла. К основным условиям эффективного сжигания в дожигающих устройствах относятся следующие:
- Достаточное время пребывания в камере сгорания или регенеративной системе; для обеспечения полного сжигания время должно быть достаточным в среде с достаточным содержанием кислорода. В зависимости от наличия хлорсодержащих компонентов эффективность деструкции на уровне 99% потребует времени нахождения на уровне 2 с при необходимой температуре. Меньшее время нахождения в печи и пониженные температуры также могут привести к полной деструкции ЛОС и ПХДД/Ф, но конкретные значения параметров определяются в каждом конкретном случае, исходя из фактических режимов эксплуатации. Газы при охлаждении должны быстро преодолевать температурный диапазон вторичного образования ПХДД/Ф. Для обеспечения достаточного тепло- и массообмена в зоне горения и для исключения локальных непрогревов необходим турбулентный поток газов. Такая турбулентность обычно обеспечивается при использовании горелок, создающих завихряющееся пламя, и установке дефлекторов в камере сгорания.
- Температурный режим на 200°С-400°С выше температуры самовозгорания наиболее стабильного вещества, следовательно, минимальные рабочие температуры должны превышать 850°С. При содержании в потоке газа хлорсодержащих компонентов, температуру необходимо увеличивать до 1100°С-1200°С, также необходимо использовать быстрое охлаждение отходящих газов для предотвращения формирования ПХДД/Ф.
- Эксплуатация каталитических установок при пониженных температурах. Для работы горелки необходимы турбулентность газа, подача воздуха и источник зажигания. При необходимости можно использовать дополнительное топливо.
- Автоматизированная система управления составом топливовоздушной смеси в горелках для оптимизации горения.
- Демонстрация результативности совместного применения оборудования, температурных режимов и времени пребывания в печи для подтверждения эффективной деструкции материалов, присутствующих в сырьевом газе.
Использованные источники информации : [85], [42], [91], [92], [93], [13], [41].
Б.4.2.2 Системы мокрой очистки
В процессе мокрой газоочистки газообразные компоненты растворяются в растворе. После мокрого скруббера отходящие газы насыщаются водой и перед выбросом отходящих газов в атмосферу их необходимо пропустить через влагоуловитель. Образующаяся жидкость очищается на водоочистных сооружениях, а нерастворимые частицы улавливаются с помощью осаждения или фильтрации.
Техническое описание
Системы мокрой газоочистки используются для удаления газообразных компонентов при их небольшом содержании, в основном для удаления частиц, но также для контроля температуры (с помощью адиабатного охлаждения). И хотя основная технология, используемая в таких установках зачастую одинакова, проектные решения систем улавливания пыли и газообразных компонентов существенно различаются. Системы мокрой газоочистки, как правило, используются для всех трех сред (воздух, вода, почва) одновременно, поэтому проектное решение должно быть компромиссным и учитывать межсредовые эффекты, например в зависимости от характеристик конкретного процесса возможно увеличение объема стоков.
В скрубберах используются различные жидкости, от морской воды до щелочных растворов. Выбор параметров для контроля результативности работы скруббера определяется конкретным его применением. Среди таких параметров могут быть: перепад давления и скорость потока скрубберной жидкости, температура, мутность, проводимость и рН. Высока вероятность межсредовых эффектов, что необходимо учитывать в каждом конкретном случае.
К методам удаления низкоконцентрированного диоксида серы (менее 1%) и других образующихся газов, таких как HF и HCI относится правильное проектирование, подбор размера и монтаж специализированных установок.
Мокрые скрубберы должны использоваться совместно с системами мониторинга давления, потока скрубберной жидкости и рН, и на выходе из скруббера газ должен поступать в туманоотделитель. Слабокислые растворы, получаемые в ходе очистки, следует использовать повторно, если возможно - восстанавливать или использовать для снижения сбросов загрязняющих веществ в водные объекты.
Использованные источники информации : [94], [95], [42], [13].
Б.4.2.3 Скрубберы сухой и полусухой очистки
В поток отработанных газов добавляется и диспергируется сухой порошок или суспензия/раствор щелочных реагентов. Материал реагирует с газообразными компонентами серы и формирует твердые частицы, которые удаляются фильтрацией (рукавными или электрофильтрами). Эффективности системы газоочистки повышается при использование реакционной колонны.
Техническое описание
Методы абсорбции, такие как скрубберы сухой очистки, используются для поглощения кислых газов и металлических или органических соединений. Зачастую в обоих случаях используются известь, гидроксид магния, известняк, окись цинка и глинозем. В других странах используются двухщелочные скрубберы. Для удаления металла (ртути) и органических веществ используется активированный уголь (или кокс), который в этом случае обычно более эффективен.
Абсорбция обеспечивается с помощью насадочного скруббера башенного типа или за счет введения реагента непосредственно в струю газа с последующим использованием реакционной колонны. После этой стадии для улавливания частично отработанного скрубберного материала чаще всего используются рукавные фильтры, которые также представляют собой дополнительную поверхность для дальнейшей абсорбции. Скрубберный материал можно несколько раз использовать повторно в системе скрубберов для максимального использования его абсорбционной способности. Глинозем и окись цинка затем используются в основном технологическом процессе. Фториды, абсорбированные глиноземом, отделяются с помощью электролиза.
Помимо скрубберов сухой очистки могут использоваться и полусухие системы. В этом случае пастообразная суспензия реагента (как правило, извести) подается в ректор вместе с потоком газа. Вода выпаривается, при условии, что температура газа достаточно высокая, а газообразные компоненты вступают в реакцию с частицами абсорбента. Отработанные частицы в последующем удаляются из газового потока. Сухие скрубберы зачастую менее эффективны, чем скрубберы полусухой или мокрой очистки, особенно при работе с менее химически активными газами, например SO. Эффективность абсорбции зависит от активности реагента, и поставщики извести нередко могут производить материалы под конкретные условия применения.
Когда эти процессы используются для удаления SO, они называются методами десульфуризации отходящих газов (МДГ). Они применяются для снижения содержания SO в газах анодных печей и других источников слабо концентрированного диоксида серы, а также для очистки конечных газовых выбросов сернокислотной установки. При использовании скрубберов мокрой очистки образуется гипс, который при определенных условиях может быть продан.
К эффективным методам удаления низкоконцентрированного диоксида серы (менее 1%) и других образующихся газов, таких как HF и HCI, относится правильное проектирование, подбор размера и монтаж специализированных установок. Скрубберы сухой очистки, использующие активированный уголь, относятся, прежде всего, к методам извлечения органических веществ, таких как ПХДД/Ф, или ртути. В зависимости от области применения скрубберов должны использоваться следующие методы (один или несколько).
- Скрубберы сухой и полусухой очистки должны быть оборудованы соответствующими камерами смешивания и реакторами.
- Твердые частицы, образующиеся в ходе реакции, должны улавливаться рукавным фильтром или ЭФ.
- Частично отработанный агент, используемый в скруббере, может повторно использоваться в реакторе.
- Отработанный агент, используемый в скруббере, по возможности необходимо использовать в основном технологическом процессе. Например, это относится к глинозему и окиси цинка.
- Если образуются испарения, то скрубберы полусухой очистки должны быть оборудованы туманоотделителем.
Использованные источники информации : [94], [95], [42], [13], [41].
Б.4.2.4 Системы использования отходящих газов
Помимо использования различных скрубберных систем, описанных выше, для удаления газообразных компонентов в цветной металлургии широко используются системы утилизации газов, присутствующих в технологических газовых потоках.
Техническое описание
HCI может абсорбироваться водой, a SO и NO могут абсорбироваться водой или перекисью водорода.
Можно привести следующие примеры методов, используемых в цветной металлургии, для достижения закрытого цикла обращения некоторых материалов.
- Цикл соляной кислоты: в процессах, использующих растворение, где соляная кислота (HCI) применяется вместе с избыточными хлоридами. При испарении и улавливании в воде получается азеотропная кислота (в концентрации около 20% от веса). Ее можно повторно использовать в различных стадиях технологического процесса.
- Цикл азотной кислоты: серебро и палладий зачастую растворяются в азотной кислоте (HNO). Существенное количество отходящих газов (NO и NO) улавливается с помощью кислорода или перекиси водорода в специальных каскадных скрубберах. Длительное время, необходимое для окисления небольшого количества NO и снижения абсорбции газа с помощью экзотермической реакции, приводит к возникновению ряда проблем. Поэтому необходимы системы охлаждения и несколько комбинированных скрубберов для получения заданных показателей и во избежание выделения из колонны коричневых испарений. Полученная из первого скруббера азотная кислота зачастую имеет концентрацию около 45% и может быть использована повторно в нескольких процессах. Если постоянно наблюдаются повышенные концентрации NO, остаточные оксиды азота могут извлекаться с использованием катализаторов путем селективного или неселективного каталитического восстановления [96].
- Цикл хлора: хлор используется в процессах мокрой очистки для растворения металлов и в процессе хлорного отбеливания при повышенных температурах. В обоих случаях используются закрытые системы, например сифонные трубы с водой и герметичные электролитические ванны. Газообразный хлор можно либо улавливать, либо использовать для производства раствора гипохлорита. Гипохлорит также применяется в качестве окисляющего агента в скрубберных растворах, используемых в различных процессах очистки.
- Цикл хлорида аммония (нашатыря): относительно низкая растворяемость хлорида аммония (NHCI) в выпаренных растворах при комнатной температуре делает возможным повторное использование кристаллов этой соли.
Использованные источники информации : [94], [95], [13].
Б.4.2.5 Кислородно-топливное сжигание
Данный метод предусматривает замещение воздуха, подаваемого для поддержания горения, кислородом с последующим исключением/уменьшением термического образования NO из азота, поступающего в печь. Остаточное содержание азота в печи зависит от чистоты подаваемого кислорода, качества топлива и возможного попадания воздуха.
Техническое описание
В производственных процессах обычно используются высокие температуры, но они также связаны и с использованием кислорода. При этом снижается парциальное давление азота в пламени, а также уменьшается образование оксидов азота, если в очень горячих зонах нет больших количеств азота. По имеющимся данным типичные уровни выбросов оксидов азота при производстве вторичной меди составляют от 20 до 400 мг/м в зависимости от типа печи и режима работы. Для снижения образования NO при внедрении высокоэффективных процессов (например, Contimelt) на местах необходимо обеспечить требуемое соотношение потребления энергии и достигнутого значения концентрации в выбросах. В других печах, например печах для производства вторичного алюминия, в которых применяются кислородно-топливные горелки, также можно уменьшить образование NO до значений концентрации в диапазоне от 50 до 500 м.
Использование чистого кислорода в горелке позволяет снизить парциальное давление азота в пламени и, соответственно, уменьшить термическое образование NO. При обогащении дутья кислородом в горелке или возле нее или при значительном поступлении воздуха в печь более высокая температура газа может стать причиной увеличения термического образования NO. В этом случае можно добавить кислород в зону после горелки, чтобы уменьшить данный эффект и поддержать скорость плавления. В таблице Б.3 приведены значения концентрации выбросов NO для некоторых процессов производства вторичной меди, используемых на ряде предприятий, расположенных на территории Евросоюза.
Таблица Б.3 - Выбросы оксидов азота при некоторых технологических процессах [18], [97], [53], [276, French PCDD/F Report 2008]
|
Предприятие |
Источник выбросов |
Диапазон NO |
Примечание |
|
Aurubis, Люнен, Германия Вторичная медь |
Печь для выплавки медных анодов |
100-350 |
Верхнее значение соответствует величине предельно допустимого выброса |
|
Aurubis, Люнен, Германия Вторичная медь |
Печь KRS |
10-100 |
Кислородно-топливная |
|
Brixlegg, Австрия Вторичная медь |
Шахтная печь |
21-300 |
Кислородно-топливная |
Кислородно-топливное горение - это метод, который можно применить в большинстве используемых процессов горения и пирометаллургических процессов. Максимальная выгода от применения этого метода достигается на новых установках, когда топочную камеру и системы снижения выбросов можно также спроектировать на меньшие объемы газа. Этот метод можно также применять на существующих установках, которые во многих случаях можно модернизировать.
Использованные источники информации : [18], [97], [53], [98].
Б.4.2.6 Методы удаления углеводородов и ЛОС
Технологии, используемые для удаления или разрушения ЛОС, предусматривают применение дожигающих устройств (см. Б.4.2.1 и Б.4.2.1), скрубберов мокрой очистки (см. Б.4.2.2), скрубберов сухой очистки (см. Б.4.2.3) биофильтров и биоскрубберов.
Биофильтр состоит из слоя органического материала, в котором загрязняющие вещества из отходящих газов подвергаются биологическому окислению природными микроорганизмами.
Биоскруббер сочетает мокрую очистку газов (абсорбцию) и биологическое разложение, вода для мокрой очистки содержит популяцию микроорганизмов, способных окислять вредные компоненты, содержащиеся в газах.
Техническое описание
Общие летучие органические соединения (ОЛОС) и летучие органические соединения (ЛОС) образуются вследствие неполного сгорания и во время разных операций, таких как хранение углеводородов, удаление СО и углеводородов, образовавшихся в ходе технологических операций, обезжиривания деталей, процессов извлечения растворителем, а также вследствие испарения из резервуаров для хранения растворителей и топлива. Вещества могут быть ароматическими, алифатическими, хлорорганическими или на водной основе. У них разная экологическая токсичность, и это необходимо учитывать, чтобы выбрать наименее опасный материал и определить правильную систему подавления выбросов для каждого конкретного объекта. Для предотвращения выбросов используются защитные оболочки, можно также использовать смесители/осадители для сведения к минимуму контакта с воздухом. Из отработанных газов необходимо извлекать и удалять пары растворителей и топлива.
При одновременном присутствии разных видов углеводородов используются сочетания доступных методов. Также используются биофильтры и реакторы [99]. Кроме того, используются газоуловители с активированным углем, системы с камерами охлаждения/конденсации, позволяющие улавливать материалы для вторичного использования. Например, в одном из технологических процессов для удаления паров растворителей воздух вентиляционной системы охлаждается, за счет чего обеспечивается снижение содержания растворителя до уровня 0,2 кг на т произведенного кобальта. Выбросы ЛОС могут образовываться при доставке растворителей и т.п. Для минимизации выбросов ЛОС используется деаэрация вытесненных газов.
По возможности следует использовать рекуперацию тепла.
Выбросы ЛОС могут образовываться в результате загрузки в печи материалов, загрызенных маслами. Выбросы ЛОС могут также происходить при обезжиривании или при извлечении веществ растворителем.
Использованные источники информации : [18], [100], [42], [45], [52], [13], [41], [101].
Б.4.3 Методы сокращения выбросов диоксинов
В данном справочнике НДТ для диоксинов и фуранов используется общее сокращение ПХДД/Ф.
К числу рассматриваемых методов относятся как первичные методы (например, улучшение условий сгорания, удаление органических соединений из подаваемого сырья или модификация систем загрузки печей), так и методы "на конце трубы", то есть технологии очистки в конце производственного цикла (например, эффективная фильтрация пыли, введение активированного угля или применение дожигающих устройств).
Техническое описание
ПХДД/Ф образуются при реагировании газообразных фаз с хлорорганическими прекурсорами. Источники углерода есть повсюду, поэтому для образования ПХДД/Ф достаточно даже малых количеств хлора в сырье (30-300 промилле в обычных рудах и несколько промилле в металлах) или в топливе (например, промышленный кокс содержит примерно 0,05 весовых процента хлора). Среди процессов, тяготеющих к образованию ПХДД/Ф, можно назвать процессы горения, спекания руд, плавки металлов и, соответственно, пирометаллургические процессы. Первоначальный синтез основной части ПХДД/Ф происходит при прохождении охлаждаемого отходящего газа через температурный интервал примерно от 40°С до 200°С в присутствии углерода, хлора, кислорода и каталитически активного металла, например меди.
К основным источникам образования ПХДД/Ф в цветной металлургии относятся следующие [102]:
- производство вторичной меди, алюминия и свинца (очень загрязненные исходные материалы, содержащие хлористые и органические соединения, ненадлежащие рабочие условия или газоочистки);
- плавка и легирование металлов, в частности в присутствии меди и при нагреве газа в субстехиометрических условиях.
Незначительными источниками образования ПХДД/Ф являются:
- литейные цеха;
- производство вторичной меди (с использованием чистых исходных материалов, при оптимальной технологии работы и (или) очистке отходящих газов).
К малоизвестным источникам относятся:
- другие агломерационные процессы, поскольку они применяются для руд цветных металлов в относительно небольшом масштабе;
- источники, которые, скорее всего, являются пренебрежимо малыми, включают процессы с использованием хорошо продуманного и правильно применяемого метода теплового катализа или каталитической обработки продуктов сгорания или денитрификации, но без последующей рекуперации тепла.
Однако образование и объем выбросов ПХДД/Ф с отходящими газами зависит не только от используемого топлива и обрабатываемых материалов (например, металлов с каталитическими свойствами), но и, главным образом, от управления технологическим процессом (условий массопереноса), а также от параметров отходящих газов (например, температуры, продолжительности обработки в разных температурных интервалах, содержания SO). ПХДД/Ф также образуются в процессах производства металлов, предусматривающих хлорирование, например при электролитическом производстве магния из морской воды и доломита.
Цветная металлургия в больших объемах использует в качестве вторичного сырья металлолом, поставляемый ломоперерабатывающими предприятиями. Хотя и существуют согласованные сорта металлолома, содержащиеся в ломе примеси могут приводить к образованию ПХДД/Ф при неполном сгорании или вследствие первичного синтеза. Присутствие ПХДД/Ф в пыли электродуговых печей и присутствие полихлорированных бифенилов в ломе трансформаторов и других материалах формирует прямые источники ПХДД/Ф.
Присутствие масел и других органических материалов в металлоломе или иных источников углерода (в частично сгоревшем топливе и восстановителях, например в коксе) может стать причиной образования мелких частиц сажи, которые при реакции с неорганическими хлоридами или с органически связанным хлором в температурном интервале от 250°С до 500°С образуют ПХДД/Ф. Катализаторами данного процесса, известного как "синтез с нуля" (первичный синтез) являются такие металлы, как медь или железо. Предварительная сортировка или обработка сырья с целью минимизации содержания в нем прекурсоров или органических веществ является важной мерой предотвращения образования ПХДД/Ф.
Есть информация о том, что высокие уровни содержания SO подавляют первичный синтез в установках для сжигания бытового мусора, в которых образование являющегося катализатором первичного синтеза СuCl подавляется за счет образования СuSO [103]. Этот эффект можно попробовать применить в цветной металлургии, и он также может повлиять на последовательность удаления SO.
Хотя ПХДД/Ф и разрушаются при высоких температурах (выше 850°С) в присутствии кислорода, процесс первичного синтеза все еще возможен, так как газы при охлаждении проходят через соответствующий температурный интервал. Этот интервал может быть характерен для систем очистки выбросов и зон охлаждения в печах, например в зоне загрузки исходных материалов. При проектировании систем охлаждения необходимо соблюдать осторожность и минимизировать продолжительность обработки в таком температурном интервале, чтобы предотвратить первичный синтез. В горячих газах должно присутствовать достаточное количество кислорода, и для обеспечения полного сгорания можно вводить кислород. ПХДД/Ф легко поглощаются твердыми веществами и, соответственно, могут легко впитываться, например, пылью, твердыми веществами, осаждающимися в скрубберах, и пылью в фильтрах.
Ниже приведены возможные методы снижения выбросов ПХДД/Ф.
- Метод с применением активированного угля: активированный уголь, добавляемый в гашеную известь (или известь, двууглекислую соду и т.п.), зарекомендовал себя в качестве эффективного абсорбента на заводах по производству вторичного алюминия, где в качестве исходного материала используется сырье, содержащее металл с органическими примесями. Активированный уголь также используется в производстве первичной меди, где необходимо извлечение других металлов, мелкозернистый активированный уголь связывает ПХДД/Ф и затем удаляется рукавными или электростатическими фильтрами. Количество и состав добавок в значительной мере зависят от характеристик процесса, а также от происхождения и состава исходных материалов. Для снижения расхода абсорбентов полезным может быть полный или частичный возврат отфильтрованной пыли в процесс. Кроме того, потребность в адсорбенте необходимо отрегулировать в зависимости от выбросов завода. Для определения расхода сорбента и подбора оптимальных растворов их нужно отдельно тестировать для каждой применяемой технологии плавления.
- Условия сгорания: улучшение условий сгорания может предусматривать: подачу обогащенного кислородом воздуха или чистого кислорода, улучшенное перемешивание кислорода с горючими веществами, а также повышение температуры горения или длительности обработки при высоких температурах.
- Сжигание продуктов горения или применение устройств дожигания: сжигание отходящих газов с последующим быстрым охлаждением горячего газа сводит к минимуму образование ПХДД/Ф. Также существуют системы каталитического окисления для разрушения ПХДД/Ф.
- Снижение содержания органических веществ: удаление органических загрязнителей (например, машинного масла, покрытий) из исходного материала также помогает снизить образование ПХДД/Ф.
- Подача кислорода в верхнюю зону печи: применяется в случае отсутствия места для установки дожигающего устройства. Существуют некоторые ограничения по достигаемой степени смешения газов, но общие результаты приемлемы.
- Модификация систем загрузки сырья в печи: были произведены изменения, позволяющие подавать сырье в полузакрытые печи небольшими, равными порциями. Эта мера позволяет уменьшить охлаждение печи во время загрузки, поддерживать повышенную температуру газа, оптимизировать процесс и предотвратить повторное образование ПХДД/Ф [30].
- Высокоэффективная система фильтрации, позволяющая удалять не только пыль, но и ПХДД/Ф. ПХДД/Ф могут поглощаться пылью, поэтому фильтрация является высокоэффективным методом их удаления. Есть информация, что существуют тканевые фильтры со специальным каталитическим слоем.
Использованные источники информации : [26], [18], [104], [53], [98], [105].
Б.4.4 Методы сокращения выбросов диоксида серы
Б.4.4.1 Применяемые процессы и методы
Можно провести различие между методами, применяемыми для сокращения выбросов SO в отходящих газах с содержанием SO менее 1%, и в газах с более высоким содержанием SO.
Методы очистки газов с содержанием диоксида серы менее 1%
1) Введение извести перед подачей очищаемых газов в рукавный фильтр.
2) Получение бисульфита натрия путем реакции низкоконцентрированных газов с сульфитом натрия и водой. Из полученного раствора может быть выделен концентрированный диоксид серы, а также получен жидкий диоксид серы и иные продукты, такие как сера (регенерационный процесс Веллмана Лорда).
3) Скрубберная очистка поглощающим диоксид серы растворителем на основе амина или полиэфира; полученный промежуточный продукт затем подвергается десорбции и направляется на сернокислотную установку или удаляется за счет реакции с водой для получения серной кислоты или жидкого диоксида серы.
4) Получение серной кислоты окислением с помощью перекиси водорода.
5) Получение серной кислоты окислением с помощью активированного угля.
6) Десульфуризация отходящих газов в сухом или полусухом скруббере с применением извести, соды (NaHCO) или мокрого известкования и с получением гипса или иных продуктов десульфуризации. Данный метод широко используется на электростанциях.
7) Двойная щелочная очистка на скруббере с абсорбцией каустической содой и осаждением гипса.
8) Очистка в скруббере морской водой.
9) Абсорбция оксидом алюминия с осаждением гипса (процесс Дова).
10) Очистка на скруббере с помощью Мg(ОН) и с кристаллизацией сульфата магния.
11) Очистка на сухом или мокром скруббере с помощью оксида цинка с получением сульфида или сульфата цинка, который может перерабатываться на этапе цинкового выщелачивания.
Методы очистки с более высоким (>1%) содержанием диоксида серы
Диоксид серы образуется в более высоких концентрациях при спекании, обжиге и плавке широкого спектра сульфидных руд и концентратов. Производимые металлы - медь, никель, свинец, цинк, молибден и ряд комбинаций из нескольких металлов. Ниже приведено описание методов переработки газов с более высоким содержанием диоксида серы.
- Абсорбция диоксида серы в холодной воде (например, в холодной морской воде) с последующей вакуумной газоочисткой и получением жидкого диоксида серы. Данный процесс используется наряду с применением сернокислотной установки для извлечения не растворившегося диоксида серы. Целесообразность производства жидкого диоксида серы определяется наличием местного рынка для этого продукта.
- Производство серной кислоты. Хорошо отработанной химической технологией производства серной кислоты является процесс, основанный на получении диоксида серы при сжигании серы. Работающие на этом методе установки эффективны при постоянной высокой концентрации газа; в силу этого для них сокращается количество технологических ограничений.
Отходящие газы плавильной печи очищаются, охлаждаются и могут быть направлены на сушку, как показано на рисунке Б.27 (см. также пункт 4.4.11 [106]). Диоксид серы в газе затем конвертируется в триоксид серы с помощью контактного процесса, предусматривающего прохождение газа через слой катализатора пятиоксида ванадия. Иногда к катализатору добавляют оксид цезия, который повышает эффективность процесса, в особенности при низкой или непостоянной концентрации SO или при низкой температуре. Конструкция установки должна предусматривать возможность эксплуатации при более низких температурах (в зависимости от эффективности теплообменных процессов). См. пункт 4.4.4 [106]. Для повышения эффективности преобразования в одноконтактных установках и в двухконтактных/двухабсорбционных установках используются улучшенные катализаторы [106].
Рисунок Б.27 - Типичная схема газоочистки для сернокислотной установки
В одноконтактных установках газ проходит через серию из трех или более слоев катализатора для получения высоких значений коэффициента нейтрализации. Получение триоксида серы является экзотермическим процессом, и, если содержание диоксида серы достаточно высоко для выработки значительного количества тепла, газ приходится охлаждать после каждого цикла. В случае низкого содержания диоксида серы после каждого цикла может оказаться необходимым подогрев. Полученный триоксид серы затем абсорбируется в 98%-ной серной кислоте, которая далее разбавляется для получения серной кислоты.
Мокрый процесс получения серной кислоты основан на конденсации кислоты (а не на абсорбции), что особенно подходит для газов, содержащих от 1% до 4% SO. Значение коэффициента нейтрализации может доходить до 99%.
Наличие триоксида серы препятствует процессу нейтрализации диоксида серы, поэтому для повышения эффективности нейтрализации диоксида серы при достаточно высоком его содержании в обрабатываемых газах чаще всего используется процесс двойного контактирования/двойной абсорбции. В этом случае триоксид серы абсорбируется в 98%-ную серную кислоту после второго или третьего цикла, обеспечивая нейтрализацию больших объемов диоксида серы на последующих циклах процесса. Далее следует этап абсорбции триоксида серы. Применение процесса двойного контактирования/двойной абсорбции повышает эффективность удаления диоксида серы с 98% до >99,7% [54]. Также сообщалось, что в случае, если конструкция установки допускает работу при более низких температурах (в зависимости от результативности работы теплообменника), значение этого показателя можно повысить до более чем 99,9% с помощью катализатора с добавкой цезия [29]. При особых условиях значение коэффициента нейтрализации может доходить до 99,97% [107]. Активность катализатора снижается в результате его старения, что может привести к сокращению значения коэффициента нейтрализации на 0,1% за три года работы [106]. Схема процесса двойного контактирования/двойной абсорбции приведена на рисунке Б.28.
Рисунок Б.28 - Типичная сернокислотная установка двойной абсорбции
Нейтрализация с помощью двойного контактирования/двойной абсорбции сложная и дорогая, но можно использовать установку однократного контактирования с десульфуризацией конечного газа для достижения более низких значений остаточных концентраций SO. Для внешних продаж может производиться гипс или, как вариант, сульфит (или сульфат) цинка, который может использоваться на этапе выщелачивания цинка. Эти варианты способствуют энергосбережению и снижению образования производственных отходов, но затраты следует сравнивать с затратами на нейтрализацию с учетом местных условий. Если рынок гипса отсутствует, нужно учитывать расходы на захоронение гипса.
Для защиты катализатора и производства чистой кислоты перед применением контактного метода важна очистка от пыли. Это сокращает концентрации в производимой кислоте большинства металлов, например цинка, до приемлемых уровней и предотвращает загрязнение катализатора. Предварительная обработка газового потока, как правило, предусматривает несколько этапов в зависимости от присутствующих загрязняющих веществ. Этапы очистки могут включать охлаждение с рекуперацией тепла, высокотемпературный электрофильтр, скруббер для удаления ртути и т.д. и мокрый электрофильтр. Получаемая на этапе газоочистки слабоконцентрированная кислота обычно содержит от 1% до 50% HSO. В ней также присутствуют галогениды в виде HCI (10-5000‰) и HF (10-1000‰, включая HSiF ). Кислота может также содержать такие металлы, как медь, цинк и железо (до 2500‰ каждого металла), ртуть (до 1900‰) и свинец (до 50‰). Мышьяк может присутствовать на уровне до 10000‰. В зависимости от состава шихты, подаваемой на плавку, в кислоте могут также присутствовать и иные элементы, такие как алюминий, никель, хром, кадмий, висмут, сурьма и проч. Слабоконцентрированная кислота будет также насыщена SO (как правило, от 2000 до 5000‰ в зависимости от концентрации SO). Такая кислота может расщепляться, а газы, направляемые на сернокислотную установку, могут нейтрализоваться для получения гипса с целью продажи, или обрабатываться и утилизироваться, а также использоваться в ряде процессов, например при выщелачивании.
). Кислота может также содержать такие металлы, как медь, цинк и железо (до 2500‰ каждого металла), ртуть (до 1900‰) и свинец (до 50‰). Мышьяк может присутствовать на уровне до 10000‰. В зависимости от состава шихты, подаваемой на плавку, в кислоте могут также присутствовать и иные элементы, такие как алюминий, никель, хром, кадмий, висмут, сурьма и проч. Слабоконцентрированная кислота будет также насыщена SO (как правило, от 2000 до 5000‰ в зависимости от концентрации SO). Такая кислота может расщепляться, а газы, направляемые на сернокислотную установку, могут нейтрализоваться для получения гипса с целью продажи, или обрабатываться и утилизироваться, а также использоваться в ряде процессов, например при выщелачивании.
В процессе производства серной кислоты до этапа контактирования удаляются вся остаточная пыль и все металлы, чтобы они не попадали в получаемую кислоту. Удаление пыли и металлов перед процессом контактирования (см. рисунок Б.27) означает, что эти компоненты остаются в выбрасываемых в воздух газах в незначительных количествах [18]. В дымовую трубу в составе конечного газа могут также выбрасываться кислотные испарения, и при необходимости для очистки от этих испарений может применяться свечной фильтр или мокрый скруббер. Сообщается, что при высоком содержании в очищаемых газах фтористых соединений снижается эффективность очистки паров в свечных фильтрах [13] (см. также [106]).
Любые оксиды азота, присутствующие в газах, перерабатываемых на сернокислотных установках, абсорбируются в получаемую кислоту. При их высокой концентрации получается бурая кислота, что может быть неприемлемо для потенциального клиента. Отсюда возникает проблема с возможной продажей. Для обесцвечивания бурой (из-за присутствия органических соединений) серной кислоты может использоваться перекись водорода.
Управление процессом на основании измерения уровня SO в отходящих газах приводит к замедленной реакции. В цветной металлургии в качестве параметра управления процессом можно брать уровень кислорода, однако при этом управление режимами сернокислотной установки сложнее, чем при сжигании серы [18].
В [55] также приводится описание технологий удаления диоксида серы из отходящих газов печей для плавки цветных металлов (в дополнение к технологиям, описанным в [106]).
Б.4.4.2 Двухконтактные/двухабсорбционные сернокислотные установки, работающие при изменяющихся характеристиках обрабатываемых газов
В рамках этого процесса содержащийся в газе диоксид серы преобразуется в триокись серы при прохождении через слой катализатора - пятиокиси ванадия. Иногда в катализатор добавляется оксид цезия, который повышает эксплуатационные характеристики, особенно при низкой концентрации SO или при низкой температуре. Используются установки с одинарным и двойным контактированием/двойной абсорбцией; последние используются чаще.
Двухконтактная/двухабсорбционная сернокислотная установка включает газоочистную и промывочную секции и четырехслойную контактную установку. В ней используется современный катализатор с добавлением оксида цезия.
Подробные данные об этом типе установок приведены в [55].
Б.4.4.3 Модернизированные сернокислотные установки, перерабатывающие газы с низкими исходными концентрациями SO
, образующиеся при производстве цветных металлов
Для обработки отходящих газов печи взвешенной плавки и конвертирования Outotec используется двухконтактная/двухабсорбционная сернокислотная установка при концентрации SO в подаваемом на вход установки газе 30%-40%. В установке используется четыре слоя и предусмотрена промежуточная абсорбция после третьего слоя. Применяется современный катализатор. Имеется система рекуперации тепла в виде пара после прохождения первого контакта.
На других установках данного типа в Европе используются пятислойные контрактные аппараты. Достигнуто значительное снижение концентрации SO (в среднегодовом исчислении с 60 до 150 мг/м SO в остаточном газе) до очистки остаточного газа на скруббере. Ряд европейских предприятий сообщает, что их нагрузка ниже расчетной производительности.
Подробные данные об этом типе установок приведены в [55].
Б.4.4.4 Производство жидкого диоксида серы из высококонцентрированных газов
Диоксид серы поглощается холодной водой (например, холодной морской водой), затем производится извлечение газа в вакууме и рекуперация в виде жидкого диоксида серы. Данные процессы используются на сернокислотных установках для извлечения нерастворенного сернистого газа. Возможность производства жидкого диоксида серы зависит от наличия местного рынка. Схема процесса производства жидкого диоксида серы приведена на рисунке Б.29. Жидкий диоксид серы также производится с использованием криогенного процесса.
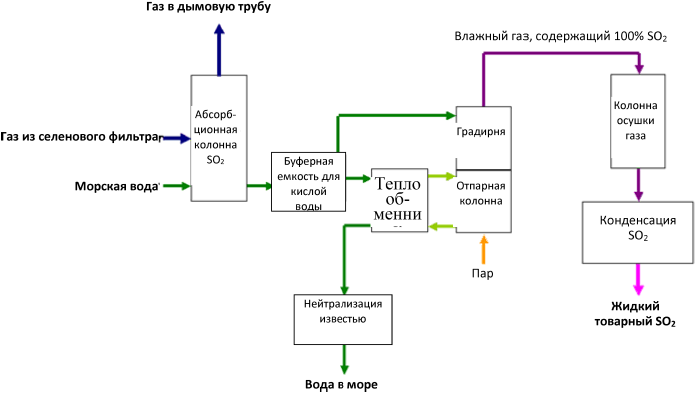
Рисунок Б.29 - Схема процесса производства жидкого диоксида серы
Б.4.4.5 Использование десульфуризации для низкоконцентрированных отходящих газов
Применение скрубберов сухой и полусухой очистки (см. Б.4.2.3) для удаления SO известно как общий метод десульфуризации отходящих газов (МДГ).
Одним из наиболее распространенных методов МДГ является вдувание извести.
По имеющейся информации в некоторых случаях (например, в установках вельц-печах или печах ISF с использованием вельц-оксидов) применяется другая система МДГ, включающая скруббер, абсорбер и систему обеспечения контакта газа с циркулирующей суспензией извести. В прямоточном скруббере производятся охлаждение, увлажнение и частичная десульфуризация газов. За скруббером установлена противоточная абсорбционная колонна для снижения конечной концентрации SO до уровня ниже требуемого.
Газы, содержащие сернистый газ, проходят обработку на МДГ установке, в которой в качестве сорбента для SO применяется суспензия карбоната кальция (известь, <40 мкм) для производства чистого гипса. Газы охлаждаются, затем из них в тканевом фильтре удаляется пыль, после чего они поступают в систему десульфуризации. После десульфуризации газы направляются в двухступенчатый каплеуловитель и затем выбрасываются в трубу. Из суспензии на выходе процесса МДГ извлекается гипс, поступающий затем на продажу.
В данном случае циркулирующая суспензия извести откачивается из отдельных резервуаров, оборудованных механическими перемешивателями; резервуар скруббера также оборудован системой аэрации. Размер резервуаров подобран так, чтобы весь поглощенный SO прореагировал с суспензией СаСО, все сернистые соединения окислились до сульфатов, и образовался крупнокристаллический осадок синтезированного гипса CaSO·2HO. Для улучшения окисления сульфитов до сульфатов в резервуар скруббера через пневмогидравлический аэратор подается сжатый воздух. Содержащий сульфат кальция (гипс) прореагировавший шлам с первой ступени абсорбции направляется в систему фильтрации. После дегидратации в фильтрующем прессе гипс выгружается в контейнер для хранения, расположенный под прессом, откуда он транспортируется на склад, а затем поступает на продажу.
Эти процессы применимы для новых установок. При использовании существующего газоочистного оборудования с рукавными фильтрами, предназначенными для удаления технологической пыли, его можно применить для улавливания гипса, если это позволяет пропускная способность фильтра. Когда фильтр уже используется, возможно прямое вдувание, если это позволяют температура, содержание влаги и время контактирования. Существующей фильтровальной установки может оказаться недостаточно, поскольку количество пыли резко возрастает, соответственно, может потребоваться его замена.
Система МДГ, используемая в установках вельц-печей и печах ISF с применением вельц-оксидов, применима для всех процессов, в которых содержание SO на входе процесса МДГ составляет 2-15 г/м (примерно 0,05-0,5%) при условии, что существует рынок для производимого гипса.
Использованные источники информации : [108].
Б.4.4.6 Абсорбция/десорбция с использованием растворителя на полиэфирной основе для извлечения серы из слабо концентрированных газов (<1%)
Для минимизации атмосферных выбросов SO, как от топлива, так и от рудных концентратов, и для рекуперации энергии в виде тепла и окиси углерода, используется электростанция в сочетании с одноконтактной сернокислотной установкой и процессом рекуперацией сернистого газа.
Для отходящих газов шахтных печей для плавки меди характерны относительно высокая концентрация окиси углерода (около 10%) и технологическое тепло. Соответственно, отходящие газы являются ценным источником энергии, но при этом они также содержат SO. Газы направляются на местные электростанции для использования в качестве дополнительного топлива и рекуперации тепла. Таким образом, отходящие газы на электростанции содержат SO, как из печных газов, так и из топливных, и поэтому подвергаются дальнейшей очистке на абсорбционно-десорбционной установке с использованием полиэфирных материалов, который используется в процесс абсорбции/десорбции для получения газа с повышенной концентрацией SO.
Этот газ преобразуется в серную кислоту на одноконтактной установке. Концентрация SO в отработанных газах на выходе данного процесса перед выпуском в атмосферу составляет менее 200-600 мг/м [56].
Отходящие газы из плавильной печи после конвертирования содержат SO в концентрации от 5% до 12 %. Они очищаются и смешиваются с концентрированным газом с абсорбционно-десорбционной установки на полиэфирных материалах, концентрация SO в них доводится до 12%, после чего они направляются на сернокислотную установку. Данная установка производит серную кислоту и отходящие газы, содержащие SO в концентрации 6-8 г/м, которые направляются в абсорбционно-десорбционную установку на полиэфирных материалах для рекуперации.
Использованные источники информации : [56].
Б.4.5 Методы сокращения выбросов ртути
Ртуть быстро испаряется при температурах, используемых в большинстве процессов систем газоочистки, соответственно, для ее удаления могут потребоваться другие технологии [22], [109].
В случае удаления ртути перед подачей газа на сернокислотную установку в производимой кислоте будет присутствовать остаточная ртуть. По принятым в ЕС техническим требованиям на продукцию ее содержание в норме должно быть <0,1 до 0,5 промилле, что эквивалентно содержанию ~0,02 мг/м в очищенном газе. По имеющейся информации все нижеперечисленные процессы обеспечивают достижение этого уровня.
- Процесс Boliden-Norzink: данный процесс основан на применении мокрого скруббера, в котором используется реакция дихлорида ртути (сулемы) с ртутью, в результате которой образуется хлорид ртути (каломель), выпадающий из жидкости в осадок. Этот процесс используется после этапа промывки и охлаждения на установке для получения кислоты, чтобы газ не содержал пыли и SO, а его температура была примерно 30°С. Газ очищается в колонне с наполнителем и раствором НgCl. Он реагирует с металлической ртутью в газе и выпадает в осадок в виде каломели (НgCl). Каломель извлекается из циркулирующего промывного раствора и частично регенерируется газообразным хлором до НgCl, который затем возвращается на стадию промывки. Полученный ртутный продукт либо используется для производства ртути, либо отправляется на склад. Хлорид ртути является очень ядовитым веществом, при работе по данной технологии необходимо соблюдать особые меры предосторожности.
- Процесс Bolchem: данный процесс реализуется в установке для получения кислоты, как и процесс Boliden-Norzink, но для извлечения используется 99% серная кислота. Кислота поступает из абсорбционной секции сернокислотной установки и вступает в реакцию окисления с ртутью при температуре окружающей среды. Полученная кислота, содержащая ртуть, разводится до 80% и ртуть осаждается в виде сульфида с тиосульфатом. После отфильтровывания сульфида ртути кислоту возвращают в абсорбционную секцию. То есть, кислота в данном процессе не расходуется.
- Процесс Outotec: в данном процессе ртуть удаляется перед этапом промывки на сернокислотной установке. Газ температурой около 350°С пропускается через колонну с наполнителем, где он промывается в противоточном режиме 90% серной кислотой при температуре примерно 190°С. Кислота образуется на месте
из содержащегося в газе SO. Ртуть осаждается в виде соединения хлорида селена. Затем ртутный шлам извлекается из охлажденной кислоты, отфильтровывается, промывается и направляется в производство металлической ртути. Часть кислоты возвращается в скруббер. В другом варианте данного процесса извлечение ртути из газов осуществляется путем промывки раствором с ионами селена, и вместе с металлическим селеном производится селенид ртути.
- Процесс с использованием тиоцианата натрия: данный процесс используется в печах для обжига цинковых концентратов. Газообразный SO промывается раствором тиоцианата натрия и ртуть извлекается в виде сульфида. Тиоцианат натрия регенерируется с помощью реакции, формула которой приведена ниже:
3Hg+8SCN+4 Н+SO=>2(Hg(SCN)4)+HgS+2НO
- Фильтр с активированным углем (процесс Lurgi): при данном методе для удаления паров ртути из газового потока используется адсорбционный фильтр с активированным углем.
Наибольшее распространение получили описанные выше технологии Boliden-Norzink и Outotec, но сообщается и об использовании других процессов [22], [110].
- Селеновый скруббер: при данном методе также используется мокрый скруббер, в котором происходит реакция аморфного селена в серной кислоте с ртутью для удаления паров ртути высоких концентраций.
- Селеновый фильтр: процесс, основанный на применении сухого скруббера, в котором используется реакция аморфного селена с ртутью для образования селенида ртути.
- Процесс с использованием сульфида свинца: сухой скруббер, в котором для удаления ртути из газового потока используются шарики сульфида свинца.
- Процесс Tinfos/Miltec: это процесс очистки от ртути, основанный на окислении ртути в отходящих газах при помощи гипохлорита натрия. После окисления в промывной колонне ртуть осаждается в виде сульфида ртути HgS за счет добавления двунатриевого сульфида. Сульфид ртути удаляется из процесса в фильтр-прессе. Ртутьсодержащий шлам подвергается обработке как опасный вид отходов и утилизируется на герметизированном полигоне для захоронения отходов. Выбросы ртути снижаются примерно на 94%. Установка Tinfos по очистке от ртути подробно описана в отчете Infacon 9 [42].
- Процесс очистки от ртути компании Lurgi: установка Lurgi для удаления ртути состоит из электростатического фильтра для удаления остаточной пыли и смол, подогревателя газа, абсорбера с наполнителем, тягодутьевого устройства для контроля газового потока, проходящего через установку, и оборудования для комплексного анализа газа на основе продувки азотом с целью поддержания низких уровней содержания кислорода в газе. Нагреватель необходим для подогрева газов до оптимальной температуры 60°С-85°С; пониженная температура газа обеспечивает меньшие скорости реакции и меньшую конденсацию влаги в наполнителе, более высокие температуры могут привести к вымыванию серы из абсорбента. Компания Eramet запустила в эксплуатацию установку для удаления ртути в 2001 году и сообщает, что с тех пор она работает бесперебойно. Объем газового потока, проходящего через блок, составляет около 15000 м/ч.
Эффективность поглощения. После завершения пускового периода установка улавливает 94% всей ртути из неочищенных газов. Наполнитель абсорбера заменяется примерно один раз в восемь месяцев и утилизируется безопасным способом. Сообщается только о следах содержания ртути в воде из скруббера [42].
- Процесс Boliden-Contech: в наполнителе используются шарики, покрытые селеном. Данный метод можно рассматривать как работоспособный, но опыт применения ограничен производством ферросплавов в скандинавских странах.
- Процесс Dowa: ртуть адсорбируется на пемзу, покрытую сульфидом свинца.
Существует еще два процесса для снижения содержания ртути в серной кислоте, получаемой при производстве цветных металлов, но они применяются скорее из-за необходимости повысить качество кислоты, а не в связи с влиянием на окружающую среду:
- Ионообменный процесс Superlig: в данном процессе для удаления ртути из произведенной кислоты используется ионный обмен; он позволяет достигать значений концентрации ртути <0,5 промилле.
- Добавка в кислоту йодида калия: его концентрация при температуре 0°С должна быть не менее 93%. В результате реакции осаждается йод ид ртути Hgl.
Если общий процесс производства цветного металла не предусматривает сернокислотной установки, для снижения выбросов обычно используются такие методы, как выбор сырья, вдувание активированного угля и (или) других адсорбентов перед подачей потока очищаемых газов на рукавный фильтр (описаны в Б.4.2.3). Содержание ртути в исходном материале, а также технологические циклы могут быть причиной больших или меньших колебаний ее содержания в выбросах
Цель применения систем удаления ртути до подачи очищаемых газов на сернокислотную установку - снизить содержание ртути в этих газах, чтобы гарантировать производство серной кислоты хорошего качества. Однако системы удаления ртути можно также применять для снижения выбросов ртути перед выбросом конечных газов в трубу.
Использованные источники информации : [42], [22], [109], [111], [25], [13], [112].
Б.5 Водопотребление и водоотведение
Б.5.1 Методы, интегрированные в производственные процессы
Технологии и методы повторного использования воды успешно используются в цветной металлургии для минимизации образования жидких стоков, которые подлежат сбросу в составе сточных вод. Снижение объемов стоков также иногда оказывается экономически выгодным, так как при снижении объема сбрасываемой сточной воды снижается объем отбора пресной воды из природных водных объектов. Это снижение также положительно влияет на межсредовые эффекты.
Техническое описание
В таблицах Б.4 и Б.5 приведены этапы технологических процессов производства меди, на которых широко используется оборотное водоснабжение.
Оборотное водоснабжение и повторное использование воды - это меры, интегрированные в технологические процессы. Оборотное водоснабжение предусматривает возврат жидкости в процесс, в котором она была получена. Повторное использование - это применение воды для другой цели, например можно использовать поверхностные стоки для охлаждения.
Таблица Б.4 - Обзор источников сточных вод и методов минимизации и очистки стоков при производстве меди
|
Источник сточных вод |
Методы минимизации стоков |
Методы очистки стоков |
|
Непрямое охлаждение печей |
Применение замкнутых систем охлаждения. Контроль систем с целью обнаружения утечек |
Применение добавок с малым потенциальным влиянием на окружающую среду |
|
Прямое охлаждение при литье |
Осаждение или другие виды обработки. Замкнутая система охлаждения |
Отстаивание. Осаждение, при необходимости. |
|
Грануляция шлака |
Повторное применение в замкнутой системе |
Отстаивание. Осаждение, при необходимости. |
|
Электролиз |
Замкнутые системы. Электрохимическое извлечение металлов из электролита |
Отстаивание и осаждение |
|
Системы очистки (частичный сброс оборотной воды) с помощью влажных ЭФ и скрубберов |
Очистка сбрасываемой воды. Повторное использование слабой кислоты, если это возможно |
Отстаивание. Осаждение, при необходимости. |
|
Поверхностные стоки |
Уборка дворов и дорог. Надлежащее хранение сырья |
Отстаивание. Осаждение, при необходимости. Фильтрация |
Таблица Б.5 - Примеры оборотного водоснабжения и повторного использования сточных вод при производстве меди
|
Источник сточных вод |
Производство первичной меди |
Производство вторичной меди |
|
Грануляция шлака |
X |
|
|
Контроль загрязнения влажного воздуха |
X |
|
|
Стоки после промывки газа из обжиговых печей |
X |
- |
|
Охлаждающая вода |
X |
|
|
Вода после промывки анодов и катодов |
X |
|
|
Использованный электролит |
X |
|

Обычно в системе оборотного водоснабжения используются базовые методы очистки или периодически сбрасывается около 10% циркулирующей жидкости, чтобы предотвратить накопление в циркуляционной системе взвешенных твердых частиц, металлов и солей. Например, вода для охлаждения обычно возвращается в процесс через систему рециркуляции, как показано ниже на рисунке Б.30. Важно также учитывать необходимость применения биоцидов.
Рисунок Б.30 - Пример рециркуляции охлаждающей воды
После обработки очищенную воду можно также использовать для охлаждения, увлажнения и в других процессах. Соли, содержащиеся в очищенной воде, при повторном ее использовании могут создать определенные проблемы, например в результате осаждения кальция в теплообменниках. Также необходимо принимать во внимание риск распространения в теплой воде бактерии легионеллы. Данные проблемы могут значительно ограничить повторное использование воды.
При наличии больших количеств воды, например на предприятиях, расположенных в прибрежной зоне, можно использовать проточные системы охлаждения при условии пренебрежимо малого воздействия на окружающую среду. Кроме того, в этом случае необходимо изучить влияние на морскую среду в зоне забора воды для проточной системы охлаждения. Такое исследование должно проводиться в каждом конкретном случае, поскольку необходимо сбалансировать затраты на энергопотребление при заборе и охлаждении воды.
Оборотное водоснабжение и повторное использование воды могут быть ограничены из-за электролитной проводимости.
Проблемой является и объем сбрасываемой воды, поскольку на некоторых установках в оборотных системах водоснабжения используется много воды. Согласно информации [55] один из медеплавильных заводов сообщил о ежедневном сбросе 3000 м, другие подобные заводы, не использующие оборотные системы водоснабжения, сбрасывают более 100000 м/день. Существенным фактором, который необходимо учитывать при оценке воздействия сбросов, является масса содержащихся в них загрязняющих веществ [34].
В целом применение систем оборотного водоснабжения и повторного использования воды может быть связано со следующими межсредовыми эффектами:
- использование энергии;
- использование добавок, например осаждающих агентов или биоцидов, при подготовке охлаждающей воды;
- шум от градирен;
- нагрев атмосферы от воды;
- возможное распространение бактерии легионеллы в замкнутых системах при температурах от 25°С до 60°С.
Использованные источники информации : [56].
Б.5.2 Методы очистки сточных вод
Любая вода, не подлежащая вторичной переработке или повторному использованию, должна проходить очистку для минимизации концентрации загрязняющих веществ, таких как металлы, кислотообразующие вещества и твердые частицы, в конечных стоках, сбрасываемых в природные водные объекты. В целях снижения концентрации загрязняющих воду веществ можно использовать методы очистки, применяемые "на конце трубы", например химическое осаждение, отстаивание или флотацию и фильтрацию. Как правило, эти методы применяются совместно на конечной или центральной установке водоочистки. Также можно попробовать осаждать металлы до того, как технологические стоки будут перемешаны с другими сточными водами.
Выбор наиболее подходящего метода очистки или сочетания различных методов очистки осуществляется исключительно индивидуально, учитывая специфические факторы, характерные для каждого объекта. Для определения оптимального способа минимизации объемов конечных стоков и концентрации в них загрязняющих веществ необходимо принимать во внимание следующие наиболее важные факторы:
- процесс, являющийся источником стоков;
- объем воды;
- загрязняющие вещества и их концентрации;
- возможности внутреннего повторного использования;
- доступность водных ресурсов.
При выборе используемых методов необходимо учитывать специфику производственных процессов, а нередко, еще и объем, а также скорость водного потока в природном водном объекте - приемнике стоков. При снижении объема сбросов, что сохраняет повышенные значения концентрации, потребуются меньшие энергозатраты для их очистки. Очистка высококонцентрированных сточных вод приведет к повышенным значениям концентрации и в конечных стоках, но при большей кратности уменьшения, чем в случае менее концентрированных потоков, и при увеличении объемов удаляемых загрязняющих веществ.
Поскольку методы очистки стоков широко применяются в производстве меди, как и в целом на предприятиях цветной металлургии и других отраслей производства, в настоящем разделе приведены общие сведения о них. Соответственно сходны у этих процессов и основные характеристики, рассматриваемые в качестве критериев при определении НДТ.
К числу достигаемых экологических выгод относится сокращение сбросов сточных вод в природные водные объекты и снижение водопотребления в целом.
Стимулы к внедрению:
- сокращение сбросов загрызенных стоков в природные водные объекты;
- снижение водопотребления;
- эффективная очистка сточных вод и возможность производства товарных продуктов.
Возможные межсредовые эффекты от использования этих методов в целом характеризуются следующим образом:
- увеличение энергопотребления;
- применение добавок;
- образование отходов, подлежащих утилизации.
Данные об экологической результативности и эксплуатационных характеристиках тех или иных методов, их применимости приводятся, где это применимо, в описании процессов, реализуемых на конкретных предприятиях в разделе 4.
В целом эти процессы достаточно экономичны, а данные об экономических аспектах их применения (прежде всего, капитальных вложениях и текущих расходах), при их наличии, приведены в разделе 5.
Б.5.2.1 Химическое осаждение
Данный метод состоит в добавлении реагентов, таких как известь, едкий натр, сернистый натрий, или сочетания реагентов в целях корректировки значения рН и повышения интенсивности осаждения растворимых металлов.
Техническое описание
Химическое осаждение используется главным образом для удаления из стоков растворимых ионов металлов. Растворимые металлы можно осадить из сточных вод путем корректировки значения рН. В стоки добавляется реагент, например известь, гидроксид натрия, сульфид натрия или комбинация реагентов, что приводит к образованию нерастворимых соединений с металлом в виде осадка. Эти нерастворимые соединения могут быть удалены из воды путем фильтрации и седиментации. Добавление коагулянта или флокулянта способствует формированию более крупных хлопьев, которые легче отделить, и часто используется для повышения производительности системы очистки. По крайней мере, один из заводов использует биологический процесс для получения сероводорода применимого для осаждения металлов в форме сульфидов.
Для удаления из стоков таких металлов, как железо, свинец, цинка, хром, марганец и т.д. обычно используется осаждение. Гидроксиды металлов, как правило, нерастворимы, поэтому для их осаждения широко используется известь.
Аналогично сульфиды металлов также нерастворимы, и в щелочной среде используются такие реагенты, как сернистый натрий, гидросульфид натрия и тримеркаптосульфотриазин (ТМС). Биологический способ также применяется при получении HS с помощью сульфатвосстанавливающих бактерий, при этом газ переносится на стадию осаждения газом-носителем. Осаждение сульфидов может в результате обеспечить более низкие значения концентрации определенных металлов в очищенных стоках в зависимости от значения рН и температуры, а сульфиды металлов могут быть возвращены на этап плавки. Можно также эффективно удалять такие металлы, как селен и молибден.
Растворы сульфата цинка очищаются на стадии биологической очистки с помощью водорода, обеспечивающего поступление электронов, который получается путем преобразования природного газа и пара. Сульфид цинка производится с интенсивностью 10 т в сутки и далее возвращается в плавильную печь.
В некоторых случаях осаждение смеси металлов может осуществляться в два этапа: сначала посредством гидроксида, а затем с помощью сульфидного осаждения. В целях удаления избыточных сульфидов после осаждения возможно добавление сульфата железа.
Для того чтобы максимально повысить эффективность удаления металлов, процесс очистки следует проводить при различных значениях рН и использовать различные реактивы. Выбор реактива и значение рН - это факторы, играющие основную роль при осаждении металлов. Необходимо также учитывать, что растворимость зависит и от температуры.
Другим важным фактором является валентное состояние металла в воде. Например, в случае хрома его шестивалентная форма, хромат, значительно лучше растворяется, чем трехвалентная форма. В этой ситуации, чтобы удалить хром путем осаждения, хромат необходимо восстановить, как правило, с помощью SO при низком значении рН.
Пятивалентный мышьяк, As (V) восстанавливается до As (III) через реакцию с сульфид-ионами, хотя может образоваться некоторое количество AsS . Восстановление As (V) зависит от температуры и протекает достаточно медленно (по крайней мере, при значениях температуры ниже 50°С-60°С). Трехвалентный мышьяк As (III), выпадает в осадок в виде AsS с сульфидом при рН менее 4-5. Осажденное соединение AsS необходимо отделять от воды при значениях рН ниже 4-5. При росте рН и наличии AsS существует риск возвращения мышьяка в раствор.
. Восстановление As (V) зависит от температуры и протекает достаточно медленно (по крайней мере, при значениях температуры ниже 50°С-60°С). Трехвалентный мышьяк As (III), выпадает в осадок в виде AsS с сульфидом при рН менее 4-5. Осажденное соединение AsS необходимо отделять от воды при значениях рН ниже 4-5. При росте рН и наличии AsS существует риск возвращения мышьяка в раствор.
В цветной металлургии остаточные металлы можно эффективно удалять из стоков путем добавления железистых солей. Мышьяк удаляется в виде арсената кальция или арсената железа посредством осаждения. Также возможно осаждение арсенитов, однако они в целом лучше растворяются и менее стабильны, чем арсенаты. Сток, который содержит арсенит, как правило, окисляется перед осаждением, чтобы обеспечить преобладание арсената. Технологические стоки после обработки содержащего мышьяк сырья могут включать различное количество оксианионов As (III) и (V), арсенитов и арсенатов. Присутствие ионов таких металлов, как медь, свинец, никель и цинк, сдерживает растворимость мышьяка из-за образования умеренно растворимых арсенатов металлов [113].
Устойчивость и растворимость этих арсенатов зависят от отношения железа к мышьяку. Чем выше отношение, тем менее растворимым и более устойчивым является осадок. Несмотря на то, что арсенат железа относительно растворим, основные арсенаты, молярное отношение железа к мышьяку которых составляет восемь или более, являются на порядок менее растворимыми при рН в пределах от 2 до 8.
Осаждение нерастворимых арсенатов железа сопровождается осаждением других металлов, таких как селен, что подразумевает взаимодействие между различными видами металлов и осадком гидроксида железа. Благодаря этому железистые соли являются эффективным средством удаления микропримесей. Мышьяк осаждается в виде соединений Fe-As при добавлении сульфата железа (Fe(SO)). Если значение рН составляет 6 или менее, то мышьяк можно удалить полностью. Существует трудность с одновременным осаждением никеля и мышьяка, поэтому обработку необходимо проводить в два этапа.
Зависимость рН от осаждения As, по сравнению с оптимальными условиями для осаждения других металлов (Ni, Сu и т.д.) означает, что существуют различные оптимальные значения рН и невозможно добиться минимального содержания каждого металла в рамках одного процесса.
Последний аспект заключается в возможном образовании комплексных ионов, которые в целом более растворимы. Это явление характерно для сточных вод, которые, помимо металлов, содержат аммиак, хлориды, фториды или цианиды.
На многих установках, где удаляются металлы, одной из главных проблем для достижения необходимых предельных значений стоков является коллоидное состояние осажденных металлов. Оно может возникнуть в результате некачественной нейтрализации и флокуляции. Для улучшения состояния осаждаемого металла можно использовать различные флокулянты и коагулянты, и поставщики таких материалов способны проводить испытания на осадках и указывать правильный коагулянт.
Эффективность очистки сточных вод с помощью химического осаждения главным образом зависит от следующих факторов:
- выбор химического осадителя;
- количество добавляемого осадителя;
- эффективность удаления осаждаемого металла;
- поддержание правильного значения рН в течение всего процесса очистки;
- использование железистых солей для удаления определенных металлов;
- использование флоккулирующих или коагулирующих реагентов;
- колебание состава сточных вод и наличие комплексообразующих ионов.
Чтобы обеспечить максимальную эффективность удаления металлов, наиболее важным фактором является выбор осадителей. Существуют примеры, демонстрирующие, что использование реагентов на основе сульфидов может обеспечивать достижение более низких концентраций некоторых металлов. Правильное значение рН в течение всего процесса очистки стоков также имеет первостепенную важность, поскольку некоторые соли металлов нерастворимы только в очень небольшом диапазоне значений рН. За пределами этого диапазона эффективность удаления металла стремительно снижается, например, при высоких значениях рН цинк образует растворимый анион-цинкат.
Состав стоков меняется в зависимости от качества концентрата/сырья и состава последующих отходящих газов, которые прошли очистку во влажных системах. Кроме того, различные источники дозированной подачи материалов или погодные условия, способствующие образованию ливневых стоков, повышают разнообразие потоков сточных вод. Часто для оптимизации эксплуатационных характеристик требуется адаптация технологических параметров.
Использованные источники информации : [94], [114], [115], [18], [107], [116], [117], [118], [113], [56].
Б.5.2.2 Переработка слабых кислот и слабокислых технологических стоков
Очистка стоков, содержащих слабые кислоты, поступающие с сернокислотной установки, или различные кислые промывочные воды, с помощью извести и сульфата железа.
Техническое описание
Схема процесса представлена на рисунке Б.31.
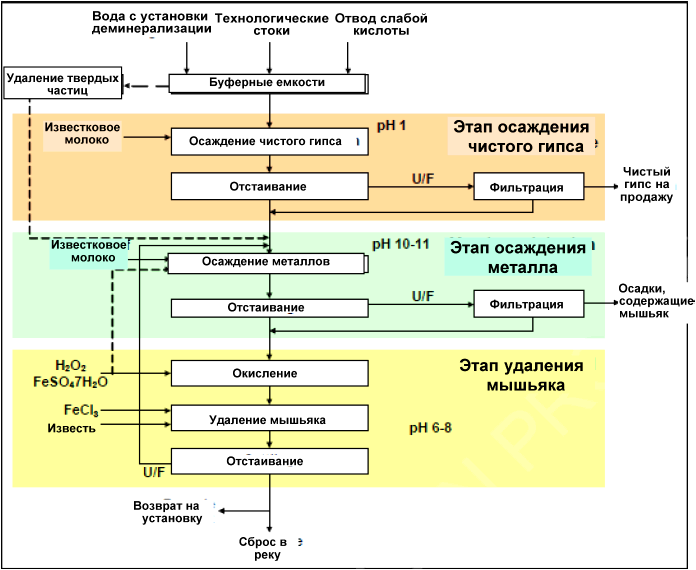
Рисунок Б.31 - Схема процесса очистки слабокислых стоков
Таблица Б.6 - Результативность переработки слабокислых стоков
|
Параметр |
Значения |
Единицы измерения |
|
Условия на входе |
||
|
Поток |
35 |
м |
|
Состав: |
||
|
H |
60 |
г/л |
|
Сu |
2100 |
мг/л |
|
Hg |
15 |
|
|
As |
2200 |
|
|
Pb |
2600 |
|
|
Ni |
7 |
|
|
Cd |
110 |
|
|
Взвешенные твердые частицы |
200 |
|
|
Сточные воды |
||
|
Поток |
31,2 |
м |
|
pН |
9,5 |
- |
|
Сu |
0,1-0,5 |
мг/л |
|
Hg |
0,05 |
|
|
As |
0,05-0,2 |
|
|
Pb |
0,1-0,5 |
|
|
Ni |
0,1-0,5 |
|
|
Cd |
0,01-0,2 |
|
|
Гипсовый шлам |
||
|
Количество |
6-7 |
т/ч |
|
Состав, в т.ч.: |
40-50 |
% |
|
влага |
~30-35 |
|
|
CaSО |
~1 |
|
|
As |
~1 |
|
|
Сu |
~1-2 |
|
|
Fe |
~0,01 |
|
|
Hg |
~1 |
|
|
Pb |
~<0,1 |
|
|
Ni |
~<0,1 |
|
|
Cd |
||
|
Указаны среднесуточные значения концентрации металлов, полученные на основании квалифицированных случайных проб или суточных проб, пропорциональных расходу. |
||
|
Источник - [56] |
||
Производимый гипс содержит более 96% CaSO·2HO.
Использованные источники информации : [56].
Б.5.2.3 Биологическая очистка
Техническое описание
На некоторых предприятиях цветной металлургии для получения сульфид-ионов используется биологический процесс. Слабая кислота, образующаяся при мокрой газоочистке, имеет высокую концентрацию сульфатов (10-25 мг/л). Сульфаты восстанавливаются до сульфид-ионов с помощью газообразного водорода и сульфато-восстанавливающих бактерий в установке биологической очистки сточных вод:

Водород производится из природного газа и пара в установке реформинга. Цинк и другие металлы вступают в реакцию с  и осаждаются в виде сульфида металла:
и осаждаются в виде сульфида металла:
После такой обработки значения концентрации сульфатов и металлов по-прежнему остаются слишком высокими для прямого сброса, и вода проходит еще один этап очистки вместе с другими производственными и поверхностными стоками. Здесь также используются сульфато-восстанавливающие бактерии для осаждения металлов в виде сульфидов, однако в этом случае в качестве донора электронов используется этанол, а не водород [107].
Сульфиды металлов и суспензия биомассы используются вторично в качестве концентрата на этапе обжига.
Содержание металлов в стоках при таком биологическом процессе сходно с содержанием металлов в воде, полученной после наиболее эффективной очистки сточных вод на основе добавления неорганических сульфидов (NaHS, NaS), главным образом потому, что химическая основа обоих процессов, по сути, одинакова (низкая растворимость сульфидов металлов). Данный биологический процесс оказывает положительное воздействие, поскольку снижается содержание сульфатов в очищенной воде.
Метод применим для обработки слабых кислот, когда отсутствуют другие варианты восстановления, а также стоков процесса "обжиг-выщелачивание-электроэкстракция" при их смешивании с загрязненными грунтовыми водами.
По сравнению с добавлением неорганических сульфидов инвестиционные и эксплуатационные расходы существенно выше.
Использованные источники информации : [116].
Б.5.2.4 Отстаивание и флотация
Отстаивание представляет собой метод выделения из жидкости твердых частиц, при котором для выделения нерастворимых комплексов металлов и твердых частиц из жидких стоков используется сила тяжести.
Для выделения крупных хлопьевидных осадков или плавающих частиц, например частиц пластика, из стоков путем выноса их на поверхность суспензии используются методы флотации.
Техническое описание
Отстаивание может осуществляться в разного рода отстойниках, например отстойных бассейнах, прудах или специализированных отстойных емкостях (сгустителях, осветлителях) с устройствами удаления шлама в нижней части емкости. Распространены отстойники прямоугольной, квадратной или круглой формы. Шлам, который удаляется на этапе отстаивания, может обезвоживаться, например, с помощью вакуумного фильтр-пресса. Образующийся фильтрат может быть направлен на вход процесса очистки стоков или на тот технологический этап, где он был образован, в зависимости от технологии очистки. Отстаивание может использоваться для выделения твердых частиц из сточных вод, которые использовались для грануляции шлака или производства корольков металла.
Флотация может служить альтернативой отстаиванию. Флотация может достигаться с помощью растворенного воздуха. Воздух растворяется во взвешенной среде под давлением и покидает раствор при сбросе давления в виде крошечных пузырьков воздуха, прикрепленных к взвешенным частицам. В результате частицы всплывают на поверхность, и затем хлопьевидные осадки можно легко снять с поверхности жидкости.
Б.5.2.5 Фильтрация
Фильтрация представляет собой отделение твердых частиц от сточных вод, проходящих через проницаемую среду. Наиболее распространенной фильтрующей средой является песок.
Техническое описание
Как правило, методы фильтрации используются для выделения из жидкости твердых частиц и в качестве последнего этапа осветления в процессе очистки сточных вод. Установка фильтрации обычно располагается между этапами отстаивания и заключительного контроля для удаления твердых частиц, оставшихся после предыдущего этапа очистки. Фильтрация может выполняться в самых различных фильтрующих системах в зависимости от характера твердых частиц, которые необходимо удалить.
Обычная фильтрующая установка состоит из слоя фильтрующего материала или материалов, через который проходят жидкие стоки. Тонкие частицы, которые не могут пройти через наполнитель фильтра образуют фильтрационный кек, который необходимо непрерывно или периодически удалять, например, путем обратной промывки, чтобы исключить существенное снижение давления. При сохранении существенного перепада давления сточные воды подаются на фильтрацию самотеком.
Песчаные фильтры предназначены для механического удаления взвешенных твердых частиц или полутвердых материалов, например осадков или гидроксидов металлов. Очистка сточных вод с помощью песчаной фильтрации осуществляется благодаря комбинации эффектов фильтрации, химической сорбции и ассимиляции. Песчаные фильтры иногда действуют в качестве сосуда под давлением, заполненного слоями песка, зернистость которого повышается в зависимости от глубины. Изначально фильтрационный кек может обеспечивать повышение эффективности фильтрации, особенно в отношении мелких частиц. По истечении некоторого времени фильтрующий песчаный слой необходимо подвергать обратной промывке. Песчаные фильтры часто применяются для доочистки воды, сбрасываемой из замкнутого цикла, или стоков, которые предполагается использовать в качестве технологической воды.
Схема устройства песчаного фильтра приведена на рисунке Б.32.
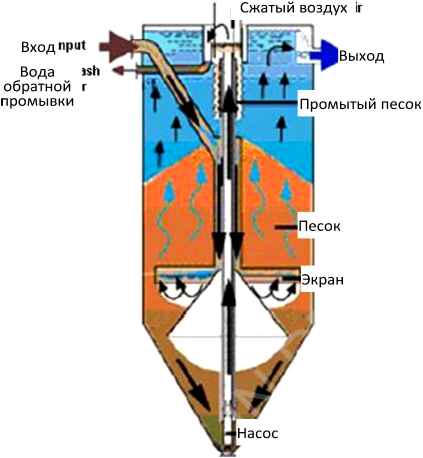
Рисунок Б.32 - Схема песчаного фильтра
Чтобы добиться желаемого результата для очень мелких частиц используется гиперфильтрация или обратный осмос. Гиперфильтрация предусматривает прохождение частиц молекулярной массой приблизительно от 100 до 500 мкм, тогда как ультрафильтрация используется для частиц размером от 500 до 100000 мкм.
Ультрафильтрация является простым и эффективным методом очистки сточных вод, однако обладает высокой энергоемкостью. Стоки контактируют с ультрафильтрационной мембраной. Эта мембрана, имеющая очень мелкие поры, пропускает молекулярные частицы, такие как вода, и препятствует проникновению более крупных молекулярных частиц. При использовании мембран очень тонкой очистки можно даже отфильтровывать столь мелкие частицы, как ионы металлов. В результате мембранной фильтрации образуются чистый ультрафильтрат и концентрат, который может потребовать дальнейшей очистки.
Использованные источники информации : [63].
Б.5.2.6 Электролиз
Прохождение постоянного электрического тока через ионизированное вещество, приводящее к возникновению химической реакции на электродах. Ионизированное вещество либо расплавлено, либо растворено в подходящем растворителе.
Техническое описание
Методы электролиза используются для извлечения из технологических стоков таких металлов, как медь, драгоценные металлы, хром, марганец, кадмий и т.д. Поскольку концентрации металлов в стоках, как правило, невысоки, электролиз наиболее эффективен для обработки технологических стоков до того, как они разбавляются другими сточными водами. Для повышения эффективности можно использовать специальные электроды, например электроды в псевдоожиженном слое или трехмерные электроды. Максимальная эффективность электролизера достигается, когда плотность тока меняется с концентрацией растворенного вещества, и перенос массы происходит при плотности тока, близкой к своему предельному значению. Другими словами, у катода всегда должен быть свежий приток ионов для восстановления.
В качестве очень успешной альтернативы электрохимическим методам используются методы извлечения металлов путем их окисления в стоках с целью дальнейшей переработки. Одним из примеров является очистка стоков, содержащих хром (III). Хром в основном используется в качестве окисляющего вещества, когда он находится в состоянии окисления (VI). Побочным продуктом окисления является хром (III), который, как правило, удаляется вместе с отходами. Анодное окисление стока, содержащего хром (III), используется для регенерации хрома (VI), который может быть использован повторно.
Для восстановления более благородных металлов также можно использовать разницу в относительном положении в ряду электродных потенциалов или окислительно-восстановительный потенциал элементов путем контроля тока и напряжения в электролизере. Кроме того, данные свойства можно использовать при цементации, когда, например, медь можно осаждать добавлением железа.
Еще одним методом электрохимической очистки является электродиализ. Ячейка электродиализа состоит из двух электродов, разделенных ионообменной мембраной. Данная технология имеет достаточно простое теоретическое обоснование. Катионы под влиянием электродного потенциала переносятся через катионообменную мембрану, где они меняются на менее токсичные катионы (например, кадмий меняется на натрий). Цель данного метода заключается в сочетании преимуществ ионного обмена с преимуществами электрохимической очистки.
Использованные источники информации : [119], [46].
Б.5.2.7 Обратный осмос
Это мембранный процесс, при котором разность давлений между камерами, разделенными мембраной, приводит к перетеканию воды из более концентрированного в менее концентрированный раствор.
Техническое описание
Обратный осмос широко используется для удаления растворенных металлов, особенно в гальваническом производстве. Осмос - это естественная диффузия растворителя, например воды, возникающая по причине разных концентраций двух растворов, разделенных мембраной. Растворитель течет в том направлении, в котором уменьшается концентрация более концентрированного раствора. При обратном осмосе прикладывается сила, чтобы развернуть направление потока растворителя. Требуется давление, которое должно превышать осмотическое давление. Типичные данные по проницаемости мембраны обратного осмоса для ионов представлены в таблице Б.7. Иногда обратный осмос используется для извлечения ценных металлов на производстве, где производится гальванопокрытие металлов.
Таблица Б.7 - Типичная проницаемость мембраны обратного осмоса для ионов [56]
|
Ионы |
Проницаемость, % |
Отклонение, % |
|
Аммоний |
8 |
92 |
|
Натрий |
5 |
95 |
|
Калий |
5 |
95 |
|
Марганец |
3 |
97 |
|
Стронций |
3 |
97 |
|
Кальций |
2 |
98 |
|
Нитрат |
15 |
85 |
|
Метасиликат |
10 |
90 |
|
Хлорид |
5 |
95 |
|
Фторид |
5 |
95 |
|
Бикарбонат |
5 |
95 |
|
Сульфат |
3 |
97 |
|
Фосфат |
1 |
99 |
Этот метод в цветной металлургии применим только для отдельных видов стоков.
Использованные источники информации : [114]
Б.5.2.8 Ионный обмен
Процесс ионного обмена, как правило, проходит в колонне, которая наполнена гранулами ионообменной смолы. Обмен начинается с верха колонны и затем проходит через нее, чтобы поддерживать равновесное состояние процесса обмена.
Техническое описание
Ионный обмен иногда используется в качестве заключительного этапа очистки при удалении металлов из технологических стоков. С помощью ионного обмена нежелательные ионы металлов могут быть удалены из стоков вод путем их переноса на твердую матрицу при одновременной отдаче равного количества других ионов, хранящихся на скелете ионообменника. Процесс ионного обмена обычно используется, когда значения концентрация металлов составляют менее 500 мг/л.
Емкость ионообменника ограничена количеством ионов, хранящихся на скелете. Поэтому необходимо проводить регенерацию ионообменника с помощью соляной кислоты или каустической соды. В некоторых случаях, например при удалении селена или рения из отходящих газов печи для обжига молибденита, ионообменники периодически заменяются, чтобы извлечь металлы силами самого завода или на специализированном предприятии.
С помощью некоторых специальных ионообменников можно удалять из сточных вод определенные металлы. Такой избирательный процесс ионного обмена гораздо более эффективен при удалении из стоков токсических металлов. Кроме того, колонна может обеспечивать очень высокий уровень очистки и способна эффективно работать в случае смешанных стоков.
Б.5.2.9 Фильтрация активированным углем
Это процесс фильтрации, в котором в качестве фильтрующей среды используется активированный уголь.
Техническое описание
Активированный уголь, высокопористое углеродное вещество, обычно используется для удаления органических материалов из сточных вод; однако также предусматриваются варианты применения, связанные с удалением ртути и драгоценных металлов. Как правило, такие фильтры используются в виде нескольких загрузок или патронов, чтобы проскок материалов через один фильтр задерживался вторым. Затем отработанный фильтр заменяется и становится вторичным фильтром. Эта операция зависит от наличия надлежащего метода определения проскоков через фильтры.
Использованные источники информации : [63].
Таблица Б.8 содержит сведения о преимуществах и недостатках наиболее распространенных методов очистки сточных вод.
Таблица Б.8 - Общая характеристика преимуществ и недостатков общераспространенных методов очистки сточных вод
|
Метод очистки |
Преимущества |
Недостатки |
|
Осаждение |
Дешевый и простой метод. Длительный опыт успешного применения. Не требует больших затрат на новой установке. Возможность очистки от загрязнения самыми разнообразными металлами загрязнения, особенно если используется двухэтапное осаждение с помощью гидроксида, а затем - сульфидных реагентов. При правильных условиях может обеспечивать превосходное удаление металлов. Специальные осаждающие реагенты доступны на рынке. Возможность абсорбционного осаждения. Осадки зачастую можно снова использовать в качестве сырья. |
Возможны трудности при очистке кислых стоков. Не избирателен: образующийся шлам представляет собой коктейль из большого количества воды и смеси токсичных и нетоксичных металлов. Стоимость утилизации шлама может Наличие других солей, органических комплексообразующих веществ и растворителей может существенно снизить эффективность осаждения. Не всегда пригоден для извлечения металлов в низкой концентрации. Некоторые гидроксиды не поддаются эффективному осаждению. |
|
Отстаивание |
Дешевый и простой метод. Длительный опыт успешного применения. |
Могут удаляться только твердые частицы. При наличии частиц, плотность которых мало отличается от плотности воды, отстаивание занимает длительное время, и требуются крупно объемные отстойники. |
|
Фильтрация |
Дешевый и простой метод. Длительный опыт успешного применения. Фильтрация, например, с помощью песчаных фильтров, лучше всего действует при извлечении известных твердых веществ. |
Могут удаляться только твердые частицы. Эффективность фильтрации снижается, если частицы очень маленькие. Эффективность фильтрации снижается при повышении скорости. |
|
Флотация |
Дешевый и простой метод. Длительный опыт успешного применения. |
Может удалять только комплексы твердых частиц, которые способны плавать. Сначала необходимо растворить воздух в воде под давлением для дальнейшего распространения. |
|
Ультра- |
Простой метод. Из сточных вод могут быть удалены очень мелкие частицы, даже молекулы. Мембраны очень тонкой очистки также отфильтровывают растворенные вещества, аналогичные по размеру ионам металлов. Практически нулевые сбросы твердых частиц. |
Ограниченные объемы потока и скорость фильтрации. В случае агрессивных стоков мембраны могут быстро разлагаться. Нет разделения металлов. Старые мембраны могут протекать. Мембраны могут легко загрязняться. |
|
Электролиз |
Может использоваться для извлечения и переработки металлов. Может использоваться для одноэтапной очистки стоков с высокой концентрацией металлов (около 2 г/л). Технология в основном общедоступна. Проверен и испытан, имеет хорошую репутацию на гальванических производствах. Может использоваться для одновременного удаления еще и органических загрязнителей. Может использоваться в периодическом или непрерывном режиме. |
Трудно достичь уровня очистки выше одной промилле. Дорогостоящее обслуживание и эксплуатация неэффективных электролизеров. Электролиз не избирателен. Требуется постоянный контроль. Плохо справляется со стоками нестабильного содержания и большого объема. |
|
Электродиа- |
Может использоваться для извлечения и переработки металлов. Может быть избирательным. Уже опробован на обессоливающих и гальванических производствах Способен обеспечивать уровень очистки менее чем в одну миллионную часть. |
Имеет те же недостатки, что и методы ионного обмена (например, загрязнение мембраны). Требуется постоянный контроль. Плохо справляется со стоками нестабильного содержания и большого объема. |
|
Обратный осмос |
Практически нулевые сбросы. Доступны коммерческие варианты. Может использоваться для переработки металлов Может использоваться в непрерывном или периодическом режиме. Может использоваться в широком диапазоне значений концентрации металлов. Может использоваться для удаления из стоков органики. Действенность не сильно зависит от концентрации в стоках неагрессивных загрязнителей. |
Ограниченный объем потока и скорость фильтрации. В случае агрессивных стоков мембраны могут быстро разлагаться. Нет разделения металлов. Старые мембраны могут протекать. Мембраны могут легко загрязняться. Требуется регулярный контроль и замена мембран. Специализированное и дорогое оборудование. Используется высокое давление. Ограничение на минимальный объем потока около 200 л/мин. Образуются концентрированные стоки, требующие дополнительной очистки. |
|
Ионный обмен |
Относительно недорогой. Доступны коммерческие варианты. Опробован и испытан в промышленности (например, удаление и извлечение рения и селена). Способен обеспечивать уровень очистки в одну миллиардную часть (избирательный ионный обмен способен обеспечивать уровень в одну триллионную часть). Может легко использоваться в сочетании в другими методами (например, осаждение) в рамках комплексной системы водоочистки. Может быть избирателен к металлам. Может применяться ко многим типам потоков: переменным, непрерывным, относительно большого объема. Избирательный ионный обмен уже использовался в некоторых случаях, например для очистки стоков ядерной промышленности. |
Не может осуществлять очистку от металлов в большой концентрации. Матрица легко загрязняется твердыми частицами и некоторыми органическими веществами. Традиционный ионный обмен неизобретателен. Отработанные обменники обычно необходимо утилизировать в качестве токсичных отходов. Матрицы могут со временем разлагаться. Результативность зависит от значения рН стока. Для стоков большого объема требуются очень большие ионообменные колонны. Селективный ионный обмен пока не получил широкого промышленного применения. Регенерация колонн селективного ионного обмена занимает много времени. Может потребоваться длительный контакт со стоками. |
|
Активиро- |
Может использоваться для решения разнообразных задач (например, удаление из стоков ртути или ПХДД/Ф). Может добавляться после коагуляции или отстаивания в качестве слоя в песчаных фильтрах. Технология существует, и оборудование доступно для приобретения. |
Дороговизна активированного угля. Активированный уголь может стать питательной средой для микроорганизмов. В результате нагрева угольного сырья при производстве активированного угля образуются значительные выбросы SO |
Приложение В
(обязательное)
Перечни маркерных веществ и технологических показателей
В.1 Перечень маркерных веществ
|
Для атмосферного воздуха |
Для водных объектов |
|
Пыль неорганическая, в том числе: |
As |
|
Мышьяк и его соединения (в пересчете на As) |
Сu |
|
Медь и ее соединения (в пересчете на Сu) |
Ni |
|
Свинец и его соединения (в пересчете на Рb) |
Zn |
|
Никель и его соединения (в пересчете на Ni) |
взвешенные вещества |
|
Цинк и его соединения (в пересчете на Zn) |
pН |
|
Диоксид серы (SO |
|
|
Кислые газы в пересчете на молекулы H |
|
|
NO |
В.2 Перечень технологических показателей
|
Технологический показатель |
Единица измерения |
Диапазон/значение |
|||
|
Пыль и металлы в выбросах, образующихся при приемке, хранении, обработке, транспортировке, учете, смешивании, измельчении, сушке, резке и скрининге сырья при первичном и вторичном производстве меди |
|||||
|
Пыль неорганическая, в том числе: |
мг/нм |
|
|||
|
Мышьяк и его соединения (в пересчете на As) |
мг/нм |
|
|||
|
Медь и ее соединения (в пересчете на Сu) |
мг/нм |
|
|||
|
Свинец и его соединения (в пересчете на Рb) |
мг/нм |
|
|||
|
Никель и его соединения (в пересчете на Ni) |
мг/нм |
|
|||
|
Цинк и его соединения (в пересчете на Zn) |
мг/нм |
|
|||
|
Пыль и металлы в образующихся при первичной выплавке меди в печах и конверторах выбросах, кроме тех, которые направляются на завод по производству серной кислоты или жидкого SO
|
|||||
|
Пыль неорганическая, в том числе: |
мг/нм |
|
|||
|
Мышьяк и его соединения (в пересчете на As) |
мг/нм |
|
|||
|
Медь и ее соединения (в пересчете на Сu) |
мг/нм |
|
|||
|
Свинец и его соединения (в пересчете на Pb) |
мг/нм |
|
|||
|
Никель и его соединения (в пересчете на Ni) |
мг/нм |
|
|||
|
Цинк и его соединения (в пересчете на Zn) |
мг/нм |
|
|||
|
Пыль и металлы в образующихся при вторичной выплавке меди в печах и конверторах и переработке вторичных продуктов для производства меди выбросах, кроме тех, которые направляются на завод по производству серной кислоты |
|||||
|
Пыль неорганическая, в том числе: |
мг/нм |
|
|||
|
Мышьяк и его соединения (в пересчете на As) |
мг/нм |
|
|||
|
Медь и ее соединения (в пересчете на Сu) |
мг/нм |
|
|||
|
Свинец и его соединения (в пересчете на Pb) |
мг/нм |
|
|||
|
Никель и его соединения (в пересчете на Ni) |
мг/нм |
|
|||
|
Цинк и его соединения (в пересчете на Zn) |
мг/нм |
|
|||
|
Пыль и металлы в первичных и вторичных выбросах, образующихся при первичном и вторичном производстве медных анодов |
|||||
|
Пыль неорганическая, в том числе: |
мг/нм |
<70 |
|||
|
Мышьяк и его соединения (в пересчете на As) |
мг/нм |
|
|||
|
Медь и ее соединения (в пересчете на Сu) |
мг/нм |
|
|||
|
Свинец и его соединения (в пересчете на Рb) |
мг/нм |
|
|||
|
Никель и его соединения (в пересчете на Ni) |
мг/нм |
|
|||
|
Цинк и его соединения (в пересчете на Zn) |
мг/нм |
|
|||
|
Пыль и металлы в выбросах от печи для производства полуфабрикатов |
|||||
|
Пыль неорганическая, в том числе: |
мг/нм |
|
|||
|
Медь и ее соединения (в пересчете на Сu) |
мг/нм |
|
|||
|
Выбросы SO
|
|||||
|
SO |
мг/нм |
|
|||
|
Выбросы SO
|
|||||
|
SO |
мг/нм |
|
|||
|
Выбросы кислых газов от процессов электрорафинирования и электролиза, промывочной камеры машин для обдирки катодов и машины для промывки отработанных анодов |
|||||
|
Кислые газы в пересчете на молекулы H |
мг/м |
|
|||
|
Выбросы в воздух NO |
|||||
|
NO (в пересчете на NO |
мг/м |
|
|||
|
Средний уровень концентраций загрязняющих веществ в прямых сбросах, образующихся при производстве меди, в принимающие водные объекты |
|||||
|
As |
мг/л |
|
|||
|
Сu |
мг/л |
|
|||
|
Ni |
мг/л |
|
|||
|
Zn |
мг/л |
|
|||
|
взвешенные вещества |
мг/л |
|
|||
|
pН |
ед. |
6-9,5 |
|||
Приложение Г
(обязательное)
Энергоэффективность
Г.1 Краткая характеристика отрасли с точки зрения ресурсо- и энергопотребления
Утилизация энергии и тепла широко применяется и при производстве меди. Пирометаллургические процессы обычно сопровождаются интенсивным выделением тепла, содержащегося, в частности, в отходящих газах. Поэтому для утилизации тепла используются регенеративные и рекуперативные горелки, теплообменники и котлы. Пар или электроэнергия могут вырабатываться на заводе, как для собственного использования, так и для внешних потребителей, например, для муниципальных систем отопления, и для подогрева материалов или газообразного топлива. Технологии, используемые для рекуперации тепла на различных объектах, могут существенно различаться. Их характеристики зависят от целого ряда факторов. Общие вопросы энергоэффективности и энергоменеджмента рассматриваются в подразделе 2.2 раздела 2, посвященного описанию процессов и методов, применяемых при производстве меди и ее сплавов из первичного и вторичного сырья.
Сырьевая база производства меди представлена месторождениями сульфидных медно-никелевых, меднопорфировых, ванадиево-железо-медных и медноколчеданных руд. Другой важной составной частью сырья являются вторичные материалы, содержащие медь: лом цветных металлов, а также побочные и промежуточные продукты, используемые на оборотной основе, такие как шлаки, пыль, съемы, дроссы и т.п. (см. подраздел 1.1).
Г.2 Основные технологические процессы, связанные с использованием энергии
Основные технологические процессы производства меди из первичного сырья являются автогенными процессами, в которых используется энергия перерабатываемых сульфидных руд. Большая часть энергопотребления из внешних источников энергоснабжения при производстве меди приходится на стадию электролиза. Применение современной безосновной технологии электролиза сокращает затраты и обеспечивает стабильно высокий коэффициент использования тока (более 97%).
Общее описание технологических процессов производства меди приведено в разделе 2, особенности отдельных типов металлургических агрегатов - в Приложении Б.
Г.3 Уровни потребления
Диапазон (общего) потребления электроэнергии для ряда технологических процессов с применением медного концентрата составляет от 14 до 20 ГДж на тонну катодной меди. Конкретное значение данной величины зависит в основном от состава концентрата (процентное содержание серы и железа), типа используемой плавильной печи, уровня обогащения кислородом, а также сбора и использования технологического тепла. В связи с этим справочник не содержит сопоставления "цельных" технологических процессов (технологий), рассматриваемых при определении НДТ, а предусматривает использование отдельных технических методов/способов повышения энергоэффективности для различных технологий, применяемых на предприятиях.
Г.4 Наилучшие доступные технологии, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления
|
Номер и наименование НДТ |
Раздел/пункт справочника НДТ |
|
НДТ 2. Повышение эффективности использования энергии |
5.2 |
|
НДТ 3. Повышение эффективности использования энергии при первичном производстве меди |
5.2 |
|
НДТ 4. Повышение эффективности использования энергии при вторичном производстве меди |
5.2 |
|
НДТ 5. Повышение эффективности использования энергии при электрорафинировании и электролизе |
5.2 |
|
НДТ 7. Увеличение выхода меди от использования вторичных сырьевых материалов |
5.4 |
|
НДТ 41. Уменьшение количества отходов, направляемых на утилизацию при первичном и вторичном производстве меди |
5.8 |
Г.5 Экономические аспекты реализации НДТ, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления
Примеры экономических аспектов направленных, направленных на повышение энергоэффективности и ресурсосбережение приведены в таблице.
|
Описание мероприятия |
Эффект от внедрения |
Капитальные затраты, тыс.руб. |
Эксплуата- |
|
|
Энергоэф- |
Ресурсосбере- |
|||
|
Установка системы испарительного охлаждения плавильного агрегата |
Выработка пара 20 т/час |
- |
113042 |
|
|
Увеличение мощности сушильного отделения с установкой роторного загрузчика и заменой газовых горелок в сушильной печи |
- |
423,1 тыс. м |
17498 |
- |
|
Внедрение установки автоматической системы контроля и дозирования реагентов для водоподготовки в оборотной системе водоснабжения |
227,448 тыс. кВт·ч/год |
- |
511 |
- |
|
Замена напыльника конвертера |
Выработка пара 10 т/час |
- |
8831 |
- |
Г.6 Перспективные технологии, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления
Перспективная технология 1. Повышение эффективности использования энергии: использование систем контроля, которые автоматически активируют включение местных отсосов пыли или отходящих газов только при возникновении выбросов.
Перспективная технология 2. Повышение эффективности использования энергии при первичном производстве меди:
- использование печей взвешенной плавки;
- использование тепла газов из каскада анодных печей для других процессов, например сушки.
Приложение Д
(обязательное)
Перечень НДТ
|
N |
Наименование НДТ |
Примечание |
|
1. |
Повышение общей результативности природоохранной деятельности |
|
|
2. |
Повышение эффективности использования энергии |
|
|
3. |
Повышение эффективности использования энергии при первичном производстве меди |
|
|
4. |
Повышение эффективности использования энергии при вторичном производстве меди |
|
|
5. |
Повышение эффективности использования энергии при электрорафинировании и электролизе |
|
|
6. |
Обеспечение стабильности производственного процесса |
|
|
7. |
Увеличение выхода меди от использования вторичных сырьевых материалов |
|
|
8. |
Предотвращение или уменьшение неорганизованных эмиссий в воздух и водные объекты |
|
|
9. |
Уменьшение неорганизованных выбросов, образующихся при хранении сырья |
|
|
10. |
Уменьшение неорганизованных эмиссий, образующихся при обработке и транспортировке сырья |
|
|
11. |
Уменьшение неорганизованных выбросов от предварительной переработки первичных и вторичных материалов |
|
|
12. |
Предупреждение или уменьшение неорганизованных выбросов |
|
|
13. |
Предупреждение или уменьшение неорганизованных выбросов при загрузке, плавке и выпуске из печей на заводах по первичной и вторичной выплавке меди, а также от нагревательных и плавильных печей |
|
|
14. |
Уменьшение неорганизованных выбросов от конверторных печей Пирса-Смита при первичном и вторичном производстве меди |
|
|
15. |
Уменьшение неорганизованных выбросов от конверторов с верхним дутьем при вторичном производстве меди |
|
|
16. |
Уменьшение неорганизованных выбросов от извлечения меди с помощью флотации шлака |
|
|
17. |
Уменьшение неорганизованных выбросов от переработки богатых медью шлаков |
|
|
18. |
Уменьшение неорганизованных выбросов от разливки анодов при первичном и вторичном производстве меди |
|
|
19. |
Уменьшение неорганизованных выбросов от электролизеров |
|
|
20. |
Уменьшение неорганизованных выбросов при некислотном и кислотном травлении |
|
|
21. |
Сокращение выбросов пыли и металлов |
|
|
22. |
Предотвращение или уменьшение неорганизованных выбросов пыли |
|
|
23. |
Снижение выбросов пыли и металлов, образующейся при приемке, хранении, обработке, транспортировке, учете, смешивании, измельчении, сушке, резке и скрининге сырья при первичном и вторичном производстве меди |
|
|
24. |
Снижение содержания пыли и металлов в образующихся при первичной выплавке меди в печах и конверторах выбросах, кроме тех, которые направляются на завод по производству серной кислоты или жидкого SO |
|
|
25. |
Снижение содержания пыли и металлов в образующихся при вторичной выплавке меди в печах и конверторах и переработке вторичных продуктов для производства меди выбросах, кроме тех, которые направляются на завод по производству серной кислоты |
|
|
26. |
Снижение содержания пыли и металлов в первичных и вторичных выбросах, образующихся при первичном и вторичном производстве медных анодов |
|
|
27. |
Снижение содержания пыли и металлов в выбросах от печи для производства полуфабрикатов |
|
|
28. |
Снижение риска выброса в воздух органических соединений в выбросах, образующихся при сушке, обезжиривании и плавлении вторичного сырья |
|
|
29. |
Снижение риска выброса в воздух полихлордибензодиоксинов/фуранов (ПХДД/Ф) при расплавлении, выплавке, огневой обработке и конверторной плавке меди |
|
|
30. |
Снижение выбросов SO |
|
|
31. |
Снижение выбросов SO |
|
|
32. |
Снижение выбросов SO |
|
|
33. |
Снижение выброса в воздух кислых газов от процессов электрорафинирования и электролиза, промывочной камеры машин для обдирки катодов и машины для промывки отработанных анодов |
|
|
34. |
Снижение выброса в воздух NO |
|
|
35. |
Сокращение выбросов ртути от пирометаллургических процессов, в которых применяется сырье, содержащее ртуть |
|
|
36. |
Предотвращение загрязнения почвы и подземных вод при флотационном извлечении меди из шлака |
|
|
37. |
Предотвращение загрязнения почвы и подземных вод электролитом при первичном и вторичном производстве меди |
|
|
38. |
Предотвращение образования сточных вод |
|
|
39. |
Сокращение сбросов загрязняющих веществ со сточными водами |
|
|
40. |
Предотвращение образования сточных вод при первичном и вторичном производстве меди |
|
|
41. |
Уменьшение количества отходов, направляемых на утилизацию при первичном и вторичном производстве меди |
Библиография
_______________
Курсивом выделены ссылки на источники литературы по окончательной редакции справочника ЕС для предприятий цветной металлургии
|
[1] |
ПНСТ 22-2014 Наилучшие доступные технологии. Термины и определения. |
|
[2] |
EN 1978 Медь и медные сплавы. Медные катоды. |
|
[3] |
ASTM B115-10 Стандартная спецификация на катоды из электролитической меди. |
|
[4] |
Лондонская биржа металлов, "LME - Special Contract Rules for Copper Grade A". |
|
[5] |
Министерство природных ресурсов и экологии Российской Федерации, "Государственный доклад "О состоянии и использовании минерально-сырьевых ресурсов Российской Федерации в 2013 году", 2014. |
|
[6] |
Белов П.С., Голубева И.А., Низова С.А., Экология производства химических продуктов из углеводородов нефти и газа. Учебник для вузов, М.: Химия, 1991. |
|
[7] |
ISO 14001:2015 Системы экологического менеджмента. Требования и руководство по применению. |
|
[8] |
OHSAS 18001:2007 Системы менеджмента безопасности и охраны здоровья. Требования. |
|
[9] |
ISO 9000:2015 Системы менеджмента качества. Основные положения и словарь. |
|
[10] |
ISO 50001:2011 Системы энергетического менеджмента. Требования и руководство по использованию. |
|
[11] |
ГОСТ Р ИСО 50001-2012 Системы энергетического менеджмента. Требования и руководство по применению. |
|
[12] |
115, ETSU (UK), Waste heat recovery from high temperature gas streams, ETSU (UK), 1996. |
|
[13] |
103, Farrell, F., 'Personal Discussions', Personal Communication, 1998. |
|
[14] |
113, ALFED, Secondary Aluminium Refining and Remelting, 1998. |
|
[15] |
122, ETSU, Oxy-Fuel Melting of Secondary Aluminium, ETSU, 1994. |
|
[16] |
118, Laheye, R. et al., Greenmelt: An Environmentally Sound Remelting Concept, Hoogovens (NL), 1998. |
|
[17] |
243, French comments on MnFe alloys, French comments on MnFe alloys, 2008. |
|
[18] |
234, UBA Copper, lead, zinc and aluminium, Abschlussbericht. Teil 1, 2, 3 and 4. Kupfer, etc., 2007. |
|
[19] |
90, Traulsen, H., 'Plant Information - Copper Industry (Draft)', Copper Expert Group 1998. |
|
[20] |
135, Gershel, T., Copper and its Alloys, EMCI, 1998. |
|
[21] |
21, European Commission, DG XI, Technical BAT Note Heavy Metal Emissions from Non-Ferrous Industrial Plants, 1991. |
|
[22] |
25, OSPARCOM, Description of ВАТ for the Primary Production of Non-Ferrous Metals (Zinc, Copper, Lead and Nickel). |
|
[23] |
134, Metallurgical Consulting Traulsen GmbH, 'Technologies Applied Outside the EU and New Technologies (draft 2nd version)', Eurometaux, Copper Expert Group, 1998. |
|
[24] |
382, Chris К. Holding, 'Copper worldwide July/August 2012, Metallic Media Ltd ISSN 2046-9438', 2012. |
|
[25] |
292, Kojo et al., Copper production with FSF and FCF, TMS, 2006. |
|
[26] |
121, Rentz, O. et al., Report on BAT in German Copper Production (Final Draft), University Karlsruhe (DFIU), 1999. |
|
[27] |
54, Biswas, A.K. et al., 'Extractive Metallurgy of Copper', Pergamon Press, 1976. |
|
[28] |
55, Kojo, I.V. et al., Copper Production by Leaching - Solvent Extraction - Electrowinning, 1994. |
|
[29] |
137, Riekkola-Vanhanen, M., Finnish Expert Report on BAT in Copper Production and By-Production of Precious Metals, Finnish EPA, 1999. |
|
[30] |
26, McLellan and Partners Ltd, Pollution Control in the Copper Industry, HMIP (UK), Surrey, 1993. |
|
[31] |
Технологический регламент опытно-промышленных работ по подземному выщелачиванию меди из руд Гумёшевского месторождения, ОАО "УРАЛГИДРОМЕДЬ", 2006 г. |
|
[32] |
Технологический регламент. Экстракция растворов и электролиз меди. No. 899/000-000-L1-001, 2004 г. "OUTOKUMPU". |
|
[33] |
219, VDI (D) 2102, Emission Control 1) Secondary copper smelting and refining plants 2) Copper and copper alloy melting plants, VDI (D), 2007. |
|
[34] |
114, Eurometaux, Fabrication of Semi-Finished Products from Copper and Copper Alloys, Eurometaux, 1998. |
|
[35] |
293, EC, REF on General Principles of Monitoring (MON), EIPPCB, 2003, p.123. |
|
[36] |
290, EC, BREF on Emissions from Storage (EFS), 2006. |
|
[37] |
228, IZA plant data, Q/A - Aggregated data on local emissions & exposure, 2008. |
|
[38] |
307, Austria BE277, Austrian Report on Dust, 2006. |
|
[39] |
277, Finland Paper on Industrial ecology, Heino - Industrial Ecology, 2004. |
|
[40] |
73, Theodore, L. et al., Air Pollution Control Equipment, ETS International, Inc. (USA), 1992. |
|
[41] |
233, Farrell Nordic Mission, Mission to Norway, Sweden and Finland June, 2008. |
|
[42] |
226, Nordic Report, A Nordic contribution concerning the revision of the IPPC Reference Document on Best Available Techniques in the Non Ferrous Metals Industries, 2008. |
|
[43] |
77, Soud, H.N., 'Developments in particulate control for coal combustion', IEA Coal Research (UK), 1995. |
|
[44] |
74, Startin, A., Solve your gas filtration problems, Cerafil (Ceramic Filter Elements), UK, English, 1998. |
|
[45] |
76, Soud, H.N, Particulate control handbook for coal-fired plants, IEA Coal Research, 1993. |
|
[46] |
166, Clark, J.H., Chemistry of Waste Minimization, Blackie Academic & Professional, 1995. |
|
[47] |
149, Schei, A, et al., Production of High Silicon Alloys, Tapir Forlag, Trondheim (N), 1998. |
|
[48] |
104, Ullmann's Encyclopedia, 'Ullmann's Encyclopedia of industrial chemistry', 1996. |
|
[49] |
83, NRW (D), NE-Metallindustrie - Betreiberleitfaden
|
|
[50] |
206, Traulsen, H., Information on the Copper Industry Section 6 and 7, Eurometaux Copper Industry Expert Group, 1999. |
|
[51] |
23, DFIU-University Karlsruhe, Emission control at stationary sources in Germany; part I - sulphur and nitrogen oxides, 1996. |
|
[52] |
157, Winter, B. et al., Stand der Technik in der |
|
[53] |
249, Austria Brixlegg Report, Montanwerke_Brixlegg AG_UBA_0208.pdf, 2007. |
|
[54] |
130, Eurometaux Copper Industry, 'Draft Report from IPPC ВАТ Copper Experts Group Meeting, Hamburg July 1998', IPPC BAT Copper Expert Group Meeting, 1998, Hamburg. |
|
[55] |
Справочник ЕС по НДТ для производства цветных металлов, окончательный проект второй редакции, Европейское Бюро НДТ, октябрь 2014 г. |
|
[56] |
238, ECI Copper Installations 2008, Copper Smelters and Refineries in the EU, 2012. |
|
[57] |
Сборник удельных показателей образования отходов производства и потребления, М., Госкомэкологии России, 1999 г., стр.5. |
|
[58] |
Марченко, Металлургия тяжелых цветных металлов. Учебное пособие, Красноярск: ИПК СФУ. |
|
[59] |
Федеральный закон от 10.01.2002 N 7-ФЗ (ред. от 28.11.2015) "Об охране окружающей среды" (с изм. и доп., вступ. в силу с 01.01.2016). |
|
[60] |
Отчет по наилучшим доступным технологиям (НДТ) при производстве меди [в Германии]. |
|
[61] |
Руководство по наилучшим экологическим практикам для выплавки и рафинирования цветных металлов, Министерство охраны окружающей среды Канады, 1999 г. |
|
[62] |
Финский экспертный отчет по наилучшим доступным технологиям (НДТ) при производстве меди и побочном производстве драгоценных металлов, Хельсинки, 1999 г. |
|
[63] |
ГН 2.1.6.1338-03 Предельно допустимые концентрации (ПДК) загрязняющих веществ в атмосферном воздухе населенных мест". Утверждены Постановлением Главного государственного санитарного врача РФ от 30 мая 2003 г. N 114 (ред. от 12.01.2015). |
|
[64] |
Справочник ЕС по НДТ для производства цветных металлов, Европейское Бюро НДТ, декабрь 2001 г. |
|
[65] |
Руководство по охране окружающей среды, здоровья и труда для выплавки и рафинирования цветных металлов, Международная финансовая корпорация, 2007 г. |
|
[66] |
ГН 2.1.5.1315-03 Предельно допустимые концентрации (ПДК) химических веществ в воде водных объектов хозяйственно-питьевого и культурно-бытового водопользования. Утверждены Постановлением Главного государственного санитарного врача РФ от 30 апреля 2003 г. N 78. |
|
[67] |
Нормативы качества воды водных объектов рыбохозяйственного значения, в том числе нормативы предельно допустимых концентраций вредных веществ в водах водных объектов рыбохозяйственного значения. Утверждены Приказом Росрыболовства от 18.01.2010 N 20. |
|
[68] |
|
|
[69] |
Минаматская конвенция о ртути [В Интернете] |
|
[70] |
Загрязнения окружающей среды полихлорированными дибензо-п-диоксинами и диоксиноподобными веществами, Шелепчиков А.А. Available: http://www.dioxin.ru/history/dioxin-info.htm#_edn7. |
|
[71] |
ЭкоПрогресс, N 9, июль 2012, Диоксинофобия: факты и домыслы. |
|
[72] |
Технические нормативы выбросов (ТНВ) загрязняющих веществ для основных производств ЗФ ОАО "ГМК "Норильский никель". Том 1. Технические нормативы выбросов для технологических агрегатов. |
|
[73] |
Технические нормативы выбросов (ТНВ) загрязняющих веществ для основных производств ЗФ ОАО "ГМК "Норильский никель". Том 2. Технические нормативы выбросов для технологических переделов. |
|
[74] |
323, VDI 4285 part 1 and 2, Determination of Diffuse Emissions by Measurements Part 1 - Basic Concepts Part 2 - Industrial Halls, 2008. |
|
[75] |
324, VDI 3790 part 3, Emission of gases, odours and dusts from diffuse sources - Storage, transhipment and transport of Bulk Materials, 2008. |
|
[76] |
229, Umicore etc., F Farrell Mission in BE - Visits to Umicore etc., 2007. |
|
[77] |
322, CEN 15445, Fugitive Dust emission rate estimates by Reverse Dispersion Modelling, 2008. |
|
[78] |
34, UNECE, Heavy Metals Emissions - Long-range Transboundary Air Pollution, 1995. |
|
[79] |
37, Ausmelt Ltd., EAF Dust Processing with Ausmelt Technology, 1995. |
|
[80] |
Aurubis, https://www .aurubis.com/en/en/corp/products/recycling/technology. |
|
[81] |
329, Magnus and Olsson, Recent Developments on the Peirce-Smith Converting Process at the
|
|
[82] |
308, Hydrocopper, Hydrocopper for treating variable concentrates, 2007. |
|
[83] |
127, Сhadwick, J., 'Zaldivar Copper Mine', Mining Magazine, 1994. |
|
[84] |
284, Talvivaara June, Talvivaara bioheapleaching June, 2008. |
|
[85] |
309, A Modern VSF™ SX Plant, Performance Highlights of a Modern VSF™ SX Plant, 2007. |
|
[86] |
196, Finkeldei, L, 'Personal Discussions', Personal Communication, 1999. |
|
[87] |
189, VDI 3478 Part 2, Electrostatic Precipitators - Process and Waste Gas Treatment, Lurgi GmbH, 1998. |
|
[88] |
Lurgi, A.G. et al., Cleaning of Process and Waste Gases, Lurgi AG, 1991. |
|
[89] |
123, Robson, T.G. et al., A Review of the Industrial Uses of Continuous Monitoring Systems: Metals Industry Processes, UK Environment Agency, 1998. |
|
[90] |
141, Elkern Asa, 'Company Profile Including Development in Stack Emission Filtration Technology', 8th International Ferroalloys Congress, 1998, Beijing; China. |
|
[91] |
213, VDI (D) 3674, Waste gas cleaning by adsorption - Process waste gas cleaning, VDI (D), 1998. |
|
[92] |
211, VDI (D) 2442 2006-03, Waste gas cleaning - methods of Thermal Waste Gas Cleaning, VDI (D), 2003. |
|
[93] |
212, VDI (D) 2470, Waste gas purification by oxidative scrubbing, VDI (D), 1995. |
|
[94] |
214, VDI (D) 3476 Part 1, Waste gas cleaning Methods of Catalytic Waste Gas Cleaning - Fundamentals, VDI (D), 2005. |
|
[95] |
11, Hatch Associates Ltd, Pollution Control for Primary Zinc Production, HMIP (UK), 1993. |
|
[96] |
13, HMIP (UK), Processes for the Production of Lead and Lead Alloys, 1994. |
|
[97] |
161, Bobeth, A., 'Precious Metals',
|
|
[98] |
194, Mezger, G., German Aluminium Expert Group, Ministerium |
|
[99] |
276, French PCDD/F Report, French PCDD/F Report, G. Schmitt, 2008. |
|
[100] |
156, VDI (D) 3478 Part 1 and Part 2 (Draft 2008-04), Biological Waste Gas Purification - 1 Bioscrubbers and 2 Trickle Bed Reactors, 2008. |
|
[101] |
242, N 1 Anode Input, Regenerative thermal oxidation (RTO) for a standalone installation for the production of anodes, 2008. |
|
[102] |
348, French input for Aluminium, 'Correspondence from Fives Solios to the French Ministry', Personal Communication, 2010. |
|
[103] |
306, Environment Dioxins Report, Preparatory work for new dioxin measurement requirements for the European metal industry Final Report, 2007. |
|
[104] |
278, Hunsiger et al., Reduction of Dioxin Formation by the Sulphur Cycle in MSW Incinerator, 2007. |
|
[105] |
256, Plant visit report AMAG 20071114.doc, Plant visit report AMAG 20071114.doc, 2007. |
|
[106] |
178, UBA (A), |
|
[107] |
339, EC, BREF on Large Volume Inorganic Chemicals - Ammonia, Acids, Fertilisers (LVIC-AAF), 2007. |
|
[108] |
240, NI Input on Zn production, Installation for the production of Zinc by hydrometallurgical route, 2008. |
|
[109] |
331, FGD process for NFM and Site Visits by FF, FGD process for NFM and Site Visits by FF, 2009. |
|
[110] |
136, Fugleberg, S., Finnish Expert Report on BAT in Zinc Production, Finnish EPA, 1999. |
|
[111] |
330, Petola Helja et al., Patent for mercury removal, 1985. |
|
[112] |
218, VDI (D) 3460, Emission Control - Thermal treatment of waste, VDI (D), 2002. |
|
[113] |
378, Industrial NGOs, NFM data collection, 2012. |
|
[114] |
295, Charles С. Gaver Jr, 'TIN AND TIN ALLOYS - Kirk-Othmer Encyclopedia of Chemical Technology', 2013. |
|
[115] |
146, Kemmer, The Nalco Water Handbook, McGraw-Hill, 1998, p. 2nd Edition. |
|
[116] |
168, Steil, H.U. et al., 'Personal Communication', Personal Communication, 1999. |
|
[117] |
319, Biotechnology for Sustainable Hydrometallurgy, 'Biotechnology for Sustainable Hydrometallurgy', 2003. |
|
[118] |
320, Biologically produced Sulphide, 'Biologically produced Sulphide for Purification of Process streams, effluent treatment and recovery of metals', 2004. |
|
[119] |
321, Removal of Selenium and Molybdenum, 'Solutions in Practice for Removal of Selenium and Molybdenum', 2007. |
|
[120] |
145, Dairymple, I., Setting New Standards of Performance and Economy for Effluent Treatment and Heavy an Precious Metal Recovery, EA Technology ltd. Chester (UK), 1999. |
|
[121] |
"121, Rentz O. et al., 1999," [В Интернете]. |
 Anlagen zum Schmelzen von Schwermetallen, Ministerium Umwelt, Raumordnung u. Landwirtschaft, 1997.
Anlagen zum Schmelzen von Schwermetallen, Ministerium Umwelt, Raumordnung u. Landwirtschaft, 1997.
 im Hinblick auf die IPPC-Richtlinie, UBA (A), 1999.
im Hinblick auf die IPPC-Richtlinie, UBA (A), 1999.
 Smelter, 2007.
Smelter, 2007.
 Landesamt
Landesamt
 , 1999.
, 1999.

официальный сайт Росстандарта
http://www.gost.ru/
(по состоянию на 22.12.2015)