
ИТС 2-2015 Производство аммиака, минеральных удобрений и неорганических кислот
ИТС 2-2015
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
ПРОИЗВОДСТВО АММИАКА, МИНЕРАЛЬНЫХ УДОБРЕНИЙ И НЕОРГАНИЧЕСКИХ КИСЛОТ
Manufacture of ammonia, fertilizers and inorganic acids
Дата введения 2016-07-01
Введение
Настоящий справочник НДТ является документом по стандартизации, разработанным в результате анализа технологических, технических и управленческих решений, применяемых при производстве аммиака, минеральных удобрений и неорганических кислот.
Краткое содержание справочника
Введение. Представлено краткое содержание справочника НДТ.
Предисловие. Указана цель разработки справочника НДТ, его статус, законодательный контекст, краткое описание процедуры создания в соответствии с установленным порядком, а также взаимосвязь с аналогичными международными документами.
Область применения. Описаны основные виды деятельности, на которые распространяется действие справочника НДТ.
В разделе 1 представлена информация о состоянии и уровне развития отрасли минеральных удобрений в Российской Федерации. Также в разделе 1 приведен краткий обзор экологических аспектов производства аммиака, минеральных удобрений и неорганических кислот.
В разделах 2-9 представлена информация по производству аммиака, серной кислоты, фосфорной кислоты, азотной кислоты, комплексных удобрений, аммиачной селитры и известково-аммиачной селитры, карбамида и смеси карбамида и нитрата аммония, хлористого калия соответственно.
Разделы 2-9 содержат следующие подразделы:
- описание технологических процессов, используемых в настоящее время;
- текущие уровни эмиссии в окружающую среду;
- определение наилучших доступных технологий;
- наилучшие доступные технологии;
- экономические аспекты реализации наилучших доступных технологий;
- перспективные технологии.
Заключительные положения и рекомендации. Приведены сведения об использованных материалах при подготовке справочника, а также сведения о разработчиках справочника
Библиография. Приведен перечень источников информации, использованных при разработке справочника НДТ.
Предисловие
Цели, основные принципы и порядок разработки справочника НДТ установлены постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям".
1 Статус документа
Настоящий информационно-технический справочник по наилучшим доступным технологиям (далее - справочник НДТ) является документом по стандартизации.
2 Информация о разработчиках
Справочник НДТ разработан технической рабочей группой N 2 "Производство аммиака, минеральных удобрений и неорганических кислот" (ТРГ 2), состав которой утвержден приказом Росстандарта от 17 июля 2015 г. N 828 (с изменениями приказ Росстандарта от 18 ноября 2015 г. N 1415).
Справочник НДТ представлен на утверждение Бюро наилучших доступных технологий (далее - Бюро НДТ) (www.burondt.ru).
3 Краткая характеристика
Справочник НДТ содержит описание применяемых при производстве аммиака, минеральных удобрений и неорганических кислот, использующихся в производстве минеральных удобрений, реализованных на территории Российской Федерации технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, водопотребление, повысить энергоэффективность, ресурсосбережение. Из описанных технологических процессов, оборудования, технических способов, методов определены решения, являющиеся наилучшими доступными технологиями (НДТ). Для НДТ в справочнике НДТ установлены соответствующие технологические показатели НДТ.
4 Взаимосвязь с международными, региональными аналогами
При разработке справочника НДТ был использован справочник Европейского союза по НДТ "Крупнотоннажное производство неорганических химикатов - аммиака, кислот и удобрений" (Large Volume Inorganic Chemicals - Ammonia, Acids and Fertilisers).
5 Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых при производстве аммиака, минеральных удобрений и неорганических кислот в Российской Федерации была собрана в процессе разработки справочника НДТ в соответствии с Порядком сбора данных, необходимых для разработки информационно-технического справочника по наилучшим доступным технологиям и анализа приоритетных проблем отрасли, утвержденным приказом Росстандарта от 23 июля 2015 г. N 863.
6 Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника НДТ с другими справочниками НДТ, разрабатываемыми в соответствии с распоряжением Правительства Российской Федерации от 31 октября 2014 г. N 2178-р, приведена в разделе "Область применения".
7 Информация об утверждении, опубликовании и введении в действие
Справочник НДТ утвержден приказом Росстандарта от 15 декабря 2015 г. N 1572.
Справочник НДТ введен в действие с 1 июля 2016 г., официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
Область применения
Настоящий справочник НДТ распространяется на следующие основные виды деятельности:
- производство аммиака;
- производство минеральных удобрений;
- производство неорганических кислот, использующихся в производстве минеральных удобрений на территории Российской Федерации.
Справочник НДТ также распространяется на следующие процессы, связанные с основными видами деятельности, которые могут оказать влияние на объемы эмиссий или масштабы загрязнения окружающей среды:
- хранение и подготовка сырья;
- хранение и подготовка топлива;
- производственные процессы;
- методы предотвращения и сокращения эмиссий, образования и размещения отходов;
- хранение и подготовка продукции.
Справочник НДТ не распространяется на:
- производство серной кислоты из отходящих газов цветной металлургии и нефтехимической промышленности;
- вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
Рассматривая эмиссии в виде сточных вод (сбросов) от описываемых в настоящем справочнике НДТ технологий, следует отметить, что в большинстве случаев они отсутствуют. Существующий уровень технологий позволяет минимизировать количество технологических сточных вод путем сброса их после очистки в водооборотную систему предприятия, совсем исключить их наличие путем внедрения бессточных систем или удаления в изолированные водовмещающие пласты горных пород. При определенных климатических условиях (преобладание среднегодовых испарений над среднегодовыми осадками) имеется техническая возможность полностью уйти от сброса сточных вод во внешние источники, используя всю оборотную воду в технологических целях.
На ряде предприятий исторически сложились схемы водопользования, когда на свои очистные сооружения поступают неочищенные сточные воды других предприятий (абонентов), в том числе водоканалов, смешивающих эти сточные воды со своими производственными и хозбытовыми сточными водами для очистки и последующего сброса в водный объект.
Оценить влияние технологических сточных вод в составе общего стока на окружающую среду практически не представляется возможным, а тем более дать оценку технологического процесса по такому показателю, как очистка объединенных сточных вод.
Для таких предприятий практически невозможно выделить НДТ (и впоследствии - технологические показатели), так как в каждом конкретном случае будет иметь место уникальный набор объемов и концентраций загрязняющих веществ.
На большинстве предприятий отрасли сточные воды формируются опосредованно, через сбор и усреднение промышленных (технологических) и ливневых сточных вод (продувки заводского водооборотного цикла, непрямые сбросы сточных вод от отделений охлаждения, водоподготовки, продувок котлов и др.).
Учитывая вышесказанное, а также во избежание дублирования информации и излишней нагрузки на настоящий справочник НДТ здесь рассмотрены только специфические виды обращения с технологическими сточными водами (использования, утилизации, нейтрализации и переработки и др.). Общие подходы к обращению со сточными водами описаны в справочнике НДТ "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях" (см. рисунок 1.1).
Так или иначе, при рассмотрении каждой отдельной технологии или применяемой техники в рамках настоящего справочника НДТ, при определении НДТ учитываются удельные уровни эмиссии и удельные нормы потребления сырья и энергоресурсов. При этом, основываясь на логике принципов НДТ, можно сделать вывод, что оптимальными показателями все равно будут обладать существующие или проектируемые производства, где применяются наилучшие решения, в том числе в обращении со сточными водами.
Сфера распространения настоящего справочника НДТ приведена на рисунке 1.1.
Серым прямоугольником выделена сфера распространения настоящего справочника НДТ. Цифры, приведенные над продуктами или процессами, указывают на порядковые номера справочников НДТ (в соответствии с распоряжением Правительства Российской Федерации от 31 октября 2014 г. N 2178-р об утверждении поэтапного графика создания в 2015-2017 годах отраслевых справочников наилучших доступных технологий), в сферу распространения которых входит производство указанных продуктов или осуществление приведенных процессов.
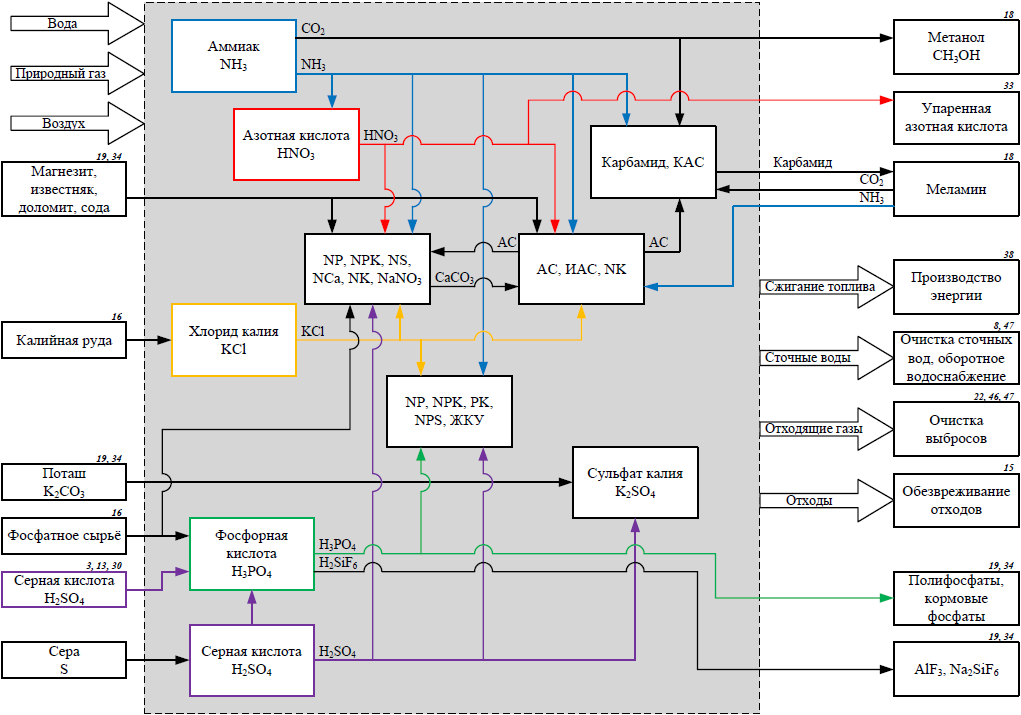
Рисунок 1.1 - Сфера распространения настоящего справочника НДТ и его связь с другими справочниками НДТ
Раздел 1. Общая информация об отрасли минеральных удобрений
Отрасль минеральных удобрений в России является системообразующей для российского химического комплекса. Отрасль включает производство всех видов агрохимического сырья (апатитовый концентрат, хлористый калий, брусит) и полного ассортимента минеральных удобрений - односторонних азотных и калийных, сложных и комплексных удобрений.
В настоящее время в России имеются мощности по производству около 23 млн т минеральных удобрений (в пересчете на 100% питательных веществ).
Российские компании полностью обеспечены основным сырьем для производства всех видов минеральных удобрений, таким как природный газ, сера, апатитовый концентрат и хлористый калий. В 2014 году объем выпуска минеральных удобрений составил 19615,8 тыс. т, в том числе азотных - 8209,5 тыс. т, фосфорных - 3008,8 тыс. т, калийных - 8397,5 тыс. т. Загрузка мощностей в производстве минеральных удобрений составила 81%.
В 2014 году потребление минеральных удобрений отечественными сельскохозяйственными товаропроизводителями составило 2532 тыс. т, что составляет 13% от объема производства.
Основным сырьем для производства минеральных удобрений являются: природный газ, сера, апатитовый концентрат и хлористый калий.
Структура производства минеральных удобрений в России представлена на рисунке 1.1.
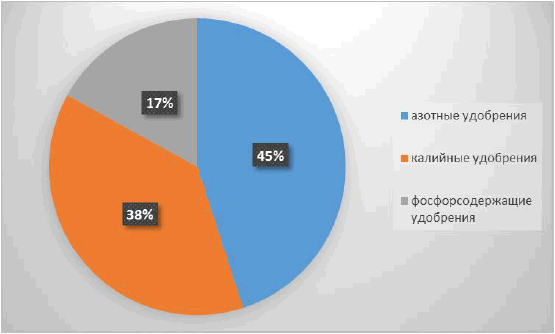
Рисунок 1.1 - Структура производства минеральных удобрений
Минеральные удобрения традиционно занимают лидирующие позиции в экспорте отечественной продукции химического комплекса (около 35%). Общий объем валютной выручки от поставок минеральных удобрений на экспорт в 2014 году составил 8,91 млрд долларов США.
В ближайший период ожидается ужесточение конкуренции на мировых рынках в связи с запуском новых мощностей в странах Персидского залива и Северной Африки, цены на газ в которых в 2-3 раза ниже, чем в России, а сами предприятия расположены вблизи экспортных портов, что минимизирует логистические затраты.
В 2014 году закупки минеральных удобрений отечественными сельскохозяйственными товаропроизводителями, по оперативным данным, составили около 2,4 млн т (в пересчете на 100% питательных веществ), что на 1,4% больше, чем в 2013 году.
Одним из основных направлений получения добавленной стоимости и коммерциализации основных видов сырья является получение широкой гаммы химической продукции отрасли, в том числе аммиака, метанола, их производных, включая производство минеральных удобрений, меламина и др.
1.1 Перспективы развития рынка минеральных удобрений в России
Сегмент минеральных удобрений является одним из наиболее развитых в структуре российской химической промышленности и сохранит свое развитие в дальнейшем, укрепляя свои экспортные позиции, с одновременным развитием внутреннего рынка и повышением эффективности компаний.
В сегменте калийных и фосфорных удобрений преимущество отечественных производителей будет обеспечено широким доступом к сырью (калийная и фосфорная руда). Модернизация существующих предприятий в сегменте азотных удобрений с целью повышения энергоэффективности, ресурсосбережения и экологической безопасности позволит сохранить конкурентоспособность на глобальном рынке. Модернизация мощностей также позволит снизить негативное воздействие производств минеральных удобрений на окружающую среду при ужесточении и общей гармонизации экологических требований с международными экологическими стандартами.
Важным фактором конкурентоспособности российских производителей станет расширение производства сложных и комплексных удобрений, адаптированных под современные потребительские предпочтения. Рост данных продуктовых направлений потребует от компаний собственных научно-исследовательских разработок и технологий в области производства и применения минеральных удобрений.
Сохранение позиций на экспортных рынках должно сопровождаться развитием внутреннего рынка посредством стимулирования потребления минеральных удобрений и увеличения доли использования сложных удобрений в сельском хозяйстве. Для реализации потенциала внутреннего рынка должна оказываться более активная государственная поддержка сельхозтоваропроизводителей в виде доступа к дешевым источникам финансирования и (или) предоставления дотаций на развитие инфраструктуры по транспортировке, хранению и внесению минеральных удобрений, в том числе сложных, и последующей интенсификацией сельского хозяйства.
1.2 Перечень предприятий, относящихся к сфере распространения справочника НДТ
В таблице 1.1 приведен перечень предприятий, относящихся к сфере распространения настоящего справочника НДТ, и их географическое расположение.
Таблица 1.1 - Перечень предприятий, относящихся к сфере распространения настоящего справочника НДТ
|
N п/п |
Наименование организации |
Наименование группы, ассоциации, холдинга |
Регион Российской Федерации |
Город (населенный пункт) |
|
1 |
ФосАгро-Череповец, АО |
ФосАгро, ОАО |
Вологодская обл. |
Череповец |
|
2 |
Апатит, АО - Балаковский филиал |
ФосАгро, ОАО |
Саратовская обл. |
Балаково |
|
3 |
Метахим, ЗАО |
ФосАгро, ОАО |
Ленинградская обл. |
Волхов |
|
4 |
НАК Азот, АО |
МХК ЕвроХим, АО |
Тульская обл. |
Новомосковск |
|
5 |
Невинномысский азот, АО |
МХК ЕвроХим, АО |
Ставропольский край |
Невинномысск |
|
6 |
ПГ Фосфорит, ООО |
МХК ЕвроХим, АО |
Ленинградская обл. |
Кингисепп |
|
7 |
ЕвроХим - Белореченские минудобрения, ООО |
МХК ЕвроХим, АО |
Краснодарский край |
Белореченск |
|
8 |
Акрон, ОАО |
Акрон, ОАО |
Новгородская обл. |
Великий Новгород |
|
9 |
Дорогобуж, ОАО |
Акрон, ОАО |
Смоленская обл. |
Верхнеднепровский |
|
10 |
ЗМУ КЧХК, ОАО |
ОХК Уралхим, АО |
Кировская обл. |
Кирово-Чепецк |
|
11 |
ОХК Уралхим, ОАО - Филиал Азот в г.Березники |
ОХК Уралхим, АО |
Пермский край |
Березники |
|
12 |
Воскресенские минеральные удобрения, ОАО |
ОХК Уралхим, АО |
Московская обл. |
Воскресенск |
|
13 |
Минеральные удобрения, ОАО г.Пермь |
ОХК Уралхим, АО |
Пермский край |
Пермь |
|
14 |
Уралкалий, ПАО |
- |
Пермский край |
Березники |
|
15 |
Минудобрения, ОАО г.Россошь |
- |
Воронежская обл. |
Россошь |
|
16 |
Азот, Кемеровское АО |
СДС Азот, АО (ХК СДС, ЗАО) |
Кемеровская обл. |
Кемерово |
|
17 |
Капролактам Кемерово, ЗАО |
СДС Азот, АО (ХК СДС, ЗАО) |
Кемеровская обл. |
Кемерово |
|
18 |
Ангарский азотно-туковый завод, ООО |
СДС Азот, АО (ХК СДС, ЗАО) |
Иркутская обл. |
Ангарск |
|
19 |
Титановые инвестиции, ООО - Армянский филиал |
- |
Респ. Крым |
Армянск |
|
20 |
КуйбышевАзот, АО |
- |
Самарская обл. |
Тольятти |
|
21 |
Менделеевсказот, ООО |
- |
Респ. Татарстан |
Менделеевск |
|
22 |
ТольяттиАзот, ОАО |
- |
Самарская обл. |
Тольятти |
|
23 |
Газпром нефтехим Салават, ОАО |
Газпром, ОАО |
Респ. Башкортостан |
Салават |
|
24 |
Гидрометаллургический завод, ОАО |
- |
Ставропольский край |
Лермонтов |
|
25 |
Мелеузовские минеральные удобрения, ОАО |
- |
Респ. Башкортостан |
Мелеуз |
|
26 |
Арви НПК, ООО |
- |
Калининградская обл. |
Черняховск |
|
27 |
РУСАЛ Ачинский глиноземный комбинат, ОАО |
РУСАЛ, ОК |
Красноярский край |
Ачинск |
|
28 |
Щекиноазот, ОАО |
ОХК Щекиноазот, ООО |
Тульская обл. |
Первомайский |
|
29 |
Щекиноазот, ОАО - Ефремовский филиал |
ОХК Щекиноазот, ООО |
Тульская обл. |
Ефремов |
1.3 Перечень продукции и применяемых технологий
В таблице 1.2 приведен перечень продукции и технологий к настоящему справочнику НДТ.
Таблица 1.2 - Перечень продукции и технологий к настоящему справочнику НДТ
|
Наименование продукции |
Способы производства |
||||
|
1 |
Аммиак |
1.1 |
Аммиак |
1.1.1 |
Производство аммиака из природного газа мощностью 1360-2000 т в сутки в однолинейном агрегате на базе парового каталитического риформинга в прямоточной трубчатой печи и вторичного паро-воздушного риформинга с отделением очистки и подготовки синтез-газа, с синтезом аммиака под давлением 210-300 ати по циркуляционной схеме |
|
1.1.2 |
Производство аммиака из природного газа мощностью 1240-1300 т в сутки в однолинейном агрегате на базе парового каталитического риформинга в противоточной трубчатой печи и вторичного паро-воздушного риформинга с отделением очистки и подготовки синтез-газа, с синтезом аммиака под давлением 200-300 ати по циркуляционной схеме |
||||
|
2 |
Серная кислота |
2.1 |
Серная кислота |
2.1.1 |
Сернокислотные системы одинарного контактирования с системой очистки хвостовых газов и промывным отделением |
|
2.1.2 |
Сернокислотные системы одинарного контактирования с системой очистки хвостовых газов |
||||
|
2.1.3 |
Сернокислотные системы ДК-ДА (двойное контактирование - двойная абсорбция) малой производительности (<500000 т мнг/год) |
||||
|
2.1.4 |
Сернокислотные системы ДК-ДА большой производительности (500000-1000000 т мнг/год) |
||||
|
3 |
Фосфорная кислота |
3.1 |
Фосфорная кислота |
3.1.1 |
Производство экстракционной фосфорной кислоты (ЭФК) полугидратным (ПГ) либо дигидратным (ДГ) способом посредством сернокислотного разложения фосфатного сырья с возможностью последующего концентрирования ЭФК |
|
4 |
Азотная кислота |
4.1 |
Азотная кислота |
4.1.1 |
АК-72 (АК-72М): каталитическое окисление аммиака кислородом воздуха при давлении 0,412 МПа (4,2 кгс/см |
|
4.1.2 |
УКЛ-7: каталитическое окисление аммиака кислородом воздуха при давлении 0,716 МПа (7,3 кгс/см |
||||
|
4.1.3 |
1/3,5 ата: каталитическое окисление аммиака кислородом воздуха при атмосферном давлении и абсорбция окислов азота конденсатом водяного пара при давлении 0,35 МПа (3,5 кгс/см |
||||
|
5 |
Удобрения на основе сернокислотной переработки фосфатного сырья |
5.1 |
NP/NPS |
5.1.1 |
По схеме САИ (скоростной аммонизатор-испаритель) - БГС (барабанный гранулятор сушилка) или САИ-ТР (трубчатый реактор) - БГС с упаркой и без упарки аммонизированных пульп |
|
5.1.2 |
По схеме ТР-БГС |
||||
|
5.1.3 |
По схеме ТР - АГ (аммонизатор-гранулятор) - СБ (сушильный барабан) |
||||
|
5.1.4 |
По схеме с использованием каскада емкостных смесителей-нейтрализаторов с гранулированием и сушкой NP пульп в АГ - СБ/БГС |
||||
|
5.2 |
NPK |
5.2.1 |
По схеме САИ - ТР - БГС/ТР - БГС |
||
|
5.2.2 |
По схеме ТР - АГ - СБ |
||||
|
5.2.3 |
По схеме с использованием каскада емкостных смесителей-нейтрализаторов с гранулированием и сушкой NPK пульп в АГ - СБ или БГС |
||||
|
5.3 |
PK |
5.3.1 |
Разложение поташа фосфорной кислотой |
||
|
5.3.2 |
На основе фосфатов кальция и хлористого калия с грануляцией в БГС |
||||
|
5.4 |
ЖКУ |
5.4.1 |
Нейтрализация суперфосфорной кислоты аммиаком в трубчатом реакторе |
||
|
6 |
Удобрения на основе азотнокислотной переработки фосфатного сырья |
6.1 |
NP |
6.1.1 |
Азотнокислотное разложение фосфатного сырья с отделением тетрагидрата нитрата кальция вымораживанием, аммонизацией полученного азотнофосфорнокислого раствора, упариванием пульпы и грануляцией в БГС |
|
6.1.2 |
Азотнокислотное разложение фосфатного сырья с отделением тетрагидрата нитрата кальция вымораживанием, аммонизацией полученного азотнофосфорнокислого раствора, упариванием пульпы и грануляцией в грануляционной башне |
||||
|
6.2 |
NP (азото-фосфат) |
6.2.1 |
Грануляция смеси концентрированных растворов аммиачной селитры (АС) и аммонизированного азотнофосфорнокислого раствора |
||
|
6.3 |
NPK |
6.3.1 |
Азотнокислотное разложение фосфатного сырья с отделением тетрагидрата нитрата кальция вымораживанием, аммонизацией полученного азотнофосфорнокислого раствора, упариванием пульпы, смешением с хлористым калием и грануляцией в БГС |
||
|
6.3.2 |
Азотнокислотное разложение фосфатного сырья с отделением тетрагидрата нитрата кальция вымораживанием, аммонизацией полученного азотнофосфорнокислого раствора, упариванием пульпы, смешением с хлористым калием и грануляцией в грануляционной башне |
||||
|
6.4 |
Другое |
6.4.1 |
Получение нитрата кальция разложением карбоната кальция азотной кислотой |
||
|
6.4.2 |
Получение нитрата кальция из пульпы нитрата кальция, полученной вымораживанием нитрата кальция из азотнофосфорнокислого раствора |
||||
|
7 |
Удобрения на основе переработки аммиака и азотной кислоты |
7.1 |
Аммиачная селитра |
7.1.1 |
Нейтрализация азотной кислоты (58%-60%) газообразным аммиаком под давлением, близким к атмосферному, с последующей упаркой полученного раствора до состояния высококонцентрированного плава, который подается на грануляцию в гранбашню, охлаждение гранул и обработка антислеживателем |
|
7.1.2 |
АС-67: Подача плава на грануляторы самотеком; охлаждение гранул в "кипящем" слое перемешивания, расположенном по всему сечению гранбашни; для охлаждения используется один дутьевой воздушный вентилятор высокой производительности |
||||
|
7.1.3 |
АС-72: Подача плава на грануляторы специально разработанным насосом плава; охлаждение гранул в выносном секционированном аппарате "кипящего" слоя вытеснения; для охлаждения гранул используются воздушные вентиляторы (3 шт.) |
||||
|
7.2 |
Известково- |
7.2.1 |
Упаривание раствора АС до плава, смешивание плава АС и карбоната кальция, грануляция суспензии плава АС и карбоната кальция в барабане с "кипящим" слоем, охлаждение гранул, обработка антислеживателем |
||
|
7.2.2 |
Упаривание раствора АС, смешивание упаренного раствора АС с карбонатом кальция, грануляция пульпы и сушка гранул в БГС, охлаждение гранул и обработка антислеживателем |
||||
|
7.3 |
NK-удобрения |
7.3.1 |
Калиевая селитра конверсионным методом с использованием нитрата натрия и хлористого калия |
||
|
7.3.2 |
NK-удобрения по схеме с использованием каскада емкостных смесителей-нейтрализаторов с гранулированием продуктов взаимодействия плава АС, хлористого калия и аммиака |
||||
|
8 |
Карбамид |
8.1 |
Карбамид |
8.1.1 |
Из аммиака и диоксида углерода при высоком давлении и температуре |
|
9 |
Смесь растворов карбамида и аммиачной селитры (КАС) |
9.1 |
Смесь растворов КАС |
9.1.1 |
Смешение растворов карбамида и АС |
|
10 |
Калийные удобрения |
10.1 |
Хлористый калий |
10.1.1 |
Галлургический способ |
|
10.1.2 |
Флотационный способ |
||||
|
10.2 |
Сульфат калия |
10.2.1 |
Разложение карбоната калия серной кислотой |
||
|
11 |
Сульфат аммония |
11.1 |
Сульфат аммония |
11.1.1 |
Процесс производства кристаллического сульфата аммония из водного раствора сульфата аммония с упариванием, кристаллизацией и отделением продукта |
|
12 |
Азото-сульфат |
12.1 |
Азото-сульфат |
12.1.1 |
Раздельное получение растворов сульфата и нитрата аммония, их смешение, упарка, грануляция и сушка |
|
13 |
Другие |
13.1 |
Кальций азото-сульфат |
13.1.1 |
Смешение нитрата кальция, раствора сульфата и нитрата аммония с дальнейшей упаркой, смешением с карбонатом кальция и грануляцией |
1.4 Мощности производства
В таблицах 1.3-1.22 представлены мощности предприятий по производству продукции.
Таблица 1.3 - Мощности производства аммиака (1.1), тыс. т ф. м./год
|
Предприятие |
Мощность производства |
|
ФосАгро-Череповец, АО |
1023 |
|
НАК Азот, АО |
1695 |
|
Невинномысский азот, АО |
1265 |
|
Акрон, ОАО |
1200 |
|
Дорогобуж, ОАО |
600 |
|
ЗМУ КЧХК, ОАО |
1162 |
|
ОХК Уралхим, ОАО - Филиал Азот (г.Березники) |
900 |
|
Минеральные удобрения, ОАО (г.Пермь) |
590 |
|
Минудобрения, ОАО (г.Россошь) |
900 |
|
Азот, Кемеровское АО |
900 |
|
КуйбышевАзот, АО |
600 |
|
ТольяттиАзот, ОАО |
3150 |
|
Газпром нефтехим Салават, ОАО |
450 |
|
Щекиноазот, ОАО |
|
|
|
|

Таблица 1.4 - Мощности производства серной кислоты (2.1), тыс. т/год (в пересчете на моногидрат-мнг)
|
Предприятие |
Мощность производства |
|
ФосАгро-Череповец, АО |
2700 |
|
Апатит, АО - Балаковский филиал |
1890 |
|
Метахим, ЗАО |
220 |
|
ПГ Фосфорит, ООО |
1000 |
|
ЕвроХим - Белореченские минудобрения, ООО |
737 |
|
Воскресенские минеральные удобрения, ОАО |
500 |
|
Азот, Кемеровское АО |
240 |
|
Титановые инвестиции, ООО - Армянский филиал |
960 |
|
Щекиноазот, ОАО - Ефремовский филиал |
500 |
|
|
|
Таблица 1.5 - Мощности производства фосфорной кислоты (3.1), тыс. т  /год
/год
|
Предприятие |
Мощность производства |
|
ФосАгро-Череповец, АО |
1180 |
|
Апатит, АО - Балаковский филиал |
850 |
|
Метахим, ЗАО |
100 |
|
ПГ Фосфорит, ООО |
400 |
|
ЕвроХим - Белореченские минудобрения, ООО |
300 |
|
Воскресенские минеральные удобрения, ОАО |
160 |
|
Титановые инвестиции, ООО - Армянский филиал |
53 |
|
|
|
Таблица 1.6 - Мощности производства азотной кислоты (4.1), тыс. т/год (в пересчете на моногидрат)
|
Предприятие |
Мощность производства |
|
ФосАгро-Череповец, АО |
367 |
|
НАК Азот, АО |
1246 |
|
Невинномысский азот, АО |
1160 |
|
Акрон, ОАО |
1368 |
|
Дорогобуж, ОАО |
1231 |
|
ЗМУ КЧХК, ОАО |
1409 |
|
ОХК Уралхим, ОАО - Филиал Азот в г.Березники |
1200 |
|
Минудобрения, ОАО г.Россошь |
760 |
|
Азот, Кемеровское АО |
768 |
|
Ангарский азотно-туковый завод, ООО |
225 |
|
КуйбышевАзот, АО |
495 |
|
Менделеевсказот, ООО |
360 |
|
Мелеузовские минеральные удобрения, ОАО |
600 |
|
|
|
Таблица 1.7 - Мощности производства NP/NPS-удобрений на основе сернокислотной переработки фосфатного сырья (5.1), тыс. т/год
|
Предприятие |
Мощность производства |
|
ФосАгро-Череповец, АО |
1300 (МАФ) |
|
Апатит, АО - Балаковский филиал |
1367 (МАФ) |
|
ПГ Фосфорит, ООО |
780 (МАФ) |
|
ЕвроХим - Белореченские минудобрения, ООО |
680 (МАФ) |
|
Воскресенские минеральные удобрения, ОАО |
480 (МАФ) |
|
Титановые инвестиции, ООО - армянский филиал |
100 (МАФ) |
|
Гидрометаллургический завод, ОАО |
|
|
Арви НПК, ООО |
|
|
|
|
Таблица 1.8 - Мощности производства PK/NPK-удобрений на основе сернокислотной переработки фосфатного сырья (5.2), тыс. т/год
|
Предприятие |
Мощность производства |
|
ФосАгро-Череповец, АО |
1800 (NPK) |
|
Метахим, ЗАО |
80 (РK) |
|
Воскресенские минеральные удобрения, ОАО |
480 (МАФ) |
|
Невинномысский азот, АО |
430 (NPK) |
|
Арви НПК, ООО |
|
|
|
|
Таблица 1.9 - Мощности производства ЖКУ на основе сернокислотной переработки фосфатного сырья (5.4), тыс. т /год
|
Предприятие |
Мощность производства |
|
ФосАгро-Череповец, АО |
50 |
|
|
|
Таблица 1.10 - Мощности производства NP/NPK-удобрений на основе азотнокислотной переработки фосфатного сырья (6.1-6.3), тыс. т/год
|
Предприятие |
Мощность производства |
|
Минудобрения, ОАО (г.Россошь) |
1100 (NPK) |
|
Акрон, ОАО |
1100 (NPK) |
|
Дорогобуж, ОАО |
600 (NPK) |
|
ЗМУ КЧХК, ОАО |
850 (NPK) |
|
|
|
Таблица 1.11 - Мощности производства прочих удобрений на основе азотнокислотной переработки фосфатного сырья (6.4), тыс. т/год
|
Предприятие |
Мощность производства |
|
ЗМУ КЧХК, ОАО |
40 (нитрат кальция) |
|
|
|
Таблица 1.12 - Мощности производства аммиачной селитры (7.1), тыс. т/год
|
Предприятие |
Мощность производства |
|
ФосАгро-Череповец, АО |
471 |
|
НАК Азот, АО |
1618 |
|
Невинномысский азот, АО |
1394 |
|
Акрон, ОАО |
1200 |
|
Дорогобуж, ОАО |
935 |
|
ЗМУ КЧХК, ОАО |
1178 |
|
ОХК Уралхим, ОАО - Филиал Азот (г.Березники) |
900 |
|
Минудобрения, ОАО (г.Россошь) |
520 |
|
Азот, Кемеровское АО |
957 |
|
Ангарский азотно-туковый завод, ООО |
270 |
|
КуйбышевАзот, АО |
549 |
|
Менделеевсказот, ООО |
380 |
|
Мелеузовские минеральные удобрения, ОАО |
450 |
|
|
|
Таблица 1.13 - Мощности производства известково-аммиачной селитры (7.2), тыс. т/год
|
Предприятие |
Мощность производства |
|
НАК Азот, АО |
420 |
|
ЗМУ КЧХК, ОАО |
850 (совместно с NP/NPK) |
|
|
|
Таблица 1.14 - Мощности производства NK-удобрений (7.3), тыс. т/год
|
Предприятие |
Мощность производства |
|
Невинномысский азот, АО |
460 (NK 21:21) |
|
ОХК Уралхим, ОАО - Филиал Азот (г.Березники) |
22 (калиевая селитра) |
|
|
|
Таблица 1.15 - Мощности производства карбамида (8.1), тыс. т/год
|
Предприятие |
Мощность производства |
|
ФосАгро-Череповец, АО |
891 |
|
НАК Азот, АО |
1118 |
|
Невинномысский азот, АО |
883 (с учетом КАС) |
|
Акрон, ОАО |
750 |
|
ОХК Уралхим, ОАО - Филиал Азот (г.Березники) |
450 |
|
Минеральные удобрения, ОАО (г.Пермь) |
450 |
|
Азот, Кемеровское АО |
515 |
|
КуйбышевАзот, АО |
348 |
|
ТольяттиАзот, ОАО |
960 |
|
Газпром нефтехим Салават, ОАО |
360 |
|
|
|
Таблица 1.16 - Мощности производства КАС (9.1), тыс. т/год
|
Предприятие |
Мощность производства |
|
НАК Азот, АО |
450 |
|
Невинномысский азот, АО |
973 |
|
|
|
Таблица 1.17 - Мощности производства хлористого калия (10.1), тыс. т/год
|
Предприятие |
Мощность производства |
|
Уралкалий, ПАО |
12201 |
|
|
|
Таблица 1.18 - Мощности производства сульфата калия (10.2), тыс. т/год
|
Предприятие |
Мощность производства |
|
Метахим, ЗАО |
90 |
|
РУСАЛ Ачинский глиноземный комбинат, ОАО |
- |
|
|
|
Таблица 1.19 - Мощности производства фосфата калия (10.3), тыс. т/год
|
Предприятие |
Мощность производства |
|
Гидрометаллургический завод, ОАО |
- |
Таблица 1.20 - Мощности производства сульфата аммония (11.1), тыс. т/год
|
Предприятие |
Мощность производства |
|
Капролактам Кемерово, ЗАО |
321 |
|
КуйбышевАзот, АО |
255 |
|
Щекиноазот, ОАО |
- |
|
|
|
Таблица 1.21 - Мощности производства азото-сульфата (12.1), тыс. т/год
|
Предприятие |
Мощность производства |
|
ЗМУ КЧХК, ОАО |
850 (совместно с NP/NPK) |
|
|
|
Таблица 1.22 - Мощности производства кальций азотосульфата (13.1), тыс. т/год
|
Предприятие |
Мощность производства |
|
ЗМУ КЧХК, ОАО |
850 (совместно с NP/NPK) |
|
|
|
1.5 Анализ приоритетных проблем отрасли
1.5.1 Охрана окружающей среды
К факторам негативного воздействия на окружающую среду при производстве аммиака, минеральных удобрений и неорганических кислот относятся:
- выбросы в атмосферу;
- сточные воды;
- крупнотоннажные побочные продукты
- прочие факторы негативного воздействия.
- При сопоставлении значений выбросов/сбросов аналогичных производств следует обратить внимание на возможные погрешности, связанные с различным объемом обрабатываемого массива данных, использованием разных методов анализа, приборного парка, алгоритма пересчета в необходимые величины и т.д.
Существует проблема с отнесением уровня эмиссий к конкретному производству/марке продукта (объединенная отчетность нескольких производств, раздельная отчетность одного производства, общие очистные сооружения, широкий ассортиментный ряд продукции),а также в связи с тем, что различные марки продукции могут производиться на одном и том же оборудовании и эмиссии в воздух осуществляются (могут осуществляться) через один источник выброса.
Для обеспечения сопоставимости результатов должен быть принят ряд документов в развитие Федерального закона N 102-ФЗ "Об обеспечении единства измерений".
В перспективе данные проблемы могут решаться путем обеспечения единства измерений (развитие положений предусмотренных ГОСТ Р 8.000-2000. "Государственная система обеспечения единства измерений. Основные положения", ГОСТ Р 8.589-2001. "Контроль загрязнений окружающей среды. Метрологическое обеспечение. Основные положения"), но в данный момент, представленные в справочнике данные по эмиссиям, необходимо рассматривать с учетом показателей погрешностей приведенных в Приказе министерства природных ресурсов и экологии РФ N 425 от 07.12.2012 г. "Об утверждении перечня измерений, относящихся к сфере государственного регулирования обеспечения единства измерений и выполняемых при осуществлении деятельности в области охраны окружающей среды, и обязательных метрологических требований к ним, в том числе показателей точности измерений".
1.5.1.1 Выбросы в атмосферу
К основным загрязняющим веществам (поллютантам), выбрасываемым в атмосферу, относятся  ,
,  ,
,  ,
,  , СО,
, СО,  , соединения фтора,
, соединения фтора,  .
.
Производство аммиака, минеральных удобрений и неорганических кислот требует больших затрат энергии, получаемой обычно за счет сжигания органического топлива с выделением значительных объемов парниковых газов. При этом некоторые предприятия (к примеру, по производству карбамида) частично используют образующийся  в качестве исходного сырья, что позволяет уменьшить эмиссию диоксида углерода. Тем не менее работа большинства предприятий сопровождается выбросами в атмосферу, связанными со сжиганием природного газа или дизельного топлива в турбинах, котлах, компрессорах и других системах для выработки энергии и тепла. Данные выбросы нельзя считать показателями, корректно определяющими уровень развития технологий, так как они зачастую зависят от используемого сырья и вида топлива и определяют в большей степени технику и технологию получения энергии, что не является предметом настоящего справочника НДТ.
в качестве исходного сырья, что позволяет уменьшить эмиссию диоксида углерода. Тем не менее работа большинства предприятий сопровождается выбросами в атмосферу, связанными со сжиганием природного газа или дизельного топлива в турбинах, котлах, компрессорах и других системах для выработки энергии и тепла. Данные выбросы нельзя считать показателями, корректно определяющими уровень развития технологий, так как они зачастую зависят от используемого сырья и вида топлива и определяют в большей степени технику и технологию получения энергии, что не является предметом настоящего справочника НДТ.
1.5.1.2 Сточные воды
Технологические сточные воды от производств, рассматриваемых данным справочником, содержат компоненты такие как: фторид-ион ( ), фосфат-ион (
), фосфат-ион ( ), сульфат-ион (
), сульфат-ион ( ), ион аммония (
), ион аммония ( ), нитрат-ион (
), нитрат-ион ( ), хлорид-ион (
), хлорид-ион ( ), обусловленные либо составом сырья, либо составом готовых продуктов.
), обусловленные либо составом сырья, либо составом готовых продуктов.
Способы снижения эмиссий приведены ниже:
- очистка сточных вод перед сбросом во внешние источники;
- снижение образования сточных за счет вторичного использования в производственных процессах, организации и/или модернизации водооборотных циклов (в частности внедрение бессточных систем);
- удаление в изолированные водовмещающие пласты горных пород.
На всех рассматриваемых производствах технологические сточные воды собираются, очищаются от загрязняющих веществ и направляются на повторное использование в производстве, дебалансные воды, которые не могут быть использованы, после очистки сбрасываются в поверхностные водные объекты или удаляются в водовмещающие пласты горных пород.
В настоящее время закачивание сточных вод в водовмещающие пласты горных пород применяется только на одном предприятии по производству минеральных удобрений и связано это со специфичными условиями совместного водопользования предприятий, относящихся к различным отраслям промышленности, в составе ранее существовавшего химкомбината (в том числе завод минеральных удобрений), при деятельности которых образуются объединенные воды, для которых отсутствуют эффективные и экономически целесообразные способы очистки. Так, биологическая очистка не приемлема в связи с токсическим воздействием на биологические объекты компонентов сточных вод, образующихся в производстве, не связанном с выпуском аммиака, минеральных удобрений и неорганических кислот; использование прудов-испарителей невозможно из-за климатических, географических и геологических особенностей региона (обводнение, осадки, возможное попадание загрязняющих веществ в водный объект, служащий для водоснабжения крупного населенного пункта). На данный момент предприятие является единственным, где успешно используется закачка сточных вод с использованием наилучшего (на момент строительства) мирового опыта. Использование данного способа экологически и экономически обосновано, имеет все необходимые разрешительные документы и результаты экспертиз.
Кроме того, на упоминаемом предприятии организована сеть наблюдательных скважин, мониторинг которых подтверждает выполнение требований промышленной и экологической безопасности.
Наличие на предприятиях установок для очистки сточных вод позволяет предупредить попадание загрязняющих веществ в водоемы. Кроме того очищенная вода может быть возвращена в производство путем организации водооборотных циклов (далее - ВОЦ), в результате чего сократится потребление воды. Потребление свежей воды будет обусловлено восполнением потерь в результате ее испарения и каплеуноса в системах ВОЦ, а также переходом воды в продукцию и/или в отходы (в том числе в виде кристаллогидратной влаги).
В результате абсорбционной очистки отходящих газов, содержащих  , образуется кремнефтористоводородная кислота (
, образуется кремнефтористоводородная кислота ( ), которая является побочным продуктом. Ее использование зависит от спроса на продукцию, получаемую на ее основе. При отсутствии спроса кремнефтористоводородная кислота нейтрализуется с использованием дополнительных ресурсов.
), которая является побочным продуктом. Ее использование зависит от спроса на продукцию, получаемую на ее основе. При отсутствии спроса кремнефтористоводородная кислота нейтрализуется с использованием дополнительных ресурсов.
Наличие на предприятиях установок для очистки сточных вод позволяет предупредить попадание загрязняющих веществ в водоемы. Кроме того, очищенная вода может быть возвращена в производство путем организации оборотных циклов. При этом потребление свежей воды связано с необходимостью восполнения потерь, обусловленных ее испарением и переходом воды в продукцию и (или) в отходы (в том числе в виде кристаллогидратной влаги).
1.5.1.3 Крупнотоннажные побочные продукты
Вследствие крупнотоннажности рассматриваемых производств основные проблемы переработки и использования вторичных материальных ресурсов связаны с тем, что они образуются в больших количествах. Это приводит к ограниченности рынка сбыта указанных ниже продуктов:
- фосфогипс, который образуется при производстве ЭФК;
- конверсионный мел (карбонат кальция), получаемый в результате конверсии нитрата кальция, образующегося в процессе азотнокислотной переработки фосфатного сырья;
- галитовые отходы, которые образуются при производстве хлористого калия.
При производстве фосфорной кислоты сернокислотным способом на 1 т в ЭФК в зависимости от типа используемого фосфатного сырья образуется 4,2-6,5 т фосфогипса (в пересчете на сухой дигидрат сульфата кальция). Производство 1 т хлорида калия сопровождается образованием 2,7-2,9 т галитовых отходов. При производстве 1 т азофоски (нитроаммофоски) получают 0,2 т конверсионного мела.
Избыток образованных материалов направляют на специально организованные объекты сухого складирования или посредством гидроудаления направляют в гидротехнические сооружения (шламонакопители, гипсонакопители и пр.).
1.5.1.4 Прочие факторы негативного воздействия
К прочим факторам негативного воздействия на окружающую среду относятся физические факторы.
Источниками физических воздействий от деятельности предприятий является динамическое и другое оборудование.
Однако следует отметить, что при соблюдении действующих норм и правил данные воздействия не выходят за пределы санитарно-защитной зоны объекта негативного воздействия.
1.5.2 Источники общей опасности
Наиболее значительная опасность связана с обращением и хранением (летучий и ядовитый в высоких концентрациях), каустической соды, азотной, серной, фосфорной кислоты и органических соединений, а также горючих газов, таких как природный газ, СО,  и др. Их влияние может быть связано с существенным острым воздействием на персонал и, возможно, на местное население, в зависимости от количества и типа выброшенных при аварии химических веществ, а также условий для возникновения реакции или катастрофического события, включая пожар и взрыв.
и др. Их влияние может быть связано с существенным острым воздействием на персонал и, возможно, на местное население, в зависимости от количества и типа выброшенных при аварии химических веществ, а также условий для возникновения реакции или катастрофического события, включая пожар и взрыв.
Предприятия рассматриваемой отрасли могут выделять и (или) перерабатывать большие количества горючих газов, таких как природный газ, , СО. Синтез-газ, содержащий, образующийся на установках по производству аммиака, может вызывать струйное горение или приводить к взрыву парового облака, образованию "огненного шара" или вспышке облака газовоздушной смеси.
1.5.3 Специфические источники опасности
1.5.3.1 Карбамид
Типичные источники выброса аммиака на стадии синтеза - это неконденсируемые отработанные газовые потоки, поступающие из отделений улавливания аммиака и сепараторов. Такие технологические отработанные газовые потоки образуются в результате присутствия инертных газов в и воздухе для пассивации в целях предотвращения коррозии. Эти газовые потоки состоят из водорода (), кислорода ( ), азота (
), азота ( ), аммиака () и углекислого газа (). Определенное количество , и может привести к образованию взрывчатой газовой смеси. Риск уменьшается посредством каталитического сжигания , содержащегося в , до величины ниже 300 ppm или путем разбавления отработанных газовых потоков углекислым газом или азотом.
), аммиака () и углекислого газа (). Определенное количество , и может привести к образованию взрывчатой газовой смеси. Риск уменьшается посредством каталитического сжигания , содержащегося в , до величины ниже 300 ppm или путем разбавления отработанных газовых потоков углекислым газом или азотом.
1.5.3.2 Аммиачная селитра, NP/NPK-удобрения или жидкие комплексные удобрения на ее основе
Самоподдерживающееся разложение (СПР) - это явление, когда удобрения на основе ниратов начинают самопроизвольно разлагаться, и этот процесс распространяется по всей массе удобрения без воздействия внешних источников тепла (однако в большинстве случаев разложение начинается при воздействии некоторого внешнего источника тепла).
Для СПР АС при атмосферном давлении требуется фиксированная матрица, на которой протекает реакция СПР расплавленной АС, а также катализатор СПР NPK-удобрений не вызывает детонацию. СПР может привести к выделению большого количества токсичных газов и паров, таких как .
1.5.3.3 Погрузка/разгрузка и складирование элементарной серы при производстве серной кислоты
Существует ряд опасностей, связанных с использованием элементной (жидкой или твердой) серы, которая является сырьем для производства серной кислоты:
- выделение сероводорода ( ) - очень токсичный газ, содержащийся в элементарной сере, полученной по методу Клауса, с последующим его окислением до диоксида серы () кислородом воздуха;
) - очень токсичный газ, содержащийся в элементарной сере, полученной по методу Клауса, с последующим его окислением до диоксида серы () кислородом воздуха;
- горючесть серы, которая легко воспламеняется в присутствии кислорода, при этом выделяется диоксид серы () - также очень токсичный газ. Точка возгорания жидкой серы - 168°С-187°С, самовозгорание происходит при 248°С-266°С. Самовозгорание пылевого облака из твердых частиц происходит при температуре выше 191°С.
1.5.3.4 Гидротехнические сооружения и отвалы при размещении вторичных материалов
Очень важно выдерживать параметры размещения фосфогипса/фосфомела как при влажном удалении (гидротранспорт) в шламонакопителях, так и при сухом размещении. При размещении фосфогипса/фосфомела в гидротехнических сооружениях и отвалах существует опасность (при неправильной эксплуатации) обрушения склона-дамбы.
1.5.4 Энергоэффективность
Длительный этап восстановления и модернизации производственных мощностей, введенных в эксплуатацию в 1970-1980-х годах в российской отрасли минеральных удобрений, завершился к концу 2010 года. Дальнейшее увеличение действующих мощностей и более глубокая модернизация сопряжены с резким увеличением капитальных затрат. Что касается энергоэффективности, то основные принципы регулирования в области энергосбережения и повышения энергетической эффективности заложены в Федеральном законе от 23 ноября 2009 г. N 261-ФЗ "Об энергосбережении и повышении энергетической эффективности и о внесении изменений в отдельные законодательные акты Российской Федерации" и ГОСТ Р ИСО 50001-2012.
1.5.4.1 Потребление энергоресурсов и выброс парниковых газов
Потребление энергоресурсов неразрывно связано с проблемой экологического воздействия на окружающую среду, которое оказывают выработка энергии и транспорт, а также выбросы парниковых газов в результате сжигания углеводородного топлива. При производстве азотных удобрений расходуется значительная часть энергии, в частности на связывание атмосферного азота, необходимого для производства аммиака.
При производстве нитрата аммония, азотной кислоты из аммиака, серной кислоты из серы вырабатываются полезные энергоресурсы, которые можно использовать для производства электроэнергии, применяя для этого паровые турбины. При нейтрализации аммиака азотной кислотой в целях получения нитрата аммония также вырабатывается энергия. Для выпуска фосфорсодержащих удобрений требуется энергия для производства фосфорной кислоты, ее дальнейшей переработки в готовые продукты.
Несмотря на то что в промышленности по производству удобрений всегда расходуются большие количества энергии в процессах, которые проходят при высоких температурах и давлении, эти производства стали более энергосберегающими благодаря усовершенствованию применяемых технологий. Предприятия по выпуску аммиака, построенные в 1990 году, потребляли приблизительно на 30% меньше энергии на тонну азота по сравнению с теми, которые были введены в эксплуатацию в 1970 году.
1.5.4.2 Поставки энергоресурсов сторонним потребителям
Среди предприятий рассматриваемой отрасли промышленности те предприятия, которые выпускают серную кислоту (из серы) и азотную кислоту, являются поставщиками энергоресурсов, таких как пар высокого, среднего или низкого давления или горячая вода. Если всю тепловую энергию преобразовать в электроэнергию посредством паровой турбины, тогда поставки на сторону полезных энергоресурсов значительно сократятся, но при этом выработанная электроэнергия будет использована непосредственно в производстве.
1.5.5 Управление и организация производства
Основная масса предприятий рассматриваемой отрасли промышленности была создана в 1970-1980-х годах. При этом в значительной степени применялся принцип интеграции производств различной продукции. В связи с этим зачастую необходимые производственные мощности (и не только производства по выпуску удобрений) сосредоточены на одной интегрированной площадке. В настоящее время данный принцип применим далеко не везде из-за особенностей распределения собственности после проведения приватизации предприятий.
1.5.5.1 Интегрированные производственные площадки
Помимо движущей силы экономики, интеграция предлагает различные преимущества в области экологии, такие как:
- увеличение возможностей эффективной переработки материальных потоков;
- эффективное долевое участие в приобретении оборудования;
- эффективное производство и использование энергоресурсов;
- повышение тепловой интеграции;
- эффективное долевое участие в приобретении очистных сооружений, например станции нейтрализации или биологической очистки сточных вод;
- сокращение продолжительности хранения продукции навалом и, следовательно, снижение выбросов при хранении продукции;
- сокращение времени на погрузку/разгрузку сырья и, следовательно, снижение выбросов при выполнении погрузочно-разгрузочных работ;
- увеличение возможностей при рецикле конденсатов, технологической и скрубберной жидкости, что позволяет более эффективно использовать скрубберные жидкости (в том числе на смежных производствах), например кислотные растворы вместо воды;
- сокращение транспортных операций позволяет уменьшить выбросы в атмосферу и снизить риск возникновения несчастных случаев на производстве.
Однако указанные преимущества частично нивелируются следующими обстоятельствами:
- интеграция снижает эксплуатационную гибкость производств;
- проблемы одного производства могут затронуть смежные производственные мощности;
- остановка одного цеха для проведения технического обслуживания может вызвать остановку всех зависимых от него цехов;
- интеграция повышает требования к управлению, контролю и логистике.
Раздел 2. Производство аммиака
Аммиак является важнейшим многотоннажным продуктом (мировое производство - 150 млн т в год). Аммиак используется в качестве источника азота для производства удобрений в производстве пластмасс, взрывчатых веществ, гидразина, аминов, амидов, нитрилов и других органических азотных соединений, для производства красок и фармацевтических препаратов. Жидкий аммиак является важным растворителем, а также применяется в качестве хладагента (R-717).
Производство аммиака в России в настоящее время осуществляется на 40 установках, размещенных на 13 предприятиях. Суммарная мощность производств на 2012 год составила около 16,3 млн т в год.
Три четверти производимого в России аммиака направляется на внутренний рынок и прежде всего для производства азотных удобрений.
В 2005 году внутреннее потребление аммиака в России составило 9,3 млн т, или 75% от объема его производства (см. рисунок 2.1), из них:
- израсходовано на производство азотных удобрений - 8,4 млн т;
- израсходовано на промышленные нужды - 0,9 млн т;
- поставлено сельскому хозяйству - 2,2 тыс. т (в виде аммиачной воды и жидкого аммиака).
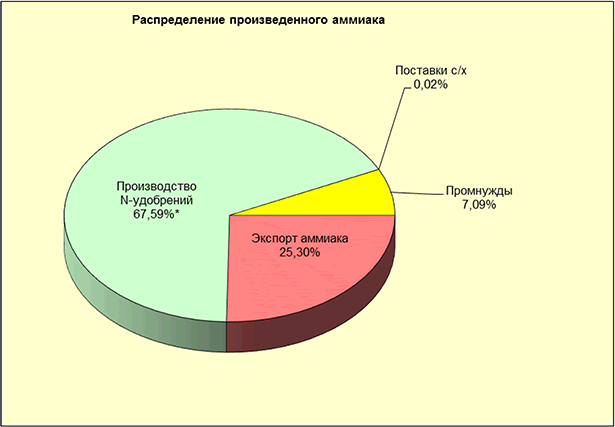
Рисунок 2.1 - Внутреннее потребление аммиака в России в 2005 г.
На внутреннем рынке аммиак покупают в основном предприятия по производству минеральных удобрений, не имеющие собственных аммиачных производств: АО "Минудобрения" (г.Балаково), АО "Минудобрения" (г.Белореченск), череповецкие заводы "Аммофос" и "Агро-Череповец", ПГ "Фосфорит" (г.Кингисепп), АО "Минудобрения" (г.Мелеуз), АО "МенделеевскАзот" (г.Менделеевск). Доля товарного аммиака, поступившего на внутренний рынок в 2000-2005 годах, варьировалась в пределах 1,42-2,07 млн т, т.е. в пределах 13,4%-16,6% от объема производства.
Строительство агрегатов для производства синтетического аммиака из угля и углеводородного сырья началось в 1930-е годы и продолжалось вплоть до 1988 года с различной степенью интенсивности ввода агрегатов в зависимости от технических и экономических возможностей страны.
Для производства аммиака в качестве сырья и топлива используют природный газ.
В таблице 2.1 приведен перечень производителей аммиака, действующих на территории Российской Федерации.
В таблице 2.2 приведен перечень производителей аммиака Российской Федерации с уточнением по применяемой(ым) технологии(ям) на производстве.
Основу промышленности производства аммиака в России составляют агрегаты, введенные в эксплуатацию в 1973-1988 годах (28 аммиачных агрегатов).
Таблица 2.1 - Перечень производителей аммиака в Российской Федерации
|
N п/п |
Наименование предприятия |
Агрегат индекс АМ-70. |
Агрегат индекс АМ-76. |
Агрегат индекс ТЕС. |
Агрегат индекс |
||||||||
|
Коли- |
Срок ввода в эксп- |
Мощ- |
Коли- |
Срок ввода в эксп- |
Мощ- |
Коли- |
Срок ввода в эксп- |
Мощ- |
Коли- |
Срок ввода в эксп- |
Мощ- |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
1 |
ОАО "ФосАгро-Череповец" (г.Череповец) |
- |
- |
- |
1 |
1985 |
450 (56,6) |
1 |
1979 |
450 (56,6) |
- |
- |
- |
|
2 |
ОАО "НАК "Азот" (г.Новомосковск) |
1 |
1974 |
450 (56,6) |
- |
- |
- |
2 |
1975 1979 |
450 (56,6) |
- |
- |
- |
|
3 |
ОАО "Минудобрения" (г.Россошь) |
- |
- |
- |
1 |
1988 |
550 (68,4) |
1 |
1981 |
546 (68,75) |
- |
- |
- |
|
4 |
ОАО "Минеральные удобрения" г.Пермь |
- |
- |
- |
- |
- |
- |
1 |
1981 |
450 (56,6) |
- |
- |
- |
|
5 |
АО "Невинномысский азот" (г.Невинномысск) |
1 |
1976 |
450 (56,6) |
- |
- |
- |
1 |
1973 |
450 (56,6) |
- |
- |
- |
|
6 |
ОАО "АКРОН" (г.Великий Новгород) |
- |
- |
- |
- |
- |
- |
2 |
1975 1979 |
450 (56,6) |
- |
- |
- |
|
7 |
ОАО "Дорогобуж", Смоленская обл. |
- |
- |
- |
- |
- |
- |
1 |
1979 |
450 (56,6) |
- |
- |
- |
|
8 |
Филиал "Азот" АО "ОХК "УРАЛХИМ" (г.Березники) |
1 |
1976 |
450 (56,6) |
1 |
1980 |
450 (56,6) |
- |
- |
- |
- |
- |
- |
|
9 |
КОАО "Азот" (г.Кемерово) |
1 |
1982 |
450 (56,6) |
1 |
1984 |
450 (56,6) |
- |
- |
- |
- |
- |
- |
|
10 |
ОАО "ЗМУ КЧХК" (г.Кирово-Чепецк) |
1 |
1981 |
560 (70,5) |
1 |
1983 |
560 (70,5) |
- |
- |
- |
- |
- |
- |
|
11 |
ОАО "Газпром нефтехим Салават" (г.Салават) |
- |
- |
- |
1 |
1988 |
450 (56,6) |
- |
- |
- |
- |
- |
- |
|
12 |
АО "Куйбышев-Азот" |
1 |
1977 |
600 (75,5) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
13 |
ОАО "Тольяттиазот" |
- |
- |
- |
3 |
1981 1983 1986 |
450 (56,6) |
- |
- |
- |
4 |
1979 1980 |
450 (56,6) |
|
ИТОГО |
6 |
9 |
9 |
4 |
|||||||||
Таблица 2.2 - Разделение предприятий, производящих аммиак, по применяемой технологии
|
Номер технологии* |
Технология |
Проект |
Предприятие |
|
1 |
Производство аммиака из природного газа мощностью 1360 |
АМ-70, |
ОАО "ФосАгро-Череповец" (г.Череповец) |
|
ТЕС |
ОАО "ФосАгро-Череповец" (г.Череповец) |
||
|
2 |
Производство аммиака из природного газа мощностью 1240 |
Chemico |
ОАО "Тольяттиазот" |
|
* Первичный риформинг (для агрегатов АМ-70, АМ-76, ТЕС - прямоточная трубчатая печь (I технология), для агрегатов Chemico - противоточная террасная трубчатая печь типа Фостер-Уиллер) (II технология). |
|||
2.1 Анализ приоритетных проблем в производствах аммиака
В Российской Федерации практическое применение нашли три варианта модернизации производства аммиака:
- модернизация и техперевооружение действующих агрегатов;
- интеграция производства;
- строительство новых современных агрегатов.
2.1.1 Модернизация и техперевооружение действующих агрегатов
Основные принципы, которые должны всегда учитываться при разработке концепции модернизации аммиачного агрегата:
-
1) Минимально возможное вовлечение природных ресурсов в технологический процесс.
-
2) Рециклирование в границах установки отходящих и отбросных потоков.
-
3) Использование малотоксичных химических веществ и некоррозионных материалов.
-
4) Использование материалов и катализаторов с возможностью их повторного использования в технологическом процессе.
-
5) Повышение надежности аппаратов и оборудования.
-
6) Интегрирование и диверсификация производств.
Можно выделить две стратегии:
- радикальная модернизация. Радикальную модернизацию следует предпринимать в современных условиях в России только в том случае, если есть уверенность в устойчивом спросе на азотную продукцию. Примерами успешного проведения радикальных модернизаций являются модернизации производств аммиака в Китае;
- стратегия частного техперевооружения. Учитывая риски, связанные с радикальной модернизацией, большинство предприятий в настоящее время выбирают тактику частных модернизаций. Такая тактика позволяет планировать капитальные вложения в модернизацию и реконструкцию в течение времени, постоянно используя амортизационные отчисления на замену выработавшего ресурс оборудования. Такая тактика приносит частный успех и улучшает экономические показатели всей цепочки азотных производств. Разработка и использование единой технологической концепции частных модернизаций является надежной базой для выработки программы инвестиций, обеспечивающей быстрый коммерческий успех.
2.1.2 Интеграция производства
Одним из направлений модернизации, позволяющим повысить конкурентоспособность и получить возможность более гибко реагировать на изменения рынка, является создание интегрированных производств на базе агрегатов аммиака. Аммиачные агрегаты могут технологически удачно интегрироваться с производством метанола, причем удельные затраты энергии при производстве обоих продуктов понижаются. Агрегаты аммиака интегрируются также с производствами капролактама, азотной кислоты, что приводит к снижению затрат по сумме производств.
2.1.3 Строительство новых современных агрегатов
Оценки перспективы производства аммиака и удобрений на его основе показывают, что при существующей цене природного газа рентабельными и конкурентоспособными на мировом рынке станут производства азотных удобрений, которые будут использовать аммиак, получаемый с затратами энергии не более, чем 7 7,5 Гкал/т. Достижения в области технологии, аппаратуры и катализаторов создают научную и техническую базу для разработки и строительства новых российских аммиачных агрегатов.
7,5 Гкал/т. Достижения в области технологии, аппаратуры и катализаторов создают научную и техническую базу для разработки и строительства новых российских аммиачных агрегатов.
2.2 Описание технологических процессов, используемых в производстве аммиака
Процесс производства аммиака состоит из следующих основных стадий:
-
1) Компримирование природного газа.
-
2) Очистка природного газа от сернистых соединений.
-
3) Паровая каталитическая конверсия метана (первичный риформинг).
-
4) Компримирование воздуха и паровоздушная двухступенчатая конверсия природного газа (вторичный риформинг).
-
5) Двухступенчатая конверсия оксида углерода на среднетемпературном и низкотемпературном катализаторах.
-
6) Очистка конвертированного газа от диоксида углерода.
-
7) Метанирование остатков моно- и диоксида углерода.
-
8) Копримирование азото-водородной смеси (ABC).
-
9) Синтез аммиака при давлении 20
32 МПа и выделение аммиака.
Блок-схема технологического процесса производства аммиака представлена на рисунке 2.2.
Рисунок 2.2 - Блок-схема технологического процесса производства аммиака
В таблице 2.3 представлено описание технологического процесса производства аммиака с указанием основных входных и выходных потоков по стадиям.
Таблица 2.3 - Описание технологического процесса (с указанием подпроцессов)
|
Номер процесса |
Входной поток |
Наименование подпроцесса |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
1.1 Комприми- |
Природный газ из сети (1) |
Компрессия природного газа |
Природный газ (4) |
Компрессор природного газа, межступенчатое оборудование |
|
|
Пар среднего давления (2) |
Паровой конденсат (3) |
||||
|
1.2 Сероочистка |
Природный газ на технологию (5) |
Подогрев природного газа, каталитическое гидрирование серосодержащих соединений с адсорбцией |
Природный газ, очищенный от серо-соединений (газовая смесь) (8) |
Аппарат гидрирования, аппарат сероочистки, огневой подогреватель |
Дымовые газы из огневого подогревателя в атмосферу ( |
|
Азото- |
|||||
|
Природный газ (топливо) (7) |
Дымовой газ (9) |
||||
|
1.3 Риформинг природного газа |
Газовая смесь (8) |
Паровая конверсия природного газа |
Конверти- |
Трубчатая печь с блоком теплоис- |
Дымовой газ в атмосферу ( |
|
Пар среднего давления (10) |
|||||
|
Природный газ (топливо) (11) |
Дымовой газ (15) |
||||
|
Питательная вода в змеевик БТА (12) |
Подогретая питательная вода в паросборник (16) |
||||
|
Насыщенный пар высокого давления (13) |
Перегретый пар высокого давления (17) |
||||
|
Конвертиро- |
Паровоздушная конверсия природного газа |
Конвертиро- |
- |
||
|
Сжатый воздух (21) |
|||||
|
Питательная вода в котлы-утилизаторы (22) |
Насыщенный водяной пар высокого давления (23) |
||||
|
Атмосферный воздух (18) |
Компрессия воздуха |
Сжатый воздух (21) |
Компрессор воздуха, межступенчатое оборудование |
||
|
Пар среднего давления (19) |
Паровой конденсат (20) |
||||
|
1.4 Конверсия монооксида углерода |
Конвертиро- |
Среднетем- |
Конвертиро- |
Среднетем- |
- |
|
Конвертиро- |
Низкотемпературная конверсия СО |
Конвертиро- |
Низкотемпературный конвертор |
||
|
1.5 Очистка от диоксида углерода |
Конвертиро- |
Абсорбция |
Конвертиро- |
Абсорбер, регенератор |
Фракция |
|
Регенериро- |
Раствор на регенерацию (28) |
||||
|
Раствор на |
Десорбция |
Регенериро- |
|||
|
|
|||||
|
1.6 Метанирование |
Конвертированный газ (30) |
Тонкая очистка газа от СО и |
ABC (синтез-газ) (31) |
Метанатор |
- |
|
1.7 Компрессия синтез-газа |
ABC (синтез-газ) (31) |
Компрессия ABC (синтез-газа) |
ABC (синтез-газ) (35) |
Компрессор синтез газа, межступенчатое оборудование |
|
|
Пар высокого давления (32) |
Пар среднего давления (33) |
||||
|
Циркуляцио- |
Циркуляцио- |
||||
|
Азото- |
|||||
|
Паровой конденсат (34) |
|||||
|
1.8 Синтез и выделение аммиака |
ABC (синтез-газ) (35) |
Синтез аммиака |
Циркуляцио- |
Колонна синтеза аммиака, теплооб- |
|
|
Циркуляцио- |
Выделение аммиака |
Аммиак сжиженный (40) |
|||
|
Холод, вырабаты- |
Танковые и продувочные газы на сжигание в печи риформинга или на дальнейшую переработку (получение аргона и т.п.) (39) |
||||
|
Циркуляцио- |
|||||
|
1.9 Отпарка технологического конденсата |
Технологический конденсат (42) |
Разгонка технологического конденсата в отпарной колонне |
Конденсат на очистку (43) |
Отпарная колонна, теп- |
|
|
Парогазовая смесь (ПГС) (44) |
|||||
|
2.0 АХУ |
ПГС (44) |
Производство и потребление холода (АХУ) |
На сжигание или на гомогенную очистку (45) |
Генераторы- |
2.2.1 Компримирование природного газа
Исходным сырьем для производства аммиака в агрегатах АМ-70, АМ-76, ТЕС, Chemico является природный газ, поступающий из сети. Требования к качеству природного газа установлены в ГОСТ 5542-2014.
Для переработки по принятой схеме природный газ сжимается до давления не более 4,5 МПа центробежным двухступенчатым компрессором с приводом от паровой конденсационной турбины и очищается от присутствующих в нем сернистых соединений, являющихся каталитическими ядами для стадий паровой конверсии углеводородов и низкотемпературной конверсии оксида углерода.
Для гидрирования соединений серы в природный газ дозируется ABC, отбираемая с нагнетания I ступени компрессора синтез-газа.
Подогрев газовой смеси перед гидрированием соединений серы до температуры 370°С-400°С осуществляется в змеевиках огневого подогревателя или змеевиках, установленных в БТА-печи первичного риформинга.
В качестве топливного газа в огневом подогревателе используется часть природного газа, поступающего на агрегат. Образующийся в результате сжигания природного газа дымовой газ из огневого подогревателя выбрасывается в атмосферу.
2.2.2 Сероочистка природного газа
Очистка природного газа от сернистых соединений производится в две ступени:
- I ступень - гидрирование органических соединений серы в на алюмо-кобальтовом или алюмо-молибденовом катализаторе.
- II ступень - поглощение сероводорода оксидом цинка.
Гидрирование органических соединений серы в сероводород осуществляется при температуре 370°С400°С по следующим основным реакциям:



 , где
, где 
Поглощение сероводорода из газовой смеси осуществляется по следующей реакции:

Реакция поглощения сероводорода оксидом цинка необратима, поэтому при насыщении поглотителя серой до 15%-18% от его общего веса отработанный поглотитель заменяется свежим.
После стадии сероочистки газовая смесь с содержанием серы не более 0,5 мг/нм направляется на конверсию метана.
направляется на конверсию метана.
2.2.3 Риформинг природного газа
Процесс конверсии метана природного газа осуществляется в две ступени:
- I ступень - паровая каталитическая конверсия в трубчатой печи (первичный риформинг);
- II ступень - паровоздушная каталитическая конверсия в шахтном конверторе (вторичный риформинг).
2.2.4 Первичный риформинг
Перед подачей в трубчатую печь очищенный от серы природный газ смешивается с перегретым паром давлением 3,7-4,1 МПа в соотношении пар : газ не менее 3:1. После смешения образовавшаяся ПГС нагревается в подогревателе конвекционной зоны печи первичного риформинга до температуры не более 525°С (агрегаты ТЕС, Chemico), не более 520°С (агрегаты АМ-70, АМ-76).
Подогретая ПГС поступает в реакционные трубы, расположенные в радиационной камере печи первичного риформинга (для агрегатов АМ-70, АМ-76, ТЕС - прямоточная трубчатая печь (I технология), для агрегатов Chemico - противоточная террасная трубчатая печь типа Фостер-Уиллер (II технология)).
В реакционных трубах на никелевом катализаторе при температуре на выходе не более 830°С протекает процесс паровой каталитической конверсии природного газа по следующим реакциям:
 кДж/моль
кДж/моль
 кДж/моль
кДж/моль
 кДж/моль
кДж/моль
 кДж/моль
кДж/моль
Реакции окисления гомологов метана протекают аналогично.
Остаточное содержание метана в газовой смеси на выходе из печи первичного риформинга составляет до 13 об. %.
Тепло, необходимое для процесса конверсии, получается за счет сжигания топливного газа в горелках печи.
Утилизация тепла дымовых газов, выходящих из радиационной камеры печи, осуществляется в конвекционной камере, оснащенной БТА. БТА представляет собой расположенные в конвекционной камере печи змеевики, в которых за счет использования тепла дымовых газов в зависимости от применяемой технологии могут нагреваться следующие потоки: ПГС, поступающая в реакционные трубы; паровоздушная смесь, поступающая в шахтный конвертор; пар высокого давления, поступающий из паросборника на турбину компрессора синтез-газа; питательная вода, поступающая в паросборник; топливный газ, поступающий на горелки печи первичного риформинга; природный газ, поступающий на очистку от сернистых соединений; пар среднего давления; деминерализованная вода для котлов среднего давления; танковые и продувочные газы и другие технологические потоки.
Дымовые газы после использования их тепла в БТА выбрасываются в атмосферу через дымовые трубы дымососами.
В агрегатах АМ-70, АМ-76, ТЕС с конвективной камерой печи первичного риформинга конструктивно соединена конвективная камера вспомогательной печи (вспомогательного котла) системы парообразования, в которой за счет сжигания топливного газа получается дополнительное количество пара высокого давления, необходимое для поддержания парового баланса агрегата.
2.2.5 Вторичный риформинг
В реакторе вторичного риформинга (шахтный конвертор) на катализаторе происходит окончательная конверсия метана с паром и кислородом воздуха до остаточного содержания метана в газе не более 0,5 об. %.
В шахтном конверторе протекают следующие основные реакции:
 кДж/моль
кДж/моль
 кДж/моль
кДж/моль
 кДж/моль
кДж/моль
кДж/моль
 кДж/моль
кДж/моль
 кДж/моль
кДж/моль
Воздух, необходимый для процесса вторичного риформинга, подается с помощью центробежного четырехступенчатого компрессора с приводом от паровой конденсационной турбины.
Конвертированная ПГС, выходящая из шахтного конвертора с температурой до 1030°С, направляется для охлаждения:
- в агрегатах АМ-70, АМ-76, ТЕС - в котлы-утилизаторы I и II ступеней, в которых за счет утилизации тепла конвертированного газа вырабатывается пар давлением 10,35 МПа, используемый для привода турбины компрессора синтез-газа;
- в агрегатах Chemico - в последовательно установленные котел-утилизатор высокого давления и котел-утилизатор пара среднего давления, в которых вырабатывается насыщенный пар давлением не более 10,5 МПа и давлением не более 4,2 МПа соответственно.
Далее конвертированный газ поступает на двухступенчатую паровую конверсию оксида углерода.
2.2.6 Конверсия оксида углерода
Конверсия оксида углерода протекает по двухступенчатой схеме:
- I ступень - на среднетемпературном катализаторе;
- II ступень - на низкотемпературном катализаторе.
Технологические схемы отделения конверсии оксида углерода в агрегатах АМ-70, АМ-76, TEC, Chemico похожи, отличаются аппаратурным оформлением процесса и способом использования тепла после I и II ступеней конверсии.
В конверторе СО I ступени на среднетемпературном катализаторе при температуре на выходе не более 450°С происходит конверсия оксида углерода с водяным паром по реакции:
 кДж/моль
кДж/моль
Остаточное содержание СО после конвертора I ступени составляет не более 4 об. % (на сухой газ).
После конвертора СО I ступени тепло конвертированного газа используется:
- для выработки пара давлением не более 10,5 МПа в котле-утилизаторе (агрегаты АМ-70, АМ-76, ТЕС);
- для выработки пара давлением не более 1,13 МПа (часть агрегатов ТЕС);
- для выработки пара давлением 4,2 МПа в котле-утилизаторе (агрегаты Chemico);
- для нагрева конвертированного газа перед метанированием (агрегаты АМ-70, АМ-76, TEC, Chemico).
После утилизации тепла конвертированный газ поступает в конвертор СО II ступени.
В конверторе СО II ступени на низкотемпературном (цинк-медном) катализаторе при температуре на выходе до 280°С происходит более глубокая конверсия оксида углерода с водяным паром до содержания СО в конвертированном газе 0,5%0,8%.
После конвертора СО II ступени конвертированный агрегат охлаждается:
- для агрегатов АМ-70, АМ-76 - последовательно в узле охлаждения за счет впрыска в газ технологического конденсата, в газовых кипятильниках раствора отделения очистки от , в теплоиспользующей аппаратуре аммиачно-холодильных установок, в подогревателе неочищенной ABC, идущей на метанирование. Окончательное охлаждение конвертированного газа перед абсорбером отделения очистки от происходит в аппарате воздушного охлаждения;
- для агрегатов TEC, Chemico - последовательно в узле охлаждения за счет впрыска в газ технологического конденсата (питательной воды), в кипятильниках раствора отделения очистки от . Окончательное охлаждение конвертированного газа перед абсорбером отделения очистки от происходит в теплообменнике, где подогревается питательная вода.
Газовый конденсат, образующийся при охлаждении конвертированного газа, отделяется в сепараторе и направляется на установку разгонки газового конденсата. Имеется возможность использования конденсата для получения пара в котлах-утилизаторах. Отпарной газ направляется на сжигание или сбрасывается в атмосферу.
2.2.7 Очистка конвертированного газа от диоксида углерода
Технологические схемы отделения очистки конвертированного газа на агрегатах АМ-70, АМ-76, TEC, Chemico различны.
На агрегатах АМ-70, АМ-76 очистка производится абсорбцией растворами этаноламинов (моноэтаноламин (МЭА), метилдиэтаноламин (МДЭА)). В результате конвертированный газ очищается до остаточного содержания не более 0,03 об. %. Насыщенный диоксидом углерода раствор из абсорбера направляется на регенерацию. Регенерированный раствор абсорбента направляется на орошение абсорбера, а выделившаяся в результате десорбции фракция выдается на переработку потребителям или сбрасывается в атмосферу.
На агрегатах ТЕС очистка до остаточного содержания в конвертированном газе не более 0,05% об производится путем абсорбции горячим активированным раствором поташа (по методу "Карсол") в двух параллельно работающих абсорберах. Насыщенный раствор поташа направляется на регенерацию. Регенерированный раствор поташа возвращается на орошение абсорберов, а выделившаяся в результате десорбции фракция выдается на переработку потребителям или сбрасывается в атмосферу.
На агрегатах Chemico реализована очистка конвертированного газа до остаточного содержания не более 0,05% поташным раствором по методу "Бенфилд". Насыщенный раствор поташа направляется на регенерацию. Регенерированный раствор поташа возвращается на орошение абсорбера, а выделившаяся в результате десорбции фракция сбрасывается в атмосферу или направляется потребителям.
Очищенный от конвертированный газ направляется на метанирование.
2.2.8 Метанирование
Тонкая очистка конвертированного газа от оксида и диоксида углерода (до их содержания не более 510·10 %), являющихся ядами для катализатора синтеза аммиака, производится в метанаторе путем каталитического гидрирования их до метана по реакциям:
%), являющихся ядами для катализатора синтеза аммиака, производится в метанаторе путем каталитического гидрирования их до метана по реакциям:
 кДж/моль
кДж/моль
 кДж/моль
кДж/моль
Тепло азотоводородной смеси (ABC) после метанатора используется для подогрева питательной воды для котлов. Окончательное охлаждение ABC производится в аппаратах воздушного охлаждения и, в зависимости от применяемой технологии, оборотной водой в холодильнике.
После выделения конденсата, образующегося в результате охлаждения, ABC поступает на всас компрессора синтез-газа.
2.2.9 Компрессия синтез-газа
Сжатие ABC осуществляется в трехкорпусном центробежном компрессоре, имеющем четыре ступени для сжатия синтез-газа и ступень для сжатия циркуляционного газа. Привод компрессора осуществляется от паровой турбины, потребляющей пар высокого давления.
Полученный синтез-газ поступает на всас компрессора синтез-газа, имеющего четыре ступени для сжатия синтез-газа и ступень для сжатия циркуляционного газа. Синтез-газ после сжатия в четвертой ступени компрессора и охлаждения в воздушном холодильнике смешивается с циркуляционным газом с нагнетания в циркуляционной ступени компрессора. На некоторых производствах часть газа отбирается после первой ступени сжатия и направляется на смешение с природным газом перед отделением сероочистки.
2.2.10 Синтез аммиака
В колонне синтеза аммиака на катализаторе (промотированное железо) при температурах 390°С530°С протекает экзотермическая реакция образования аммиака из ABC:
 кДж/моль
кДж/моль
Циркуляционный газ после колонны синтеза в зависимости от применяемой технологии выходит с температурой до 350°С и содержанием аммиака до 19,9%.
Тепло реакции синтеза аммиака используется для нагрева питательной воды, подаваемой в котел-утилизатор для получения пара высокого давления.
Конденсация аммиака производится в две ступени. При этом охлаждение газа проводят водой, воздухом, испаряющимся аммиаком. Сконденсировавшийся аммиак отделяется в сепараторе, а газ направляется на всас циркуляционного компрессора.
Часть циркуляционного газа после первичного сепаратора постоянно выводится из системы, обеспечивая содержание инертов в газе на входе в колонну синтеза не более 18 об. %.
Обеспечение аммиачным холодом агрегатов производится аммиачными компрессорными или абсорбционными холодильными установками. Продукционный аммиак может выдаваться потребителям как в жидком, так и в газообразном виде.
В таблице 2.4 приведены показатели расходов используемого сырья, основных материалов и энергоресурсов производства аммиака на 1 т аммиака для I технологии (АМ-70, АМ-76, ТЕС) и II технологии (Chemico).
Таблица 2.4
|
Наименование |
Единицы измерений |
I технология (АМ-70, АМ-76, ТЕС) |
II технология (Chemico) |
||
|
Мин. |
Макс. |
Мин. |
Макс. |
||
|
Природный газ |
нм |
1073 |
1275 |
1245 |
1310 |
|
Азот |
нм |
20 |
38 |
12 |
38 |
|
Электроэнергия |
кВт·ч |
52 |
159 |
54,9 |
130 |
|
Метилдиэтаноламин (МДЭА)* |
кг |
0,05* |
0,2* |
||
|
Калий углекислый (поташ)* |
кг |
0,16* |
0,17* |
0,07 |
0,17 |
|
Натр едкий технический |
кг |
0,16 |
2,2 |
0,11 |
2,2 |
|
Подпиточная вода |
м |
0,43 |
3,15 |
0,4 |
2,8 |
|
* Метилдиэтаноламин аМДЭА - АМ-70, АМ-76; углекислый калий (поташ) - ТЕС. |
|||||
2.3 Текущие уровни эмиссии в окружающую среду при производстве аммиака
2.3.1 Выбросы в атмосферу при производстве аммиака
В таблице 2.5 приведены усредненные значения по газовым выбросам производства аммиака по I технологии (АМ-70, АМ-76, ТЕС) и II технологии (Chemico).
В выбросах в качестве маркерных веществ приняты (NO,  ), CO.
), CO.
Таблица 2.5
|
Наименование загрязняющих веществ |
Применяемая технология |
Метод очистки, повторного использования |
Выбросы |
Комментарии |
|||
|
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции, кг/т |
Источники выброса/ стадия процесса |
Метод определения загрязняющих веществ |
|||||
|
Мин. |
Макс. |
Средн. |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
АМ-70, АМ-76, ТЕС |
Без очистки |
0,103 |
0,111 |
0,103 |
Огневой подогреватель природного газа (отделение сероочистки) (постоянно) |
Фотоколоримет- |
|
Гомогенное восстановление оксидов азота в дымовых газах риформинга |
0,176 |
0,704 |
0,687 |
Трубчатая печь и вспомогательная печь (отделение риформинга) (постоянно) |
Фотометрический метод; |
||
|
Без очистки |
0,83 |
1,43 |
1,13 |
Электрохимический метод |
|||
|
- |
0,086 |
0,031 |
Пусковой котел |
||||
|
Chemico |
Без очистки |
0,44 |
1,31 |
1,24 |
Трубчатая печь (отделение риформинга) (постоянно) |
- |
|
|
Без очистки |
0,028 |
0,094 |
0,055 |
Огневой подогреватель природного газа (отделение сероочистки) (постоянно) |
|||
|
СО |
АМ-70, АМ-76, ТЕС |
Без очистки |
0,29 |
0,79 |
0,6 |
Трубчатая печь и вспомогательная печь (отделение риформинга) (постоянно) |
Газохромато- |
|
- |
0,106 |
0,027 |
Пусковой котел |
Электрохимический метод; |
|||
|
Chemico |
Без очистки |
0,79 |
1,56 |
1,0 |
Трубчатая печь (отделение риформинга) (постоянно) |
Колориметрический метод |
|
Для сокращения выбросов с дымовыми газами печи первичного риформинга на большинстве предприятий предусмотрено гомогенное восстановление оксидов азота до азота газообразным аммиаком.
Процесс гомогенного восстановления оксидов азота протекает при температуре 930°С980°С по следующим реакциям:


2.3.2 Обращение со сточными водами
Постоянные сбросы (без возврата в технологический процесс) в производстве аммиака с содержанием N () представлены для I технологии (АМ-70, АМ-76, ТЕС) в таблице 2.6, для II технологии (Chemico) - в таблице 2.7.
2.3.3 Отходы производства аммиака
В производстве аммиака образуются следующие виды отходов:
- отработанные катализаторы, которые направляются на восстановление, реализуются как материальный ресурс или подлежат размещению один раз в 4-10 лет специальным организациям);
- активированный уголь, который направляется на рекультивацию или захоронение.
Отработанные масла применяют в производстве или отправляются на утилизацию.
Таблица 2.6
|
Наименование загрязняющих веществ |
Метод очистки, повторного использования |
Сбросы |
Комментарии |
||||
|
Объем и (или) масса сбросов загрязняющих веществ после очистки в расчете на тонну продукции, кг/т |
Источники сброса/стадия процесса |
Метод определения загрязняющих веществ |
Примечание/ информация о том, куда направляются сточные воды с производства и сточные воды после очистки |
||||
|
Мин. |
Макс. |
Средн. |
|||||
|
Вода из гидрозатвора факельной установки N ( |
Направляется на очистку в биологические очистные сооружения |
0,00014 |
0,0011 |
0,00047 |
Факельная установка |
Титрометрический метод; фотометрический метод |
Промливневая канализация |
|
Потери оборотной воды N ( |
Направляется на очистку в биологические очистные сооружения |
0,0025 |
0,0064 |
0,0044 |
Со всего производства |
Титрометрический метод; фотометрический метод |
Промливневая канализация |
Таблица 2.7
|
Наименование загрязняющих веществ |
Метод очистки, повторного использования |
Сбросы |
Комментарии |
||||
|
Объем и (или) масса сбросов загрязняющих веществ после очистки в расчете на тонну продукции, кг/т |
Источники |
Метод определения загрязняющих веществ |
Примечание/ |
||||
|
Мини- |
Макси- |
Среднее |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Вода из сепаратора факельной установки N ( |
Без очистки |
0,0015 |
0,003 |
0,0018 |
Факельная установка (сепаратор) |
Титромет- |
В канализацию с органическими загрязнениями и далее на биологическую очистку |
|
Азот аммонийный N ( |
Нитри- и денитрификация в цехе биохимической очистки. Повторно не используются |
0,0012 |
Промстоки с установки |
Титромет- |
В коллектор промышленных химически загрязненных сточных вод и далее на биологическую очистку. После очистки сбрасываются в поверхностный водный объект |
||
|
Азот аммонийный N ( |
Нитри- и денитрификация в цехе биохимической очистки. Частичное использование в производстве аммиака |
0,03 |
0,0027 |
Отпарной конденсат, образованный в производстве аммиака |
Титромет- |
В коллектор промышленной химически загрязненной и (или) оргзагряз- |
|
|
Азот аммонийный N ( |
Очистка на прудах усреднителях биологической очистки. Повторно не используются |
0,005 |
0,0003 |
Промливне- |
Фотоколо- |
В коллектор промливневой канализации и далее на биологическую очистку. После очистки сбрасываются в поверхностный водный объект |
|
2.4 Определение наилучших доступных технологий при производстве аммиака
Важнейшим показателем технического уровня производства аммиака наряду с показателем эксплуатационной надежности является потребление энергии на тонну продукта, поскольку доля стоимости энергоресурсов в себестоимости аммиака достигает 50%80%.
В таблице 2.8 приведены проектные показатели энергопотребления для российских агрегатов.
Таблица 2.8 - Проектные показатели энергопотребления российских аммиачных агрегатов
|
Индекс агрегата |
Проектный показатель |
||
|
Суммарное потребление энергии всех видов, Гкал/т |
Потребление природного газа, Гкал/т (ст. м |
Проектная мощность, тыс. т |
|
|
ТЕС |
10,07 |
9,82 (1218) |
450 |
|
Chemico |
10,58 |
10,25 (1271) |
450 |
|
АМ-70 |
10,29 |
9,87 (1224) |
450 |
|
АМ-76 |
10,01 |
9,74 (1208) |
450 |
Характерной особенностью агрегатов, представленных в таблице 2.8, является то обстоятельство, что все они подверглись модернизациям или техперевооружению в той или иной степени, а кроме того, работают с высоким коэффициентом использования мощности.
Все агрегаты производства аммиака, эксплуатирующиеся в Российской Федерации в настоящее время, имеют сравнимые показатели по уровню энергопотребления и воздействия на окружающую среду. Это вызвано тем, что все они построены по однотипной технологической схеме, различающейся в основном аппаратурным оформлением отдельных стадий технологического процесса и включающей в себя:
- сжатие природного газа до давления не более 4,5 МПа;
- очистку от сернистых соединений (до содержания серы не выше 0,5·10%);
- паровоздушную двухступенчатую конверсию природного газа (до остаточного содержания метана не более 0,5%);
- средне- и низкотемпературную конверсию оксида углерода (до содержания 0,50,8 об. %);
- очистку конвертированного газа от диоксида углерода (до не более 0,05% в очищенном газе) одним из описанных в разделе двух методов;
- метанирование остатков оксида и диоксида углерода (до их содержания 510·10%);
- сжатие ABC до давления 2032 МПа с промежуточным отбором части ABC на стадию сероочистки;
- синтез аммиака и выделение его из циркуляционного газа.
Таким образом, агрегаты АМ-70, АМ-76, TEC, Chemico, в той или иной степени подвергнутые модернизации, следует отнести к НДТ, так как все показатели этих агрегатов соответствуют требованиям Методических рекомендаций по определению технологии в качестве наилучшей технологии при составлении настоящего справочника НДТ.
2.5 Наилучшие доступные технологии при производстве аммиака
Для технологий производства аммиака (агрегаты АМ-70, АМ-76, TEC, Chemico), представленных в 2.2 в качестве НДТ, в настоящее время существует возможность для дальнейшей модернизации с целью увеличения производительности, снижения общего энергопотребления и негативного воздействия на окружающую среду.
Поэтому в составе представленных технологий по ряду подпроцессов технологической схемы в качестве частных НДТ рекомендуется проводить мероприятия, представленные в таблице 2.9.
Таблица 2.9 - Перечень рекомендуемых частных НДТ для производства аммиака
|
N п/п |
Описание мероприятия |
Эффект от внедрения |
Ограничение применимости |
Основное оборудование |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэф- |
Ресурсо- |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Исключение огневого подогревателя природного газа с переносом подогрева газовой смеси перед сероочисткой в блок БТА печи первичного риформинга |
Снижение выбросов |
Снижение расхода пара на привод дымососов |
Уменьшение потребления природного газа (на сжигание в огневом подогревателе) |
- |
Дополнительные змеевики в БТА |
|
2 |
Внедрение метода гомогенного восстановления оксидов азота дымовых газов печи первичного риформинга пароаммиачной смесью |
Сокращение выбросов |
- |
- |
- |
- |
|
3 |
Замена реакционных труб в печи первичного риформинга на трубы с большим внутренним диаметром и меньшей толщиной стенки |
- |
Суммарное использование тепла сгорания топливного газа на конверсию метана увеличивается на ~3% |
Содержание метана в сухом газе на выходе снижается на ~1% |
Целесообразно при увеличении производите- |
- |
|
4 |
Реконструкция компрессора воздуха при увеличении производительности (модернизация проточной части) |
- |
Снижение потребления пара на тонну аммиака |
Уменьшение потребления природного газа, экономия ХОВ |
- |
- |
|
5 |
Исключение корпуса низкого давления компрессора природного газа или вывод компрессора природного газа из эксплуатации |
- |
Уменьшение/ исключение потребления пара на привод турбины |
- |
Реализация ограничивается возможностью местной газораспре- |
- |
|
6 |
Замена МЭА - раствора абсорбентом на основе МДЭА |
- |
- |
Снижение среднего удельного расхода тепла внутри отделения очистки на 400 ккал/нм |
Применимо для агрегатов АМ-70, АМ-76 |
- |
|
7 |
Установка выделения горючих газов из фракции |
- |
Повышение чистоты продукционного |
Уменьшение потребления природного газа на топливо |
- |
Сепарационное, массообменное оборудование |
|
8 |
Реконструкция компрессора синтез-газа и паровой турбины |
- |
Снижение удельного потребления энергии на ~0,162 Гкал/т аммиака, уменьшение потребления пара на ~5% |
Снижение потребления природного газа на ~2 % |
Целесообразно при увеличении производи- |
- |
|
9 |
Установка осушки синтез-газа путем промывки аммиаком после 2-й ступени компрессора синтез-газа и изменение точки ввода свежего синтез-газа в отделение синтеза аммиака |
- |
Снижение удельного потребления энергии на 0,06 Гкал/т аммиака за счет уменьшения перепада на циркуляционном колесе компрессора синтез-газа, Увеличение срока службы катализатора синтеза аммиака за счет снижения концентрации кислородсо- |
Снижение потребления природного газа |
- |
Скруббер, теплообменник |
|
10 |
Реконструкция колонны синтеза аммиака с аксиальных на радиальные |
- |
Снижение удельного потребления энергии |
- |
- |
- |
|
11 |
Установка выделения водорода из продувочных и танковых газов производства аммиака |
- |
- |
Увеличение производительности агрегата без увеличения расхода природного газа, пара и воздуха на технологию |
- |
Теплообменное, газоразде- |
Таблица 2.10 - Перечень технологических показателей НДТ для производства аммиака
|
Продукт |
Технология |
Технологические показатели НДТ |
Примечание |
||
|
Эмиссии |
Энергоэф- |
Ресурсо- |
|||
|
Аммиак |
Производство аммиака из природного газа мощностью 1360 |
Выбросы |
Электроэнергия <159 кВт·ч/т |
Норма расхода природного газа до 1275 нм |
П.1, 2, 3, 4, 5, 7, 8, 9, 10, 11 (см. таблицу 2.9) |
|
Производство аммиака из природного газа мощностью 1240 |
Выбросы |
Электроэнергия <130 кВт·ч/т |
Норма расхода природного газа до 1275 нм |
П.1, 2, 3, 4, 5, 7, 8, 9, 10, 11 (см. таблицу 2.9) |
|
2.6 Экономические аспекты реализации наилучших доступных технологий при производстве аммиака
В таблице 2.11 представлена информация по ориентировочным капитальным затратам на строительство нового производства аммиака.
Таблица 2.11
|
Производство |
Производительность установки |
Полная стоимость установки |
Примечание |
|
Производство аммиака |
2100 т/сут |
29,4 млрд руб. |
При строительстве нового производства обеспечивается максимальная энергоэффективность технологического процесса |
|
Строительство интегрированного производства аммиака, метанола и карбамида |
455 т/сут |
105 млрд руб. |
Устранение сырьевой зависимости существующего производства минеральных удобрений от сторонних поставщиков |
В качестве примера в таблице 2.12 представлена информация по ориентировочным капитальным затратам на реализацию отдельных мероприятий по модернизации существующих производств аммиака, направленных на снижение негативного воздействия на окружающую среду и повышение энергоэффективности производства.
Таблица 2.12
|
Технологические мероприятия, объекты производства |
Капитальные затраты |
Эксплуатационные затраты (на единицу выпускаемой продукции) |
Обоснование экономического эффекта |
Примечание |
|
1 |
2 |
3 |
4 |
5 |
|
Исключение огневого подогревателя природного газа с переносом подогрева газовой смеси перед сероочисткой в блоке БТА печи первичного риформинга |
17,22 млн руб. на 2006 год |
Снижение потребления энергоресурсов. Уменьшение потребления природного газа (на сжигание в огневом подогревателе). Снижение выбросов оксидов азота, углерода в окружающую среду. Снижение затрат на обслуживание огневого подогревателя |
Увеличение степени полезного использования тепла дымовых газов печи риформинга |
Установка дополнительных змеевиков в БТА печи первичного риформинга |
|
Техническое перевооружение БТА печи первичного риформинга |
52,073 млн руб. на 2013 год |
Уменьшение потребления природного газа, снижение выбросов оксидов азота, углерода в окружающую среду |
Увеличение степени полезного использования тепла дымовых газов печи риформинга; снижение теплопотерь по тракту дымовых газов; увеличение выработки аммиака |
Установка дополнительных змеевиков в БТА печи первичного риформинга, замена футеровки печи |
|
Техническое перевооружение горелок трубчатой печи |
57,364 млн руб. на 2015 год |
Снижение расходного коэффициента по газу на ~4% |
Повышение КПД трубчатой печи |
Установка современных инжекционных горелок, взамен старым |
|
Техническое перевооружение системы очистки газового конденсата |
13,851 млн руб. на 2014 год |
Снижение потребления энергоресурсов и используемой в очистке питательной воды |
Повышение эффективности работы отпарной колонны |
Замена существующей насадки и решеток распределения жидкости в колонне |
|
Установка осушки синтез-газа путем промывки аммиаком после 2-й ступени компрессора синтез-газа |
110,0 млн руб. на 2014 год |
Снижение удельного энергопотребления на ~0,1 Гкал/т аммиака |
Повышение глубины осушки свежего синтез-газа, снижение кратности циркуляции в цикле синтеза, повышение выработки аммиака |
При реализации установки осушки по технологии ОАО "ГИАП" (г.Москва) устанавливаются скруббер и рекуперативный теплообменник |
|
Реконструкция компрессора технологического воздуха |
40,2 млн руб. на 2014 год |
Уменьшение потребления пара на привод турбины. Уменьшение потребления природного газа и оборотной воды |
Увеличение производительности агрегата |
Модернизация проточной части компрессора |
|
Реконструкция корпуса низкого давления компрессора природного газа |
49 млн руб. на 2014 год |
Уменьшение потребления пара на привод турбины |
Снижение энергопотребления |
- |
|
Реконструкция компрессора синтез-газа |
113,2 млн руб. на 2010 год |
Уменьшение потребления пара на привод турбины |
Увеличение производительности агрегата |
Модернизация проточной части компрессора |
|
Установка дополнительного реактора НТК (при увеличении производительности) |
53,1 млн руб. на 2014 год |
- |
- |
- |
2.7 Перспективные направления в технологии производства аммиака
В таблице 2.13 представлен перечень перспективных технологий в производстве аммиака, разделенных на два подраздела:
- перспективные технологии, предназначенные для частных модернизаций существующих производств;
- перспективные технологии для радикальных модернизаций существующих производств.
Таблица 2.13
|
Описание мероприятия |
Эффект от внедрения |
Ограничение применимости |
Основное оборудование |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэф- |
Ресурсосбережение, отн. ед. |
|||
|
Перспективные технологии для частных модернизаций существующих производств |
|||||
|
Установка сатурации природного газа |
Снижение выбросов |
Снижение энергоемкости производства; снижение расхода пара на привод насосов питательной воды и привод дымососов; уменьшение потребления пара среднего давления за счет дополнительного количества пара, вырабатываемого в установке сатурации |
Снижение потребления природного газа (на топливо) |
- |
Сатурационная колонна; теплообменник; циркуляционный насос; змеевик- |
|
Установка параллельного трубчатого реактора в отделении риформинга |
Сокращение выбросов |
Снижение удельной энергоемкости производства |
- |
- |
Дополнительный змеевик в БТА; трубчатый реактор |
|
Установка дополнительной колонны синтеза аммиака |
- |
Снижение удельной энергоемкости производства; снижение потребления пара высокого давления |
Снижение потребления природного газа |
- |
Колонна синтеза; теплообменник; подогреватель питательной воды |
|
Установка котла-утилизатора после колонны синтеза |
- |
Снижение энергоемкости производства; вырабатывается дополнительное количество пара среднего давления |
Снижение потребления природного газа |
- |
Дополнительная колонна синтеза аммиака; блок генерации пара среднего давления (парогенератор, паросборник и экономайзер); пароперегреватель |
|
Перспективные технологии для радикальных модернизаций существующих производств |
|||||
|
Установка рекуперативного риформинга "Тандем" |
На установке "Тандем" отсутствуют постоянные выбросы в атмосферу |
Снижение энергоемкости производства |
Снижение потребления природного газа (прямой расход природного газа на тонну аммиака составит 676,88 нм |
Производится полная замена изношенного оборудования риформинга природного газа |
Оборудование установки "Тандем ": трубчатый конвертор; шахтный конвертор; оборудование системы использования тепла отходящих потоков для подогрева исходных потоков, в том числе перед стадией сероочистки природного газа от сернистых соединений (дополнительные теплообменники) Дополнительное оборудование: Кислородный компрессор, блок разделения воздуха (БРВ), парогенератор |
2.7.1 Технологии для создания новых производств. Производство аммиака мощностью 20002400 т в сутки
Главной особенностью предлагаемой схемы производства аммиака мощностью до 830 тыс. т/год является то, что в ней может быть использована значительная часть известного, надежного оборудования, используемого в агрегатах АМ-76, которое имеет существенные запасы по производительности.
Энергоемкость производства по данной технологической схеме составит 7,07,2 Гкал/т, потребление природного газа на технологию - 598,9 нм/т, на топливо - 195,5 нм/т, итого - 794,32 нм/т.
Технологический процесс состоит из следующих основных стадий:
-
1) Каталитическое гидрирование органических соединений серы, содержащихся в подаваемом природном газе. Подогрев природного газа перед стадией гидрирования осуществляется в змеевике БТА трубчатой печи за счет тепла дымового газа.
-
2) Очистка газа от сероводорода с помощью окиси цинка.
-
3) Каталитическая конверсия углеводородов природного газа, осуществляемая в трубчатой печи и в параллельной установке паровоздушной конверсии метана по технологии "Тандем".
-
4) Двухступенчатая конверсия оксида углерода.
-
5) Очистка газа от диоксида углерода раствором МДЭА.
-
6) Метанирование остаточного оксида и диоксида углерода.
-
7) Компрессия очищенного синтез-газа до давления 18,14
19,12 МПа. -
8) Синтез аммиака под давлением 17,65
18,63 МПа.
В таблице 2.14 приведены основные отличия и особенности описываемой схемы по сравнению со схемой агрегата типа АМ-76.
Таблица 2.14
|
Наименование стадии или аппарата |
Краткое описание, отличие от АМ-76 |
Примечание |
|
Компримирование природного газа |
Осуществляется в одноступенчатом компрессоре с паровым приводом. Давление в линии всаса - 2,45 МПа |
|
|
Компримирование воздуха |
Производится четырехступенчатым компрессором увеличенной мощности с паровым приводом |
|
|
Подогрев природного газа перед сероочисткой |
Производится в змеевике БТА трубчатой печи |
Подогреватель природного газа, в котором используется топливный природный газ, отсутствует |
|
Сероочистка |
Проводится в аппаратах тех же габаритов, как в АМ-76 |
Аппараты сероочистки сохраняются в тех же габаритах, как в АМ-76 |
|
Конверсия метана I и II ступени |
Осуществляется в трубчатой печи, трубчатом и шахтном реакторах. Для этого в БТА трубчатой печи встраивается дополнительный змеевик подогрева ПГС для подачи ее в трубчатый реактор. Трубы трубчатого реактора обогреваются конвертированным газом после шахтного реактора. Трубчатая печь содержит трубы увеличенного диаметра. Модернизируется смеситель шахтного реактора |
Реактор вторичного риформинга сохраняется в тех же габаритах, как в агрегате АМ-76 |
|
Котлы-утилизаторы I ступени |
Полностью сохраняются |
|
|
Котел-утилизатор II ступени |
Котел заменяется на котел аналогичный котлу-утилизатору, установленному после конвертора СО I ступени (при максимальной мощности) |
Сохраняется при мощности 2000 т/сут |
|
Охлаждение конвертированного газа |
Теплообменник неочищенной ABC заменяется |
|
|
Конвертор СО II ступени |
Устанавливается аналогичный конвертору I ступени с однополочной насадкой радиального типа |
Сохраняется при мощности 2000 т/сут в модернизированном варианте по 7.1.3 |
|
Очистка газа от |
Применяется МДЭА-очистка. Изменяется система утилизации тепла после стадии очистки без связи с АХУ. Перекачивающие насосы МДЭА-раствора - с паровым приводом от конденсационной турбины. Устанавливается агрегат мотор-насос-турбина для сокращения расхода энергии при перекачке раствора |
|
|
Метанирование |
Изменяется система утилизации тепла на стадии метанирования. Заменяются подогреватели недеаэрированной питательной воды |
Метанатор сохраняется в тех же габаритах |
|
Компрессор синтез-газа |
Компрессор синтез-газа мощностью 27 МВт, трехступенчатый с системой осушки газа после I ступени, с паровым приводом от модернизированной турбины. Давление нагнетания третьей ступени 18,14 |
|
|
Циркуляционный компрессор |
Циркуляционный компрессор мощностью 2500 кВт |
|
|
Синтез аммиака |
Синтез аммиака - с предреактором. Основной реактор синтеза - трехполочный, с межполочными теплообменниками и объемом катализатора 50 Максимальный циркуляционный поток - 920 тыс. нм Предреактор - двухполочный, с межполочным теплообменником и объемом катализатора 20 |
|
|
Система охлаждения и конденсации аммиака |
Для охлаждения и конденсации аммиака устанавливается компрессионная машина с приводом от паровой турбины |
Раздел 3. Производство серной кислоты
Серная кислота является одним из основных продуктов химической промышленности. Мировое производство серной кислоты, по оценкам экспертов, составляет порядка 150 млн.т. На рисунке 3.1 представлены мировые лидеры в производстве серной кислоты. Россия занимает 4-е место с выработкой порядка 11 млн.т в год (данные 2013 года).
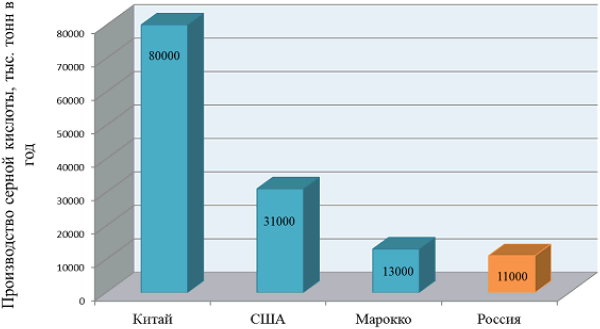
Рисунок 3.1 - Страны-лидеры в производстве серной кислоты
На рисунке 3.2 представлены данные по динамике производства серной кислоты в России.
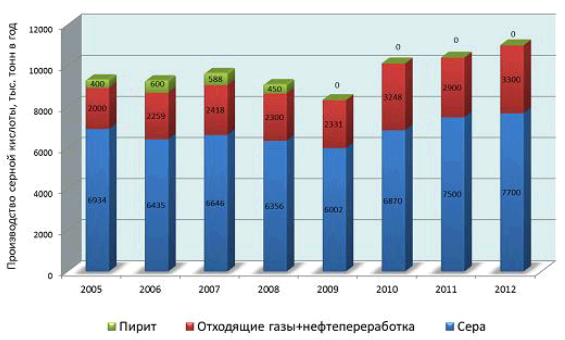
Рисунок 3.2 - Динамика производства серной кислоты из серы в России с 2005 по 2012 год
Основное количество всей серной кислоты, производимой на предприятиях химической промышленности Российской Федерации, используется внутри этих предприятий для выпуска минеральных удобрений. Небольшая часть серной кислоты (около 5%-7%) в виде улучшенных сортов серной кислоты и олеума отправляется на предприятия Российской Федерации, выпускающие синтетические волокна. Часть серной кислоты, выпускаемой на предприятиях цветной металлургии, используется на месте, остальная - большая - часть производимой серной кислоты продается внутри Российской Федерации и экспортируется в страны СНГ. На диаграмме (см. рисунок 3.3) представлена структура потребления серной кислоты в Российской Федерации.
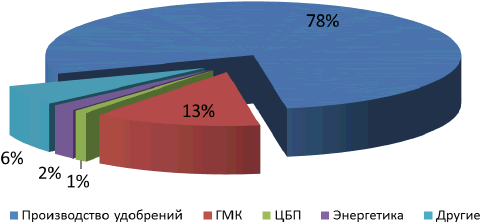
ГМК - горно-металлургический комплекс, ЦБП - целлюлозно-бумажное производство
Рисунок 3.3 - Структура потребления серной кислоты в Российской Федерации
Основные предприятия - производители серной кислоты являются одновременно производителями минеральных удобрений. В таблице 3.1 представлен перечень компаний - производителей серной кислоты, входящих в отрасль минеральных удобрений.
Таблица 3.1 - Перечень предприятий - производителей серной кислоты (отрасль минеральных удобрений)
|
N п/п |
Предприятие |
Номинальная мощность, тыс. т/год |
Источник |
|
1 |
Балаковский филиал АО "Аппатит" |
1890,0 |
Техническая сера |
|
2 |
АО "ФосАгро-Череповец" |
2720,0 |
Техническая сера |
|
3 |
ОАО "Воскресенские минеральные удобрения" |
500,0 |
Техническая сера |
|
4 |
ЗАО "Метахим" |
220,0 |
Техническая сера |
|
5 |
ООО "ПГ Фосфорит" |
1000,0 |
Техническая сера |
|
6 |
ООО "ЕвроХим - Белореченские минеральные удобрения" |
737,0 |
Техническая сера |
|
7 |
Ефремовский химический завод (филиал ОАО "Щекиноазот") |
500,0 |
Техническая сера |
|
8 |
Армянский филиал ООО "Титановые инвестиции" |
960,0 |
Техническая сера |
|
9 |
ОАО "Азот" (г.Кемерово) |
240,0 |
Техническая сера |
Сырьем для производства серной кислоты является сера - побочная продукция процессов сероочистки газо- и нефтеперерабатывающих заводов. Основным источником сырья для российских производителей серной кислоты являются газоконденсатные заводы Астраханской и Оренбургской области.
Для производства серной кислоты в основном используются следующие сорта серы (см. таблицу 3.2)
Таблица 3.2 - Показатели качества технической серы
|
Показатель |
Сорт 9998 |
Сорт 9995 |
Сорт 9990 |
|
Массовая доля серы, %, не менее |
99,98 |
99,95 |
99,90 |
|
Массовая доля золы, %, не более |
0,02 |
0,03 |
0,05 |
|
Массовая доля органических веществ, %, не более |
|
|
|
|
Массовая доля кислот в пересчете на |
|
|
|
|
Массовая доля мышьяка, %, не более |
0,0000 |
0,0000 |
0,000 |
|
6 Селен, %, не более |
0,000 |
0,000 |
0,000 |
|
7 Влажность, %, не более |
|
|
|
|
8 Механические загрязнения (бумага, дерево, песок и др.) |
Не допускается |
||
 0,01
0,01Сера более низкого качества (сорта 9950 и 9920) редко используется при производстве серной кислоты.
На сернокислотных установках может использоваться жидкая, комовая или гранулированная сера. В последнее время часть предприятий Российской Федерации перешли на использование жидкой серы, часть предприятий имеют возможность перерабатывать как жидкую, так и твердую серу, что позволяет им вести более гибкую политику в отношении закупок сырья.
Качество серной кислоты, производимой в Российской Федерации, регламентируется ГОСТ 2184-2013. Для производства минеральных удобрений, как правило, используется кислота качеством не ниже, чем техническая серная кислота 1-го сорта.
Энергия активации реакции гомогенного окисления диоксида серы в триоксид очень велика, поэтому в отсутствии катализаторов взаимодействие с кислородом не протекает даже при высокой температуре. В присутствии катализаторов возможно протекание этой реакции по иному механизму с меньшей энергией активации. В качестве катализатора применяются ванадиевые контактные массы, представляющие собой смесь каталитически активного вещества -  , промоторов - веществ, повышающих активность (сульфатов щелочных калия или цезия), и носителя, создающего структурную основу катализатора. Реакция окисления диоксида серы начинает протекать только при температуре около 400°С, когда активный компонент катализатора переходит в расплавленное состояние на поверхности носителя. Диоксид серы и кислород адсорбируются на поверхности катализатора, растворяются в расплаве и взаимодействуют с активной фазой.
, промоторов - веществ, повышающих активность (сульфатов щелочных калия или цезия), и носителя, создающего структурную основу катализатора. Реакция окисления диоксида серы начинает протекать только при температуре около 400°С, когда активный компонент катализатора переходит в расплавленное состояние на поверхности носителя. Диоксид серы и кислород адсорбируются на поверхности катализатора, растворяются в расплаве и взаимодействуют с активной фазой.
Очень важным показателем качества контактной массы является температура зажигания, при которой каталитический процесс начинает протекать с достаточной для практических целей скоростью. Температура зажигания ванадиевой контактной массы зависит от состава катализатора (используемых промоторов), состава газовой смеси и повышается с уменьшением объемной доли кислорода в газе.
В производственной практике нижний интервал температур для обычных катализаторов (промотированных сульфатом калия) составляет 410°С-440°С.
Для катализаторов, промотированных цезием, он составляет 390°С-410°С.
Верхним температурным пределом работы контактной массы является температура 630°С-650°С. Верхняя температурная граница объясняется пределом термостабильности носителя катализатора.
Снижение температуры зажигания контактной массы в случае применения цезий-промотированных катализаторов позволяет повысить общую эффективность конверсии в среднем на 0,1% в сравнении со стандартным катализатором.
Зависимость концентрации в отходящих газах сернокислотных установок от степени контактирования при различном начальном содержании в технологическом газе представлена на рисунках 3.4 и 3.5.
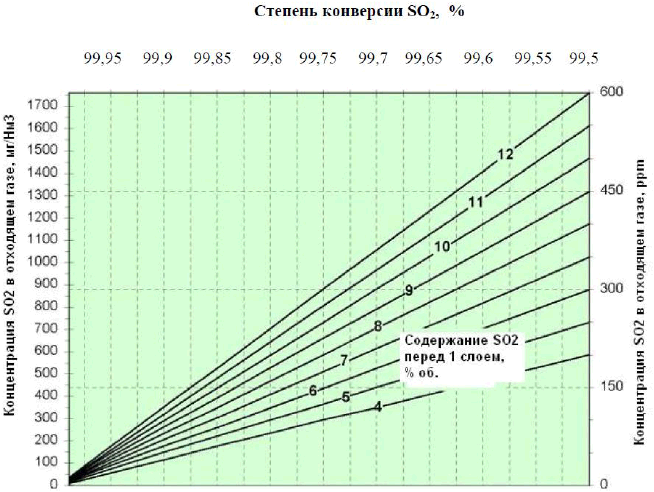
Рисунок 3.4 - Зависимость концентрации в отходящих газах сернокислотных установок от степени контактирования при начальном содержании в технологическом газе 4-12 об. %
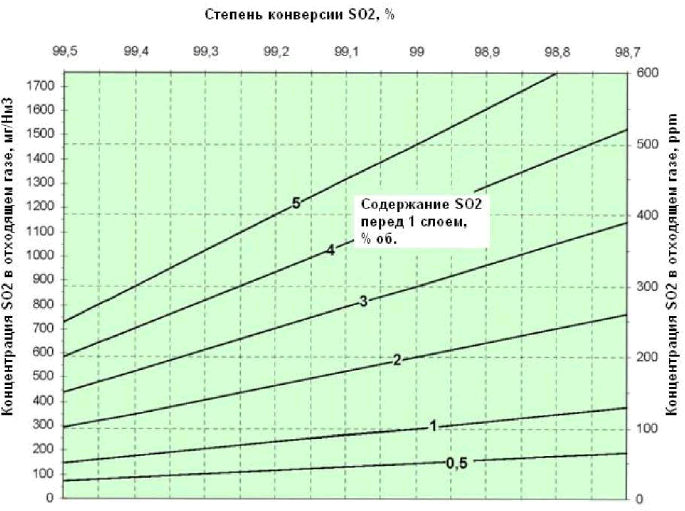
Рисунок 3.5 - Зависимость концентрации в отходящих газах сернокислотных установок от степени контактирования при начальном содержании в технологическом газе 0,5-5 об. %
3.1 Описание технологических процессов, применяемых в настоящее время при производстве серной кислоты в отрасли минеральных удобрений
В таблице 3.3 представлена информация о разделении предприятий, производящих серную кислоту в России, по применяемой технологии/производительности.
Таблица 3.3 - Способы производства серной кислоты на предприятиях Российской Федерации
|
Технология |
Предприятие |
|
Сернокислотные системы одинарного контактирования с системой очистки хвостовых газов и промывным отделением |
- Армянский филиал ООО "Титановые инвестиции" - ОАО "Азот" (г.Кемерово) |
|
Сернокислотные системы двойного контактирования с двойной абсорбцией (ДКДА) малой производительности (<500000 т мнг/год) |
- ЗАО "Метахим" - ЗАО "ГХК Бор" |
|
Сернокислотные системы ДКДА большой производительности (500000-1000000 т мнг/год) |
- Балаковский филиал АО "Апатит" - ОАО "ФосАгро-Череповец" - Ефремовский химический завод (филиал ОАО "Щекиноазот") - ОАО "Воскресенские минеральные удобрения" - Армянский филиал ООО "Титановые инвестиции" |
|
Сернокислотные системы ДКДА с системой утилизации тепла абсорбции (500000-1000000 т мнг/год) |
- ООО "ПГ Фосфорит" - ООО "ЕвроХим - Белореченские минеральные удобрения" |
Производство серной кислоты состоит из нескольких основных стадий:
-
1) Прием и хранение жидкой/твердой серы.
-
2) Подготовка сырья (плавление и фильтрация твердой серы, фильтрация жидкой серы).
-
3) Сжигание серы с получением
-содержащего газа и утилизацией тепла реакций с получением энергетического пара. -
4) Каталитическое окисление
в одну или две стадии. -
5) Абсорбция
с получением серной кислоты или олеума. -
6) Складирование серной кислоты.
-
7) Очистка хвостовых газов от
(в случае систем одинарного контактирования).
Уравнения основных химических реакций, протекающих при производстве серной кислоты:
 кДж
кДж
 кДж
кДж
 кДж
кДж
3.1.1 Установки подготовки сырья - плавление/фильтрация жидкой серы
Данные установки используются на всех предприятиях, производящих серную кислоту, независимо от производительности и способа организации процесса. Конфигурация установок подготовки сырья различается в зависимости от агрегатного состояния используемой серы.
Твердая сера. Из склада твердая, гранулированная сера системой ленточных конвейеров подается на загрузку в плавильные агрегаты, где осуществляется процесс плавления серы. В качестве греющего агента в змеевиках плавильных агрегатов используется пар низкого давления. Расплавленная сера из плавильных агрегатов самотеком направляется в сборник жидкой серы, из которого насосами подается на стадию фильтрации.
Жидкая сера. Предварительно разогретая жидкая сера из специальных железнодорожных цистерн сливается (передавливается воздухом по сифонной трубе) в сборник жидкой серы, из которого насосами перекачивается на стадию фильтрации.
Фильтрация жидкой серы
Фильтрация жидкой серы от зольных примесей производится в листовых (рамных) фильтрах через смонтированные внутри фильтра сетки, на которые предварительно наносится фильтрующий слой жидкой серы с инфузорной землей (диатомит, кизельгур). Для нанесения фильтрующего слоя на сетки фильтра используется сборник серы, оборудованный мешалкой. Из фильтра жидкая сера самотеком направляется в сборник жидкой серы, откуда серными насосами подается в серную печь.
В процессе фильтрации жидкой серы образуется серный кек, содержащий в своем составе 50%-60% серы, его количество определяется составом исходной серы. Серный кек может быть использован при производстве сероасфальтов и серобетонов для дорожного строительства.
Для обеспечения оптимальных физических свойств температура жидкой серы должна поддерживаться в диапазоне 130°С-140°С. Для поддержания данной температуры все оборудование и серопроводы снабжены паровыми рубашками. В качестве греющего агента используется пар низкого давления. Конденсат, образующийся в процессе плавления/обогрева линий и оборудования, может быть использован в производстве серной кислоты.
Принципиальные схемы организации процесса плавления, слива и фильтрации серы представлены на рисунках 3.6 и 3.7.
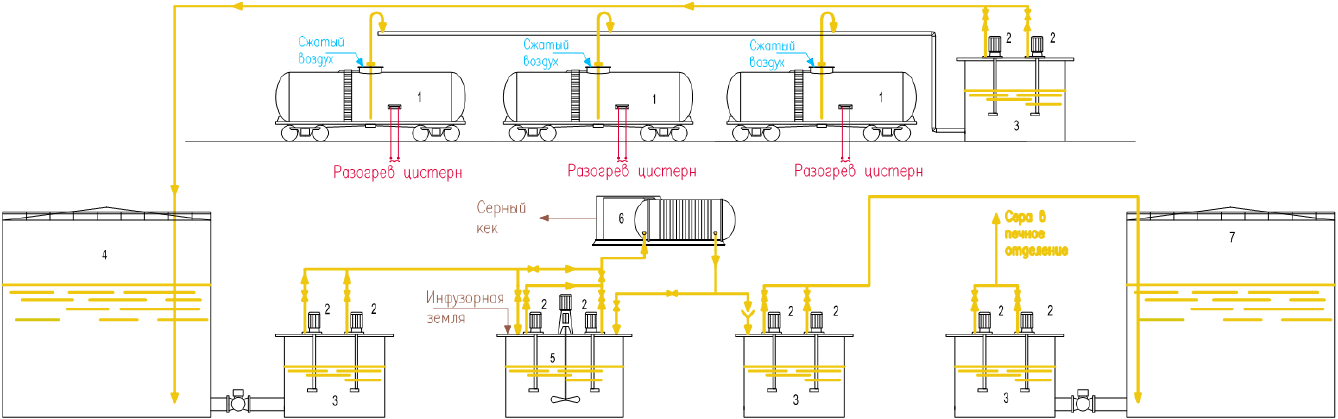
1 - ж/д-цистерны; 2 - насосы жидкой серы; 3 - сборники жидкой серы; 4 - хранилище грязной серы; 5 - сборник с пропеллерной мешалкой для намыва фильтрующего слоя; 6 - фильтр жидкой серы; 7 - хранилище чистой серы
Рисунок 3.6 - Один из вариантов реализации технологической схемы слива и фильтрации жидкой серы
Г1, Г2 - кран мостовой грейферный; Б1, Б2 - бункер комовой серы; К1, К2 - конвейер ленточный с изменением скорости движения ленты; К3, К4 - конвейер ленточный наклонный; К5, К6 - конвейер ленточный откатной; Х1, Х2 - плавилка серы; Е1, Е2 - сборник жидкой серы; М1, М2 - мешалка турбинного типа со шнеком на валу и ротором на конце вала; Е3 - сборник грязной серы с погружными обогреваемыми насосами серы; Е4 - сборник с пропеллерной мешалкой для намыва фильтрующего слоя с погружными обогреваемыми насосами серы; Е5, Е7 - сборник чистой серы с погружными обогреваемыми насосами серы; Е6 - хранилище чистой серы; Ф1, Ф2 - фильтры серы
Рисунок 3.7 - Один из вариантов реализации технологической схемы плавления, фильтрации и складирования жидкой серы
3.1.2 Сернокислотные системы одинарного контактирования с системой очистки хвостовых газов
На рисунке 3.8 представлена принципиальная технологическая схема производства серной кислоты по методу одинарного контактирования с системой очистки хвостовых газов.
Сырье - жидкая или расплавленная гранулированная (комовая) сера - отфильтровывается от механических примесей и подается на сжигание в серную печь. При сжигании серы в качестве кислородсодержащего агента используется атмосферный воздух, предварительно осушенный путем абсорбции влаги концентрированной серной кислотой в сушильной башне. В процессе горения серы в серной топке образуется технологический газ с температурой 1000°С-1200°С и содержанием диоксида серы 9-12 об. %. Следует отметить, что при производстве серной кислоты из серы исходную концентрацию поддерживают на уровне близком к максимальному с целью увеличения энергоэффективности системы и снижения размеров технологического оборудования.
После стадии сжигания серы технологический газ направляется в котел-утилизатор, где происходит его охлаждение до температуры, необходимой для устойчивой работы катализатора окисления сернистого газа, - 390°С-420°С. Тепло, выделяющееся при охлаждении технологического газа, используется для получения энергетического пара.
После котла-утилизатора технологический газ направляется на стадию каталитического окисления в . Окисление проводится в аппаратах со стационарными слоями катализатора в адиабатическом режиме с промежуточным охлаждением газа между слоями. В контактном аппарате, как правило, используется четыре слоя катализатора. Тепло, выделяющееся в процессе окисления сернистого газа, также используется для получения энергетического пара; для этого в контактном отделении сернокислотной системы располагаются выносные элементы котла в отдельных корпусах (экономайзеры и пароперегреватели) (их расположение и количество определяется поставщиком технологии), а также теплообменники, подогревающие воздух на входе в серную печь. Таким образом, удельный выход пара в системе одинарного контактирования несколько выше, чем в системе ДКДА. Так как при реализации данного технологического процесса отсутствует стадия промежуточного извлечения из технологического газа, то общая степень конверсии в достаточно низкая (97%-98%) и требуется дополнительная доочистка отходящих газов установки перед выбросом их в атмосферу. После контактного аппарата технологический газ направляется в моногидратный абсорбер для извлечения (в случае получения на установке олеума параллельно с моногидратным абсорбером устанавливается дополнительный олеумный абсорбер), а затем в установку хвостовой очистки. Абсорбция серного ангидрида в моногидратном абсорбере осуществляется серной кислотой с концентрацией 97-98,5 масс. %. При этих концентрациях равновесное давление паров над серной кислотой минимально, что позволяет повысить эффективную степень абсорбции до 99,995%. В процессе абсорбции образуется туман и брызги серной кислоты, которые уносятся с газовым потоком и выбрасываются в атмосферу. Для их улавливания в верхней части моногидратного абсорбера устанавливаются брызготуманоуловители патронного типа. В качестве фильтрующих элементов в данном виде оборудования используется синтетическое кислотостойкое волокно.
Закрепленная серная кислота из моногидратного абсорбера самотеком направляется в кислотный сборник, туда же подается вода для регулирования концентрации кислоты. Тепло абсорбции и разбавления серной кислоты снимается оборотной водой в кислотных кожухотрубных или пластинчатых теплообменниках. Из кислотного сборника серная кислота отводится на склад. Так как серная кислота с концентрацией 98,5 масс. %, используемая для орошения абсорберов, имеет высокую температуру кристаллизации (+1,8°С), то в Российских условиях перед отводом ее на склад она разбавляется до концентрации 92,5-96,0 масс. % (температура кристаллизации - минус 31°С). Разбавление производится либо в отдельном сборнике, либо в цикле сушильной башни - в этом случае сушильная башня орошается кислотой с концентрацией 92,5-96,0 масс. %.
Для доочистки отходящих газов сернокислотного производства, как правило, применяются регенеративные технологии, позволяющие выделить из газового потока и повторно его использовать в производстве серной кислоты. К таким технологиям относятся:
- поглощение растворами сульфита/бисульфита аммония или натрия с последующей их регенерацией и выделением чистого в газовую фазу;
- поглощение аминными поглотителями с последующей их регенерацией и выделением чистого в газовую фазу;
- поглощение слабыми натрийзамещенными органическими основаниями с последующей их регенерацией и выделением чистого в газовую фазу.
На российских предприятиях применяется регенеративная очистка отходящих газов от с помощью раствора сульфита-бисульфита аммония. Образующийся в процессе поглощения избыток раствора сульфита аммония обрабатывается серной кислотой с получением газообразного , который возвращается в процесс производства серной кислоты, и раствора сульфата аммония, который используется в производстве кристаллического сульфата аммония или других минеральных удобрений.
В других технологических решениях, на данный момент не внедренных на российских предприятиях (аминная очистка, использование натрийзамещенных органических оснований), регенерация поглотительных растворов осуществляется с помощью пара низкого давления. При этом расход пара зависит от требуемой степени очистки отходящего газа. К сожалению, при использовании данных методов очистки увеличенная выработка пара, достигаемая в системах одинарного контактирования, нивелируется дополнительным потреблением пара для регенерации поглотителя в процессе очистки отходящих газов, поэтому удельная выработка пара в таких системах сравнима с показателями систем двойного контактирования.
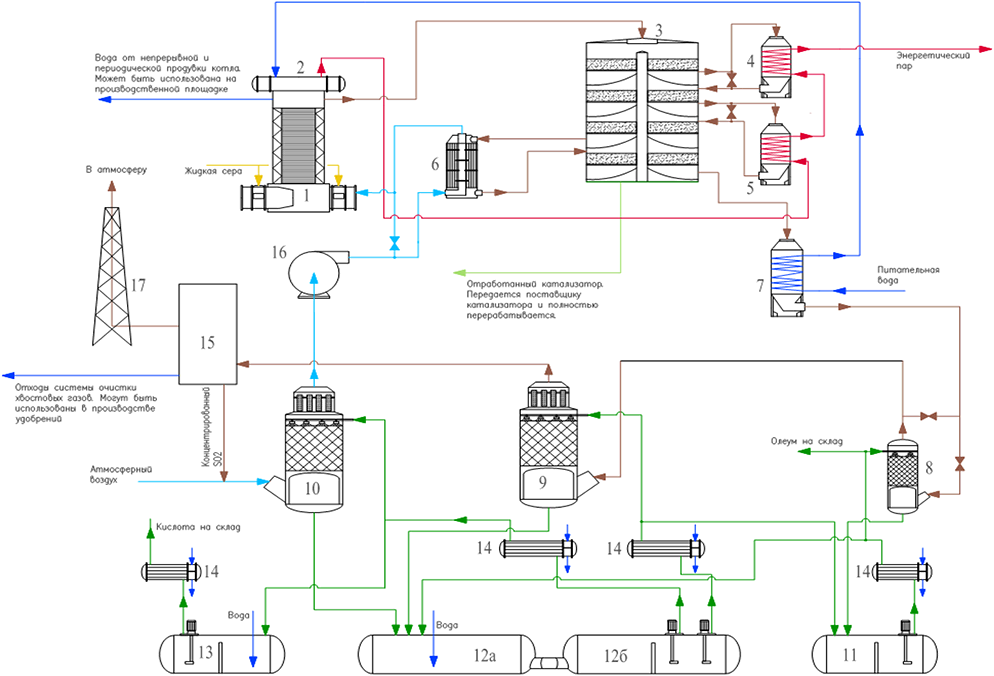
1 - серная печь; 2 - котел-утилизатор; 3 - контактный аппарат; 4 - пароперегреватель 2-й ступени; 5 - пароперегреватель 1-й ступени; 6 - подогреватель воздуха; 7 - экономайзер; 8 - олеумный абсорбер; 9 - моногидратный абсорбер; 10 - сушильная башня; 11 - циркуляционный сборник олеумного абсорбера; 12а/б - объединенный циркуляционный сборник сушильной башни и моногидратного абсорбера; 13 - сборник продукционной кислоты; 14 - кислотные холодильники; 15 - установка очистки хвостовых газов; 16 - нагнетатель; 17 - выхлопная труба
Рисунок 3.8 - Вариант реализации технологической схемы производства серной кислоты методом ОК с олеумным абсорбером и хвостовой очисткой отходящих газов (данная схема внедряется на одном из предприятий Российской Федерации)
3.1.3 Сернокислотные системы одинарного контактирования с промывным отделением
Отличием данных систем от описанной выше является дополнительная стадия очистки технологического газа от пыли, образующейся в процессе сжигания серы в промывном отделении, путем промывки технологического газа растворами серной кислоты низкой концентрации. В этом случае для сжигания серы используется неосушенный атмосферный воздух. После котла-утилизатора охлажденный газ направляется в промывное отделение, где происходит его очистка в одной или двух промывных башнях. Туман, образующийся в процессе отмывки, улавливается с помощью мокрых электрофильтров. После промывного отделения влажный технологический газ осушается в сушильной башне, нагревается в теплообменниках до температуры 390°С-410°С и направляется на первый слой контактного аппарата. Нагрев технологического газа осуществляется за счет тепла реакции окисления . Так как часть тепла химических превращений используется на нагрев технологического газа, то удельная выработка пара на данных системах меньше, чем на обычных системах одинарного контактирования.
Ввиду использования дополнительного электропотребляющего оборудования (электрофильтры, насосы промывного отделения), данные технологические нитки характеризуются повышенным удельным потреблением электроэнергии.
В связи с применением современных высокоэффективных способов фильтрации серы, а также с улучшением качества элементной серы, новые сернокислотные системы с промывным отделением не строятся, а существующие постепенно переводятся на обычную схему одинарного или двойного контактирования.
3.1.4 Сернокислотные системы двойного контактирования с двойной абсорбцией
На рисунке 3.9 представлена принципиальная схема производства серной кислоты по методу ДКДА.
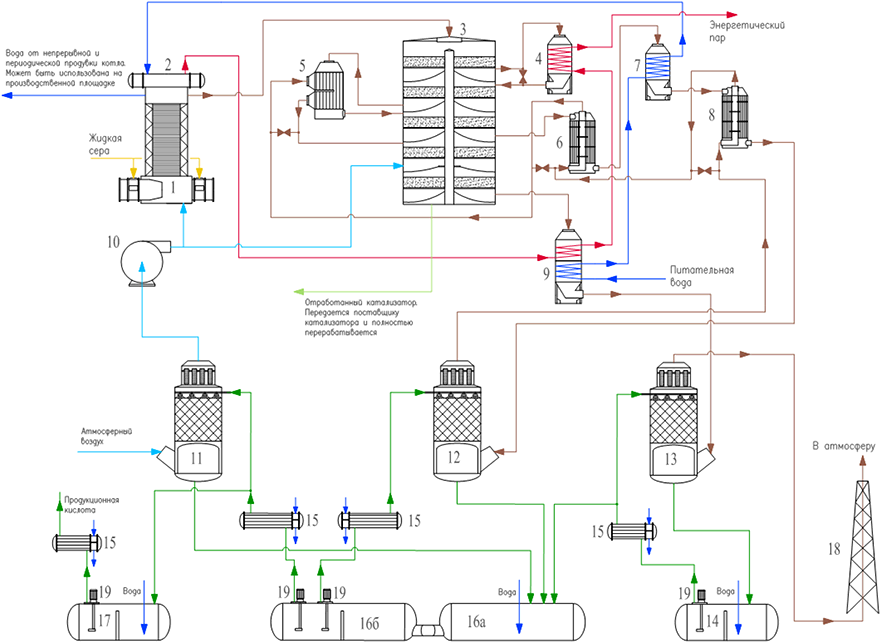
1 - серная печь; 2 - котел-утилизатор; 3 - контактный аппарат; 4 - пароперегреватель 2-й ступени; 5 - газовый теплообменник; 6 - газовый теплообменник; 7 - экономайзер 2-й ступени; 8 - газовый теплообменник; 9 - пароперегреватель и экономайзер 1-й ступени в одном корпусе; 10 - нагнетатель; 11 - сушильная башня; 12 - первый моногидратный абсорбер; 13 - второй моногидратный абсорбер; 14 - циркуляционный сборник второго моногидратного абсорбера; 15 - кислотные холодильники; 16 а/б - объединенный циркуляционный сборник сушильной башни и первого моногидратного абсорбера; 17 - продукционный сборник; 18 - выхлопная труба; 19 - кислотные насосы
Рисунок 3.9 - Вариант реализации технологической схемы производства серной кислоты методом двойного контактирования (внедрен на нескольких предприятиях в Российской Федерации)
Отличием данной технологической схемы от предыдущей является промежуточный вывод из технологического газа и отсутствие необходимости в установках хвостовой очистки отходящих газов. В данном случае в контактном аппарате используется 4 или 5 слоев катализатора. В зависимости от количества слоев катализатора на второй ступени конверсии конфигурация системы ДКДА может быть 3+1 или 3+2. В отличие от систем одинарного контактирования часть тепла, выделяющегося в процессе контактного окисления , используется для нагрева технологического газа, возвращаемого с промежуточной абсорбции, остальное количество идет на получение технологического пара. Конфигурация выносных элементов котла-утилизатора, монтируемых в отдельных корпусах (пароперегревателей и экономайзеров), и газовых теплообменников, устанавливаемых в контактном отделении сернокислотной системы, может различаться. Расположение данных элементов влияет на выработку пара и определяется разработчиком конкретной технологии. На первой стадии конверсии (первые 3 слоя контактного аппарата) степень окисления в достигает 90%-95%.
После третьего слоя катализатора частично конвертированный газ охлаждается до температуры 170°С-190°С и направляется на промежуточную абсорбцию в первый моногидратный абсорбер (в случае получения олеума в качестве продукции параллельно с первым моногидратным абсорбером устанавливается дополнительный олеумный абсорбер). В данном аппарате происходит поглощение концентрированной серной кислотой. Абсорбция значительно сдвигает равновесие реакции окисления диоксида серы в сторону образования и увеличивает общую степень превращения серы в серную кислоту. Технологический газ после первого моногидратного абсорбера нагревается до температуры 390°С-420°С и возвращается в контактный аппарат на вторую ступень конверсии. После прохождения второй ступени конверсии технологический газ охлаждается до температуры 170°С-190°С и направляется на конечную абсорбцию во второй моногидратный абсорбер. После второго моногидратного абсорбера технологический газ выбрасывается в атмосферу через выхлопную трубу. Суммарная степень контактирования, достигаемая в системах ДКДА, составляет 99,7%-99,9%.
3.1.5 Сернокислотные установки с системой утилизации тепла абсорбции
Принципиальная технологическая схема включения системы утилизации тепла абсорбции в сернокислотную установку представлена на рисунке 3.10.
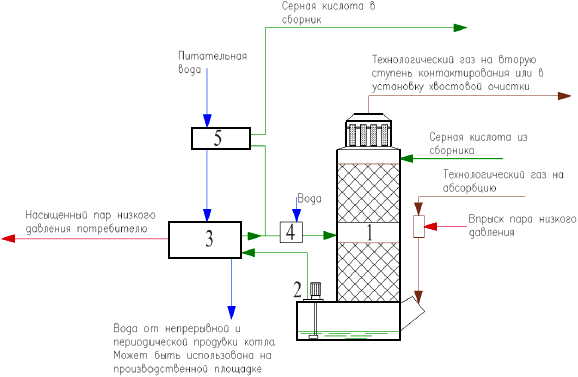
1 - абсорбционная башня; 2 - насос для перекачки горячей кислоты; 3 - котел-утилизатор; 4 - устройство для разбавления кислоты; 5 - подогреватель питательной воды
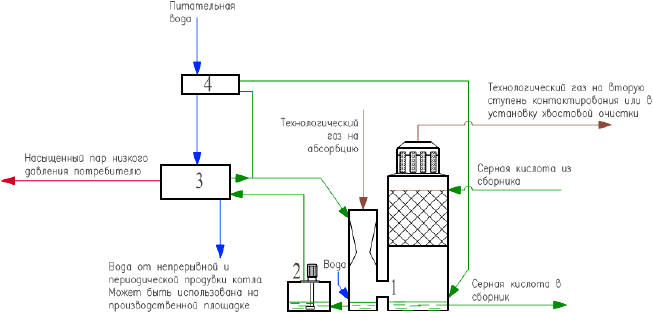
1 - абсорбционная башня; 2 - сборник горячей серной кислоты с циркуляционным насосом; 3 - котел-утилизатор; 4 - подогреватель питательной воды
Рисунок 3.10 - Два варианта установок утилизации тепла абсорбции
Основным отличием данной технологического решения от описанных выше является иная организация процесса абсорбции. В классических схемах ОК и ДКДА тепло экзотермических реакций абсорбции влаги атмосферного воздуха и серного ангидрида серной кислотой снимается путем охлаждения серной кислоты оборотной водой в кислотных холодильниках. Подогретая оборотная вода затем охлаждается в градирнях путем частичного испарения. Таким образом, тепло процессов абсорбции в классических системах никак не используется.
В случае же данной технологической системы тепло процессов абсорбции используется для получения насыщенного пара низкого давления. Системы утилизации тепла абсорбции устанавливаются на месте первого моногидратного абсорбера в системах ДКДА или вместо моногидратного абсорбера в системах ОК. Для получения пара с давлением 0,6-1,0 МПа температура серной кислоты в цикле установки утилизации тепла абсорбции должна быть повышена до 215°С-225°С, что требует использования оборудования (сборник, котел, холодильник, кислотный насос и кислотопроводы), изготовленного из специальных коррозионностойких сталей, при этом необходимо точно выдерживать концентрацию серной кислоты с высокой температурой в очень узком диапазоне (99,1-99,6 масс. %). Для реализации данного процесса в сушильно-абсорбционном отделении устанавливается дополнительное теплообменное оборудование (котел-утилизатор и теплообменники) и абсорбер особой конструкции. Низкопотенциальный пар, образующийся в данном технологическом процессе, может быть использован на нужды предприятия. Использование систем утилизации тепла абсорбции накладывает ограничение на возможность выпуска части продукции сернокислотной системы в виде олеума. Реализация данной технологии позволяет увеличить общую энергоэффективность сернокислотного производства.
3.1.6 Достигнутые показатели по потреблению сырья и энергоресурсов
Нормы расхода сырья и энергоресурсов при производстве серной кислоты приведены в таблице 3.4.
В процессе получения серной кислоты протекают экзотермические реакции, утилизация тепла которых позволяет увеличить общую энергоэффективность технологии. В современных сернокислотных системах тепло химических реакций используется для получения пара с различными параметрами, а сам пар расходуется на получение электроэнергии в паровых турбинах различной конструкции или на паровой привод воздушного нагнетателя или на другие заводские нужды. В этой связи одним из основных параметров для определения энергоэффективности сернокислотной системы является удельная выработка энергетического пара.
Данные по удельной выработке энергетического пара для предприятий - производителей серной кислоты представлены в таблице 3.5.
Таблица 3.4 - Нормы расхода сырья и энергоресурсов в производстве серной кислоты
|
Расход |
На 1 т |
Примечания. |
|
Сера техническая, кг (удельный расход серы зависит от качества используемой технической серы и ее агрегатного состояния) |
340-342 |
Сернокислотные системы одинарного контактирования с промывным отделением. Сырье - твердая сера |
|
327-331 |
Сернокислотные системы ДКДА, включая системы с утилизацией тепла абсорбции. Сырье - жидкая и твердая сера |
|
|
Вода питательная, м |
0,5-0,71 |
Сернокислотные системы одинарного контактирования с промывным отделением |
|
1,15-1,42 |
Сернокислотные системы ДКДА |
|
|
1,49-1,9 |
Сернокислотные установки ДКДА с системой утилизации тепла абсорбции |
|
|
Электроэнергия, кВт·ч |
93,5-135,0 |
Сернокислотные системы одинарного контактирования с промывным отделением |
|
46-72,1* |
Сернокислотные системы ДКДА, включая системы с утилизацией тепла абсорбции |
|
|
* При использовании парового привода нагнетателя, удельный расход электроэнергии на тонну продукции для сернокислотных систем ДКДА будет составлять 21-22 кВт·ч/т мнг. |
||
Таблица 3.5 - Нормы производства энергетического пара
|
Выход |
На 1 т |
Примечания. |
|
Пар энергетический, Гкал |
0,47-0,51 |
Сернокислотные системы одинарного контактирования с промывным отделением |
|
0,55-0,97 |
Сернокислотные системы ДКДА |
|
|
1,07-1,37 |
Сернокислотные установки ДКДА с системой утилизации тепла абсорбции (выработка пара 40 атм. и 10 атм.) |
3.2 Текущие уровни эмиссии в окружающую среду
3.2.1 Выбросы в атмосферу
В процессе производства серной кислоты в газовую фазу выделяются , туман и брызги , а также неабсорбированный .
Их концентрации зависят от температурного режима ведения процесса, эффективности катализатора и абсорбционного оборудования, начальной концентрации .
В таблице 3.6 представлена информация по выбросам предприятий - производителей серной кислоты в отрасли минеральных удобрений.
Таблица 3.6 - Выбросы в атмосферу от производства серной кислоты
|
Наименование загрязняющих веществ |
Метод очистки, повторного использования |
Выбросы |
Комментарии |
||||
|
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции, кг/т |
Источники выброса/ стадия процесса |
Метод определения загрязняющих веществ |
Используемая технология |
||||
|
Мин. |
Макс. |
Средн. |
|||||
|
|
Очистка отходящих газов растворами сульфита- |
0,500 |
1,319 |
0,910 |
Выхлопная труба (выход из установки очистки) |
Титриметри- |
Серно- |
|
Без очистки |
- |
- |
1,527 |
Выхлопная труба (выход из моно- |
Титриметри- |
Серно- |
|
|
Без очистки |
1,000 |
3,281 |
2,516 |
Выхлопная труба (выход из второго моно- |
Титриметри- |
Серно- |
|
|
|
Улавливание тумана и брызг серной кислоты в волокнистых брызготумано- |
0,123 |
0,359 |
0,241 |
Выхлопная труба (выход из моно- |
Титриметри- |
Серно- |
|
Улавливание тумана и брызг серной кислоты в волокнистых брызготумано- |
0,020 |
0,154 |
0,087 |
Выхлопная труба (выход из моно- |
Титриметри- |
Сернокислотные установки ДКДА, включая системы с утилизацией тепла абсорбции |
|
3.2.2 Обращение со сточными водами
Технология серной кислоты из серы, включенная в настоящий справочник НДТ, является бессточной. Исключением является сбросы продувок оборотных циклов и котловой воды, которые производятся во избежание накопления в воде солей (см. справочник НДТ N 8 "Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях").
Объем продувки котла в основном зависит от качества котловой питательной воды и, как правило, не превышает 3%-5% от ее расхода.
Основной объем данных сточных вод повторно используется на производственной площадке для разбавления серной кислоты или подпитки системы оборотного водоснабжения. Остаточное количество сбрасывается в промливневую канализацию.
Сточные воды могут появиться только в результате аварийных протечек. Технологическая схема предусматривает сбор этих вод в специальном хранилище, куда поток переключается автоматически. Затем проливы постепенно срабатываются в технологии либо нейтрализуются и поступают в производство.
В случае единственной рассматриваемой системы производства серной кислоты ОК с очисткой хвостовых газов, образующийся в процессе очистки раствор сульфата аммония в количестве 14 кг/т серной кислоты, полностью перерабатывается на установке получения кристаллического сульфата аммония.
3.2.3 Отходы производства
Основными отходами в производстве серной кислоты являются серный кек-отход процесса фильтрации серы и отработанный ванадиевый катализатор.
Количество образующегося серного кека зависит от качества исходной серы, поэтому данный параметр не будет рассматриваться при определении НДТ и приводится в данном разделе для справки. Основным направлением использования серного кека является производство сероасфальтов и серобетонов для дорожного строительства.
Отработанный катализатор, в большинстве случаев передается предприятиям-изготовителям катализатора. Количество отработанного катализатора - величина непостоянная и изменяется от года к году. Данная величина зависит от многих факторов, в том числе от температурного режима работы КА, качества катализатора и др. Нормы образования твердых отходов представлены в таблице 3.7.
Таблица 3.7 - Отходы производства
|
Наименование |
Отходы |
Комментарии |
|||||
|
Объем и (или) масса отходов/побочных продуктов на выходе из производства в расчете на тонну продукции, кг/т |
Метод очистки, нейтрализации или переработки |
Метод размещения/ способ защиты окружающей среды (минимизация воздействия) |
Информация об объемах переработки или использования, % от получаемого |
Наименование предприятия/ цеха |
|||
|
Мини- |
Макси- |
Среднее |
|||||
|
Серный кек (отход процесса плавления и фильтрации серы) |
0,013 |
7,38* |
3,69 |
Использование в производстве серобетона и сероцемента (дорожное строительство) |
Складируется и хранится на специальных площадках по мере накопления размещается на объекте для размещения отхода |
Нет данных |
Все серно- |
|
Катализатор отработанный, кг |
0,025 |
0,3 |
0,1625 |
Переработка в свежий катализатор |
Передача на утилизацию |
100% |
Все серно- |
|
* В случае использования комовой серы низкого качества, например серы технической сорта 99,20. |
|||||||
3.3 Определение наилучших доступных технологий для производства серной кислоты в отрасли минеральных удобрений
В настоящее время основной объем серной кислоты на предприятиях в отрасли минеральных удобрений производится по технологии двойного контактирования с двойной (промежуточной и конечной) абсорбцией с использованием в качестве исходного сырья технической серы. Сера закупается у нефте- и газоперерабатывающих заводов России. Основной объем технической серы поставляют газоконденсатные заводы Астраханской и Оренбургской областей.
Большая часть производимой серной кислоты перерабатывается внутри предприятий, и только небольшой ее объем поставляется на рынок в виде специальных сортов серной кислоты и олеума (улучшенная кислота и олеум, аккумуляторная кислота, реактивная кислота, кислоты "марки К").
3.3.1 Сернокислотные системы одинарного контактирования с установкой очистки отходящих газов (ОК)
3.3.1.1 Описание
Основной особенностью данного типа технологических решений является отсутствие стадии промежуточного извлечения из технологического газа, что упрощает организацию процесса производства, но вместе с тем снижает эффективную степень превращения в . При переработке газов с начальной концентрацией выше 9 об. % (характерна для всех сернокислотных систем, работающих на элементной сере) эффективная степень превращения в составляет 97%-98%. Следовательно, для обеспечения требуемых нормативов по выбросам в атмосферу необходима дополнительная очистка отходящих газов от . В качестве таких систем очистки применяются, как правило, регенеративные технологии, позволяющие выделять и концентрировать из газового потока и повторно использовать его в производстве серной кислоты. Типовая система получения серной кислоты по методу одинарного контактирования с хвостовой очисткой отходящих газов представлена на рисунке 3.11.
Общими преимуществами систем одинарного контактирования с хвостовой очисткой являются:
- простота технологического процесса, более низкие потери давления по газовому тракту сернокислотной системы (меньшее количество оборудования) и, соответственно, меньшие удельные расходы электроэнергии;
- более низкие выбросы в сравнении с системами ДКДА, зависящие от эффективности используемой системы очистки отходящих газов;
- более высокий удельный выход энергетического пара в сравнении с системами ДКДА из-за отсутствия необходимости нагревать технологический газ после промежуточной абсорбции (в случае применения методов очистки отходящих газов, использующих пар для регенерации поглотителя, удельный выход пара сравним с системами ДКДА);
- высокие фонды рабочего времени технологических систем и отдельного оборудования;
- относительно низкие рабочие температуры рабочих сред;
- легко осуществимые пуск и остановка.
К недостаткам данных технологических систем следует отнести:
- необходимость в дополнительных, как правило, дорогостоящих реагентах для осуществления технологического процесса (аммиак водный технический, растворы органических веществ (амины и натрийзамещенные основания));
- дополнительные отходы, образующиеся на стадии очистки технологического газа:
- раствор сульфата аммония;
- органические сульфаты - отход процесса очистки аминов;
- раствор сульфата натрия - отход процесса очистки органических натрий-замещенных оснований.
Из перечисленных веществ только раствор сульфата аммония может быть использован в производстве минеральных удобрений.
Производительность
Минимум - 6 тыс. т в год.
Максимум - 300 тыс. т в год.
3.3.1.2 Выбросы загрязняющих веществ
|
|
Теоретически возможно снижение концентрации |
|
|
0,050-0,155 кг/т серной кислоты (30-50 мг/нм При условии использования современных систем брызготуманоулавливания |
3.3.1.3 Экологические аспекты и воздействие на различные компоненты окружающей среды
- Образование дополнительных сточных вод от установок очистки хвостовых газов. Некоторые виды данных сточных вод, в частности раствор сульфата аммония, могут быть полностью утилизированы в производстве минеральных удобрений.
- Отработанный катализатор в полном объеме утилизируется (как правило, передается поставщикам катализатора).
- Серный кек - отход процессов фильтрации серы - может быть утилизирован в производстве серобетонов и сероасфальтов.
Эксплуатационные данные
- Технология одинарного контактирования является наиболее простым способом промышленного получения серной кислоты.
- Достигаемый удельный выход энергетического пара - 1-1,05 Гкал/т серной кислоты.
- Более низкий удельный расход электроэнергии за счет уменьшения количества оборудования и соответствующего снижения общего аэродинамического сопротивления газового тракта сернокислотной системы.
- Достигаемый фонд времени работы технологической системы - 330-350 сут в год.
- В некоторых случаях увеличенная выработка пара в сернокислотной системе нивелируется дополнительным расходом пара на регенерацию абсорбента в системе очистки отходящих газов.
- Необходимость в закупке дополнительных, как правило, дорогостоящих реагентов для установки очистки отходящих газов.
- Возможность получения серной кислоты и олеума любой концентрации.
Движущая сила для внедрения технологии
- Экономическая и практическая целесообразность. Максимальная простота процесса.
- Требуется строительство сернокислотной установки малой мощности (до 300000 т мнг/год).
- Жесткие требования по выбросам (ниже 1 кг/т серной кислоты)
- Возможность утилизации сточных вод от установок очистки отходящих газов на производственной площадке (например, использование раствора сульфата аммония в производстве NPK-удобрений или для производства кристаллического или гранулированного сульфата аммония).
Применимость, техническая возможность (экономическая и практическая приемлемость)
- Технология в целом применима, характеризуется относительной простотой реализации и эксплуатации.
- Технология экономически целесообразна в случае необходимости обеспечения низких выбросов в атмосферу.
- Энергоэффективность данного процесса выше, чем у технологии ДКДА, в связи с меньшими удельными затратим электроэнергии и большей удельной выработкой энергетического пара.
- Технология требует дополнительных оборотных затрат, связанных с покупкой реагентов для системы газоочистки и утилизацией сточных вод от данной системы.
- Перевод на данную технологию является наиболее целесообразным решением при модернизации существующих сернокислотных систем одинарного контактирования с промывным отделением.
3.3.2 Сернокислотные системы двойного контактирования с двойной абсорбцией
3.3.2.1 Описание
Наиболее распространенный способ производства серной кислоты в мире. Основной особенностью данного типа технологических решений является наличие стадии промежуточного извлечения из технологического газа. Такая организация процесса позволяет повысить общую степень превращения в до 99,5%-99,9%. Типовая система получения серной кислоты по методу двойного контактирования представлена на рисунке 3.11.
Общими преимуществами систем двойного контактирования с двойной абсорбции являются:
- общая эффективность и изученность технологических решений;
- не требуют закупки дополнительного сырья и материалов;
- отсутствие жидких сточных вод и соответственно дополнительных расходов по их очистке и нейтрализации;
- высокие фонды рабочего времени технологических систем и отдельного оборудования;
- относительно низкие рабочие температуры рабочих сред;
- легко осуществимые пуск и остановка.
К недостаткам данных технологических систем следует отнести:
- сложность получения выбросов ниже чем 0,5-1 кг/т серной кислоты. Для этого требуется либо снижать исходную концентрацию в газе, что приведет к ухудшению технико-экономических показателей работы системы, либо строить установку доочистки отходящих газов;
- несколько меньший удельный выход энергетического пара в сравнении с системами одинарного контактирования в связи с затратами тепла на промежуточный подогрев газа перед второй стадией контактирования.
Производительность
Минимум - 6 тыс. т в год.
Максимум - в России - 1000 тыс. т в год (3000 т/сут).
В мире - 1650 тыс. т в год (5000 т/сут).
3.3.2.2 Выбросы загрязняющих веществ
|
|
1,0-3,3 кг/т серной кислоты в зависимости от исходной концентрации газа, типа используемого катализатора и количества слоев контактного аппарата |
|
|
0,050-0,155 кг/т серной кислоты (30-50 мг/нм При условии использования современных систем брызготуманоулавливания |
3.3.2.3 Экологические аспекты и воздействие на различные компоненты окружающей среды
- В регламентном режиме работы сернокислотной системы отсутствуют сточные воды, требующие очистки или нейтрализации. Конденсат из паропроводов, а также вода от непрерывной и периодической продувки котлов могут быть использованы в циклах оборотного водоснабжения, для разбавления серной кислоты или других нужд предприятия. Невостребованный избыток (при его наличии) сбрасывается в промливневую канализацию предприятия.
- Отработанный катализатор в полном объеме утилизируется (как правило, передается поставщикам катализатора).
- Серный кек - отход процессов фильтрации серы - может быть утилизирован в производстве серобетонов и сероасфальтов.
Эксплуатационные данные
- Технология ДКДА является наиболее распространенным способом производства серной кислоты.
- Достигаемый удельный выход энергетического пара - 0,9-1,0 Гкал/т серной кислоты.
- Отсутствует необходимость в закупке и использовании дополнительных реагентов для хвостовой очистки отходящих газов, таких как растворы аминов или органических оснований.
- Достигаемый фонд времени работы технологической системы - 330-350 сут в год.
- Возможность получения серной кислоты и олеума любой концентрации.
Движущая сила для внедрения технологии
- Экономическая и практическая целесообразность.
- Успешно внедренные проекты большой единичной мощности. Возможность строительства сернокислотных систем с производительностью до 5000 т серной кислоты в сутки.
- Обеспечение показателей по выбросам в диапазоне 1,0-3,3 кг/т. МНГ без дополнительной очистки отходящих газов.
Применимость, техническая возможность (экономическая и практическая приемлемость)
- Технология успешно внедрена и применима, характеризуется относительной простотой реализации и эксплуатации.
- Технология экономически целесообразна в случае необходимости строительства технологических систем большой единичной мощности.
- Технология не требует дополнительных затрат на специальные реагенты и материалы для хвостовой очистки отходящих газов.
3.3.3 Сернокислотные системы с установкой утилизации тепла абсорбции
3.3.3.1 Описание
Основным отличием данной технологической системы от описанных выше является иная организация процесса абсорбции. В данной технологической системе часть тепла в результате процессов абсорбции используется для получения насыщенного пара низкого давления. Варианты реализации процесса утилизации тепла абсорбции с получением низкопотенциального пара представлены на рисунке 13.
Общими преимуществами систем с установками утилизации тепла абсорции являются:
- повышение энергоэффективности системы за счет выработки дополнительного количества пара, уменьшения требуемого количества оборотной воды и снижения затрат электроэнергии на ее циркуляцию и охлаждение;
- снижение объемов закупаемой электроэнергии и природного газа.
К недостаткам данных технологических систем следует отнести:
- высокие температуры рабочих сред (температура серной кислоты в цикле первого моногидратного абсорбера имеет температуру выше 200°С);
- сложность применяемых технологических решений, требующих использования специальных дорогостоящих материалов;
- узкий диапазон рабочих параметров, при котором функционирование системы является безопасным.
Производительность
Принципиального ограничения по производительности для систем с утилизацией тепла абсорбции не существует. Применимость данной технологии определяется технико-экономической эффективностью.
3.3.3.2 Выбросы загрязняющих веществ
Система утилизации тепла абсорбции не влияет на газовые выбросы от сернокислотных систем.
3.3.3.3 Экологические аспекты и воздействие на различные компоненты окружающей среды
В связи с установкой дополнительного котла в сушильно-абсорбционном отделении несколько возрастает объем сточных вод от непрерывной и периодической продувки котлов (вода с повышенным солесодержанием). Однако данный сток не требует очистки или нейтрализации и может быть использован на производственной площадке предприятия.
Эксплуатационные данные
- Достигаемый удельный выход пара - 1,1-1,4 Гкал/т серной кислоты.
- Снижение затрат энергоресурсов, в частности снижение требуемого количества оборотной воды и, соответственно, снижение расхода электроэнергии на ее циркуляцию и охлаждение.
- Усложнение процесса производства, вызванное узким рабочим диапазоном температур и концентраций серной кислоты при утилизации тепла абсорбции с получением пара низкого давления.
- Достигаемый фонд времени работы технологической системы - 330-350 сут в год.
- Строительство системы утилизации тепла абсорбции вводит ограничения на объем производства олеума в рамках сернокислотной системы.
Движущая сила для внедрения технологии
- Экономическая и практическая целесообразность.
- Потребность предприятия в дополнительных количествах низкопотенциального пара.
- Модернизация существующих сернокислотных систем одинарного и двойного контактирования с улучшением их энергоэффективности.
Применимость, техническая возможность (экономическая и практическая приемлемость)
- Технология успешно внедрена и применима на двух российских предприятиях и за рубежом.
- Целесообразность внедрения данной технологии определяется экономической эффективностью работы предприятия, в частности затратами на энергоресурсы (природный газ и электроэнергию)
3.4 Наилучшие доступные технологии при производстве серной кислоты
На настоящее время существует возможность дальнейшей модернизации представленных в 3.3 технологических схем с приростом мощности, снижением себестоимости продукции и уменьшением воздействия на окружающую среду.
В составе представленных технологий рекомендуется по ряду подпроцессов технологической схемы в качестве частных НДТ проводить мероприятия, приведенные в таблицах 3.8-3.10.
Таблица 3.8 - Описание технологических мероприятий
|
Описание мероприятия |
Объект внедрения |
Эффект от внедрения |
Ограничение применимости |
Основное оборудование |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэф- |
Ресурсо- |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Модернизация технологических систем с увеличением мощности |
Снижение выбросов загрязняющих веществ за счет использования более эффективного оборудования и материалов |
Увеличение энергоэф- |
Снижение удельных расходов сырья и энерго- |
- |
Замена морально устаревшего оборудования на современные образцы |
|
|
Максимальное использование тепла конверсии |
Повсеместно на всех предприятиях - производителях СК |
- |
Увеличение выработки энергети- |
Снижение объемов закупки электроэнергии извне, экономия природного газа |
- |
Экономайзеры и пароперегреватели |
|
Перевод сернокислотных системы с промывным отделением на "короткую" схему |
- |
Увеличение выработки энергети- |
Снижение потреб- |
Применимо в случае серно- |
- |
|
|
Внедрение системы утилизации тепла абсорбции |
- |
Увеличение выработки пара |
Снижение расхода электро- |
Существуют ограничения по применению установок утилизации тепла абсорбции в случае производства больших объемов олеума на сернокислотной системе |
Установка нового абсорбционного (абсорбционная башня, сборник и др.) и насосного оборудования установка котла- |
|
|
Использование конденсата от плавления серы и обогрева серопроводов, а также воды от неперерывной и периодической продувок котлов для подпитки водооборотных циклов, разбавления серной кислоты или других нужд предприятия |
Повсеместно на всех предприятиях - производителях СК |
Снижение объема сточных вод предприятия |
- |
Снижение потреб- |
Доля использования данных потоков для разбавления кислоты зависит от требований к качеству товарной продукции |
- |
|
Использование новых типов катализаторов, в том числе и цезий-промотиро- |
Повсеместно на всех предприятиях - производителях СК |
Снижение выбросов |
Увеличение выработки энергети- |
- |
- |
Новый катализатор |
|
Добавление пятого слоя в существующие контактные аппараты |
В планах на нескольких предприятиях |
Снижение выбросов |
- |
Увеличение удельного расхода электро- |
Применимо в случае 4-х слойных контактных аппаратов |
Новый 5-слойный контактный аппарат или строительство отдельного аппарата для размещения пятого слоя |
|
Использование низкопоте- |
Увеличение выработки энергетического пара |
- |
- |
Пароводяной подогреватель |
||
Таблица 3.9 - Описание технических мероприятий
|
Описание мероприятия |
Объект внедрения |
Эффект от внедрения |
Ограничение применимости |
Основное оборудование |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэф- |
Ресурсосбережение, отн. ед. |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Замена и модернизация электропот- |
Повсеместно на всех предприятиях - производителях СК |
- |
Увеличение энергоэф- |
Снижение расхода электроэнергии |
- |
Новое энергоэф- |
|
Внедрение частотных преобразо- |
Повсеместно на всех предприятиях - производителях СК |
- |
Увеличение энергоэф- |
Снижение расхода электроэнергии |
- |
Частотные преобразователи |
|
Использование современных патронных брызготумано- |
Повсеместно на всех предприятиях - производителях СК |
Снижение выбросов тумана и брызг серной кислоты |
- |
- |
- |
Патронные брызготумано- |
|
Использование эффективной системы распределения кислоты по поверхности насадки в абсорберах |
Повсеместно на всех предприятиях - производителях СК |
Увеличение степени абсорбции. Снижение выбросов |
- |
- |
- |
Современные кислотораспре- |
|
Снижение температуры кислоты, подаваемой на орошение абсорбционных башен |
Повсеместно на всех предприятиях - производителях СК |
Увеличение степени абсорбции. Снижение выбросов |
- |
- |
- |
Эффективные кислотные холодильники |
|
Модернизация автоматизированных систем управления технологическим процессом |
Повсеместно на всех предприятиях - производителях СК |
Снижение выбросов за счет стабилизации производ- |
Увеличение энергоэф- |
Снижение расхода энергоресурсов |
- |
Новое оборудование АСУТП |
Таблица 3.10 - Описание организационных мероприятий
|
Описание меры |
Объект внедрения |
Эффект от внедрения |
Ограничение применимости |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэф- |
Ресурсос- |
|||
|
Стабилизация работы технологической системы путем равномерного распределения производственной программы |
Повсеместно на всех предприятиях - производителях СК |
Уменьшение выбросов |
Постоянные нормы расхода энергоресурсов |
- |
|
|
Обучение производственного персонала. Внедрение обучающих тренажеров |
Стабилизации технологических показателей процесса |
||||
3.5 Экономические аспекты реализации наилучших доступных технологий по производству серной кислоты
Ориентировочная стоимость мероприятий по реализации НДТ приведены в таблицах 3.11 и 3.12.
Таблица 3.11 - Ориентировочная стоимость строительства новой сернокислотной системы
|
Тип технологии |
Производительность установки |
Полная стоимость установки |
Примечание |
|
Сернокислотное производство ДКДА с электрогенерацией |
600000 т серной кислоты в год |
3000 млн руб. (в ценах 2013 года) |
В стоимость входит: строительство энергоблока мощностью 25 МВт, складского хозяйства, водооборотных циклов, станции приготовления обессоленной воды, всех зданий и сооружений, включая административный корпус |
Таблица 3.12 - Ориентировочные затраты на модернизацию сернокислотных установок
|
Технологические мероприятия, объекты производства |
Капитальные затраты |
Эксплуатационные затраты (на единицу выпускаемой продукции) |
Обоснование экономического эффекта |
Примечание |
|
Модернизация технологических систем с увеличением производительности и внедрением установки утилизации тепла абсорбции |
1600 млн руб.* 1550 млн руб.** (из них 747 млн руб. - стоимость системы утилизации тепла абсорбции) |
280 млн руб./год |
Снижение потребления электроэнергии Снижение потребления природного газа, выработка пара для общезаводского потребления, снижение себестоимости продукции. Ожидаемая экономия на энергоресурсах 130,82 млн руб. в год. Снижение выбросов от энергетических котлов, работающих на природном газе |
* Увеличение мощности до 1000 тыс. т серной кислоты в год. ** Увеличение мощности до 720 тыс. т серной кислоты в год |
|
Строительство энергоблока для утилизации энергетического пара, производимого на сернокислотной установке, с получением электроэнергии |
940 млн руб.* |
- |
Снижение объемов закупаемой электроэнергии, снижение себестоимости продукции |
- |
|
Перевод сернокислотной системы с промывным отделением на "короткую" схему |
535 млн руб. |
- |
Упрощение технологической схемы. Замена изношенного оборудования Увеличение выработки энергетического пара, снижение расхода электроэнергии, снижение себестоимости продукции Снижение численности персонала Ожидаемая экономия на энергоресурсах - 165 млн руб. (5,7 года) |
Модернизация предусматривает максимальное использование тепла химических реакций горения серы и окисления сернистого ангидрида |
|
Модернизация системы АСУТП |
36,8 млн руб. |
- |
Снижение выбросов и улучшение энергоэф- |
- |
|
Замена катализатора |
50 млн руб. |
- |
Снижение выбросов сернистого газа. Увеличение степени конверсии. Улучшение качества серной кислоты |
- |
|
Замена насосного оборудования (насосы серы) |
1,15 млн руб. (по данным ОАО "Воскресенские минеральные удобрения") |
- |
Снижение расхода электроэнергии |
- |
|
Замена теплообменного оборудования (кислотные холодильники) |
30 млн руб. (по данным ОАО "Воскресенские минеральные удобрения") |
- |
Снижение содержания вредных веществ в выхлопе за счет снижения температуры кислоты, орошающей второй моногидратный абсорбер. Увеличение выхода продукта |
- |
3.6 Перспективные технологии в производстве серной кислоты
Перспективными направлениями развития технологии производства серной кислоты как в России так и за рубежом являются:
- снижение выбросов от сернокислотных систем;
- повышение надежности и энергоэффективности работы сернокислотных установок.
3.6.1 Снижение выбросов от сернокислотных систем
Как уже было показано, к основным загрязняющим вещества в производстве серной кислоты относятся , и туман серной кислоты.
Снижение выбросов достигается путем повышения эффективности процесса абсорбции, в частности улучшением системы распределения серной кислоты по поверхности насадки. С этой целью наиболее эффективно применение кислотораспределителей желобчатого или трубчатого типа, выполненных из специальных типов кислотостойкой стали. Данные распределители обеспечивают равномерное распределение кислоты по поверхности насадки с минимальным количеством брызг.
Повышение эффективности улавливания тумана серной кислоты, образующегося в процессе абсорбции, достигается путем использования патронных брызготуманоуловителей "броуновского" или "ударного" типа на основе гидрофобного стекловолокна с чередованием фильтрующих и дренажных слоев.
Одним из наиболее надежных и перспективных путей снижения выбросов диоксида серы от сернокислотного производства является правильный подбор каталитической системы, которая должна:
- стабильно работать при пониженных температурах на входе в первую и вторую ступени конверсии;
- обеспечивать стабильную конверсию в условиях повышенного содержания в технологическом газе (2-3-й слой контактного аппарата).
Последние разработки в области ванадиевых катализаторов, в частности использование новой геометрии гранул и цезия в качестве промотора, позволили создать катализаторы, способные устойчиво работать начиная с температур 380°С-390°С.
Одним из направлений в области снижения температуры начала процесса окисления в и, соответственно, увеличения общей степени конверсии является использование катализаторов на основе платины, таких как каталитические смеси на основе кремнеземных стекловолоконных тканей (КСВТ), изготовленных в форме трехмерных блоков с высокой степенью регулярности, которые разработаны в одном из российских научных институтов. По информации разработчиков, платиносодержащие катализаторы позволяют устойчиво работать уже при температурах 350°С-360°С. В настоящий момент данные каталитические системы проходят лабораторные и полупромышленные испытания.
Еще одной перспективной разработкой в области сернокислотного катализа являются каталитические смеси с повышенным содержанием ванадия со степенью окисления +5 ( ). По информации разработчика, повышенное содержание ванадия со степенью окисления +5 () изменяет физико-химические характеристики каталитической смеси и повышает ее активность. Особенно это актуально для окисления газов с высоким содержанием (2-3-й слои контактного аппарата).
). По информации разработчика, повышенное содержание ванадия со степенью окисления +5 () изменяет физико-химические характеристики каталитической смеси и повышает ее активность. Особенно это актуально для окисления газов с высоким содержанием (2-3-й слои контактного аппарата).
В случае необходимости снижения выхлопов до величин в 10-20 ppm в дополнение к новым каталитическим системам требуется использовать дополнительную систему очистки отходящих газов. Наиболее перспективными в данном случае являются регенеративные способы очистки, позволяющие выделить из отходящих газов и вернуть его на переработку в сернокислотное производство. Более подробно данные способы описаны в 3.2.2.
3.6.2 Повышение надежности и энергоэффективности работы сернокислотных установок
Основным направлением в плане повышения энергоэффективности сернокислотных систем является максимальное использование тепла химических реакций, протекающих в процессе производства серной кислоты, в частности тепла абсорбции, на долю которого приходится 30%-40% от общего количества тепла, получаемого в системе. Тепло абсорбции может быть использовано для получения теплофикационной воды или пара низкого давления.
Использование тепла абсорбции для получения теплофикационной воды является относительно простой задачей и не требует применения сложной технологии, приборов контроля или аппаратурного оформления (насосов, холодильников и др.). Вместе с тем использование теплофикационной воды носит ярко выраженный сезонный характер и не всегда востребовано на производстве.
Также тепло абсорбции может быть использовано для получения пара низкого давления. Варианты использования пара на предприятиях более разнообразны в сравнении с подогретой теплофикационной водой.
Помимо описанных в 3.1.4 вариантов утилизации тепла абсорбции с получением низкопотенциального пара, в России в настоящее время разрабатывается альтернативный вариант, заключающийся в реализации процесса конденсации серной кислоты и получения низкопотенциального пара в одном аппарате. Данное решение позволит существенно упростить процесс утилизации тепла абсорбции. В настоящее время предлагаемые технологические решения проходят стадию испытаний.
С целью повышения надежности и эффективности работы контактного узла сернокислотной системы возможно изменение режима его работы с адиабатического на квазиизотермический. Квазиизотермический процесс разработан и успешно внедрен на нескольких предприятиях в мире. В данном случае контактный аппарат представляет собой кожухотрубный агрегат, в трубках которого загружен катализатор (используется стандартный сернокислотный катализатор). Тепло, выделяющееся в процессе окисления сернистого ангидрида, непрерывно снимается охлаждающим агентом, циркулирующим в межтрубном пространстве. Тепло, снятое охлаждающим агентом, используется для получения энергетического пара. К достоинствам данного технологического решения относятся:
- возможность переработки газов с высокой концентрацией (выше 12 об. %);
- более высокий срок службы катализатора. В отличие от адиабатического режима, в квазиизотермическом режиме процесс отвода тепла из зоны реакции происходит непрерывно и позволяет поддерживать температуру катализатора в верхней части трубок ниже 600°С, что увеличивает срок его службы;
- существенно меньшее количество загружаемого катализатора. Снижение количества катализатора достигается за счет более равномерного температурного режима в контактном аппарате;
- упрощение работы контактного узла за счет отсутствия необходимости вывода газа из контактного аппарата на охлаждение между слоями.
К недостаткам можно отнести:
- сложность и повышенную металлоемкость контактного аппарата;
- определенные ограничения по применению данных решений в технологических системах большой мощности (выше 200000 т мнг/год).
К числу мероприятий по повышению надежности работы сернокислотных установок следует также отнести применение современных коррозионно-стойких материалов и покрытий, в том числе неметаллических, а также использование систем АСУТП на основе современной высокопроизводительной компьютерной техники.
Раздел 4. Производство фосфорной кислоты
4.1 Описание технологических процессов производства экстракционной фосфорной кислоты, применямых в настоящее время
Основным продуктом является упаренная фосфорная кислота с содержанием 42%-53%, на некоторых предприятиях - неупаренная фосфорная кислота с содержанием 24%-37%. После серной кислоты фосфорная кислота по объему выработки является наиболее важной минеральной кислотой.
Основными потребителями фосфорной кислоты в России являются производства фосфорсодержащих удобрений и кормовых фосфатов (более 95% объема выпуска). Также фосфорная кислота используется в производстве технических фосфатов, в частности для получения солей натрия, калия, кальция и аммония, и для обработки поверхности металлов. В незначительных объемах фосфорная кислота пищевых марок потребляется для подкисления напитков и для получения пищевых фосфатных солей.
Мировая мощность производства фосфорной кислоты составляет более 40 млн т в год, в том числе в России - около 3 млн .
Для производства фосфорной кислоты используются два способа с применением различного сырья:
- в термическом процессе используется элементный фосфор, получаемый из фосфатной руды, кокса и кремнезема в электрических печах;
- в экстракционных процессах природные фосфаты разлагаются кислотой.
В России в настоящее время доля производства фосфорной кислоты экстракционным способом составляет 100%.
Существует три типа экстракционных процессов в зависимости от кислоты, применяемой для разложения, - азотной, соляной и серной. Основным способом производства ЭФК в России и за рубежом является сернокислотное разложение фосфатного сырья. Полученную на стадии разложения фосфатного сырья реакционную пульпу разделяют методом фильтрации с получением продукционной слабой ЭФК, а осадок сульфата кальция подвергают многократной противоточной промывке от остатков фосфорной кислоты. При необходимости ЭФК для переработки в конечные продукты концентрируют и очищают.
На предприятиях России в настоящее время преимущественно перерабатывается отечественное фосфатное сырье с нормированной степенью помола и влажностью - апатитовые концентраты магматического происхождения Хибинского и Ковдорского месторождений с содержанием основного компонента около 39% и 37% соответственно. На ряде предприятий используются также фосфориты Каратау (Казахстан) с содержанием 25%-30% и другое импортное фосфатное сырье - фосфориты осадочного происхождения с содержанием 30%-36% и апатит (ЮАР, Фалаборва) с содержанием около 36% (см. таблицу 4.1).
Таблица 4.1 - Тип используемого фосфатного сырья для производства ЭФК на предприятиях России
|
Предприятие |
Фосфатное сырье |
|
|
Основное |
Дополнительное |
|
|
ФосАгро-Череповец, АО |
Хибинский (кировский) апатитовый концентрат, 39% |
- |
|
Апатит, АО - Балаковский филиал |
||
|
Метахим, ЗАО |
||
|
Воскресенские минеральные удобрения, ОАО |
Фосфорит Каратау (Казахстан), 25% |
|
|
ПГ Фосфорит, ООО |
Ковдорский апатитовый концентрат, 37% |
Фосфорит Того, 35% Апатит ЮАР, 36% |
|
Еврохим-Белореченские минудобрения, ООО |
Ковдорский апатитовый концентрат, 37% |
Фосфориты Каратау, 25%-30% |
|
Титановые инвестиции, ООО - Армянский филиал |
Сирийский фосфорит, 30% |
- |
Основным фосфорсодержащим компонентом в минералах апатитовой группы является фторапатит  .
.
Разложение фторапатита смесью серной и фосфорной кислот при ПГ или ДГ-методе производства ЭФК осуществляется по реакции:

 , где
, где  0,5 или 2
0,5 или 2
В зависимости от условий процесса (температура, содержание в жидкой фазе пульпы) кристаллизация сульфата кальция происходит в виде полугидрата ( ) или дигидрата (
) или дигидрата ( ).
).
Для производства ЭФК используется получаемая из элементной серы серная кислота с концентрацией 92,5%-94,5%, производимая преимущественно на этих же предприятиях. При необходимости приобретается дополнительный объем серной кислоты, в основном с предприятий цветной металлургии и нефте- или газооргсинтеза (сторонняя ) при условии осуществления входного контроля ее качества.
Качественный состав ЭФК преимущественно определяется содержанием примесей в фосфатном сырье. Количество примесей, поступающих в процесс вместе с , как правило, низкое или незначительное по сравнению с вносимым с фосфатным сырьем.
Основными стадиями технологического процесса получения ЭФК являются:
-
1) Прием и хранение фосфатного сырья и серной кислоты.
-
2) Экстракция - разложение фосфатного сырья с кристаллизацией сульфата кальция в форме дигидрата либо полугидрата.
-
3) Фильтрация - разделение реакционной пульпы на вакуум-фильтрах с многократной противоточной промывкой осадка.
-
4) Концентрирование ЭФК.
-
5) Хранение ЭФК, кремнефтористоводородной кислоты.
-
6) Хранение фосфогипса.
-
7) Абсорбционная очистка образующихся в процессе производства и хранения ЭФК фторсодержащих газов перед выбросом в атмосферу с получением кремнефтористоводородной кислоты.
Схема получения ЭФК с указанием стадий технологического процесса представлена на рисунке 4.1, общая информация об отдельных стадиях технологического процесса - в таблице 4.2.
Рисунок 4.1 - Схема получения ЭФК по стадиям процесса
Таблица 4.2 - табличная форма описания технологического процесса производства ЭФК
|
Входной поток |
Стадия процесса |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
1. Фосфатное сырье 2. Серная кислота |
1.1 Прием и хранение сырья |
1. Фосфатное сырье 2. Серная кислота |
1. Силосы, бункеры фосфатного сырья. 2. Хранилища |
Пыль фосфатного сырья |
|
1. Фосфатное сырье 2. Серная кислота 3. Раствор разбавления с узла фильтрации |
1.2 Экстракция |
1. Реакционная пульпа 2. Фтористые газы на абсорбционную очистку |
1. Реакторы разложения и дозревания. 2. Аппараты системы охлаждения пульпы |
Нет |
|
1. Реакционная пульпа 2. Вода 3. Пар на подогрев промывных растворов |
1.3 Фильтрация |
1. Слабая ЭФК 2. Фосфогипс 3. Фтористые газы на абсорбционную очистку |
1. Вакуум-фильтры 2. Емкостное и насосное оборудование 3. Барометрические конденсаторы |
Фтористые газы. Твердый побочный продукт - фосфогипс |
|
1. Слабая ЭФК 2. Греющий пар 3. Охлажденная оборотная вода |
1.4 Концентрирование ЭФК |
1. Упаренная ЭФК 2. Фтористые газы на абсорбционную очистку 3. Конденсат сокового и греющего пара 4. Оборотная вода на охлаждение |
1. Однокорпусные вакуум-выпарные установки 2. Емкостное и насосное |
Нет |
|
1. ЭФК 2. Кремнефто- |
1.5 Хранение ЭФК, кремнефтористоводородной кислоты |
1. ЭФК 2. Кремнефтористоводородная кислота 3. Фтористые газы на абсорбционную очистку |
1. Хранилища ЭФК 2. Хранилища кремнефто- |
Нет |
|
1. Фосфогипс |
1.6 Хранение фосфогипса |
1. Фосфогипс (использование см. 4.2.3.2) |
Сухое складирование либо гидротехническое сооружение - гипсонакопитель |
Нет |
|
1. Фтористые газы 2. Вода |
1.7 Абсорбционная очистка фторсодержащих газов |
1. Растворы кремнефто- 2. Очищенные газы в атмосферу |
1. Абсорберы различных типов 2. Циркуляционные сборники с насосами |
Фтор с очищенными газами в атмосферу |
В настоящее время в России применяется два процесса производства ЭФК с сернокислотным разложением фосфатного сырья: дигидратный (ДГ) и полугидратный (ПГ).
4.1.1 Дигидратный процесс
ДГ-процесс используется на всех выпускающих ЭФК предприятиях, за исключением ОАО "Воскресенские минеральные удобрения" (ПГ-процесс). Процесс позволяет получать ЭФК с содержанием на уровне 24%-28%, характеризуется сравнительно высоким технологическим выходом в ЭФК (по сравнению с ПГ-способом) и реализуется при относительно низких температурах - 75°С-85°С. Недостатками способа являются сравнительно низкая интенсивность использования реакционного объема и поверхности узла фильтрации, низкое содержание в ЭФК (в большинстве случаев ЭФК требуется концентрировать для переработки в конечные продукты, что существенно повышает энергозатраты), более высокий объем образования побочного продукта - фосфогипса (4,2-6,5 т/т сухого дигидрата сульфата кальция).
Типовая технологическая схема ДГ-процесса с использованием для охлаждения пульпы вакуумного способа охлаждения представлена на рисунке 4.2.
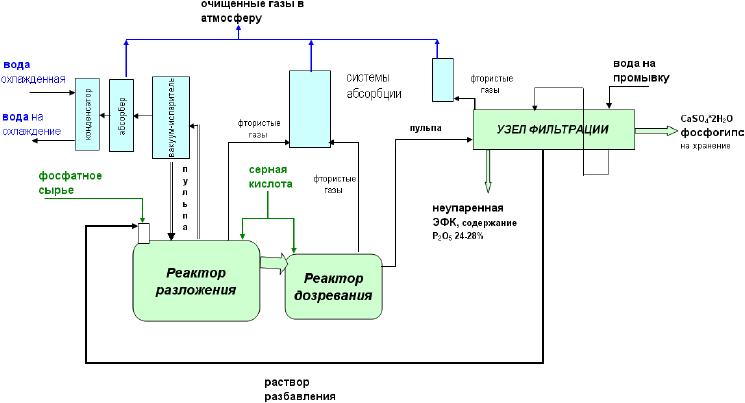
Рисунок 4.2 - Принципиальная технологическая схема ДГ-процесса производства ЭФК с вакуумным охлаждением пульпы
Разгрузка поступающего на предприятия железнодорожным транспортом фосфатного сырья осуществляется с использованием бункеров или траншей. В связи с нормированием поставщиком фракционного состава, удовлетворяющего требованиям производителей ЭФК, домол фосфата на предприятиях не производится. Для хранения тонкодисперсного фосфатного сырья используются преимущественно склады силосного типа, обеспечивающие многосуточный технологический запас, стабилизирующий работу производства ЭФК. Хранение в силосах предотвращает пылеунос и увлажнение сырья атмосферными осадками. Прием фосфатного сырья в производство ЭФК осуществляется в приемные бункеры посредством механического либо пневмотранспорта. Узлы хранения и передачи фосфатного сырья оборудованы системами пылеочистки.
Серная кислота подается в процесс ЭФК из емкостей-хранилищ.
Подача фосфатного сырья и серной кислоты в экстрактор осуществляется с использованием устройств весового и объемного дозирования.
Реакционная система производства ЭФК представляет собой систему реакторов разложения и дозревания, оборудованных перемешивающими устройствами. Процесс сернокислотного разложения фосфатного сырья является экзотермическим. Для поддержания заданного температурного режима производится охлаждение реакционной пульпы методом испарения воды в специальных системах, включающих вакуум-испаритель, конденсатор смешения и узел создания вакуума.
Для обеспечения оптимальных условий осуществления процесса разложения фосфатного сырья и кристаллизации дигидрата сульфата кальция в реакторах разложения и дозревания поддерживается заданный режим по содержанию сульфатов в жидкой фазе пульпы. Заданное соотношение жидкой и твердой фаз в пульпе поддерживается за счет рециркуляции части фосфорной кислоты и промывных растворов (так называемого раствора разбавления) с узла фильтрации, содержание в жидкой фазе пульпы - посредством поддержания балансового расхода воды в процесс через промывку осадка на узле фильтрации.
Разделение полученной на стадии разложения реакционной пульпы с многократной противоточной промывкой осадка от остатков кислоты производится на узле фильтрации с использованием вакуум-фильтров. Продуктом фильтрации является ЭФК, побочным продуктом - отмытый осадок дигидрата сульфата кальция (фосфогипс).
Фосфогипс является неизбежным побочным продуктом при сернокислотном экстракционном способе получения фосфорной кислоты, при получении 1 т фосфорной кислоты образуется в зависимости от типа исходного фосфатного сырья и типа процесса 4,2-6,5 т гипса (в пересчете на сухой дигидрат сульфата кальция). В процессе производства ЭФК как ДГ, так и ПГ-способом примеси распределяются между ЭФК и фосфогипсом и содержатся в фосфогипсе в виде малорастворимых солей. Основное вещество фосфогипса и фосфополугидрата (ФПГ) (сульфат кальция) относится к широко распространенным природным минералам (гипс) и также является малорастворимым соединением. Фосфогипс используется для изготовления стройматериалов, в сельском хозяйстве, дорожном строительстве с соответствующей нормативной базой (см. 4.2.3).
Удаление фосфогипса к месту хранения (накопления) осуществляется сухим механическим транспортом (сочетание конвейерной передачи и автотранспорта) либо методом гидроудаления насосами по пульповым линиям с предварительной репульпацией. В зависимости от способа удаления хранилища фосфогипса представляют собой площадки сухого хранения либо гидротехнические сооружения - гипсонакопители.
Технологически объекты хранения фосфогипса входят в состав производства ЭФК. При этом как на площадках сухого хранения, так и на гидротехнических сооружениях могут быть выделены технологические участки (карты) для подготовки фосфогипса к последующему размещению. При постоянстве технологического процесса и используемого фосфатного сырья состав фосфогипса также является постоянным и приводится в соответствующем разделе технологического регламента. Основным фосфатным сырьем, используемым в Российской Федерации для производства ЭФК, являются хибинский и ковдорский апатитовый концентрат с высоким содержанием и низким содержанием минеральных примесей природного происхождения. В процессе производства ЭФК как ДГ, так и ПГ-способом примеси распределяются между ЭФК и фосфогипсом и содержатся в фосфогипсе в виде малорастворимых солей.
Одним из признаков НДТ является обработка или нейтрализация фосфогипса или ФПГ кальцийсодержащим агентом (мел, известь, известковое молоко и др.) или другими агентами с аналогичным действием либо иные способы, обеспечивающие повышение рН до значений 58, перевод всех примесей в малорастворимые соли и отсутствие негативного воздействия на окружающую среду как при размещении на площадке сухого складирования, так и на гидротехнических сооружениях.
Концентрирование ЭФК ДГ-процесса до уровня содержания 42%-53% осуществляется на однокорпусных вакуум-выпарных установках, которые включают в себя контур циркуляции и нагрева кислоты, вакуум-испаритель, систему абсорбции фтористых соединений, барометрический конденсатор, узел создания вакуума с насосами водокольцевого либо пароэжекторного типов. В качестве побочного продукта на стадии концентрирования получают кремнефтористоводородную кислоту, которая передается на переработку во фтористый алюминий или другие фторсодержащие продукты, возвращается в экстрактор и частично нейтрализуется. На ряде предприятий, в частности АО "ФосАгро-Череповец", БФ АО "Апатит" и ООО "ЕвроХим-БМУ", часть упаренной ЭФК подвергается очистке методом осветления.
Хранение слабой и упаренной ЭФК осуществляется в емкостях-хранилищах, оборудованных перемешивающими устройствами, объем и количество которых обеспечивают стабильную работу производства ЭФК и ее потребителей.
Процесс производства ЭФК сопряжен с выделением в газовую фазу части фтора, входящего в состав фосфатного сырья. Объем выделения зависит от исходного содержания в фосфатном сырье, а также от условий осуществления процесса - температуры и содержания в ЭФК. Все основное реакционное, емкостное оборудование, а также вакуум-фильтры подключают к соответствующим технологическим и санитарным системам очистки. Метод очистки соединений фтора - абсорбция водой в специализированных аппаратах - абсорберах в режимах прямотока либо противотока. Очищенные газы от абсорберов всех стадий процесса объединяются и выбрасываются в атмосферу через выхлопную трубу. Полученные растворы слабой кремнефтористоводородной кислоты (за исключением полученной на стадии концентрирования ЭФК) полностью утилизируются в технологическом процессе производства ЭФК за счет использования в качестве промывных растворов на узле фильтрации.
4.1.2 Полугидратный процесс
ПГ-процесс получения ЭФК применяется на следующих предприятиях (мощность приведена по состоянию на 1 января 2015 г.):
- АО "ФосАгро-Череповец" - 2 технологические системы суммарной мощностью 500 тыс. т в год;
- БФ АО "Апатит" - 2 системы суммарной мощностью 630 тыс. т в год;
- ООО ПГ "Фосфорит", Кингисепп - 1 система мощностью 400 тыс. т в год;
- ОАО "Воскресенские минеральные удобрения" - 1 система мощностью 160 тыс. т в год.
Практически все указанные технологические системы были реконструированы с переводом в ПГ-режим из ДГ по технологии одностадийного ПГ-процесса.
ПГ-процесс позволяет получать ЭФК с содержанием на уровне 31%-37% в зависимости от типа фосфатного сырья. Способ несколько уступает ДГ по технологическому выходу в ЭФК (95,0%-96,5%), однако имеет высокую интенсивность использования реакционного объема и поверхности фильтрации (в 2-3 раза выше, чем у дигидратных систем), а также позволяет существенно сократить расход энергоресурсов на концентрирование ЭФК.
ПГ-процесс принципиально имеет те же стадии, что и ДГ. Основные отличия - в аппаратурном оформлении.
Типовая технологическая схема ПГ-процесса с воздушным охлаждением пульпы представлена на рисунке 4.3.
Стадия приема и хранения фосфатного сырья и серной кислоты аналогична ДГ-производствам.
На стадии разложения фосфатного сырья с кристаллизацией полугидрата сульфата кальция применяются реакторы с рабочим объемом около 450 м с интенсивными перемешиванием и внутренней циркуляцией пульпы. Экстрактор включает в себя преимущественно два реактора - разложения и дозревания.
В связи с повышенной по сравнению с ДГ-процессом температурой пульпы в ПГ-режиме (87°С-94°С) применяется высокоэффективный воздушный способ охлаждения пульпы в режиме пенного слоя. Для реализации данного способа не требуется наличие громоздкой вакуумной системы и обеспечения охлаждающей водой. Отработанный воздух из аппарата воздушного охлаждения сбрасывается под крышку реактора и вместе с прочими газами поступает на очистку в систему абсорбции.
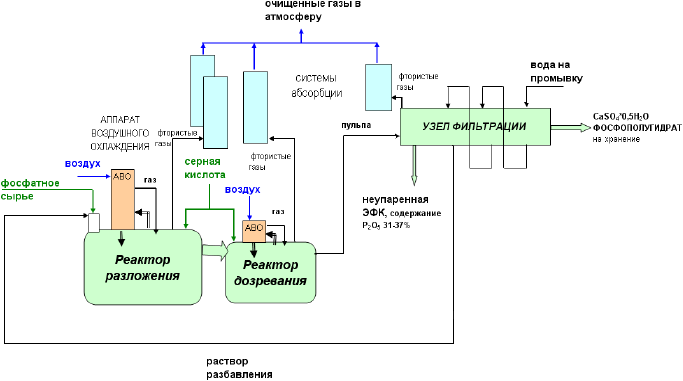
Рисунок 4.3 - Принципиальная технологическая схема ПГ-процесса производства ЭФК с воздушным охлаждением пульпы
Вследствие повышенной склонности к образованию инкрустирующих осадков на стадии фильтрации в ПГ-процессе преимущественно используются современные ленточные вакуум-фильтры, позволяющие обеспечить эффективную двухстороннюю отмывку фильтрующего полотна и сократить эксплуатационные затраты.
При переработке хибинского и ковдорского апатитовых концентратов объем образования ФПГ составляет 3,7-3,8 т/т (сухой ФПГ на выходе с узла фильтрации). Аналогично фосфогипсу ФПГ имеет применение в промышленности и сельском хозяйстве (см. 4.2.3). Удаление ФПГ к месту хранения осуществляется либо механическим транспортом, либо методом гидроудаления в смеси с ДГ пульпой (на АО "ФосАгро-Череповец").
Концентрирование слабой ЭФК ПГ-процесса осуществляется на вакуум-выпарных установках однотипных с ДГ-процессом, но за счет более высокой концентрации исходной кислоты - в 2 раза большей единичной мощности.
Более высокие температуры и концентрация кислоты в ПГ-процессе обуславливают повышенное (в 2-2,5 раза по сравнению с ДГ-процессом) выделение фтора на стадии разложения фосфатного сырья. Вследствие этого абсорбционные системы в полугидратных производствах имеют несколько ступеней очистки. Свои особенности имеет также технологическое и аппаратурное оформление стадии абсорбции (повышенная производительность подачи абсорбционных растворов, наличие орошаемых газоходов, полых абсорберов предварительной очистки и др.). В процессе абсорбции образуются более концентрированные растворы кремнефтористоводородной кислоты, чем в ДГ-процессе, в связи с чем для некоторых видов фосфатного сырья отсутствует возможность их полной утилизации в технологическом процессе ЭФК.
Расходные нормы сырья и основных энергоресурсов в производствах ЭФК представлены в таблице 4.3.
Наименьшие нормы расхода сырья имеют дигидратные производства ЭФК высокой единичной мощности (АО "ФосАгро-Череповец", "ЕвроХим - Белореченские минудобрения"). Одновременно дигидратные производства характеризуются более высокими нормами расхода энергоресурсов (оборотная вода, электроэнергия, пар), что обусловлено более низкой концентрацией получаемой в процессе экстракции ЭФК по сравнению с ПГ-методом производства.
Таблица 4.3 - Нормы расхода сырья и энергоресурсов в производстве ЭФК
|
Процесс |
Вид сырья/энергоресурса |
Норма расхода на 1 т |
Примечание |
|
ПГ |
Апатитовый концентрат кировский |
1,048-1,070 т |
На выпуск упаренной ЭФК |
|
Апатитовый концентрат ковдорский + апатитовый концентрат кировский или импортный |
1,047-1,060 т |
На выпуск неупаренной ЭФК |
|
|
Апатитовый концентрат ковдорский |
1,047-1,061 |
||
|
ДГ |
Апатитовый концентрат кировский |
1,037-1,041 т |
|
|
Апатитовый концентрат ковдорский |
1,032-1,047 т |
||
|
Фосфорит импортный |
1,047-т |
||
|
ПГ |
Серная кислота |
2,460-2,466 т МНГ |
ЭФК из апатитового концентрата |
|
2,500-2,607 т МНГ |
ЭФК из смеси кировского, ковдорского и импортного апатитовых концентратов |
||
|
ДГ |
2,452-2,460 т МНГ |
ЭФК из апатитового концентрата |
|
|
2,563-2,62 т МНГ |
ЭФК из ковдорского АК |
||
|
3,040 т МНГ |
ЭФК из фосфорита |
||
|
2,493-2,580 т МНГ |
ЭФК из смеси кировского, ковдорского и импортного апатитовых концентратов |
||
|
ПГ |
Вода |
1,2-4,6 м |
Подпиточная в процесс |
|
53-90 м |
Оборотная с учетом концентрирования ЭФК |
||
|
ДГ |
5 м |
Подпиточная в процесс |
|
|
135-153 м |
Оборотная с учетом концентрирования ЭФК |
||
|
ПГ |
Электроэнергия |
80-86 |
На выпуск неупаренной ЭФК |
|
100-160 |
На выпуск упаренной ЭФК |
||
|
ДГ |
103,5 |
На выпуск неупаренной ЭФК |
|
|
161-173 |
На выпуск упаренной ЭФК |
||
|
ПГ |
Пар |
503-729 МДж |
На выпуск неупаренной ЭФК |
|
2805-3038 |
На выпуск упаренной ЭФК |
||
|
ДГ |
401-503 |
На выпуск неупаренной ЭФК |
|
|
2975-6327 |
На выпуск упаренной ЭФК |
4.2 Текущие уровни эмиссии в окружающую среду
В процессе производства ЭФК в газовую фазу выделяются соединения фтора. В качестве побочных продуктов образуются фосфогипс и кремнефтористоводородная кислота. Отходы производства, размещаемые непосредственно в окружающую среду, в производстве ЭФК отсутствуют.
4.2.1 Выбросы в атмосферу
Основными вредными компонентами выбросов в атмосферу являются фторсодержащие газы. Данные по выбросам представлены в таблице 4.4.
Для очистки отходящих газов от фтора перед выбросом в атмосферу используются абсорбционные системы. Метод определения содержания фтора в отходящих газах - потенциометрический.
4.2.2 Обращение со сточными водами
В производстве ЭФК не образуются сточные воды, непосредственно сбрасываемые во внешние водоемы. Образующиеся растворы, содержащие фтор, и другие компоненты, перерабатываются в цикле производства ЭФК. Очищенные сточные воды после нейтрализации повторно используются в водооборотных циклах цехов ЭФК и предприятий.
Таблица 4.4 - Выбросы в атмосферу от производств фосфорной кислоты
|
Наименование загрязняющих веществ |
Выбросы |
Комментарии |
|||
|
Метод очистки |
Количество выбросов загрязняющих веществ после очистки в расчете на тонну продукции, кг/т |
Источник выброса |
Процесс производства |
Метод определения загрязняющих веществ |
|
|
Соединения фтора (F) |
Абсорбция |
0,049 (0,024-0,070) |
Выхлопная труба |
ПГ |
Потенциоме- |
|
Абсорбция |
0,065 (0,02-0,12) |
Выхлопная труба |
ДГ |
Потенциоме- |
|
4.2.3 Побочные продукты
Неизбежным побочным продуктом производства ЭФК сернокислотным способом является дигидрат либо полугидрат сульфата кальция, которые из-за наличия примесных соединений фосфора называют фосфогипсом и ФПГ соответственно.
При получении 1 т в ЭФК образуется 4,2-6,5 т фосфогипса (в пересчете на сухой дигидрат сульфата кальция).
Содержащиеся в фосфатном сырье примеси распределяются между ЭФК, фосфогипсом и отходящими газами. Содержание в фосфогипсе примесных соединений, представленных в малорастворимой форме, зависит от технологии ЭФК и состава фосфатного сырья.
4.2.3.1 Транспортирование и хранение фосфогипса
Схема транспортирования фосфогипса предопределяет способ организации его хранения. Транспортировка фосфогипса осуществляется двумя способами:
- механический - фосфогипс удаляется с помощью системы ленточных конвейеров и автосамосвалов. Кроме автомобильного транспорта, также возможна эксплуатация других систем мехтранспорта - кабель-кранов, канатных дорог и др.;
- гидравлический - фосфогипс репульпируется водой, далее пульпа перекачивается в гидротехническое сооружение (шламонакопители, гипсонакопители и пр.), а осветленная жидкость используется для повторного транспортирования.
Отдельно выделяют комбинированный способ хранения, согласно которому фосфогипс в виде пульпы гидравлическим способом поступает по пульпопроводу в одну из секций гидротехнического сооружения. После заполнения очередной секции осуществляется переход на следующую секцию, из которой ранее накопленный и обезвоженный фосфогипс был механическим способом перенесен на объект сухого складирования.
Выбор наиболее надежных и экономичных способов транспортирования и хранения фосфогипса осуществляется с учетом конкретных условий каждого предприятия.
4.2.3.2 Основные направления использования фосфогипса
В настоящее время проведено большое количество научно-исследовательских и опытно-промышленных работ по различным направлениям непосредственного использования фосфогипса и переработки его в другие продукты. Множество разработок получили промышленное внедрение и зарекомендовали себя с положительной стороны. В результате была доказана техническая возможность и целесообразность использования фосфогипса в народном хозяйстве вместо традиционных видов сырья.
Основные направления использования фосфогипса:
-
1) Производство гипсовых вяжущих и изделий из них:
-
а) высокопрочные и композиционные автоклавные гипсовые вяжущие на основе
 -полугидрата сульфата кальция или ангидрита, которые используются:
-полугидрата сульфата кальция или ангидрита, которые используются:- в строительстве: непосредственное использование вяжущих с добавками и без них, в качестве штукатурного и шпаклевочного материала, для наливных самонивелирующихся оснований под полы, для производства строительных изделий (перегородочные плиты и панели, акустические и декоративные плиты, кирпичи и блоки для наружного ограждения зданий и др.);
- в шахтах угольной и других отраслей промышленности: заполнение закрепного пространства и выкладка охранных полос при бесцеликовой добыче;
- в низкотемпературных скважинах в нефтегазовой промышленности и в геологии - изготовление тампонажного цемента;
-
б) обжиговые вяжущие на основе
 -полугидрата сульфата кальция, которые используются в строительстве: в качестве штукатурного и шпаклевочного гипса, для производства строительных изделий (перегородочные плиты и панели, гипсокартонные листы, гипсоволокнистые и гипсостружечные плиты, звукопоглощающие и декоративные плиты и др.).
-полугидрата сульфата кальция, которые используются в строительстве: в качестве штукатурного и шпаклевочного гипса, для производства строительных изделий (перегородочные плиты и панели, гипсокартонные листы, гипсоволокнистые и гипсостружечные плиты, звукопоглощающие и декоративные плиты и др.).
-
-
2) Цементная промышленность:
-
а) добавка к сырьевой смеси в качестве минерализатора;
-
б) добавка к цементному клинкеру перед его помолом в качестве регулятора сроков схватывания цемента (замена природного гипса).
-
-
3) Сельское хозяйство:
-
а) кальцийсеросодержащее удобрение;
-
б) добавка при получении органоминеральных удобрений методом компостирования;
-
в) мелиорант для химической мелиорации солонцовых почв;
-
г) мелиорант в смеси с известковыми материалами для химической мелиорации кислых почв.
-
-
4) Производство серной кислоты с попутным получением ряда продуктов (цемент, известь, силикатные материалы).
-
5) Производство строительных изделий с использованием непереработанного фосфогипса:
-
а) блоки и панели, получаемые из смеси с летучей золой (из электрофильтров) и известью;
-
б) кирпичи, получаемые прессованием фосфогипса в смеси с гипсовым вяжущим;
-
в) изделия из фосфогипса и органических связующих (к примеру, карбамидной смолы).
-
-
6) Производство удобрений и солей:
-
а) сульфат аммония и мел;
-
б) NS-удобрения (в смеси с карбамидом или нитратом аммония);
-
в) комплексные NPS/NPKS/PKS серосодержащие удобрения.
-
-
7) Применение в качестве наполнителя в различных отраслях промышленности: в производстве бумаги, в лакокрасочной промышленности, в производстве пластмасс и др.
-
8) Строительство автомобильных дорог.
Как было указано ранее, образование фосфогипса в больших количествах с учетом затрат на транспортировку и конкуренции с традиционно используемым природным гипсовым камнем приводит к ограниченности рынка сбыта фосфогипса.
При полной загрузке российских мощностей по производству ЭФК образуется 13,5 млн т фосфогипса в год (в пересчете на сухой дигидрат сульфата кальция). При этом с учетом реальной загрузки производств за последние годы (образование фосфогипса в 2013-2014 годах - 12,0-12,5 млн т) использование фосфогипса в России в среднем составило около 1% от его образования. Распределение фосфогипса по направлениям использования в России в среднем за 2013-2014 годах приведено на рисунке 4.4.
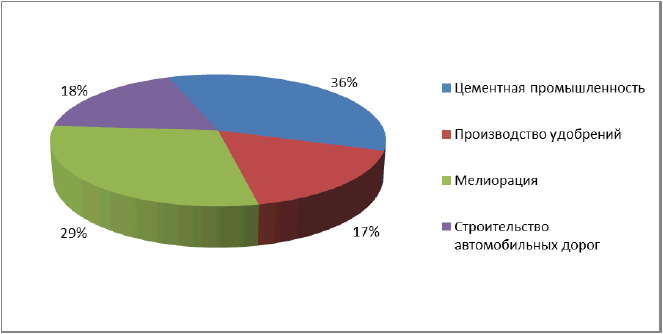
Рисунок 4.4 - Распределение фосфогипса по направлениям использования в России (в среднем за 2013-2014 годы)
Наиболее перспективными направлениями с точки зрения использования и переработки фосфогипса в больших масштабах являются производство строительных материалов (цемент и гипсовые вяжущие) и мелиорация солонцовых почв.
Учитывая, что в России добывается около 11 млн т в год природного гипсового камня, который в основном идет на производство цемента, гипсовых вяжущих и изделий из них, частичная замена традиционного сырья на фосфогипс является многообещающей.
Фосфогипс как мелиорант внесен в Государственный каталог пестицидов и агрохимикатов, разрешенных к применению на территории Российской Федерации. Использование фосфогипса в качестве мелиоранта для химической мелиорации солонцовых почв в России сопряжено с необходимостью комплексного развития сельскохозяйственного производства. По неполным оценкам, в России солонцы и солонцеватые почвы занимают 31,4 млн га. При средней норме внесения гипсосодержащих материалов ~13 т/га для восстановления плодородия выявленных в России солонцовых почв требуется около 430 млн т фосфогипса. В зависимости от свойств мелиорируемых почв и применяемых приемов последствия мелиорации могут длиться 7-20 лет, после чего снова требуется проведение химической мелиорации.
Из вышеприведенного следует, что использование фосфогипса в экономике России имеет большие перспективы. Созданная нормативная база и практика использования фосфогипса в промышленности, сельском хозяйстве и строительстве при наличии соответствующей поддержки со стороны федеральных и региональных органов власти путем разработки целевых программ по использованию фосфогипса, позволит обеспечить необходимые условия его массового применения.
4.3 Определение наилучших доступных технологий для производства фосфорной кислоты в отрасли минеральных удобрений
В настоящее время основной объем ЭФК в Российской Федерации производится с использованием одностадийных сернокислотных способов разложения фосфатного сырья - ДГ и ПГ. На большинстве предприятий слабая ЭФК полностью либо частично подвергается концентрированию.
Основными видами фосфатного сырья являются хибинский и ковдорский апатитовые концентраты, фосфориты Каратау. Для производства ЭФК используется преимущественно серная кислота из элементной серы.
4.3.1 Дигидратный процесс
4.3.1.1 Описание
Основной особенностью ДГ-способа получения ЭФК является разложение фосфатного сырья смесью серной и фосфорной кислот с кристаллизацией сульфата кальция в виде стабильной фазы - дигидрата . Типовая технологическая схема ДГ-процесса представлена на рисунке 4.5. Существует несколько вариантов ДГ-процесса. Общими преимуществами ДГ-метода являются:
- практическое отсутствие ограничений по качеству используемого фосфатного сырья;
- высокие фонды рабочего времени технологических систем и отдельного оборудования;
- относительно низкие рабочие температуры рабочих сред;
- легко регулируемые пуск и остановка;
- относительно низкое выделение фтористых газов на стадиях экстракции-фильтрации;
- высокий выход побочного продукта - кремнефтористоводородной кислоты на стадии концентрирования.
Оптимальными условиями осуществления ДГ-процесса являются содержание в жидкой фазе пульпы - 24%-28%, температура - 80°С-85°С. Температура пульпы регулируется с помощью вакуумного и (реже) воздушного охлаждения.
Производительность
Минимум - 52,5 тыс. т в год.
Максимум - 300 тыс. т в год.
4.3.1.2 Выбросы загрязняющих веществ
Фтор - 0,02-0,12 кг/т (зависит от используемого фосфатного сырья и эффективности работы абсорбционных систем).
4.3.1.3 Экологические аспекты и воздействие на различные компоненты окружающей среды
- Низкие рабочие температуры, сравнительно низкое выделение и эмиссия фтористых газов.
- Отсутствие сточных вод на нейтрализацию от стадий экстракции, фильтрации (образующиеся абсорбционные растворы перерабатываются в производстве ЭФК). Наличие сточных вод, подлежащих нейтрализации со стадии концентрирования ЭФК (если кремнефтористоводородная кислота не перерабатывается в товарные продукты или не утилизируется в процессе).
- Увеличение объема образования фосфогипса по сравнению с ПГ-процессом.
- Относительно слабая продукционная кислота (24%-28% ), следовательно, высокий расход энергоресурсов на стадии концентрирования ЭФК или аммонизированной пульпы в производстве удобрений.
Эксплуатационные данные
- Технология является самой освоенной и распространенной в мире, нетребовательна к качеству фосфатного сырья.
- Достигаемый фонд времени работы технологической системы - 320-330 сут в год.
- Относительно низкий выход в ЭФК: 96,0%-97,7%. Потери происходят, преимущественно за счет сокристаллизации с сульфатом кальция.
- Минимальное образование инкрустационных отложений на стадии получения слабой ЭФК - минимальные трудозатраты на чистку/промывку оборудования.
- Возможность варьирования единичной мощности технологической линии.
- Наличие ограничений по применению воздушного метода охлаждения пульпы, большая единичная мощность системы может быть достигнута только при применении вакуумного способа охлаждения.
- Отсутствие инкрустационных забивок линий удаления фосфогипса при применении метода гидротранспорта.
- Сравнительно низкое качество ЭФК (как для слабой, так и для упаренной) - повышенное содержание сульфатов и взвесей по сравнению с полугидратной ЭФК (в расчете на 1 т ). Может потребоваться очистка для переработки в конечные продукты (кормовые фосфаты и др.).
Движущая сила для внедрения технологии
- Экономическая и практическая целесообразность. Максимальная простота процесса.
- Возможность варьирования производительности, этапного наращивания уровня производства.
- Преимущество если для переработки в конечные продукты не требуется концентрирование ЭФК.
Применимость, техническая возможность (экономическая и практическая приемлемость)
- Технология характеризуется относительной простотой реализации и эксплуатации.
- ДГ-процесс экономически уступает ПГ аналогичной мощности, вследствие сравнительно высоких удельных капитальных затрат и расхода энергоресурсов.
- Технология экономически целесообразна в том случае, если не требуется высокое качество и концентрация ЭФК.
- Возможность получения максимального количества побочного продукта - кремнефтористоводородной кислоты для переработки в товарные продукты.
Усовершенствование ДГ-процесса для фосфатного сырья - хибинского апатитового концентрата заключается в:
- увеличении температуры процесса до 85°С-95°С;
- применении алюминийсодержащей добавки-модификатора;
- сокращении времени пребывания пульпы в экстракторе до 2,5-3,5 ч (в обычном ДГ-процессе - 5-6 ч);
- повышении содержания в ЭФК до 30%-33%;
- применении воздушного способа охлаждения реакционной пульпы.
Повышение содержания в ЭФК позволяет существенно сократить энергозатраты на ее концентрирование. Средний технологический выход в усовершенствованном процессе увеличивается до 97,5%-97,7%. Реализация процесса целесообразна на новых установках единичной мощностью около 300 тыс. т в год.
В настоящее время осуществляется проектирование и строительство нового реакционного узла с реализацией модифицированного ДГ-процесса на ЗАО "Метахим" (г.Волхов).
Модернизация существующих систем в большинстве случаев связана с необходимостью замены реакторов и абсорбционного оборудования (длительность реализации - 3-6 мес).
4.3.2 Полугидратный процесс
4.3.2.1 Описание
Процесс осуществляют с кристаллизацией сульфата кальция в виде метастабильной фазы - полугидрата . Типовая технологическая схема ПГ-процесса представлена на рисунке 4.6. Процесс осуществляется при температурах 87°С-94°С и содержании в жидкой фазе пульпы 31%-37%.
Кристаллы полугидрата, полученного при переработке кировского и ковдорского апатитовых концентратов, обладают гораздо лучшей фильтрующей способностью по сравнению с кристаллами дигидрата сульфата кальция из аналогичного фосфатного сырья. Это позволяет достигать высокой эффективности отмывки (не менее 98%) при сокращении расхода воды на промывку осадка на узле фильтрации (что обусловлено материальным балансом процесса).
По сравнению с ДГ-процессом ПГ-способ характеризуется повышенной склонностью к образованию икрустационных отложений на оборудовании, что обуславливает повышение трудозатрат на его обслуживание.
Технологический выход в ЭФК в ПГ-процессе на 1,0%-1,5% ниже, чем в ДГ-процессе.
Вследствие повышенных температур и концентраций ЭФК в ПГ-процессе возрастает коррозионная активность, что обуславливает увеличение капитальных и эксплуатационных затрат на оборудование: требуются использование более дорогих материалов, увеличение частоты замены перемешивающих устройств, насосов и др. Одновременно повышенные температуры позволили реализовать эффективный способ воздушного охлаждения пульпы с исключением громоздких и затратных систем вакуумного охлаждения.
В настоящее время ПГ-процесс достаточно освоен, прост в эксплуатации и позволяет достигать фондов рабочего времени технологических систем на уровне ДГ-процесса - 320-330 сут в год.
Производительность
Минимум - 160 тыс. т в год.
Максимум - 400 тыс. т в год.
4.3.2.2 Выбросы загрязняющих веществ
Фтор - 0,024-0,063 кг/т (зависит от используемого фосфатного сырья и эффективности работы абсорбционных систем).
4.3.2.3 Экологические аспекты и воздействие на различные компоненты окружающей среды
Высокие рабочие температуры и содержание - сравнительно высокое выделение фтористых газов. Одновременно благодаря наличию современных схем и аппаратов абсорбции достигается высокая эффективность очистки, при которой уровень эмиссии фтора с отходящими газами сопоставим либо несколько превышает таковой в ДГ-процессе.
Эксплуатационные данные
- Технология является освоенной и распространенной в Российской Федерации и в мире.
- Достигаемый фонд времени работы технологической системы - 325 сут в год.
- Высокая интенсивность использования основного технологического оборудования - реакторов и вакуум-фильтров (в 2-3 раза выше, чем в ДГ-процессе).
- Высокое содержание в ЭФК - 31%-37%, существенно снижаются энергозатраты при необходимости концентрирования ЭФК.
- Относительно низкий выход % - 95,0%-96,5%.
- Повышенное образование инкрустационных отложений на стадии получения слабой ЭФК - максимальные трудозатраты на чистку/промывку оборудования.
- Сравнительно высокое качество ЭФК (как для слабой, так и для упаренной) - пониженное содержание сульфатов и взвесей по сравнению с дигидратной ЭФК.
- Возможность варьирования единичной мощности технологической линии от 160 до 400 тыс. т в год.
- Отсутствие ограничений по применению воздушного метода охлаждения пульпы.
- Наличие инкрустационных забивок линий удаления ФПГ при гидротранспорте.
Движущая сила для внедрения технологии
- Экономическая и практическая целесообразность.
- Возможность варьирования производительности, этапного наращивания уровня производства.
- Возможность существенного сокращения капитальных затрат.
Применимость, техническая возможность (экономическая и практическая приемлемость)
- Технология в целом применима. Ограниченное число источников фосфатного сырья, пригодного для промышленной переработки (апатитовые концентраты производства Российской Федерации полностью пригодны).
- Общий выход зависит от типа фосфатного сырья.
- Более низкие капитальные, но более высокие эксплуатационные затраты по замене (ремонту) оборудования по сравнению с ДГ-процессом. Расход сырья может быть выше примерно на 1%, энергоресурсов - ниже на 30%-50% по сравнению с ДГ-производствами аналогичной мощности.
- По общемировому опыту ПГ-процесс при наличии подходящего сырья имеет более высокую экономическую эффективность по сравнению с ДГ-процессом.
- ПГ-процесс благодаря его высокой интенсивности целесообразно применять как для реконструкции существующих ДГ-систем с наращиванием мощности (длительность реализации - 3-6 мес), так и для создания новых технологических систем большой единичной мощности (срок строительства - около 1 года).
4.3.3 Извлечение и улавливание соединений фтора
4.3.3.1 Описание
Содержание фтора в фосфатном сырье, применяемом в Российской Федерации, составляет 1%-3%, т.е. 10-30 кг/т фоссырья, или примерно 27-77 кг/т (при переработке апатитовых концентратов). Фторсоединения распределяются между продукционной кислотой, фосфогипсом, парами, образующимися в экстракторе и на стадии концентрирования кислоты. На начальной стадии в результате реакции соединения фтора выделяются в виде фторида водорода (HF), но в присутствии оксида кремния он легко взаимодействует с ним с образованием кремнефтористоводородной кислоты (). Также фтор в ЭФК связывается в комплексные соединения с магнием и алюминием. Кремнефтористоводородная кислота может при нагревании разлагаться с образованием летучих тетрафторида кремния () и фторида водорода.
В ДГ-процессе вследствие относительно низких температур и содержания в жидкой фазе пульпы степень выделения фтора в газовую фазу на стадии экстракции обычно не превышает 8%, а большая часть фтора выделяется при концентрировании под вакуумом. В ПГ-процессе вследствие более высоких температур и концентраций на стадии экстракции может выделяться 10%-18% фтора от прихода с фосфатным сырьем (в зависимости от условий и содержания в сырье), а выход фтора при концентрировании, соответственно, уменьшается. Общий выход фтора на стадиях экстракции и концентрирования вне зависимости от метода производства (ДГ, либо ПГ) является примерно одинаковым, зависит от содержания фтора в исходном фосфатном сырье и определяется конечной концентрацией упаренной ЭФК.
Перед выбросом в атмосферу фторсодержащие газы проходят обязательную абсорбционную очистку с целью максимального улавливания фтора. В качестве подпитывающей жидкости используется вода.
В связи с тем что отходящие газы от экстракторов, фильтров и баковой аппаратуры загрязнены, кроме фтора, прочими соединениями (следы фосфорной и серной кислот, реакционной пульпы, пыль фосфатного сырья) и имеют сравнительно низкую концентрацию (F не более 5 г/нм), продукционная кремнефтористоводородная кислота из них не получается.
Продукционную кремнефтористоводородную кислоты с концентрацией 7%-20% в настоящее время получают только путем улавливания фтора из ПГС, образующейся при концентрировании ЭФК под вакуумом. Пары из вакуум-испарителей обычно сначала проходят сепаратор для отделения капель фосфорной кислоты, увлеченных парами, с целью минимизации загрязнения кремнефтористоводородной кислоты или просто для минимизации загрязнения абсорбционных сточных вод. Далее из очищенных паров улавливают фтор в многоступенчатых противоточных системах абсорбции, орошаемых в рецикле растворами .
Если отсутствует необходимость получения продукционной кремнефтористоводородной кислоты, абсорбционные жидкости узла концентрирования направляются на нейтрализацию известковым молоком или возвращаются в экстрактор.
Кремнефтористоводородная кислота, полученная как побочный продукт, используется для получения фторида алюминия и других соединений фтора, в частности фторсиликатов натрия и (или) калия.
Производительность
Выход продукционного фтора на стадии концентрирования ЭФК при использовании кировского апатитового концентрата составляет:
- ПГ-процесс - до 32 кг F/т ;
- ДГ-процесс - до 52 кг F/т .
Фактическая производительность установок определяется наличием мощностей по производству фтористого алюминия и фторсиликатов натрия и калия.
При переработке ковдорского АК, в котором содержится в 3 раза меньше фтора по сравнению с кировским апатитом, выход продукционного фтора снижается до 15-18 кг F/т . В связи с тем что производство фтористых солей характеризуется сравнительно высокими капитальными затратами и имеет определенный экономически обоснованный уровень минимальной мощности, организация производства товарной кремнефтористоводородной кислоты для фосфатного сырья с низким содержанием фтора в большинстве случаев является экономически нецелесообразной.
4.3.3.2 Выбросы загрязняющих веществ
Выбросы входят в общий объем выбросов производств ЭФК.
4.3.3.3 Экологические аспекты и воздействие на различные компоненты окружающей среды
- Эффективность систем улавливания фтора на большинстве предприятий превышает 99%. На крупных установках ЭФК при регламентном уровне выбросов фтора 52-55 г/т достигаются фактические выбросы 20-40 г/т , что не уступает уровню современных европейских установок.
- Извлечение кремнефтористоводородной кислоты () с возможностью переработки в товарные продукты - фтористый алюминий, кремнефтористый натрий и калий.
- Дополнительное потребление воды и электроэнергии. С целью сокращения расхода воды и снижения затрат на АО "ФосАгро-Череповец" внедрена схема с частичным использованием рециркулирующего маточного раствора от производства фторида алюминия в системах абсорбции вакуум-выпарных установок производства ЭФК.
Эксплуатационные данные
Возможность варьирования объема производства товарной за счет сокращения/наращивания объема нейтрализуемой.
Движущая сила для внедрения технологии
Экономическая целесообразность, снижение себестоимости основного продукта - ЭФК за счет получения и переработки в товарные продукты. Межотраслевое взаимодействие по согласованию планов производства с потребителями фторида алюминия - производителями алюминия. Применимо для производств ЭФК, перерабатывающих фосфатное сырье с высоким содержанием фтора в объемах, позволяющих проводить его экономически эффективную переработку с учетом высоких капитальных затрат на создание производств фтористых солей.
Применимость, техническая возможность (экономическая и практическая приемлемость)
- Технология в целом применима.
- Получение товарной кремнефтористоводородной кислоты возможно при наличии систем концентрирования ЭФК, а также наличия рынка сбыта продуктов переработки .
- Реализация технологии может оказаться экономически нецелесообразной в случае использования фосфатного сырья с низким содержанием фтора, например ковдорского апатитового концентрата.
4.4 Наилучшие доступные технологии
В настоящее время существует возможность дальнейшей модернизации представленных в 4.3 технологических схем с приростом мощности, снижением себестоимости продукции и уменьшением воздействия на окружающую среду.
В составе представленных технологий рекомендуется по ряду подпроцессов технологической схемы в качестве частных НДТ проводить мероприятия, приведенные в таблицах 4.5-4.7.
Сводные технологические показатели для ДГ- и ПГ-процессов представлены в таблице 4.8.
Таблица 4.5 - Описание технологических мероприятий
|
N п.п |
Описание мероприятия |
Объект внедрения |
Эффект от внедрения |
Ограничение примени- |
Основное оборудо- |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэф- |
Ресурсо- |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Внедрение ПГ-процесса производства ЭФК с воздушным охлаждением пульпы и интенсификацией гидродинамического режима в экстракторах за счет установки циркуляторов пульпы |
ДГ-процесс |
Увеличение мощности в 1,5-3 раза от исходной в ДГ-процессе |
Сокращение удельных расходов энерго- |
Ограничено при использо- |
Модернизированные реактора и системы абсорбции, карусельные и ленточные вакуум-фильтры |
|
|
2 |
Внедрение технических мероприятий по улучшению качества фосфогипса и ФПГ, с использованием одного или нескольких методов, включающих: - стабилизацию технологического режима, - увеличение количества воды на промывку, - обработку или нейтрализацию кальцийсодержащим агентом; перекристаллизацию сульфата кальция - повышение рН другими способами, |
ДГ и ПГ-процесс |
Снижение содержания примесей в фосфогипсе и ФПГ, реакция водной вытяжки, близкая к нейтральной |
- |
- |
В зависимости от качества фосфатного сырья. Технико- |
Дозаторы, транспортеры, питатели, фильтры |
|
3 |
Перевод на использование в качестве охлаждающей воды осветленной воды системы гидроудаления фосфогипса |
ДГ и ПГ-процесс |
- |
Снижение потребления оборотной воды цикла охлаждения в градирне |
- |
Наличие системы гидротран- |
- |
|
4 |
Использование охлажденной осветленной воды из гипсонакопителя для конденсации паров в системах создания вакуума экстракции- |
ДГ и ПГ-процесс |
- |
Снижение температуры воды во внутреннем оборотном цикле, сокращение энергозатрат |
Сокращение расхода оборотной воды внешнего цикла |
Нет |
- |
|
5 |
Организация дозирования флокулянта в ЭФК перед осветлением |
ДГ и ПГ-процесс |
- |
Улучшение качества ЭФК (снижение взвесей), увеличение межпромывочного пробега установки концентрирования ЭФК, стабилизация технологического процесса |
Не выявлено |
- |
|
|
6 |
Организация сбора воды после ВВН и возврат ее в водооборот |
ДГ и ПГ-процесс |
- |
Снижение удельной нормы расхода промышленной воды на 1,9 м |
Не выявлено |
- |
|
|
7 |
Ввод в работу узла осветления фосфорной кислоты |
ДГ и ПГ-процесс |
- |
Улучшение качества ЭФК (снижение взвесей), увеличение межпромывочного пробега |
Нет |
Отстойник Дорра |
|
|
8 |
Замена эрлифта для циркуляции пульпы на циркулятор |
ДГ и ПГ-процесс |
- |
Снижение расхода сжатого воздуха |
- |
Циркулятор |
|
Таблица 4.6 - Описание технических мероприятий
|
N п/п |
Описание мероприятия |
Объект внедрения |
Эффект от внедрения |
Ограничение примени- |
Основное оборудо- |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэф- |
Ресурсо- |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
1 |
Модернизация узлов фильтрации с установкой ленточных вакуум-фильтров |
ДГ и ПГ-процесс |
- |
Снижение потребления электроэнергии за счет |
Сокращение потерь |
Нет |
Ленточные вакуум- |
|
2 |
Переход на использование частотных преобразователей для насосов и др. оборудования |
ДГ и ПГ-процесс |
- |
Снижение расхода электроэнергии |
- |
Нет |
Частотные преобра- |
|
3 |
Реконструкция автоматизированных систем управления технологическим процессом |
ДГ и ПГ-процесс |
Снижение за счет стабилизации показателей процесса |
Снижение расхода энергоресурсов |
Нет данных |
Нет |
Системно-аппаратные комплексы |
|
4 |
Замена пароэжекторных насосов на водокольцевые |
ДГи ПГ-процесс |
Снижение нормы расхода пара на 10% |
- |
Экономическая целесообразность |
Водокольцевые вакуум-насосы |
|
|
5 |
Реконструкция системы абсорбции газов от экстрактора |
ДГ и ПГ-процесс |
Снижение концентрации фтора в воздухе рабочей зоны |
Нет данных |
Нет данных |
Нет |
Абсорбер типа АПС |
|
6 |
Реконструкция системы аспирации |
ДГ и ПГ-процесс |
Снижение запыленности в воздухе рабочей зоны |
Нет данных |
Нет данных |
Нет |
Нет данных |
|
7 |
Реконструкция склада и системы передачи фосфатного сырья с внедрением мехтранспорта вместо пневмоподачи |
ДГ и ПГ-процесс |
Минимизация потерь фосфатного сырья, исключение расхода сжатого воздуха на передачу апатита |
Нет |
Ленточные транспо- |
||
|
8 |
Модернизация системы пневмотранспорта |
ДГ и ПГ-процесс |
Нет данных |
Минимизация потерь фосфатного сырья, снижение расхода сжатого воздуха |
Нет |
Нет данных |
|
|
9 |
Замена дозаторов фосфатного сырья |
ДГ и ПГ-процесс |
Нет данных |
Стабилизация технологического процесса, увеличение производительности систем, снижение потерь фосфатного сырья |
Нет |
Ленточные высоко- |
|
|
10 |
Замена перемешивающих устройств |
ДГ и ПГ-процесс |
- |
Стабилизация технологического процесса, снижение потерь фосфатного сырья, удельного расхода электроэнергии |
Нет |
Мешалки |
|
|
11 |
Использование рукавных фильтров |
ДГ и ПГ-процесс |
- |
Уменьшение потерь фосфатного сырья |
Нет |
Рукавные фильтры |
|
Таблица 4.7 - Описание организационных мероприятий
|
N п/п |
Описание меры |
Объект внедрения |
Эффект от внедрения |
Эксплуатационные затраты |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэф- |
Ресурсосбережение, отн. ед. |
||||
|
1 |
Разработка технических условий на фосфогипс для строительства дорог |
ДГ и ПГ-процесс |
Расширение области применения фосфогипса |
- |
- |
- |
|
2 |
Обучение производственного персонала. Внедрение обучающих тренажеров |
ДГ и ПГ-процесс |
Стабилизация технологических показателей процесса, снижение технологических потерь |
Нет данных |
||
Таблица 4.8 - Технологические показатели НДТ
|
Продукт |
Технология |
Технологические показатели НДТ |
Примечание |
|||
|
Эмиссии |
Энергоэф- |
Ресурсо- |
Образование побочных продуктов |
|||
|
ЭФК |
ДГ-процесс |
Выбросы фторсоединений (F) <0,052 кг/т |
П.3, 5, 6 (см. таблицу 4.5). П.2 |
|||
|
Норма расхода: фосфатного сырья - до 1,100 т серной кислоты - до 3,04 т МНГ/т |
П.4, 5, 6, 7, 8 (см. таблицу 4.5). П.1, 7, 8, 9, 10, 11 (см. таблицу 4.6). П.2 (см. таблицу 4.7) |
|||||
|
Расход: оборотной воды - <153 м |
П.3, 4, 5, 6, 7, 8 (см. таблицу 4.5). П.1, 2, 3, 4, 7, 8, 9 (см. таблицу 4.6). П.2 (см. таблицу 4.7) |
|||||
|
Фосфогипс при переработке: апатитовых концентратов - до 4,5 т/т фосфоритов - до 6,5 т/т |
||||||
|
ЭФК |
Полугидратный процесс |
Выбросы фторсоединений (F) <0,049 кг/т |
П.3, 5, 6 (см. таблицу 4.6). П.2 (см. таблицу 4.7) |
|||
|
Норма расхода: фосфатного сырья - до 1,070 т серной кислоты - до 2,586 т МНГ/т воды в процесс - до 4,6 м |
П.1, 4, 5, 6, 7, 8 (см. таблицу 4.5). П.1, 7, 8, 9, 10, 11 (см. таблицу 4.6). П.2 (см. таблицу 4.7) |
|||||
|
Расход: оборотной воды - <90 м теплоэнергии - <3038 МДж/т |
П.1, 3, 4, 5, 6, 7, 8 (см. таблицу 4.5). П.1, 2, 3, 4, 7, 8, 9 (см. таблицу 4.6). П.2 (см. таблицу 4.7) |
|||||
|
ФПГ при переработке апатитовых концентратов - до 3,8 т/т |
||||||
4.5 Экономические аспекты реализации наилучших доступных технологий по производству фосфорной кислоты
Экономические аспекты реализации НДТ при производстве фосфорной кислоты приведены в таблице 4.9.
Таблица 4.9 - Экономические аспекты реализации НДТ по ЭФК
|
Технологические мероприятия, объекты производства |
Капитальные затраты |
Эксплуатационные затраты (на единицу выпускаемой продукции) |
Обоснование экономического эффекта |
Примечание |
|
Внедрение ПГ-процесса производства ЭФК с воздушным охлаждением пульпы и интенсификацией гидродинамического режима в экстракторах за счет установки циркуляторов пульпы |
1500 млн руб. (по данным ООО ПГ "Фосфорит"*) |
Сокращение энергопотребления на выпуск упаренной ЭФК - примерно в 2 раза по сравнению с ЭФК ДГ-процесса |
Двух-трехкратное увеличение мощности единичной установки производства ЭФК, повышение концентрации неупаренной ЭФК, снижение энергозатрат на концентрирование и переработку ЭФК в удобрения |
* Увеличение мощности до 400 тыс. т |
|
Модернизация узлов фильтрации с установкой ленточных вакуум-фильтров |
300 млн руб. (по данным БФ АО "Апатит" **) |
Снижение потребления электроэнергии за счет повышения производительности на 10%-20% |
Повышение единичной мощности оборудования и производительности технологической системы, снижение энергозатрат |
** Установка ленточного фильтра FLSmidt с полезной площадью фильтрации 115 м |
|
Замена перемешивающих устройств на стадии экстракции |
61 млн руб. (по данным ООО "ЕвроХим - Белоре- |
Снижение потребления электроэнергии за счет повышения производительности на 5%-10% |
Стабилизация и повышение эффективности использования фосфатного сырья, сокращение потребления электроэнергии |
Капитальные затраты на замену перемешивающих устройств на полугидратных системах ниже примерно в 2 раза |
4.6 Перспективные технологии производства фосфорной кислоты
В настоящее время практически единственной перспективной технологией, пригодной для переработки основного вида российского фосфатного сырья - хибинского апатитового концентрата, является дигидратно-полугидратный (ДГ-ПГ) процесс с двухступенчатой фильтрацией. Данная технология реализована в промышленном масштабе за рубежом (установка мощностью 180 тыс. т в год с использованием в качестве сырья хибинского апатитового концентрата, около 80% образуемого фосфогипса отгружается производителям стройматериалов) и усовершенствована на основании отечественных лабораторных исследований.
Принципиальная схема усовершенствованного ДГ-ПГ-процесса с двухступенчатой фильтрацией представлена на рисунке 4.5. Разложение фосфатного сырья происходит в условиях ДГ-процесса. Часть ДГ-пульпы подвергается разделению на вакуумном фильтре с получением продукционной кислоты 31%-33% . Непромытый осадок с фильтра и остальная часть ДГ-пульпы подаются в реактор ПГ-стадии, где при изменении условий процесса (ввод дополнительного количества серной кислоты, повышение температуры) происходит перекристаллизация дигидрата сульфата кальция в полугидрат. ПГ-пульпа разделяется на вакуум-фильтре с противоточной промывкой осадка, промывной раствор в качестве раствора разбавления возвращается на дигидратную стадию процесса. Благодаря перекристаллизации ДГ-ПГ происходит переход сокристаллизованного и частично неразложенного на дигидратной стадии в ЭФК, что увеличивает технологический выход до 98,5%-99,2%.
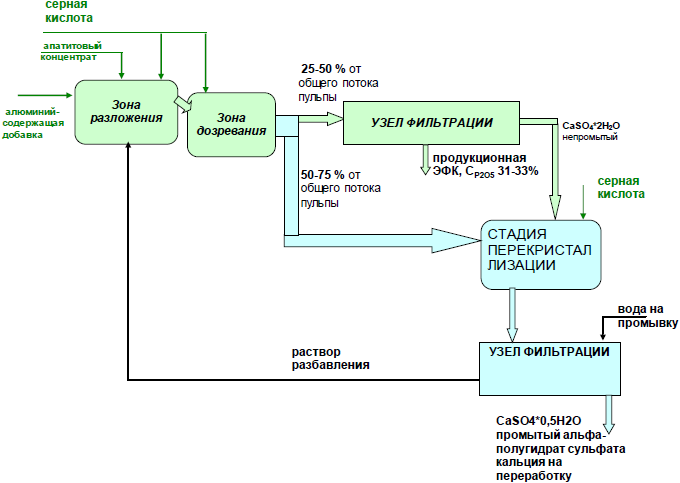
Рисунок 4.5 - Принципиальная схема ДГ-ПГ-процесса
При реализации ДГ-ПГ-процесса достигаются следующие экологические преимущества:
- получается относительно чистый побочный продукт - полугидрат сульфата кальция (содержание общего - менее 0,5%, водорастворимого фтора - менее 0,1%);
- фосфогипс может применяться непосредственно для производства гипсовых вяжущих, гипсокартона или в качестве замедлителя схватывания цемента после ввода добавок (нейтрализующие агенты, ускорители регидратации) и естественной регидратации при хранении в отвале;
- высокий технологический выход - 98,5%-99,2%.
Газовые эмиссии ДГ-ПГ-процесса находятся на уровне существующих для ДГ- и ПГ-процессов.
ДГ-ПГ-процесс применим для новых установок либо для коренной модернизации существующих с заменой основного оборудования, практически не имеет ограничений по типу используемого фосфатного сырья.
Экономические аспекты использования ДГ-ПГ-процесса:
- снижение себестоимости производства за счет реализации побочного продукта фосфогипса в качестве товарного после незначительной дообработки (сушка, домол, либо перекристаллизация в отвале);
- более высокие капитальные затраты по сравнению с одностадийными ДГ- и ПГ-процессами;
- снижение расхода сырья за счет увеличения выхода в ЭФК по сравнению с одностадийными ДГ- и ПГ-процессами.
С учетом более высоких капитальных затрат реализация ДГ-ПГ-процесса требует обязательного выполнения технико-экономического обоснования с учетом транспортной составляющей. Внедрение ДГ-ПГ-процесса представляется экономически оправданным для регионов с развитой строительной индустрией и потреблением большого объема побочного продукта - ФПГ (наличие близлежащих цементных заводов, потребителей гипсовых вяжущих и т.п.), а также удаленных от источников фосфатного сырья, что требует его более глубокой переработки для повышения экономической эффективности основного производства. При положительных результатах технико-экономических расчетов срок реализации ДГ-ПГ-процесса со строительством новой системы может составить 1,5-2 года с учетом проектирования. По аппаратурному оформлению, используемому технологическому оборудованию и материалам ДГ-ПГ-процесс близок к успешно эксплуатируемому ПГ-процессу.
Принципиально в качестве перспективного возможно рассмотрение другого типа двойного процесса производства ЭФК - полугидратно-дигидратного (ПГ-ДГ). Данный процесс реализован за рубежом в промышленном масштабе и позволяет получать ЭФК с высоким содержанием (40%-52%) непосредственно на стадии экстракции (без дополнительного концентрирования). Принципиальная схема ПГ-ДГ-процесса с двойной фильтрацией представлена на рисунке 4.6. Необходимость использования дополнительного фильтра и другого оборудования увеличивает затраты, но дает возможность сэкономить на упарке.
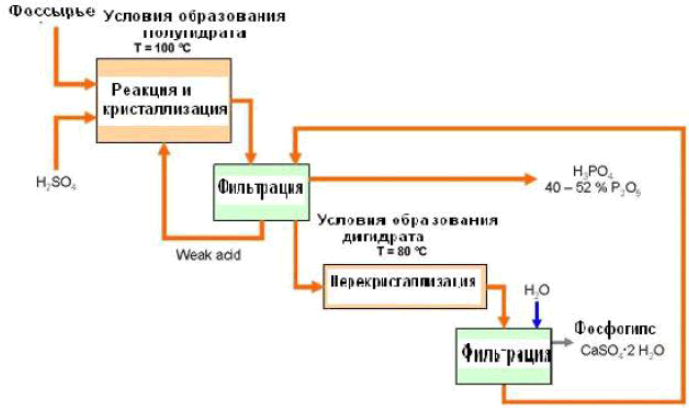
Рисунок 4.6 - Принципиальная схема ПГ-ДГ-процесса с двухступенчатой фильтрацией
Экономические аспекты реализации ПГ-ДГ-процесса:
- экономия энергии благодаря сокращению или исключению необходимости использования выпарного оборудования, если требуется концентрированная кислота для последующей переработки;
- высокий выход - 98,5%;
- высокие капитальные затраты.
ПГ-ДГ-процесс неприменим для основного типа фосфатного сырья, используемого в России, - хибинского апатитового концентрата. Вследствие наличия в сырье специфических примесей, существенно замедляющих процесс фазового перехода полугидрата в дигидрат сульфата кальция, экономически эффективная реализация ПГ-ДГ-процесса невозможна (требуется неприемлемо большой реакционный объем на стадии перекристаллизации). Для ковдорского апатитового концентрата применимость данного процесса требует уточнения с проведением комплекса лабораторных исследований. Для варианта переработки импортного фосфатного сырья (фосфоритов), ПГ-ДГ-процесс может иметь экономическую целесообразность по сравнению с одностадийными процессами, однако уступает ДГ-ПГ-процессу в части перспективного использования фосфогипса.
Раздел 5. Производство азотной кислоты
Производство азотной кислоты как по общей мощности действующих производств, так и по объему выработки азотной кислоты - один из крупнейших в Российской Федерации комплексов химической промышленности.
В производствах азотных минеральных удобрений в настоящее время используется азотная кислота преимущественно с концентрацией 55%-60% и с концентрацией 46%-49% в относительно небольших количествах, которая вырабатывается на производствах, сооруженных более 50 лет назад и подлежащих выводу из эксплуатации.
Небольшая часть мощностей производств азотной кислоты предназначена для получения концентрированной азотной кислоты (98%-99,5% мнг.  ) прямым синтезом или концентрированием разбавленной азотной кислоты с применением водоотнимающих веществ.
) прямым синтезом или концентрированием разбавленной азотной кислоты с применением водоотнимающих веществ.
Сырьем для производства азотной кислоты служит аммиак, окисляемый в оксид азота NO кислородом атмосферного воздуха.
Разбавленная значительным количеством воды азотная кислота не подлежит транспортировке, является полупродуктом для переработки на общих с минеральными удобрениями предприятиях.
Водяной пар, вырабатываемый попутно при получении азотной кислоты с любой технологией, используется для собственных нужд и выдается в качестве энергетического потока для потребления другими производствами предприятия.
Производства азотной кислоты потребляют электроэнергию, питательную воду для котлов-утилизаторов, воду для подпитки водооборотных циклов, водяной пар, природный газ, ABC для пуска агрегатов и собственных нужд.
Производство азотной кислоты во всех агрегатах базируется на окислении газообразного аммиака кислородом воздуха на катализаторных сетках из сплава платины с родием и другими платиноидными металлами. В зависимости от примененного давления температура процесса окисления варьируется от 800°С до 910°С.
Процесс окисления аммиака происходит по основной реакции:
-
 кДж.
кДж.
В зависимости от давления по основной реакции превращается в NO от 91% до 97% аммиака.
Побочные реакции:
 кДж
кДж
 кДж.
кДж.
Далее в процессе получения азотной кислоты участвует NO.
Нитрозный газ охлаждается с 800°С-910°С до 200°С-300°С в котле-утилизаторе с выработкой водяного пара с давлением 1,667-3,923 МПа (абс.) и перегревом 250°С-440°С.
До стадии абсорбции оксидов азота водой с образованием азотной кислоты нитрозный газ охлаждается до 40°С-50°С в котлах-утилизаторах, холодильниках-конденсаторах и подогревателях выхлопного газа. В ходе охлаждения NO окисляется кислородом, содержащимся в нитрозном газе и добавочном воздухе, до по реакции:
 кДж
кДж
Процесс кислотообразования идет в холодильниках-конденсаторах и абсорбционной колонне по реакции взаимодействия с водой:
 кДж
кДж
Выделяющийся оксид азота (NO) окисляется кислородом нитрозного газа до диоксида параллельно с образованием , ступенчато, многократно повторяясь.
Выхлопной газ после абсорбционной колонны содержит до 0,05-0,15 об. %  в зависимости от типа агрегатов и подвергается каталитической очистке от до содержания не более 0,005 об. %.
в зависимости от типа агрегатов и подвергается каталитической очистке от до содержания не более 0,005 об. %.
Процесс получения азотной кислоты сопровождается подпроцессами фильтрации атмосферного воздуха, газообразного аммиака, аммиачно-воздушной смеси, продувки азотной кислоты от растворенных оксидов азота перед подачей в складские хранилища, подготовки питательной воды перед подачей в котлы-утилизаторы.
В отрасли используются два типа технологии:
- с разными давлениями на стадиях окисления аммиака и абсорбции оксидов азота (индексы - агрегаты АК-72 и 1/3,5);
- с одним давлением на обеих стадиях (индекс - агрегаты УКЛ-7).
Отличительной особенностью отечественных технологий производства азотной кислоты в современных агрегатах УКЛ-7 средней мощности и крупнотоннажных АК-72 является применение природного газа.
Природный газ является одновременно топливом для выработки в агрегатах УКЛ-7 и АК-72 и источником дополнительного водяного пара.
В таблице 5.1 приведены сведения о предприятиях, производящих азотную кислоту в Российской Федерации, их названия, индексы агрегатов.
Таблица 5.1 - Предприятия - производители азотной кислоты
|
N п/п |
Наименование предприятия |
Перечень используемых технологий |
||||||||
|
Агрегат индекс АК-72, годовая проектная мощность - 380 тыс. т |
Агрегат индекс УКЛ-7, годовая проектная мощность - 120 тыс. т |
Агрегат индекс 1/3,5, годовая проектная мощность - 45 тыс. т |
||||||||
|
Количе- |
Срок ввода в эксплуа- |
Общая мощ- |
Количе- |
Срок ввода в эксплуа- |
Общая мощ- |
Количе- |
Срок ввода в эксплуа- |
Общая мощ- |
||
|
1 |
ОАО "ФосАгро-Череповец"(Вологодская обл., г.Череповец) |
- |
- |
- |
3 |
1987 |
360 (44,4) |
- |
- |
- |
|
2 |
ОАО "Акрон" (г.Великий Новгород) |
2 |
1979 |
760 (97) |
5 |
- |
600 (74) |
- |
- |
- |
|
3 |
ОАО "Дорогобуж" (Смоленская обл., Дорогобужский район п.Верхнеднепровский) |
2 |
1979 |
760 (97) |
3 |
1975 |
360 (14,4) |
- |
- |
- |
|
4 |
АО "НАК "Азот" (Тульская обл., г.Новомосковск) |
- |
- |
- |
9 |
1972 (1 |
1080 (133,2) |
11 |
1961 (1, 2) |
495 (58,85) |
|
5 |
ОАО "Воскресенские минудобрения" (Московская обл., г.Воскресенск) |
- |
- |
- |
- |
- |
- |
4* |
1970 |
185 (21,4) |
|
6 |
ОАО "Минудобрения" (Воронежская обл., г.Россошь) |
2 |
1979 |
760 (97) |
- |
- |
- |
- |
- |
- |
|
7 |
АО "Невинномысский азот" (Ставропольский край, г.Невинномысск) |
- |
- |
- |
8 |
1972 (3 |
960 (118,4) |
7 |
? |
315 (37,45) |
|
8 |
Филиал "Азот" АО "ОХК "УРАЛХИМ" (Пермский край, г.Березники) |
- |
- |
- |
10 |
1975 (1 |
1200 (148) |
- |
- |
- |
|
9 |
КАО "Азот" (Кемеровская обл., г.Кемерово) |
2 |
1980 |
760 (97) |
- |
- |
- |
- |
- |
- |
|
10 |
Филиал "КЧХК" АО "ОХК "УРАЛХИМ" (Кировская обл., г.Кирово-Чепецк) |
2 |
1982 |
760 (97) |
5 |
1978 (1) |
600 (74) |
- |
- |
- |
|
11 |
ООО "Ангарский Азотно-туковый завод" (Иркутская обл., г.Ангарск-5) |
- |
- |
- |
- |
- |
- |
5 |
1962 |
225 (26,75) |
|
12 |
ОАО "Мелеузовские минеральные удобрения" (Республика Башкортостан, г.Мелеуз) |
- |
- |
- |
5 |
1982 |
600 (74) |
- |
- |
- |
|
13 |
ООО "Менделеевсказот" (Республика Татарстан, г.Менделеевск) |
- |
- |
- |
3 |
1989 |
360 (14,4) |
- |
- |
- |
|
14 |
АО "КуйбышевАзот" (Самарская обл., г.Тольятти) |
- |
- |
- |
- |
- |
- |
11 |
? |
495 (58,85) |
|
* Агрегаты выведены из работы. |
||||||||||
5.1 Описание технологических процессов, применяемых в настоящее время при производстве азотной кислоты
5.1.1 Агрегат АК-72
Схема технологического процесса производства азотной кислоты на агрегате АК-72 приведена на рисунке 5.1.
Сжатый воздух разделяется на два потока, из которых основной поток направляется в аппараты окисления аммиака, а второй поток в продувочную колонну.
Жидкий аммиак испаряется за счет тепла циркулирующей воды, затем очищается в фильтре, нагревается и смешивается с воздухом в смесителе, встроенном в контактный аппарат. Аммиачно-воздушная смесь подвергается дополнительной очистке в фильтре, встроенном в контактный аппарат.
Окисление аммиака осуществляется в контактном аппарате на катализаторных сетках.
Горячий нитрозный газ охлаждается последовательно в котле-утилизаторе, экономайзере, подогревателе химически очищенной воды, холодильнике-конденсаторе. Охлажденный нитрозный газ поступает в газовый промыватель, где отмывается от нитрит-нитратных солей и отделяется от сконденсировавшейся слабой азотной кислоты, направляется в нагнетатель, сжимается, затем последовательно охлаждается в подогревателе питательной воды, холодильнике-конденсаторе и поступает в абсорбционную колонну. Абсорбционная колонна орошается очищенной водой и азотной кислотой из газового промывателя. Продукционная 60%-ная азотная кислота поступает в продувочную колонну, где из нее воздухом отдувают растворенные оксиды азота, и далее самотеком направляется в хранилища склада.
Выхлопной газ из абсорбционной колонны направляется в подогреватель и далее поступает в реактор каталитической очистки, где на двухступенчатом катализаторе при избытке природного газа происходит восстановление оксидов азота до азота с одновременным нагревом выхлопного газа до 760°С. Содержание в очищенном выхлопном газе после реактора не превышает 0,005 об. %. Горячий выхлопной газ направляется в рекуперационную газовую турбину. Энергия расширения горячего выхлопного газа расходуется на сжатие воздуха и нитрозного газа. Расширенный выхлопной газ из турбины поступает в подогреватель неочищенного выхлопного газа, охлаждается и выбрасывается через выхлопную трубу в атмосферу.
Рисунок 5.1 - Схема технологического процесса АК-72
Описание технологического процесса приведено в таблице 5.2, материальный баланс - в таблице 5.3, энергетический баланс - в таблице 5.4, перечень основного оборудования - в таблице 5.5.
Таблица 5.2 - Описание технологического процесса АК-72
|
Входной поток |
Подпроцесс |
Выходной поток |
Основное технологическое оборудование |
Эмиссии (наименование) |
|
Атмосферный воздух |
Фильтрация и сжатие воздуха |
Сжатый атмосферный воздух |
Фильтр воздуха Осевой воздушный компрессор в составе ГТТ-12 |
Отработанные фильтровальные материалы Отработанное турбинное масло |
|
Жидкий аммиак Сжатый воздух Охлажденная циркуляционная вода |
Испарение жидкого аммиака под давлением Фильтрация от мехпримесей и нагрев газообразного аммиака |
Газообразный аммиак Сжатый воздух Охлажденная вода |
Испарители, фильтр, теплообменник |
Отработанные фильтровальные материалы |
|
Газообразный аммиак Сжатый воздух |
Смешение аммиака и воздуха Окисление аммиака кислородом воздуха до NO |
Нитрозный газ Содержание NO до 9,5 об. % |
Реактор (контактный аппарат) |
|
|
Нитрозный газ Питательная вода |
Охлаждение нитрозного газа в котле-утилизаторе и в экономайзере с выработкой водяного пара |
Нитрозный газ Перегретый водяной пар |
Котел-утилизатор Экономайзер |
|
|
Питательная химочищенная вода Нитрозный газ |
Охлаждение нитрозного газа Нагрев питательной недеаэрированной воды |
Нитрозный газ Питательная вода |
Подогреватель химочищенной воды |
- |
|
Нитрозный газ Охлаждающая оборотная вода |
Конденсация водяных паров нитрозного газа с образованием азотной кислоты Промывка кислоты нитрозным газом от аэрозолей нитрит-нитратных солей, отделение азотной кислоты от нитрозного газа |
Нитрозный газ Слабая азотная кислота с концентрацией 35-37 об. % |
Холодильник-конденсатор Газовый промыватель |
- |
|
Нитрозный газ |
Сжатие нитрозного газа |
Нитрозный газ |
Нитрозный нагнетатель в составе комплексного машинного агрегата ГТТ-12 |
|
|
Сжатый нитрозный газ Питательная деаэрированная вода |
Охлаждение нитрозного газа и нагрев деаэрированной питательной воды |
Нитрозный газ Питательная вода |
Витой теплообменник Подогреватель питательной воды высокого давления |
- |
|
Нитрозный газ Охлаждающая оборотная вода |
Охлаждение нитрозного газа (II ступень) Конденсация водяных паров с образованием азотной кислоты |
Нитрозный газ Азотная кислота с концентрацией 58% -60% Оборотная вода |
Кожухотрубчатый теплообменник |
- |
|
Нитрозный газ Конденсат Паровой конденсат Охлаждающая оборотная вода Сжатый воздух |
Абсорбция Продувка азотной кислоты |
Выхлопной газ Продукционная 58-60%-ная кислота Оборотная вода |
Абсорбционная колонна Продувочная колонна |
- |
|
Выхлопной неочищенный газ Топочные газы Очищенный выхлопной газ из турбины |
Нагрев выхлопного газа |
Выхлопной неочищенный газ на каталитическую очистку Очищенный выхлопной газ в атмосферу |
Двухзонный подогреватель с топкой и конвективным теплообменником |
Выхлопной газ в атмосферу с содержанием |
|
Неочищенный выхлопной газ Природный газ ABC |
Каталитическая очистка выхлопного газа около 760°С природным газом |
Очищенный выхлопной газ в газовую турбину |
Высокотем- |
Таблица 5.3 - Материальный баланс
|
Расход |
Выход |
||||||
|
Наименование |
Единица измерения |
На 1 т мнг |
Наименование |
Единица измерения |
На 1 т мнг |
||
|
Мин. |
Макс. |
Мин. |
Макс. |
||||
|
Технологический процесс получения азотной кислоты |
|||||||
|
Аммиак |
Т |
0,287 |
0,294 |
Азотная кислота, концентрация 60 масс. % |
Т |
1,667 |
1,667 |
|
Воздух |
Т |
4,95 |
5,07 |
||||
|
Паровой конденсат на абсорбцию |
Т |
0,326 |
0,340 |
Выхлопной газ после абсорбции |
Т |
3,896 |
4,037 |
|
Всего |
5,563 |
5,704 |
Всего |
5,563 |
5,704 |
||
|
Процесс выработки водяного пара |
|||||||
|
Питательная вода (химочищенная, обессоленная) |
Т |
1,445 |
1,585 |
Водяной перегретый пар |
Т |
1,4 |
1,5 |
|
Непрерывная продувка в канализацию |
Т |
0,045 |
0,085 |
||||
|
Всего |
1,445 |
1,585 |
Всего |
1,445 |
1,585 |
||
Таблица 5.4 - Энергетический (тепловой баланс)
|
Приход тепла |
Расход тепла |
||||||
|
Наименование |
Единица измерения |
На 1 т мнг |
Наименование |
Единица измерения |
На 1 т мнг |
||
|
Мин. |
Макс. |
Мин. |
Макс. |
||||
|
Природный газ |
м |
83 |
85 |
Водяной перегретый пар |
тыс. ккал |
1105 |
1185 |
|
Энергетический эквивалент: теплотворная способность 1 ст. м |
тыс. ккал |
664 |
680 |
Нагрев оборотной воды на 8°С |
тыс. ккал |
960 |
1040 |
|
Тепло химических реакций |
тыс. ккал |
1915 |
1930 |
Выхлопной газ в атмосферу |
тыс. ккал |
230 |
250 |
|
Тепло питательной воды |
тыс. ккал |
54 |
57 |
||||
|
Тепло атмосферного воздуха |
тыс. ккал |
24,0 |
24,8 |
Азотная кислота |
тыс. ккал |
68,0 |
68,0 |
|
Испарение жидкого аммиака |
тыс. ккал |
86,0 |
88,0 |
||||
|
Всего |
2657 |
2692 |
Всего |
2449 |
2631 |
||
|
Потери |
208 |
61 |
|||||
 30°С
30°СТаблица 5.5 - Основное оборудование
|
Наименование оборудования |
Модель (типоразмер) |
Основное |
Природоохранное |
Назначение оборудования |
Технологические характеристики |
|
Фильтр атмосферного воздуха |
Нестандартный аппарат Фильтрующие |
+ |
- |
Очистка атмосферного воздуха от механических примесей |
Фильтры грубой и тонкой очистки |
|
Компрессор для сжатия воздуха |
В составе ГТТ-12 |
+ |
- |
Сжатие воздуха |
Q = 200 тыс. м |
|
Испаритель жидкого аммиака |
Теплообменник ИТГ-500 |
+ |
- |
Испаритель жидкого аммиака |
Трубчатый теплообменник |
|
Реактор окисления аммиака (контактный аппарат) |
+ |
- |
Окисление Смешение и очистка аммиачно- |
Фильтрующий материал - комплексный фильтрующий пакет |
|
|
Котел-утилизатор с экономайзером на нитрозном газе |
Тип КН 80/40 |
+ |
- |
Утилизация тепла нитрозного газа для выработки водяного пара |
Производительность - 80 т/ч перегретого пара Секции котла-утилизатора расположены в силовом корпусе реактора окисления |
|
Подогреватель химочищенной обессоленной воды |
Нестандартный теплообменник |
+ |
- |
Утилизация тепла нитрозного газа в подогревателе питательной воды |
Трубчатый теплообменник Нагрев питательной воды |
|
Холодильник-конденсатор I ступени |
Нестандартный теплообменник |
+ |
- |
Охлаждение нитрозного газа оборотной водой Конденсация водяных паров нитрозного газа с образованием азотной кислоты |
Горизонтальный трубчатый теплообменник В трубках - нитрозный газ, в межтрубном пространстве - оборотная вода |
|
Промыватель нитрозного газа |
Нестандартный аппарат |
+ |
- |
Промывка нитрозного газа от аэрозолей нитрит-нитратный солей циркулирующей азотной кислотой, образующейся в аппарате |
Вертикальный аппарат, снабжен ситчатыми тарелками |
|
Нитрозный нагнетатель |
В составе ГТТ-12 |
+ |
- |
Сжатие нитрозного газа |
Центробежный компрессор с четырьмя ступенями Степень сжатия - 3,2 |
|
Подогреватель питательной воды |
Нестандартный аппарат |
+ |
- |
Охлаждение нитрозного газа, нагрев питательной воды |
Витой теплообменник В трубках - питательная вода, межтрубное пространство - нитрозный газ |
|
Холодильник-конденсатор II ступени |
Нестандартный теплообменник |
+ |
- |
Охлаждение нитрозного газа перед оборотной водой абсорбционной колонной |
Горизонтальный трубчатый теплообменник В трубках - нитрозный газ, в межтрубном пространстве - оборотная вода |
|
Абсорбционная колонна |
Нестандартный аппарат |
+ |
- |
Абсорбция оксидов азота с образованием продукционной азотной кислоты |
Колонна с 45-ью ситчатыми тарелками, из них 25 - с охлаждающими оборотной водой змеевиками |
|
Продувочная колонна |
Нестандартный аппарат |
+ |
- |
Отдувка горячим воздухом растворенных в продукционной кислоте оксидов азота |
Колонна с 4 тарелками ситчатого типа |
|
Подогреватель выхлопного газа |
Нестандартный аппарат |
+ |
- |
Нагрев выхлопного газа на входе в реактор каталитической очистки теплом очищенного, расширенного в газовой турбине выхлопного газа и природного газа, сжигаемого в топочной части |
Двухзонный аппарат печного типа 1-я зона - нагрев неочищенного выхлопного газа в конвективном теплообменнике, обогреваемом очищенным выхлопным газом 2-я зона - радиальный теплообменник, обогреваемый топочными газами от 16 горелок |
|
Реактор каталитической очистки выхлопного газа |
Нестандартный аппарат |
+ |
+ |
Очистка выхлопного газа после абсорбции от остатков |
Горизонтальный реактор с внутренней корзиной для катализатора, с вертикальным смесителем выхлопного газа с природным газом и ABC при пуске |
|
Газовая турбина |
В составе ГТТ-12 Турбина высокого и низкого давления |
+ |
- |
Рекуперация энергии выхлопного газа, нагретого на входе до 760°С, с раширением до давления, близкого к атмосферному |
Турбина с разрезным валом |
 190 тыс. м
190 тыс. м5.1.2 Агрегат АК-72М
Схема технологического процесса производства азотной кислоты на агрегате АК-72М приведена на рисунке 5.2.
Модернизация агрегата АК-72 осуществляется с целью повышения надежности оборудования и схемы в целом, уменьшения простоев и повышения степени утилизации тепла нитрозного газа.
Комплексное устранение недостатков в агрегате АК-72М достигается исключением из схемы высокотемпературной каталитической очистки выхлопного газа; осуществлением его нагрева от 50°С до 760°С в подогревателе теплом очищенного, расширенного в газовой турбине выхлопного газа и природного газа, сжигаемого в топочной части; применением селективной очистки выхлопного газа аммиаком; установкой паровых турбин на обоих валах газотурбинного агрегата.
В агрегате АК-72М достигается более глубокая абсорбция оксидов азота за счет использования холода испаряющегося жидкого аммиака для отвода тепла на верхних тарелках (с 10-й по 25-ю) вместо охлаждения нитрозного газа перед нагнетателем. Охлаждение 10-25-й тарелок абсорбционной колонны водой при температуре 16°С позволяет снизить содержание оксидов азота в выхлопном газе после колонны.
Вследствие установки второго экономайзера в котле-утилизаторе и увеличения в 1,8 раза поверхности теплообмена подогревателя питательной воды достигается более глубокая утилизация тепла нитрозного газа; снижается потребление пара на внутренние нужды; соответственно, увеличивается выработка пара в агрегате и выдача его сторонним потребителям. Кроме того, примерно на 30% снижается расход оборотной воды, а энергозатраты в целом снижаются на 15%.
Описание технологического процесса приведено в таблице 5.6, материальный баланс - в таблице 5.7, энергетический баланс - в таблице 5.8, перечень основного оборудования - в таблице 5.9.
Рисунок 5.2 - Схема технологического процесса АК-72М
Таблица 5.6 - Описание технологического процесса АК-72М
|
Входной поток |
Подпроцесс |
Выходной поток |
Основное технологическое оборудование |
Эмиссии (наименование) |
|
Атмосферный воздух |
Фильтрация и сжатие воздуха |
Сжатый атмосферный воздух |
Фильтр воздуха Осевой воздушный компрессор в составе ГТТ-12 |
Отработанные фильтровальные материалы Отработанное турбинное масло |
|
Жидкий аммиак Сжатый воздух Охлажденная циркуляционная вода |
Испарение жидкого аммиака под давлением Фильтрация от мехпримесей Нагрев газообразного аммиака |
Газообразный аммиак Сжатый воздух Охлажденная вода |
Испарители, фильтр, теплообменник |
Отработанные фильтровальные материалы |
|
Газообразный аммиак Сжатый воздух |
Смешение аммиака и воздуха Окисление аммиака кислородом воздуха до NO |
Нитрозный газ Содержание NO до 9,5 об. % |
Реактор (контактный аппарат) |
Катализаторные сетки |
|
Нитрозный газ Питательная вода |
Охлаждение нитрозного газа в котле-утилизаторе и в экономайзерах с выработкой водяного пара |
Нитрозный газ Перегретый водяной пар |
Котел-утилизатор Экономайзер |
- |
|
Питательная химочищенная вода Нитрозный газ |
Охлаждение нитрозного газа Нагрев питательной недеаэрированной воды |
Нитрозный газ Питательная вода |
Подогреватель химочищенной воды |
- |
|
Нитрозный газ Охлаждающая оборотная вода |
Конденсация водяных паров нитрозного газа с образованием азота Промывка кислоты нитрозным газом от аэрозолей нитрит-нитратных солей, отделение азотной кислоты от нитрозного газа |
Нитрозный газ Слабая азотная кислота с концентрацией 35-37 об. % |
Холодильник-конденсатор |
- |
|
Нитрозный газ |
Сжатие нитрозного газа |
Нитрозный газ |
Нитрозный нагнетатель в составе комплексного машинного агрегата ГТТ-12 |
- |
|
Сжатый нитрозный газ Питательная деаэрированная вода |
Охлаждение нитрозного газа и нагрев деаэрированной питательной воды |
Нитрозный газ Питательная вода |
Витой теплообменник Подогреватель питательной воды высокого давления |
- |
|
Нитрозный газ Охлаждающая оборотная вода |
Охлаждение нитрозного газа Конденсация водяных паров с образованием азотной кислоты II ступень охлаждения нитрозного газа |
Нитрозный газ Азотная кислота с концентрацией 60 % Оборотная вода |
Кожухотрубчатый теплообменник |
- |
|
Нитрозный газ Конденсат азотной кислоты Паровой конденсат Охлаждающая вода Сжатый воздух |
Абсорбция Продувка азотной кислоты |
Выхлопной газ на подогрев Продукционная 60%-ная кислота Оборотная вода |
Колонный аппарат (45 ситчатых тарелок, из них 25 охлаждаются водой) |
- |
|
Выхлопной неочищенный газ Природный газ Атмосферный воздух Очищенный выхлопной газ из турбины |
Нагрев выхлопного газа |
Выхлопной неочищенный газ на каталитическую очистку Очищенный выхлопной газ в атмосферу |
Двухзонный подогреватель с топкой и конвективным теплообменником |
Выхлопной газ в атмосферу с содержанием |
|
Неочищенный выхлопной газ из подогревателя Аммиак |
Каталитическая очистка выхлопного газа природным газом |
Очищенный выхлопной газ на нагрев |
Низкотем- |
Катализатор насыпной |
|
Очищенный выхлопной газ в подогреватель Природный газ Атмосферный воздух |
Нагрев выхлопного газа до 760°С |
Очищенный выхлопной газ в турбину |
||
|
Очищенный выхлопной газ из турбины |
Охлаждение выхлопного газа |
Выброс в атмосферу |
Двухзонный подогреватель с топкой и конвективным теплообменником |
Таблица 5.7 - Материальный баланс
|
Расход |
Выход |
||||||
|
Наименование |
Единица измерения |
На 1 т мнг |
Наименование |
Единица измерения |
На 1 т мнг |
||
|
Мин. |
Макс. |
Мин. |
Макс. |
||||
|
Технологический процесс получения азотной кислоты |
|||||||
|
Аммиак |
т |
0,287 |
0,294 |
Кислота азотная, концентрация 60 масс. % |
т |
1,667 |
1,667 |
|
Воздух |
т |
4,95 |
5,07 |
||||
|
Паровой конденсат на абсорбцию |
т |
0,326 |
0,340 |
Выхлопной газ после абсорбции |
т |
3,896 |
4,037 |
|
Всего |
5,563 |
5,704 |
Всего |
5,56 |
5,704 |
||
|
Процесс выработки водяного пара |
|||||||
|
Питательная вода (химочищенная, обессоленная) |
т |
1,445 |
1,575 |
Водяной перегретый пар |
т |
1,4 |
1,5 |
|
Непрерывная продувка в канализацию |
т |
0,045 |
0,075 |
||||
|
Всего |
1,445 |
1,575 |
Всего |
1,445 |
1,575 |
||
Таблица 5.8 - Энергетический (тепловой) баланс
|
Приход тепла |
Расход тепла |
||||||
|
Наименование |
Единица измерения |
На 1 т мнг |
Наименование |
Единица измерения |
На 1 т мнг |
||
|
Мин |
Макс |
Мин |
Макс |
||||
|
Природный газ |
м |
83 |
85 |
Водяной перегретый пар |
тыс. ккал |
1105 |
1185 |
|
Энергетический эквивалент: теплотворная способность 1 ст. м |
тыс. ккал |
664 |
680 |
Нагрев оборотной воды на 8°С |
тыс. ккал |
960 |
1040 |
|
Тепло химических реакций |
тыс. ккал |
1915 |
1930 |
Выхлопной газ в атмосферу |
тыс. ккал |
230 |
250 |
|
Тепло питательной воды |
тыс. ккал |
54 |
57 |
||||
|
Тепло атмосферного воздуха |
тыс. ккал |
24,0 |
24,8 |
Азотная кислота |
тыс. ккал |
68,0 |
68,0 |
|
Испарение жидкого аммиака |
тыс. ккал |
86,0 |
88,0 |
||||
|
Всего |
2657 |
2692 |
Всего |
2449 |
2631 |
||
|
Потери |
208 |
61 |
|||||
Таблица 5.9 - Основное оборудование
|
Наименование оборудования |
Модель (типоразмер) |
Основное |
Природоохранное |
Назначение оборудования |
Технологические характеристики |
|
Фильтр атмосферного воздуха |
Нестандартный аппарат Фильтрующие элементы |
+ |
- |
Очистка атмосферного воздуха от механических примесей |
Фильтры грубой и тонкой очистки |
|
Компрессор для сжатия воздуха |
В составе КМА-2 |
+ |
- |
Сжатие воздуха |
|
|
Испаритель жидкого аммиака |
Теплообменник ИТГ-500 |
+ |
- |
Испаритель жидкого аммиака |
Трубчатый теплообменник |
|
Реактор окисления аммиака (контактный аппарат) |
+ |
- |
Окисление Смешение и очистка аммиачно-воздушной смеси |
Фильтрующий материал - комплексный фильтрующий пакет |
|
|
Котел-утилизатор с экономайзерами на нитрозном газе |
Тип КН 80/40 |
+ |
- |
Утилизация тепла нитрозного газа для выработки водяного пара |
Производительность - 80 т/ч перегретого пара Секции котла-утилизатора расположены в силовом корпусе реактора окисления |
|
Подогреватель химочищенной обессоленной воды |
Нестандартный теплообменник |
+ |
- |
Утилизация тепла нитрозного газа в подогревателе питательной воды |
Трубчатый теплообменник Нагрев питательной воды |
|
Холодильник-конденсатор I ступени |
Нестандартный теплообменник |
+ |
- |
Охлаждение нитрозного газа оборотной водой Конденсация водяных паров нитрозного газа с образованием азотной кислоты |
Горизонтальный трубчатый теплообменник В трубках - нитрозный газ, в межтрубном |
|
Промыватель нитрозного газа |
Нестандартный аппарат |
+ |
- |
Промывка нитрозного газа от аэрозолей нитрит-нитратный солей циркулирующей азотной кислотой, образующейся в аппарате |
Вертикальный аппарат, снабжен ситчатыми тарелками |
|
Нитрозный нагнетатель |
В составе КМА-2 |
+ |
- |
Сжатие нитрозного газа |
Центробежный компрессор с четырьмя ступенями Степень сжатия - 3,2 |
|
Подогреватель питательной воды |
Нестандартный аппарат |
+ |
- |
Охлаждение нитрозного газа, нагрев питательной воды |
Витой теплообменник В трубках - питательная вода, межтрубное пространство - нитрозный газ |
|
Холодильник-конденсатор II ступени |
Нестандартный теплообменник |
+ |
- |
Охлаждение нитрозного газа оборотной водой перед абсорбционной колонной |
Горизонтальный трубчатый теплообменник В трубках - нитрозный газ, в межтрубном пространстве - оборотная вода |
|
Абсорбционная колонна |
Нестандартный аппарат |
+ |
- |
Абсорбция оксидов азота с образованием продукционной азотной кислоты |
Колонна с 45 ситчатыми тарелками, из них 25 - с охлаждающими оборотной водой змеевиками |
|
Продувочная колонна |
Нестандартный аппарат |
+ |
- |
Отдувка горячим воздухом растворенных в продукционной кислоте оксидов азота |
Колонна с 4 тарелками ситчатого типа |
|
Подогреватель выхлопного газа |
Нестандартный аппарат Тип БНГ-172 |
+ |
- |
Нагрев выхлопного газа на входе в реактор каталитической очистки теплом очищенного, расширенного в газовой турбине выхлопного газа и природного газа, сжигаемого в топочной части |
Двухзонный аппарат печного типа 1-я зона - нагрев неочищенного выхлопного газа в конвективном теплообменнике, обогреваемом очищенным выхлопным газом 2-я зона - радиальный теплообменник, обогреваемый топочными газами от 16 горелок |
|
Реактор каталитической очистки выхлопного газа |
Нестандартный аппарат |
+ |
+ |
Очистка выхлопного газа после абсорбции от остатков |
Горизонтальный реактор с внутренней корзиной для катализатора, с вертикальным смесителем выхлопного газа с природным газом и ABC при пуске |
|
Газовая турбина |
В составе КМА-2 Турбина высокого и низкого давления |
+ |
- |
Рекуперация энергии выхлопного газа, нагретого на входе до 760°С, с расширением до давления, близкого к атмосферному |
Турбина с разрезным валом |
5.1.3 Агрегат УКЛ-7-76
Схема технологического процесса производства азотной кислоты на агрегате УКЛ-7-76 приведена на рисунке 5.3.
Жидкий аммиак испаряется за счет тепла водяного пара в испарителе, проходит фильтр, нагревается водяным паром и далее направляется на смешение со сжатым очищенным от механических примесей воздухом.
Смешение аммиака с воздухом происходит в смесителе с фильтром. Здесь образуется аммиачно-воздушная смесь (ABC), которая подвергается дополнительной очистке от механических примесей.
Очищенная ABC поступает на катализаторные сетки контактного аппарата, где аммиак окисляется кислородом воздуха с образованием NO, паров воды и азота. Образующийся при окислении аммиака нитрозный газ поступает в котел-утилизатор, на котором установлен контактный аппарат. В котле-утилизаторе вырабатывается водяной пар.
После котла-утилизатора нитрозный газ проходит окислитель, где происходит окисление NO в , подогреватель выхлопного газа, где он охлаждается за счет передачи тепла выхлопному газу перед каталитической очисткой, холодильники-конденсаторы, где он охлаждается и освобождается от основной массы реакционной влаги. Окисленный нитрозный газ из холодильников-конденсаторов поступают в нижнюю часть абсорбционной колонны. Азотная кислота с концентрацией 55% поступает в абсорбционную колонну самотеком.
Орошение тарелок абсорбционной колонны осуществляется чистой водой (конденсатом водяного пара, химочищенной водой, химобессоленной водой, конденсатом сокового пара из производства аммиачной селитры, кислым конденсатом из производства концентрированной азотной кислоты). Тепло образования азотной кислоты отводится оборотной водой, которая циркулирует в змеевиках, расположенных на тарелках колонны.
Продукционная азотная кислота из абсорбционной колонны с концентрацией 58% самотеком направляется в продувочную колонну, где из кислоты воздухом выдуваются растворенные оксиды азота. Отбеленная азотная кислота из продувочной колонны попадает на склад азотной кислоты.
Смесь воздуха с оксидами азота после отдувки поступает в абсорбционную колонну.
Выходящий из абсорбционной колонны выхлопной газ направляется в подогреватели, где нагревается за счет тепла нитрозного газа, далее в него подается аммиак, и смесь поступает в реактор селективной каталитической очистки, где на алюмованадиевом катализаторе происходит восстановление остаточных оксидов азота до азота. Очищенный выхлопной газ поступает на окончательный подогрев в камеру сгорания турбины газотурбинного агрегата. Топочные газы, нагревающие очищенный выхлопной газ, образуются путем сгорания природного газа в токе воздуха. Смесь очищенного выхлопного газа и топочных газов направляется в рекуперационную газовую турбину. Энергия расширения горячего выхлопного газа расходуется на сжатие воздуха. Отработанный в турбине газ направляется в котел-утилизатор для дальнейшего рекуперативного охлаждения. Котел предназначен для получения перегретого пара. Очищенный выхлопной газ, пройдя газовый тракт котла, выбрасывается через выхлопную трубу в атмосферу.
Описание технологического процесса приведено в таблице 5.10, материальный баланс - в таблице 5.11, энергетический баланс - в таблице 5.12, перечень основного оборудования - в таблице 5.13.
Рисунок 5.3 - Описание схемы технологического процесса в агрегате УКЛ-7-76 с селективной каталитической очисткой выхлопного газа
Таблица 5.10 - Описание технологического процесса УКЛ-7
|
Входной поток |
Подпроцесс |
Выходной поток |
Основное технологическое оборудование |
Эмиссии (наименование) |
|
Атмосферный воздух |
Фильтрация и сжатие воздуха |
Сжатый атмосферный воздух |
Фильтр воздуха Нагнетатель |
Отработанные фильтровальные материалы Отработанное турбинное масло |
|
Жидкий аммиак Водяной пар |
Испарение жидкого аммиака Фильтрация от мех. примесей Нагрев газообразного аммиака |
Газообразный аммиак Паровой конденсат |
Испаритель с паровым обогревом, фильтр, теплообменник с паровым обогревом |
- |
|
Газообразный аммиак Сжатый воздух |
Смешение аммиака и воздуха, фильтрация аммиачно-воздушной смеси (ABC) |
Аммиачно-воздушная смесь |
Смеситель с фильтром ABC |
Отработанные фильтровальные материалы |
|
Аммиачно-воздушная смесь (ABC) |
Окисление аммиака кислородом воздуха до NO на платиновом катализаторе |
Нитрозный газ |
Реактор окисления аммиака (контактный аппарат) |
|
|
Нитрозный газ Питательная вода |
Охлаждение нитрозного газа в котле-утилизаторе с выработкой перегретого водяного пара |
Нитрозный газ Перегретый водяной пар |
Горизонтальный котел-утилизатор, пароперегреватель |
|
|
Нитрозный газ Выхлопной газ |
Окисление NO в Охлаждение нитрозного газа Нагрев выхлопного газа перед каталитической очисткой |
Выхлопной газ Нитрозный газ |
Окислитель, подогреватель выхлопного газа |
|
|
Нитрозный газ Оборотная вода Сжатый воздух |
Охлаждение нитрозного газа с конденсацией водяных паров и образованием азотной кислоты |
Обезвоженный окисленный нитрозный газ Азотная кислота с концентрацией 55% Оборотная вода |
Вертикальные холодильники-конденсаторы с подачей воды в трубки |
|
|
Обезвоженный окисленный нитрозный газ Азотная кислота с концентрацией 55% Сжатый воздух Конденсат водяного пара Оборотная вода |
Абсорбция оксидов азота водой с образованием азотной кислоты |
Продукционная азотная кислота с концентрацией 58% Выхлопной газ |
Абсорбционная колонна с ситчатыми тарелками, продувочная колонна |
|
|
Выхлопной газ Аммиак |
Каталитическая очистка выхлопного газа от остатков |
Очищенный выхлопной газ |
Реактор каталитической очистки |
|
|
Очищенный выхлопной газ Природный газ Сжатый воздух |
Нагрев очищенного выхлопного газа в камере сгорания природного газа |
Очищенный выхлопной газ |
Камера сгорания |
|
|
Очищенный выхлопной газ |
Рекуперация энергии сжатого выхлопного газа для привода компрессора воздуха |
Расширенный выхлопной газ |
Газовая турбина в составе ГТТ-3М |
|
|
Выхлопной газ Питательная вода |
Утилизация тепла расширенного выхлопного газа для получения водяного пара |
Очищенный выхлопной газ Перегретый водяной пар |
Горизонтальный газотрубный котел-утилизатор с экономайзером |
|
Таблица 5.11 - Материальный баланс
|
Расход |
Выход |
||||||
|
Наименование |
Единица измерения |
На 1 т мнг |
Наименование |
Единица измерения |
На 1 т мнг |
||
|
Мин. |
Макс. |
Мин. |
Макс. |
||||
|
Технологический процесс получения азотной кислоты |
|||||||
|
Аммиак |
т |
0,300 |
0,304 |
Кислота азотная, концентрация 58% |
т |
1,724 |
1,724 |
|
Сжатый воздух |
т |
5,23 |
5,27 |
||||
|
Паровой конденсат на абсорбцию |
т |
0,34 |
0,350 |
Выхлопной газ после абсорбции |
т |
4,146 |
4,20 |
|
Всего |
5,87 |
5,924 |
Всего |
5,87 |
5,924 |
||
|
Процесс выработки водяного пара |
|||||||
|
Питательная вода (химочищенная, деминерализованная) |
т |
2,1 |
2,52 |
Водяной перегретый пар |
т |
2,0 |
2,08 |
|
Непрерывная продувка в канализацию |
т |
0,10 |
0,44 |
||||
|
Всего |
2,1 |
2,52 |
Всего |
2,1 |
2,52 |
||
 1,57 МПа,
1,57 МПа, Таблица 5.12 - Энергетический баланс
|
Приход |
Расход |
||||||
|
Наименование |
Ед. измерения |
На 1 т мнг |
Наименование |
Единица измерения |
На 1 т мнг |
||
|
Мин. |
Макс. |
Мин. |
Макс. |
||||
|
Природный газ |
м |
94 |
97 |
Водяной перегретый пар |
тыс. ккал |
1260 |
1320 |
|
Энергетический эквивалент: теплотворная способность 1 ст. м |
тыс. ккал |
752 |
776 |
Нагрев оборотной воды на 8°С |
тыс. ккал |
1100 |
1190 |
|
Воздух сжатый |
тыс. ккал |
6 |
6,097 |
Выхлопной газ в атмосферу |
тыс. ккал |
260 |
267 |
|
Тепло химических реакций |
тыс. ккал |
2002 |
2028 |
||||
|
Тепло питательной воды |
тыс. ккал |
63 |
66,0 |
||||
|
Тепло атмосферного воздуха |
тыс. ккал |
29 |
29,2 |
Азотная кислота |
тыс. ккал |
60,0 |
60,0 |
|
Всего |
2680 |
2837 |
|||||
|
Всего |
2852 |
2905,3 |
Потери |
тыс. ккал |
172 |
68,3 |
|
Таблица 5.13 - Основное оборудование
|
Наименование оборудования |
Модель (типоразмер) |
Основное |
Природоохранное |
Назначение оборудования |
Технологические характеристики |
|
Фильтр атмосферного воздуха |
Нестандартный аппарат Фильтрующие элементы |
+ |
- |
Очистка атмосферного |
Фильтрующие элементы с неткаными материалами из ультратонких волокон |
|
Газовый технологический турбокомпрессор |
ГТТ-3М |
+ |
- |
Производительность до 87000 м |
|
|
Испаритель жидкого аммиака |
Кожухотрубчатый теплообменник |
+ |
- |
Испаритель жидкого аммиака |
Горизонтальный кожухотрубчатый теплообменник с U-образными трубками |
|
Реактор окисления аммиака (контактный аппарат) |
+ |
- |
Окисление |
Аппарат вертикальный цилиндрический с коническими днищами Внутри аппарата расположены катализаторные сетки из платиновых сплавов на поддерживающих устройствах |
|
|
Котел-утилизатор нитрозного газа |
КУН-24, Г-335БП, Г-420БПЭ |
+ |
- |
Утилизация тепла нитрозного газа для выработки водяного пара |
Горизонтальный двухходовой по газу цилиндрический аппарат с вынесенным паросборником |
|
Окислитель с подогревателем выхлопного газа 2-й ступени |
Утилизация тепла нитрозного газа |
Вертикальный цилиндрический аппарат с U-образными трубками |
|||
|
Подогреватель выхлопного газа |
+ |
- |
Подогрев выхлопного газа нитрозным газом |
Горизонтальный кожухотрубчатый теплообменник |
|
|
Холодильник-конденсатор |
+ |
- |
Охлаждение нитрозного газа оборотной водой Конденсация водяных паров нитрозного газа с образованием азотной кислоты |
Вертикальный одноходовой кожухотрубчатый теплообменник |
|
|
Абсорбционная колонна |
Нестандартный аппарат |
+ |
- |
Абсорбция оксидов азота с образованием продукционной азотной кислоты |
Снабжена 47 ситчатыми тарелками |
|
Продувочная колонна |
+ |
- |
Отдувка окислов азота из продукционной кислоты горячим воздухом |
Снабжена 3 ситчатыми тарелками |
|
|
Реактор каталитической очистки выхлопного газа |
Нестандартный аппарат |
+ |
+ |
Очистка выхлопного газа после абсорбции от остатков |
Вертикальный цилиндрический аппарат |
|
Котел-утилизатор на выхлопном газе |
КУГ-66, Г-400ПЭ |
+ |
- |
Утилизация тепла очищенного хвостового газа для выработки водяного пара |
Горизонтальный одноходовой котел |
5.1.4 Агрегат 1/3,5
Схема технологического процесса производства азотной кислоты на агрегате 1/3,5 приведена на рисунке 5.4.
Воздух очищается от механических примесей в фильтре и поступает в воздуходувку. В нее же подается газообразный аммиак из газгольдера. Аммиачно-воздушная смесь (ABC) сжимается и подается в контактный аппарат, работающий под разрежением. Предварительно ABC нагревается нитрозным газом из котла-утилизатора, выходящим из подогревателя ABC.
Выход окиси азота от количества окисляемого аммиака составляет не ниже 97%.
Далее в процессе получения азотной кислоты участвует NO.
Нитрозный газ охлаждается в котле-утилизаторе с выработкой водяного пара. Далее нитрозный газ охлаждается в подогревателе газообразного аммиака и в холодильниках-промывателях. Одновременно с охлаждением нитрозного газа в холодильниках-промывателях происходит конденсация паров реакционной воды и частичное окисление окиси азота в двуокись. Охлажденный нитрозный газ сжимается в нагнетателе, после чего проходит окислитель части NO в и затем поступает в подогреватели выхлопного газа, в которых охлаждается за счет нагревания выхлопного газа.
Процесс кислотообразования идет в холодильниках-конденсаторах и абсорбционной колонне. Выделяющийся оксид азота NO окисляется кислородом до диоксида параллельно с образованием , ступенчато, многократно повторяясь.
На нижней тарелке абсорбционной колонны кислота достигает концентрации не ниже 46%. Полученная в колонне азотная кислота поступает на отдувку воздухом растворенных в ней окислов азота. Содержание растворенных окислов азота после продувки - не выше 0,15%. Отбеленная кислота самотеком выдается в хранилища продукционной азотной кислоты.
Выхлопной газ после абсорбционной колонны содержит до 0,15 об. % и подвергается процессу каталитической очистки от остатка до содержания 0,005 об. %.
Описание технологического процесса 1/3,5 приведено в таблице 5.14, перечень основного оборудования - в таблице 5.15.
Рисунок 5.4 - Описание схемы технологического процесса в агрегате 1/3,5 с селективной каталитической очисткой выхлопного газа
Таблица 5.14 - Описание технологического процесса 1/3,5
|
Входной поток |
Подпроцесс |
Выходной поток |
Основное технологическое оборудование |
Эмиссии (наименование) |
|
Атмосферный воздух |
Очистка атмосферного воздуха |
Атмосферный воздух, очищенный от механических примесей |
Аппарат очистки воздуха |
Отработанные фильтровальные материалы |
|
Газообразный аммиак |
Фильтрация аммиака |
Газообразный аммиак, очищенный от механических примесей и масла |
Фильтр аммиака |
Отработанные фильтровальные материалы |
|
Аммиачно-воздушная смесь |
Окисление аммиака |
Нитрозный газ |
Контактный аппарат |
- |
|
Деаэрированная вода |
Утилизация тепла реакции, получение пара |
Перегретый пар |
Котел-утилизатор |
- |
|
Аммиачно-воздушная смесь (ABC) Нитрозный газ |
Нагрев ABC |
ABC Нитрозный газ |
Подогреватель аммиачно- |
- |
|
Нитрозный газ |
Охлаждение и промывка газа |
Нитрозный газ Конденсат азотной кислоты |
Газовый холодильник-промыватель |
- |
|
Нитрозный газ |
Сжатие нитрозного газа |
Нитрозный газ |
Нагнетатель нитрозного газа (турбокомпрессор) |
- |
|
Нитрозный газ |
Доокисление оксидов азота |
Нитрозный газ |
Окислитель |
- |
|
Нитрозный газ Питательная вода Конденсат азотной кислоты |
Абсорбция оксидов азота водой |
Азотная кислота, выхлопной газ |
Абсорбционная колонна |
- |
|
Азотная кислота Воздух |
Продувка азотной кислоты от оксидов азота |
Азотная кислота |
Продувочная колонна |
- |
|
Азотная кислота |
Хранение азотной кислоты |
Азотная кислота |
Хранилище азотной кислоты |
- |
|
Аммиак Выхлопной газ |
Каталитическая очистка хвостовых газов |
Очищенный выхлопной газ |
Реактор каталитической очистки |
|
Таблица 5.15 - Основное оборудование
|
Наименование оборудования |
Модель (типоразмер) |
Основное |
Природоохранное |
Назначение оборудования |
Технологические характеристики |
|
Аппарат для очистки атмосферного воздуха |
Нестандартный аппарат |
+ |
- |
Очистка атмосферного воздуха от механических примесей |
Состоит из тарельчатого пенного промывателя с 3 решетчатыми тарелками и рукавного матерчатого фильтра |
|
Фильтр газообразного аммиака |
Нестандартный аппарат |
+ |
- |
Очистка газообразного аммиака от механических примесей и масла |
Состоит из 15 матерчатых секций, заключенных в общий кожух |
|
Турбогазодувка |
Тип ТГ-450-1,08 |
+ |
- |
Транспортирование аммиачно- |
|
|
Подогреватель аммиачно-воздушной смеси |
+ |
- |
Подогрев аммиачно- |
Вертикальный кожухотрубный аппарат |
|
|
Реактор окисления аммиака (контактный аппарат) |
Нестандартный аппарат |
+ |
- |
Окисление |
Комбинированный аппарат с картонным фильтром, установлен непосредственно на паровом котле-утилизаторе Контактный аппарат состоит из усеченных конусов, соединенных цилиндрической частью |
|
Паровой котел-утилизатор |
Тип УС-2,6/39 |
+ |
- |
Утилизация тепла нитрозного газа для выработки водяного пара |
Состоит из двух экономайзеров, испарителя пароперегревателя и сепарационной системы |
|
Газовый холодильник- |
+ |
- |
Охлаждение нитрозного газа и частичная конденсация водяного пара с образованием азотной кислоты, промывка нитрозного газа от аммонийных солей |
В корпусе установлены 3 ситчатые тарелки, которые снабжены |
|
|
Турбокомпрессор нитрозного газа |
Тип Н-540-41-1 |
+ |
- |
Компримирование нитрозного газа перед подачей на абсорбционную колонну |
Снабжен рекуперационной газовой турбиной |
|
Окислитель |
+ |
- |
Окисление окиси азота в двуокись |
Полый вертикальный аппарат цилиндрической формы |
|
|
Подогреватель выхлопного газа |
+ |
- |
Охлаждение нитрозного газа перед абсорбционной колонной и подогрев хвостового газа перед рекуперационной турбиной |
Кожухотрубчатый двухходовой подогреватель с U-образными трубками |
|
|
Абсорбционная колонна |
Нестандартный аппарат |
+ |
- |
Абсорбция оксидов азота из нитрозного газа с образованием продукционной азотной кислоты |
Колонна с 40 ситчатыми тарелками, которые снабжены охлаждающими змеевиками для отвода тепла |
|
Продувочная колонна |
Нестандартный аппарат |
+ |
- |
Отдувка окислов азота, растворенных в продукционной кислоте |
Вертикальный аппарат с 4 колпачковыми тарелками барботажного типа |
|
Смеситель |
+ |
- |
Смешение аммиака и хвостового нитрозного газа перед подачей на реактор селективной очистки |
Вертикальный цилиндрический аппарат |
|
|
Реактор каталитической очистки выхлопного газа |
Нестандартный аппарат |
+ |
+ |
Восстановление оксидов азота на ванадиевом катализаторе (АОК) до элементарного азота и воды. Восстановление непроре- |
Вертикальный цилиндрический аппарат |
|
Хранилище азотной кислоты |
+ |
- |
Хранение азотной кислоты |
Цилиндрическая емкость |
5.1.5 Основные расходные коэффициенты
Основные расходные коэффициенты приведены в таблицах 5.16 и 5.17.
Таблица 5.16 - Расход сырья, материалов и энергоресурсов агрегатов АК-72; АК-72М; УКЛ-7; 1/3,5 на 1 т мнг
|
Наименование |
Единица измерений |
АК-72 |
АК-72М |
УКЛ-7 |
1/3,5 |
||||
|
Мин. |
Макс. |
Мин. |
Макс. |
Мин. |
Макс. |
Мин. |
Макс. |
||
|
Аммиак |
т |
0,287 |
0,294 |
0,2865 |
0,292 |
0,300 |
0,306 |
0,286 |
0,293 |
|
Катализатор платиновый (безвозвратные потери) |
г |
0,062 |
0,100 |
0,120 |
0,125 |
0,090 |
0,14 |
0,034 |
0,047 |
|
Катализатор палладированный АПК-2 (безвозвратные потери палладия) |
г |
0,026 |
0,05 |
- |
- |
- |
- |
- |
- |
|
Алюмоцинкмедный катализатор АМЦ-2 |
г |
- |
- |
5,8 |
12 |
||||
|
Алюмованадиевый катализатор |
г |
- |
- |
- |
- |
5 |
10 |
4,5 |
7 |
|
Неплатиновый катализатор |
г (литр) |
- |
- |
- |
- |
(0,00018) |
- |
2,5 |
2,5 |
|
Электроэнергия |
кВт·ч |
14,5 |
18 |
14,3 |
45 |
22,3 |
97 |
290 |
380 |
|
Газ природный, |
ст. м |
83 |
85 |
70 |
82 |
95 |
98 |
- |
- |
|
Конденсат водяного пара на орошение абсорбционных колонн |
т |
0,340 |
0,370 |
0,34 |
0,35 |
0,40 |
2 |
0,67 |
0,97 |
|
Вода обессоленная |
т |
1,5 |
2,1 |
1,64 |
2,0 |
2,1 |
2,4 |
1,32 |
1,5 |
|
Оборотная вода |
м |
117 |
130 |
110 |
120 |
130 |
170 |
170 |
200 |
|
Водяной пар (выдача) |
Гкал |
1,0 |
1,09 |
0,974 |
1,244 |
1,0 |
1,54 |
0,07 |
0,1 |
Таблица 5.17 - Выход продукции и энергоресурсов агрегатов АК-72; АК-72М; УКЛ-7; 1/3,5 на 1 т мнг
|
Наименование |
Единица измерений |
АК-72 |
АК-72М |
УКЛ-7 |
1/3,5 |
||||
|
Мин. |
Макс. |
Мин. |
Макс. |
Мин. |
Макс. |
Мин. |
Макс. |
||
|
Азотная кислота |
т |
1,667 |
1,724 |
1,667 |
1,724 |
1,724 |
1,818 |
2,083 |
2,174 |
|
АК-72 (АК-72М): 58%-60% |
|||||||||
|
УКЛ-7: 55%-58% |
|||||||||
|
1/3,5: 46%-48% |
|||||||||
|
Пар водяной перегретый |
Гкал |
0,69 |
0,9 |
0,77 |
0,88 |
0,83 |
1,32 |
0,58 |
0,75 |
5.2 Текущие уровни эмиссии в окружающую среду
5.2.1 Выбросы в атмосферу
В действующих агрегатах АК-72, АК-72М, УКЛ-7 и 1/3,5 кардинально решена проблема минимализации выброса оксидов азота с выхлопным газом. Все производства оснащены аппаратами каталитической очистки, обеспечивающими содержание не более 0,005 об. %, что в несколько раз ниже, чем в производствах большинства агрегатов стран Европейского союза и других стран. Сохранены выхлопные трубы с высотой не менее 100 м, что позволяет обеспечить рассеивание выхлопного газа в случае аварийной остановки машинных агрегатов и по другим причинам.
5.2.2 Обращение со сточными водами
Постоянные сточные воды, загрязненные азотной кислотой, отсутствуют. Хранилища и другие емкости установлены в поддонах с объемом, предотвращающим попадание закисленных вод в объекты окружающей среды. Они откачиваются с возвратом в технологический процесс.
Постоянный сток - продувка котлов-утилизаторов - представляет собой горячую воду с содержанием минеральных солей природного происхождения, охлаждается и направляется на подпитку водооборотных циклов, сокращая потребление свежей воды. Часть продувки может сбрасываться в промливневую канализацию.
5.2.3 Отходы производства
Отработанные катализаторы в основной своей массе являются ценным сырьем, в связи с чем возвращаются поставщикам на аффинаж для извлечения драгоценных металлов (платины, палладия и др.) для повторного использования, утилизируются либо захороняются.
Отработанные масла подлежат регенерации и используются повторно.
Уровни эмиссий при производстве азотной кислоты приведены в таблицах 5.18-5.29.
Таблица 5.18 - Выбросы при производстве азотной кислоты на агрегатах АК-72
|
Выбросы |
|||||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса выбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники выброса |
Метод очистки, повторного использования |
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||||
|
Регламентное |
Мини- |
Макси- |
Среднее взвешенное |
Регламентное |
Мини- |
Макси- |
Среднее |
||||
|
Выхлопной газ: |
кг/т |
- |
- |
- |
- |
Выхлопная труба |
Высокотемпературная каталитическая очистка |
0,331 |
0,19 |
0,388 |
0,28 |
Таблица 5.19 - Обращение со сточными водами при производстве азотной кислоты на агрегатах АК-72
|
Сточные воды |
||||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса сбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники сброса |
Направление сбросов (в водный объект, в системы канализации) |
Метод очистки, повторного использования |
Объем и (или) масса сбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Среднее |
|||||
|
Промывные воды оборудования: |
мг/л |
Оборудование, трубопроводы |
Система канализации |
Очистные сооружения |
5 10 |
|||||
|
Азот аммонийный |
||||||||||
|
Азот нитратный |
||||||||||
|
Смывные воды: |
мг/л |
Отделение абсорбции |
Система канализации |
Очистные сооружения |
10 |
|||||
|
Азот нитратный |
||||||||||
Таблица 5.20 - Отходы при производстве азотной кислоты на агрегатах АК-72
|
Отходы производства и потребления |
||||||||||||
|
Наименование отходов |
Класс опасности |
Единица измерений |
Объем и (или) масса образования отходов до очистки в расчете на тонну продукции |
Источники образования |
Метод очистки, повторного использования |
Объем и (или) масса размещенных отходов в расчете на тонну продукции |
||||||
|
Регламент- |
Мини- |
Макси- |
Среднее |
Регламентный |
Мини- |
Макси- |
Среднее |
|||||
|
Отработанные масла |
3 |
кг/т |
- |
0,01 |
0,044 |
0,015 |
Масло системы агрегатов |
Регенерация /утилизация |
||||
|
Катализаторы и контактные массы отработанные |
4 |
кг/т |
- |
0,00002 |
0,00793 |
0,0041 |
Отделение очистки выхлопного газа, реактор каталитической очистки, контактный аппарат |
Размещение и регенерация/ переработка на специализированных предприятиях |
||||
Таблица 5.21 - Выбросы при производстве азотной кислоты на агрегатах АК-72М
|
Выбросы |
|||||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса выбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники выброса |
Метод очистки, повторного использования |
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||||
|
Регламентное |
Мини- |
Макси- |
Среднее |
Регламентное |
Мини- |
Макси- |
Среднее |
||||
|
Выхлопной газ: |
|||||||||||
|
|
кг/т |
- |
- |
- |
- |
Выхлопная труба |
Селективная каталитическая очистка |
0,255 |
0,123 |
0,248 |
0,184 |
|
|
- |
0,074 |
0,162 |
0,111 |
|||||||
Таблица 5.22 - Обращение со сточными водами при производстве азотной кислоты на агрегатах АК-72М
|
Сточные воды |
||||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса сбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники сброса |
Направление сбросов (в водный объект, в системы канализации) |
Метод очистки, повторного использования |
Объем и (или) масса сбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Среднее |
|||||
|
Промывные воды оборудования: |
мг/л |
Оборудование, трубопроводы |
Система канализации |
Очистные сооружения |
||||||
|
Азот аммонийный |
5 |
|||||||||
|
Азот нитратный |
10 |
|||||||||
|
Смывные воды: |
мг/л |
Отделение абсорбции |
Система канализации |
Очистные сооружения |
||||||
|
Азот нитратный |
10 |
|||||||||
Таблица 5.23 - Отходы при производстве азотной кислоты на агрегатах АК-72М
|
Отходы производства и потребления |
||||||||||||
|
Наименование отходов |
Класс опасности |
Единица измерений |
Объем и (или) масса образования отходов до очистки в расчете на тонну продукции |
Источники образования |
Метод очистки, повторного использования |
Объем и (или) масса размещенных отходов в расчете на тонну продукции |
||||||
|
Регламе- |
Мини- |
Макси- |
Среднее |
Регламе- |
Мини- |
Макси- |
Среднее |
|||||
|
Отработанные масла |
3 |
кг/т |
- |
0,01 |
0,044 |
0,015 |
Масло системы агрегатов |
Регенерация/ утилизация |
||||
|
Катализаторы и контактные массы отработанные |
4 |
кг/т |
- |
0,00002 |
0,00793 |
0,0041 |
Отделение очистки выхлопного газа, реактор каталитической очистки, контактный аппарат |
Размещение и регенерация/ переработка на специализированных предприятиях |
||||
Таблица 5.24 - Выбросы при производстве азотной кислоты на агрегатах УКЛ-7
|
Выбросы |
|||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса выбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники выброса |
Метод очистки, повторного использования |
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Среднее |
||||
|
Выхлопной газ: |
кг/т |
- |
- |
- |
Выхлопная труба |
Селективная низкотемпературная каталитическая очистка |
|||
|
|
0,151 |
0,88 |
0,394 |
||||||
|
|
0,03 |
0,532 |
0,142 |
||||||
Таблица 5.25 - Обращение со сточными водами при производстве азотной кислоты на агрегатах УКЛ-7
|
Сточные воды |
||||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса сбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники сброса |
Направление сбросов (в водный объект, в системы канализации) |
Метод очистки, повторного использования |
Объем и (или) масса сбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Среднее |
|||||
|
Химзагрязненные |
кг/т |
Оборудование, трубопроводы |
Система канализации |
Очистные сооружения |
||||||
|
Азот аммонийный |
0,0025 |
|||||||||
|
Азот нитратный |
0,0023 |
|||||||||
|
Промывные воды: |
мг/л |
Оборудование, трубопроводы |
Система канализации |
Очистные сооружения |
||||||
|
Азот аммонийный |
5 |
|||||||||
|
Азот нитратный |
10 |
|||||||||
|
Смывные воды: |
мг/л |
Отделение абсорбции |
Система канализации |
Очистные сооружения |
||||||
|
Азот нитратный |
10 |
|||||||||
Таблица 5.26 - Отходы при производстве азотной кислоты на агрегатах УКЛ-7
|
Отходы производства и потребления |
||||||||||||
|
Наименование отходов |
Класс опасности |
Единица измерений |
Объем и (или) масса образования отходов до очистки в расчете на тонну продукции |
Источники образования |
Метод очистки, повторного использования |
Объем и (или) масса размещенных отходов в расчете на тонну продукции |
||||||
|
Регламе- |
Мини- |
Макси- |
Среднее |
Регламе- |
Мини- |
Макси- |
Среднее |
|||||
|
Отработанные масла |
3 |
кг/т |
- |
0,009 |
0,035 |
0,02 |
Маслосистемы агрегатов |
Регенерация/ утилизация |
- |
- |
- |
- |
|
Катализаторы железосодержащий отработанный |
4 |
кг/т |
0,002 |
0,002 |
Отделение конверсии, контактный аппарат |
Утилизация или размещение (захоронение) |
- |
- |
- |
- |
||
|
Катализатор на основе алюмосиликата/ оксида алюминия ванадиевый отработанный |
3 |
кг/т |
0,0375 |
0,005 |
0,008 |
0,0065 |
Реактор селективной очистки |
Утилизация или размещение (захоронение) |
- |
- |
- |
- |
Таблица 5.27 - Выбросы при производстве азотной кислоты на агрегатах 1/3,5
|
Выбросы |
|||||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса выбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники выброса |
Метод очистки, повторного использования |
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||||
|
Регламе- |
Мини- |
Макси- |
Среднее |
Регламе- |
Мини- |
Макси- |
Среднее |
||||
|
Выхлопной газ: |
кг/т |
Выхлопная труба |
Селективная низкотемпературная каталитическая очистка |
||||||||
|
|
32,5 |
13,7 |
14,3 |
14,0 |
1,02 |
0,66 |
0,88 |
0,72 |
|||
|
|
- |
- |
- |
- |
0,363 |
0,34 |
0,404 |
0,349 |
|||
Таблица 5.28 - Обращение со сточными водами при производстве азотной кислоты на агрегатах 1/3,5
|
Сточные воды |
|||||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса сбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники сброса |
Направление сбросов (в водный объект, в системы канализации) |
Метод очистки, повторного использования |
Объем и (или) масса сбросов загрязняющих веществ после очистки в расчете на тонну продукции |
|||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Среднее |
||||||
|
Котловая вода от периодических продувок котлов |
мг/л |
Котлы |
Промливневая канализация |
- |
- |
- |
- |
||||
|
Азот аммонийный |
0,06 |
7,5 |
2,5 |
||||||||
|
Азот нитратный |
1,5 |
35,3 |
12 |
||||||||
|
Химзагрязненные сточные воды: |
кг/т |
Оборудование производства азотной кислоты |
Коллектор химзагрязненной канализации |
Очистные сооружения |
- |
- |
- |
||||
|
Азот нитратный |
- |
- |
0,017 |
||||||||
|
Промывные воды: |
мг/л |
Промывка аппаратов |
Коллектор химзагрязненной канализации |
Очистные сооружения |
- |
Отс |
- |
||||
|
Азот нитратный |
32 |
1000 |
207 |
||||||||
|
Смывные воды: |
мг/л |
Контактное, компрессорное и абсорбционное отделение |
Коллектор химзагрязненной канализации |
Очистные сооружения |
- |
Отс |
- |
||||
|
Азот нитратный |
32 |
1000 |
207 |
||||||||
Таблица 5.29 - Отходы при производстве азотной кислоты на агрегатах 1/3,5
|
Отходы производства и потребления |
||||||||||||
|
Наименование отходов |
Класс опасности |
Единица измерений |
Объем и (или) масса образования отходов до очистки в расчете на тонну продукции |
Источники образования |
Метод очистки, повторного использования |
Объем и (или) масса размещенных отходов в расчете на тонну продукции |
||||||
|
Регламент- |
Мини- |
Макси- |
Среднее |
Регламе- |
Мини- |
Макси- |
Среднее |
|||||
|
Отработанные масла |
3 |
кг/т |
- |
0,008 |
0,04 |
0,01 |
Маслосистемы агрегатов |
Регенерация/ утилизация |
- |
- |
- |
- |
|
Катализатор на основе алюмосиликата/ оксида алюминия ванадиевый отработанный |
3 |
кг/т |
- |
0,0045 |
0,007 |
0,006 |
Реактор каталитической очистки |
Утилизация или размещение (захоронение) |
- |
- |
- |
- |
|
Катализатор железосодержащий отработанный |
4 |
кг/т |
- |
0,0025 |
0,0025 |
0,0025 |
Контактные аппараты |
Утилизация или размещение (захоронение) |
- |
- |
- |
- |
5.3 Определение наилучших доступных технологий
Особенность производства азотной кислоты в промышленном масштабе заключается в том, что оно со времени изобретения способа получения оксидов азота методом окисления аммиака кислородом воздуха на платиновом катализаторе и их поглощения водой более ста лет назад базируется на этом общем единственном способе.
Все многочисленные попытки получить оксиды азота прямой фиксацией атмосферного азота в промышленном масштабе завершились неудачей.
В то же время действующие в мире производства азотной кислоты отличаются многообразием технических решений по технологическим схемам, конструкции оборудования, способов достижения глубины переработки оксидов азота () в азотную кислоту и минимизации содержания их в выхлопном газе, выбрасываемом в атмосферу.
Технически прогресс в отрасли производства азотной кислоты зависел не только от научных достижений, но и от технических, экономических возможностей металлургической промышленности, химического и энергетического машиностроения, изготавливающего компрессорное оборудование для сжатия атмосферного воздуха и нитрозного газа.
В способе получения азотной кислоты заложено противоречие между оптимальным давлением на стадии окисления аммиака (при более низком выше степень окисления в NO на платиновом катализаторе) и на стадиях окисления NO в и их абсорбции водой (чем выше давление, тем на порядки меньше объемы аппаратуры и, соответственно, капиталовложения). Развитие процессов в металлургии в части поставки коррозионностойких в азотной кислоте сталей и сплавов, химического машиностроения в части изготовления сложного крупногабаритного оборудования из этих металлов, энергетического машиностроения в части поставки качественных турбокомпрессоров и газовых турбин, а также малогабаритных котлов-утилизаторов для выработки водяного пара с высокими энергетическими параметрами обусловило постепенную смену производства азотной кислоты под атмосферным давлением с большим количеством крупногабаритных башен до крупнотоннажных производств в одну технологическую линию с одной абсорционной колонной с мощностью, много большей, чем у предыдущих технологий.
В СССР замена производств началась в 1950-х годах строительством агрегатов малой мощности 45 тыс. т/год по схеме с двумя давлениями (индекс 1/3,5 ата), с конца 1960-х началось бурное строительство агрегатов средней мощности 120 тыс. т/год под одним давлением 0,7 МПа (индекс УКЛ-7), с конца 1970-х - агрегатов большой мощности 360-380 тыс. т/год под двумя давлениями 0,4/1,1 МПа (индекс АК-72).
Особенность агрегатов УКЛ-7 и АК-72 по сравнению с западными агрегатами с подобной мощностью и технологическими схемами заключалась в привлечении природного газа для каталитической очистки выхлопного газа на катализаторе при температуре 700°С и 760°С и подаче очищенного выхлопного газа в рекуперационные газовые турбины с той же температурой, что обусловило возможность получения всей энергии для сжатия воздуха (в агрегате УКЛ-7, а в агрегате АК-72 - еще и нитрозного газа) без установки дополнительных двигателей (паровых турбин, электродвигателей). Это техническое решение основывалось на теоретически более высоком КПД превращения тепла сгорания природного газа в механическую энергию по сравнению с паровыми турбинами.
Агрегаты АК-72, АК-72М, УКЛ-7, а также 1/3,5 эксплуатировались непрерывно и в переходные 1990-е годы продавались на внутреннем и внешнем рынке, обеспечивая выживаемость производства аммиачной селитры и NPK.
В настоящее время агрегаты УКЛ-7 и АК-72 эксплуатируются на уровне, близком к проектной производительности, и производят ~95% всей вырабатываемой азотной кислоты в России.
В последние 10 лет агрегаты АК-72 и УКЛ-7 были модернизированы, улучшены их технико-экономические показатели. В агрегатах УКЛ-7 высокотемпературная каталитическая очистка выхлопного газа заменена на среднетемпературную, а также низкотемпературную селективную с помощью аммиака. В части агрегатов АК-72 и УКЛ-7 улучшены конструкции турбокомпрессорных машин ГТТ-12, что позволило увеличить выработку азотной кислоты.
Наряду с агрегатами АК-72 и УКЛ-7 на 4 предприятиях России эксплуатируются агрегаты малой мощности 1/3,5 ата. Эти агрегаты эксплуатируются более 50 лет и вследствие физического износа работают с пониженной производительностью и повышенными энергозатратами. Все агрегаты 1/3,5 модернизировались, они оборудованы установками селективной каталитической очистки выхлопного газа и глубокой очистки от оксидов азота. Себестоимость азотной кислоты, вырабатываемой в агрегатах 1/3,5, обеспечивает прибыльность, по экономическим показателям соответствует современному уровню.
Все технологии эксплуатирующихся производств азотной кислоты АК-72, УКЛ-7, 1/3,5 могут быть отнесены к НДТ с учетом того, что термин, включающий слово "наилучшие", не может носить абсолютного характера в отрыве от конкретных экономических реалий. Выделяя какую-то одну конкретную технологию в качестве "наилучшей", можно оставить без внимания действующие производства с хорошим качеством продукции и низкой себестоимостью, обеспечивающей ее сбыт не только на внутреннем, но и на внешнем рынке. Ясно, что технологии АК-72, УКЛ-7, 1/3,5, разработанные 45-55 лет назад, трудно назвать "наилучшими" по сравнению с западными, непрерывно совершенствовавшимися, в то время как в России по известным причинам 25 лет назад были прекращены научно-исследовательские работы в области технологии и оборудования для производств химической промышленности. Например, время показало, что применение природного газа в агрегатах АК-72 и УКЛ-7 усложнило их эксплуатацию, экономия энергоресурсов не достигнута. Еще в большей степени это относится к агрегатам по технологии 1/3,5 из-за высокого расхода энергоресурсов. Но все эти агрегаты, включая 1/3,5, по своим технико-экономическим и экологическим характеристикам отвечают требованиям Методических рекомендаций по определению технологии в качестве в качестве наилучшей доступной.
5.4 Наилучшие доступные технологии
5.4.1 Перечень наилучших доступных технологий
НДТ производства азотной кислоты являются:
- технология АК-72 для крупнотоннажного производства азотной кислоты с суточной мощностью 1100-1320 т мнг ;
- технология АК-72М для крупнотоннажного производства азотной кислоты с суточной мощностью 1200-1320 т мнг ;
- технология УКЛ-7 производства азотной кислоты средней мощности с суточной производительностью 350-420 т мнг ;
- технология 1/3,5 производства азотной кислоты малой мощности с суточной производительностью 120-150 т мнг .
5.4.2 Описание наилучших доступных технологий
5.4.2.1 Технология АК-72
Технология АК-72 включает следующие процессы:
- фильтрация атмосферного воздуха на тканях ак. Петрянова;
- сжатие воздуха в осевом воздушном компрессоре;
- испарение жидкого аммиака в трубчатых теплообменниках циркулирующей обессоленной водой, нагретой теплом нитрозного газа на всасе нитрозного нагнетателя;
- фильтрация испаренного аммиака от капель, паров масла и механических примесей;
- нагрев газообразного аммиака теплом сжатого воздуха;
- смешение сжатого воздуха и газообразного аммиака с получением смеси (ABC), содержащей 9,5-10 об. % аммиака;
- окисление аммиака кислородом воздуха на катализаторных сетках из сплавов платины с добавками (родия, рутения, палладия) с получением нитрозного газа;
- охлаждение нитрозного газа (НГ) в котле-утилизаторе под катализаторными сетками с продуцированием перегретого водяного пара;
- дальнейшее охлаждение НГ в "кипящем" экономайзере котла-утилизатора и нагрева питательной воды котла до кипения и частичного испарения;
- охлаждение НГ в подогревателе питательной воды с нагревом питательной воды;
- охлаждение НГ в холодильнике-конденсаторе I ступени оборотной водой с конденсацией основной массы водяных паров и получением конденсата азотной кислоты; далее НГ с конденсатом азотной кислоты смешивается с продувочным нитрозным газом из продувочной колонны продукционной азотной кислоты и поступает в промыватель, в котором происходит дальнейшее окисление NO в и укрепление концентрации циркулирующего конденсата азотной кислоты до 35%-40% и отмывка НГ от проскока аммиака и нитрит-нитратных аэрозольных частиц;
- сжатие НГ в центробежном нагнетателе;
- охлаждение сжатого НГ на входе в абсорбционную колонну последовательно в подогревателе деаэрированной питательной воды котла и в холодильнике-конденсаторе II ступени;
- абсорбция оксидов азота в абсорбционной колонне паровым конденсатом или химически обессоленной водой с образованием продукционной азотной кислоты (АК) с концентрацией 60% ;
- отдувка продукционной АК от растворенных горячим сжатым воздухом до остаточного содержания оксидов в пересчете на  не более 0,05-0,08 масс. %; воздух с отдутыми направляется в промыватель НГ на всасе нагнетателя;
не более 0,05-0,08 масс. %; воздух с отдутыми направляется в промыватель НГ на всасе нагнетателя;
- выхлопной газ (ВГ) на выходе из абсорбционной колонны направляется через ловушку-подогреватель в аппарат нагрева теплом расширенного в газовой турбине ВГ и теплом сжигания природного газа в топочной части аппарата нагрева (ПВГ-1200); природный газ сжигается атмосферным воздухом;
- каталитическая очистка ВГ в реакторе от восстановлением до на палладированном катализаторе природным газом;
- очищенный ВГ направляется в газовую турбину - двигатель компрессора для сжатия атмосферного воздуха - и нагнетается для сжатия НГ;
- расширенный в турбине очищенный ВГ направляется в подогреватель ВГ после абсорбции и охлажденный в смеси с топочными газами выбрасывается в атмосферу через выхлопную трубу высотой 100-150 м;
- водяной пар, вырабатываемый в агрегате АК-72, в значительном количестве выдается в качестве побочного продукта в сети предприятия для использования.
5.4.2.2 Технология АК-72М
Технология АК-72М по большинству процессов не отличается от технологии АК-72 и затрагивает только изменения в процессах нагрева выхлопного газа до 760°С и каталитической очистки.
В технологии АК-72М исключена функция реактора каталитической очистки ВГ как промежуточного нагревателя ВГ. Нагрев ВГ от выхода из абсорбционной колонны до 760°С на входе в газовую турбину осуществляется в блоке теплообменников использования тепла сжигания всего количества природного газа воздухом из атмосферы и тепла охлаждения расширенного в турбине ВГ перед сбросом в атмосферу. Исключается подача природного газа в реактор каталитической очистки, переведенного на способ селективного восстановления до аммиаком.
Указанные решения имеют ряд значимых преимуществ (исключение использования палладированного катализатора, некоторое снижение расхода природного газа, исключение попадания катализаторной пыли в турбину и проскока природного газа в нее). Однако оно сопряжено с увеличением капитальных затрат в связи с применением дорогостоящих труб из жаростойких сплавов.
5.4.2.3 Технология УКЛ-7
Технология УКЛ-7 относится к действующим агрегатам УКЛ-7 с разными индексами (УКЛ-7-71, УКЛ-7-76), отображающими год разработки серии агрегатов с модификацией технологической схемы и оборудования.
После внедрения в этих агрегатах технологии селективной очистки выхлопного газа при температуре 240°С-280°С и использованием аммиака в качестве восстановителя агрегаты сохранили индексы без изменения.
Ниже следует описание технологии УКЛ-7 с учетом селективной очистки выхлопного газа.
Технология УКЛ-7 включает следующие процессы:
- фильтрация атмосферного воздуха от механических примесей;
- сжатие воздуха в осевом воздушном компрессоре;
- испарение жидкого аммиака () теплом конденсации водяного пара;
- фильтрация от брызг жидкого и механических примесей, подогрев газообразного ;
- подогрев сжатого воздуха;
- смешение и воздуха с получением смеси (ABC), содержащей 10-10,5 об. % аммиака;
- окисление аммиака кислородом воздуха на катализаторных сетках из сплавов платины с добавками (родия, рутения, палладия);
- охлаждение нитрозного газа (НГ) в газотрубном котле-утилизаторе с продуцированием пара;
- окисление NO в окислителе;
- нагрев выхлопного газа до входа в реактор селективной очистки теплом охлаждения нитрозного газа, который остывает на входе в холодильник-конденсатор;
- охлаждение НГ в двух холодильниках-конденсаторах; при охлаждении образуется конденсат азотной кислоты с концентрацией 50%-55% ;
- абсорбция оксидов азота водой с образованием 58% азотной кислоты; содержание  - до 3 об. %;
- до 3 об. %;
- отдувка продукционной азотной кислоты от растворенных горячим воздухом; продувочный газ поступает в абсорбционную колонну;
- каталитическая очистка ВГ на алюмованадиевом катализаторе;
- подогрев ВГ в камере сжигания теплом сжигания природного газа в камере сгорания;
- расширение очищенного ВГ в газовой турбине КМА до давления, близкого к атмосферному;
- охлаждение ВГ в котле-утилизаторе перед сбросом в атмосферу; продуцируется перегретый пар;
- перегретый пар из обоих котлов-утилизаторов направляется в заводские сети для использования.
5.4.2.4 Технология 1/3,5 для производств малой мощности
Технология 1/3,5 для производств малой мощности включает следующие процессы:
- фильтрация атмосферного воздуха от механических примесей;
- фильтрация газообразного аммиака;
- смешение воздуха и аммиака;
- сжатие аммиачно-воздушной смеси (ABC);
- нагрев ABC;
- фильтрация ABC;
- окисление аммиака на катализаторной сетке из сплава платины с добавками (I ступень) и неплатиновом катализаторе (II ступень) под разрежением;
- охлаждение нитрозного газа (НГ) в котле-утилизаторе с продуцированием водяного пара;
- охлаждение нитрозного газа с нагревом ABC;
- охлаждение и конденсация водяных паров из нитрозного газа с образованием конденсата азотной кислоты с концентрацией 4%-10% ;
- смешение нитрозного газа с добавочным и продувочным газом на всасе нагнетателя под разрежением;
- сжатие нитрозного газа в центробежном нагнетателе;
- окисление NO в с разогревом нитрозного газа;
- охлаждение нитрозного газа с нагревом выхлопного газа в трубчатых теплообменниках;
- охлаждение нитрозного газа оборотной водой на входе в абсорбционную колонну;
- абсорбция оксидов азота с образованием 46-48%-ной азотной кислоты;
- продувка продукционной азотной кислоты атмосферным воздухом до остаточного содержания не более 0,15 об. %;
- каталитическая очистка выхлопного газа на селективном алюмованадиевом катализаторе от аммиаком;
- расширение очищенного выхлопного газа в рекуперационной газовой турбине в составе нагнетателя и сброс в атмосферу.
В таблице 5.30 приведены технологические показатели НДТ производства азотной кислоты.
Таблица 5.30 - Технологические показатели НДТ производства азотной кислоты
|
Продукт |
Технология |
Технологические показатели НДТ |
Примечание |
||
|
Эмиссии |
Энергоэффективность |
Ресурсо- |
|||
|
Азотная кислота |
АК-72, АК-72М: каталитическое окисление аммиака кислородом воздуха при давлении 0,412 МПа (4,2 кгс/см |
Выбросы: |
Расход природного газа <85 ст. м |
Расход |
П.1, 2, 4 (см. таблицу 5.31) |
|
УКЛ-7: каталитическое окисление аммиака кислородом воздуха при давлении 0,716 МПа (7,3 кгс/см |
Выбросы: |
Расход природного газа < 98 ст. м |
Расход |
П.1, 2 (см. таблицу 5.32) |
|
|
1/3,5 ата: каталитическое окисление аммиака кислородом воздуха при атмосферном давлении и абсорбция окислов азота конденсатом водяного пара при давлении 0,35 МПа (3,5 кгс/см |
Выбросы: |
Выдача водяного пара < 0,1 Гкал/т. Расход электроэнергии < 380 кВт·ч/т |
Расход |
||
 0,388 кг/т;
0,388 кг/т;  0,162 кг/т (для АК-72М)
0,162 кг/т (для АК-72М)5.4.3 Применение наилучших доступных технологий
Технологии АК-72, АК-72М, УКЛ-7 постоянно совершенствуются, существуют разработки и предложения по дальнейшей модернизации действующих агрегатов, что применимо при модернизации существующих и сооружения новых предприятий. В то же время требуется разработка проектов новых агрегатов без применения природного газа. Важно, чтобы они проектировались на отечественном оборудовании, так как в этом случае они будут иметь преимущество перед западными по капитальным и эксплуатационным затратам.
Технология 1/3,5 устарела, так как она применялась для агрегатов малой мощности, с чем связаны высокие удельные капиталовложения и расход электроэнергии. Действующие производства могут эксплуатироваться с учетом их проведенной модернизации (внедрение каталитической очистки выхлопного газа) до исчерпания экономической целесообразности.
В таблице 5.31 приведены технические и организационные мероприятия по решению этих задач, а также по замещению импорта фильтроэлементов для фильтрации воздуха, газообразного аммиака и их смеси.
Таблица 5.31 - Технические и организационные мероприятия по модернизации действующих агрегатов АК-72 и АК-72М
|
N п/п |
Наименование мероприятия |
Конечная цель модернизации |
|
1 |
Модернизация ГТТ-12 и КМА-2, повышение мощности ТВД с целью гармонизации производительности воздушного компрессора и нагнетателя нитрозного газа |
Достижение суточной производительности агрегатов 1320 т/сут; доведение до проектных значений производительности по воздуху до 200-240 тыс. нм |
|
2 |
Модернизация экономайзера котла-утилизатора КН 80/40 с увеличением поверхности теплообмена |
Повышение степени утилизации тепла нитрозного газа для увеличения выработки пара |
|
3 |
Модернизация фильтров воздуха, аммиака и аммиачно-воздушной смеси с применением фильтров заводского изготовления |
Импортозамещение. Установка отечественных фильтров заводского изготовления |
|
4 |
Модернизация подогревателя выхлопного газа с увеличением поверхности теплообмена |
5.4.3.1 Агрегаты по технологии УКЛ-7
Дальнейшая их модернизация лежит в области замены изношенных комплексных машинных агрегатов ГТТ-3М новыми с более совершенными конструкцией и эксплуатационными характеристиками. Существуют конкурирующие разработки отечественных машин с полнонапорным (одноступенчатым) сжатием воздуха в осевом компрессоре. Одна из этих конструкций (ГТУ-8) внедрена, и внедряется другая машина (ГТТ-3ПН) с более высокой производительностью.
Широкое внедрение новых машин продлит работоспособность агрегатов УКЛ-7 и повысит производительность на 10%-15%.
На базе машины с полнонапорным сжатием воздуха, но с видоизмененным приводом возможно создание следующего поколения агрегатов средней мощности с производительностью на 40% выше, чем у УКЛ-7, и исключением применения природного газа.
В таблице 5.32 приведены технические и организационные мероприятия по модернизации действующих агрегатов УКЛ-7.
Таблица 5.32 - Технические и организационные мероприятия по модернизации действующих агрегатов УКЛ-7
|
N п/п |
Наименование мероприятия |
Конечная цель модернизации |
|
1 |
Замена изношенных ГТТ-3М комплексными машинными агрегатами с полнонапорными воздушными компрессорами |
Увеличение производительности агрегатов и экономия энергоресурсов (природного газа, электроэнергии) |
|
2 |
Повышение степени утилизации тепла нитрозного газа для нагрева выхлопного газа перед камерой сжигания природного газа до 280°С-300°С |
Снижение удельного расхода природного газа и высвобождения сжатого воздуха для увеличения выработки азотной кислоты |
|
3 |
Модернизация фильтров воздуха и аммиачно-воздушной смеси с применением отечественных фильтров заводского изготовления |
Импортозамещение. Повышение срока службы фильтроэлементов |
5.5 Экономические аспекты реализации наилучших доступных технологий
В таблицах 5.33 и 5.34 приведены данные по экономическим аспектам реализации НДТ для нового строительства и для модернизаций действующих производств.
Таблица 5.33 - Оценка стоимости реализации нового строительства
|
Технологические мероприятия, объекты производства |
Капитальные затраты |
Эксплуатационные затраты (на единицу выпускаемой продукции) |
Обоснование экономического эффекта |
Примечание |
|
Строительство агрегата УКЛ |
2008 млн руб. без НДС |
Увеличение объемов производства неконцентрированной азотной кислоты |
Таблица 5.34 - Оценка стоимости реализации технологических мероприятий по модернизации действующих производств
|
Технологические мероприятия, объекты производства |
Капитальные затраты |
Эксплуатационные затраты (на единицу выпускаемой продукции) |
Обоснование экономического эффекта |
Примечание |
|
Модернизация газотурбинного технологического агрегата ГТТ-12 |
159,7 млн руб |
Энергоэффективность - 29181,9 Гкал |
Увеличение производительности модернизированного турбоагрегата по воздуху на 10%. Экономия тепловой энергии |
1. Замена ТВД ГТТ-12 на модернизированную. 2. Модернизация осевого компрессора (модернизация ротора, замена рабочих лопаток ТНД, реконструкция узла опорно-упорного подшипника и т.д.). 3. Вынос маслобака |
|
Техническое перевооружение комплексного машинного агрегата КМА-2 АК-72 |
155,2 млн руб |
Повышение эффективности производства. Повышение показателей надежности комплексного машинного агрегата КМА-2. |
1. Техническое перевооружение осевого компрессора и газовой турбины низкого давления. 2. Замена газовой турбины высокого давления на модернизированную турбину. 3. Замена рабочих лопаток компрессора на высоконапорные с целью увеличения производительности компрессора на 10% (по отношению к проектному) и, как следствие, агрегата по производству азотной кислоты в целом |
|
|
Техническое перевооружение узла подготовки газообразного аммиака агрегатов АК-72 |
3,6 млн руб |
Энергоэффективность - 11532 Гкал |
Уменьшение расхода пара на подогрев воды в отделении подготовки газообразного аммиака. Экономия тепловой энергии |
Замена схемы обвязки кислотного контура |
|
Перевод на АСУТП агрегатов АК-72 |
30 млн руб |
Ресурсосбережение |
||
|
Перевод на АСУТП агрегатов УКЛ-7 |
38,8 млн руб |
Ресурсосбережение |
||
|
Перевод на селективную очистку выхлопного газа агрегатов УКЛ-7 |
23 млн руб |
Ресурсосбережение. Улучшение экологических показателей |
Перевод агрегатов УКЛ-7 на низкотемпературную селективную очистку выхлопного газа |
|
|
Техническое перевооружение ПВГ-1200 |
132,8 млн руб |
В связи с реконструкцией подогревателя снижение расходного коэффициента (природный газ ( |
Повышение эффективности теплообмена в радиантной зоне |
1. Установка конвективного теплообменника из гладких труб с расширением свободной поверхности межтрубного пространства. 2. Повышение эффективности теплообмена в радиантной зоне за счет установки труб двумя рядами вместо одного и повышения поверхности теплообмена на 11% |
|
Техническое перевооружение водооборотных циклов |
452 млн руб |
Увеличение расходного коэффициента (электроэнергия) на 1 т азотной кислоты мнг - 5,89 кВт/т |
Снижение объемов водопотребления на 8%. Ресурсосбережение. Улучшение экологических показателей |
Замена существующих насосных агрегатов с увеличением их производительности |
|
Техническое перевооружение водяного экономайзера поз. Э-21 |
36,2 млн руб |
Повышение эксплуатационной надежности агрегата АК-72 |
Техническое перевооружение водяного экономайзера поз. Э-21 с заменой короба и теплообменных пакетов на нержавеющие с увеличенной площадью теплопередачи, устранением байпасов газа (увеличивается доля кипения воды, в экономайзере образуется дополнительно 3 т/ч пара) |
|
|
Установка холодильников непрерывных продувок котлов-утилизаторов агрегатов АК-72 |
4 млн руб |
Ресурсосбережение. Улучшение экологических показателей |
||
|
Монтаж колосниковых решеток в контактных аппаратах (агрегаты УКЛ-7, АК-72) |
22 млн руб |
Сокращение эмиссий. Снижение норм расхода энергоресурсов |
 7900 ккал/м
7900 ккал/м5.6 Перспективные технологии
Перспективными технологиями для нового строительства производств азотной кислоты в Российской Федерации являются технологии без использования природного газа и не только для крупнотоннажных агрегатов с двумя давлениями, но и для агрегатов средней мощности с одним давлением.
Возврат к этим известным технологиям обусловлен техническими проблемами эксплуатации газовых турбин (700°С-760°С) и технологических аппаратов.
Исключение природного газа предполагает отказ от применения такого оборудования, что позволит сооружать агрегаты с более высокой мощностью и технико-экономическими показателями.
Проектирование новых агрегатов, изготовления технологического оборудования для них возможно собственными силами и не требует каких-либо предварительных научно-исследовательских работ.
Для агрегатов средней мощности могут быть использованы турбокомпрессорные установки отечественной разработки. Для крупнотоннажных агрегатов в ближайшей перспективе потребуется закупка турбокомпрессорных установок по импорту.
Раздел 6. Производство комплексных удобрений
6.1 Описание технологических процессов, применяемых в настоящее время при производстве удобрений
6.1.1 Производство удобрений на основе сернокислотной переработки фосфатного сырья
Основными сырьевыми компонентами являются ЭФК, полученная сернокислотным разложением фосфатного сырья, аммиак, хлористый калий (при получении NPK).
Дополнительно могут быть использованы серная кислота, сульфат аммония, раствор нитрата аммония, карбамид, сера, фосфогипс, конверсионный мел, фосфатное сырье, магнийсодержащее сырье, поташ, сода, микроэлементы, граншлак и др.
6.1.1.1 Производство NP/NPS-удобрения по схеме с использованием барабанного гранулятора-сушилки
NP/NPS-удобрения по схеме с использованием барабанного гранулятора-сушилки (БГС) производят ФосАгро-Череповец, АО; Апатит, АО - Балаковский филиал; ПГ Фосфорит, ООО; Воскресенские минеральные удобрения, ОАО; Титановые инвестиции, ООО - Армянский филиал.
Возможны различные варианты схемы с БГС:
- САИ (скоростной аммонизатор-испаритель) - БГС;
- САИ - ТР (трубчатый реактор) - БГС с предварительной упаркой и без упарки аммонизированных пульп;
- ТР - БГС.
В некоторых схемах САИ может быть заменен на каскад емкостных нейтрализаторов-смесителей оборудованных перемешивающими устройствами.
По данной схеме могут быть получены удобрения следующих основных марок: МАФ 12:52, 10:48, ДАФ 18:46; NPS 14:34:0:8S, 16:20:0:12S, 20:20:0:14S, 19:38 и др.
Процесс основан на нейтрализации смеси ЭФК, серной кислоты и абсорбционных сточных вод аммиаком, описываемый следующими реакциями:
 (моноаммонийфосфат)
(моноаммонийфосфат)
 (диаммонийфосфат)
(диаммонийфосфат)
 (сульфат аммония)
(сульфат аммония)
Моноаммонийфосфат получают при мольном отношении (МО)  , равном 1, диаммонийфосфат - при МО, равном 2. Степень аммонизации (мольное отношение), состав ЭФК и количество серной кислоты (или сульфата аммония) определяет вид выпускаемых удобрений.
, равном 1, диаммонийфосфат - при МО, равном 2. Степень аммонизации (мольное отношение), состав ЭФК и количество серной кислоты (или сульфата аммония) определяет вид выпускаемых удобрений.
Основные реакции нейтрализации протекают с большим выделением тепла, поэтому пульпа разогревается до температуры 110°С и выше.
Сущность процесса гранулирования заключается в том, что при вращении БГС в зоне загрузки создается завеса из ретура, на которую напыляется пульпа. При этом мелкие частицы ретура укрупняются и при вращении барабана окатываются и подсушиваются. При сушке влажных гранул происходит два процесса: испарение влаги (массообмен) и перенос тепла (теплообмен).
Смесь фосфорной, серной (при необходимости) кислот и абсорбционной жидкости из кислотного сборника насосом подается в циркуляционную камеру реактора САИ.
Аппарат САИ состоит из реакционной камеры (трубы), снабженной патрубками для ввода кислоты и аммиака (газообразного или жидкого). При взаимодействии смеси фосфорной и серной кислоты с аммиаком в реакционной трубе выделяется тепло, пульпа вскипает и выбрасывается в сепаратор. Реакционная труба тангенциально входит в сепаратор, где происходит отделение паров воды, отсасываемых через верхний газоход. Ниже уровня пульпы расположен патрубок для ее отвода. Остальная пульпа стекает по циркуляционной трубе, где она смешивается с ЭФК (смесь фосфорной, серной кислот и абсорбционной жидкости) и далее вступает в реакцию с аммиаком. В некоторых конструкциях предусмотрены отдельные вводы серной кислоты и абсорбционной жидкости.
В результате многократной циркуляции пульпы происходит постепенная аммонизация до оптимального мольного отношения 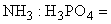 1,0-1,17 (для аммофоса); 1,1-1,24 (для сульфоаммофоса); 1,2-1,45 (для ДАФ), что предотвращает бурное кипение и потери аммиака.
1,0-1,17 (для аммофоса); 1,1-1,24 (для сульфоаммофоса); 1,2-1,45 (для ДАФ), что предотвращает бурное кипение и потери аммиака.
ПГС, образовавшаяся в САИ в результате реакции, подается в систему абсорбции САИ.
Режим нейтрализации должен быть таким, чтобы образующаяся в САИ пульпа обладала достаточной подвижностью. Вязкая пульпа трудно перекачивается насосами и плохо поглощает аммиак.
При получении ДАФ (и некоторых марок сульфоаммофоса) пульпа из САИ поступает в сборник пульпы и через раскачной бак насосом подается для донейтрализации в трубчатые смесители. Из трубчатых смесителей донейтрализованная пульпа (МО 1,65-1,80) поступает через распыливающие форсунки в БГС.
При производстве аммофоса и сульфоаммофоса пульпа из раскачного бака пульпового сборника САИ насосами через форсунку подается в БГС.
Полученная в САИ пульпа из сборников пульпы насосами или из трубчатых смесителей (при производстве ДАФ) через распыливающие форсунки подается в аппарат БГС, где происходит гранулирование продукта и сушка образовавшихся гранул.
БГС представляет собой наклоненный в сторону выгрузки цилиндрический барабан и вращающийся со скоростью 3-5 об/мин на двух роликовых опорных станциях. Упорные ролики предотвращают осевые сдвиги барабана. Передача вращения от электродвигателя к барабану производится через шестеренчатую пару, состоящую из венцовой шестерни закрепленной на барабане, и малой подвенцовой шестерни, находящейся на валу редуктора. В головной части БГС размещена винтовая насадка, в средней части - подъемно-лопастная насадка с обратным шнеком, заканчивающаяся подпорным кольцом, в хвостовой части БГС насадка отсутствует. При помощи обратного шнека в аппарате БГС циркулирует часть продукта (внутренний ретур). Внешний ретур (дробленая крупная фракция после дробилок и мелкая фракция с грохотов) подается через загрузочную камеру в горячий конец барабана. Внешний и внутренний ретур создают плотную завесу в головной части БГС.
На частицы ретура напыляется диспергированная пульпа. В хвостовой части БГС происходит досушка гранул.
Сушка продукта осуществляется топочными газами с заданной для каждого продукта температурой. Топочные газы образуются при сжигании природного газа в топочно-горелочном устройстве.
Температура топочных газов на входе в БГС регулируется изменением расхода в топку природного газа и воздуха на разбавление
В случае использования неупаренной (разбавленной) ЭФК на некоторых производствах реализована дополнительная стадия упарки аммофосных пульп в выпарных аппаратах, установленных после аппаратов САИ. Для этого используются выпарные установки, состоящие из трехкорпусной выпарной батареи и доупаривателя (с использованием водяного пара) или погружные выпарные установки барботажного типа (с получением теплоносителя сжиганием природного газа в топочно-горелочных устройствах).
В случае использования упаренной фосфорной кислоты технологическая схема может быть сокращена. Стадия нейтрализации в этом случае состоит из трубчатого реактора после которого аммонизированная пульпа подается непосредственно на завесу продукта в аппарат БГС.
Отходящие газы, образовавшиеся при сушке продукта, направляются в систему абсорбции от БГС, где происходит очистка от аммиака, фтора и пыли. Высушенный продукт из БГС выгружается на ленточный конвейер (элеватор) и подается на рассев в двухситные грохоты. Крупная фракция с верхнего сита поступает в дробилки, откуда измельченный материал вместе с мелкой фракцией, прошедшей через нижнее сито, возвращается ретурным транспортером в аппарат БГС.
Товарная фракция (обычно размером 2-5 мм) поступает на охлаждение и кондиционирование в барабанный холодильник - кондиционер.
Барабанный холодильник - кондиционер представляет собой цилиндрический барабан, установленный под углом наклона к горизонтали и вращающийся на двух роликовых опорных станциях. В горячем конце барабана находится гладкостенная зона, ограниченная на входе подпорным кольцом, в средней части - подъемно-лопастная насадка, в холодном конце - продольная подъемная насадка, ограниченная на выходе подпорным кольцом. Гладкостенная зона служит для предотвращения пылеуноса, насадка - для перемешивания продукта с целью интенсификации процесса охлаждения в средней зоне и процесса кондиционирования в холодном конце. Кондиционирующая жидкость распыливается сжатым воздухом через форсунку на гранулы продукта на расстоянии 2 м от выхода из барабана.
Охлаждение удобрений осуществляется атмосферным воздухом в противоточном режиме. Воздух протягивается через барабан хвостовым вентилятором. Отработанный теплоноситель поступает в систему газоочистки.
В некоторых схемах стадии охлаждения и кондиционирования могут быть разделены. Например, охлаждение может быть организовано с использованием аппарата кипящего слоя (КС), а кондиционирование в барабане-кондиционере или на ленточном конвейере/пересыпке (кондиционирование на ленте или в узле пересыпки не является оптимальным решением и применяется в случае невозможности организовать отдельный узел кондиционирования).
Для интенсификации процесса охлаждения удобрения может быть использована система охлаждения воздуха в процессе испарения жидкого аммиака. Охлажденный воздух с температурой ниже температуры атмосферного воздуха подается на охлаждение удобрений в барабанные холодильники или аппараты КС, испаренный аммиак - на стадию аммонизации смеси кислот (ограничением использования данного способа является необходимость дальнейшего использования газообразного аммиака с низким давлением).
Охлажденное и кондиционированное удобрение подается на склад готовой продукции, откуда забирается на контрольный пересев и далее на погрузку в ж/д-вагоны или в автотранспорт. При необходимости в производстве удобрений возможны вторая и третья стадии кондиционирования, организованные перед складом готовой продукции и перед погрузкой продукта в вагоны.
Часть удобрений из отделения дообработки и подготовки подается в бункер отделения фасовки, где производится фасовка продукта в мягкие специализированные контейнеры МКР (500-1500 кг) или в мешки по 25/50 кг.
ПГС, выделяющаяся в результате реакции взаимодействия аммиака и фосфорной кислоты от САИ, подается на очистку от аммиака в двухступенчатую установку, орашаемую частично аммонизированным раствором фосфорной кислоты и водой.
Газы, выходящие из аппарата БГС, содержащие пыль удобрений, аммиак и фтор, проходят очистку в скруббере "Вентури", полой башне и брызгоуловителе, затем хвостовым вентилятором выбрасывается в высотную выхлопную трубу.
Сточные воды абсорбции используются в технологическом процессе.
Конденсаты водяного пара, образующиеся на стадии испарения жидкого аммиака и упарки аммофосной пульпы в многокорпусной выпарной установке, а также конденсаты, образующиеся на стадии очистки отходящих от САИ газов (при работе в конденсационном режиме с использованием охлаждающей воды), в дальнейшем используются в технологическом процессе либо на смежных производствах (производство ЭФК, серной кислоты).
Очищенный газ хвостовым вентилятором выбрасываются в выхлопную трубу.
Запыленный воздух технологического оборудования, узла рассева, дробления и транспортеров вентилятором протягивается через циклон в абсорбер. Уловленная пыль подается на ретурный конвейер и возвращается в процесс, абсорбционные сточные воды используются в процессе. Для очистки "сухих" запыленных газов могут быть также использованы рукавные фильтры (имеются ограничения по составу пыли и влагосодержанию газового потока).
Очищенный воздух выбрасывается в атмосферу.
Принципиальные схемы представлены на рисунках 6.1 и 6.2.
Рисунок 6.1 - Схема производства удобрений с использованием аппаратов САИ - БГС/САИ - ТР - БГС/ТР - БГС
Рисунок 6.2 - Схема производства удобрений по схеме с БГС с упаркой аммофосных пульп
6.1.1.2 Производство NP/NPS/NPK-удобрений по схеме ТР - АГ - СБ
NP/NPS/NPK-удобрения по схеме ТР- АГ- СБ производят ФосАгро-Череповец, АО; ЕвроХим - Белореченские минудобрения, ООО; Мелеузовские минеральные удобрения, ОАО.
Сущность производства получения минеральных удобрений заключается в нейтрализации смеси фосфорной, серной (при необходимости) кислот и абсорбционных сточных вод, жидким аммиаком в трубчатых смесителях-нейтрализаторах с получением пульпы фосфатов аммония, последующей доаммонизацией и гранулированием в АГ с использованием внешнего ретура, сушкой в СБ, классификацией гранул, охлаждением и кондиционированием готового продукта. При производстве NPK-удобрений через ретурный цикл осуществляется подача концентрата "Сильвин", сульфата аммония, инертных добавок, микроэлементов в зависимости от номенклатуры выпускаемой продукции.
Процесс нейтрализации фосфорной кислоты жидким аммиаком осуществляется в трубчатых смесителях-нейтрализаторах, в которые подаются основные компоненты процесса: жидкий аммиак и частично аммонизированная фосфорная кислота. Для выпуска продукта установленной марки предусмотрена дозировка серной кислоты в необходимом объеме в исходную фосфорную кислоту или, как вариант, в трубчатый смеситель.
При нейтрализации фосфорной кислоты образуется пульпа фосфатов аммония. Степень аммонизации (МО ) определяет вид выпускаемых удобрений. Пульпа фосфатов аммония из смесителей-нейтрализаторов поступает по пульпопроводам и распыляется в АГ на ретур, который подается в АГ элеватором.
В АГ происходит доаммонизация фосфатов аммония жидким аммиаком до необходимого МО с одновременным гранулированием продукта.
При производстве NPK-удобрений ретур в процесс подается в смеси с хлористым калием и сульфатом аммония (для некоторых марок).
При использовании в процессе производства удобрений технических добавок (граншлака, фосфогипса, микроэлементов и др.) их подача осуществляется в АГ также вместе с ретуром.
Шихта, полученная в АГ, поступает в СБ. Сушка продукта осуществляется за счет подачи топочных газов, получаемых при сжигании природного газа в топочно-горелочном устройстве.
Высушенный продукт подается конвейером на двухситные грохоты узла рассева. Крупная фракция с верхних сит поступает в дробилки, затем на ретурный конвейер, на который также поступает мелкая фракция из-под нижних сит грохотов.
Основная фракция с грохотов делится на два потока. Один поток направляется в контрольный грохот, другой - на конвейер ретурного цикла. Товарная фракция после контрольного рассева поступает на охлаждение атмосферным воздухом в холодильники КС и (или) барабанные холодильники.
Охлажденный продукт поступает на узел кондиционирования. Кондиционирующая смесь из сборников через пневматические форсунки распыливается на готовый продукт в барабане-кондиционере.
Кондиционированный продукт направляется на склад готового продукта для хранения навалом. Со склада продукт поступает на фасовку или отгрузку навалом.
Для очистки отходящих газов в производстве предусматриваются две схемы абсорбции.
Схема малой абсорбции включает очистку отходящих газов от АГ, сборников серной кислоты, сборников отделения абсорбции, от элеваторов и др. Аппаратурное оформление данной стадии может состоять из комплекса абсорбционного оборудования: форабсорбера, где газы очищаются от пыли и частично аммиака, полого абсорбера, где улавливается основное количество аммиака, абсорбера (АПС) и т.п.
Схема большой абсорбции предусматривает очистку пылевоздушной смеси от СБ, холодильников, воздуха от системы аспирации.
Пылевоздушная смесь из СБ и холодильника КС проходит предварительно сухую очистку от пыли и затем мокрую очистку в абсорбере АПС.
Схема производства NP/NPS/NPK-удобрений по схеме ТР - АГ - СБ приведена рисунке 6.3.
Рисунок 6.3 - Схема производства NP/NPS/NPK-удобрений по схеме ТР - АГ - СБ
6.1.1.3 Производство NP/NPS/NPK/NK-удобрений на основе фосфорной кислоты и плава аммиачной селитры по схеме с каскадом реакторов - нейтрализаторов, аппаратом БГС (или аппаратами АГ - СБ)
Данная технология реализована на Невинномысский азот, ОАО.
Технологический процесс производства сложных минеральных удобрений (СМУ) состоит из следующих стадий:
-
1) Прием и хранение сырья и полуфабрикатов:
-
а) раствора аммиачной селитры;
-
б) газообразного аммиака;
-
в) жидкого аммиака;
-
г) фосфорной кислоты;
-
д) серной кислоты;
-
е) хлористого калия;
-
ж) известняка, доломита или другого сырья, содержащего карбонаты;
-
з) каустического магнезитового порошка;
-
и) индустриального масла;
-
к) антислеживающей добавки.
-
-
2) Подготовка полуфабрикатов.
-
3) Выпаривание раствора аммиачной селитры с целью получения плава аммиачной селитры с концентрацией не менее 90%.
-
4) Приготовление и нейтрализация сульфатной пульпы.
-
5) Получение пульпы СМУ необходимого качественного и количественного состава. Данная стадия включает:
-
а) получение азотно-калийной пульпы в результате взаимодействия плава аммиачной селитры с хлористым калием;
-
б) получение пульпы фосфатов и сульфатов аммония в результате нейтрализации экстракционной фосфорной и серной кислот газообразным аммиаком;
-
в) получение пульпы СМУ смешиванием азотно-калийной пульпы с пульпой фосфатов и сульфатов аммония, доаммонизацией полученной пульпы.
-
-
6) Грануляция и сушка полученной пульпы в БГС или раздельные грануляция пульпы в АГ (с возможностью доаммонизации) и сушка гранул в СБ. При необходимости на стадию грануляции вместе с ретуром подается фосфогипс.
-
7) Классификация и дробление.
-
8) Охлаждение и кондиционирование продукта.
-
9) Хранение и отгрузка готового продукта.
-
10) Очистка отходящих газов.
Подготовка полуфабрикатов
Выпаривание раствора аммиачной селитры
Раствор аммиачной селитры концентрацией не менее 80% из емкостей-хранилищ насосами подается через напорный бак в выпарной аппарат.
Плав аммиачной селитры с температурой не выше 170°С и концентрацией не менее 90% после выпарного аппарата распределяется по бачкам плава аммиачной селитры, из которых плав селитры насосами подается в баки нейтрализации.
Получение пульпы СМУ
Получение пульпы проводят последовательно в трех баках (реакторах) - нейтрализаторах, соединенных переливными желобами и снабженных перемешивающими устройствами.
В нейтрализаторах протекают процессы нейтрализации серной и фосфорной кислот и обменная реакция между нитратом аммония и хлористым калием с образованием нитрата калия и хлорида аммония. Поддержание уровня рН пульпы осуществляется подачей газообразного аммиака в реакционную массу через барботеры.
Азотно-калийная пульпа из первого нейтрализатора по переливу перетекает во второй нейтрализатор, куда подаются отдельными потоками фосфорная и серная кислоты и газообразный аммиак.
Пульпа из второго нейтрализатора по переливу самотеком поступает в третий нейтрализатор, где происходит ее доаммонизация и гомогенизация.
Температура в баках нейтрализации поддерживается за счет подачи острого пара. ПГС от баков нейтрализации поступает на узел "малой" абсорбции для очистки от аммиака и оксидов азота.
Пульпа из третьего нейтрализатора насосом подается на грануляцию и сушку.
Грануляция и сушка
По первому варианту процессы грануляции пульпы и сушки гранул совмещены в аппарате БГС.
Пульпа из третьего бака нейтрализации насосом подается на форсунку, через которую при помощи пара или воздуха напыляется на завесу ретура в БГС.
Второй вариант - процессы грануляции и сушки продукта разделены: грануляция осуществляется в АГ, сушка - в СБ.
Пульпа, приготовленная в соответствии с маркой выпускаемого продукта, из третьего нейтрализатора насосом подается через форсунку на слой продукта в АГ со стороны выхода.
Для доаммонизации продукта в АГ под слой гранулированной массы подается жидкий аммиак.
Процесс гранулирования осуществляется путем накатывания жидкой фазы (пульпы) на твердую (ретур). Частицы ретура являются центрами гранулирования (кристаллизации).
Образующийся после АГ гранулированный продукт с влажностью до 2% направляется в СБ.
Для предотвращения запыленности и загазованности зоны обслуживания в АГ поддерживается разрежение путем отсоса газов вентилятором.
Сушка гранул готового продукта на второй технологической нитке осуществляется в прямоточном СБ, представляющем собой полый вращающийся барабан, снабженный приемно-винтовой и ковшовой насадками.
Топочные газы для сушки образуются в результате сжигания природного газа в топке. Атмосферный воздух на сжигание природного газа и охлаждение футеровки топки подается отдельными вентиляторами.
Воздух, подаваемый на сжигание природного газа и на разбавление топочных газов, может подогреваться в теплообменниках, установленных на линиях нагнетания вентиляторов.
Топка, БГС и СБ работают под разрежением, создаваемым хвостовым вентиляторами, просасывающими загрязненный воздух через систему очистки в групповых циклонах и далее - через узел "большой" абсорбции.
БГС и СБ на выходе продукта оборудованы классификаторами, которые разделяют высушенный продукт на два потока:
- гранулы размером менее 50 мм поступают на конвейер, подающий продукт на классификацию;
- гранулы размером более 50 мм подаются на молотковую дробилку и после дробления - на конвейер, подающий продукт на классификацию.
Классификация и дробление
Классификация гранул производится на двухситных вибрационных грохотах, где продукт разделяется на три фракции:
- крупная;
- товарная;
- мелкая.
Мелкая фракция из-под нижнего сита грохота поступает на конвейеры ретурного цикла.
Крупная фракция с верхнего сита грохота через течки поступает на дробилки, где дробится и возвращается в ретурный цикл (на ретурные конвейеры).
Товарная фракция с рабочих грохотов конвейерами подается для дополнительного рассеивания на контрольных грохотах. Отсев поступает в ретур, а товарная фракция конвейерами подается в аппараты КС для охлаждения.
Охлаждение и кондиционирование продукта
Перед поступлением товарной фракции продукта на склад или расфасовку продукт охлаждается в двухъярусном ступенчатом аппарате КС.
В аппарате КС товарная фракция продукта с температурой до 100°С охлаждается до температуры не более 45°С и далее подается в барабан на кондиционирование.
В теплый период года (с апреля по сентябрь) атмосферный воздух охлаждается на установках охлаждения воздуха за счет испарения жидкого аммиака. В холодное время года возможен забор воздуха из производственного помещения.
Воздух после холодильника КС проходит "сухую" очистку от пыли в циклонах и выбрасывается в атмосферу.
Пыль из циклонов возвращается в ретурные циклы первой и второй технологических ниток.
Барабан-кондиционер представляет собой полый вращающийся аппарат, оборудованный насадкой. Обработка готового продукта кондиционирующими добавками производится во избежание его слеживаемости и пылимости.
В качестве кондиционирующей добавки применяется смесь аминов жирных кислот с индустриальным маслом. Могут применяться другие антислеживатели.
Продукт, обработанный кондиционирующими добавками, по системе конвейеров и элеваторов поступает на склады готовой продукции.
Хранение и отгрузка готового продукта
Готовый продукт с "верхних" конвейеров склада готового продукта при помощи сбрасывающей тележки распределяется по чаше склада, где хранится навалом.
Готовый продукт со склада забирается при помощи полупортальных кратцер-кранов, установленных по обеим сторонам чаши склада.
Скребковым транспортером кратцер-крана продукт из чаши подается через дробилку кратцер-крана на ленточные транспортеры и по ним поступает в приемную шахту элеваторов, с помощью которых подается на вибрационные грохоты для дополнительной классификации. Товарная фракция продукта после грохотов подается на погрузку где распределяется по бункерам в зависимости от вида отгрузки.
Крупная и мелкая фракции продукта после грохотов по системе конвейеров и элеваторов могут подаваться в ретурный цикл одной из ниток.
Блок-схема технологического процесса производства СМУ с каскадом реакторов - нейтрализаторов и аппаратом БГС приведена на рисунке 6.4, описание технологического процесса с аппаратом БГС и с аппаратами АГ - СБ - в таблице 6.1.
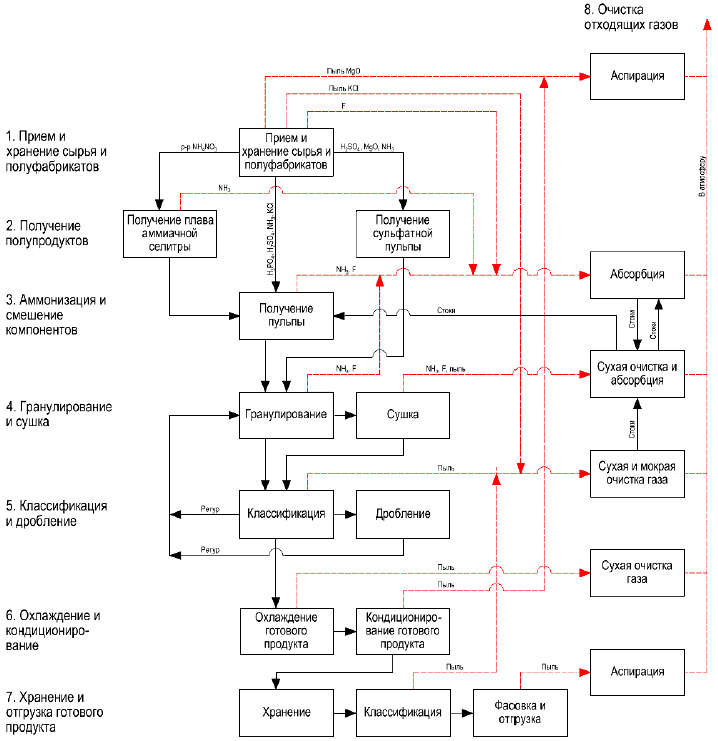
Рисунок 6.4 - Блок-схема технологического процесса производства СМУ по схеме с каскадом реакторов - нейтрализаторов и АГ - СБ
Таблица 6.1 - Описание технологического процесса с аппаратом БГС и с аппаратами АГ - СБ
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
ЭФК |
Прием сырья |
ЭФК |
Хранилища кислот, склады, дозаторы |
Пыль, проливы |
|
|
|
||||
|
|
|
||||
|
Кондиционер |
Кондиционер |
||||
|
Добавки |
Добавки |
||||
|
1.2 |
ЭФК |
Нейтрализация |
Пульпа |
САИ, трубчатый реактор |
|
|
|
|||||
|
|
|||||
|
Сточные воды абсорбции |
|||||
|
1.3* |
NP пульпа |
Упарка пульп |
NP пульпа, Парогазовая смесь |
Многокорпусные выпарные аппараты (обогрев паром). Погружные выпарные аппараты (сжигание природного газа) |
|
|
1.4* |
NP пульпа |
Донейтрализация |
NP пульпа |
Трубчатый реактор |
|
|
1.5* |
NP пульпа, KCI, Добавки |
Смешение компонентов |
NP/NPK |
Емкостное оборудование |
|
|
1.6 |
Пульпа, KCI, сульфат аммония, добавки |
Грануляция, сушка |
Гранулы удобрений |
Барабан- |
|
|
1.7 |
Гранулы удобрений |
Рассев, дробление |
Гранулы удобрений, ретур |
Грохоты, дробилки |
Пыль, |
|
1.8** |
Гранулы удобрений |
Охлаждение |
Гранулы удобрений |
Аппараты КС, барабан-холодильник, холодильник кондуктивного типа |
|
|
1.10** |
Гранулы удобрений |
Кондиционирование |
Гранулы удобрений |
Барабан- |
Пыль |
|
1.11 |
Гранулы удобрений |
Транспортировка |
Гранулы удобрений |
Транспортеры, элеваторы |
Пыль |
|
1.12 |
Гранулы удобрений |
Складирование готового продукта |
Гранулы удобрений |
Транспортеры, кратцер-краны, погрузчики, элеваторы, бункеры |
Пыль |
|
1.13 |
Гранулы удобрений |
Пересев ГП |
Гранулы удобрений |
Грохоты |
Пыль |
|
1.14* |
Гранулы удобрений |
Кондиционирование ГП перед отгрузкой |
Гранулы удобрений |
Барабан-кондиционер, форсунки, узел пересыпки конвейеров |
Пыль |
|
1.15 |
Гранулы удобрений |
Отгрузка ГП, фасовка ГП |
Гранулы удобрений |
Транспортеры, элеваторы, бункеры, упаковочные машины |
Пыль |
|
* Данные стадии могут отсутствовать на некоторых технологических схемах. ** На некоторых схемах данные стадии могут быть объединены. |
|||||
6.1.1.4 Очистка отходящих газов при производстве комплексных удобрений на основе сернокислотной переработки фосфатного сырья
Очистка образующихся в процессе производства пылегазовых смесей перед выбросом в атмосферу осуществляется абсорбцией, в качестве абсорбента применяется абсорбционная жидкость, представляющая собой смесь оборотной воды, химзагрязненных сточных вод, парового конденсата, при необходимости подкисленная фосфорной или серной кислотой.
Очистка газов, выходящих из нейтрализаторов, аммонизатора-гранулятора и выпарного аппарата - "малая" абсорбция
Газовоздушная смесь от баков нейтрализации первой и второй технологических ниток, АГ, выпарного аппарата, емкостей-хранилищ раствора аммиачной селитры, емкости фосфорной кислоты и сборников абсорбционных растворов абсорбции поступает в "малый" абсорбер.
"Малый" абсорбер состоит из двух ступеней (нижней и верхней), перегородкой между ступенями служит глухая тарелка со штуцерами для прохода газа. Абсорбер объединен по газовому потоку и разделен по орошающей жидкости. Движение газов и жидкости в абсорбере осуществляется противотоком.
Для поддержания в заданных пределах рН абсорбционной жидкости в баки "малой" абсорбции подаются фосфорная и серная кислоты.
Очищенный воздух проходит брызгоуловитель, где улавливаются капли абсорбционной жидкости, уносимые с газом из "малого" абсорбера, и вентиляторами выбрасывается через выхлопную трубу в атмосферу.
Уловленная в брызгоуловителях абсорбционная жидкость стекает в баки "малой" абсорбции.
Очистка газов, выходящих из БГС и СБ, - "большая" абсорбция
Газы, выходящие из БГС и СБ, содержат пыль, аммиак, F-соединения. Основная очистка от пыли происходит в групповых циклонах. Улавливаемая в циклонах пыль через двойные пылевые затворы поступает на ретурные конвейеры.
Очищенная от пыли газовоздушная смесь вентиляторами подается на "большие" абсорберы.
Очищенный воздух проходит брызгоуловители и через высотную выхлопную трубу выбрасывается в атмосферу.
Уловленная в брызгоуловителях абсорбционная жидкость и жидкость из коллекторов высотной выхлопной трубы стекает в баки верхней ступени.
Очистка запыленного воздуха
Воздух, отсасываемый из шахт элеваторов ретурного цикла, кессонов вибрационных грохотов, укрытий конвейеров ретурного цикла, очищается от пыли в групповых циклонах и затем подается в скрубберы.
Пыль, уловленная в циклонах, через двойные пылевые затворы ссыпается на ретурные конвейеры.
Воздух, отсасываемый из шахт элеваторов подачи ретура в БГС и СБ, укрытий конвейеров, проходит очистку от пыли в одиночных циклонах и подается в скрубберы.
Пыль, уловленная в циклонах, ссыпается на конвейеры подачи ретура в БГС и СБ через двойные пылевые затворы.
В скрубберах производится мокрая очистка запыленного воздуха при помощи скрубберной жидкости, представляющей собой смесь оборотной воды, химзагрязненных сточных вод, парового конденсата. Орошение скрубберов и циркуляция скрубберной жидкости осуществляются насосами.
Излишек скрубберной жидкости и насыщенная пылью продукта скрубберная жидкость сливаются в баки верхней ступени "большой" абсорбции.
Очищенный от пыли воздух выбрасывается в атмосферу через высотную выхлопную трубу.
Подпитка скрубберов осуществляется абсорбционной жидкостью насосами из бака-сборника сточных вод.
Очистка запыленного воздуха узла дообработки готового продукта
Воздух, отсасываемый из шахт элеваторов узла дообработки, кессонов вибрационных грохотов, конвейеров узла дообработки, очищается от пыли в циклонах встречно-закручивающегося потока и вентиляторами подается в скруббер первой технологической нитки.
Пыль, уловленная в циклонах, через двойные пылевые затворы ссыпается на конвейеры узла дообработки и далее подается в ретурный цикл.
Очистка запыленного воздуха узла кондиционирования
Воздух от барабанов-кондиционеров и укрытий конвейеров очищается от пыли в рукавных фильтрах и вентиляторами выбрасывается в атмосферу через пылевые трубы.
Производство PKS/NPKS-удобрений на основе фосфатов кальция
PKS/NPKS-удобрения на основе фосфатов кальция производит ЗАО "Метахим".
Метод производства заключается в нейтрализации смеси фосфорной и серной кислот карбонатом кальция, смешении нейтрализованной пульпы с азотсодержащим компонентом (для NPKS-удобрения) и хлоридом калия с последующим гранулированием и сушкой в БГС, классификацией высушенных гранул, кондиционированием и очисткой отходящих газов.
Получение фосфатно-сульфатной пульпы. Процесс нейтрализации смеси кислот конверсионным мелом осуществляется в емкостных реакторах, оборудованных перемешивающими устройствами. Для поддержания текучести пульпы в реактор подается абсорбционный раствор со стадии очистки отходящих газов.
Нейтрализованная в первом реакторе пульпа поступает во второй реактор, где смешивается с хлористым калием. При получении NPKS-удобрений в реактор 2 подается азотсодержащий компонент.
Полученная смесь поступает в емкостной реактор 3, из которого подается в БГС, где осуществляется гранулирование и сушка продукта. Для улучшения процесса гранулирования в БГС подается ретур (мелкий продукт после рассева, раздробленная крупная фракция, пыль, некондиционный материал).
Полученный в БГС гранулированный продукт поступает в элеватор и далее направляется на грохота для классификации.
Крупная фракция продукта с верхних сит поступает в дробилку, затем на ретурный конвейер. Фракция с нижних сит ссыпается на ретурный конвейер и возвращается в БГС для улучшения грануляции. Продукционная фракция с грохота подается на кондиционирование индустриальным маслом и далее на фасовочный комплекс.
Отходящие газы от стадии нейтрализации проходят очистку в системе абсорбции.
Отходящие газы после БГС поступают в конический циклон для очистки от пыли. Уловленная пыль направляется в ретур.
После циклона газы направляются в систему абсорбции, после чего выбрасываются в атмосферу.
Для очистки запыленных аспирационных газов от элеваторов, грохотов и укрытий конвейеров последовательно устанавливаются циклон и рукавный фильтр, после которого газ вентилятором выбрасывается в атмосферу.
Уловленная пыль поступает на ретурный конвейер и подается в БГС.
Процесс производства NPKS-удобрений по схеме с БГС
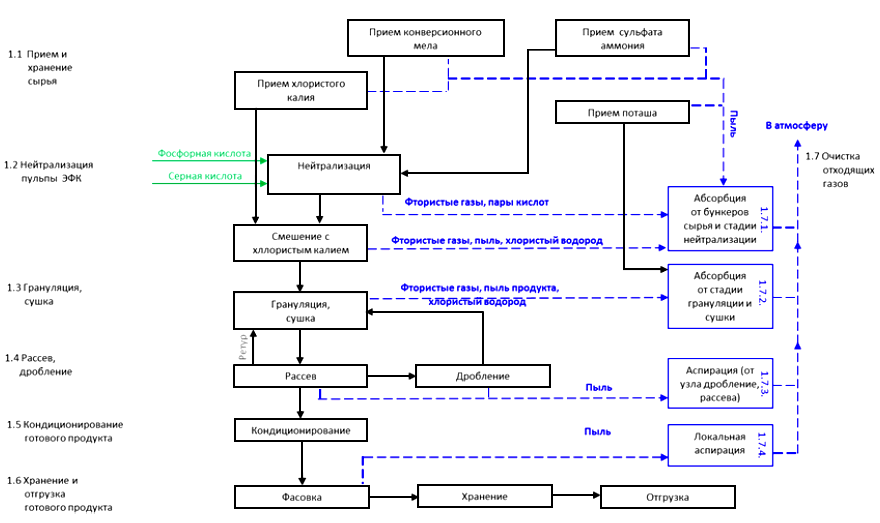
Рисунок 6.5 - Производство PKS/NPKS-удобрений
Таблица 6.2 - Описание технологического процесса
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
|
Прием сырья |
|
Емкости, дозаторы, бункера |
Пыль |
|
1.2 |
|
Нейтрализация |
NPKS-пульпа |
Реакторы-смесители (3 шт.) |
F |
|
|
Смешение с хлористым калием |
||||
|
1.3 |
NPKS-пульпа |
Грануляция, сушка |
NPKS-удобрения |
БГС, топочно-горелочное устройство, вентилятор |
F |
|
1.4 |
NPKS-удобрения |
Рассев, дробление |
NPKS-удобрения |
Грохот, дробилка, элеватор |
Пыль готового продукта |
|
1.5 |
NPKS-удобрения |
Кондиционирование |
NPKS-удобрения |
Сборник кондиционирующей смеси, форсунка |
Пыль готового продукта |
|
1.6 |
NPKS-удобрения |
Хранение и отгрузка готового продукта |
NPKS-удобрения |
Бункер готового продукта, фасовочная машина |
Пыль готового продукта |
|
1.7 |
Отходящие газы с различных стадий процесса |
Очистка отходящих газов |
Очищенные отходящие газы |
Абсорбер АПС, Циклон, абсорбер Вентури, Фильтр рукавный, вентиляторы |
Пыль сырья, фтористые газы |
 )
) )
) ,
, 6.1.1.5 Описание производства жидких комплексных удобрений
Данная технология реализована на АО "ФосАгро-Череповец".
ЭФК поступает на склад кислот из отделения производства ЭФК. При необходимости кислота подогревается до 60°С-80°С и поступает на смешение с магнезитом и (или) аммиачной селитрой. Далее ЭФК поступает на упаривание, которое осуществляется под вакуумом в выпарном аппарате с принудительной циркуляцией. Упаривание кислоты осуществляется до массовой доли 68%-72%.
Полученную суперфосфорную кислоту нейтрализуют газообразным аммиаком с последующим разбавлением образующегося плава фосфатов аммония водой (при необходимости для некоторых марок) и его донейтрализацией до рН 6-7. Нейтрализация суперфосфорной кислоты осуществляется в трубчатом реакторе, донейтрализация - в баке-нейтрализаторе. В полученный после донейтрализации раствор для разбавления подается вода.
Полученное жидкое комплексное удобрение охлаждают в теплообменнике оборотной водой и направляют на склад.
Система очистки отходящих газов предусмотрена от стадий концентрирования ЭФК до суперфосфорной кислоты и от стадии нейтрализации суперфосфорной кислоты аммиаком.
Очистка газов со стадии концентрирования ЭФК. ПГС из испарителя с помощью вакуум-системы протягивается через поверхностный конденсатор, в котором за счет охлаждения этой смеси оборотной водой из газа конденсируется влага и улавливаются соединения фтора.
Образующиеся в конденсаторе "кислые" растворы с температурой не более 40°С сливаются в бак "кислых" конденсатов, откуда перекачиваются в сборник.
Газы после конденсатора поступают в двухступенчатую вакуум-эжекционную установку, включающую эжектора и промежуточные конденсаторы.
В эжекторы подается пар среднего давления 1,08-1,47 МПа (11-15 кгс/см ).
).
Для охлаждения газов в конденсаторы подается оборотная вода.
Не сконденсировавшиеся газы после вакуум-эжекционной установки выбрасываются в атмосферу.
Для улавливания аммиака, выделяющегося при нейтрализации суперфосфорной кислоты, используют речную воду, которая орошает промывную башню. На эту ступень также можно подать охлажденные ЖКУ. Образующиеся сточные воды используются для разбавления ЖКУ.
Схема производства ЖКУ приведена на рисунке 6.6, описание технологического процесса - в таблице 6.3.
Рисунок 6.6 - Схема производства ЖКУ
Таблица 6.3 - Описание процесса производства ЖКУ
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Осветленная упаренная ЭФК, магнезит, аммиачная селитра |
Прием и хранение сырья |
Осветленная упаренная ЭФК, магнезит, аммиачная селитра |
Сборники, бункер |
Пыль магнезита |
|
1.2 |
Осветленная упаренная ЭФК, магнезит, аммиачная селитра |
Смешение компонентов |
Смесь фосфорной кислоты, магнезита и аммиачной селитры |
Сборник |
Пыль магнезита |
|
1.3 |
Смесь фосфорной кислоты, магнезита и аммиачной селитры |
Упарка |
Суперфосфорная кислота |
Выпарной аппарат (Сепаратор, циркуляционный насос, выносной теплообменник) |
|
|
1.4 |
Суперфосфорная кислота, аммиак |
Нейтрализация |
Плав пульпы |
Трубчатый реактор |
- |
|
1.5 |
Плав пульпы, речная вода, товарное ЖКУ |
Донейтрализация |
Готовое жидкое комплексное удобрение |
Бак- |
Аммиак, брызги |
|
1.6 |
Готовое жидкое комплексное удобрение |
Охлаждение |
Готовое жидкое комплексное удобрение |
Теплообменник |
Брызги |
|
1.7 |
Отходящие газы и пары, речная вода |
Очистка отходящих газов |
Речная вода |
Поверхностный конденсатор, эжектор, абсорбер |
Брызги |
6.1.2 Производство удобрений на основе азотнокислотной переработки фосфатного сырья
Комплексные удобрения на основе азотнокислотной переработки фосфатного сырья производятся Акрон, ОАО; Дорогобуж, ОАО; ЗМУ КЧХК, ОАО; Минудобрения, ОАО г.Россошь.
6.1.2.1 Азотнокислотное разложение фосфатного сырья с отделением тетрагидрата нитрата кальция вымораживанием, аммонизацией полученного азотнофосфорнокислого раствора, упариванием пульпы, смешением с хлористым калием и грануляцией в барабанном грануляторе-сушилке
Исходным сырьем для получения NPK (NPKS)-удобрений является апатит, из которого производится пульпа аммонизированного азотно-фосфорного раствора (ААФР) с различным соотношением азота к фосфору в зависимости от марки сложного удобрения и хлористый калий (концентрат минеральный "Сильвин").
Производство ААФР включает в себя следующие стадии (см. рисунок 6.7):
- азотно-кислотное разложения апатита;
- осветление азотно-кислотной вытяжки апатита (АКВ);
- кристаллизация и фильтрация нитрата кальция;
- приготовление стандартного азотно-фосфорнокислого раствора (АФР) и аммонизированного азотнофосфорного раствора (ААФР) для производства СМУ и азотофосфата.
Основной целью процесса азотнокислотного разложения апатита является перевод в водорастворимое состояние соединений фосфора и кальция путем его вскрытия азотной кислотой, содержащейся в азотнокислых оборотных растворах.
В результате разложения апатита азотнокислыми оборотными растворами образуется АКВ, представляющая собой суспензию с отношением твердых и жидких фаз, равным 1:451:50. Жидкая фаза представляет водный раствор фосфорной и азотной кислот, нитратов кальция, фтороводорода, примесных соединений причем степень вскрытия соединений ценных элементов практически равна доле разложившегося апатита. Твердая фаза состоит из нерастворимых в кислотах минералов - ильменита ( ), сфена (
), сфена ( ), титаномагнетита (
), титаномагнетита ( ) и др.
) и др.
Рисунок 6.7 - Схема получения ААФР
АКВ со стадии разложения апатита направляется на стадию осветления. Осветление АКВ осуществляется в сгустителях, представляющих собой вертикальный цилиндрический аппарат ( 700 м) с коническим днищем и гребковой мешалкой.
700 м) с коническим днищем и гребковой мешалкой.
Осветленный раствор из сгустителя направляется в узел кристаллизации тетрагидрата нитрата кальция (ТГНК).
Кристаллизация, фильтрация и отделение нитрата кальция от азотно-фосфорного раствора
Основная цель данной стадии - перевод содержащегося в АКВ нитрата кальция из жидкой фазы в твердую для его последующего отделения от азотно-фосфорного раствора (АФР). Это необходимо для получения в дальнейшем удобрений, содержащих фосфаты в усвояемой для растений форме.
Процесс основан на уменьшении растворимости нитрата кальция в АКВ с понижением температуры (кристаллизация), т.е. на фазовом переходе нитрата кальция из растворенного состояния в кристаллическую форму в виде кристаллов ТГНК ( ).
).
Процесс кристаллизации осуществляется последовательно в трех кристаллизаторах непрерывного действия, хладоагентами являются охлажденные рассолы с производства получения холода и выдачи аммиака, переработки и выдачи углекислого газа (с индивидуальной для каждой ступени температурой).
Получение азотно-фосфорного раствора с выделением нитрата кальция
На данной стадии осуществляется процесс отделения кристаллического ТГНК (твердая фаза) от маточного раствора - АФР (жидкая фаза). Процесс основан на разделении суспензии на фильтрующей перегородке (фильтровальной сетке). Движущей силой процесса является перепад давления до 0,5 кгс/см, создаваемый работой вакуум-насосов.
Суспензия после стадии кристаллизации разделяется на барабанном вакуум-фильтре. Маточный раствор (АФР) направляется на стадию приготовления стандартного АФР. Кристаллы ТГНК с целью уменьшения потерь фосфора подвергаются распульповке охлажденной азотной кислотой и повторной фильтрации полученной суспензии. Фильтрат после нее направляется на вскрытие апатита, а кристаллы ТГНК подвергаются плавлению паром ( +42,7°С).
+42,7°С).
Далее нитрат кальция в виде водного раствора направляется на стадию его конверсии в карбонат кальция и нитрат аммония.
Газоочистка предназначена для очистки газов из реакторов разложения апатита от окислов азота, фтористых соединений, паров азотной и фосфорной кислот, для очистки от загрязняющих веществ газов, выделяющихся из технологического оборудования. В газоходах на входе в скрубберы установлено по четыре форсунки центробежного распыления, через которые производится циркуляция орошающего раствора. В качестве орошающей жидкости используется оборотная вода. Орошающий раствор возвращается в производство ААФР.
Аммонизация
Получение ААФР с различными соотношениями
 в зависимости от марки удобрения
в зависимости от марки удобрения
Приготовленный на предыдущей стадии стандартный АФР подвергается двухступенчатой аммонизации (нейтрализации аммиаком).
На первой стадии АФР аммонизируется газообразным аммиаком в скоростных трубах - аммонизаторах.
На второй стадии осуществляется коррекция рН ААФР путем подачи 15%-ной аммиачной воды. Кроме того, в ААФР вводится серная кислота с целью улучшения условий грануляции в производстве СМУ. Химические реакции, протекающие при аммонизации АФР, описываются следующими уравнениями:





Кремнефтористо-водородная кислота, содержащаяся в АФР, при нейтрализации аммиаком переходит в кремнефторид аммония или фторид кальция и силикат кальция:


Нитраты железа и алюминия при нейтрализации переходят в осадок в виде фосфатов:

Абсорбция от узла аммонизации
Газо-воздушная смесь местных отсосов от технологических аппаратов поступает по общему коллектору в газоочистку. В кубовую часть скруббера подается НКСП и 58%-ная азотная кислота. Орошающий раствор возвращается в производство НК.
Получение карбоната аммония
Раствор карбоната аммония, применяемый для осуществления конверсии нитрата кальция, получается путем абсорбции газообразных аммиака и диоксида углерода водным раствором аммиачной селитры. Процесс протекает в абсорбционной колонне по реакции:
 ккал/кг·моль
ккал/кг·моль
Получение пульпы нитратного мела
Переработка нитрата кальция (НК) осуществляется его конверсией в карбонат кальция и нитрат аммония путем обработки 33%39% раствором карбоната аммония.
Процесс конверсии НК описывается следующим уравнением реакции:
 кДж/кмоль
кДж/кмоль 
Образующаяся в результате конверсии нитрата кальция пульпа мела в растворе аммиачной селитры из реакторов откачивается в производство получения карбоната кальция (мела) и конверсионных растворов аммиачной селитры.
Фильтрация мела и получение конверсионных растворов
Пульпа мела поступает на фильтровальные полотна ковшей карусельного вакуум-фильтра (КВФ), где происходит разделение жидкой и твердой фаз, а также промывка мела скрубберными растворами, поступающими из отделения газоочистки.
Газоочистка предназначена для очистки от аммиака газовоздушного потока, отводящегося от карусельных вакуум-фильтров и реакторов. Газовоздушный поток вентилятором протягивается через скруббер, орошаемый раствором азотной кислоты и выбрасывается в атмосферу через выхлопную трубу.
Сушка мела
Сушка и охлаждение карбоната кальция предназначены для получения товарного продукта из влажного кека, поступающего с узла фильтрации. Сушка производится в СБ при контакте кека с сушильным агентом (горячим теплоносителем), который образуется при сжигании природного газа. Отработанный теплоноситель, содержащий пыль карбоната кальция, отводится на узел газоочистки. Высушенный карбонат кальция охлаждается во вращающемся барабанном холодильнике, после чего карбонат кальция поступает в бункеры для последующей пневмотранспортировки в силосы-хранилища. Узел газоочистки предназначен для очистки пылегазовоздушного потока от продуктов сгорания природного газа, окислов азота, аммиака, пыли карбоната кальция. Очистка осуществляется в две стадии. На первой стадии отработанный газ проходит через батарейные циклоны, где под действием центробежной силы большая часть содержащейся в отработанном газе пыли карбоната кальция по стенкам циклонов оседает в их нижнюю часть, а далее через бункер и шнековый питатель ссыпается в приемный бункер узла пневмотранспортировки мела. На второй стадии отработанный газ проходит через скрубберы. В основе очистки лежит метод мокрой очистки (абсорбции), при этом пыль карбоната кальция, окислы азота и аммиак поглощаются орошающим циркуляционным раствором (НКСП или оборотной водой) и в виде суспензии выводятся из скруббера. Избыток образующейся суспензии направляется на узел фильтрации мела.
Производство сложных минеральных NPK (NPKS)-удобрений включает следующие стадии:
-
1) Прием пульпы ААФР и нитратных солей.
-
2) Упаривание ААФР до остаточной влажности NP-пульпы 9%
15% в трехкорпусной выпарной батарее с доупаривателе. -
3) Выгрузка и передача хлористого калия посредством поточно-транспортной системы конвейеров в производство или для промежуточного хранения в склад насыпью.
-
4) Смешивание упаренной NP-пульпы с хлоридом калия в реакторах смесителях с получением NPK (NPKS)-пульпы.
На узле смешивания предусмотрено выполнение следующих технологических операций:
- прием калийсодержащего сырья из склада в бункер;
- получение NPK-пульпы определенной влажности и с заданным соотношением основных компонентов (N, Р, K) и подачи ее в аппараты БГС;
- прием раствора аммиачной селитры (РАС) из производства в емкость.
Передача хлористого калия или сульфата калия из склада в бункер осуществляется поточно-транспортной системой.
Для получения NPK-пульпы установка оборудована:
- бункером для приема и промежуточного хранения калийсодержащего сырья;
- виброситом для рассева калийсодержащего сырья;
- ленточным дозатором для дозированной подачи калийсодержащего сырья в реактор смешивания;
- реактором смешивания.
Из бункера калийсодержащее сырье подается на рассев и далее через ленточный дозатор и вибросито поступает в реактор. Для обеспечения равномерной подачи хлорида (сульфата) калия в реактор-смеситель бункер оборудован пневмовибратором и колотушкой.
На бункере дополнительно установлен электровибратор.
Упаренная NP-пульпа подается в реактор.
При производстве азофоски в реактор подается также РАС.
Прием РАС в емкость ведется из производства аммиачной селитры. Трубопровод приема РАС для исключения в нем кристаллизации снабжен пароспутниками обогрева, в которые подается пар с давлением 8 кгс/см
и температурой +200°С.В реакторе упаренная NP-пульпа (при выпуске азофоски - упаренная пульпа и РАС) смешиваются работающей мешалкой с определенным количеством хлорида калия, также подаваемым в указанный реактор. NPK-пульпа из реактора насосом подается в аппарат БГС для получения гранул NPK-удобрений.
Газовая фаза из реакторов направляется в газоочистку.
При выпуске азофоски 27:6:6:2 в целях безопасности процесса для создания инертной подушки в емкости приема РАС в реакторы смешения с узла редуцирования подается азот.
-
5) Упаривание балластных хлоридсодержащих растворов в автономной однокорпусной выпарной установке с подогревателем и утилизация полученной пульпы в реакторах-смесителях при получении NPK (NPKS)-пульпы.
-
6) Грануляция и сушка полученной массы гранул удобрений в БГС. Сушка гранул удобрений осуществляется горячими топочными газами, смешанными с воздухом для получения теплоносителя заданной температуры.
-
7) Выделение готового продукта из полученной массы гранул методом классификации, охлаждения его в аппарате КС низкого кипящего слоя, обработка антислеживающей добавкой.
-
8) Транспортировка готового продукта поточно-транспортной системой транспортеров и элеваторов для хранения на склад насыпью или для расфасовки и отправки потребителю.
Установлено несколько систем абсорбции для очистки газов, выделяющихся от технологического оборудования.
Система газоочистки после аппарата БГС (стадия грануляции-сушки) включает в себя аппарат ВЗП, скруббер, насос, дымосос. Пылегазовоздушная смесь из аппарата БГС дымососом протягивается через циклон ВЗП, скруббер, орошаемый подкисленным конденсатом сокового пара (КСП), и выбрасывается в атмосферу через выхлопную трубу высотой 180 м. Аппарат ВЗП работает по принципу двух встречных закрученных потоков. При вращательном движении газовых потоков внутри аппарата происходит взаимное гашение скоростей потоков, и взвешенные частицы осаждаются в коническую часть аппарата ВЗП. Из конической части уловленная пыль передается по течке в элеватор. Частично обеспыленный газовоздушный поток поступает в скруббер для очистки от соединений аммиака, окислов азота и оставшейся пыли. Газовоздушный поток и раствор орошения (КСП) подаются в скруббер противотоком, при этом оставшаяся пыль и вредные соединения из газовой фазы переходят в раствор орошения. Процесс абсорбции происходит в псевдоожиженном слое. Орошение скруббера осуществляется КСП, подаваемым через форсунки в верхнюю часть скруббера. Циркуляция орошающего раствора осуществляется насосом. В верхней части скруббера встроен брызгоуловитель, служащий для отделения капель раствора, уносимых с воздушным потоком. Уловленный в брызгоуловителе раствор по внешнему трубопроводу самотеком сливается в нижнюю часть скруббера, а очищенный воздушный поток выбрасывается в атмосферу. Отработанный раствор из скруббера сливается в сборник скрубберных растворов.
Абсорбция с узла выпаривания
Газоочистная система предназначена для очистки газов от аммиака и оксидов азота, поступающих от вакуум-насосов и емкостного оборудования, поверхностного конденсатора. Очищаемые газы протягиваются вентилятором через конический скруббер. Из скруббера очищенные от аммиака и оксидов азота газы поступают в каплеуловитель, в котором происходит отделение капель раствора орошения, унесенного потоком газа из скруббера. Жидкость по линии слива возвращается в кубовую часть скруббера, из каплеуловителя - в реактор. Очищенные газы вентилятором направляются через выхлопную трубу в атмосферу. Скруббер орошается раствором азотной кислоты (раствор орошения). Раствор орошения подается циркуляционным насосом в верхнюю часть скруббера. Газовая смесь и раствор орошения движутся в скруббере противотоком.
В процессе абсорбции из газовой смеси раствором орошения абсорбируются аммиак и оксиды азота. Для поддержания рН = 15 раствора орошения в скруббер из реактора установки сорбционной очистки КСП подается 10-12%-ный раствор азотной кислоты. Отработанный раствор орошения из кубовой части скруббера поступает реакторы-нейтрализаторы установки сорбционной очистки КСП*.
___________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Сбор НКСП
НКСП из отделений выпаривания поступает в сборники НКСП через теплообменники, где охлаждается оборотной водой до температуры не более +40°С.
Очистка НКСП
Технологический процесс очистки НСКП основан на его обессоливании методом непрерывного ионного обмена в импульсных противоточных колоннах (ИПК) напорного типа с подвижным слоем сорбента и состоит из следующих основных стадий:
- сорбция катионов;
- сорбция анионов;
- десорбция катионов;
- десорбция анионов;
- промывка катионита;
- промывка анионита.
Отработаннные регенерационные растворы сливаются в реактор-нейтрализатор, откуда передаются на узел аммонизации АФР или в реактор смывов отделения выпаривания.
Абсорбция с узла очистки НКСП
Система газоочистки предназначена для очистки газов, поступающих от оборудования узла очистки НКСП и местных отсосов с оборудования отделения выпаривания от аммиака, оксидов азота. Газо-воздушная смесь от оборудования дымососом протягивается через скруббер, орошаемый 10%12%-ной азотной кислотой, поступает в каплеуловитель и выбрасывается в атмосферу. Жидкость из каплеуловителя самотеком возвращается в кубовую часть скруббера. В скруббере установлена пенная провальная решетка и стабилизатор пены сотового типа. Орошающий раствор из кубовой части скруббера подается насосом через форсунку в верхнюю часть скруббера для орошения решетки. Отработанный раствор орошения из кубовой части скруббера по переливу самотеком поступает в реакторы-нейтрализаторы.
ОКСП (очищенный конденсат сокового пара) передается в производство химочищенной воды.
Газоочистная установка системы аспирации. Газоочистная установка производит очистку газов от пыли, отсасываемых от следующего оборудования: классификатор, элеватор, конвейеры, дробилка, бункер приема сырья. Система газоочистки включает в себя скруббер, насос, дымосос. Пылевоздушная смесь от местных отсосов указанного оборудования протягивается дымососом через насадку скруббера, орошаемую подкисленным КСП и выбрасывается в атмосферу через выхлопную трубу. Пылевоздушная смесь и раствор орошения (КСП) подаются в скруббер противотоком, при этом пыль продукта из пылевоздушного потока улавливается раствором орошения. Орошение скруббера осуществляется КСП, подаваемым через форсунки в верхнюю часть скруббера. Циркуляция орошающего раствора осуществляется насосом. В верхней части скруббера встроен брызгоуловитель, служащий для отделения капель раствора, уносимых с воздушным потоком. Уловленный в брызгоуловителе раствор по внешнему трубопроводу самотеком сливается в нижнюю часть скруббера, а очищенная воздушная смесь выбрасывается в атмосферу через выхлопную трубу.
Газоочистная установка после холодильника КС. Система газоочистки предназначена для улавливания пыли и включает в себя скруббер, насос, дымосос. Пылевоздушная смесь из аппаратов КС дымососом протягивается через насадку противоточного скруббера, орошаемую подкисленным КСП, и выбрасывается в атмосферу через выхлопную трубу. Орошение скруббера осуществляется конденсатом сокового пара (КСП), подаваемым через форсунки в верхнюю часть скруббера. Циркуляция орошающего раствора осуществляется насосом. В верхней части скруббера встроен брызгоуловитель, служащий для отделения капель раствора, уносимых с воздушным потоком. Уловленный в брызгоуловителе раствор по внешнему трубопроводу самотеком сливается в нижнюю часть скруббера, а очищенная воздушная смесь выбрасывается в атмосферу через выхлопную трубу.
Схема получения NPK-удобрений приведена на рисунке 6.8, а описание процесса получения АФФР и NP/NPK-удобрений - в таблицах 6.4 и 6.5 соответственно.
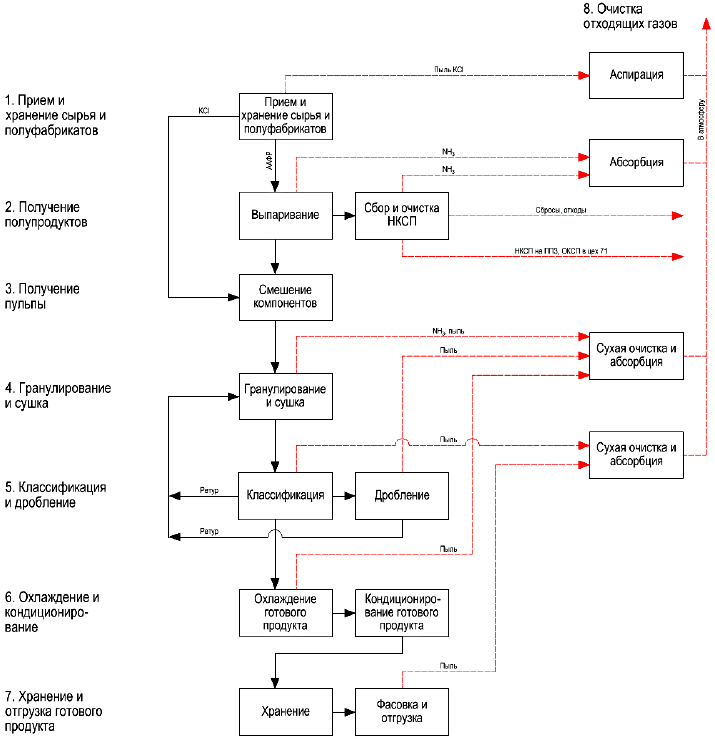
Рисунок 6.8 - Получение NPK-удобрений
Таблица 6.4 - Описание процесса получения ААФР
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Апатитовый концентрат |
Прием и хранение сырья |
Апатитовый концентрат |
Ж/д-транспорт |
|
|
Серная кислота |
Серная кислота |
Силоса Бункеры Емкостное оборудование |
|||
|
1.2 |
Апатитовый концентрат |
Разложение апатита |
Азотнокислотная вытяжка апатита |
Реактора |
|
|
Азотная кислота |
Сгуститель |
F |
|||
|
1.3 |
Азотнокислотная вытяжка апатита |
Кристаллизация, фильтрация АКВ и отделение НК от АФР |
АФР |
Кристаллизатор |
|
|
Производство НК ПНМ |
Барабанный вакуум-фильтр |
F |
|||
|
1.4 |
АФР |
Аммонизация |
Производство ААФР для СМУ РАС |
Аммонизатор |
|
|
Аммиак |
Реактора |
||||
|
Серная кислота |
|||||
|
РАС |
|||||
|
1.5 |
РАС |
Получение карбоната аммония |
Карбонат аммония |
Абсорбционная колонна |
|
|
Углекислый газ |
|||||
|
Аммиак |
|||||
|
1.6 |
НК |
Получение пульпы нитратного мела |
ПНМ |
Реактора |
|
|
Карбонат аммония |
|||||
|
1.7 |
ПНМ |
Фильтрация мела и получение конверсионных РАС |
РАС, влажный мел |
Карусельные фильтры |
|
|
1.8 |
Влажный мел |
Сушка мела |
Мел |
Сушильная печь |
|
|
Газ природный |
|||||
|
1.9 |
Мел |
Хранение и отгрузка готового продукта |
Мел |
Силоса |
|
|
Меловоз |
Таблица 6.5 - Описание процесса получения NP/NPK-удобрений
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Растворы ААФР, KCI |
Прием и хранение сырья |
Растворы ААФР |
Емкостное оборудование |
|
|
1.2 |
Растворы ААФР |
Выпаривание |
Растворы ААФР |
Выпарная установка |
ОКСП |
|
Пар |
НКСП |
Колонны сорбции и десорбции |
|||
|
Оборотная вода |
ОКСП |
||||
|
Смолы ионообменные |
|||||
|
1.3 |
Хлористый калий |
Смешение компонентов |
Смесь растворов ААФР и хлористого калия в соотношении в зависимости от марки удобрения |
Реактор |
|
|
Растворы ААФР |
|||||
|
1.4 |
Смесь растворов ААФР и хлористого калия |
Грануляция, сушка |
Гранулированный продукт |
Барабанный гранулятор- |
|
|
Газ природный |
|||||
|
Воздух сжатый |
|||||
|
1.5 |
Гранулированный продукт |
Рассев, дробление |
Гранулированный продукт |
Грохот, дробилка |
|
|
1.6 |
Гранулированный продукт |
Охлаждение |
Гранулированный продукт |
Аппарат КС |
|
|
1.7 |
Гранулированный продукт |
Кондиционирование |
Гранулированный продукт |
Емкость, насос высокого давления, форсунка |
|
|
1.8 |
Гранулированный продукт |
Хранение |
Гранулированный продукт |
Склад насыпью |
|
|
1.9 |
Отходящие газы |
Очистка отходящих газов |
Очищенные отходящие газы |
Циклоны, скруберы, |
|
|
Абсорбционные колонны, |
|
||||
|
Каплеуловители, фильтры |
На основе данной схемы может быть также получен широкий ассортимент удобрений: NP/NPK/NS-удобрения различных марок, нитрат кальция, кальцийазотосульфат, известково-аммиачная селитра и др.
6.1.2.1.1 Производство кальцийазотосульфата
Производство кальцийазотосульфата включает следующие стадии:
- производство пульпы кальцийазотосульфата;
- упаривание пульпы кальцийазотосульфата;
- смешение пульпы с карбонатом кальция;
- грануляция и сушка в БГС и далее по принятой схеме (описано выше)
Производство NS-пульпы для кальцийазотосульфата основано на переработке нитрата кальция, нитратных (минеральных) солей, раствора сульфата аммония, получаемого из серной кислоты и аммиачной воды и смешении с 90%-ным раствором аммиачной селитры.
Технология получения включает следующие основные стадии:
- получение раствора сульфата аммония;
- смешение растворов сульфата аммония, нитрата кальция и аммиачной селитры для получения NS-пульпы с заданным соотношением N:S и Ca:S;
- выпаривание пульпы кальцийазотосульфата.
Процесс выпаривания пульпы осуществляется в каскаде из четырех выпарных аппаратов до остаточной влажности 9%15%. Обогрев греющих камер 1-го выпарного аппарата и доупаривателя производится водяным паром с температурой 190°С-200°С.
Упаренная NS-пульпа из доупаривателя передается на узел смешивания самотеком или насосом.
Выпаривание скрубберных и промывных растворов
При производстве CaNS скрубберные и промывные растворы поступают в реактор смывов. Смывы из реактора насосом передаются в реактор приема пульпы, где смешиваются с исходной пульпой и далее подаются на выпарные установки.
Для получения кальцийазотосульфата карбонат кальция или смесь карбоната кальция с мелкой фракцией удобрений поступает в реактор. Для обеспечения равномерной подачи карбоната кальция на дозатор бункер оборудован пневмовибратором и колотушкой. Ленточный конвейер и ленточный дозатор оборудованы местными отсосами, которые заведены в систему газоочистки.
Упаренная пульпа CaNS подается в реактор, где смешивается с определенным количеством карбоната кальция или смеси карбоната кальция с мелкой фракцией удобрений.
Пульпа из реактора насосом подается в аппарат БГС по одному из двух трубопроводов (один - рабочий, второй - резервный).
Пылегазовая фаза из реакторов направляется в газоочистку.
После БГС продукт направляется на классификацию, охлаждение его в аппарате КС низкого кипящего слоя и обработку антислеживающей добавкой по принятой схеме.
Процессы получения пульпы и продукта представлены на рисунках 6.9 и 6.10.
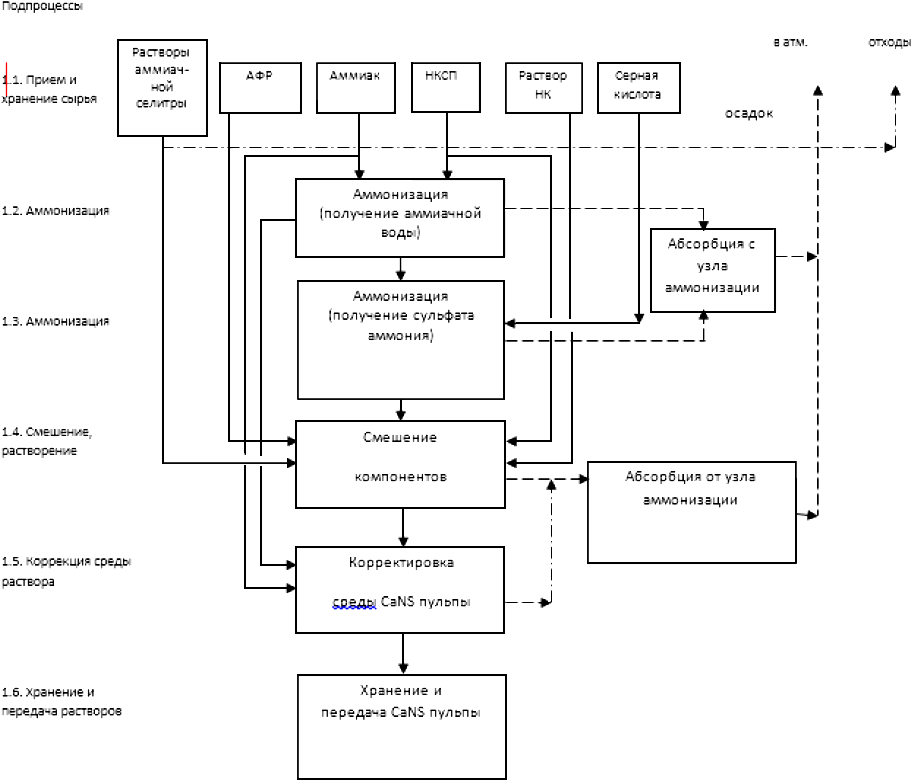
Рисунок 6.9 - Приготовление пульпы кальцийазотосульфата
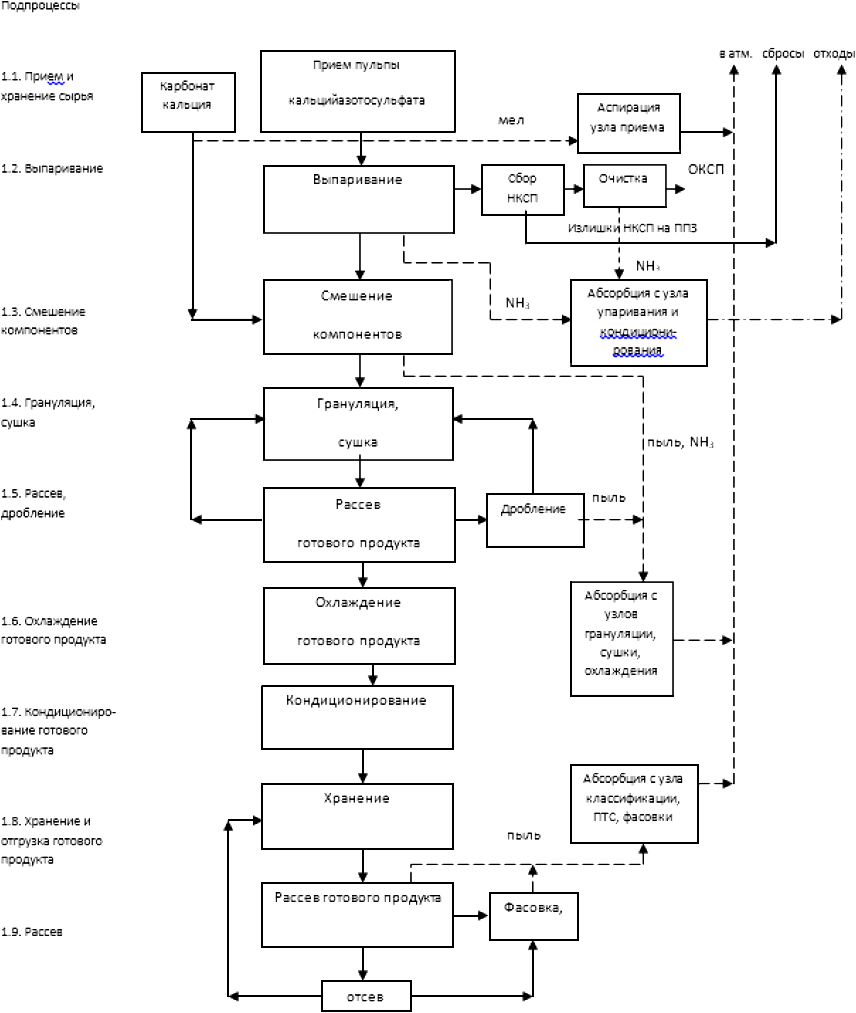
Рисунок 6.10 - Принципиальная схема получения кальцийазотосульфата
6.1.2.1.2 Производство нитрата кальция
Производство основано на разложении (репульпации) карбоната кальция (мела) азотной кислотой в каскаде реакторов с дальнейшим отделением нерастворимых соединений от водного нитрата кальция на пресс-фильтре. Возможна технология переработки нитрата кальция непосредственно с узла фильтрации производства фосфорной кислоты и нитратных солей.
Очищенный раствор нитрата кальция направляется на гранулирование в аппарат КС, в котором распыленный раствор нитрата кальция обезвоживается и кристаллизуется.
Увеличение размера гранул нитрата кальция происходит за счет напыления последующих слоев нитрата кальция на витающие в КС мелкие кристаллы нитрата кальция. При достижении критической массы гранулы нитрата кальция под действием силы тяжести выгружаются из гранулятора в переточный охладитель.
В переточном охладителе гранулы охлаждаются до заданной температуры и далее направляются на классификацию, упаковку и отгрузку потребителю.
Схема процесса представлена на рисунке 6.11.
Рисунок 6.11 - Процесс производства нитрата кальция
6.1.2.1.3 Производство азотосульфата
Производство NS-пульпы для азотосульфата основано на приготовлении раствора сульфата аммония, получаемого путем смешения серной кислоты и аммиачной воды, приготовлении добавки - раствора сульфата алюминия, получаемой путем растворения сухого сульфата алюминия в НКСП и смешения с 90%-ным раствором аммиачной селитры.
Технология получения включает в себя следующие основные стадии:
- получение раствора сульфата аммония;
- получение раствора сульфата алюминия;
- смешение растворов сульфата аммония, сульфата алюминия и аммиачной селитры для получения NS-пульпы с заданным соотношением N:S;
- упаривание пульпы в выпарных установках;
- грануляция пульпы NS=30:7 и сушка гранул удобрений в БГС;
- транспортировка готового продукта NS=30:7 на склад (хранение навалом) или на фасовку и отправку потребителю (после обработки антислеживателем до и после склада). Удобрения NS=30:7 "вылеживаются" на складе в течение суток с ворошением продукта.
Для получения СМУ улучшенного грансостава предусмотрена контрольная классификация продукта перед отправкой потребителю.
Схема получения пульпы азотосульфата представлена на рисунке 6.12.
Получение товарной фракции азотсульфата происходит по аналогии с получением кальцийазотосульфата (см. рисунок 6.10) и включает упаривание пульпы, грануляцию и сушку в аппарате БГС, классификацию, охлаждение и кондиционирование готового продукта.
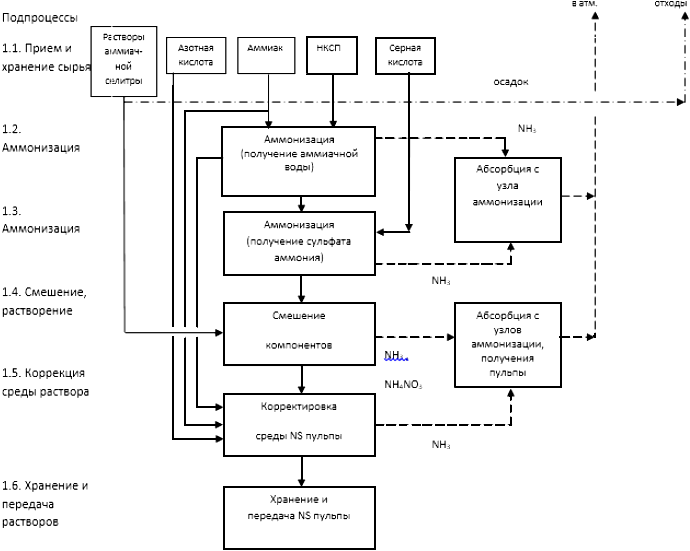
Рисунок 6.12 - Процесс производства пульпы азотосульфата
6.1.2.2 Азотнокислотное разложение фосфатного сырья с отделением тетрагидрата нитрата кальция вымораживанием, аммонизацией полученного азотнофосфорнокислого раствора, упариванием пульпы, смешением с хлористым калием и грануляцией в грануляционной башне
6.1.2.2.1 Производство азофоски (нитроаммофоски)
Производство азофоски (нитроаммофоски) состоит из следующих стадий:
-
1) Получение нитроаммофоски:
-
а) разложение апатитового концентрата азотной кислотой;
-
б) кристаллизация нитрата кальция;
-
в) регенерация (охлаждение) хладагента;
-
г) фильтрация и промывка кристаллов нитрата кальция (CN);
-
д) нейтрализация раствора нитрофосфата аммиаком;
-
е) упаривание раствора нитроаммофоса (NP);
-
ж) подготовка хлористого калия (KCI);
-
з) гранулирование нитроаммофоски;
-
и) рассев, охлаждение и кондиционирование готового продукта.
-
-
2) Конверсия нитрата кальция (CN):
-
а) приготовление раствора карбоната аммония;
-
б) конверсия кальциевой селитры;
-
в) фильтрация карбоната кальция (
 );
); -
г) сушка карбоната кальция (
); -
д) упарка растворов аммиачной селитры (
); -
е) склад раствора аммиачной селитры.
-
-
3) Очистка газовых выбросов:
-
а) очистка газов, содержащих аммиак;
-
б) очистка газов, содержащих фтор и окислы азота;
-
в) очистка газов, содержащих пыль
и аммиак.
-
-
4) Очистка сточных вод:
-
а) очистка конденсата сокового пара;
-
б) сборник сточных вод;
-
в) очистка промывной воды;
-
г) система технологической воды (PW).
-
Схема технологического процесса представлена на рисунке 6.13, а описание процесса - в таблице 6.6.
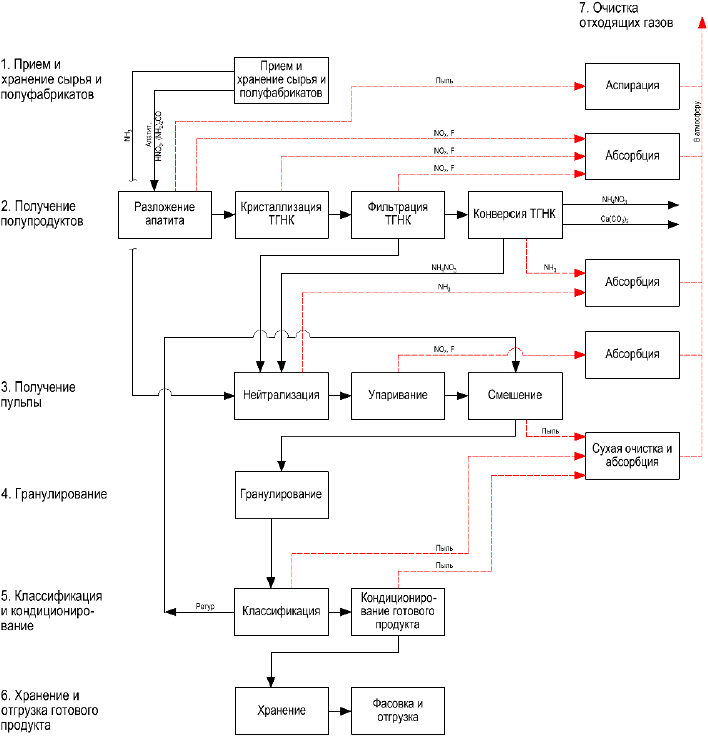
Рисунок 6.13 - Схема получения NP/NPK-удобрений с грануляционной башней
Таблица 6.6 - Описание процесса производства NP/NPK-удобрений по схеме с башней прилирования
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Апатит |
Прием и хранение сырья |
Апатит |
Силосы; бункеры; емкости |
|
|
Сильвин |
Сильвин |
||||
|
Азотная кислота карбамид |
Азотная кислота |
||||
|
1.2 |
|
Разложение апатитового концентрата азотной кислотой |
Раствор разложения |
Реакторы разложения; емкость для питания кристаллизаторов бункер апатита; ленточный весовой дозатор |
|
|
Апатит |
|
||||
|
1.3 |
Раствор разложения |
Кристаллизация нитрата кальция |
Суспензия |
Кристаллизаторы |
|
|
1.4 |
Суспензия |
Фильтрация нитрата кальция |
Маточный раствор; |
Ротационные барабанные фильтры; |
|
|
Тетрагидрат нитрата кальция |
Плавильный бак нитрата кальция с нагревательным элементом |
||||
|
Промывная азотная кислота |
Емкость маточного раствора |
||||
|
Емкость для промывной кислоты |
|||||
|
1.5 |
Маточный раствор |
Нейтрализация маточного раствора нитрофосфата газообразным аммиаком |
Раствор нитрофосфата |
Нейтрализаторы |
|
|
2.1 |
Аммиак |
Приготовление карбоната аммония |
Карбонат аммония |
Абсорбционная колонна |
|
|
Углекислый газ |
|||||
|
Амселитра |
|||||
|
2.2 |
Нитрат кальция |
Конверсия кальциевой селитры |
Суспензия (мел + амселитра) |
Реактор конверсии |
|
|
Карбонат аммония |
|||||
|
2.3 |
Суспензия |
Фильтрация мела |
Амселитра Мел |
Барабанные вакуум-фильтры |
|
|
2.4 |
Мел влажный |
Сушка мела |
1%; 6% мел |
СБ |
|
|
2.5 |
Раствор амселитры (57%) |
Выпаривание раствора амселитры |
Плав амселитры (89%-93%) |
Выпарные аппараты |
|
|
3.1 |
Раствор нитрофосфата |
Выпаривание раствора нитроаммофоса |
Плав нитрофосфата (99,8%) |
Выпарные аппараты |
|
|
3.2 |
Плав нитрофосфата (99,8%) |
Нейтрализация плава нитроаммофоса газообразным аммиаком |
Плав нитрофосфата (99,8%) |
Гидрозатвор второго выпарного аппарата |
|
|
3.3 |
Сильвин |
Сушка хлористого калия в сушилке дымовыми газами от сжигания природного газа в топке |
Сильвин |
СБ |
|
|
3.4 |
Плав нитрофосфата |
Смешение плава нитроаммофоса с KCI и ретуром NPK в баках-смесителях |
Плав NPK |
Баки-смесители |
|
|
Ретур NPK |
|||||
|
Железоокислый пигмент |
|||||
|
Хлористый калий |
|||||
|
3.5 |
Плав NPK |
Гранулирование азофоски, рассев, охлаждение, кондиционирование |
Гранулы NPK |
Конвейеры; грохоты; холодильник гранул |
|
|
Припудривающий барабан |
|||||
|
3.6 |
Гранулы NPK |
Хранение и отгрузка готового продукта |
Гранулы NPK |
Силосы; бункеры |
|
|
Мел |
Мел |
||||
|
4.0 |
NOx |
Очистка отходящих газов |
Раствор амселитры |
Скрубберы; циклоны; рукавные фильтры |
|
|
Пыль KCI |
Пыль |
||||
|
Пыль апатита пыль NPK |
|||||
|
|
|||||
|
Пыль мела |
|||||
|
Фтор |
6.1.2.2.1.1 Разложение апатитового концентрата азотной кислотой
В аппарат для разложения подается азотная кислота после подогревателя, а также промывная кислота после промывки кристаллов нитрата кальция на ротационных (барабанных) сдвоенных фильтрах.
Расход азотной кислоты в аппаратах для разложения регулируется с пульта ЦПУ в зависимости от результатов анализов раствора разложения (азотнокислотной вытяжки), выполняемых для поддержания отношения: от 1,27 до 1,6 т (мнг) на 1 т апатита.
Разложение апатитового концентрата азотной кислотой осуществляется непрерывно в двух последовательно установленных аппаратах для разложения, снабженных мешалками, при температуре от 50°С до 70°С и атмосферном давлении в соответствии основной реакцией:

Для обеспечения наиболее полного перехода всех компонентов апатита в раствор и поддержания оптимального режима разложения апатитового концентрата процесс разложения проводится с избытком азотной кислоты (не менее 10% по отношению к стехиометрическому расходу).
Аппараты для разложения имеют объем, достаточный для необходимого времени пребывания компонентов, обеспечивающего максимальную степень разложения апатитового концентрата.
При разложении апатита азотной кислотой в газовую фазу выделяется незначительное количество HF, , а также оксиды азота () и водяные пары по реакции:


Газы направляются на очистку в скруббер.
Азотно-кислотная вытяжка (раствор разложения), содержащая в своем составе фосфорную кислоту, нитрат кальция, свободную азотную кислоту и некоторое количество фтористых соединений (в основном ), самотеком поступает в буферную емкость для питания кристаллизаторов.
6.1.2.2.1.2 Кристаллизация нитрата кальция
Процесс выделения нитрата кальция из раствора разложения основан на уменьшении растворимости нитрата кальция при понижении температуры раствора.
Нитрат кальция кристаллизуется в виде тетрагидрата (). Теплота кристаллизации составляет 712 кДж/кг (170 ккал/кг).
Для получения готового продукта (NPK) с содержанием водорастворимой формы , соответствующим техническим условиям, необходимо удалить из раствора от 80% до 85% кальция от общего количества, вводимого с апатитовым концентратом.
Это требование обеспечивается при конечной температуре охлажденного раствора от минус 3°С до минус 12°С и при использовании для разложения 56% азотной кислоты.
Показателем полноты выделения нитрата кальция из раствора разложения является отношение  в маточном (нитрофосфатном) растворе, которое должно составлять не более 0,2. Отношение определяется аналитически.
в маточном (нитрофосфатном) растворе, которое должно составлять не более 0,2. Отношение определяется аналитически.
Кристаллизация ведется в 15 аппаратах периодического действия, но организован процесс таким образом, что обеспечивается непрерывная работа предыдущей и последующей операции (разложение и фильтрация). Отвод тепла производится через змеевики, вмонтированные в кристаллизатор. Для лучшего теплообмена установлены мешалки.
Раствор разложения с температурой от 50°С до 70°С из емкости для питания кристаллизаторов насосом подается в любой кристаллизатор.
Для устойчивости работы насоса в промежутке между заполнениями кристаллизаторов производится постоянная циркуляция раствора разложения обратно в емкость.
Кристаллизаторы работают под небольшим разрежением от 50 до 150 мм вод.ст., регулируемым ручным шибером. Отсасываемые газы направляются в скруббер для очистки.
Продолжительность цикла в одном кристаллизаторе - 5-6 ч.
В качестве хладагента используется водный раствор аммиака с массовой долей 18%-22% и начальной температурой от минус 20°С до минус 15°С, а конечной - от 15°С до 35°С.
Регенерация (охлаждение "теплого") хладагента осуществляется за счет холода, полученного при испарении аммиака, используемого для процесса нейтрализации раствора нитрофосфата и получения карбоната аммония и дополнительного охлаждения на фреоновой установке.
Охлажденный хладагент (с температурой минус 20°С) поступает в кристаллизатор с самой низкой температурой суспензии, наиболее близкой к конечной, и затем последовательно передается из кристаллизатора в кристаллизатор, постепенно нагреваясь до конечной температуры на выходе из последнего в технологической цепочке кристаллизатора. Пройдя все кристаллизаторы поступает в тот, куда залит свежий раствор разложения, т.е. движение хладагента осуществляется противотоком к охлаждаемому раствору, что обеспечивает уменьшение разности температуры между раствором и хладагентом и, следовательно, способствует снижению инкрустации теплообменной поверхности. Но так как инкрустация все же имеет место, очистка змеевиков происходит при заполнении кристаллизаторов "горячим" раствором разложения, в котором осевшие на поверхности змеевиков кристаллы растворяются.
Система трубопроводов обеспечивает работу кристаллизаторов в определенной последовательности, но вместе с тем каждый из кристаллизаторов может быть как первым, так и последним в охлаждаемой цепочке кристаллизаторов. При нормальной работе всех кристаллизаторов операции по заполнению их раствором разложения, сливу суспензии, циркуляции и отвода хладагента полностью автоматизированы. В случае выхода из строя какого-либо кристаллизатора переход через него производится вручную с ЦПУ, последующие кристаллизаторы продолжают работать в автоматическом режиме.
6.1.2.2.1.3 Регенерация (охлаждение) хладагента
Регенерация (охлаждение от плюс 35°С до минус 20°С) циркулирующего хладагента (водного раствора аммиака с массовой долей 20%) осуществляется за счет теплообмена с испаряющимся аммиаком в испарителях, а затем на фреоновой холодильной установке.
Необходимо правильно регулировать расход хладагента. Поддерживанием постоянной температуры хладагента обеспечивается постоянное время охлаждения суспензии в каждом кристаллизаторе и, следовательно, получение кристаллов заданного размера.
6.1.2.2.1.4 Фильтрация и промывка кристаллов нитрата кальция (CN)
Из кристаллизаторов суспензия (раствор с выпавшими в осадок кристаллами нитрата кальция) самотеком поступает в расходный бак, из которого также самотеком, через донные клапана направляется на фильтрацию.
Фильтрация должна обеспечить максимально возможное отделение раствора нитрофосфата от нитрата кальция, а промывка - регламентированное содержание и свободной азотной кислоты в нитрате кальция. Качественная фильтрация и промывка снижают потери с кристаллами , создают нормальные условия для образования кристаллов карбоната кальция, получаемого из нитрата кальция при его конверсии, и способствуют ведению процесса конверсии в пределах норм технологического процесса.
Процессы фильтрации и промывки твердой фазы нитрата кальция осуществляются на сдвоенных барабанных вакуум-фильтрах. На первом барабане твердая фаза нитрата кальция отфильтровывается, а на втором промывается азотной кислотой и водой с образованием промывной кислоты.
Для дальнейшей транспортировки и переработки кристаллический тетрагидрат нитрата кальция переводится в расплав.
Для создания вакуума и отдувки осадка каждый фильтр оснащен вентиляторами, а для отделения жидкости - четырьмя сепараторами (по два на каждый барабан), в сепараторах на первом барабане отделяется раствор нитрофосфата, на втором отделяется промывная кислота в сепараторах.
Разрыхление осадка осуществляется продувкой воздухом под давлением (от 400 до 450 мм вод.ст.) от 3,92 до 4,41 кПа от вентиляторов для сдувки осадка.
Давление воздуха для регенерации сетки - 0,98 кПа (100 мм вод.ст.).
Фильтруемая суспензия поступает в лоток первого барабана. Для предотвращения расслоения суспензии в лотках имеются качающиеся мешалки.
В процессе фильтрации кристаллы нитрата кальция оседают на фильтрующей поверхности. По мере вращения барабана происходит отделение раствора нитрофосфата, а кристаллы поступают в зону съема осадка, где происходит разрыхление, отдувка осадка и снятие при помощи скребка.
Отфильтрованный нитрофосфатный раствор из сепараторов по барометрическим трубкам поступает в сборник, откуда насосами направляется на нейтрализацию через теплообменник, в котором охлаждается азотная кислота, используемая для промывки нитрата кальция.
За счет проскока через фильтровальную сетку твердой фазы в нитрофосфатный раствор попадают мелкие кристаллы нитрата кальция и большая часть не растворившихся при разложении примесей.
Нитрат кальция смывается с ножа первого барабана промывной кислотой и поступает в лоток второго барабана. Промывная кислота подается из сборника.
На второй ступени фильтра кристаллы нитрата кальция, находясь во взвешенном состоянии в циркулирующей промывной кислоте, отделяются на фильтре, затем сначала промываются свежей азотной кислотой, после чего небольшим количеством очищенной промывной воды.
Азотная кислота, поступающая на промывку, отбирается от потока, предназначенного для разложения, а вода - с установки очистки промывных вод.
Количество свежей азотной кислоты, промывной кислоты для промывки и воды должно быть минимальным, чтобы уменьшить количество растворившихся кристаллов нитрата кальция, которые с промывной кислотой возвращаются в аппарат для разложения I.
Температура азотной кислоты и воды, подаваемых на промывку кристаллов нитрата кальция, должна быть как можно ниже, чтобы уменьшить количество растворившихся кристаллов нитрата кальция. Азотная кислота охлаждается в холодильнике до температуры не более 25°С холодным раствором нитрофосфата (маточным раствором).
Вода для промывки отбирается после холодильника очищенной воды с температурой не более 15°С.
Кристаллы нитрата кальция, после фильтра вместе с циркулирующим раствором нитрата кальция поступают в плавильный бак нитрата кальция.
Кристаллы нитрата кальция ( ) расплавляются в плавильном баке, снабженном паровым змеевиком. Температура плавления чистого нитрата кальция - 43°С, однако содержание кислоты и воды в кристаллах снижает фактическую точку плавления на 10°С-20°С. Температура в плавильном баке 50°С регулируется за счет подачи пара в змеевик.
) расплавляются в плавильном баке, снабженном паровым змеевиком. Температура плавления чистого нитрата кальция - 43°С, однако содержание кислоты и воды в кристаллах снижает фактическую точку плавления на 10°С-20°С. Температура в плавильном баке 50°С регулируется за счет подачи пара в змеевик.
Расходный бак имеет объем, обеспечивающий 6-часовой запас плава нитрата кальция, и является буферной емкостью на случай остановки или нарушения режима в отделении конверсии нитрата кальция.
Из расходного бака раствор нитрата кальция (CN) насосом подается в отделение конверсии нитрата кальция.
6.1.2.2.1.5 Нейтрализация раствора нитрофосфата аммиаком
Маточный раствор (нитрофосфат) из емкости маточного раствора питательным насосом подается на нейтрализацию.
Раствор нитрофосфата проходит холодильник, где охлаждает азотную кислоту до 20°С-25°С, используемую в качестве промывной кислоты на фильтрах, и поступает в первый нейтрализатор.
Нейтрализация раствора нитрофосфата, содержащего азотную и фосфорную кислоты, некоторое количество кремнефтористоводородной кислоты, растворимый нитрат кальция, небольшое количество растворимых соединений железа, алюминия, кремния и взвешенных нерастворимых примесей, осуществляется в две ступени газообразным аммиаком. При нейтрализации раствора нитрофосфата аммиаком кальций и большая часть растворенных примесей осаждается в виде фторидов и фосфатов, а нитрат аммония и фосфаты аммония остаются в растворе.
Основные реакции нейтрализации
- Первая ступень нейтрализации при рН от 2,6 до 3,0:
 кДж/моль
кДж/моль
 кДж/моль - моноаммонийфосфат
кДж/моль - моноаммонийфосфат
 кДж/моль - монокальцийфосфат
кДж/моль - монокальцийфосфат

- Вторая ступень нейтрализации при рН от 5,6 до 6,0:
 кДж/моль - дикальцийфосфат и моноаммонийфосфат
кДж/моль - дикальцийфосфат и моноаммонийфосфат
 кДж/моль
кДж/моль
 - (нежелательная реакция)
- (нежелательная реакция)
За счет тепла реакции в процессе нейтрализации испаряется значительное количество воды.
Процесс нейтрализации осуществляется при температуре от 115°С до 130°С под атмосферным давлением.
В составе агрегата установлено две параллельно работающих нитки, состоящие из двух последовательно работающих нейтрализаторов I и II.
Частично нейтрализованная жидкость из нейтрализатора I с рН от 2,6 до 3,0 по желобу перетекает в нейтрализатор II, где нейтрализуется до рН от 5,6 до 6,0.
Для обеспечения эффективного перемешивания и абсорбции аммиака, газообразный аммиак подается в нейтрализатор I - через 7 барботажных труб и в нейтрализатор II - через 6 труб.
Аммиак подается после испарителя аммиака, а также с установки отпарки аммиака от дифлегматоров.
Примерно 75% от общего расхода аммиака на нейтрализацию подается в нейтрализатор I, 25% - в нейтрализатор II.
Процесс нейтрализации чувствителен даже к небольшому отклонению от регулируемых значений рН или изменению состава раствора. При нарушениях нормального режима работы образуются нерастворимые соединения фосфатов, жидкость становится весьма вязкой за счет кристаллизации моноаммонийфосфата.
Следовательно, регулирование рН в I и II ступенях нейтрализации очень важно. Количество подаваемого газообразного аммиака зависит от расхода маточного раствора и задаваемого рН в реакторе.
Для получения готового продукта с заданным соотношением  1:1 в нейтрализатор I из расходного бака раствора аммиачной селитры насосом подается раствор аммиачной селитры.
1:1 в нейтрализатор I из расходного бака раствора аммиачной селитры насосом подается раствор аммиачной селитры.
В расходный бак поступают растворы аммиачной селитры:
- растворы из скрубберов улавливания фтора после упарки раствора нитроаммофоса;
- раствор из скруббера отходящих газов нейтрализации;
- раствор из отделения упарки раствора амселитры.
В расходном баке поддерживается температура от 80°С до 130°С.
В нейтрализатор I поступает до 75% общего количества раствора аммиачной селитры; остальное количество (до 25%) подается в бак для питания выпарного аппарата.
Нейтрализованный раствор нитроаммофоса с рН от 5,6 до 6 из нейтрализатора II самотеком поступает в бак для питания выпарного аппарата. Для поддержания рН от 5,8 до 6 в бак подведен газообразный аммиак.
Температура в баке поддерживается от 105°С до 130°С, газы из нейтрализаторов подаются на очистку в колонну.
Бак для питания выпарного аппарата имеет объем, обеспечивающий запас нейтрализованного раствора на 4 ч, и является буферной емкостью при кратковременных остановках отделения упарки и гранулирования.
Из бака раствор нитроаммофоса насосом перекачивается в отделение упарки раствора нитроаммофоса, размещенное в верхней части грануляционной башни.
6.1.2.2.1.6 Упаривание раствора нитроаммофоса (NP)
Раствор нитроаммофоса насосами подается на упаривание в двухступенчатую выпарную систему через подогреватель раствора нитроаммофоса. Температура раствора нитроаммофоса на выходе из подогревателя (115°С-135°С) регулируется изменением расхода пара при помощи регулятора.
На первой ступени осуществляется вакуум-выпарка раствора с массовой долей нитрофосфата от 80% до 98% при температуре от 170°С до 190°С.
Соковый пар отделяется в аппарате, после чего упаренный раствор перетекает по U-образному гидрозатвору (утке) во второй выпарной аппарат, где происходит упаривание под вакуумом до массовой доли нитрофосфата не менее 99,5% при температуре от 170°С до 190°С.
Соковый пар отделяется в сепараторе, а упаренный раствор (плав) нитроаммофоса поступает в гидрозатвор.
Нагрев раствора в выпарных аппаратах осуществляется подачей пара в межтрубное пространство. Температура в выпарных аппаратах не должна превышать 190°С во избежание разложения аммиачной селитры.
Интенсивное разложение с выделением азотосодержащих газов может начаться при температуре выше 200°С и при понижении рН раствора до 4, а также в случае попадания хлоридов в раствор нитроаммофоса.
Для улучшения качества продукта и его стабильности при хранении, а также для предотвращения разложения продукта в гидрозатвор подается аммиак для нейтрализации плава до рН 4,7-4,9.
Газообразный аммиак подогревается в подогревателе до 150°С. Температура аммиака регулируется подачей пара.
Плав нитроаммофоса из гидрозатвора 2-го выпарного аппарата направляется в баки-смесители.
Соковый пар из сепаратора 1-го выпарного аппарата, содержащий аммиак и фтор, поступает в скруббер фтора I ступени, орошаемый циркулирующим раствором аммиачной селитры (AN).
Соковый пар из скруббера после очистки от фтора поступает в конденсатор I ступени, где большая часть его конденсируется; при этом 90% аммиака, содержащегося в соковом паре, переходит в конденсат. Конденсат сокового пара с температурой от 50°С до 60°С отводится в гидрозатвор через брызгоотделитель I ступени, из которого подается на установку отпарки аммиака.
Несконденсировавшиеся пары и газы из брызгоотделителя отводятся при помощи эжектора I ступени, который создает разрежение в 1-м выпарном аппарате. Разрежение регулируется подачей пара на эжектор с помощью регулятора.
Пар после эжектора I ступени поступает в конденсатор вакуумного эжектора.
Соковый пар из сепаратора 2-го выпарного аппарата поступает на очистку от фтора в скруббер фтора II ступени. Схема очистки аналогична схеме очистки сокового пара после 1-го выпарного аппарата. Скруббер орошается циркулирующим раствором аммиачной селитры с массовой долей не более 60%.
Технологический конденсат после I и II конденсаторов 2-й ступени, конденсатора вакуумного эжектора и скруббера аммиака, содержащий аммиак, собирается в гидрозатвор конденсатора II ступени, после которого по переливу объединяется с конденсатом от I ступени выпаривания из гидрозатвора и самотеком направляется на установку отпарки аммиака в колонну.
Таким образом, почти весь аммиак, содержащийся в соковом паре после выпарных аппаратов, регенерируется в очистных скрубберах.
На входе в конденсатор I ступени, а также 1-й и 2-й конденсаторы II ступени, фторид кремния, выделившийся в соковый пар при упарке, реагирует с водным раствором аммиака по реакции

Кремнезем ( ) может оседать на стенах трубок конденсаторов II ступени, так как количество воды, конденсирующейся на этой ступени, намного меньше, чем количество воды, конденсирующейся на I ступени, и стенки трубок могут легко оказаться сухими.
) может оседать на стенах трубок конденсаторов II ступени, так как количество воды, конденсирующейся на этой ступени, намного меньше, чем количество воды, конденсирующейся на I ступени, и стенки трубок могут легко оказаться сухими.
Для предотвращения осаждения кремнезема поддерживается постоянная циркуляция небольшого количества конденсата через 1-й и 2-й конденсаторы II ступени и гидрозатвор для конденсатора II ступени, обеспечивающий смывание осевшего кремнезема.
Газы и пары после скруббера аммиака вместе со сбросами от воздушников гидрозатворов поступают в конечный скруббер аммиака, орошаемый закисленной промывной водой с рН от 1 до 2 от насоса установки очистки сточных вод, что облегчает абсорбцию аммиака.
Газы после конечного скруббера аммиака сбрасываются в атмосферу газодувкой для вытяжки на гранбашне, а промывная вода возвращается на установку очистки промывной воды.
6.1.2.2.1.7 Подготовка хлористого калия (KCI)
Хлористый калий подается из отделения хранения, дозирования и обработки KCI в бункер питательным конвейером-весами.
Для исключения зависания KCI в бункере к нижней части его подведен осушенный воздух для аэрации и установлены вибраторы.
Из бункера KCI дозируется в сушилку KCI.
Сушка хлористого калия осуществляется топочными газами и подогретым ими воздухом. Топочные газы образуются за счет сжигания природного газа в топке.
Массовая доля воды не более 0,15% в KCI после сушки поддерживается путем автоматического регулирования температуры выходящего газа после сушилки.
Топочные газы из сушилки отсасываются вентилятором через два параллельно работающих циклона горячего газа и рукавный фильтр, где очищаются от пыли хлористого калия, после чего выбрасываются в атмосферу. Пыль KCI выгружается в конвейер.
В рукавном фильтре осуществляется также очистка от пыли аспирационных отсосов, от транспортного оборудования подачи KCI.
Для обеспечения подъема хлористого калия на высоту грануляционной башни установлено четыре ковшовых элеватора (два рабочих и два резервных), два элеватора работают последовательно (с первого элеватора на отметке 60 м KCI перегружается во второй элеватор).
Хлористый калий от элеваторов подается в бункер.
Пыль хлористого калия с элеваторов, конвейеров и бункера отсасывается вентилятором и очищается в рукавных фильтрах.
Из бункера заданное количество KCI дозируется ленточными весами на ретурный конвейер, из которого хлористый калий вместе с ретуром подается в смеситель.
6.1.2.2.1.8 Гранулирование нитроаммофоски
Упаренный до массовой доли нитрофоаммофоса не менее 99,5% плав после 2-го выпарного аппарата через гидрозатвор поступает в бак-смеситель, в котором смешивается с хлористым калием, ретуром в соотношении, обеспечивающем получение готового продукта азофоски (нитроаммофоски) заданного состава.
Время смешения NP с KCI и ретуром - 20-30 с. За это время от 50% до 60% хлористого калия вступает в реакцию:

Ретур плавится.
Бак-смеситель снабжен перемешивающим устройством.
Установлено два бака-смесителя, работающих поочередно.
Смесь плава нитроаммофоса и хлористого калия из бака-смесителя подается во вращающийся гранулятор, которым распыляется в верхней части грануляционной башни.
Вращение гранулятора осуществляется от электродвигателя управляемого электроприводом комплектным теристорным, обеспечивающим плавное регулирование скорости вращения вала электродвигателя от 200 до 1000 об/мин.
При падении по высоте башни капли плава охлаждаются встречным потоком воздуха и кристаллизуются в виде гранул.
Охлаждающий воздух входит в нижнюю часть башни через проемы в стволе башни и отсасывается вентиляторами, установленными в вытяжных трубах на гранбашне. Производительность одного вентилятора - до 208 тыс. м/ч. Для равномерного распределения воздуха по сечению башни установлено шесть вентиляторов.
Гранулометрический состав готового продукта зависит от температуры смеси, подаваемой в грануляторы, и от скорости вращения гранулятора.
Получение продукта с заданным гранулометрическим составом достигается регулированием скорости вращения гранулятора.
В промежуток времени от 1,0 до 1,5 ч проводится промывка вращающегося гранулятора.
Температура в баке смесителе поддерживается в пределах от 140°С до 160°С.
6.1.2.2.1.9 Рассев, охлаждение и кондиционирование готового продукта (NPK)
Гранулы азофоски (NPK) выводятся из нижней части грануляционной башни при помощи поворотного днища гранбашни.
На колосниках отделяются комки, которые подаются в дробилку. Продукт после колосников и дробилки распределяется на грохоты для отсортировки крупной фракции затем на грохоты для отсортировки мелкой фракции.
Крупная нестандартная фракция азофоски (от 4 до 6 мм) подается на дробилку, после чего возвращается в качестве ретура и снова поступает на рассев.
Мелкая фракция азофоски (от 0 до 1,5 мм) с грохота системой конвейеров и элеватором подается в бак-смеситель.
Товарная фракция азофоски (от 1 до 4 мм) после грохотов подается в холодильник гранул, где осуществляется охлаждение гранул от 80°С до 40°С в псевдоожиженном слое.
Во избежание увлажнения гранул воздух, подаваемый на псевдоожижение в две секции холодильника нагнетательными вентиляторами, подогревается в воздушных подогревателях паром вторичного вскипания.
Воздух из холодильника гранул, содержащий пыль NPK, отсасывается воздуходувками через систему циклонов.
Воздух от транспортных систем и грохотов после очистки в рукавном фильтре выбрасываются в атмосферу.
Гранулированный продукт из холодильника гранул ленточными весами подается в опудривающий барабан для обработки поверхностно-активной добавкой лиламин, флотигам (и другими кондиционерами).
Продукт-азофоска (нитроаммофоска) направляется в отделение приема, дозирования и обработки NPK.
6.1.2.2.1.10 Конверсия нитрата кальция (CN)
Приготовление раствора карбоната аммония.
В качестве абсорбирующей жидкости используется 56-60%-ный раствор аммиачной селитры с удельной плотностью 1,3 кг/дм.
Для полноты реакции диоксид углерода подается с избытком от 5% до 10% от стехиометрии. Реакция экзотермична.
На выходе из колонны должен получиться раствор карбоната аммония с соотношением  0,8-0,9.
0,8-0,9.
Аммиак и диоксид углерода абсорбируются циркулирующим раствором аммиачной селитры в абсорбционной колонне с образованием карбоната аммония по реакции

Диоксид углерода из межцеховых коммуникаций поступает через сепаратор на всас компрессора для дополнительного компримирования с последующим охлаждением на теплообменнике и влагоотделением на сепараторе.
После компрессора диоксид углерода с давлением до 0,20 МПа (2 кгс/см) через концевой холодильник и брызгоотделитель с температурой от 35°С до 55°С поступает в абсорбционную башню.
Газообразный аммиак поступает в абсорбционную колонну из испарителя аммиака с давлением от 0,12 до 0,20 МПа (от 1,2 до 2,0 кгс/см).
Для отвода тепла и полной абсорбции и циркулирующий раствор аммиачной селитры из абсорбционной колонны насосами подается через систему холодильников. Температура циркулирующего раствора после теплообменников (не более 50°С) поддерживается путем изменения расхода охлаждающей оборотной воды.
С целью более полного улавливания газов верхняя часть абсорбционной колонны орошается свежим раствором аммиачной селитры, охлажденным в холодильнике до температуры 45°С-50°С.
Раствор аммиачной селитры, содержащий карбонат аммония, с температурой не более 45°С после 3-го холодильника подается в реактор конверсии.
Конверсия кальциевой селитры. Раствор нитрата кальция из напорного бака подается в реактор конверсии.
Процесс конверсии нитрата кальция в аммиачную селитру и карбонат кальция осуществляется при температуре от 55°С до 70°С и атмосферном давлении по реакции

Объем реактора рассчитан на время пребывания реакционной смеси (суспензии) в реакторе до 20 мин, после чего суспензия, состоящая из AN и кристаллического карбоната кальция, перетекает в емкость для корректировки.
На размер образующихся при конверсии кристаллов оказывают влияние:
- рН в реакторе конверсии;
- массовая доля в плаве CN;
- массовая доля карбоната аммония в растворе АС, подаваемом в реактор;
- температура реакции.
Оптимальный размер кристаллов достигается путем проведения реакции конверсии при рН 7,9.
6.1.2.2.1.11 Фильтрация карбоната кальция (
)
Суспензия из сосуда для корректировки питательными насосами подается на ротационные фильтры, где происходит отделение карбоната кальция () от раствора аммиачной селитры.
Предусмотрена промывка осадка на фильтрах технологической водой, а также подача технологического воздуха для отдувки и лучшего съема осадка с поверхности фильтра и для регенерации фильтровальной ткани.
Осадок с фильтра с массовой долей воды от 8% до 16% системой ленточных конвейеров транспортируется на загрузку автотранспорта или полувагонов.
Раствор амселитры насосами подается на фильтры для удаления мелких частиц. Для промывки предусмотрена подача технологической воды и слабой азотной кислоты с массовой долей 10% из емкости FA 427.
Раствор амселитры после фильтров поступает в сосуд для регулировки рН с мешалкой, где рН раствора от 6,0 до 8,5 регулируется подачей азотной кислоты.
Затем раствор амселитры перетекает в расходный резервуар аммиачной селитры, из которого насосом подается на верх гранбашни на орошение скрубберов.
Часть раствора из расходного резервуара аммиачной селитры насосом подается на орошение абсорбционной колонны, а остальное количество раствора амселитры подается в отделение упарки амселитры (AN).
6.1.2.2.1.12 Сушка карбоната кальция (
)
Сушка карбоната кальция производится до массовой доли воды не более 1,5%.
Влажный карбонат кальция конвейерами подается в сушилку, где сушится до массовой доли воды не более 1,5% и отправляется на отгрузку.
Сушка карбоната кальция осуществляется паром с давлением от 0,49 до 0,59 МПа (от 5 до 6 кгс/см), подаваемым во встроенную трубчатую теплообменную часть барабанной сушилки .
6.1.2.2.1.13 Упарка растворов аммиачной селитры (AN)
Раствор аммиачной селитры с массовой долей от 56% до 60% из расходного резервуара насосом через подогреватель подается в выпарной аппарат.
Температура раствора после подогревателя (от 90°С до 110°С) регулируется подачей пара в подогреватель.
Упарка раствора амселитры до массовой доли от 89% до 93% осуществляется в двух параллельно работающих выпарных аппаратах с выносными кипятильниками.
Температура в выпарном аппарате раствора аммиачной селитры должна быть от 115°С до 135°С и регулируется подачей пара в кипятильник.
Соковый пар из выпарных аппаратов, содержащий аммиак и аммиачную селитру, поступает в брызгоуловитель, орошаемый циркулирующим раствором аммиачной селитры.
После улавливания брызг раствора и туманообразной аммиачной селитры в брызгоуловителе соковый пар конденсируется в конденсаторе.
Конденсат сокового пара из гидрозатвора перекачивается в установку очистки промывных вод для регенерирования содержащегося в нем аммиака.
Несконденсированные пары и газы поступают в струйный конденсатор через эжектор, после чего направляются на окончательную очистку в колонну.
6.1.2.2.1.14 Склад раствора амселитры
Упаренный раствор аммиачной селитры с массовой долей от 89% до 93% поступает из отделения упарки в склад раствора аммиачной селитры.
Предусмотрен контроль за температурой раствора в нескольких точках по высоте хранилища.
Из хранилища раствор аммиачной селитры с температурой от 115°С до 130°С насосами перекачивается в действующее производство аммиачной селитры АС-72 или для корректировки отношения  в нитроаммофосфате.
в нитроаммофосфате.
6.1.2.2.1.15 Очистка газовых выбросов
Схемой предусмотрена раздельная очистка отходящих газов:
- содержащих аммиак;
- содержащих фтор и окислы азота;
- содержащих пыль и .
Очистка газов, содержащих аммиак. Отходящие газы из нейтрализации, конверсии CN и др., содержащие в основном аммиак, поступают на очистку в скруббер отходящих газов нейтрализатора, состоящий из двух частей.
Газы поступают в нижнюю часть скруббера с насадкой, которая орошается циркулирующим раствором аммиачной селитры, подаваемым насосом.
В циркулирующий раствор дозируется азотная кислота для поддержания рН циркулирующего раствора от 4,5 до 6,5.
Большая часть аммиака, содержащегося в отходящих газах, абсорбируется в нижней части скруббера:

Газы из нижней части скруббера поступают в его верхнюю часть на окончательную очистку от аммиака. Верхняя часть скруббера орошается циркулирующим раствором амселитры, в который дозируется азотная кислота, также на верхнюю часть колонны подается технологическая вода для разбавления раствора. рН циркулирующего раствора контролируется и регулируется в пределах от 2 до 3,5.
Очищенные газы отсасываются вентилятором и направляются по газоходу в вытяжную трубу.
Очистка газов, содержащих фтор и окислы азота.
Отходящие газы из отделения разложения апатитового концентрата и из отделения фильтрации нитрата кальция (CN), содержащие в основном окислы азота (), а также фтористые соединения, поступают в нижнюю часть тарельчатого скруббера, где промываются циркулирующей очищенной водой, поступающей из расходного резервуара очищенной промводы, для улавливания HF, , . Хемосорбцию водой можно описать следующими уравнениями:



pH циркулирующей очищенной воды низа колонны поддерживается в пределах от 1 до 2,5. Расход циркулирующей очищенной воды на низ колонны должен быть от 400 до 500 м/ч.
Затем газы поступают в среднюю часть скруббера, которая также орошается циркулирующей очищенной промводой. рН циркулирующей воды в средней части скруббера контролируется и регулируется в пределах от 1,5 до 3,0. Расход циркулирующей воды в средней части скруббера должен быть от 400 до 500 м/ч.
Затем газы поступают в верхнюю часть тарельчатого скруббера. В верхней части тарельчатого скруббера газы подвергаются окончательной очистке циркулирующей водой. На верхнюю тарелку скруббера дозируется очищенная промвода с расходом от 4 до 5 т/ч.
Очищенные газы из верхней части скруббера вентилятором отходящих газов направляются в вытяжную трубу отходящих газов.
Очистка газов, содержащих пыль
и аммиак.
Отходящие газы из сушки карбоната кальция (), содержащие аммиак, водяные пары и пыль , направляются в скруббер отходящих газов сушилки , состоящий из двух частей. В нижней части скруббера газ промывается циркулирующим технологическим конденсатом с целью улавливания пыли .
Циркуляционный конденсат охлаждается водой в холодильнике циркулирующей жидкости с целью отвода тепла конденсации водяных паров, содержащихся в газе.
В верхней части скруббера газ промывается циркулирующим раствором амселитры, в который дозируется азотная кислота для обеспечения более полного улавливания аммиака. В верхнюю часть скруббера подается также технологическая вода для разбавления циркулирующего раствора с расходом 80-120 кг/ч. В циркулирующем растворе поддерживается рН от 2,0 до 4,0.
Очищенный газ после скруббера отсасывается вентилятором отходящих газов сушилки и направляется в вытяжную трубу отходящих газов.
Выхлопная труба оборудована дренажем для отвода конденсата, содержащего аммиачную селитру и пробоотборной точкой для отбора проб газа.
6.1.2.2.1.16 Очистка сточных вод
Очистка конденсата сокового пара. Технологический конденсат (конденсат сокового пара) из отделения упарки раствора амселитры, содержащий аммиак, поступает в 1-й нагреватель конденсата, где подогревается до температуры не более 75°С за счет тепла очищенного конденсата.
Затем конденсат подается в верхнюю часть 1-й колонны отпарки конденсата на 4-ю тарелку, далее конденсат перетекает с тарелки на тарелку (всего 28 ситчатых тарелок, снабженных переливными устройствами, поддерживающими уровень конденсата на тарелках), где аммиак отгоняется из конденсата за счет тепломассообмена с ПГС барботирующего через слой конденсата на каждой тарелке. В процессе отпарки аммиака технологический конденсат, поступая с верхней части колонны в нижнюю, очищается от аммиака, ПГС, проходя через кондесат, насыщается аммиаком. После 28-й ситчатой тарелки конденсат поступает на "глухую" тарелку, откуда подается на кипятильник 1-й колонны отпарки подогреваемый паром и поступает в нижнюю кубовую часть колонны, ПГС поступает под глухую тарелку и далее в верхнюю часть колонны, проходя через ситчатые тарелки. Температура конденсата в кубовой части колонны должна быть от 130°С до 140°С.
Очищенный конденсат выдается в 1-й сборник отходящих жидкостей для подачи в участок нейтрализации промышленно-сточных вод.
Орошение верхней части колонны осуществляется циркулирующим конденсатом при помощи оросительных насосов 1-й колонны отпарки из сборника флегмы 1-й колонны отпарки. Аммиак и водяной пар из верхней части колонны охлаждается оборотной водой до температуры 120°С-130°С в конденсаторе, где водяной пар частично конденсируется, и полученный конденсат поступает в сборник флегмы.
Из сборника флегмы технологический конденсат насосами подается на орошение верхней части колонны на первую тарелку, а аммиак вместе с несконденсированными водяными парами в состоянии ПГС, отделившись от конденсата в сборнике флегмы, направляется в нейтрализаторы.
Очистка конденсата сокового пара (технологического конденсата) со стадии упарки раствора нитроаммофоса осуществляется по аналогичной схеме.
Конденсат, содержащий аммиак и небольшое количество соединений фтора, подается во 2-й нагреватель конденсата, где подогревается до температуры не более 75°С за счет тепла очищенного конденсата выдаваемого из кубовой части колонны.
Затем конденсат подается в верхнюю часть 2-й колонны отпарки конденсата, где аммиак отгоняется из конденсата за счет тепломассообмена с ПГС, проходящей через конденсат на ситчатых тарелках.
Конденсат, поступающий от "глухой" тарелки средней части колонны, подогревается в кипятильнике 2-й колонны отпарки конденсата и поступает в кубовую часть 2-й колонны отпарки конденсата. Температура конденсата на выходе из колонны должна быть не более 140°С.
Аммиак и водяные пары из верхней части колонны охлаждаются оборотной водой до температуры не более 110°С в конденсаторе, где водяной пар частично конденсируется, после чего поступает в сборник флегмы 2-й колонны отпарки.
Из сборника флегмы технологический конденсат оросительным насосом 2-й колонны отпарки подается на орошение верхней части колонны, а аммиак вместе с несконденсированными водяными парами направляется в нейтрализаторы.
Часть очищенного конденсата из кубовой части колонны применяется в качестве технологической воды.
Сборник сточных вод. Сборник сточных вод представляет собой заглубленное железобетонное хранилище с двумя отсеками для раздельного сбора технологического конденсата.
В первый отсек поступает конденсат после упарки раствора аммиачной селитры.
Во второй отсек поступает конденсат после упарки раствора нитроаммофоса.
Технологический конденсат после 1-й колонны отпарки конденсата с массовой концентрацией аммонийного азота не более 0,09 г/дм, нитратного азота не более 0,1 г/дм и рН от 5 до 9 направляется на участок нейтрализации промышленно-сточных вод. При превышении данных параметров конденсат подается в сборник сточных вод, из которого насосом возвращается для использования в технологических целях или на дополнительную очистку.
Конденсат после упарки нитроаммофоса и очистки его во 2-й колонне отпарки конденсата с массовой концентрацией аммонийного азота не более 0,3 г/дм, фтора не более 0,012 г/дм и рН от 5 до 9 направляется через сборник насосами на участок нейтрализации промышленно-сточных вод. При превышении данных параметров конденсат подается в сборник, откуда насосом подается для использования в технологических целях или на дополнительную очистку.
Очистка промывной воды. Проектом предусмотрена замкнутая система очистки промывной воды, применяемой для промывки оборудования, емкостей, смывки полов. После очистки вся промывная вода возвращается в процесс и используется для технологических нужд.
6.1.3 Производство NK-удобрений
Калиевую селитру производят ОХК Уралхим, ОАО - Филиал Азот (г.Березники).
Производство калиевой селитры состоит из следующих стадий (см. рисунок 6.14 и таблицу 6.7):
- растворение хлористого калия в растворе нитрата натрия;
- обменное разложение (конверсия);
- отделение хлористого натрия;
- первичная кристаллизация;
- вторичная кристаллизация;
- сушка калиевой селитры;
- упаковка калиевой селитры и погрузка;
- погрузка хлористого натрия;
- улавливание и конденсация паров после стадии конверсии;
- улавливание и конденсация паров после стадий кристаллизации;
- очистка запыленного воздуха.
Технологический процесс производства калиевой селитры конверсионным методом состоит из следующих стадий:
- Растворение хлористого калия в растворе нитрата натрия, фильтрация полученного раствора.
Раствор нитрата натрия с массовой концентрацией  не менее 280 г/дмпоступает периодически в сборник нефильтрованного раствора, из которого центробежным насосом подается в растворитель хлористого калия.
не менее 280 г/дмпоступает периодически в сборник нефильтрованного раствора, из которого центробежным насосом подается в растворитель хлористого калия.
Хлористый калий поступает в гидротранспортер, захватывается раствором нитрата натрия, подаваемым насосом, и подается в растворитель. Растворитель хлористого калия снабжен мешалкой.
Процесс растворения протекает при температуре раствора 80°С-90°С, поддерживаемой подачей пара в рубашку растворителя.
Приготовленный раствор хлористого калия и нитрата натрия из растворителя хлористого калия центробежным насосом подается на фильтр-пресс для удаления механических примесей. Отфильтрованный от механических примесей и шлама раствор хлористого калия и нитрата натрия поступает в сборник фильтрованного раствора, где поддерживается температура 40°С-90°С за счет подачи пара в рубашку сборника.
Предусмотрена возможность накопления раствора нитрата натрия, раствора хлористого калия и нитрата натрия в хранилищах щелоков.
- Обменное разложение (конверсия) хлористого калия и нитрата натрия в выпарном аппарате.
Исходный раствор из сборника насосом непрерывно подается в выпарной аппарат через распределительное кольцо с отверстиями, которое расположено в верхней части сепаратора выпарного аппарата. В выпарном аппарате происходит процесс конверсии и упаривания раствора с выделением в твердую фазу хлористого натрия.
Обменное разложение (конверсия) протекает по уравнению реакции:

Фильтрованный раствор (исходный раствор) из сборника фильтрованного раствора подается центробежным насосом в верхнюю часть выпарного аппарата, в котором протекает процесс конверсии при температуре 120°С-138°С и атмосферном давлении.
Исходный раствор перед поступлением в выпарной аппарат смешивается с маточным раствором, который подается центробежным насосом из сборника маточного раствора.
Выпарной аппарат представляет собой вертикальный цилиндрический аппарат переменного сечения, в средней части которого имеется отстойная камера, служащая для вывода осветленного маточного раствора. Центральная труба в нижней части выполнена в виде струйного насоса. Выпарной аппарат имеет два контура циркуляции: внешний и внутренний. Внешний контур циркуляции обеспечивается принудительной подачей раствора центробежным насосом из отстойной зоны выпарного аппарата через трубное пространство выносной греющей камеры в центральную трубу выпарного аппарата. Кинетическая энергия струи в центральной трубе аппарата преобразуется в статический напор, обеспечивающий циркуляцию суспензии по замкнутому контуру внутри аппарата.
Раствор в выносной греющей камере нагревается до температуры 130°С-160°С за счет подачи пара в межтрубное пространство греющей камеры. Уравнительный сосуд предназначен для обеспечения полной конденсации пара в выносной греющей камере.
Упаренный раствор (суспензия) с температурой 115°С-135°С выводится из нижней части сепаратора выпарного аппарата в сборник упаренного раствора, в котором поддерживается температура 100°С-120°С подачей пара в рубашку сборника.
Соковый пар, образующийся при испарении раствора в сепараторе выпарного аппарата, поступает в центробежную ловушку, предназначенную для улавливания капель раствора, уносимых с соковым паром. Капли раствора отделяются и стекают в сборник упаренного раствора, а соковый пар поступает в поверхностные конденсаторы. Очищенные газы выбрасываются через общий воздушник в атмосферу. Конденсат сокового пара после поверхностного конденсатора собирается в сборнике конденсата сокового пара, откуда центробежным насосом подается на собственные нужды производства.
- Отделение выпавшего в осадок хлористого натрия от раствора калиевой селитры.
Для отделения выпавшего в осадок хлорида натрия суспензия, выходящая из нижней части сборника упаренного раствора, поступает на центрифуги.
Центрифуга представляет собой фильтрующую горизонтальную машину периодического действия с ножевым срезом осадка. На стадии загрузки и центрифугирования маточный раствор самотеком поступает в сборник упаренного раствора, в котором поддерживается температура 95°С-110°С подачей пара в рубашку сборника. На стадии промывки кристаллы, отложенные на ситах центрифуг, промываются паровым конденсатом или конденсатом сокового пара. Промывные воды самотеком поступают в сборник маточного раствора, в котором поддерживается температура 70°С-100°С.
На стадии выгрузки (среза) осадка кристаллы хлористого натрия после центрифуг транспортируются винтовыми реверсивными питателями в бункеры хлористого натрия, из которых транспортируются ленточными конвейерами в автотранспорт потребителя.
На стадии регенерации промывной раствор после промывки сит центрифуг самотеком поступает в сборник раствора хлористого натрия, в котором разбавляется конденсатом сокового пара до массовой концентрации солей хлористого натрия не более 9,0%, калиевой селитры не более 0,6% и центробежным насосом откачивается в промливневую канализацию.
- Первичная кристаллизация калиевой селитры из раствора, растворение (распарка) кристаллов калиевой селитры.
Маточный раствор калиевой селитры из сборника упаренного раствора центробежным насосом подается в кристаллизатор первой ступени. Кристаллизатор по своей конструкции и принципу работы аналогичен выпарному аппарату, только без греющей камеры. Циркуляция раствора в кристаллизаторе первой ступени осуществляется циркуляционным насосом по замкнутой схеме: сепаратор кристаллизатора - циркуляционный насос - центральная труба - сепаратор кристаллизатора. В кристаллизаторе раствор охлаждается до температуры 48°С-70°С за счет самоиспарения под разрежением 0,087-0,090 МПа с образованием первичных кристаллов калиевой селитры.
Суспензия калиевой селитры выводится из нижней части сепаратора кристаллизатора первой ступени в отстойники, откуда самотеком поступает на центрифуги, где происходит отделение кристаллов от маточного раствора.
Маточный раствор калиевой селитры после центрифуги самотеком поступает в сборник маточного раствора. Кристаллы калиевой селитры после центрифуги поступают в распарник, в который подается промывной раствор калиевой селитры из сборника промывного раствора центробежным насосом для растворения кристаллов калиевой селитры. В распарнике поддерживается температура раствора 95°С-115°С подачей острого пара.
При наработке калиевой селитры, обработанной раствором антислеживающей добавки, вместо промывного раствора используется конденсат сокового пара.
Раствор калиевой селитры из верхней части распарника самотеком поступает в сборник раствора калиевой селитры, в котором поддерживается температура 95°С-115°С подачей пара в рубашку сборника.
Соковый пар после кристаллизатора первой ступени поступает в поверхностный конденсатор. Несконденсировавшиеся пары и очищенные отходящие газы последовательно проходят через эжектор, конденсатор, вакуум-насос и выбрасываются в атмосферу. Конденсат сокового пара собирается в сборники конденсата сокового пара.
- Вторичная кристаллизация калиевой селитры из раствора, промывка кристаллов на центрифуге.
Раствор калиевой селитры из сборника раствора калиевой селитры центробежным насосом непрерывно подается в кристаллизатор второй ступени. Кристаллизатор второй ступени представляет собой аппарат, снабженный двумя внутренними отстойными зонами и центральной циркуляционной трубой. Осветленная суспензия, содержащая мелкие кристаллы, выйдя из отстойных камер, через переливные сосуды поступает на всас центробежного насоса, смешивается с исходным раствором калиевой селитры и подается в сепаратор кристаллизатора второй ступени, в котором за счет самоиспарения под разрежением 0,087-0,095 МПа охлаждается до температуры 45°С-64°С и перенасыщается по калиевой селитре.
Соковый пар после кристаллизатора второй ступени поступает в поверхностный конденсатор. Несконденсировавшиеся пары и очищенные отходящие газы последовательно проходят через эжектор, конденсатор, вакуум-насос и выбрасываются в атмосферу. Конденсат сокового пара собирается в сборники конденсата сокового пара.
Часть потока суспензии из нижней части кристаллизатора второй ступени поступает на центрифугу для отделения кристаллов калиевой селитры. В центрифуге происходит выделение кристаллов калиевой селитры из суспензии. Кристаллы калиевой селитры промываются паровым конденсатом. Отфугованная и промытая калиевая селитра из центрифуги винтовыми питателями подается в сушилку КС.
Вторичный маточный раствор после центрифуги самотеком поступает в сборник маточного раствора, в котором поддерживается температура раствора 50°С-90°С подачей пара в рубашку сборника. Из сборника маточного раствора вторичный маточный раствор центробежным насосом подается на переработку в кристаллизатор второй ступени и в кристаллизатор первой ступени.
- Сушка калиевой селитры.
Сушка калиевой селитры осуществляется в сушилке КС. Сушилка КС представляет собой аппарат, разделенный перегородкой на две камеры, днище выполнено из шпальтовой сетки.
Кристаллическая калиевая селитра винтовыми питателями подается через шлюзовый питатель во входную камеру сушилки КС. Высушенная калиевая селитра выгружается через нижний шлюзовый питатель сушилки КС и ленточными конвейерами, ковшовыми ленточными элеваторами транспортируется на упаковку и погрузку в ж/д-вагоны, автотранспорт или на склад.
Сушильным агентом в сушилке КС служит воздух. Воздух, засасываемый из атмосферы, центробежными вентиляторами подается в трубное пространство подогревателя воздуха, после которого поступает в сушилку КС. Воздух нагревается до температуры 120°С-190°С подачей в межтрубное пространство подогревателя воздуха пара с давлением 1,1-1,2 МПа. В трубопроводе перегретого пара в подогреватель воздуха поддерживается температура 220°С-240°С.
- Очистка отработанного воздуха, выбрасываемого в атмосферу.
Запыленный воздух после сушилки КС проходит последовательно пылеуловитель встречно закрученных потоков (ВЗП), промыватель и вентиляторами выбрасывается в атмосферу с массовой концентрацией калиевой селитры не более 20 мг/м. Пыль калиевой селитры, осажденная в пылеуловителе ВЗП, подается шлюзовым питателем на ленточный конвейер.
Промыватель представляет собой вертикальную колонну с тремя ситчатыми и одной отбойной тарелками. Очистка производится за счет противоточного взаимодействия запыленного воздуха и орошающей жидкости. В качестве орошающей жидкости используется конденсат сокового пара, циркулирующий в системе. По мере насыщения промывного раствора калиевой селитрой до удельного веса 1,10-1,15 г/см центробежным насосом промывной раствор выводится в распарник. При наработке калиевой селитры с антислеживающей добавкой промывной раствор сбрасывается в промливневую канализацию.
Пыль из поточно-транспортной системы и отделения упаковки вентиляторами засасывается в виброциклоны. Очищенный в виброциклонах воздух с массовой концентрацией калиевой селитры не более 20 мг/м выбрасывается в атмосферу. Пыль калиевой селитры по мере накопления в нижней части виброциклонов под действием силы тяжести выводится на ленточный конвейер и далее транспортируется в бункер калиевой селитры.
- Вспомогательные стадии.
а) Использование конденсата.
Паровой конденсат из выносной греющей камеры выпарного аппарата поступает в уравнительный сосуд. Из уравнительного сосуда паровой конденсат поступает в расширитель парового конденсата, в который также поступает паровой конденсат после подогревателя. Из расширителя паровой конденсат самотеком поступает в сборник парового конденсата. Из сборника паровой конденсат центробежным насосом подается: для промывки на центрифуги; для приготовления содового раствора; для промывки выпарных аппаратов, кристаллизатора первой ступени, кристаллизатора второй ступени при плановых остановках; центробежными насосами подается на РОУ. Вторичный пар, образующийся в результате вскипания в расширителе парового конденсата, направляется в поверхностный конденсатор, где конденсируется и самотеком поступает в сборник парового конденсата. Очищенные газы из поверхностного конденсатора через свечу выбрасываются в атмосферу. При загрязнении паровой конденсат направляется в сборник конденсата сокового пара.
б) Обработка калиевой селитры раствором кондиционирующей добавки. Грохочение и дробление надситовой фракции калиевой селитры.
Для выпуска калиевой селитры марки А для нужд электровакуумной промышленности и марки СХ для сельского хозяйства в производстве предусмотрены установка приготовления раствора кондиционирующей добавки для обработки калиевой селитры и установка грохочения и дробления надситовой фракции калиевой селитры. В качестве кондиционирующих добавок используются растворы сульфонола, галорила или PETRO AG.
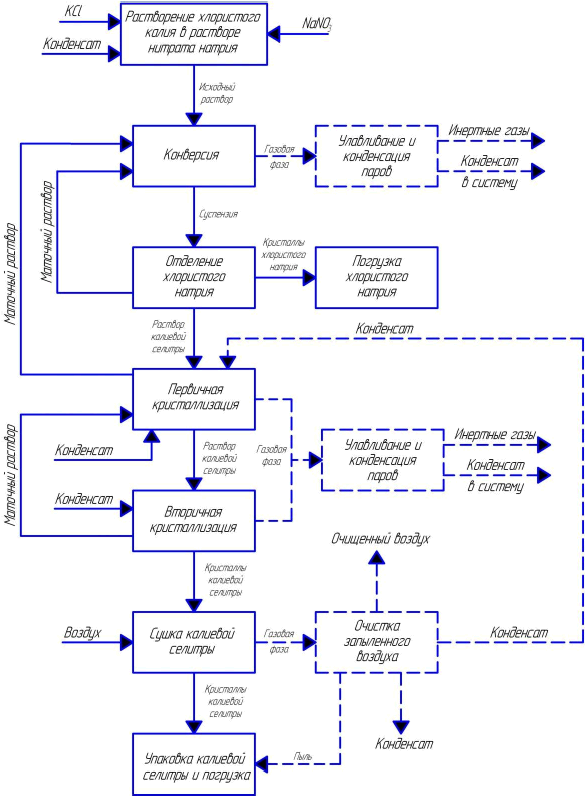
Рисунок 6.14 - Производство калиевой селитры конверсионным способом
Таблица 6.7 - Описание процесса производства нитрата калия
|
N подпроцесса |
Входной поток |
Подпроцесс, этап процесса |
Выходной поток |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Раствор нитрата натрия, Кристаллический хлорид натрия |
Растворение хлористого калия в растворе нитрата натрия |
Исходный раствор конверсии, глинистый шлам |
Емкостное оборудование, погрузочная машина, фильтр-пресс, насосы |
Глинистый шлам |
|
1.2 |
Исходный раствор конверсии, маточный раствор |
Обменное разложение (конверсия) |
Суспензия, соковый пар |
Выпарные аппараты, емкостное оборудование, насосы |
|
|
1.3 |
Суспензия |
Отделение хлористого натрия |
Раствор калиевой селитры, кристаллы хлористого натрия, маточный раствор |
Центрифуги, емкостное оборудование |
|
|
1.4 |
Раствор калиевой селитры, маточный раствор |
Первичная кристаллизация |
Раствор калиевой селитры, соковый пар, маточный раствор |
Кристаллизатор, емкостное оборудование, центрифуги, насосы |
|
|
1.5 |
Раствор калиевой селитры, маточный раствор |
Вторичная кристаллизация |
Кристаллы калиевой селитры, соковый пар маточный раствор |
Кристаллизатор, емкостное оборудование, центрифуги, насосы |
|
|
1.6 |
Кристаллы калиевой селитры, воздух |
Сушка калиевой селитры |
Кристаллы калиевой селитры, запыленный воздух |
Сушилка КС, транспортеры, элеватор |
|
|
1.7 |
Кристаллы калиевой селитры |
Упаковка калиевой селитры и погрузка |
Готовая продукция (упакованная) |
Фасовочная линия |
|
|
1.8 |
Кристаллы хлористого натрия |
Погрузка хлористого натрия |
Готовая продукция |
Бункер, транспортеры |
|
|
1.9 |
Соковый пар |
Улавливание и конденсация паров после стадии конверсии |
Очищенные газы, конденсат |
Центробежная ловушка, конденсаторы |
|
|
1.10 |
Соковый пар |
Улавливание и конденсация паров после стадий кристаллизации |
Очищенные газы, конденсат |
Конденсаторы, паро- |
|
|
1.11 |
Запыленный воздух, конденсат |
Очистка запыленного воздуха |
Очищенный воздух, конденсат, пыль калиевой селитры |
Пылеуловитель ВЗП, промывная колонна, насосы, емкостное оборудование, виброциклоны, вентиляторы |
6.1.4 Производство сульфата калия
Сульфат калия производит ЗАО "Метахим".
Для производства сульфата калия (см. рисунок 6.15) используются следующие компоненты:
- углекислая калийная соль -  (поташ);
(поташ);
- серная кислота;
- экстракционная фосфорная кислота.
Поташ прибывает на предприятие в полувагонах и разгружается на склад сырья. На складе сырья готовится суспензия поташа в воде и перекачивается в приемный бак поташного раствора.
Серная кислота поступает в железнодорожных цистернах и системой разгрузки откачивается в приемный сборник.
Процесс нейтрализации осуществляется в реакторе-нейтрализаторе, в который подаются поташный раствор и серная кислота. Для ускорения реакции между компонентами осуществляется перемешивание реакционной массы при помощи мешалки и циркуляционного насоса. В ходе смешения компонентов в реакторе происходит реакция нейтрализации карбоната калия серной кислотой с образованием пульпы сульфата калия и углекислого газа.
Выделяющийся в ходе реакции газ с парами воды удаляется в атмосферу после очистки в пенном абсорбере, в котором улавливаются и нейтрализуются брызги серной кислоты.
Пульпа из реактора-нейтрализатора направляется в емкость, из которой перекачивается в отделение сушки, где при подаче пульпы в БГС происходит грануляция и сушка продукта.
Сушка осуществляется горячими топочными газами, полученными при сжигании природного газа.
Высушенный продукт выходит из СБ и подается элеватором на двухситный грохот для рассева. Крупный продукт с верхнего сита направляется в дробилку и после дробления снова поступает на рассев. Мелкий продукт с грохота направляется в бункер затарки в мягкие контейнеры типа биг-бег.
Средняя фракция с грохота проходит дополнительный рассев. Готовый продукт затаривается в полимерные контейнеры типа биг-бег. Контейнеры перемещаются на склад готовой продукции и отгружаются потребителю.
Газ от аппарата БГС проходит предварительную очистку от пыли в циклоне и далее поступает в систему мокрой очистки, состоящую из аппарата Вентури с брызгоуловителем и баком оборотной пульпы. Пыль из циклона направляется в бункер мелкой фракции.
Очищенные от пыли газы выбрасываются в атмосферу через выхлопную трубу.
Порошковый продукт, выходящий из БГС, поступает на рассев. После дробления крупных кусков и пересева мелкий продукт затаривается в мягкие контейнеры и вывозится на склад.
Работа мокрой газоочистки аналогична работе при получении гранулированного продукта.
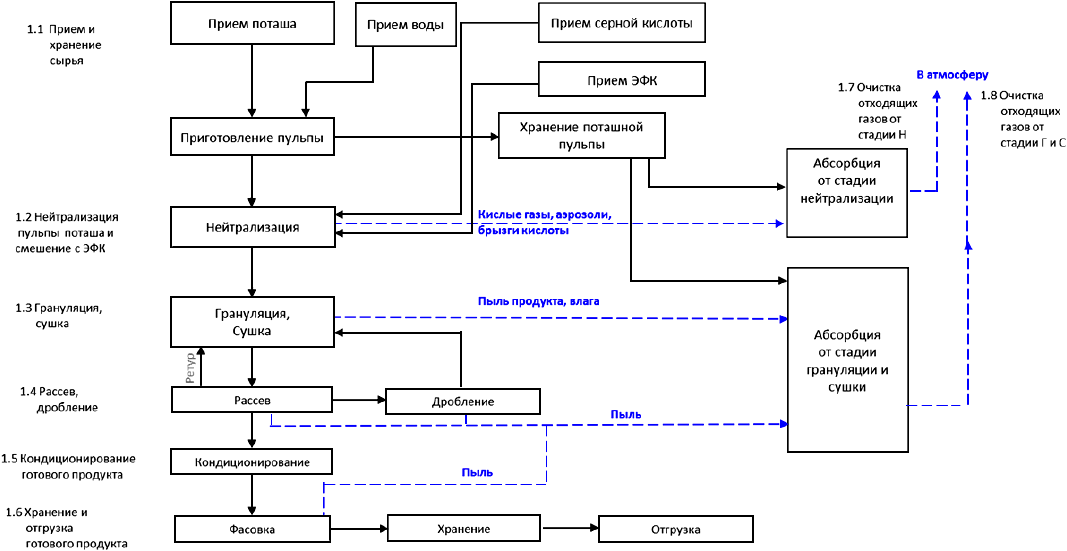
Рисунок 6.15 - Производство сульфата калия
Таблица 6.8 - Описание процесса получения сульфата калия
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
|
Прием сырья и хранение сырья |
|
Емкости с перемешивающими устройствами, грейферный кран |
|
|
|
|
||||
|
|
|
||||
|
1.2 |
|
Нейтрализация |
|
Реактор-нейтрализатор, баки пульпы (2 шт.) |
Пары кислоты, брызги |
|
|
|||||
|
1.3 |
|
Грануляция, сушка |
|
Горелка с топкой, вентилятор, БГС |
|
|
1.4 |
|
Рассев, дробление |
|
Грохот, дробилка |
|
|
1.5 |
|
Кондициони- |
|
Сборник кондицио- |
|
|
1.6 |
|
Хранение и отгрузка готового продукта |
|
Бункер готового продукта, фасовочная машина |
|
|
1.7 |
Кислые газы, брызги кислоты |
Очистка отходящих газов от стадии нейтрализации |
Очищенный воздух |
Пенный абсорбер, вентилятор |
Кислые газы, брызги кислоты |
|
1.8 |
Пыль готового продукта, влага, дымовые газы |
Очистка отходящих газов от стадии грануляции и сушки |
Очищенный воздух |
Циклон, труба Вентури, брызгоуловитель, бак мокрой газоочистки, хвостовой вентилятор (2 шт.) |
 -пульпа
-пульпа6.1.5 Производство сульфата аммония из сульфатных щелоков - отходов от производства капролактама
Сульфат аммония по данной технологической схеме производят Азот, Кемеровское АО; КуйбышевАзот, АО.
Исходным сырьем для производства кристаллического сульфата аммония является раствор, получающийся в процессе производства капролактама на стадиях оксимирования и экстракции, с содержанием 35%42% сульфата аммония.
Технологический процесс включает следующие основные стадии:
-
1) Получение рабочего раствора путем смешения маточного раствора с исходным раствором сульфата аммония.
-
2) Выпаривание раствора сульфата аммония под избыточным давлением в предварительных испарителях.
-
3) Выпаривание и кристаллизация сульфата аммония под вакуумом в испарителях-кристаллизаторах.
-
4) Очистка сокового пара.
-
5) Отделение кристаллов сульфатов аммония от маточного раствора на центрифугах.
-
6) Сушка кристаллов сульфата аммония в сушилках КС и подача готового продукта на склад.
Блок-схема основных потоков представлена на рисунке 6.16. В таблице 6.9 приведено описание процесса получения сульфата аммония.
Рисунок 6.16 - Блок-схема получения кристаллического сульфата аммония из сульфатных щелоков, отходов производства капролактама
Таблица 6.9 - Описание процесса получения сульфата аммония
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Раствор сульфата аммония |
Прием и хранение сырья |
Раствор сульфата аммония |
Емкости |
- |
|
1.2 |
Раствор сульфат аммония |
Выпаривание |
Суспензия |
Испаритель- |
|
|
1.3 |
Суспензия |
Сушка |
Сульфат аммония кристаллический |
Центрифуги, Сушилка |
|
|
1.4 |
Сульфат аммония кристаллический |
Хранение готового продукта |
Сульфат аммония кристаллический |
||
|
1.5 |
Сульфат аммония кристаллический |
Отгрузка готового продукта |
Сульфат аммония кристаллический |
Рабочий раствор готовится путем смешения "свежего" раствора сульфата аммония и циркулирующего маточного раствора, поступающего со стадии центрифугирования. Для нейтрализации свободной серной кислоты в рабочем растворе сульфата аммония и снижения содержания свободной кислоты в готовом продукте ниже 0,05%, используется аммиачная вода.
Рабочий раствор перед поступлением на стадию выпаривания и кристаллизации нагревается в подогревателе до температуры не выше 90°С конденсатом пара.
Подогретый раствор с содержанием 35%42% сульфата аммония из напорной емкости поступает самотеком в предварительные испарители, состоящие из выносных подогревателей и испарителей.
Выпаривание раствора сульфата аммония производится в испарителях под избыточным давлением соковых паров. Циркуляция раствора сульфата аммония осуществляется за счет разности температур раствора в верхней и нижней части аппарата. В выносных подогревателях происходит нагрев рабочего раствора паром, подаваемым в межтрубное пространство, с температурой не более 125°С.
Образующийся в процессе испарения соковый пар поступает на очистку от капель раствора и паров аммиака в скрубберы, а затем в межтрубную часть в качестве теплоносителя испарителей кристаллизаторов. В результате испарения воды содержание сульфата аммония повышается до 50%51,5% и достигается состояние насыщения.
Выпаривание и кристаллизация сульфата аммония под вакуумом производится в испарителях-кристаллизаторах.
Насыщенный раствор с содержанием сульфата аммония 50%51,5% и температурой не более 125°С из предварительного испарителя самотеком поступает в нижнюю часть испарителей-кристаллизаторов. Вакуум в системе испарителей-кристаллизаторов создается за счет конденсации соковых паров в кожухотрубных конденсаторах и отсоса несконденсировавшихся паров и газов с помощью водокольцевых вакуум-насосов.
Выпаривание и кристаллизация сульфата аммония под вакуумом имеет следующие преимущества:
- имеется возможность использовать тепло сокового пара после предварительного испарителя;
- достигается уменьшение количества растворенного сульфата аммония в маточном растворе за счет снижения температуры процесса.
Испаритель-кристаллизатор представляет собой вертикальный цилиндрический аппарат со встроенным трубчатым подогревателем, имеющим центральную циркуляционную трубу. Нагрев раствора в подогревателе до температуры 55°С85°С происходит за счет утилизации тепла соковых паров, поступающих с I ступени выпаривания.
В результате нагрева раствора в подогревателе происходит циркуляция раствора снизу аппарата вверх по трубам в испарительную часть аппарата, где часть воды из раствора испаряется, а образовавшийся пересыщенный раствор по центральной трубе возвращается в нижнюю часть аппарата, являющуюся основной зоной роста кристаллов. Крупные кристаллы осаждаются в нижней конусной части испарителей-кристаллизаторов и по наклонному трубопроводу выводятся в барометрические кристаллоприемники с мешалками. Образовавшийся в результате выпаривания раствора сульфата аммония в испарителях-кристаллизаторах соковый пар поступает на очистку от капель раствора сульфата аммония и паров аммиака в скруббер.
Суспензия с общим содержанием кристаллов сульфата аммония 50%55% объемных из испарителя-кристаллизатора через барометрический спуск поступает в кристаллоприемник и далее на стадию фугования. Отделение кристаллов от маточного раствора производится на горизонтальных фильтрующих центрифугах с пульсирующей выгрузкой осадка.
Кристаллы сульфата аммония после центрифуг с содержанием влаги не более 1,5% подаются на сушку в сушилку КС. Отделенный от кристаллов маточный раствор после центрифуг поступает в сборник рабочего раствора, где перемешивается со свежим раствором сульфата аммония и снова возвращается в цикл выпаривания и кристаллизации сульфата аммония.
Сушка кристаллов сульфата аммония производится топочными газами с температурой не выше 190°С. Топочные газы образуются в результате смешивания продуктов сгорания природного газа в камере горения с избытком воздуха.
Для охлаждения кристаллов сульфата аммония перед подачей его на склад в сушилках предусмотрена зона охлаждения, куда подается воздух.
Отработанные топочные газы после сушилки проходят очистку от унесенного сульфата аммония в двухступенчатой пылеулавливающей установке. Первой ступенью является циклонная батарея. Вторая ступень состоит из центробежного вентилятора мокрой очистки и циклонного отделения мокрой очистки.
6.1.6 Расходные нормы сырья и энергоресурсов при производстве комплексных удобрений
Расходные нормы сырья и энергоресурсов приведены в таблицах 6.10-6.36.
Таблица 6.10 - Расходные нормы сырья и энергоресурсов на производство МАФ 12:52
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
ЭФК, кг 100% |
522,1-552,2 |
532,8 |
|
|
Фосфорит, кг 100% |
572,00-581,88 |
576,9 |
Объединенное производство ЭФК и МАФ |
|
Аммиак, кг 100% |
141,44-164,32 |
150,2 |
|
|
Серная кислота, кг 100% |
0-52 |
24,63 |
В зависимости от качества ЭФК |
|
Кондиционирующая смесь, кг |
0-3,5 |
1,26 |
В зависимости от свойств продукта |
|
Электроэнергия, МДж |
71,0-582,2 |
181,02 |
|
|
630-635 |
632 |
Объединенное производство ЭФК и МАФ |
|
|
Природный газ, м |
8,32-56,76 |
28,48 |
В зависимости от концентрации ЭФК |
|
105,04-106,08 |
105,5 |
Объединенное производство ЭФК и МАФ, барботажная упарка пульп с использованием природного газа |
|
|
Сжатый воздух, м |
2,6-51,9 |
15,06 |
|
|
Теплоэнергия, Гкал |
0,0154-0,65 |
0,16 |
|
|
|
|||

Таблица 6.11 - Расходные нормы сырья и энергоресурсов на производство ДАФ 18:46
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
ЭФК, кг 100% |
467,0-472,0 |
468,7 |
|
|
Аммиак, кг 100% |
215,0-232,4 |
224,9 |
|
|
Серная кислота, кг 100% |
25,65-55,00 |
35,76 |
|
|
Кондиционирующая смесь, кг |
2-3,5 |
3,0 |
|
|
Электроэнергия, МДж |
182,88-231 |
207 |
|
|
Природный газ, м |
13,69-24,95 |
19,71 |
В зависимости от концентрации ЭФК |
|
Сжатый воздух, м |
10,55-12,42 |
11,65 |
|
|
Теплоэнергия, Гкал |
0,03-0,08 |
0,06 |
По схеме без упарки пульп |
|
0,2379-0,2635 |
0,251 |
По схеме с упаркой аммофосной пульпы в многокорпусной выпарной установке (с использованием водяного пара) |
|
Таблица 6.12 - Расходные нормы сырья и энергоресурсов на производство NPK 16:16:16
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
Аммиак, кг |
209,00-226,00 |
216,33 |
Азотнокислотное разложение с башней приллирования |
|
49,5-50,0 |
49,7 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
|
Азотная кислота, кг |
644,00-698,00 |
663,67 |
Азотнокислотное разложение с башней приллирования |
|
- |
- |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
|
Плав аммиачной селитры, кг |
355-359 |
357 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
ЭФ К, кг 100% |
148,8-155,52 |
150,5 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
Апатит, кг |
430,00-446,00 |
437,60 |
Азотнокислотное разложение с башней приллирования |
|
20,6-21,1 |
20,85 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
|
Серная кислота, кг |
66,3-66,4 |
66,35 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
Хлористый калий, кг |
274,00-285,00 |
278,25 |
Азотнокислотное разложение с башней приллирования |
|
266,4-270 |
268,2 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
|
Карбамид, кг |
1,02-1,50 |
1,34 |
Азотнокислотное разложение с башней приллирования |
|
- |
- |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
|
Углекислый газ, кг |
193 |
193 |
Азотнокислотное разложение с башней приллирования |
|
- |
- |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
|
Кондиционирующая смесь, кг |
0,70-1,50 |
1,15 |
Азотнокислотное разложение с башней приллирования |
|
0,29-0,34 |
0,315 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
|
Электроэнергия, МДж |
349,00-554,00 |
444,73 |
Азотнокислотное разложение с башней приллирования |
|
366,4-349,9 |
358,2 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
|
Природный газ, м |
1,32-1,6 |
1,46 |
Азотнокислотное разложение с башней приллирования |
|
16,39-17,00 |
16,70 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
|
Теплоэнергия, Гкал |
0,81-1,03 |
0,91 |
Азотнокислотное разложение с башней приллирования |
|
0,139-0,141 |
0,14 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
Таблица 6.13 - Образование побочных продуктов от производства азофоски 16:16:16
|
Выход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
Плав аммиачной селитры, кг |
391,00-433,00 |
405,10 |
Азотнокислотное разложение с башней приллирования |
|
Карбонат кальция, кг |
339,00-478,00 |
428,00 |
Азотнокислотное разложение с башней приллирования |
Таблица 6.14 - Расходные нормы сырья и энергоресурсов на производство NPK 8:24:24
|
Расход |
На 1 т продукта |
Примечания. |
|
Аммиак, кг |
99,77-103 |
Аммонизация ЭФК |
|
Хлористый калий, кг |
396,96-412 |
Аммонизация ЭФК |
|
ЭФК, 100% |
232,29-235,2 |
Аммонизация ЭФК |
|
Апатитовый концентрат, кг |
31,37-32,2 |
Аммонизация ЭФК |
|
Серная кислота, кг |
86,70-87,78 |
Аммонизация ЭФК |
|
Природный газ, м |
16,76-17,50 |
Аммонизация ЭФК |
|
Лиламин, кг |
0,664-0,68 |
Аммонизация ЭФК |
|
Масло индустриальное, кг |
3,32 |
Аммонизация ЭФК |
|
Электроэнергия, МДж |
311,87-315,72 |
Аммонизация ЭФК |
|
Теплоэнергия, Гкал |
0,133-0,148 |
Аммонизация ЭФК |
Таблица 6.15 - Расходные нормы сырья и энергоресурсов на производство диаммофоски 9:25:25
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
ЭФК, кг 100% |
253,87-254,75 |
254,31 |
|
|
Аммиак, кг |
116,50-122,60 |
120,09 |
|
|
Серная кислота, кг |
25,25-46,75 |
35,05 |
|
|
Хлористый калий, кг |
417,50-425,00 |
421,39 |
|
|
Граншлак, кг |
0,00 |
||
|
26,60 |
Для схемы АГ - СБ |
||
|
Кондиционирующая смесь, кг |
2-6 |
3 |
|
|
Электроэнергия, МДж/ |
197,41-1087,20 |
630,55 |
В зависимости от технологической схемы |
|
Природный газ, м |
24-26 |
25 |
Упаренная кислота по схеме с БГС |
|
19,95-22,25 |
21,1 |
Упаренная кислота по схеме АГ - СБ |
|
|
Сжатый воздух, м |
9,50-24,00 |
16,98 |
|
|
Теплоэнергия, Гкал |
0,21-0,74 |
0,37 |
|
Таблица 6.16 - Расходные нормы сырья и энергоресурсов на производство нитроаммофоски 10:26:26
|
Расход |
На 1 т продукта |
Примечания. |
|
Аммиак, кг |
123,21-124 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
Плав аммиачной селитры, кг |
39,73-39,9 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
Хлористый калий, кг |
434,41-442 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
ЭФК, кг 100% |
265,44-267,32 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
Серная кислота, кг |
20-20,28 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
Природный газ, м |
15,5-17,5 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
Лиламин, кг |
0,494-0,714 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
Масло индустриальное, кг |
3,48-3,50 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
Электроэнергия, МДж |
317,74-325,44 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
Теплоэнергия, Гкал |
0,1478-0,30964 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
Таблица 6.17 - Расходные нормы сырья и энергоресурсов на производство нитроаммофоски 17:0,1:28
|
Расход |
На 1 т продукта (проектные/достигнутые) |
Примечания. |
|
Аммиак, кг |
16,99-17,00 |
Аммонизация ЭФК с добавкой плава аммиачной селитры |
|
Плав аммиачной селитры, кг |
496,8-497,0 |
|
|
Хлористый калий, кг |
469,8-470,0 |
|
|
ЭФК, кг 100% |
1,1 |
|
|
Серная кислота, кг |
28,5-29,26 |
|
|
Природный газ, м |
16,45-17,00 |
|
|
Лиламин, кг |
0,34 |
|
|
Масло индустриальное, кг |
1,66 |
|
|
Электроэнергия, МДж |
292,90-303,84 |
|
|
Теплоэнергия, Гкал |
0,14083-0,1512 |
Таблица 6.18 - Расходные нормы сырья и энергоресурсов на производство нитроаммофоски 21:0,1:21
|
Расход |
На 1 т продукта (проектные/достигнутые) |
Примечания. |
|
Аммиак, кг |
5,97-6 |
Смешивание плава аммиачной селитры и хлористого калия с добавкой аммонизированной ЭФК |
|
Плав аммиачной селитры, кг |
609,57-611 |
|
|
Хлористый калий, кг |
349,84-353,40 |
|
|
ЭФК, кг 100% |
1,1 |
|
|
Серная кислота, кг |
28,5-28,8 |
|
|
Природный газ, м |
16,28-17 |
|
|
Лиламин, кг |
0,24-0,34 |
|
|
Масло индустриальное, кг |
1,64-1,66 |
|
|
Электроэнергия, МДж |
317,88-326,52 |
|
|
Теплоэнергия, Гкал |
0,14064-0,16253 |
Таблица 6.19 - Расходные нормы сырья и энергоресурсов на производство NP 20:20 (сульфоаммофоса)
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
ЭФК, кг 100% |
204-210 |
204,5 |
|
|
Аммиак, кг |
235,00-272,00 |
252,00 |
|
|
Серная кислота, кг |
405,20-458,00 |
436,90 |
|
|
Карбамидоаммиачная смесь, кг |
0 |
0 |
Схема с БГС |
|
53 |
53 |
Схема с АГ - СБ |
|
|
Кондиционер, кг |
3,0-3,5 |
3,25 |
|
|
Электроэнергия, МДж |
174,32-252,14 |
213,23 |
|
|
Природный газ, м |
39,43-46,36 |
42,89 |
Схема с БГС, неупаренная ЭФК |
|
10,4-11,04 |
10,4-11,04 |
Схема АГ - СБ, упаренная ЭФК |
|
|
Сжатый воздух, м |
8,384-39,39 |
23,9 |
|
|
Теплоэнергия, Гкал |
0,03-0,12 |
0,08 |
|
Таблица 6.20 - Расходные нормы сырья и энергоресурсов на производство сульфоаммофоса 14:34
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
ЭФК, кг 100% |
345,10-365,40 |
355,36 |
|
|
Аммиак, кг |
180-189 |
184 |
Без использования сульфата аммония |
|
103,38-116,96 |
110,17 |
С использованием сульфата аммония |
|
|
Серная кислота, кг |
204-265 |
210 |
Без использования сульфата аммония |
|
43,81-54,1 |
97,9 |
С использованием сульфата аммония |
|
|
Сульфат аммония, кг |
0 |
0 |
Без использования сульфата аммония |
|
251-261,4 |
256 |
С использованием сульфата аммония |
|
|
Граншлак, кг |
0 |
0 |
|
|
20,0-61,88 |
40,94 |
||
|
Кондиционер, кг |
3,0-3,5 |
3,25 |
|
|
Электроэнергия, МДж |
324 |
С использованием неупаренной кислоты по схеме с БГС |
|
|
187-230 |
209 |
С использованием упаренной кислот по схеме АГ - СБ |
|
|
Природный газ, м |
25,2-36,06 |
61,26 |
С использованием неупаренной кислоты по схеме с БГС |
|
11,4-32 |
21,7 |
По схеме АГ - СБ |
|
|
Сжатый воздух, м |
70,0-70,21 |
70,1 |
|
|
Теплоэнергия, Гкал |
0,01-0,12 |
0,06 |
С использованием упаренной кислоты |
|
0,265 |
С использованием неупаренной кислоты, с упаркой аммонизиорованной пульпы |
||
Таблица 6.21 - Расходные нормы сырья и энергоресурсов на производство сульфоаммофоса 16:20
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
ЭФК, кг 100% |
203 |
С использованием неупаренной кислоты по схеме с БГС |
|
|
Аммиак, кг |
207,9 |
С использованием неупаренной кислоты по схеме с БГС |
|
|
Серная кислота |
454 |
С использованием неупаренной кислоты по схеме с БГС |
|
|
Кондиционер, кг |
3,0-3,5 |
3,25 |
|
|
Электроэнергия, МДж |
228,31-229,03 |
228,7 |
С использованием неупаренной кислоты по схеме с БГС |
|
Природный газ, м |
34,028-37,33 |
35,65 |
С использованием неупаренной кислоты по схеме с БГС |
|
Сжатый воздух, м |
26,4-39,0 |
32,7 |
С использованием неупаренной кислоты по схеме с БГС |
|
Теплоэнергия, Гкал |
0,177-1,1868 |
0,181 |
С использованием неупаренной кислоты по схеме с БГС |
Таблица 6.22 - Расходные нормы сырья и энергоресурсов на производство сульфата калия
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
Карбонат калия, кг |
840-1077 |
958,5 |
По схеме с БГС |
|
ЭФК, кг 100% |
19-28 |
23,5 |
|
|
Серная кислота, кг |
290-390 |
340 |
|
|
Электроэнергия, МДж |
292-299 |
295,5 |
|
|
Сжатый воздух, м |
312-404 |
358 |
|
|
Природный газ, м |
112-127 |
119,5 |
|
|
Теплоэнергия, Гкал |
0,192-0,235 |
0,213 |
|
Таблица 6.23 - Расходные нормы сырья и энергоресурсов на производство NPKS 1:20:20+5S
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
Хлористый калий, кг (61% |
298-327 |
312,5 |
По схеме с БГС |
|
Калий углекислый, кг |
23,4-46 |
34,7 |
|
|
Карбонат кальция, кг |
186-331 |
258,2 |
|
|
ЭФК, кг 100% |
189-207 |
198 |
|
|
Кек, кг (34% |
50 |
50 |
|
|
Сульфат аммония, кг |
44-69 |
56,5 |
|
|
Кондиционер, кг |
1-3 |
2 |
|
|
Электроэнергия, МДж |
212-302 |
257 |
|
|
Сжатый воздух, м |
3,9-9,5 |
6,7 |
|
|
Природный газ, м |
164-223 |
193,5 |
|
|
Теплоэнергия, Гкал |
0,251-0,327 |
289 |
|
Таблица 6.24 - Расходные нормы сырья и энергоресурсов на производство нитроаммофоски марки NPKS 22:7:12:2
|
Расход |
На 1 т продукта (проектные/достигнутые) |
Примечания. |
|
Азотная кислота, кг |
-/435,9 |
По схеме с азотнокислотным разложением фосфатного сырья с использованием аппарата БГС |
|
Аммиак, кг |
-/147,3 |
|
|
Апатит, кг |
-/193,1 |
|
|
Аммиачная селитра, кг |
-/43,7 |
|
|
Хлористый калий, кг |
-/313,3 |
|
|
Кондиционер, кг |
-/3 |
|
|
Электроэнергия, МДж |
-/556,92 |
|
|
Природный газ, м |
-/10,9 |
|
|
Сжатый воздух, м |
-/273,3 |
|
|
Теплоэнергия, Гкал |
-/0,5 |
Таблица 6.25 - Образование побочных продуктов от производства нитроаммофоски 22:7:12
|
Выход |
На 1 т продукта (проектные/достигнутые) |
Примечания. |
|
Смесь солей комбинированная |
0,7 кг/5,8 кг |
Таблица 6.26 - Расходные нормы сырья и энергоресурсов на производство азофосфата
|
Расход |
На 1 т продукта (проектные/достигнутые) |
Примечания. |
|
Аммиак, кг |
-/200,1 |
По схеме с азотнокислотным разложением фосфатного сырья с использованием аппарата БГС |
|
Азотная кислота, кг |
-/706,2 |
|
|
Апатит, кг |
-/83,5 |
|
|
Серная кислота, кг |
-/2,9 |
|
|
Аммиачная селитра, кг |
-/32 |
|
|
Кондиционер, кг |
-/3 |
|
|
Электроэнергия, МДж |
-/223 |
|
|
Теплоэнергия, Гкал |
-/0,64 |
Таблица 6.27 - Расходные нормы сырья и энергоресурсов на производство калиевой селитры
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
Раствор соды, кг (100%) |
595 |
595 |
Конверсионный метод |
|
Аммиак, кг |
90 |
90 |
|
|
Азотная кислота, кг |
386,3 |
386,3 |
|
|
Хлористый калий, кг |
544-570 |
557 |
|
|
Электроэнергия, МДж |
1500-1600 |
1550 |
|
|
Теплоэнергия, Гкал |
4,78-4,90 |
4,84 |
|
Таблица 6.28 - Образование побочных продуктов от производства калийной селитры
|
Выход |
На 1 т продукта (проектные/достигнутые) |
Примечания. |
|
Хлористый натрий |
645 кг/645 кг |
Таблица 6.29 - Расходные нормы сырья и энергоресурсов на производство NPK-удобрения 13:19:19
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
ЭФК, кг 100% |
192,94-193,04 |
193,0 |
По схеме с АГ - СБ с использованием упаренной ЭФК |
|
Аммиак, кг |
90,6-91,2 |
90,9 |
|
|
Серная кислота, кг |
23,18-25,90 |
24,54 |
|
|
Хлористый калий, кг |
318,204-321,73 |
319,9 |
|
|
Сульфат аммония, кг |
281,96 290,22 |
286,1 |
|
|
Граншлак, кг |
3,54 |
3,54 |
|
|
Кондиционер, кг |
1,0-3,0 |
2 |
|
|
Электроэнергия, МДж |
179-192 |
185,5 |
|
|
Сжатый воздух, м |
8-9 |
8,5 |
|
|
Природный газ, м |
11,07 |
11,07 |
|
|
Теплоэнергия, Гкал |
0,26-0,28 |
0,27 |
|
Таблица 6.30 - Расходные нормы сырья и энергоресурсов на производство NPK-удобрения 15:15:15
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
ЭФК, кг 100% |
149,3-154,6 |
151,9 |
По схеме с АГ - СБ с использованием упаренной ЭФК |
|
Аммиак, кг |
103,0-113,84 |
108,42 |
|
|
Серная кислота, кг |
143,0-148,3 |
145,7 |
|
|
Хлористый калий, кг |
239,6-243,5 |
241,6 |
|
|
Сульфат аммония, кг |
265,1-310,4 |
287,8 |
|
|
Кондиционер, кг |
2,0-3,5 |
2,75 |
|
|
Электроэнергия, МДж |
263,16 |
263,16 |
|
|
Природный газ, м |
1,13 |
1,13 |
|
Таблица 6.31 - Расходные нормы сырья и энергоресурсов на производство жидкого комплексного удобрения марки 11:37
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
ЭФК, кг 100% |
371-375 |
373 |
Аммонизация суперфосфорной кислоты |
|
Магнезит, кг 100 % MgO |
5,0-9,2 |
7,1 |
|
|
Аммиачная селитра, кг |
1,9 |
1,9 |
|
|
Аммиак, кг |
366-380 |
373 |
|
|
Электроэнергия, МДж |
84,58 |
84,58 |
|
|
Теплоэнергия, Гкал |
0,86-1,1 |
0,98 |
|
|
Сжатый воздух, м |
26,8 |
26,8 |
|
Таблица 6.32 - Расходные нормы сырья и энергоресурсов на производство азотно-калийного удобрения марки Б (NK 17:28)
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
Аммиак, кг |
17 |
17 |
По схеме с АГ - СБ или БГС |
|
Плав аммиачной селитры, кг |
497 |
497 |
|
|
Калий хлористый, кг |
468,70-470 |
469,4 |
|
|
Серная кислота, кг |
27,36-28,50 |
27,93 |
|
|
Природный газ, м |
17,0-17,8 |
17,4 |
|
|
Порошок магнезитовый каустический, кг |
6,18-6,48 |
6,33 |
|
|
Масло индустриальное, кг |
1,66 |
1,66 |
|
|
Лиламин, кг |
0,324-0,34 |
0,332 |
|
|
Теплоэнергия, Гкал |
0,115-0,147 |
0,131 |
|
|
Электроэнергия, МДж |
303,84-304,63 |
304,24 |
|
Таблица 6.33 - Расходные нормы сырья и энергоресурсов на производство кальцийазосульфата
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
Азотная кислота, кг |
579,9 |
579,9 |
По схеме с БГС |
|
Аммиак, кг |
162,6 |
162,6 |
|
|
Серная кислота, кг |
129,7 |
129,7 |
|
|
ПНМ, кг |
49,9 |
49,9 |
|
|
Апатит, кг |
10,8 |
10,8 |
|
|
Карбонат кальция, кг |
100-120 |
110 |
|
|
Электроэнергия, МДж |
433,4 |
433,4 |
|
|
Теплоэнергия, Гкал |
0,28-0,40 |
0,34 |
|
|
Природный газ, м |
12,4-13,0 |
12,7 |
|
|
Сжатый воздух, м |
132-135 |
133,5 |
|
Таблица 6.34 - Расходные нормы сырья и энергоресурсов на производство азосульфата
|
Расход |
На 1 т продукта |
Примечания. |
|
Азотная кислота, кг |
-/567,2 |
По схеме с БГС |
|
АКВ, кг |
-/14,2 |
|
|
Серная кислота, кг |
-/224,4 |
|
|
Сульфат аммония, кг |
-/4,7 |
|
|
Электроэнергия, МДж |
-/482,04 |
|
|
Теплоэнергия, Гкал |
0,37-0,50 |
|
|
Природный газ, м |
12,4-13,5 |
|
|
Сжатый воздух, м |
128-172,8 |
Таблица 6.35 - Расходные нормы сырья и энергоресурсов на производство нитрата кальция
|
Расход |
На 1 т продукта |
Примечания. |
|
Пульпа нитрата кальция, кг |
1020 |
По схеме с БГС |
|
Аммиачная селитра, кг |
1,64 |
По схеме с БГС |
|
Мел, кг |
143 |
По схеме с БГС |
|
Электроэнергия, МДж |
648-648 |
По схеме с БГС |
|
Теплоэнергия, Гкал |
0,17 |
По схеме с БГС |
|
Природный газ, м |
210 |
По схеме с БГС |
|
Сжатый воздух, м |
850 |
По схеме с БГС |
Таблица 6.36 - Расходные нормы сырья и энергоресурсов на производство сульфата аммония
|
Расход |
На 1 т продукта |
Примечания. |
|
|
Диапазон |
Среднее |
||
|
Раствор сульфат аммония, кг |
1001,7-1003 |
1002,35 |
Кристаллизация из растворов |
|
Аммиак, кг |
0-1 |
0,5 |
|
|
Теплоэнергия, Гкал |
0,38-0,68 |
0,51 |
|
|
Электроэнергия, МДж |
111,60-180,00 |
147,20 |
|
6.2 Текущие уровни эмиссии в окружающую среду при производстве удобрений
6.2.1 Производство аммофоса/NPS
На установках по производству сложных фосфорсодержащих удобрений из фосфорной кислоты технологические сточные воды могут образовываться при абсорбционной очистке отходящих газов; конденсации сокового пара, образующегося при упарке пульп; конденсации пара, используемого в качестве теплоносителя для упарки пульп и испарении жидкого аммиака; конденсации паров воды в газоходах и выхлопных трубах отходящих от установок газов. Сточные воды могут периодически появляться при проливах кислот или реакционных смесей, в этом случае всегда предусматривается их отдельный сбор и переработка в технологии.
Описываемые в настоящем справочнике НДТ технологии получения сложных фосфорсодержащих удобрений из фосфорной кислоты по факту являются бессточными, так как перечисленные выше сточные воды являются условными в силу того, что во внешнюю среду не сбрасываются. Все сточные воды цехов по производству удобрений собираются и перерабатываются в производстве удобрений или на смежных производствах (производстве ЭФК, производстве серной кислоты и т.д.).
6.2.2 Производство NP/NPK-удобрений на основе азотнокислотного разложения фосфатного сырья (нитроаммофоски, азофоски и т.д.)
На установках по производству сложных фосфорсодержащих удобрений при азотно-кислотном разложении природных фосфатов технологические сточные воды могут образовываться при абсорбционной очистке аспирационных и отходящих газов, конденсации сокового пара (также после абсорбционной очистки), образующегося после упарки пульп и плавов, конденсации паров воды в газоходах и выхлопных трубах. Сточные воды могут периодически появляться при проливах кислот или реакционных смесей, в этом случае всегда предусматривается их отдельный сбор и переработка в технологии.
Сточные воды, содержащие  , , , направляются на очистку на специализированные очистные установки, где в основном применяются метод биологической очистки, а также метод электродиализа или ионного обмена.
, , , направляются на очистку на специализированные очистные установки, где в основном применяются метод биологической очистки, а также метод электродиализа или ионного обмена.
После очистки сточные воды направляются на повторное использование в технологическом процессе, на сброс в поверхностный водоем или на закачку в водовмещающие пласты горных пород. В зависимости от баланса водопотребления-водоотведения производство может быть бессточным.
Данные по выбросам приведены в таблицах 6.37-6.39.
Таблица 6.37 - Выбросы
|
Наиме- |
Выбросы |
Марка удобрения |
Комментарии |
|||||
|
Метод очистки, повторного исполь- |
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции, кг/т |
Источники выброса/ стадия процесса |
Метод определения загрязняющих веществ |
|||||
|
Мини- |
Макси- |
Среднее |
||||||
|
Эмиссии предприятий при производстве аммофоса |
||||||||
|
Аммиак ( |
Установки очистки газов |
0,10 |
0,896 |
0,46 |
Выхлопная труба |
NP 12:52 |
Потенцио- |
|
|
Фторсо- |
Установки очистки газов |
0,016 |
0,04 |
0,03 |
Выхлопная труба |
Потенцио- |
||
|
1,000 |
Выхлопная труба |
Фото- |
||||||
|
Эмиссии предприятий при производстве сульфоаммофоса |
||||||||
|
Аммиак ( |
Установки очистки газов |
1,5762 |
Выхлопная труба |
NP 20:20 |
Фото- |
|||
|
0,3440 |
1,3800 |
0,7510 |
NP 16:20 |
|||||
|
Фторсо- |
Установки очистки газов |
0,0282 |
Выхлопная труба |
NP 20:20 |
Фото- |
|||
|
0,0370 |
0,1830 |
0,1040 |
NP 16:20 |
|||||
|
Эмиссии предприятий при производстве диаммонийфосфата |
||||||||
|
Аммиак ( |
Установки очистки газов |
0,171 |
0,272 |
0,211 |
Выхлопная труба |
Потенцио- |
||
|
Фторсо- |
Установки очистки газов |
0,030 |
0,078 |
0,049 |
Выхлопная труба |
Потенцио- |
||
|
Эмиссии предприятий при производстве NPK-удобрений |
||||||||
|
Аммиак ( |
Установки очистки газов |
- |
0,827 |
0,361 |
Выхлопная труба |
NPK |
Потенцио- |
На основе ЭФК, аммиака, хлористого калия и плава аммиачной селитры |
|
Установки очистки газов |
0,119 |
0,272 |
0,194 |
Выхлопная труба |
Диаммо- |
Потенцио- |
На основе ЭФК, аммиака и хлористого калия |
|
|
Фторсо- |
Установки очистки газов |
- |
0,07 |
0,01 |
Выхлопная труба |
NPK |
Потенцио- |
На основе ЭФК, аммиака, хлористого калия и плава аммиачной селитры |
|
Установки очистки газов |
0,019 |
0,059 |
0,038 |
Выхлопная труба |
Диаммо- |
Потенцио- |
На основе ЭФК, аммиака и хлористого калия |
|
|
Эмиссии предприятий при производстве NPKS-удобрений |
||||||||
|
Хлорово- |
Установки очистки газов |
0,0600 |
Выхлопная труба |
Турбиди- |
На основе фосфатов кальция и хлористого калия |
|||
|
Фторсо- |
Установки очистки газов |
0,0200 |
Выхлопная труба |
Потенцио- |
||||
|
Эмиссии предприятий при производстве сульфата калия |
||||||||
|
Серная кислота |
Установки очистки газов |
0,006 |
0,02 |
0,009 |
Выхлопная труба |
Фото- |
||
|
Эмиссии предприятий при производстве ЖКУ |
||||||||
|
Аммиак ( |
Установки очистки газов |
0,0010 |
0,0031 |
0,0019 |
Выхлопная труба |
10:34 |
Потенцио- |
|
|
Фторсо- |
Установки очистки газов |
0,0001 |
0,0003 |
0,0002 |
Выхлопная труба |
10:34 |
Потенцио- |
|
|
Эмиссии предприятий при производстве NP-удобрений на основе азотнокислотного разложения сырья |
||||||||
|
Аммиак ( |
Установки очистки газов |
0,199 |
0,755 |
0,477 |
Выхлопная труба |
Фото- |
||
|
Азота оксиды ( |
Установки очистки газов |
0,096 |
0,393 |
0,279 |
Выхлопная труба |
Фото- |
||
|
Фторсо- |
Установки очистки газов |
0,0008 |
0,011 |
0,0059 |
Выхлопная труба |
Фото- |
||
|
Эмиссии предприятий при производстве NPK-удобрений на основе азотнокислотного разложения сырья |
||||||||
|
Аммиак ( |
Установки очистки газов |
0,473 |
0,755 |
0,51 |
Выхлопная труба |
Фото- |
||
|
Азота оксиды ( |
Установки очистки газов |
0,164 |
0,503 |
0,334 |
Выхлопная труба |
Фото- |
||
|
Фторсо- |
Установки очистки газов |
0,0036 |
0,015 |
0,012 |
Выхлопная труба |
Фото- |
||
|
Эмиссии предприятий при производстве сульфата аммония |
||||||||
|
Аммиак ( |
Установки очистки газов |
0,0034 |
Выхлопная труба |
Фото- |
||||
|
Эмиссии предприятий при производстве азотосульфата |
||||||||
|
Аммиак ( |
Установки очистки газов |
0,58 |
0,76 |
0,65 |
Выхлопная труба |
Фото- |
||
|
Эмиссии предприятий при производстве кальцийазотосульфата |
||||||||
|
Аммиак ( |
Установки очистки газов |
0,58 |
0,76 |
0,65 |
Выхлопная труба |
Фото- |
||
|
Азота диоксид ( |
Установки очистки газов |
0,14 |
0,284 |
0,157 |
Выхлопная труба |
Фото- |
||
|
|
||||||||

Таблица 6.38 - Данные по качеству сточных вод от производств NP/NPS/NPK на основе сернокислотного разложения фосфатного сырья
|
Наиме- |
Сточные воды |
Комментарии |
|||||||
|
Объем сброса и (или) масса загрязняющих веществ на выходе из производства в расчете на тонну продукции, кг/т |
Метод очистки или перера- |
Источ- |
Эффек- |
Валовый объем, м |
Примечание/ информация о том, куда направ- |
Мощ- |
Метод опреде- |
||
|
Регламе- |
Средний |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Азот аммоний- |
Нет данных |
Нет данных |
Нет данных |
Нет данных |
Нет данных/ 100% |
Нет данных |
Сточные воды полностью используются в технологи- |
600000 NPK (1:1:1) |
Фотоколо- |
|
Нет данных |
3,4 кг |
Нет данных |
Цех Аммофоса |
Нет данных/ 100% |
50-70 |
Цех Аммофос, Загрязнен- |
756000 NP |
Фотомет- |
|
|
|
Нет данных |
Нет данных |
Нет данных |
Нет данных |
Нет данных/ 100% |
Нет данных |
Сточные воды полностью исполь- |
600000 NPK (1:1:1) |
Фотоколо- |
|
Нет данных |
14,4 кг |
Нет данных |
Цех Аммофоса |
Нет данных/ 100% |
50-70 |
Цех Аммофос, Загрязнен- |
756000 NP |
Фотомет- |
|
|
|
Нет данных |
0,00006 кг |
Нет данных |
Цех ПСМУ |
Нет данных/ 100% |
1 |
Сточные воды полностью исполь- |
600 тыс.т в год NPK (1:1:1) |
Потенцио- |
|
Нет данных |
0,8 кг 100% F/т |
Нет данных |
Цех Аммофос |
Нет данных/ 100% |
50-70 |
Цех Аммофос, Загрязнен- |
756000 NP |
Потенцио- |
|
 )
)
Таблица 6.39 - Данные по качеству сточных вод от производств NP/NPK на основе азотнокислотного разложения фосфатного сырья
|
Наимено- |
Сточные воды |
Комментарии |
|||||||
|
Объем и (или) масса сбросов загрязняющих веществ на выходе из производства в расчете на тонну продукции, кг/т |
Метод очистки или перера- |
Источ- |
Эффек- |
Валовый сброс, м |
Примечание/ информация о том, куда направ- |
Мощ- |
Метод опреде- |
||
|
Регламе- |
Средний |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Азот аммоний- |
0,06 |
0,007 |
Биологи- |
Цех по произво- |
Нет данных/ нет данных |
Нет данных |
На биологи- |
550000 |
Фотомет- |
|
0,0021 |
0,00052 |
Электро- |
Цех по произво- |
Нет данных/ 100% |
Нет данных |
С произво- |
1100000 |
Титримет- |
|
|
Нет данных |
0,82 |
Ионный обмен |
Произво- |
98,5%/ нет данных |
Нет данных |
Далее исполь- |
850000 |
Титримет- |
|
|
Азот нитратный ( |
0,55 |
0,03 |
Нет данных |
Цех по произво- |
Нет данных/ нет данных |
Нет данных |
На биологи- |
550000 |
Фотоме- |
|
0,0015 |
0,0005 |
Электро- |
Цех по произво- |
Нет данных/ 100% |
Нет данных |
С произво- |
1100000 |
Титримет- |
|
|
Нет данных |
0,11 |
Ионный обмен |
Производство СМУ |
94,8%/ нет данных |
Нет данных |
Далее исполь- |
850000 |
Титримет- |
|
|
|
0,025 |
0,0004 |
Нет данных |
Цех по произво- |
Нет данных/ нет данных |
Нет данных |
На биологи- |
550000 |
Фотомет- |
|
0,0008 |
0,00005 |
Электро- |
Цех по произво- |
76,1/ 100% |
Нет данных |
С произво- |
1100000 |
Потенцио- |
|
|
Фосфаты ( |
0,000015 |
0,00001 |
Электро- |
Цех по произво- |
Нет данных/ 100% |
Нет данных |
С произво- |
1100000 |
|
|
|
|||||||||
 )
)6.3 Определение наилучших доступных технологий
6.3.1 Процессы по схеме с барабанными грануляторами-сушилками
БГС представляет собой вращающийся наклонный барабан, в котором совмещены стадии гранулирования и сушки продукта. Для получения топочных газов используются топочно-горелочные устройства.
Получение минеральных удобрений осуществляется методом нейтрализации смеси фосфорной, серной кислот и абсорбционной жидкости аммиаком в аппаратах САИ, емкостных аппаратах и (или) трубчатых реакторах с получением пульпы фосфатов- сульфатов аммония, последующими аммонизацией, упаркой пульп (на некоторых производствах), смешением компонентов, сушкой и гранулированием в БГС с использованием ретура, классификацией высушенных гранул, охлаждением и кондиционированием готового продукта. При необходимости через ретурный цикл (или через жидкую фазу) осуществляется подача других сырьевых компонентов: раствора нитрата аммония, хлористого калия, магнийсодержащего сырья, фосфогипса, микроэлементов, серы, инерта и т.д.
Аппаратурное оформление процессов с использованием аппаратов БГС может различаться в зависимости от концентрации используемой ЭФК и необходимого ассортиментного ряда удобрений.
При наличии на промплощадке необходимого количества упаренной ЭФК (содержание в смеси кислот более 42 масс. %) производства МАФ и ДАФ осуществляются по схеме с одностадийной аммонизацией смеси кислот в трубчатом реакторе (ТР) с непосредственной подачей аммонизированной пульпы на гранулирование и сушку в аппарат БГС.
При наличии на промплощадке преимущественно неупаренной фосфорной кислоты (содержание в смеси кислот менее 42 масс. %) для производства ДАФ может быть применен двухстадийный процесс с использованием на стадии аммонизации аппарата САИ или емкостного аппарата с мешалкой и трубчатого реактора. Производство МАФ может осуществляться как по двухстадийной, так и по одностадийной схеме с использованием для аммонизации аппарата САИ. (В некоторых схемах аппарат САИ может быть заменен емкостными аммонизаторами-смесителями с перемешивающими устройствами для обеспечения одновременной аммонизации и смешения с другими компонентами: раствором аммиачной селитры, хлористым калием и др.)
Для повышения производительности систем, использующих неконцентрированную ЭФК, схема с БГС может комплектоваться узлом упарки аммонизированных пульп с использованием четырехкорпусных выпарных установок или выпарных установок барботажного типа.
При получении некоторых марок NPS-удобрений за счет увеличенного теплового эффекта реакции нейтрализации серной кислоты возможно получение удобрений в одну стадию из неконцентрированной ЭФК.
При необходимости получения NPK-удобрений схема комплектуется сборниками-смесителями (для ввода хлористого калия через жидкую фазу) или дозаторами для подачи хлористого калия через ретурный тракт (ввод калия по сухому). Аналогичным образом (через жидкую фазу или через ретурный тракт) могут вводиться и другие добавки.
Производительность
- МАФ - 20-50 т/ч;
- ДАФ - 20-50 т/ч;
- NPS - 20-40 т/ч;
- NPK/NK - 20-35 т/ч;
- РК - 10-15 т/ч (опытное производство).
Экологические аспекты
Позволяет перерабатывать неупаренные фосфорные кислоты с исключением стадии упарки фосфорной кислоты и утилизации кремнефтористоводородной кислоты.
Воздействие на различные компоненты окружающей среды
Твердые отходы отсутствуют. Необходима стадия очистки отходящих газов.
Сточные воды отсутствуют. На некоторых схемах образуется конденсат (со стадий аммонизации и упаривания пульпы), который может быть использован в производстве удобрений и на смежных производствах.
Эксплуатационные данные
Технология позволяет использовать как упаренную, так и неупаренную фосфорную кислоту.
Использование неупаренной фосфорной кислоты позволяет исключить стадию упаривания ЭФК. В то же время это приводит либо к уменьшению производительности и увеличению удельного расхода природного газа на сушку в БГС, либо к необходимости организации стадии упарки аммонизированных пульп (барботажные выпарные установки - с использованием природного газа; вакуум-выпарные установки - с использованием пара).
Применимость, техническая возможность (экономическая и практическая приемлемость)
Технология отработана при получении МАФ, ДАФ, NPS.
Получение NPK/NK-удобрений ограничено по производительности, ассортиментному ряду, качеству продукции, в некоторых случаях требуется дополнительное оборудование - емкости-смесители.
Получение РK-удобрений реализовано в опытно-промышленном масштабе, имеются ограничения в ассортиментном ряде и производительности.
Технология применима на предприятиях с недостаточным обеспечением упаренной фосфорной кислотой.
Движущая сила для внедрения технологии
Технология характеризуется простотой и надежностью аппаратурного оформления.
6.3.2 Технология с АГ - СБ
Получение минеральных удобрений осуществляется методом нейтрализации смеси фосфорной кислоты, серной кислоты и абсорбционной жидкости аммиаком в ТР с получением пульпы фосфатов аммония, последующей доаммонизацией и гранулированием в АГ с использованием ретура, сушкой в СБ, классификацией по размерам высушенных гранул, охлаждением и кондиционированием готового продукта. При производстве трехкомпонентных удобрений через ретурный цикл осуществляется подача сырья: хлористого калия, сульфата аммония, а также, в зависимости от марки продукта, фосфогипса и инерта. При необходимости могут подаваться микроэлементы и магнийсодержащее сырье.
Для реализации процесса по схеме с АГ - СБ необходима упаренная ЭФК.
Существует схема с использованием емкостных нейтрализаторов-смесителей. Предварительно смешанная с хлористым калием и абсорбционной жидкостью аммиачная селитра поступает на смешивание с фосфатами аммония. Далее смесь необходимых компонентов (в жидкую фазу могут добавляться сульфат аммония, фосфогипс и т.п.) гранулируется в АГ без доаммонизации. По этой схеме можно использовать неупаренную фосфорную кислоту.
Производительность
- МАФ - до 80 т/ч;
- ДАФ - до 80 т/ч;
- NPS - до 70 т/ч;
- NPK - до 80 т/ч.
Экологические аспекты
Для осуществления процесса необходимо использовать упаренную фосфорную кислоту. Получение упаренной фосфорной кислоты требует решения вопросов утилизации образующихся растворов кремнефтористоводородной кислоты либо с получением товарных продуктов (товарная кремнефтористоводородная кислота, кремнефторид натрия, фтористый алюминий), либо с ее нейтрализацией.
При использовании неупаренной фосфорной кислоты снижается производительность (до 33 т/ч), но решается вопрос утилизации фтористых соединений.
Применение схемы с емкостными нейтрализаторами позволяет оптимизировать процесс грануляции, так как в нем участвуют две однородные по составу фазы: пульпа, приготовленная с необходимым содержанием компонентов, и ретур без каких-либо примесей.
Воздействие на различные компоненты окружающей среды
Твердые отходы отсутствуют. Требуется очистка отходящих газов.
Сточные воды отсутствуют.
Эксплуатационные данные
Технология осуществима при наличии упаренной и неупаренной фосфорной кислоты.
Большая единичная мощность технологической линии (на неупаренной фосфорной кислоте - меньшая) и широкий ассортиментный ряд продукции (относительно схемы с БГС).
Применимость, техническая возможность (экономическая и практическая приемлемость)
Технология отработана при получении широкого ассортиментного ряда удобрений: МАФ, ДАФ, NPS, NPK.
Движущая сила для внедрения технологии
Расширение ассортиментного ряда и увеличение производительности.
6.3.3 Процессы на основе азотнокислотного разложения фосфатного сырья
Реализация данной технологии позволяет осуществлять комплексную переработку апатитового концентрата по азотнокислотной технологии, с получением пульпы ААФР, раствора нитрата аммония, карбоната кальция, гранулированного нитрата кальция.
Процесс включает следующие стадии:
- прием и передача сырья и полуфабрикатов;
- азотно-кислотное разложения апатита;
- осветление азотно-кислотной вытяжки апатита (АКВ);
- кристаллизация и фильтрация нитрата кальция;
- приготовление АФР и ААФР;
- производство карбоната кальция и растворов аммиачной селитры;
- упаривание ААФР до остаточной влажности пульпы 9%15% в трехкорпусной выпарной батарее с доупаривателем;
- смешение с хлористым калием (при необходимости);
- гранулирование и сушка полученной массы гранул удобрений в БГС. Сушка гранул удобрений осуществляется горячими топочными газами, смешанными с воздухом для получения теплоносителя заданной температуры;
- выделение готового продукта из полученной массы гранул методом классификации, охлаждения его в аппарате КС низкого кипящего слоя.
В схеме с гранбашней принципиальные различия состоят в организации стадии смешения с хлористым калием и гранулирования. Для смешения NP плава с хлористым калием используют скоростные смесители, куда также возможна подача ретура. NPK плав из смесителя самотеком поступает в диспергатор плава, установленный в верхней части грануляционной башни. Образуемые вращающимся диспергатором капли NPK плава, падая вниз, затвердевают в токе воздуха, просасываемого через башню, и превращаются в гранулы. Далее следуют стандартные стадии рассева, дробления и т.д.
Производительность
До 40 т/ч (с аппаратом БГС), до 80 т/ч (с гранбашней).
Экологические аспекты
Необходима стадия упарки до плава. Наличие оксидов азота в отходящих газах. Необходимость организации относительно сложного узла очистки сточных вод (конденсатов, абсорбционных сточных вод). Невозможность организации бессточной схемы.
Возможность организации комплексного использования фосфатного сырья.
Воздействие на различные компоненты окружающей среды
Отходы производства отсутствуют.
Эксплуатационные данные
Технология осуществима при наличии производства азотной кислоты.
Широкий ассортиментный ряд NP/NPK-удобрений.
Невозможность выпуска МАФ, ДАФ, TSP, РK-удобрений.
Применимость, техническая возможность (экономическая и практическая приемлемость)
Технология отработана при получении широкого ассортиментного ряда NP, NPK, NPKS-удобрений различных марок, известково-аммиачной селитры (ИАС), кальцийазотосульфата (CNS), азотосульфата (NS).
Движущая сила для внедрения технологии
Расширение ассортиментного ряда продукции.
6.3.4 Аммонизация смеси кислот
В настоящее время на предприятиях, производящих NP/NPK-удобрения, для нейтрализации смеси кислот аммиаком применяют аппараты трех типов (или их комбинацию):
- емкостные аппараты с перемешивающими устройствами (или каскады реакторов-смесителей);
- аппарат САИ;
- струйные/трубчатые реакторы (ТР).
Выбор типа аппарата зависит от нескольких факторов:
- исходное сырье: концентрация фосфорной кислоты (смеси кислот); характеристики используемых добавок (необходимость использования плава аммиачной селитры и его концентрация, магнезиальная добавка); наличие на промплощадке газообразного или жидкого аммиака;
- ассортиментный ряд продукции;
- аппаратурное оформление остальных стадий процесса (гранулирования и сушки, абсорбции);
- требуемая производительность технологической системы.
6.3.4.1 Емкостные аппараты с перемешивающими устройствами
Емкостные аппараты с перемешивающими устройствами (или каскады реакторов-смесителей) обычно представляют собой каскад из 2-3 нейтрализаторов-смесителей, в которых нейтрализация смеси кислот происходит газообразным (или жидким) аммиаком, подаваемым через барботажные трубы. Также туда могут подаваться и другие сырьевые компоненты: серная кислота, абсорбционные сточные воды, раствор/плав аммиачной селитры, магнезиальная добавка, фосфогипс, хлористый калий (подается в нейтрализованную NP-пульпу 2-го или 3-го реактора, или NK-пульпа подается в нейтрализованную NP-пульпу). Для лучшего осуществления процесса смешивания компонентов смесители оборудованы перемешивающими устройствами.
С целью поддержания оптимальной температуры в смесителях, последние снабжены паровыми змеевиками. Имеется возможность подачи острого пара в смесители через барботеры.
Смесители работают под разряжением, газовоздушная смесь поступает на абсорбцию.
Производительность
По готовому продукту - до 33 т/ч.
Экологические аспекты
Наличие большой площади испарения, трудности в организации герметичности аппаратов приводят к необходимости организации работы под разряжением с удалением газовоздушной смеси в абсорбцию.
В связи с этим емкостные аппараты в основном используются для получения пульп с МО , близким к 1, что ограничивает ассортиментный ряд продукции или приводит к необходимости использования дополнительных сырьевых компонентов (например аммиачной селитры).
Воздействие на различные компоненты окружающей среды
Отходы производства отсутствуют.
Дополнительное потребление электроэнергии, связанное с необходимостью организации интенсивного смешения компонентов.
Эксплуатационные данные
Технология позволяет использовать неупаренную и упаренную фосфорную кислоту, вводить дополнительные компоненты, организовывать качественное смешение компонентов удобрения в жидкой фазе с протеканием обменных процессов (что положительно сказывается на свойствах готового продукта).
Использование емкостных аппаратов возможно при наличии подвижных пульп, что достигается определенной влажностью и температурой и, соответственно, ограничивает производительность технологической системы в целом.
Большая металлоемкость, использование перемешивающих устройств.
Применимость, техническая возможность (экономическая и практическая приемлемость)
Технология отработана при получении широкого ассортиментного ряда удобрений: МАФ, ДАФ, NPS, NK, NPK, NS, ИАС.
Движущая сила для внедрения технологии
Простота аппаратурного оформления, возможностью использования в схемах с БГС и с АГ - СБ, широкий ассортиментный ряд продукции.
При аммонизации более концентрированных кислот используют компактные аппараты. В результате тепло химической реакции используется не только для нагрева пульпы и испарения воды, но и для создания активного гидродинамического режима, обеспечивающего обновление поверхности массообмена, т.е. интенсификацию процесса. К реакторам такого типа относятся аппараты ИТН (в производстве аммиачной селитры), САИ, ТР (в производстве фосфорсодержащих удобрений).
6.3.4.2 Скоростной аммонизатор-испаритель
САИ (см. рисунок 6.17) состоит из циркуляционного контура, включающего реакционную камеру и циркуляционную трубу, соединенные с центробежным сепаратором. Интенсивное перемешивание пульпы в САИ обеспечивается без использования механических устройств за счет энергии химической реакции, однако при использовании слабой ЭФК возможно применение циркуляционного насоса. Процесс аммонизации кислот протекает следующим образом. В нижнюю часть реакционной камеры вводят газообразный или жидкий аммиак. Одновременно в циркуляционный контур подают требуемое количество кислоты. Взаимодействие аммиака с кислотой идет в реакционной камере. При этом за счет тепла химической реакции происходит нагрев образующейся пульпы до температуры кипения и образование значительного количества паровой фазы. За счет разности плотностей парожидкостной смеси в реакционной камере и жидкости в циркуляционной трубе в аппарате возникает интенсивная циркуляция, способствующая поглощению аммиака, выравниванию температур и концентраций по всему контуру аппарата. Парожидкостная смесь из реакционной камеры тангенциально поступает в сепаратор, где паровая и жидкая фазы разделяются. Паровая фаза удаляется через верхний штуцер, а жидкая по циркуляционной трубе возвращается в реакционную камеру. Избыток пульпы из аппарата через переливной патрубок отводится в отдельный сборник. Аммонизация в САИ очень концентрированных кислот затруднена из-за потери текучести пульпы.
1 - корпус;
2 - сепаратор; 3 - брызгоуловитель; 4 - циркуляционная труба
Рисунок 6.17 - САИ
Производительность
Пульпа фосфата аммония - до 130 м/ч.
Экологические аспекты
Позволяет выпаривать воду за счет теплоты реакции нейтрализации и снизить тепловую нагрузку на стадии сушки удобрений.
За счет организации многократной циркуляции пульпы и "мягкого" режима аммонизации при атмосферном давлении достигается стабилизация состава пульпы и снижается выделение аммиака в газовую фазу.
Воздействие на различные компоненты окружающей среды
Отходы производства отсутствуют.
Организация процесса аммонизации без использования перемешивающих устройств и дополнительных затрат электроэнергии.
Эксплуатационные данные
Технология позволяет использовать фосфорную кислоту с концентрацией 25%-46% , т.е. применять в технологии неупаренную и упаренную кислоту.
Применимость, техническая возможность (экономическая и практическая приемлемость)
Технология отработана при получении МАФ, ДАФ, NPS.
Ограничением применимости данного аппарата является необходимость обеспечения циркуляции, которая, в свою очередь, зависит от концентрации и состава смеси кислот, подающихся на аммонизацию, вязкости получаемой пульпы, а также нагрузки на аппарат.
Движущая сила для внедрения технологии
Технология характеризуется простотой аппаратурного оформления и отсутствием механических устройств для перемешивания.
При производстве МАФ с небольшой производительностью возможно минимальное аппаратурное оформление стадии абсорбции отходящих газов.
6.3.4.3 Трубчатый реактор
ТР (см. рисунок 6.18) применяется для аммонизации смеси кислот повышенной концентрации (43%-52% ). Он состоит из камеры смешения, тангенциально входящей в реакционную камеру. В камере смешения расположены сопло для введения аммиака и патрубок для подачи смеси кислот (возможна организация подачи и третьего потока в ТР - серной кислоты или абсорбционных сточных вод). Процесс аммонизации протекает с большой интенсивностью и сопровождается значительным увеличением температуры и давления внутри реактора. В зависимости от концентрации исходной фосфорной кислоты температура в реакторе достигает 120°С-160°С, а давление - 0,3 МПа. На выходе из реактора устанавливается форсунка, определяющая давление в реакторе за счет гидравлического сопротивления. Образующиеся в камере пульпа, пары воды, а также непрореагировавший аммиак выбрасываются через форсунку наружу со скоростью до 30 м/с. За счет резкого падения давления происходит интенсивное самоиспарение влаги из пульпы. Это дает возможность получать после реактора продукт, содержащий всего 2%-6% влаги, т.е. в некоторых случаях получать удобрения практически без сушки.
1 - корпус;
2 - сопло
Рисунок 6.18 - Трубчатый аммонизатор кислот
Производительность:
Пульпа фосфата аммония - до 50 т/ч (с одного реактора, иногда на АГ устанавливается два и более реакторов).
Экологические аспекты
Позволяет выпаривать воду за счет теплоты реакции нейтрализации. Дает возможность получать после реактора продукт, содержащий всего 2%-6% влаги, т.е. получать удобрения практически без сушки.
За счет увеличения температуры и давления в ТР, а также уменьшенного времени пребывания компонентов увеличивается проскок аммиака, что требует организации высокоэффективной стадии абсорбции.
Воздействие на различные компоненты окружающей среды
Выход непрореагировавшего аммиака требует улавливания его системе абсорбции.
Эксплуатационные данные
Технология позволяет использовать фосфорную кислоту с концентрацией 43%-52% .
Малая инерционность процесса, что увеличивает чувствительность аппарата к изменению расходов реагентов и их концентраций. Необходимы точная дозировка реагентов и контроль за составом сырья. Компактность аппарата, простота компоновки. Нет перемешивающих устройств.
Применимость, техническая возможность (экономическая и практическая приемлемость)
Технология отработана при получении МАФ, ДАФ, NPS, NPK.
Движущая сила для внедрения технологии
Высокая производительность (при необходимости устанавливают два и более ТР), простота конструкции и отсутствие механических устройств для перемешивания.
6.3.5 Образование гранул
Выбор метода гранулирования зависит от агрегатного состояния и физических свойств исходных веществ.
В настоящее время в производстве удобрений реализованы три принципиальных схемы производства гранулированного продукта: с аппаратом БГС, схема с АГ - СБ, схема с грануляционной башней, основанные на следующих методах гранулирования:
- распыливания (диспергирования) пульп на поверхность частиц падающего слоя с одновременной сушкой продукта до требуемой влажности;
- окатывания;
- гранулирование из расплавов с кристаллизацией в твердые гранулы в процессе свободного падения в восходящем потоке охлаждающего воздуха.
6.3.5.1 Барабанный гранулятор-сушилка
БГС (см. рисунок 6.19) представляет собой барабан с углом наклона оси 1-3° в сторону выгрузки, опирающийся на две опорные станции. Частота вращения барабана (3-5 об/мин) обеспечивается приводной станцией через зубчатую передачу к венцовой шестерне, надетой на обечайку барабана. Барабан снабжен загрузочной и выгрузочной камерами. Во избежание пыления и для устойчивой работы топок аппарат работает под разряжением 10-50 Па на входе. На различных производствах диаметр барабанов варьируется от 3,5 до 4,5 м, длина - от 16 до 35 м.
На внутренней поверхности барабана расположена насадка. В голове барабана лопастная насадка, расположенная на длине до 1 м, отбрасывает продукт, поступающий в виде внешнего и внутреннего ретура, и предотвращает пересыпание продукта через переднее подпорное кольцо. Далее по длине барабана до подпорного кольца расположена подъемно-лопастная насадка. Она предназначена для захвата шихты, подъема ее и создания завесы в виде ссыпающегося продукта при вращении барабана по всей его длине. На внутренней поверхности барабана находится обратный шнек в виде короба с прямоугольным сечением. При работе барабана он захватывает часть шихты перед задним подпорным кольцом и возвращает его в голову барабана в качестве внутреннего ретура для создания более плотной завесы.
Принцип работы БГС заключается в наслаивании тонких пленок жидкости на гранулы продукта (завесу) с одновременной сушкой. Внутрь барабана на завесу направлен факел распыла перерабатываемой пульпы. Пульпа диспергируется пневматическими форсунками под давлением сжатого воздуха. Параллельно факелу распыла в головную часть барабана подают топочные газы. При нанесении пульпы на частицы завесы происходит образование гранул, которые затем досушиваются до требуемой влажности.
В настоящее время на многих производствах непосредственно перед БГС установлены трубчатые реакторы.
Установка в этой конструкции вместо форсунки пульпы ТР позволяет осуществить принципиально новый процесс аммонизации кислоты и гранулирования продукта без дополнительного подвода тепла (или существенно его снизив).
Рисунок 6.19 - БГС
Производительность
МАФ - до 50 т/ч.
Экологические аспекты
При нестабильном режиме работы возможно увеличение образования пыли.
В результате организации интенсивного режима сушки, при нарушении температурного режима сушки, а также при получении марок удобрений с высоким мольным отношением ( ) или с использованием карбамида возможно разложение продукта с увеличением содержания аммиака в отходящих газах, что требует организации высокоэффективной системы очистки отходящих газов.
) или с использованием карбамида возможно разложение продукта с увеличением содержания аммиака в отходящих газах, что требует организации высокоэффективной системы очистки отходящих газов.
При использовании концентрированной кислоты и ТР позволяет значительно снизить расход тепла на сушку продукта.
Воздействие на различные компоненты окружающей среды
Разложение компонентов удобрения в результате сушки приводит к выделению аммиака и требует улавливания его в системе абсорбции. Для сушки гранул необходим теплоноситель, получаемый при сжигании природного газа в топочно-горелочных устройствах.
Эксплуатационные данные
Технология позволяет получать удобрения из пульп с широким интервалом влажностей от 6 до 60 масс. %.
Применимость, техническая возможность (экономическая и практическая приемлемость)
Технология отработана при получении МАФ, ДАФ, NPS, NPK, NK, РK, NS, Р-удобрений.
Достоинствами этого метода гранулирования являются высокая эффективность тепло- и массообмена, небольшая кратность ретура (во внешнем контуре - 1-2,5), хорошее качество и узкий гранулометрический состав продукта, возможность автоматизации процесса, применимость к широкому диапазону материалов.
К недостаткам следует отнести повышенные энергозатраты на распыливание жидкости и сушку продукта, возможность налипания на внутренние стенки барабана, а также плавления и разложения продукта.
Движущая сила для внедрения технологии
Возможность организации производства удобрений с использованием серийно-выпускаемых аппаратов. Простота аппаратурного оформления.
6.3.5.2 Аммонизатор-гранулятор - сушильный барабан
Два аппарата, установленные последовательно и имеющие свое назначение. АГ предназначен для получения гранул методом окатывания, СБ - для их сушки.
АГ позволяет совместить в одном аппарате процессы смешения, нейтрализации и гранулирования, что дает возможность уменьшить материало- и энергоемкость процесса, упростить технологическую схему, так как за счет тепла, выделяющегося при взаимодействии аммиака с кислотами в АГ, происходит подсушивание материала.
АГ представляет собой вращающийся барабан, установленный под углом 1-3° к горизонту. Частота вращения барабана составляет 8-12 об/мин. В торцах барабана установлены подпорные кольца, обеспечивающие необходимое заполнение барабана. Твердые компоненты (ретур, калийные соли и др.) подают в АГ через загрузочный лоток. Жидкие компоненты (NP/NPS-пульпа), служащие в качестве связующего, подаются по трубопроводам и распределяются на слой гранулируемого материала. Под слой продукта для нейтрализации свободной кислотности в гранулируемой шихте при помощи распределителей вводят жидкий аммиак, тепло нейтрализации используется для гранулирования и сушки продукта.
Процесс аммонизации при одновременном гранулировании наиболее эффективен, поскольку тепло реакции выделяется равномерно по всему объему материала в момент воздействия динамических нагрузок, что исключает локальные перегревы и потери тепла. При гранулировании орошение жидкостью ведут по поверхности гранул при достаточной влажности, поэтому реакция ее аммонизации проходит практически мгновенно.
Такая организация процесса позволяет ввести в удобрение значительное количество азота и других питательных компонентов (хлористого калия, сульфата аммония и др.). Гранулированный продукт выводят из АГ через выгрузочную камеру.
Производительность
NPK - до 80 т/ч.
Экологические аспекты
Использование аппаратов АГ возможно только при применении концентрированных кислот, в противном случае резко возрастает ретурность процесса и, соответственно, расход энергоресурсов.
Воздействие на различные компоненты окружающей среды
Использование схемы АГ - СБ позволяет вводить в процесс термически неустойчивые соединения (например, карбамид) из-за возможности организации стадий гранулирования и сушки в щадящем температурном режиме (в отличие от БГС).
Эксплуатационные данные
Технология позволяет получать широкий ассортимент удобрений с использованием только концентрированной кислоты.
Применимость, техническая возможность (экономическая и практическая приемлемость)
Технология отработана при получении широкого ассортиментного ряда МАФ, ДАФ, NPS, NPK, NK-удобрений, в том числе с большим содержанием калия и использованием карбамида в качестве азотсодержащего компонента.
Движущая сила для внедрения технологии
Широкий ассортиментный ряд и высокая производительность.
6.3.5.3 Грануляционная башня
Грануляционная башня представляет собой железобетонный корпус диаметром 10-20 м и высотой до 120 м, в котором наверху размещено оборудование, необходимое для приема плава и хлорида калия (или других добавок), их смешения и разбрызгивания, а также аппаратура для улавливания пыли и вредных примесей из отходящих газов, а внизу - окна для забора воздуха и устройство для выгрузки гранул. Воздух протягивается вентиляторами, установленными в аппаратурной части, через нижние заборные окна.
Затвердевшие гранулы падают на поворотное днище и выводятся через выгрузочное окно.
При производстве NPK перед подачей на разбрызгиватель плав азот- и фосфорсодержащих компонентов смешивают с нагретым и классифицированным хлоридом калия. Температуру плава в сборниках и смесителях поддерживают постоянной для предохранения плава от термического разложения.
Полнота кристаллизации, а следовательно, и время и высота падения гранул зависят от химического состава и концентрации плава.
Введение добавок также изменяет условия кристаллизации, для ускорения кристаллизации в расплав вводят мелкодисперсные твердые частицы. Образование мелких кристаллов способствует более плотной упаковке кристаллов в застывших гранулах.
Наличие твердых включений не всегда положительно сказывается на гранулообразовании. Примерами являются плавы NP- и NPK-удобрений, которые из-за повышенной вязкости распыливают грануляторами, имеющими увеличенные размеры отверстий истечения. Отсюда необходимость снижения плотности и равномерности орошения, увеличение времени кристаллизации и высоты падения. Дополнительные трудности возникают с NPK-плавом из-за ограниченной растворимости в нем хлорида калия и возможности нежелательной конверсии. Следует ограничивать время пребывания плава в смесителе и строго соблюдать температурный режим.
Производительность
До 80 т/ч.
Экологические аспекты
Образование и унос пыли, источниками которой являются мелкие капли, образующиеся при дроблении жидкости.
Воздействие на различные компоненты окружающей среды
Отходы производства отсутствуют.
Необходимость работы с плавами требует поддержания их температуры при транспортировке и смешении с другими компонентами в связи с чем необходим дополнительный расход энергоресурсов - пара.
Эксплуатационные данные
Процесс грануляции прост, экономичен, идет с небольшим выделением пыли и ретура.
Потребление электроэнергии и тепла ниже, чем в барабанных грануляторах, механическое оборудование компактно (при этом требуется организация узла упарки пульп и затраты тепловой энергии).
Недостатки грануляционных башен: большие капитальные затраты на строительство; громоздкость, ограниченный ассортимент удобрений.
Применимость, техническая возможность (экономическая и практическая приемлемость)
Технология отработана при получении N-, NP-, NPK-удобрений и известково-аммиачной селитры. Ограничением является необходимость использования расплавов с четко определенной температурой плавления и относительно низкой вязкостью.
Движущая сила для внедрения технологии
Модернизация производств аммиачной селитры с расширением ассортиментного ряда продукции - NP/NPK/ИАС.
6.3.6 Охлаждение и кондиционирование готового продукта
Охлаждение минеральных удобрений проводят не только для формирования гранул, но и для сохранения их физических свойств. Для снижения температуры сыпучих материалов до 40°С-50°С применяются различные методы, в том числе конвективный, кондуктивный и смешанный теплообмен. Применение того или иного способа охлаждения зависит от свойств продукта и размера частиц.
6.3.6.1 Конвективные аппараты
Конструктивное оформление таких холодильников может быть различным. В промышленности фосфорсодержащих удобрений наиболее часто применяют вращающиеся барабаны, что объясняется модернизацией старых схем производства с высвобождением таких аппаратов и приспособлением их для охлаждения продукта.
Более глубокое охлаждение достигается в противоточных барабанных холодильниках, снабженных в хвостовой части секторной насадкой, обеспечивающей большую поверхность контакта в зоне наиболее низких температур продукта.
Холодильники с псевдоожиженным слоем (КС) также широко используются в технологии минеральных удобрений. Конструктивно они различаются количеством и расположением секций, формой корпуса: цилиндрическая, коническая, цилиндроконическая; с круглым, квадратным или прямоугольным сечением.
Равномерное распределение газообразного теплоносителя по сечению аппарата (отсутствие застойных зон и проскока газа) достигается применением перфорированных газораспределительных решеток заданного сопротивления. По сравнению с холодильными барабанами аппараты КС более интенсивны и компактны, но более энергоемки. Наиболее эффективен двухъярусный КС, что объясняется изменением структуры потока твердой фазы, дважды вступающей в контакт с теплоносителем.
Преимущества конвективных холодильников в высоком коэффициенте теплопередачи (например, в одноярусном аппарате с псевдоожиженным слоем от 1400-1500 ккал/мч°С), возможности одновременного обеспыливания. Однако для промышленных площадок с жарким и влажным климатом атмосферный воздух перед подачей в аппарат необходимо охлаждать за счет тепла испарения аммиака, используемого в технологии, и осушать.
Производительность
До 100 т/ч.
Экологические аспекты
Значительный объем запыленного воздуха, требующий дополнительной очистки.
Воздействие на различные компоненты окружающей среды
Отходы производства отсутствуют.
Обеспыливание на стадии охлаждения улучшает свойства продукта и предотвращает пыление при транспортировке, хранении и пересыпке.
Эксплуатационные данные
Эффективность работы зависит от температуры окружающего или охлажденного воздуха.
Барабанные холодильники достаточно распространены ввиду надежности своей работы.
Холодильники КС более компактны, однако требуют значительного расхода энергии.
Применимость, техническая возможность (экономическая и практическая приемлемость)
Общеприменимы.
Движущая сила для внедрения технологии
Улучшение свойств готового продукта.
6.3.6.2 Кондуктивные аппараты
Кондуктивные аппараты включают охлаждающие элементы из нержавеющей стали в виде вертикальных гофрированных пластин или горизонтальных труб ромбического сечения. Внутри этих элементов проходит охлаждающая жидкость, а между ними самотеком поступает охлаждаемый продукт. Элементы объединены в секции, скомпонованные по вертикали. Число секций и количество охлаждающих элементов в каждой из них зависят от производительности и свойств продукта. Высушенный материал, поступающий на охлаждение, несет с собой влажный воздух из сушилки и продолжает обезвоживаться. При понижении температуры испаренная влага насыщает воздух в порах между частицами слоя и может конденсироваться, что чревато налипанием продукта на теплообменную поверхность. Для устранения этого явления аппарат продувают осушенным воздухом и поддерживают перепад температур между теплоносителем и продуктом не более 10°С-15°С.
Производительность
До 75 т/ч.
Экологические аспекты
Малый объем отходящих газов. Требуется осушенный воздух.
Воздействие на различные компоненты окружающей среды
Отходы производства отсутствуют.
Экономия электроэнергии.
Эксплуатационные данные
Простота обслуживания, компактность.
Применимость, техническая возможность (экономическая и практическая приемлемость)
В большей степени применимы для доохлаждения продукта.
При использовании в качестве основного аппарата узла охлаждения следует учитывать свойства продукта (пылимость, грансостав, адгезионные свойства и т.д.).
В процессе охлаждения не происходит удаление пыли, поэтому оно должно быть предусмотрено на других стадиях процесса.
Движущая сила для внедрения технологии
Улучшение свойств готового продукта. Интенсификация узла охлаждения.
6.3.7 Оборудование для транспортировки сыпучих материалов
В производстве минеральных удобрений для транспортировки сыпучих материалов нашли широкое применение ленточные конвейера, цепные скребковые и трубчатые транспортеры, ковшовые элеваторы.
При производстве удобрений по схеме АГ - СБ и БГС используются различные типы вертикальных ковшовых элеваторов - ленточные, с центральной цепью, с двумя цепями.
Сравнительная характеристика типовых вертикальных ковшевых элеваторов приведена в таблице 6.40.
Применение цепных ковшевых элеваторов является оправданным для транспортировки шихты на выгрузке из барабанов (СБ или БГС) из-за присутствия комьев более 80 мм. На остальных позициях (подача готового продукта на кондиционирование, на склад готовой продукции и др.) целесообразно использовать ковшовые элеваторы с лентой из многослойной термостойкой (до 150°С) резины с металлическим армированием ввиду их большей энергоэффективности, меньшей массы, стоимости и эксплуатационных затрат.
Таблица 6.40 - Сравнительная характеристика ковшовых элеваторов различных типов*
|
Тип ковшового элеватора |
Производительность, т/ч |
Мощность привода, кВт |
Масса, т |
Относительная стоимость, % |
|
Ленточный |
100 |
11,2 |
8 |
100 |
|
С центральной цепью |
13,4 |
10,5 |
113 |
|
|
С двумя цепями |
19,4 |
23,9 |
241 |
|
|
Ленточный |
250 |
28,7 |
15,3 |
100 |
|
С центральной цепью |
31,4 |
18,5 |
121 |
|
|
С двумя цепями |
31,7 |
28,8 |
167 |
|
|
Ленточный |
400 |
45 |
19,7 |
100 |
|
С центральной цепью |
54,6 |
24,1 |
119 |
|
|
С двумя цепями |
47,6 |
38,3 |
180 |
|
|
* Для сравнения приведены типовые характеристики элеваторов высотой 30 м по информации фирмы Aumund. |
||||
Производительность
До 2000 т/ч.
Выбросы загрязняющих веществ, кг/т (или мг/м
)
Отсутствуют.
Экологические аспекты
Нет.
Воздействие на различные компоненты окружающей среды
Твердые отходы отсутствуют.
Сточные воды отсутствуют.
Эксплуатационные данные
Низкие эксплуатационные затраты, высокая энергоэффективность.
Применимость, техническая возможность (экономическая и практическая приемлемость)
Применяется при получении широкого ассортиментного ряда удобрений: NP/NPKS, PKS.
Движущая сила для внедрения технологии
Энергоэффективность, низкие эксплуатационные затраты.
6.3.8 Очистка отходящих газов
6.3.8.1 Очистка выхлопных газов на стадии аммонизации, грануляции и сушки после аппаратов БГС в производстве фосфатов аммония
В производстве аммофоса, диаммонийфосфата при одностадийной аммонизации в трубчатом реакторе, установленном в БГС, в связи со значительным выделением аммиака из аппаратов БГС система абсорбции имеет три ступени абсорбции. Первая ступень абсорбции - полый абсорбер с баком и насосами орошается тремя центробежными форсунками от трех насосов производительностью 300 м/ч из циркуляционного бака частично аммонизированным раствором фосфорной кислоты, имеющим плотность 1,3-1,4 г/см и рН = 1. В качестве второй ступени абсорбции используется абсорбер Вентури, орошаемый подкисленной водой (рН = 2-4) в количестве 200 м/ч из циркуляционного бака насосом с помощью центробежной форсунки, установленной в конфузоре трубы Вентури. Третьей санитарной ступенью абсорбции является абсорбер АПС, работающий с внутренней циркуляцией жидкости без циркуляционного насоса с подпиткой чистой воды на тарелку АПС в количестве 4-5 м/ч. Система абсорбции имеет два абсорбционных бака, один обслуживает полый абсорбер, второй является общим для абсорбера Вентури и абсорбера АПС. В системе абсорбции установлен хвостовой вентилятор ВСК-16.
Количество обрабатываемого газа составляет 120000 м/ч и более. В систему абсорбции вводится упаренная фосфорная кислота для обеспечения требуемого рН и вода, а абсорбционная жидкость используется в технологии.
Воздействие различных компонентов на окружающую среду
Нет информации.
Эксплуатационные данные
Нет информации.
Применимость
Применим в производстве всех фосфорсодержащих удобрений, в том числе NPK-удобрений.
Экономические показатели
Нет информации.
Движущая сила для внедрения технологии
Реконструкция завода. Снижение выбросов.
6.3.8.2 Очистка выхлопных газов на стадии аммонизации и грануляции после аммонизаторов-грануляторов и сушки после сушильных барабанов в производстве фосфатов аммония
В производстве диаммонийфосфата и NPK-удобрений по схеме АГ - СБ в связи со значительным выделением аммиака из аппаратов АГ установлены три ступени абсорбции. Система абсорбции после АГ состоит из последовательно установленного форабсорбера (абсорбер Вентури на баке сепараторе), полого абсорбера с решеткой, абсорбера АПС и вентилятора ВСК-16. Форабсорбер (первая ступень абсорбции) орошается из подскрубберного бака частично аммонизированным раствором фосфорной кислоты, имеющим плотность ~1,4 г/см и рН ~1. Полый абсорбер (вторая ступень абсорбции) орошается двумя центробежными форсунками производительностью 160 м/ч от двух насосов из циркуляционного бака частично аммонизированным раствором фосфорной кислоты, имеющим плотность 1,3-1,4 г/см и рН = 1-2. В качестве третьей ступени абсорбции используется абсорбер АПС, орошаемый водой из циркуляционного бака насосом. Количество обрабатываемого газа составляет 60000-80000 м/ч. В систему абсорбции вводится упаренная фосфорная кислота для обеспечения требуемого рН и вода, а абсорбционная жидкость используется в технологии.
Системы очистки газов после СБ состоят из последовательно установленного циклона (например, типа ВЗП), вентилятора ВСК-17, полого абсорбера и брызгоуловителя. Полый абсорбер имеет большую плотность орошения (~70 м/мч), орошается тремя форсунками от трех насосов производительностью 500 м/ч из циркуляционного бака частично аммонизированным раствором фосфорной кислоты, имеющим плотность 1,3-1,4 г/см и рН = 1-2. К полому абсорберу подведены аспирационные газы и газы от холодильников КС, предварительно очищенные от пыли в циклонах. Количество обрабатываемого газа составляет 350000 м/ч. В систему абсорбции вводится упаренная фосфорная кислота для обеспечения требуемого рН и вода, а абсорбционная жидкость используется в технологии.
Воздействие различных компонентов на окружающую среду
Нет информации.
Эксплуатационные данные
Нет информации.
Применимость
Применим в производстве фосфорсодержащих удобрений, в том числе NPK-удобрений.
Экономические показатели
Нет информации.
Движущая сила для внедрения технологии
Реконструкция завода. Снижение выбросов.
6.3.8.3 Очистка выхлопных газов на стадии аммонизации после скоростных аммонизаторов испарителей (САИ) и грануляции-сушки после аппаратов БГС в производстве моноаммонийфосфата (МАФ)
В производстве МАФ установлены отдельные системы абсорбции после САИ и после БГС. Система абсорбции после САИ включает абсорбер Вентури, примыкающий к полому абсорберу, которые орошаются из общего бака двумя насосами производительностью 200 м/ч частично аммонизированным раствором фосфорной кислоты (рН = 1-2). Один насос обеспечивает подачу жидкости на форсунку в абсорбер Вентури, другой на форсунку в полый абсорбер. В верхней (расширенной) части полого абсорбера установлен абсорбер (АПС), который является санитарной ступенью абсорбции и работает без насоса. На тарелку АПС поступает чистая вода. Система абсорбции оснащена хвостовым вентилятором ВМ-17, расход газа составляет 30000-50000 м/ч в зависимости от нагрузки по аммиаку на САИ. В систему абсорбции вводится фосфорная кислота для обеспечения требуемого рН и вода, а абсорбционная жидкость используется в технологии.
Преимуществами данной системы является компактность, наличие одного бака и небольшое количество циркуляционных насосов.
Система абсорбции после БГС состоят из последовательно установленного абсорбера Вентури, полого абсорбера с решеткой, брызгоуловителя и вентилятора ВСК-17. Абсорбер Вентури и полый абсорбер орошаются форсунками от насосов производительностью 200 м/ч из общего циркуляционного бака частично аммонизированным раствором фосфорной кислоты, имеющим плотность 1,3-1,4 г/см и рН = 1-2. Количество обрабатываемого газа составляет 140000-170000 м/ч. В систему абсорбции вводится фосфорная кислота для обеспечения требуемого рН и сточные воды из системы аспирации, а абсорбционная жидкость используется в технологии.
Воздействие различных компонентов на окружающую среду
Нет информации.
Эксплуатационные данные
Нет информации.
Применимость
Применим в производстве фосфорсодержащих удобрений.
Экономические показатели
Нет информации.
Движущая сила для внедрения технологии
Реконструкция завода. Снижение выбросов.
6.3.8.4 Очистка аспирационных газов узла классификации в производстве моноаммонийфосфата (МАФ)
В производстве МАФ аспирационный воздух, отсасываемый от технологического оборудования узла классификации, в том числе от грохотов, дробилок, конвейеров, очищается от пыли в системе очистки, которая состоит циклона ЦН-15-2200 и абсорбера АПС. В абсорбер АПС поступает чистая вода, он работает без насоса. Система очистки газов оснащена хвостовым вентилятором ВНЖ-13,5, расход газа составляет 30000 м/ч, абсорбционная жидкость используется в технологии.
Преимуществами данной системы является компактность и отсутствие циркуляционных насосов.
Воздействие различных компонентов на окружающую среду
Нет информации.
Эксплуатационные данные
Нет информации.
Применимость
Применим в производстве фосфорсодержащих удобрений.
Экономические показатели
Нет информации.
Движущая сила для внедрения технологии
Реконструкция завода. Снижение выбросов.
6.4 Наилучшие доступные технологии
На настоящее время существует возможность дальнейшей модернизации представленных в 6.3 технологических схем с приростом мощности, снижением себестоимости продукции и уменьшением воздействия на окружающую среду.
В составе представленных технологий рекомендуется по отдельным подпроцессам технологической схемы в качестве частных НДТ использовать ряд технологических и организационно-технических мероприятий, представленных в таблицах 6.41-6.43.
Таблица 6.41 - Описание технологических мероприятий
|
Описание мероприятия |
Объект внедрения |
Эффект от внедрения |
Ограничение применимости |
Основное оборудование |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэф- |
Ресурсо- |
||||
|
1. Изменение способа аммонизации кислот в производстве фосфатов аммония - переход на двухстадийный процесс |
Производство фосфатов аммония |
Снижение выбросов |
Увеличение производи- |
Уменьшение потерь аммиака |
Применение ТР целесо- |
САИ, трубчатый реактор |
|
2. Постоянный контроль уровня рН аммонизированных пульп |
Производство NP/NPK- |
Снижение выбросов |
Снижение энергозатрат на абсорбцию |
Уменьшение нормы расхода |
Трудности при измерении рН на потоке, особенно в концентри- |
Поточный рН метр |
|
3. Внедрение системы захолаживания воздуха для интенсификации стадии охлаждения продукта |
Производство NP/NPS/NPK- |
Уменьшение расхода электро- |
Уменьшение расхода пара на испарение аммиака. Уменьшение габаритных размеров холодиль- |
Необходи- |
Установка испарения аммиака |
|
|
4. Переход на использование более концентрированной фосфорной кислоты |
Производство NP/NPS/NPK- |
Уменьшение расхода электро- |
Уменьшение расхода природного газа на сушку |
Наличие выпарных установок для концентри- |
Вакуумвыпарная установка |
|
|
5. Использование тепла отходящих газов со стадии охлаждения на стадии сушки продукта |
Производство NP/NPS/NPK- |
Снижение энергозатрат на сушку |
Уменьшение расхода природного газа на сушку |
Взаимное расположение оборудования стадий охлаждения и сушки могут вызвать проблемы при передаче теплоносителя. Наличие стадии сухой очистки газов со стадии охлаждения. Плавление и возможное разложение пыли на входе в сушилку |
Вентиляторы, циклоны, рукавные фильтры |
|
|
6. Использование вторичных энергоресурсов (пара 4 атм, или нагретых отходящих газов, например, со стадии нейтрализации) для подогрева воздуха, подаваемого в топки на горение и разбавление топочных газов) |
Производство NP/NPS/NPK- |
Снижение потребления природного газа |
Наличие вторичных энерго- |
Тепло- |
||
|
7. Организация замкнутого водооборотного цикла с нейтрализацией сточных вод и повторного использования оборотной воды в технологии |
Снижение объемов сброса |
Снижение энергозатрат на очистку сточных вод |
Ограничение в зависимости от химсостава сточных вод |
Оборудование станции нейтрали- |
||
|
8. Обращение со сточными водами путем закачки в водовмещающие пласты горных пород |
Исключение сброса сточных вод в поверх- |
Наличие соответст- |
Оборудование полигона закачки сточных вод |
|||
|
9. Использование в качестве источника сульфатной серы побочного продукта производства фосфорной кислоты - фосфогипса |
Производство NP/NPS/NPK- |
Исполь- |
Возможно использование не для всех продуктов |
Транспор- |
||
|
10. Минимизация выброса |
Производство NP/NPS/NPK- |
Снижение выбросов |
Снижение расходной нормы на |
Абсорб- |
||
|
11. Оптимизация соотношения ретур/продукт |
Производство NP/NPS/NPK- |
Улучшение грансостава снижение выделения пыли |
Снижение расхода электро- |
Применим для схем БГС; АГ - СБ |
Анализатор грансостава поточный, ленточные весы, уравни- |
|
|
12. Точный температурный контроль стадий нейтрализации и сушки |
Производство NP/NPS/NPK- |
Уменьшение выделения аммиака, пыли |
Уменьшение расхода природного газа |
|||
|
13. Использование современных систем очистки газов с санитарными ступенями очистки |
Производство NP/NPS/NPK- |
Уменьшение выделения аммиака, пыли, фтора |
Абсорб- |
|||
|
14. Использование ЭФК на основе низкосортного фосфатного сырья |
Расширение сырьевой базы |
Ограничения в технологии ЭФК и в ассортименте выпускаемой продукции |
||||
|
15. Использование отходов и вторичных продуктов (конденсаты, сточные воды, граншлак, фосфогипс, шламы и т.д.) |
Регулиро- |
Ограничения в ассортименте выпускаемой продукции |
||||
|
16. Внедрение эффективных кондиционеров пылеподавителей и кондиционирующих смесей |
Уменьшение выделения пыли |
Улучшение качества удобрений, снижение потерь продукта |
Оборудование приема, хранения, подачи и нанесения кондициони- |
|||
Таблица 6.42 - Описание технических мероприятий
|
Описание мероприятия |
Объект внедрения |
Эффект от внедрения |
Ограничение применимости |
Основное оборудование |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэф- |
Ресурсо- |
||||
|
1. Внедрение частотных регуляторов (насосы, дробилки, мешалки, вентиляторы, барабаны) |
Производство NP/NPS/NPK- удобрений |
Уменьшение образования пыли (при использо- |
Снижение расхода электро- |
|||
|
2. Внедрение трубчатых реакторов в процессе нейтрализации |
Производство NP/NPS/NPK/- |
Уменьшение расхода природного газа на сушку |
Возможно при использовании концентриро- |
Трубчатые реакторы, высоко- |
||
|
3. Использование циклонов, рукавных фильтров (карманных фильтров - на складе сырья) |
Производство NP/NPS- удобрений |
Уменьшение выбросов пыли |
Уменьшение расхода электро- |
Уменьшение потерь продукта и расхода воды |
Циклоны, рукавные фильтры (карманные фильтры - на складе сырья) |
|
|
4. Использование современных топочно-горелочных устройств с современной системой КИПиА, обеспечивающих постоянный температурный контроль процесса сушки, полноты сжигания топлива и минимизацию образования оксидов азота |
Производство NP/NPS/NPK- удобрений |
Уменьшение образования пыли и |
Уменьшение расхода природного газа |
|||
|
5. Использование кондуктивных теплообменников для охлаждения удобрений |
Производство NP/NPS/NPK- удобрений |
Уменьшение образования пыли и объема отходящих газов |
Уменьшение расхода электро- |
Применим не для всех типов удобрений. Необходим подвод и охлаждение оборотной воды |
||
|
6. Локальные системы аспирации от узлов пересылок и транспортного оборудования |
Уменьшение образования пыли |
Уменьшение расхода электро- |
Локальные рукавные фильтры, карманные фильтры, укрытие конвейерных лент |
|||
|
7. Использование модифицирующих добавок (магний- |
Уменьшение образования пыли |
Улучшение качества удобрений |
Дозирующее оборудование |
|||
|
8. Оборудование для плавного пуска барабанов |
Снижение расхода электро- |
Стабилизация работы оборудования |
||||
|
9. Подбор соответствующего размера и типа грохота и дробилки |
Уменьшение образования и выделения в атмосферу загрязняющих веществ |
Снижение расхода электро- |
Уменьшение простоев, увеличение производительности |
|||
|
10. Установка теплообменника для понижения температуры в верхнем контуре абсорбционной колонны |
Производство нитроам- |
Снижение выброса |
Снижение коррозионной активности. Увеличение межремонтного пробега |
Увеличение конденсации водяного пара на стадии абсорбции. Необходи- |
||
|
11. Использование ленточных элеваторов |
Производство NP/NPS/NPK- удобрений |
Снижение потребления электроэнергии |
Возможны ограничения по фракционному составу продукта, его свойствам и температуре |
Ленточные элеваторы [ ] |
||
|
12. Контроль, регулировка и автоматизация стадий технологического процесса, влияющих на образование и выделение загрязняющих веществ (соотношение реагентов, температура, кислотность и др.) |
Уменьшение образования и выделения в атмосферу загрязняющих веществ |
Общеприменима |
Оборудование КИПиА, запорно- |
|||
|
13. Непрерывный контроль влажности готового продукта (на потоке) |
Производство NP/NPS/NPK- удобрений |
Контроль и управление процессом сушки, экономия природного газа |
Условия осущест- |
Поточный влагомер |
||
Таблица 6.43 - Описание организационных мероприятий
|
Описание меры |
Объект внедрения |
Эффект от внедрения |
Ограничение применимости |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэф- |
Ресурсо- |
|||
|
1. Организация системы мониторинга выбросов при изменении режимов ведения процесса с корректировкой параметров производства |
Производство NP/NPS/NPK- удобрений |
Уменьшение выбросов |
Уменьшение потерь сырья и продукта |
||
|
2. Введение непрерывного контроля рН на выпуске сточных вод в заводскую сеть промливневой канализации |
Производство азофоски, нитроаммофоски, ИАС |
Уменьшение сбросов |
|||
|
3. Разработка технической документации регламентирующей использование побочных продуктов в качестве сырья и (или) товара |
Производство удобрений |
Снижение или исключение образования и (или) размещения отходов |
Уменьшение использования сырья |
Индивидуальные особенности производства |
|
|
4. Переход на локальную систему обеспечения сжатым воздухом |
Уменьшение потерь давления при передаче сжатого воздуха потребителю |
||||
|
5. Постоянный контроль и регулирование гранулометрического состава продукции |
Снижение потребления энергии путем стабилизации технологических показателей процесса |
||||
|
6. Организация природоохранной деятельности на предприятии согласно требованиям законодательства |
Повышение ответственности персонала. Стабилизация технологических показателей процесса |
||||
|
7. Организация и внедрение непрерывной системы повышения квалификации производственного персонала |
Стабилизации технологических показателей процесса |
||||
Таблица 6.44 - Технологические показатели НДТ (удобрения)
|
Продукт |
Технология |
Технологические показатели НДТ |
Примечание |
||
|
Эмиссии |
Энергоэффективность |
Ресурсосбережение |
|||
|
Аммофос |
На основе сернокислотной переработки фосфатного сырья |
Выбросы: Фторсоединения (F)<0,04 кг/т |
Расход: Аммиак - до 164,3 кг/т. Серная кислота - до 52 кг/т |
П.1, 2, 4, 10, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
|
|
Расход: природного газа <56.76 м Теплоэнергии <0,65 Гкал/т. Электроэнергии <582 МДж/т |
П.1, 3.4, 5, 6, 11, 12 (см. таблицу 6.41) П.1, 2, 3, 4, 5, 6, 8, 9, 11 (см. таблицу 6.42) |
||||
|
ДАФ |
На основе сернокислотной переработки фосфатного сырья |
Выбросы: Фторсоединения (F)<0,078 кг/т |
П.1, 2, 4, 10, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
||
|
Расход: природного газа <25 м Теплоэнергии <0,264 Гкал/т (с упаркой пульпы) <0,08 Гкал/т (без упарки пульпы). Электроэнергии <211,2 МДж/т |
П.1, 3.4, 5, 6, 11, 12 (см. таблицу 6.41) П.1, 2, 3, 4, 5, 6, 8, 9, 11 (см. таблицу 6.42) |
||||
|
Расход: Аммиак - до 232,4 кг/т. Серная кислота - до 55 кг/т |
П.1, 2 (см. таблицу 6.41). П.12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
||||
|
NP/NPK |
На основе азотнокис- |
Выбросы: Фторсоединения (F)<0,015 кг/т. Оксиды азота ( |
П.2, 10, 12, 13 (см. таблицу 6.41). П.4, 10, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
||
|
Расход: природного газа <1,6/17 м Теплоэнергии <1,03/0,64 Гкал/т (башня прилирования/АГ - СБ или БГС). Электроэнергии <554/557 МДж/т (башня прилирования/АГ - СБ или БГС) |
П.3, 5, 6, 11, 12 (см. таблицу 6.41) П.1, 3, 4, 5, 6, 8, 9, 11 (см. таблицу 6.42) |
||||
|
NPS/ NPK/NK |
На основе сернокислотного разложения фосфатного сырья |
Выбросы: Фторсоединения (F)<0,183 кг/т |
П.2, 4, 10, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
||
|
Расход: природного газа <61,26 м Теплоэнергии <0,74 Гкал/т. Электроэнергии <1087 МДж/т |
П.3, 4, 5, 6, 11, 12 (см. таблицу 6.41) П.1, 2, 3, 4, 5, 6, 8, 9, 11 (см. таблицу 6.42) |
||||
|
NS |
Азотосульфат |
Выбросы: |
П.2, 10, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
||
|
Расход: природного газа <13,5 м Теплоэнергии <0,5 Гкал/т. Электроэнергии <482 МДж/т |
П.3, 5, 6, 11, 12 (см. таблицу 6.41) П.1, 3, 4, 5, 6, 8, 9, 11 (см. таблицу 6.42) |
||||
|
CNS |
Кальций- |
Выбросы: Фторсоединения (F)<0,0036 кг/т. Оксиды азота ( |
П.2, 10, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
||
|
Расход: природного газа <13,0 м Теплоэнергии <0,4 Гкал/т. Электроэнергии <434 МДж/т |
П.3, 5, 6, 11, 12 (см. таблицу 6.41) П.1, 3, 4, 5, 6, 8, 9, 11 (см. таблицу 6.42) |
||||
|
Нитрат кальция |
Выбросы: Оксиды азота ( |
П. 2, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
|||
|
Расход: природного газа <210 м Теплоэнергии <0,17 Гкал/т. Электроэнергии <648 МДж/т |
П.3, 5, 6, 12 (см. таблицу 6.41) П.1, 3, 4, 5, 6, 9, 11 (см. таблицу 6.42) |
||||
|
Сульфат калия |
Пыль <2 кг/т |
П.11, 12, 13 (см. таблицу 6.41). П.3, 4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
|||
|
Расход: природного газа <127 м Теплоэнергии <0,235 Гкал/т. Электроэнергии <299 МДж/т |
П.11, 12 (см. таблицу 6.41) П.1, 3, 4, 6, 8, 9, 11 (см. таблицу 6.42) |
||||
|
Сульфат аммония |
Выбросы: |
П.10, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
|||
|
Теплоэнергии <0,68 Гкал/т. Электроэнергии <180 МДж/т |
П.13 (см. таблицу 6.41) П.1, 3, 6 (см. таблицу 6.42) |
||||
6.5 Экономические аспекты реализации наилучших доступных технологий
В 6.3-6.4 приведен перечень различных мероприятий, которые позволяют сократить эмиссии вредных веществ в окружающую среду, а также снизить потребление сырьевых и энергетических ресурсов, воды, уменьшить или исключить образование отходов.
Реализация этих мероприятий может быть осуществлена как поэтапно во времени, так и комплексно в зависимости от производственной программы, осуществляемой каждым конкретным предприятием, его расположением в том или ином регионе, наличием в этих регионах других заводов, осуществляющих эмиссию вредных веществ в окружающую среду и, наконец, в зависимости от имеющихся средств для реализации НТД.
Кроме того, внедрение НДТ, как правило, сопровождается рядом мероприятий, преследующих другие производственные цели, как то инфраструктура, социальные вопросы и др.
В этой связи на сегодняшний момент вычленить только капитальные и эксплуатационные затраты на реализацию НДТ крайне затруднительно, а зачастую просто невозможно.
Поэтому на каждом предприятии разрабатываются инвестиционные программы их развития, которые комплексно реализуются в течение 3-5 лет и которые могут и должны учитывать мероприятия, направленные на реализацию НДТ.
Исходя из вышеизложенного, дать единую объективную экономическую оценку мероприятий, относящихся к НДТ, не представляется возможным, в связи с чем целесообразно лишь привести экономические показатели некоторых мероприятий, рассчитанных для условий конкретного предприятия. Приведенные данные могут быть использованы только как пример экономической оценки мероприятий, относящихся к НДТ, без возможности их распространения на другие предприятия отрасли.
В таблице 6.45 приведена ориентировочная стоимость строительства новых производств минеральных удобрений, ориентировочная стоимость внедрения некоторых НДТ приведена в таблице 6.46.
Таблица 6.45 - Ориентировочная стоимость строительства новых производств минеральных удобрений
|
Производство |
Производительность установки |
Полная стоимость установки |
Примечание |
|
Аммиак |
2200 т/сут |
24 млрд руб. |
|
|
Кристаллический сульфат аммония из серной кислоты и аммиака |
300 тыс.т в год |
3,13 млрд руб. |
|
|
Кристаллический сульфат аммония как продукт конверсионной переработки фосфогипса |
200 тыс.т в год |
120 млн долл. США |
|
|
Приллированная аммиачная селитра в комплексе с производством азотной кислоты |
350 тыс.т в год |
12,1 млрд руб. |
|
|
Гранулированные NPK-удобрения |
900 тыс.т в год |
12 млрд руб. |
|
|
Гранулированный карбамид |
500 тыс.т в год |
12 млрд руб. |
|
|
Узел подачи дробленого отвального фосфогипса в производство удобрений |
240 тыс.т в год |
2 млн евро |
Таблица 6.46 - Ориентировочная стоимость внедрения некоторых НДТ
|
Технологические мероприятия, объекты производства |
Капитальные затраты |
Эксплуатационные затраты (на единицу выпускаемой продукции) |
Обоснование экономического эффекта |
Примечание |
|
Переход на двухстадийный процесс аммонизации кислот |
Стоимость трубчатого реактора с технологическими трубопроводами и средствами КИПиА - 1 млн руб. |
Снижение удельного расхода теплоносителя на 25%-35% на стадии сушки готовой продукции |
Использование теплоты реакции нейтрализации на стадии ТР |
|
|
Постоянный контроль уровня рН аммонизированных пульп |
Стоимость средств КИПиА - 300 тыс.руб. |
Незначительные |
Стабильность ведения технологического процесса, снижение затрат на очистку выхлопных газов |
|
|
Внедрение системы захолаживания воздуха для интенсификации стадии охлаждения продукта |
25-120 млн руб. (35-70 т продукта/час) |
Затраты на ремонтно-эксплуатационные нужды |
Экономия пара за счет теплоты охлаждаемого воздуха |
В зависимости от вида охлаждаемого продукта и типа применяемого оборудования |
|
Переход на использование более концентрированной фосфорной кислоты |
Затраты на внедрение выпарной установки 200 тыс.т/год 100% |
Дополнительные затраты на расход теплоносителя на стадии упарки |
Увеличение производительности технологических систем по производству удобрений |
|
|
Использование в качестве источника сульфатной серы полупродукта производства фосфорной кислоты - фосфогипса |
Узел подачи - 2 млн евро |
Использование внутренних ресурсов, снижение расходной нормы по |
||
|
Минимизация выброса |
Снижение расходной нормы на |
|||
|
Оптимизация соотношения ретур/продукт |
Затраты на организацию регулирующих контуров АСУТП на стадиях рассев, дробление |
Затраты на ремонтно-эксплуатационные нужды |
Стабилизация технологического процесса, снижение затрат на очистку выхлопных газов от пыли |
|
|
Внедрение систем кондиционирования с применением эффективных препаратов - пылеподавителей |
10-20 млн руб. (барабан - кондиционер) |
Затраты на ремонтно-эксплуатационные нужды |
Улучшение потребительских свойств продукции за счет снижения пылимости и слеживаемости |
В зависимости от габаритов барабана и объема работ |
|
Внедрение частотных регуляторов в схеме управления электрооборудованием (насосы, дробилки, мешалки, вентиляторы, барабаны, транспортеры) |
Стоимость и затраты зависят от мощности электропривода |
Незначительные |
Снижение расхода электроэнергии, увеличение срока службы электро- |
|
|
Использование современных топочно-горелочных устройств с современной системой КИПиА, обеспечивающих постоянный температурный контроль процесса сушки, полноты сжигания топлива и минимизацию образования оксидов азота |
100-190 тыс. евро Стоимость и затраты зависят от производительности и мощности теплогенератора |
Затраты на ремонтно-эксплуатационные нужды |
Экономия природного газа за счет полноты сгорания и стабильности работы топочно-горелочных устройств |
|
|
Использование ленточных элеваторов |
90-120 тыс. евро |
Уменьшение вибрации, уменьшение капзатрат на подготовку фундамента |
Снижение потребления электроэнергии |
[ ] |
|
Подбор соответствующего размера и типа грохота и дробилки |
500-600 тыс. евро комплект (2 грохота, 2 питателя, 1 дробилка) |
Уменьшение простоев, увеличение производительности. Уменьшение образования и выделения в атмосферу загрязняющих веществ |
Снижение потребления электроэнергии |
В зависимости от типа оборудования |
|
Использование кондуктивных теплообменников для охлаждения удобрений |
500-700 тыс. евро (45-90 т/ч) |
Уменьшение расхода электроэнергии. Уменьшение образования пыли и объема отходящих газов |
В зависимости от произво- |
6.6 Перспективные технологии
Определяющее влияние на перспективы развития производств оказывают технико-экономические факторы: производительность, расходные коэффициенты сырья и энергоресурсов, ассортиментный ряд продукции и ее качество, поиск и завоевание рынков сбыта, что задает вектор развития производств минеральных удобрений, определяемый следующими показателями:
- создание новых (модернизация существующих) универсальных технологических схем с возможностью производства широкого ассортимента удобрений с минимизацией времени перехода от одной марки к другой;
- увеличение производительности;
- снижение расходных коэффициентов сырья и энергоресурсов, комплексное использование сырья;
- улучшение качества продукции;
- разработка и создание новых видов удобрений: с высокой добавленной стоимостью, специальные виды удобрений (бесхлорные, водорастворимые, удобрения с микро - мезо элементами, с регуляторами роста и пестицидами, медленнодействующие удобрения и т.д.)
Модернизация и развитие технологий минеральных удобрений должны осуществляться с учетом специфических свойств продуктов и полупродуктов, необходимости упрощения управления, увеличения устойчивости процессов к воздействию внешних возмущений, сведения к минимуму вредных выбросов в окружающую среду, потерь сырья и продукции, обеспечения комплексной переработки сырья и отходов, что особенно важно в связи с вовлечением в производство сырья более низкого качества.
Немаловажную роль в оптимизации режимов должны сыграть автоматизированные системы управления как отдельными процессами, так и линией в целом. Особенно важны эти системы для интенсивных малоинерционных процессов, стабильность которых зависит от большого числа часто меняющихся внешних возмущений.
Важную роль играет правильный выбор типа аппарата, максимально соответствующего проводимому в нем процессу. Только высоконадежный, легко обслуживаемый, эффективный аппарат способен удовлетворить современным требованиям.
В настоящее время аппаратурное оформление большинства известных процессов технологии удобрений определилось, и прогресс в этой области техники пойдет, по-видимому, по пути модернизации существующего оборудования. Наметились следующие основные направления их совершенствования:
- интенсификация перемешивания (разделения) в аппаратах;
- разработка коррозионно-эрозионноустойчивых материалов и конструкций, предотвращающих контакт агрессивных сред с деталями аппаратов;
- создание и совершенствование агрегатов, в которых возможно проведение ряда взаимосвязанных процессов, что исключает промежуточные передачи полупродуктов транспортными устройствами;
- приспособление аппаратов к конкретным процессам с учетом специфики их совокупной работы в составе технологических линий (оптимизация режимов ведения процессов, устранение адгезии, выпадения твердой фазы из жидкостей, пыле- газовыделения и т.п.).
Целесообразность использования того или иного аппарата с учетом его специфических достоинств и недостатков зависит от конкретных условий: качества сырья, требуемых свойств продукта, единичной мощности линии, технической оснащенности производства. С целью выявления оптимальных конструкций и режимов, обеспечивающих максимальный выход продукта требуемого качества при допустимых затратах, в каждом случае необходима детальная расчетная и экспериментальная проверка эффективности выбранного аппарата.
Что касается общих тенденций в развитии аппаратуры, то они сводятся к следующему. Для смесителей твердых веществ, твердой и жидкой фаз перспективными представляются аппараты с высокооборотными роторами из эрозионно-устойчивых материалов с эффективной очисткой корпуса от налипающего материала. Интенсификации перемешивания во многих процессах способствуют вибрации корпуса или элементов, погруженных в слой материала.
Для смешения жидких и газообразных веществ, особенно вступающих в экзотермическую реакцию, предпочтительно совершенствовать простые по устройству аппараты, в которых используются кинетическая энергия струи и тепло реакции. Особенностью их работы является малая инерционность, а следовательно, чувствительность к изменению расхода реагентов и их концентраций. Интенсификация этих аппаратов связана со стабилизацией соотношения исходных компонентов, совершенствованием конструкции с целью предотвращения налипания материала на стенки и коррозии входного устройства.
Несмотря на некоторую громоздкость конструкции, по-прежнему перспективно применение вращающихся барабанов для осуществления ряда процессов и их комбинаций. Барабаны обладают высокой пропускной способностью, универсальностью, сравнительно легко обслуживаются и могут работать в широком диапазоне изменения параметров. Интенсификация их работы связана с совершенствованием внутренних устройств, увеличением коэффициента заполнения, эффективной очисткой от налипающего материала.
Аппараты с псевдоожиженным слоем с усовершенствованными узлами ввода и вывода продукта, методами введения тепла, конструкциями газораспределителя дают возможность эффективно проводить процессы нанесения пленки на поверхность гранул, теплообменные процессы, разделение частиц по границе размера менее 1-0,5 мм. Более крупные частицы эффективнее классифицировать на грохотах специальных конструкций.
Для процессов разделения веществ (фракционирование, абсорбция и пр.) перспективны аппараты колонного типа как полые, так и с различной насадкой, интенсификация которых может быть обеспечена за счет увеличения скорости, реагентов и совершенствования конструкций внутренних устройств.
Правильный выбор аппаратуры оказывает решающее влияние на эффективность работы технологической линии. Однако усовершенствование конструкций не должно быть односторонним и направленным только на интенсификацию данного процесса. Следует также искать пути изменения технологии, чтобы полнее использовать возможности аппаратуры. Только в одновременном совершенствовании процессов и аппаратов с учетом их взаимодействия в технологической линии залог прогресса современной туковой промышленности.
Примеры технологий, перспективность которых можно рассматривать с позиций энергоэффективности, ресурсосбережения, экологической и экономической целесообразности:
-
1) Использование вторичных ресурсов производства (шламы, шлаки, фосфогипс, и т.д.).
Требуется внедрение транспортирующего, дозирующего и дробильного оборудования для работы с влажными и липкими материалами
-
2) Использование вторичного пара (со стадий аммонизации или от производства серной кислоты) для подогрева теплоносителя (воздуха) при сушке;
-
3) Конверсионные методы получения удобрений:
-
а) конверсия фосфогипса в сульфат аммония и карбонат кальция;
-
б) получение сульфата аммония в результате конверсии фосфогипса, кремнефтористоводородной кислоты и аммиака;
-
в) конверсия фосфогипса ии диаммонийфосфата с получением удобрения, содержащего фосфаты кальция/аммония и сульфат аммония;
-
г) конверсионные методы получения бесхлорных удобрений из хлористого калия и др.
-
-
4) Использование менее ценного низкосортного фосфатного сырья.
-
5) Модернизация отдельных стадий/аппаратов технологического процесса: внедрение емкостного преднейтрализатора с перемешивающим устройством (увеличение производительности, расширение ассортимента, уменьшение потерь аммиака).
-
6) Использование отходящих газов со стадии охлаждения удобрений на стадии сушки.
-
7) Получение сульфата калия разложением хлористого калия серной кислотой с отделением и использованием абгазной соляной кислоты.
-
8) Разложение хлористого калия ЭФК с последующей сушкой и дегидратацией фосфатной пульпы до получения метафосфата калия. Образующаяся абгазная соляная кислота поступает на разложение фосфатного сырья с последующим получением фосфорно-кальциевых и фосфорнокалийных удобрений.
-
9) Вовлечение в переработку доступного сырья, различных промышленных отходов и вторичных продуктов.
В качестве нейтрализующих компонентов производства NPKS-удобрений можно использовать такие отходы как:
- шлам от производства ТПФН, что позволит использовать содержащийся в нем фосфор и сократить расход конверсионного мела;
- подгипсовые пески, полученные при нейтрализации кислых сточных вод известью, содержащие фосфор в усвояемой форме.
-
10) Использование различных отходов для получения удобрений с микроэлементами:
-
а) использование отработанных катализаторов ГИАП-10-2, оксид цинка - отход от производства химволокна; отработанную поглотительную массу и др., в качестве цинксодержащего сырья;
-
б) в качестве медьсодержащей добавки: отработанный катализатор синтеза метанола, оксид меди - отход медеплавильных печей; медно-магниевый катализатор - отход производства капролактама;
-
в) в качестве молибдесодержащей добавки - отходы электроламповых заводов.
-
-
11) Органоминералыные удобрения с использованием в качестве органической составляющей торфа, навоза, лигнина, птичьего помета, сапропеля и т.д.
-
12) Бессушковая технология получения сульфата аммония.
-
13) Технология получения МАФ, ДАФ, NPK с максимальным использованием тепла химической реакции.
-
14) Увеличение производительности схемы с АГ - СБ путем модернизации ее до схемы АГ-БГС.
-
15) Получение сульфата аммония из сырья собственного производства (аммиака и серной кислоты) по следующим технологиям:
-
а) получение гранулированного сульфата аммония по схеме с барабанным гранулятором;
-
б) получение сульфата аммония из серной кислоты и аммиака по схеме с нейтрализатором - кристаллизатором;
-
в) производство сульфата аммония по схеме с компактированием.
-
Раздел 7. Производство аммиачной селитры и известково-аммиачной селитры
7.1 Производство аммиачной селитры
Технологические схемы и аппаратурное оформление производств аммиачной селитры отличается многообразием, особенно в странах ЕС, втором крупном ее производителе. Основой всех этих технологий является одна базовая: нейтрализация азотной кислоты газообразным аммиаком с получением раствора нитрата аммония по реакции:  ; концентрирование этого раствора до состояния плава; гранулирование плава; охлаждение гранул до температуры 30°С-45°С.
; концентрирование этого раствора до состояния плава; гранулирование плава; охлаждение гранул до температуры 30°С-45°С.
Получение гранул в башнях разбрызгиванием плава в поток охлаждающего атмосферного воздуха требует доведения концентрации плава до 99,7%  . В Европе он получил название "приллирование" в отличие от метода получения гранул во вращающихся барабанах, именуемым "гранулированием". Преимущество этого метода заключается в получении более твердых гранул и выброс в атмосферу меньшего количества воздуха, что облегчает его очистку.
. В Европе он получил название "приллирование" в отличие от метода получения гранул во вращающихся барабанах, именуемым "гранулированием". Преимущество этого метода заключается в получении более твердых гранул и выброс в атмосферу меньшего количества воздуха, что облегчает его очистку.
В СССР сооружались производства амселитры исключительно с гранулированием плава в башнях. При массовом строительстве агрегатов, требующих существенно меньших капиталовложений, этот метод был вне конкуренции. При сооружении ныне действующих крупнотоннажных агрегатов экологическому фактору - снижению содержания аммиака и аэрозольных частиц нитрата аммония, а также сточных вод в виде загрязненного конденсата сокового пара, по сравнению с предыдущими производствами АС-60, - уделялось особое внимание. Это нашло отображение в выборе технологии:
- с применением азотной кислоты, имеющей концентрацию 58%-60% . Это обеспечивало повышение концентрации раствора АС при нейтрализации кислоты и резкое снижение образования сокового пара, что позволило отказаться от его использования и упарки этого раствора с получением загрязненного конденсата, требовавшего, в свою очередь, дорогостоящей очистки перед использованием конденсата или его сбросом в водоемы;
- с применением очистки выброса воздуха из гранбашни в смеси с соковым паром от примесей аммиака и нитрата аммония путем их поглощения слабым подкисленным раствором аммиачной селитры.
Первые крупнотоннажные агрегаты с указанной природоохранной технологией носят индекс АС-67. В последующей серии крупнотоннажных агрегатов АС-72 степень очистки выхлопа в атмосферу была повышена путем введения 2-ой ступени очистки паровоздушной смеси методом улавливания аэрозольных частиц нитрата аммония неткаными фильтрующими пакетами из ультратонких волокон.
В дальнейшем показатели действенности фильтрации повышались, что позволило интенсифицировать агрегат АС-72, сооруженный в г.Димитровград, Болгария, на 30%-40% выше проектной мощности, закрыть старое производство амселитры без снижения выработки аммиачной селитры без нарушения норм ЕС, в который вошла Болгария.
В настоящее время этот опыт внедряется на предприятиях в России. На ряде предприятий агрегаты АС-72 и модернизированные АС-72 М эксплуатируются с превышением проектной мощности на 14%-20% без нарушения установленных норм выброса в атмосферу и и без постоянных сточных вод.
Эффективность других мероприятий, связанных с повышением качества продукции (применением магнезиальной добавки, грануляторов с улучшенной конструкцией, обработка гранул антислеживающими жидкостями) подтверждается отсутствием рекламаций и от зарубежных покупателей аммиачной селитры.
В настоящее время АС производится в основном в крупнотоннажных однотипных агрегатах АС-72 и АС-72 М, АС-67 с проектной мощностью 450 тыс.т/год, разработанных в 1967-1972 годах и сооруженных в 1970-1980-х годах. Небольшая доля АС вырабатывается в сохранившихся производствах, которые сооружались в 1960 - начале 1970-х годов (далее - индекс АС-60). Основная масса производств АС сосредоточена в Европейской части Российской Федерации, небольшая доля - в Сибири. Разработанные в 80-х годах проекты сооружения ряда производств АС в Сибири не осуществлены.
Все российские производства АС непрерывно эксплуатировались в годы перестройки, экспортируя часть АС в зарубежные страны.
В настоящее время общая выработка АС приблизилась к проектной мощности, а на ряде предприятий - превысила ее.
Сырьем для производства АС служат газообразный аммиак и азотная кислота с концентрацией 56%-60% моногидрата (мнг) , частично 46%-48%.
Производство АС тесно интегрировано с производствами аммиака и азотной кислоты на одном предприятии. Только малая часть ее производства осуществляется на привозном аммиаке.
Указанные производства интегрированы не только по сырью; в производствах АС используется водяной пар, вырабатываемый в производстве азотной кислоты, загрязненный конденсат сокового пара используется в производствах азотной кислоты для орошения абсорбционной колонны.
В таблице 7.1 приведены все предприятия Российской Федерации, производящие АС, их географическое положение, сроки ввода в эксплуатацию, производительность.
Таблица 7.1
|
N п/п |
Наименование предприятия |
Перечень используемых технологий |
|||||||||||
|
Агрегат индекс АС-72 |
Агрегат индекс АС-72М |
Агрегат индекс АС-67 |
Агрегат индекс АС-60, АС-60М |
||||||||||
|
Коли- |
Срок ввода в эксп- |
Общая мощ- |
Коли- |
Срок ввода в эксп- |
Общая мощ- |
Коли- |
Срок ввода в эксп- |
Общая мощ- |
Коли- |
Срок ввода в эксп- |
Общая мощ- |
||
|
1 |
ОАО "ФосАгро- |
- |
- |
- |
1 |
1989 |
450 (56,8) |
- |
- |
- |
- |
- |
- |
|
2 |
ОАО "Акрон" (г.Великий Новгород) |
2 |
1977 |
900 (113,6) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
3 |
ОАО "Дорогобуж", Смоленская обл., Дорогобужский район, п.Верхнед- |
2 |
1978 1980 |
900 (113,6) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
4 |
АО "НАК "Азот", Тульская обл., г.Новомосковск |
- |
- |
- |
- |
- |
- |
2 |
1972 1974 |
900 (113,6) |
- |
- |
- |
|
5 |
ОАО "Минудобрения", Воронежская обл., г.Россошь |
1 |
1979 |
520 (65,6) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
6 |
АО "Невин- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
1972 |
600 (75) |
|
7 |
Филиал "Азот" АО "ОХК "УРАЛХИМ", Пермский край, г.Березники |
1 |
1975 |
450 (56,8) |
1 |
1984 |
450 (56,8) |
- |
- |
- |
- |
- |
- |
|
8 |
КАО "Азот", Кемеровская обл., г.Кемерово |
2 |
1980 1982 |
900 (113,6) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
9 |
Филиал "КЧХК" АО "ОХК "Уралхим", Кировская обл., г.Кирово- |
2 |
1978 1982 |
900 (113,6) |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
10 |
ООО "Ангарский Азотно- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
1964 |
189 (25) |
|
11 |
ОАО "Мелеузовские минеральные удобрения", республика Башкортостан, г.Мелеуз |
- |
- |
- |
1 |
1985 |
450 (56,8) |
- |
- |
- |
- |
- |
- |
|
12 |
ООО "Менделеевск- |
- |
- |
- |
1 |
1989 |
380 (48) |
- |
- |
- |
- |
- |
- |
|
13 |
АО "Куйбышев |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
1964-1965 |
400 (50) |
7.1.1 Описание технологических процессов производства аммиачной селитры, используемых в настоящее время
В настоящее время АС производится в основном в крупнотоннажных однотипных агрегатах АС-72 и АС-72М, частично АС-67 с проектной мощностью 450 тыс.т/год, разработанных в 1967-1980 годах и сооруженных в 1970-1980-х годах. Небольшая доля АС вырабатывается в сохранившихся производствах, которые сооружались в 1960 - начале 1970-х годов (индекс АС-60).
Сырьем для производства АС служат газообразный аммиак и азотная кислота с концентрацией 56%-60% мнг , частично 46%-48% в производствах АС-60.
7.1.1.1 Агрегат АС-72
Практически в большинстве агрегатов АС-72 в ходе многолетней эксплуатации выполнены мероприятия, осуществленные в модернизированных агрегатах АС-72М при их строительстве. Схема технологического процесса на агрегатах АС-72 приведена на рисунке 7.1.
Рисунок 7.1 - Описание схемы технологического процесса в агрегатах АС-72
Раствор аммиачной селитры получается в результате реакции нейтрализации азотной кислоты газообразным аммиаком.
Предварительно подогретая азотная кислота и нагретый аммиак поступают в нижнюю часть аппаратов использования тепла нейтрализации (ИТН), где происходит процесс нейтрализации азотной кислоты газообразным аммиаком. Выходящий из аппаратов ИТН 89-92%-ный раствор имеет избыток азотной кислоты, обеспечивающий полноту поглощения аммиака.
В верхней части аппарата соковый пар из реакционной части отмывается от брызг аммиачной селитры, паров и 20-25%-ным раствором аммиачной селитры из промывного скруббера и конденсатом сокового пара из подогревателя азотной кислоты. Часть сокового пара используется на подогрев азотной кислоты, а основную его массу направляют в промывной скруббер, где смешивают с воздухом из грануляционной башни, с паровоздушной смесью из выпарного аппарата и промывают на тарелках скруббера. Промытую паровоздушную смесь выбрасывают в атмосферу.
Раствор аммиачной селитры из аппаратов ИТН последовательно проходит донейтрализатор и контрольный донейтрализатор. Избыток кислоты в растворе нитрата аммония нейтрализуют аммиаком в донейтрализаторе, а в случае проскока кислоты - в контрольном донейтрализаторе, из которого раствор самотеком поступает в выпарной аппарат.
Упаривание полученного раствора нитрата аммония до состояния высококонцентрированного плава осуществляется под избыточным давлением близким к атмосферному за счет использования теплоты конденсации насыщенного пара и противоточной продувкой горячим воздухом в выпарном аппарате. Греющий пар подается в межтрубное пространство кожухотрубчатой части выпарного аппарата. Раствор равномерно распределяется на верхней трубной решетке и далее стекает по внутренней поверхности трубок в виде пленки, упариваясь до массовой доли нитрата аммония 99%-99,5%. Температура поддерживается в пределах 175°С-185°С. В нижней части аппарата плав упаривается до массовой доли 99,7%. Плав из выпарного аппарата поступает в гидрозатвор-донейтрализатор, где подщелачивается аммиаком и направляется в баки для плава, из которых погружными насосами подается в напорный бак плава.
Процесс гранулирования высококонцентрированного плава нитрата аммония осуществляется в металлической грануляционной башне сечением 8х11 м, обеспечивающей высоту падения гранул 50 м. Плав нитрата аммония из напорного бака поступает в грануляторы и равномерно в виде капель разбрызгивается по всему сечению полого объема башни. Встречным потоком воздуха, поднимающимся со скоростью 1,0-1,8 м/с, падающие капли плава охлаждаются и кристаллизуются в виде гранул. Гранулы поступают на конвейер, затем подаются на колосниковую решетку грохота. Далее гранулы поступают в аппарат КС, проходят 3 секции, где охлаждаются до температуры не более 50°С. В каждую секцию раздельно подается атмосферный воздух центробежными вентиляторами. Охлажденный продукт направляют на склад или на обработку ПАВ, а затем на отгрузку навалом или на упаковку в мешки.
Загрязненный примесью нитрата аммония и аммиака воздух из грануляционной башни и промывателя паровоздушной смеси, а также соковый пар из аппаратов ИТН и скруббера поступают на очистку в промывной скруббер, состоящий из 6 секций. На верхнюю тарелку каждой секции подается закисленный раствор нитрата аммония. Паровоздушная смесь после очистки в скруббере проходит фильтрующие элементы и выбрасывается в атмосферу вентиляторами.
Описание технологического процесса АС-72 приведено в таблице 7.2, а основное оборудование - в таблице 7.3.
Таблица 7.2 - Описание технологического процесса АС-72 (с учетом модернизаций)
|
Входной поток |
Подпроцесс |
Выходной поток |
Основное технологическое оборудование |
Эмиссии (наименование) |
|
Газообразный аммиак Паровой конденсат |
Прием и очистка капельного жидкого аммиака Нагрев газообразного аммиака теплом парового конденсата из выпарного аппарата |
Газообразный аммиак Паровой конденсат |
Отделитель-испаритель Кожухотрубчатый теплообменник |
- |
|
58%-60% азотная кислота Соковый пар |
Прием и нагрев азотной кислоты соковым паром из нейтрализаторов |
Нагретая азотная кислота |
Кожухотрубчатый теплообменник |
- |
|
Газообразный аммиак Азотная кислота |
Нейтрализация азотной кислоты и получение раствора АС с концентрацией 89%-92% |
Раствор аммиачной селитры Соковый пар |
Комбинированный емкостной аппарат |
|
|
Раствор АС Аммиак Добавка раствора |
Донейтрализация раствора АС до рН=5,5-6 и смешение с кондиционирующей добавкой |
Раствор АС с избытком Соковый пар |
Вертикальный сосуд с барботером |
|
|
Атмосферный воздух Водяной пар |
Нагнетание атмосферного воздуха и нагрев водяным паром перед подачей в выпарной аппарат |
Горячий воздух Паровой конденсат |
Воздушный компрессор-нагнетатель Кожухотрубчатый теплообменник |
- |
|
Раствор АС Горячий воздух Водяной пар |
Упаривание раствора АС до состояния плава с концентрацией 99,7% |
Плав АС Смесь воздуха и сокового пара (ABC) Паровой конденсат |
Комбинированный кожухотрубчатый теплообменник с обогреваемыми тарелками |
|
|
Плав АС Аммиак |
Донейтрализация плава аммиаком и перекачка плава на верх гранбашни |
Плав АС Соковый пар |
Вертикальный сосуд с барботером Полупогружной насос специальной конструкции |
|
|
Плав АС Атмосферный воздух из аппарата охлаждения |
Гранулирование капель плава охлаждением в потоке воздуха |
Гранулированный продукт на охлаждение Паровоздушная смесь с примесями |
Напорный бак Грануляторы Грануляционная башня - строительное сооружение из металла |
|
|
Атмосферный воздух Гранулированный продукт из башни |
Охлаждение гранул до температуры не выше 50°С |
Нагретый воздух в башню Охлажденный поток гранул на обработку антислеживателем |
- |
|
|
Охлажденные гранулы Антислеживатель - поверхностно-активное вещество (ПАВ) |
Хранение продукта Обработка гранул антислеживателем (ПАВ) перед упаковкой в тару и отгрузкой насыпью |
Продукт на отгрузку |
Транспортеры пересыпочные Классификатор Складское оборудование Вентиляционные отсосы Циклоны для улавливания пыли перед выбросом в атмосферу |
|
|
Отработанный воздух из гранбашни ПВС из выпарного аппарата Соковый пар из отделения нейтрализации Раствор АС |
Промывка ПВС перед выбросом в атмосферу 20%-25%-ным раствором аммиачной селитры |
Выхлопные газы в атмосферу Раствор АС |
Скруббер- |
|

Таблица 7.3 - Основное оборудование
|
Наименование оборудования |
Модель (типоразмер) |
Основное |
Природо- |
Назначение оборудования |
Технологические характеристики |
|
Подогреватель азотной кислоты |
Нестандартный теплообменник |
+ |
- |
Нагрев азотной кислоты |
Вертикальный четырехходовой кожухотрубчатый теплообменник В трубное пространство поступает азотная кислота, в межтрубное - соковый пар из ИТН |
|
Подогреватель газообразного аммиака |
+ |
- |
Нагрев аммиака |
Вертикальный одноходовой кожухотрубчатый теплообменник В трубное пространство поступает аммиак, в межтрубное - паровой конденсат |
|
|
Нейтрализатор с использованием тепла реакции с предварительной очисткой сокового пара |
Нестандартный аппарат ИТН |
+ |
+ |
Получение раствора аммиачной селитры нейтрализацией азотной кислоты. Предварительная очистка сокового пара |
Состоит из реактора с барботерами Тип тарелок - колпачковый |
|
Донейтрализатор |
Нестандартный аппарат |
+ |
+ |
Донейтрализация избытка азотной кислоты и создание избытка аммиака перед выпаркой раствора АС |
Вертикальный сосуд с барботером |
|
Воздушный компрессор |
Тип Н-400-12-2 |
+ |
- |
Подача атмосферного воздуха в выпарной аппарат |
Производительность - 24000 м |
|
Подогреватель воздуха |
Кожухотрубчатый теплообменник |
+ |
- |
Нагрев атмосферного воздуха |
Горизонтальный теплообменник В трубное пространство поступает воздух, в межтрубное - насыщенный водяной пар |
|
Выпарной аппарат |
Комбинированный выпарной аппарат пленочного типа |
+ |
+ |
Выпаривание воды из раствора АС до состояния плава с концентрацией 99,7% |
Вертикальный, цилиндрической формы. Состоит из 3 частей: сепарационная, трубчатая, тарельчатая части. |
|
Донейтрализатор |
+ |
+ |
Нейтрализация плава после выпарки с созданием избытка аммиака |
Под налив |
|
|
Гранулятор плава АС |
ВВГ (вращающийся вибрационный гранулятор) |
+ |
- |
Разбрызгивание плава в башне с узким факелом |
Производительность гранулятора - 27-65 т/ч |
|
Гранулятор плава АС |
Акустический леечного типа |
+ |
- |
Разбрызгивание плава в башне с узким факелом |
Производительность гранулятора - 15-30 т/ч |
|
Аппарат для охлаждения гранул в КС |
+ |
+ |
Охлаждение горячих гранул из башни до температуры не выше 50°С |
Аппарат выносного типа прямоугольной формы. Состоит из 3 секций, в каждой имеется: решетка КС и воздухо- |
|
|
Воздушные вентиляторы |
ВД-15,5, ВДН-17 |
+ |
- |
Подача атмосферного воздуха в аппарат охлаждения гранул |
Производительность - 70 Напор - 460 |
|
Скруббер- |
+ |
+ |
Глубокая очистка ПВС от |
Состоит из 2 блоков Блок состоит из 3 секций В каждой секции по 2 ситчатые тарелки с отбойными элементами и по одной тарелке с фильтрующими элементами |
|
|
Вытяжные вентиляторы (дымососы) |
ДН-19 СНЖ-0,95, ДН-17НЖ |
+ |
- |
Протягивание атмосферного воздуха через башню и промывной скруббер |
Производительность - 100-125 тыс.м Напор - 320-450 мм вод.ст. |
|
Аппарат для обработки гранул антислеживателем |
+ |
- |
Обработка гранул антислеживателем при помощи распыления через форсунки |
7.1.1.2 Агрегат АС-72М
Модернизация коснулась ряда позиций технологического оборудования - подогревателей азотной кислоты, аммиака, донейтрализаторов, грануляторов, доукомплектования скруббера-промывателя на башне фильтроэлементами для тонкой очистки от аэрозолей и аммиака, объединенных локальных очисток и воздушек от сборников с растворами, растворов АС с основным выбросом - паровоздушной смеси из гранбашни и нейтрализаторов. В остальном основное оборудование соответствует оборудованию агрегатов АС-72 с небольшими изменениями, повышающими надежность его эксплуатации (см. рисунок 7.2). Описание технологического процесса приведено в таблице 7.4.
Рисунок 7.2 - Описание схемы технологического процесса в агрегатах АС-72М
Таблица 7.4 - Описание технологического процесса АС-72М
|
Входной поток |
Подпроцесс |
Выходной поток |
Основное технологическое оборудование |
Эмиссии (наименование) |
|
Газообразный аммиак Паровой конденсат |
Прием и очистка капельного жидкого аммиака Нагрев газообразного аммиака теплом парового конденсата из выпарного аппарата |
Газообразный аммиак Паровой конденсат |
Оттедитель- Кожухотрубчатый теплообменник |
- |
|
58%-60% азотная кислота Соковый пар |
Прием и нагрев азотной кислоты соковым паром из нейтрализаторов |
Нагретая азотная кислота |
Кожухотрубчатый теплообменник |
- |
|
Газообразный аммиак Азотная кислота |
Нейтрализация азотной кислоты и получение раствора АС с концентрацией 89%-92% |
Раствор аммиачной селитры Соковый пар |
Комбинированный емкостной аппарат |
|
|
Раствор АС Аммиак Добавка раствора |
Донейтрализация раствора АС до |
Раствор АС с избытком |
Вертикальный сосуд с барботером |
|
|
Атмосферный воздух Водяной пар |
Нагнетание атмосферного воздуха и нагрев водяным паром перед подачей в выпарной аппарат |
Горячий воздух Паровой конденсат |
Воздушный компрессор-нагнетатель Кожухотрубчатый теплообменник |
- |
|
Раствор АС Горячий воздух Водяной пар |
Упаривание раствора АС до состояния плава с концентрацией 99,7% |
Плав АС Смесь воздуха и сокового пара (ABC) Паровой конденсат |
Комбинированный кожухотрубчатый теплообменник с обогреваемыми тарелками |
|
|
Плав АС Аммиак |
Донейтрализация плава аммиаком и перекачка плава на верх гранбашни |
Плав АС Соковый пар |
Вертикальный сосуд с барботером Полупогружной насос специальной конструкции |
|
|
Паровоздушная смесь 15%-25% раствор АС из промывателя финальной очистки ПВС |
Локальная предочистка ПВС от |
Паровоздушная смесь после локальной очистки Раствор АС на переработку в нейтрализаторы |
Скруббер с тарелками или нерегулярной насадкой |
|
|
Плав AC Атмосферный воздух из аппарата охлаждения |
Гранулирование капель плава охлаждением в потоке воздуха |
Гранулированный продукт на охлаждение Паровоздушная смесь с примесями |
Напорный бак Грануляторы Грануляционная башня - строительное сооружение из металла |
Отработанный воздух, загрязненный примесями |
|
Атмосферный воздух Гранулированный продукт из башни |
Охлаждение гранул до температуры не выше 50°С |
Нагретый воздух в башню Охлажденный поток гранул на обработку антислеживателем |
- |
|
|
Охлажденные гранулы Антислеживатель - поверхностно-активное вещество (ПАВ) |
Хранение продукта Обработка гранул антислеживателем (ПАВ) перед упаковкой в тару и отгрузкой насыпью |
Продукт на отгрузку |
Транспортеры пересыпочные Классификатор Складское оборудование Вентиляционные отсосы Циклоны для улавливания пыли перед выбросом в атмосферу |
|
|
Отработанный воздух из гранбашни ПВС из выпарного аппарата Соковый пар из отделения нейтрализации Раствор АС |
Промывка ПВС перед выбросом в атмосферу 20%-25%-ным раствором аммиачной селитры |
Выхлопные газы в атмосферу Раствор АС |
Скруббер- |
|
Материальный баланс приведен в таблице 7.5, энергетический баланс производства аммиачной селитры - в таблице 7.6. Перечень основного оборудования приведен в таблице 139.*
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 7.5 - Материальный баланс
|
Расход |
Выход |
||||||
|
Наименование |
Единица измерения |
На 1 т АС |
Наименование |
Единица измерения |
На 1 т АС |
||
|
Мин |
Макс |
Мин |
Макс |
||||
|
Азотная кислота, 60% |
т |
1,310 |
1,325 |
Селитра аммиачная |
т |
1,0 |
1,0 |
|
Аммиак |
т |
0,213 |
0,215 |
Выхлоп ПВС, в т.ч |
|||
|
Магнезиальная добавка, Mg |
т |
0,0135 |
0,017 |
Соковый пар |
т |
0,624 |
0,710 |
|
Вода химочищенная |
т |
0,1 |
0,17 |
Потери |
т |
0,012 |
0,017 |
|
Воздух |
т |
8,33 |
8,33 |
Воздух |
т |
8,33 |
8,33 |
|
Всего |
9,966 |
10,057 |
Всего |
9,966 |
10,057 |
||
Таблица 7.6 - Энергетический баланс на 1 т АС
|
Приход тепла |
Расход тепла |
||||||
|
Наименование |
Единица измерения |
Мин |
Макс |
Наименование |
Единица измерения |
Мин |
Макс |
|
С азотной кислотой при 20°С |
тыс.ккал |
16,5 |
16,7 |
Селитра аммиачная при 45°С |
тыс.ккал |
19,4 |
19,4 |
|
С газообразным аммиаком при 20°С |
тыс.ккал |
2,15 |
2,17 |
Выхлоп ПВС, |
|||
|
С магнезиальной добавкой при 50°С |
тыс.ккал |
0,9 |
1,0 |
Соковый пар |
тыс.ккал |
417 |
427 |
|
С водяным паром |
тыс.ккал |
190 |
210 |
Воздух |
тыс.ккал |
110 |
110 |
|
С химочищенной водой при |
тыс.ккал |
3,0 |
3,6 |
Паровой конденсат |
тыс.ккал |
20 |
23 |
|
Тепло химических реакций |
тыс.ккал |
385 |
387 |
Всего |
тыс.ккал |
566,4 |
579,4 |
|
Воздух атмосферный |
тыс.ккал |
40 |
40 |
Потери тепла через стенки башни, аппаратов, труб |
тыс.ккал |
71,15 (11,2%) |
81,07 (12,3%) |
|
Всего |
тыс.ккал |
637,55 |
660,47 |
||||
 55°С, в т.ч
55°С, в т.ч 1,5 МПа
1,5 МПа Таблица 7.7 - Перечень основного оборудования
|
Наименование оборудования |
Модель (типоразмер) |
Основное |
Природо- |
Назначение оборудования |
Технологические характеристики |
|
Подогреватель азотной кислоты |
Нестандартный теплообменник |
+ |
- |
Нагрев азотной кислоты |
Вертикальный четырехходовой кожухотрубчатый теплообменник. В трубное пространство поступает азотная кислота, в межтрубное - соковый пар из ИТН |
|
Подогреватель газообразного аммиака |
+ |
- |
Нагрев аммиака |
Вертикальный одноходовой кожухотрубчатый теплообменник. В трубное пространство поступает аммиак, в межтрубное - паровой конденсат |
|
|
Нейтрализатор с использованием тепла реакции с предварительной очисткой сокового пара |
Нестандартный аппарат ИТН |
+ |
+ |
Получение раствора аммиачной селитры нейтрализацией азотной кислоты. Предварительная очистка сокового пара |
Состоит из реактора с барботерами Тип тарелок - колпачковый |
|
Донейтрализатор |
Нестандартный аппарат |
+ |
+ |
Донейтрализация избытка азотной кислоты и создание избытка аммиака перед выпаркой раствора АС |
Вертикальный сосуд с барботером |
|
Воздушный компрессор |
Тип Н-400-12-2 |
+ |
- |
Подача атмосферного воздуха в выпарной аппарат |
Производительность - 24000 м |
|
Подогреватель воздуха |
Кожухотрубчатый теплообменник |
+ |
- |
Нагрев атмосферного воздуха |
Горизонтальный теплообменник В трубное пространство поступает воздух, в межтрубное - насыщенный водяной пар |
|
Выпарной аппарат |
Комбинированный выпарной аппарат пленочного типа |
+ |
+ |
Выпаривание воды из раствора АС до состояния плава с концентрацией 99,7% |
Вертикальный, цилиндрической формы. Состоит из 3 частей: сепарационная, трубчатая, тарельчатая части. Аппарат пленочного типа |
|
Донейтрализатор |
+ |
+ |
Нейтрализация плава после выпарки с созданием избытка аммиака |
Под налив |
|
|
Скруббер-промыватель |
+ |
+ |
Очистка ПВС от примесей |
3 ситчатые тарелки и 1 тарелка с фильтрующими элементами |
|
|
Гранулятор плава АС |
ВВГ (вихревой вибрационный гранулятор) |
+ |
- |
Разбрызгивание плава в башне с узким факелом |
Производительность гранулятора - 27-65 т/ч |
|
Гранулятор плава АС |
Акустический леечного типа |
+ |
- |
Разбрызгивание плава в башне с узким факелом |
Производительность гранулятора - 15-30 т/ч |
|
Аппарат для охлаждения гранул в КС |
+ |
+ |
Охлаждение горячих гранул из башни до температуры не выше 50°С |
Аппарат выносного типа прямоугольной формы. Состоит из 3 секций, в каждой имеется: решетка КС и воздухо- |
|
|
Воздушные вентиляторы |
ВД-15,5; ВДН-17 |
+ |
- |
Подача атмосферного воздуха в аппарат охлаждения гранул |
Производительность - 70 Напор - 460 |
|
Скруббер- |
+ |
+ |
Глубокая очистка ПВС от |
Состоит из 2-х блоков. Блок состоит из 3 секций. В каждой секции по 2 ситчатые тарелки с отбойными элементами и по одной тарелке с фильтрующими элементами |
|
|
Вытяжные вентиляторы (дымососы) |
ДН-19 СНЖ-0,95, ДН-17НЖ |
+ |
- |
Протягивание атмосферного воздуха через башню и промывной скруббер |
Производительность - 100-125 тыс.м Напор - 320-450 мм вод.ст. |
|
Аппарат для обработки гранул антислеживателем |
+ |
- |
Обработка гранул антислеживателем при помощи распыления через форсунки |
 и
и 7.1.1.3 Агрегат АС-67
Технологическая схема агрегатов АС-67 и основное технологическое оборудование принципиально аналогичны АС-72, которые создавались с целью повышения экологических и технико-экономических показателей.
Рисунок 7.3 - Описание схемы технологического процесса в агрегатах АС-67
Раствор аммиачной селитры получается в результате реакции нейтрализации азотной кислоты газообразным аммиаком.
Подогретые азотная кислота и аммиак подаются в аппарат ИТН. Процесс нейтрализации 56%-57% азотной кислоты газообразным аммиаком осуществляется в двух параллельно работающих аппаратах ИТН с получением раствора аммиачной селитры с массовой долей не ниже 87%.
Для уменьшения слеживаемости аммиачной селитры в технологический цикл производства вводится магнезиальная добавка. Осветленный 30-40%-ный раствор нитрата магния поступает из заводской сети в установленные на нулевой отметке три хранилища и далее подается в смесители, установленные на трубопроводе азотной кислоты перед каждым аппаратом ИТН.
Образующийся в результате реакции раствор аммиачной селитры и соковый пар, пройдя завихритель, подаются из нейтрализационного стакана в сепарационную часть аппарата, где происходит разделение на соковый пар и раствор аммиачной селитры.
Раствор аммиачной селитры после аппаратов ИТН направляется в объемный донейтрализатор, затем в контрольный донейтрализатор.
Пройдя контрольный донейтрализатор, раствор аммиачной селитры направляется в выпарной аппарат пленочного типа, в котором упаривается под атмосферным давлением до массовой доли не менее 99,7%.
Раствор аммиачной селитры равномерно распределяется на верхней трубной решетке и стекает тонкой пленкой по внутренней поверхности трубок. В нижнюю часть выпарного аппарата, пройдя нагнетатль, подается нагретый в подогревателе воздух, который проходит вверх по трубкам, вступает в контакт с упариваемым раствором, сползающим по внутренней поверхности трубок сверху вниз.
Сухой воздух увлажняется и через сепарирующее устройство в верхней части выпарного аппарата подается в промывной скруббер.
В межтрубное пространство трубной части выпарного аппарата подается пар из пароувлажнителя, который обеспечивает подвод тепла, необходимого для упаривания влаги из раствора аммиачной селитры.
Из трубной части выпарного аппарата плав подается в нижнюю тарельчатую часть. Раствор по мере стекания по трубкам и ситчатым тарелкам концентрируется и выходит из выпарного аппарата в виде плава.
Из выпарного аппарата высококонцентрированный плав аммиачной селитры по обогреваемому трубопроводу поступает в гидрозатвор, куда подается газообразный аммиак для нейтрализации избытка азотной кислоты, образующейся в результате частичного разложения аммиачной селитры при упаривании. Затем проходит фильтры, где очищается от механических примесей, и поступает в кольцевой коллектор плава, с помощью которого происходит равномерное распределение плава на грануляторы (вращающиеся вибрационные грануляторы (ВВГ) и (или) акустические грануляторы).
Процесс гранулирования высококонцентрированного плава аммиачной селитры осуществляется в полом объеме грануляционной башни диаметром 12 м, выполненной в железобетоне. В верхней части башни установлены грануляторы.
Высота полета гранул - 30 м. Охлаждение гранул аммиачной селитры до температуры не выше 50°С осуществляется в аппарате КС, размещенном в нижней части грануляционной башни.
В аппарат КС по отдельно выполненному металлическому воздуховоду под решетку подается воздух. Для лучшего распределения воздуха в аппарате охлаждения установлены две перфорированные решетки.
Запыленный воздух из грануляционной башни, соковый пар из аппаратов ИТН, скрубберов, воздух из выпарного аппарата очищается, а свободный аммиак перерабатывается в аммиачную селитру в промывном скруббере. Загрязненный воздух поступает в промывной скруббер снизу. Отличительной особенностью агрегата АС-67 является размещение основного технологического оборудования на грануляционной башне.
По мере закрепления раствора аммиачной селитры, т.е. более 25%, раствор подается через скруббер в аппараты ИТН на срабатывание, а в бак для поддержания заданного уровня автоматически добавляется охлажденный паровой конденсат.
Очищенный воздух выбрасывается из промывного скруббера через выхлопную трубу, установленную на нем, в атмосферу.
Охлажденный гранулированный продукт поступает на транспортеры и на дополнительное охлаждение. Затем гранулированная аммиачная селитра поступает на обработку антислеживателем и подается на фасовку готового продукта.
Описание технологического процесса приведено в таблице 7.8, материальный баланс - в таблице 7.9, перечень основного оборудования - в таблице 7.10.
Таблица 7.8 - Описание технологического процесса АС-67
|
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
Жидкий аммиак |
Испарение забросов жидкого аммиака |
Газообразный аммиак |
Сепаратор- |
- |
|
Газообразный аммиак Насыщенный пар |
Подогрев газообразного аммиака |
Перегретый аммиак конденсат водяного пара |
Перегреватель аммиака Подогреватель аммиака |
- |
|
Азотная кислота Соковый пар |
Подогрев неконцентрированной азотной кислоты |
Подогретая Конденсат сокового пара |
Подогреватель кислоты |
- |
|
Перегретый водяной пар Паровой конденсат |
Насыщение водяного пара |
Насыщенный водяной пар |
Пароувлажнитель |
- |
|
Нитрат магния Mg |
Накопление и подача нитрата магния |
Нитрат магния |
Емкости для хранения |
- |
|
Аммиак Азотная кислота Нитрат магния |
Получение водных растворов аммиачной селитры |
Раствор аммиачной селитры Соковый пар |
Аппараты ИТН Донейтрализаторы |
- |
|
Раствор аммиачной селитры Насыщенный пар |
Упаривание раствора |
Расплав аммиачной селитры Конденсат водяного пара ПВС |
Выпарной аппарат |
- |
|
Расплав аммиачной селитры Воздух |
Гранулирование и охлаждение |
Аммиачная селитра в виде гранул Отработанный воздух |
Акустические грануляторы и установки ВВГ Аппарат охлаждения КС |
- |
|
Соковый пар ПВС Отработанный воздух |
Очистка отработанного воздуха |
Очищенный воздух в атмосферу |
Скруббер |
|
|
Антислеживатель Гранулы аммиачной селитры |
Обработка готового продукта антислеживателем |
Обработанный продукт |
Хранилища |
- |
|
Мешкотара Готовый продукт |
Упаковка, хранение и отгрузка |
Фасованный продукт |
Полуавтоматы Установки бигирования Мешкопогрузочные машины |
|
Таблица 7.9 - Материальный баланс
|
Расход |
Выход |
||||||||
|
Сырье, материалы, энергоресурсы |
Продукция, полупродукты, побочные продукты, энергоресурсы |
||||||||
|
Наименование |
Единица измерений |
Расход на 1 т продукции |
Наименование |
Единица измерений |
Выход на 1 т продукции |
||||
|
По проекту |
Достигнутые |
По проекту |
Достигнутые |
||||||
|
Зима |
Лето |
Зима |
Лето |
||||||
|
Газообразный аммиак (100%-ый) |
т/т |
0,21351 |
0,213 |
0,2129 |
Аммиачная селитра |
т |
1 |
1 |
1 |
|
Азотная кислота (100%-ая) |
т/т |
0,7867 |
0,788 |
0,788 |
Конденсат свежего водяного пара |
т/т |
0,274 |
0,255 |
0,235 |
|
Раствор нитрата магния (35%-ый) |
кг/т |
0,05 |
0,05 |
||||||
|
Антислеживатель |
кг/т |
0,7 |
0,3 |
0,5 |
|||||
|
Пар насыщенный (1,5 МПа) |
Гкал/т |
0,214 |
0,34 |
0,32 |
|||||
|
Вода промышленная (подпитка) |
м |
0,5 |
0,01 |
0,01 |
|||||
|
Электроэнергия |
кВт·ч/т |
30,4 |
21,0 |
24,0 |
|||||
|
Сжатый технологический воздух |
м |
5 |
5,0 |
5,0 |
|||||
|
Аммиачная вода |
кг/т |
0,022 |
- |
Согласно плану произ- |
|||||
Таблица 7.10 - Основное оборудование и оборудование, которое дает значительные эмиссии
|
Наименование оборудования |
Модель (типоразмер) |
Основное |
Природо- |
Назначение оборудования |
Технологические характеристики |
|
Подогреватель азотной кислоты |
Нестандартный теплообменник |
+ |
- |
Нагрев азотной кислоты |
Вертикальный четырехходовой кожухотрубчатый теплообменник В трубное пространство поступает азотная кислота, в межтрубное - соковый пар из ИТН |
|
Подогреватель газообразного аммиака |
+ |
- |
Нагрев аммиака |
Вертикальный одноходовой кожухотрубчатый теплообменник В трубное пространство поступает аммиак, в межтрубное - паровой конденсат |
|
|
Нейтрализатор с использованием тепла реакции с предварительной очисткой сокового пара |
Нестандартный аппарат ИТН |
+ |
+ |
Получение раствора аммиачной селитры нейтрализацией азотной кислоты. Предварительная очистка сокового пара |
Состоит из реактора с барботерами Тип тарелок - колпачковый |
|
Донейтрализатор |
Нестандартный аппарат |
+ |
+ |
Донейтрализация избытка азотной кислоты и создание избытка аммиака перед выпаркой раствора АС |
Вертикальный сосуд с барботером |
|
Воздушный компрессор |
Тип Н-400-12-2 |
+ |
- |
Подача атмосферного воздуха в выпарной аппарат |
Производительность - 24000 м |
|
Подогреватель воздуха |
Кожухотрубчатый теплообменник |
+ |
- |
Нагрев атмосферного воздуха |
Горизонтальный теплообменник В трубное пространство поступает воздух, в межтрубное - насыщенный |
|
Выпарной аппарат |
+ |
- |
Упаривание раствора аммиачной селитры под атмосферным давлением |
Вертикальный, цилиндрической формы. Состоит из 3 частей: сепарационная, трубчатая, тарельчатая части. Аппарат пленочного типа |
|
|
Промывной скруббер |
+ |
+ |
Очистка отработанного воздуха |
Количество тарелок - 3 шт. |
|
|
Объемный донейтрализатор |
+ |
Донейтрализация азотной кислоты в растворе |
|||
|
Контрольный донейтрализатор |
+ |
Донейтрализация азотной кислоты в растворе |
Под налив |
||
|
Гранулятор плава АС |
ВВГ (вращающийся вибрационный гранулятор) |
+ |
- |
Разбрызгивание плава в башне с узким факелом |
Производительность гранулятора - 27 т/ч |
|
Гранулятор плава АС |
Акустический леечного типа |
+ |
- |
Разбрызгивание плава в башне с узким факелом |
Производительность гранулятора - 15-30 т/ч |
|
Аппарат для охлаждения гранул в КС |
+ |
+ |
Охлаждение горячих гранул из башни до температуры не выше 45°С |
Аппарат с перемешиванием гранул, расположен внутри грануляционной башни по всему ее сечению |
|
|
Аппарат для обработки гранул антислеживателем |
+ |
- |
Обработка гранул антислеживателем при помощи распыления через форсунки |
||
|
Вентилятор |
+ |
- |
Нагнетание воздуха в грануляционную башню для охлаждения гранул |
Производительность - 500-700 тыс.м |
7.1.1.4 Агрегат АС-60
Подогретая азотная кислота подается и нагретый газообразный аммиак подаются в реакционную часть аппарата ИТН.
Процесс нейтрализации 46%-48% азотной кислоты газообразным аммиаком осуществляется в аппаратах ИТН с получением раствора аммиачной селитры с массовой долей 62%-64%.
Образующийся в результате реакции раствор аммиачной селитры и соковый пар, пройдя завихритель, подаются из нейтрализационного стакана в сепарационную часть аппарата, где происходит разделение на соковый пар и раствор аммиачной селитры.
Раствор аммиачной селитры с массовой долей аммиачной селитры 62%-64% поступает из аппаратов ИТН в донейтрализаторы, где происходит донейтрализация раствора аммиачной селитры аммиаком. Из сборников раствор аммиачной селитры насосами подается в напорный бак аммиачной селитры. Напорный бак работает под переливом, перелив из бака возвращается в донейтрализаторы. Из напорного бака раствор аммиачной селитры поступает в нижнюю часть выпарного аппарата I ступени, который работает по принципу "всползания" пленки внутри вертикальных труб. Представляет собой кожухотрубный теплообменник с примыкающим к его верхней части сепаратором.
Упаривание раствора производится за счет тепла конденсации насыщенного пара.
Подаваемый снизу раствор сразу же на входе в трубки закипает, выделяя большое количество пузырьков пара. Поднимаясь вверх, пузырьки увлекают с собой раствор, "всползающий" по стенкам кипятильных трубок. Образующаяся при этом парожидкостная смесь с большой скоростью выбрасывается из верхней части трубок в сепаратор. Здесь парожидкостная смесь, ударяясь о поверхность отбойника, приобретает вращательное вихреобразное движение, в результате чего происходит быстрое отделение сокового пара из раствора.
Раствор аммиачной селитры с массовой долей аммиачной селитры 82%-84% подается в выпарные аппараты II ступени. Образовавшийся плав аммиачной селитры с массовой долей 97,5%-98% направляется в доупарочные аппараты.
В нижнюю часть доупарочных аппаратов подается нагретый атмосферный воздух, который, проходя вверх по трубкам, вступает в контакт с плавом. Подача воздуха в подогреватели воздуха осуществляется вентиляторами.
Воздух, выходящий из доупарочных аппаратов при температуре насыщен водяными парами. Он загрязнен аммиачной селитрой в виде брызг концентрированного раствора и в виде аэрозоля, а также аммиаком.
Плав из доупарочных аппаратов поступает в буферные баки для нейтрализации избыточной кислотности, образовавшейся в результате гидролиза при доупарке, в баки подается газообразный аммиак. Плав донейтрализуется до рН не менее 5,0 и подается через фильтры на грануляторы плава.
Гранулирование плава осуществляется в грануляционных башнях. Грануляционная башня - железобетонное сооружение цилиндрической формы. Высота полой части цилиндра - 40,5 м, диаметр - 16 м.
Процесс образования гранул заключается в разбрызгивании плава грануляторами и охлаждении капель плава в процессе падения их на конус.
Охлаждающий воздух выводится из верхней части башни осевыми вентиляторами. Воздух в башню поступает через окна, расположенные в нижней части башни, через щели между конусами.
Охлаждение гранул аммиачной селитры до температуры не выше 50°С осуществляется в аппарате КС, размещенном в нижней части грануляционной башни.
Охлажденный гранулированный продукт аммиачной селитры поступает на транспортеры и затем на обработку антислеживателем, пройдя которую подается на фасовку готового продукта.
Схема технологического процесса приведена на рисунке 7.4, описание процесса - в таблице 7.11, материальный баланс процесса приведен в таблице 7.12, перечень основного оборудования - в таблице 7.13.
Рисунок 7.4 - Описание схемы технологического процесса в агрегатах АС-60
Таблица 7.11 - Описание технологического процесса АС-60
|
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
Азотная кислота |
Накопление, подогрев и подача в аппараты ИТН |
Азотная кислота |
Сборник азотной кислоты Подогреватель азотной кислоты |
|
|
Аммиак Азотная кислота |
Получение водных растворов аммиачной селитры |
Раствор аммиачной селитры Соковый пар |
Аппараты ИТН Донейтрализаторы |
|
|
Раствор аммиачной селитры 62%-64% Соковый пар |
Упаривание раствора, I ступень |
Раствор аммиачной селитры 82%-88% Конденсат сокового пара ПВС |
Выпарные аппараты I ступени |
|
|
Магнезит молотый Азотная кислота |
Получение азотно-кислотной вытяжки магнезита |
Азотно-кислотная вытяжка магнезита ПВС |
Установка приготовления азотно-кислотной вытяжки |
|
|
Раствор аммиачной селитры 82%-88% Насыщенный пар Азотно-кислотная вытяжка |
Упаривание раствора, II ступень |
Плав аммиачной селитры 97,5%-98% Конденсат водяного пара ПВС |
Выпарные аппараты II ступени |
|
|
Плав аммиачной селитры 97,5%-98% Пар Воздух |
Доупаривание плава |
Плав аммиачной селитры 99,5%-99,7% Конденсат водяного пара ПВС |
Доупарочные аппараты |
|
|
Плав аммиачной селитры Воздух |
Гранулирование и охлаждение |
Аммиачная селитра в виде гранул, отработанный воздух |
Грануляторы и установки ВВГ Аппарат охлаждения КС |
|
|
Соковый пар ПВС Отработанный воздух |
Очистка отработанного воздуха |
Очищенный воздух в атмосферу |
Скруббер |
|
|
Хранение и отгрузка готового продукта |
Гранулированная аммиачная селитра |
Гранулированная аммиачная селитра |
Транспортеры, бункера |
|
Таблица 7.12 - Материальный баланс
|
Расход |
Выход |
||||||
|
Сырье, материалы, энергоресурсы |
Продукция, полупродукты, побочные продукты, энергоресурсы |
||||||
|
Наименование |
Единица измерений |
Расход на 1 т продукции |
Наименование |
Единица измерений |
Выход на 1 т продукции |
||
|
Мини- |
Макси- |
Мини- |
Макси- |
||||
|
Азот газообразный |
тыс.нм |
0,044 |
Конденсат паровой возвратный |
кг |
280 |
||
|
Аммиак жидкий |
кг |
213 |
0,214 |
||||
|
Кислота азотная (в моногидрате) |
кг |
788 |
800 |
||||
|
Магнезит молотый |
кг |
3,5 |
|||||
|
Электроэнергия |
кВт·ч |
21 |
48,5 |
||||
|
Вода оборотная |
м |
41 |
|||||
Таблица 7.13 - Основное оборудование и оборудование, которое дает значительные эмиссии
|
Наименование оборудования |
Модель (типоразмер) |
Основное |
Природо- |
Назначение оборудования |
Технологические характеристики |
|
Реактор для приготовления азотно-кислотной вытяжки (АКВ) |
+ |
- |
Приготовление АКВ |
Вертикальный сварной |
|
|
Подогреватель азотной кислоты |
Нестандартный теплообменник |
+ |
- |
Нагрев азотной кислоты |
Кожухотрубчатый теплообменник. В трубное пространство поступает азотная кислота, в межтрубное - соковый пар из ИТН |
|
Подогреватель газообразного аммиака |
+ |
- |
Нагрев аммиака |
Кожухотрубчатый теплообменник. В трубное пространство поступает аммиак, в межтрубное - паровой конденсат |
|
|
Нейтрализатор с использованием тепла реакции с предварительной очисткой сокового пара |
Нестандартный аппарат ИТН |
+ |
+ |
Получение раствора аммиачной селитры нейтрализацией азотной кислоты |
Вертикальный аппарат с барботерами, диффузором и внутренним стаканом |
|
Донейтрализатор |
Нестандартный аппарат |
+ |
+ |
Донейтрализация избытка азотной кислоты и создание избытка аммиака перед выпаркой раствора АС |
Вертиальный аппарат с барботером, вихревыми элементами и 3 тарелками |
|
Промыватели |
+ |
- |
Улавливание аммиака, брызг амселитры после скрубберов- |
Вертиальный сварной аппарат с 4 тарелками |
|
|
Промыватели сокового пара |
+ |
- |
Улавливание аммиака, |
Вертикальный сварной аппарат с 3 ситчатыми тарелками |
|
|
Выпарные аппараты |
Нестандартный аппарат |
+ |
- |
Упаривание раствора аммиачной селитры до 82%-84% |
Вертикальный, цилиндрической формы теплообменник |
|
Сепаратор I ступени |
+ |
+ |
Улавливание брызг амселитры |
Вертикальный сварной аппарат с отбойником в верхней части |
|
|
Доупарочные аппараты |
Нестандартный аппарат |
+ |
- |
Доупаривание плава амселитры до 99,5%-99,7 % |
Вертикальный кожухотрубный теплообменник с двумя ситчатыми тарелками в нижней емкостной части |
|
Промыватели |
+ |
+ |
Улавливание аммиака, брызг амселитры |
Вертикальный сварной аппарат с 3 ситчатыми тарелками |
|
|
Гранулятор плава АС |
ВВГ (вращающийся вибрационный гранулятор) |
+ |
- |
Разбрызгивание плава в башне с узким факелом |
Производительность гранулятора - 27 т/ч |
|
Аппарат для охлаждения гранул в КС |
+ |
+ |
Охлаждение горячих гранул из башни до температуры не выше 50°С |
Аппарат с перемешиванием гранул, расположен внутри грануляционной башни по всему ее сечению |
|
|
Аппарат для обработки гранул антислеживателем |
+ |
- |
Обработка гранул антислеживателем при помощи распыления через форсунки |
||
|
Вентилятор |
Центробежный вентилятор |
+ |
- |
Нагнетание воздуха в грануляционную башню для охлаждения гранул |
Производительность - 100 тыс.м |
7.1.1.5 Агрегат АС-60М
Подогретая азотная кислота подается и нагретый газообразный аммиак подаются в реакционную часть аппарата ИТН.
Процесс нейтрализации 55%-56% азотной кислоты газообразным аммиаком осуществляется в двух параллельно работающих аппаратах ИТН с получением раствора аммиачной селитры с массовой долей не ниже 80%. В коллектор трубопровода азотной кислоты между аппаратами ИТН подается раствор нитрата магния для уменьшения слеживаемости готового продукта.
Образующийся в результате реакции раствор аммиачной селитры и соковый пар, пройдя завихритель, подаются из нейтрализационного стакана в сепарационную часть аппарата, где происходит разделение на соковый пар и раствор аммиачной селитры. Соковый пар после промывателей направляется на конденсацию в межтрубное пространство поверхностных конденсаторов. Тепло конденсации снимается оборотной водой, подаваемой в трубную часть.
Из поверхностных конденсаторов конденсат сокового пара поступает в сборники.
Раствор аммиачной селитры с массовой долей аммиачной селитры 80%-88% поступает из аппаратов ИТН в сборники-донейтрализаторы. Из сборников раствор аммиачной селитры с массовой долей аммиачной селитры 82%-88% подается в напорный бак аммиачной селитры. Напорный бак работает под переливом, перелив из бака по двум трубопроводам с пароспутниками возвращается в сборники - донейтрализаторы. Из напорного бака раствор аммиачной селитры поступает в нижнюю часть выпарного аппарата пленочного типа, который работает по принципу "всползания" пленки внутри вертикальных труб. Представляет собой кожухотрубный теплообменник с примыкающим к его верхней части сепаратором.
Упаривание раствора производится за счет тепла конденсации насыщенного водяного пара.
Плав аммиачной селитры с массовой долей аммиачной селитры не менее 98% выводится в гидрозатворы и далее подается в доупарочные аппараты, где его концентрация повышается до 99,5%-99,7%
В нижнюю часть доупарочных аппаратов подается нагретый атмосферный воздух, который, проходя вверх по трубкам, вступает в контакт с плавом. Подача воздуха в подогреватели воздуха осуществляется вентиляторами.
Воздух, выходящий из доупарочных аппаратов, насыщен водяными парами и загрязнен аммиачной селитрой в виде брызг концентрированного раствора и в виде аэрозоля и аммиаком. Он подается в пенноструйные аппараты для очистки.
Плав из доупарочных аппаратов поступает в буферные баки для нейтрализации избыточной кислотности, образовавшейся в результате гидролиза при доупарке, в баки подается газообразный аммиак. Плав донейтрализуется до рН не менее 5,0 и подается через фильтры на грануляторы плава.
Гранулирование плава осуществляется в грануляционных башнях. Процесс образования гранул заключается в разбрызгивании плава грануляторами и охлаждении капель плава в процессе падения их на конус.
Охлаждающий воздух выводится из верхней части башни осевыми вентиляторами. Воздух в башню поступает через окна, расположенные в нижней части башни, через щели между конусами.
Охлаждение гранул аммиачной селитры до температуры не выше 50°С осуществляется в аппарате КС, размещенном в нижней части грануляционной башни.
Охлажденный гранулированный продукт аммиачной селитры, пройдя транспортеры, поступает в производственное помещение пересыпки, где обрабатывается антислеживателем, после чего подается на фасовку готового продукта.
Схема технологического процесса приведена на рисунке 7.5, описание технологического процесса приведено 146, материальный баланс - 147, перечень основного оборудования - в таблице 7.14.
7.1.1.6 Основные расходные коэффициенты
Основные расходные коэффициенты приведены в таблицах 7.15 и 7.16.
Рисунок 7.5 - Описание схемы технологического процесса в агрегатах АС-60М
Таблица 7.14 - Описание технологического процесса АС-60М
|
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
Газообразный аммиак Насыщенный пар |
Подогрев газообразного аммиака |
Подогретый аммиак конденсат водяного пара |
Подогреватель аммиака |
|
|
Перегретый водяной пар Паровой конденсат |
Насыщение водяного пара |
Насыщенный водяной пар |
Пароувлажнитель |
- |
|
Нитрат магния Mg |
Накопление и подача нитрата магния |
Нитрат магния |
Емкости для хранения |
|
|
Азотная кислота |
Накопление и подача в аппараты ИТН |
Азотная кислота |
Сборник азотной кислоты |
|
|
Аммиак Азотная кислота Нитрат магния |
Получение водных растворов аммиачной селитры |
Раствор аммиачной селитры Соковый пар |
Аппараты ИТН Донейтрализаторы |
|
|
Раствор аммиачной селитры Насыщенный пар |
Упаривание раствора |
Расплав аммиачной селитры Конденсат водяного пара ПВС |
Выпарной аппарат |
|
|
Расплав аммиачной селитры Воздух |
Гранулирование и охлаждение |
Аммиачная селитра в виде гранул, отработанный воздух |
Грануляторы и установки ВВГ Аппарат охлаждения КС |
|
|
Соковый пар ПВС Отработанный воздух |
Очистка отработанного воздуха |
Очищенный воздух в атмосферу |
Скруббер |
|
|
Антислеживатель Гранулы аммиачной селитры |
Обработка готового продукта антислеживателем |
Обработанный продукт аммиачная селитра |
Хранилища |
|
|
Мешкотара Готовый продукт |
Упаковка, хранение и отгрузка |
Фасованный продукт |
Полуавтоматы Установки бигирования Мешкопогрузочные машины |
|
|
Готовый продукт |
Упаковка, аспирация |
Фасованный продукт |
Полуавтоматы Установки бигирования Мешкопогрузочные машины |
|
Таблица 7.15 - Материальный баланс
|
Расход |
Выход |
||||||||
|
Сырье, материалы, энергоресурсы |
Продукция, полупродукты, побочные продукты, энергоресурсы |
||||||||
|
Наименование |
Единица измерений |
Расход на 1 т продукции |
Наименование |
Единица измерений |
Выход на 1 т продукции |
||||
|
По проекту |
Достигнутые |
По проекту |
Достигнутые |
||||||
|
Зима |
Лето |
Зима |
Лето |
||||||
|
Аммиак жидкий технический средний |
т |
0,21290 |
0,21290 |
0,21290 |
Сметки аммиачной селитры |
т/т |
- |
По факту |
|
|
Кислота азотная неконцентрированная средняя |
т |
0,79180 |
0,79180 |
0,79180 |
Конденсат сокового пара |
т/т |
0,38190 |
0,41037 |
0,33890 |
|
Брусит мелкой фракции (молотый) |
кг |
8,50000 |
8,50000 |
8,50000 |
Конденсат паровой |
т/т |
0,39000 |
0,40840 |
040160 |
|
Антислеживатель амселитры "Лиламин АС 61" |
кг |
0,03960 |
0,98800 |
||||||
|
Вода промышленная |
тыс.м |
0,00025 |
0,00025 |
0,00025 |
|||||
|
Пар 10 атм средний |
Гкал |
0,30000 |
0,30000 |
0,30000 |
|||||
|
Конденсат паровой ПВС Э/Р |
т |
0,04000 |
0,04000 |
0,04000 |
|||||
|
Конденсат сокового пара |
т |
0,38190 |
0,33890 |
0,41037 |
|||||
|
Вода оборотная средняя |
тыс.м |
0,04695 |
0,04695 |
0,04695 |
|||||
|
Вода теплофи- |
Гкал |
Диффе- |
0,00275 |
0,02875 |
|||||
|
Электроэнергия |
тыс.кВт·ч |
0,01850 |
0,01850 |
0,01850 |
|||||
Таблица 7.16 - Основное оборудование и оборудование, которое дает значительные эмиссии
|
Наименование оборудования |
Основное |
Природо- |
Назначение оборудования |
Технологические характеристики |
|
Агрегат ИТН со вспомогательным оборудованием: промыватель, поверхностный конденсатор |
+ |
- |
Нейтрализация 55%-56% азотной кислоты газообразным аммиаком |
Состоит из 4 аппаратов ИТН (включает аппарат ИТН, промыватель сокового пара, поверхностные конденсаторы, расширительный бак) |
|
Выпарной аппарат со вспомогательным оборудованием: промыватель, поверхностный конденсатор |
+ |
- |
Упаривание под давлением |
Вертикальный кожухотрубный аппарат с теплообменной частью внизу и сепаратором вверху |
|
Доупарочный аппарат со вспомогательным оборудованием: поверхностный конденсатор и вентилятор нагнетания воздуха |
+ |
- |
Получение концентрированного плава аммиачной селитры |
Вертикальный аппарат с теплообменной частью и подачей воздуха внизу, распределеним плава вверху |
|
Пенноструйный аппарат |
+ |
+ |
Очистка отработанного воздуха после доупарочных аппаратов |
Вертикальный цилиндрический аппарат |
|
Сборник- |
+ |
- |
Донейтрализация азотной кислоты в растворе |
Цилиндрический аппарат |
|
Гранулятор плава |
+ |
- |
Гранулирование плава аммиачной селитры |
Производительность по плаву - 30-37 т/час |
|
Реактор со вспомогательным оборудованием: поверхностный конденсатор и скруббер |
+ |
- |
Приготовление раствора нитрата магния |
Вертикальный цилиндрический аппарат |
Таблица 7.17 - Расход сырья, материалов и энергоресурсов агрегатов АС-72; АС-72М; АС-67; АС-60 на 1 т аммиачной селитры
|
Наименование |
Единица измерений |
АС-72 |
АС-72М |
АС-67 |
АС-60 |
||||
|
Мин |
Макс |
Мин |
Макс |
Мин |
Макс |
Мин |
Макс |
||
|
Азотная кислота |
т, мнг |
0,786 |
0,79 |
0,786 |
0,795 |
0,7867 |
0,788 |
0,788 |
0,7918 |
|
Аммиак |
т, 100% |
0,213 |
0,215 |
0,213 |
0,215 |
0,2129 |
0,21351 |
0,211 |
0,213 |
|
Магнезиальная добавка |
кг, в пересчете на MgO |
3,4 |
5,0 |
3,0 |
4,5 |
4 |
5 |
- |
5,1 |
|
Водяной пар |
Гкал |
0,18 |
0,21 |
0,19 |
0,21 |
0,214 |
0,34 |
0,3 |
0,39 |
|
Электроэнергия |
кВт·ч |
13 |
27 |
14,0 |
22 |
21 |
30,4 |
18,5 |
21 |
|
Вода химочищенная |
т |
0,1 |
0,2 |
0,1 |
0,12 |
- |
- |
||
|
Оборотная вода |
м |
0,05 |
0,2 |
0,05 |
0,2 |
0,01 |
0,012 |
46,95 |
50 |
Таблица 7.18 - Выход продукции и энергоресурсов
|
Наименование |
Единица измерений |
АС-72 |
АС-72М |
АС-67 |
АС-60 |
||||
|
Мин |
Макс |
Мин |
Макс |
Мин |
Макс |
Мин |
Макс |
||
|
Селитра аммиачная с содержанием азота не ниже 34,4 масс. % |
т |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
|
Конденсат паровой |
т |
0,15 |
0,42 |
0,2 |
0,25 |
0,235 |
0,274 |
0,39 |
0,41 |
|
Конденсат сокового пара |
т |
0,1 |
0,16 |
0 |
0,1 |
0,34 |
0,41 |
||
7.1.2 Текущие уровни эмиссии в окружающую среду
В агрегатах аммиачной селитры АС-72, АС-67, АС-60 как неотъемлемая часть технологии с башенной грануляцией присутствуют выбросы в атмосферу в значительных количествах воздуха из гранбашен, увлажненного водяными парами и загрязненного аэрозольными (15 мкм) частицами аммиачной селитры и аммиака.
В наибольшем количестве увлажнены отходящие в атмосферу газы из башен АС-72 и АС-67, так как в смеси с ним выбрасывается соковый пар из нейтрализаторов и выпарного аппарата. Поэтому паровоздушная смесь (ПВС) перед выбросом в атмосферу очищается в промывном скруббере, включающем секцию промывки ПВС от аммиачной селитры и аммиака, и секцию тонкой очистки после нее фильтрацией через нетканый материал из ультратонких синтетических волокон.
На ряде агрегатов в этот промывной скруббер выполнено подключение воздушников из технологической аппаратуры. Этим обеспечивается полнота очистки выбросов в атмосферу от и .
Агрегаты АС-60 оборудованы локальными очистными аппаратами паровоздушной смеси из доупарки плава аммиачной селитры.
Воздух из гранбашен не очищается. Но вследствие того, что воздух из гранбашни АС-60 большого диаметра движется в ней с небольшой скоростью, он содержит значительно меньшее количество унесенных частиц , чем из башен АС-67 и АС-72. Тем не менее без очистки воздух из гранбашен АС-60 более загрязнен, чем из башен АС-72.
В агрегатах АС-72 и АС-67 постоянные технологические загрязненные сточные воды отсутствуют. В агрегатах АС-60 сбрасывается постоянно часть конденсата сокового пара, так как все его количество не может быть утилизировано в производстве азотной кислоты.
Конденсат сокового пара содержит нитратный и аммонийный азот.
В агрегатах всех типов присутствуют периодические сбросы загрязненной воды, образующиеся при промывке оборудования и трубопроводов, нештатных смывок проливов растворов аммиачной селитры. Поскольку количество этих сточных вод может варьироваться, показать объемы содержащихся в них загрязняющих веществ в кг/т готового продукта не представляется возможным. Возвращение в процесс загрязненных сточных вод и сухих просыпей запрещено по правилам техники безопасности. Возможна их передача для обработки на других производствах.
Отходы производства представлены отработанными фильтровальными материалами, которые утилизируются или размещаются на специализированных полигонах. Отработанные масла подлежат регенерации и повторному использованию.
Эмиссии приведены в таблицах 7.19-7.30.
Таблица 7.19 - Выбросы агрегата АС-72
|
Выбросы |
|||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса выбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники выброса |
Метод очистки, повторного использования |
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Среднее |
||||
|
Паровоздушная смесь на выходе из скруббера и воздушки с аппаратов |
кг/т |
Промывной скруббер |
Мокрая очистка слабым раствором аммиачной селитры, фильтрующие элементы |
||||||
|
|
- |
- |
- |
0,43 |
1,88 |
1,04 |
|||
|
|
- |
- |
- |
0,05 |
0,53 |
0,24 |
|||
Таблица 7.20 - Обращение со сточными водами агрегата АС-72
|
Сточные воды |
||||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса сбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники сброса |
Направление сбросов (в водный объект, в системы канализации) |
Метод очистки, повторного использования |
Объем и (или) масса сбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Среднее |
|||||
|
Промывные воды: |
мг/л* |
Промывка оборудования, трубопроводов |
Промливневая канализация |
|||||||
|
Азот аммонийный |
- |
2 |
- |
- |
- |
- |
- |
|||
|
Азот нитратный |
- |
10 |
- |
|||||||
|
Смывные воды: |
мг/л* |
Собираются в сборники и дозированно выдаются в промливневую канализацию |
||||||||
|
Азот аммонийный |
- |
2 |
- |
- |
- |
- |
- |
- |
||
|
Азот нитратный |
- |
10 |
- |
|||||||
|
Дренажи: |
мг/л* |
Сборники, поверхностные конденсаторы, коллектора |
Химзагрязненная канализация |
|||||||
|
Азот аммонийный |
- |
2 |
- |
- |
- |
- |
- |
|||
|
Азот нитратный |
- |
10 |
- |
|||||||
|
* Размерность указана в мг/л, поскольку количество сточных вод может варьироваться, и показать объемы содержащихся в них загрязняющих веществ в кг/т не представляется возможным. |
||||||||||
Таблица 7.21 - Отходы агрегата АС-72
|
Отходы производства и потребления |
||||||||||||
|
Наименование отходов |
Класс опасности |
Единица измерений |
Объем и (или) масса образования отходов до очистки в расчете на тонну продукции |
Источники образования |
Метод очистки, повторного использования |
Объем и (или) масса размещенных отходов в расчете на тонну продукции |
||||||
|
Регламе- |
Мини- |
Макси- |
Среднее |
Регламе- |
Мини- |
Макси- |
Среднее |
|||||
|
Отработанные индустриальные масла |
3 |
кг/т |
- |
- |
0,0063 |
- |
- |
Регенерация и утилизация |
- |
- |
- |
- |
|
Шлам (нерастворимый осадок) |
4 |
кг/т |
- |
- |
0,2 |
- |
- |
Автотранспортом в отвал |
- |
- |
- |
- |
|
Шлам магнезита |
4 |
кг/т |
- |
- |
4,122 |
- |
Барабанный вакуум- |
На полигон ТБО |
- |
- |
- |
- |
Таблица 7.22 - Выбросы агрегата АС-72М
|
Выбросы |
|||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса выбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники выброса |
Метод очистки, повторного использования |
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Среднее |
||||
|
Паровоздушная смесь на выходе из скруббера и воздушки с аппаратов |
кг/т |
Промывной скруббер |
Мокрая очистка слабым раствором аммиачной селитры, фильтрующие элементы |
||||||
|
|
- |
- |
- |
0,43 |
1,88 |
1,04 |
|||
|
|
- |
- |
- |
0,05 |
0,53 |
0,24 |
|||
|
Вентиляционные выбросы: |
кг/т |
Неплотности оборудования |
В атмосферу |
||||||
|
|
- |
- |
- |
0,0057 |
0,018 |
0,007 |
|||
Таблица 7.23 - Обращение со сточными водами агрегата АС-72М
|
Сточные воды |
||||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса сбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники сброса |
Направление сбросов (в водный объект, в системы канализации) |
Метод очистки, повторного использования |
Объем и (или) масса сбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Среднее |
|||||
|
Промывные воды: |
мг/л* |
Промывка оборудования, трубопроводов |
Промливневая канализация |
|||||||
|
Азот аммонийный |
- |
2 |
- |
- |
- |
- |
- |
|||
|
Азот нитратный |
- |
10 |
- |
|||||||
|
Смывные воды: |
мг/л* |
- |
Собираются в сборники и дозированно выдаются в промливневую канализацию |
|||||||
|
Азот аммонийный |
- |
2 |
- |
- |
- |
- |
- |
|||
|
Азот нитратный |
- |
10 |
- |
|||||||
|
Дренажи: |
мг/л* |
Сборники, поверхностные конденсаторы, коллектора |
Химзагрязненная канализация |
|||||||
|
Азот аммонийный |
- |
2 |
- |
- |
- |
- |
- |
|||
|
Азот нитратный |
- |
10 |
- |
|||||||
|
* Размерность указана в мг/л, поскольку количество сточных вод может варьироваться, и показать объемы содержащихся в них загрязняющих веществ в кг/т не представляется возможным |
||||||||||
Таблица 7.24 - Отходы агрегата АС-72М
|
Отходы производства и потребления |
||||||||||||
|
Наименование отходов |
Класс опасности |
Единица измерений |
Объем и (или) масса образования отходов до очистки в расчете на тонну продукции |
Источники образования |
Метод очистки, повторного использования |
Объем и (или) масса размещенных отходов в расчете на тонну продукции |
||||||
|
Регламе- |
Мини- |
Макси- |
Среднее |
Регламе- |
Мини- |
Макси- |
Среднее |
|||||
|
Отработанные индустриальные масла |
3 |
кг/т |
- |
- |
0,0063 |
- |
- |
Регенерация и утилизация |
- |
- |
- |
- |
|
Шлам (нерастворимый осадок) |
4 |
кг/т |
- |
- |
0,2 |
- |
- |
Автотранспортом в отвал |
- |
- |
- |
- |
|
Шлам магнезита |
4 |
кг/т |
- |
- |
4,122 |
- |
Барабанный вакуум- |
На полигон ТБО |
- |
- |
- |
- |
Таблица 7.25 - Выбросы агрегата АС-67
|
Выбросы |
|||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса выбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники выброса |
Метод очистки, повторного использования |
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Среднее |
||||
|
Отработанный воздух |
кг/т |
Промывной скруббер |
Перед выбросом в атмосферу подвергается промывке слабым раствором |
||||||
|
|
- |
- |
- |
- |
2,03 |
0,22 |
|||
|
|
- |
- |
- |
- |
0,72 |
0,32 |
|||
Таблица 7.26 - Обращение со сточными водами агрегата АС-67
|
Сточные воды |
||||||||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса сбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники сброса |
Направление сбросов (в водный объект, в системы канализации) |
Метод очистки, повторного использования |
Объем и (или) масса сбросов |
||||||||
|
Регламе- |
Мини- |
Макси- |
Среднее взвешенное |
Регламе- |
Мини- |
Макси- |
Среднее взвешенное |
|||||||
|
Промывные воды: |
мг/л* |
Промывка оборудования, трубопроводов |
Промливневая канализация |
|||||||||||
|
Азот аммонийный |
- |
- |
2 |
- |
- |
- |
- |
- |
- |
|||||
|
Азот нитратный |
- |
- |
10 |
- |
||||||||||
|
Смывные воды: |
мг/л* |
- |
Собираются в сборники и дозированно выдаются в промливневую канализацию |
|||||||||||
|
Азот аммонийный |
- |
- |
2 |
- |
- |
- |
- |
- |
- |
|||||
|
Азот нитратный |
- |
- |
10 |
- |
||||||||||
|
Дренажи: |
мг/л* |
Сборники, поверхностные конденсаторы, коллектора |
Промливневая канализация |
|||||||||||
|
Азот аммонийный |
- |
- |
2 |
- |
- |
- |
- |
- |
- |
|||||
|
Азот нитратный |
- |
- |
10 |
- |
||||||||||
|
* Размерность указана в мг/л, поскольку количество сточных вод может варьироваться, и показать объемы содержащихся в них загрязняющих веществ в кг/т не представляется возможным. |
||||||||||||||
Таблица 7.27 - Отходы агрегата АС-67
|
Отходы производства и потребления |
||||||||||||
|
Наименование отходов |
Класс опасности |
Единица измерений |
Объем и (или) масса образования отходов до очистки в расчете на тонну продукции |
Источники образования |
Метод очистки, повторного использования |
Объем и (или) масса размещенных отходов в расчете на тонну продукции |
||||||
|
Регламе- |
Мини- |
Макси- |
Среднее |
Регламе- |
Мини- |
Макси- |
Среднее |
|||||
|
Отработанные индустриальные масла |
3 |
кг/т |
- |
- |
0,0063 |
- |
- |
Регенерация и утилизация |
- |
- |
- |
- |
|
Шлам (нерастворимый осадок) |
4 |
кг/т |
- |
- |
0,2 |
- |
- |
Автотранспортом в отвал |
- |
- |
- |
- |
|
Шлам магнезита |
4 |
кг/т |
- |
- |
4,122 |
- |
Барабанный вакуум- |
На полигон ТБО |
- |
- |
- |
- |
Таблица 7.28 - Выбросы агрегата АС-60
|
Выбросы |
|||||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса выбросов загрязняющих веществ до очистки в |
Источники выброса |
Метод очистки, повторного использования |
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||||
|
Регламе- |
Мини- |
Макси- |
Среднее |
Регламе- |
Мини- |
Макси- |
Среднее |
||||
|
Отработанный воздух: |
кг/т |
Доупарочный аппарат |
Перед выбросом в атмосферу подвергается промывке слабым раствором |
||||||||
|
|
32 |
15,7 |
22,8 |
17,9 |
16 |
0,33 |
6,218 |
2,3 |
|||
|
|
44 |
50,4 |
114,3 |
77,2 |
12 |
1,6 |
9,72 |
5,5 |
|||
|
Отработанный воздух: |
кг/т |
Осевой вентилятор из грануляционной башни |
Воздух выбрасывается без очистки |
||||||||
|
|
- |
- |
- |
- |
3,2 |
2,1 |
2,18 |
2,11 |
|||
|
|
- |
- |
- |
- |
2 |
1,84 |
1,92 |
1,88 |
|||
Таблица 7.29 - Сбросы агрегата АС-60
|
Сбросы |
||||||||||
|
Наименование |
Единица измерений |
Объем и (или) масса сбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники сброса |
Направление сбросов (в водный объект, в системы канализации) |
Метод очистки, повторного использования |
Объем и (или) масса сбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Среднее |
|||||
|
Промывные воды: |
мг/л* |
Промывка оборудования, трубопроводов |
Промливневая канализация |
|||||||
|
Азот аммонийный |
- |
2 |
- |
- |
- |
- |
- |
|||
|
Азот нитратный |
- |
10 |
- |
|||||||
|
Смывные воды: |
мг/л* |
Собираются в сборники и дозированно выдаются в промливневую канализацию |
||||||||
|
Азот аммонийный |
- |
2 |
- |
- |
- |
- |
- |
- |
||
|
Азот нитратный |
- |
10 |
- |
|||||||
|
Дренажи: |
мг/л* |
Сборники, поверхностные конденсаторы, коллектора |
Химзагрязненная канализация |
|||||||
|
Азот аммонийный |
- |
2 |
- |
- |
- |
- |
- |
|||
|
Азот нитратный |
- |
10 |
- |
|||||||
|
* Размерность указана в мг/л, поскольку количество сточных вод может варьироваться, и показать объемы содержащихся в них загрязняющих веществ в кг/т не представляется возможным |
||||||||||
Таблица 7.30 - Отходы агрегата АС-60
|
Отходы производства и потребления |
||||||||||
|
Наименование отходов |
Класс опасности |
Единица измерений |
Объем и (или) масса образования отходов до очистки в расчете на тонну продукции |
Источники образования |
Метод очистки, повторного использования |
Объем и (или) масса размещенных отходов в расчете на тонну продукции |
||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Среднее |
|||||
|
Отработанные масла |
3 |
кг/т |
- |
0,0105 |
- |
- |
Регенерация и утилизация |
- |
- |
- |
|
Отходы получения магнезиальной добавки в производстве минеральных удобрений |
4 |
кг/т |
0,024 |
0,073 |
0,052 |
Фильтр-пресс |
Вывозится на накопитель промышленных отходов или утилизируется |
- |
- |
- |
7.1.3 Определение наилучших доступных технологий
Действующие в России производства аммиачной селитры, проектировавшиеся в 1960-1970-х годах, используют единую технологию (в прямом смысле этого слова), выпускают одинаковую по качеству продукцию, соответствующую требованиям единого ГОСТ 2-2013, марка "Б", сорт высший. Различия между агрегатами АС-60, АС-67, АС-72, АС-72М (индексы по годам разработки) состоят в технических решениях по отдельным подпроцессам и отражают технический прогресс в производстве азотной кислоты (повышение концентрации от 46%-48% до 56%-60% ), машиностроительных отраслей азотной промышленности (возможность изготовления крупногабаритного оборудования из сталей с повышенной коррозионостойкостью, вентиляторов), вентиляторов для очистки отходящих газов из гранбашен в атмосферу вследствие роста требований по охране окружающей среды, а также новые результаты научно-исследовательских работ, направленных на рост качества гранулированной аммиачной селитры. Так, в агрегатах АС-60, которые сооружались еще в 1960-х годах, применяется азотная кислота с концентрацией 46%-48% , соответственно, предусматривалась двухступенчатая выпарка раствора АС до получения плава с концентрацией 98,5% ; в крупнотоннажных агрегатах АС-67 и последующих АС-72 и АС-72М - 57-60%-ная азотная кислота, соответственно, выпарка раствора аммиачной селитры до концентрации 99,7% в одну ступень. Первые крупнотоннажные агрегаты АС-67 строились в ограниченном количестве (в России эксплуатируются два агрегата), далее сооружались агрегаты АС-72, в которых предусматривалась установка новых грануляторов с укрупненным грансоставом готового продукта, двухступенчатая очистка воздуха из башни в атмосферу, новая облегченная конструкция башни из металла вместо бетона, что стало возможным в результате разработки безопасной конструкции погружного насоса для перекачки плава на верх гранбашни и средств контроля производственного процесса. От разработки к разработке повышались показатели качества продукции, снижались энергозатраты и удельные капиталовложения, а также экологические характеристики производства.
В 1970-1980-х годах в плановом порядке осуществляется вывод из эксплуатации производств, морально и физически устаревших, в том числе часть АС-60.
В сохранившихся в эксплуатации агрегатах АС-60 осуществлены мероприятия (доупарка плава до 99,7% , замена грануляторов, переход на магнезиальную кондиционирующую добавку и опрыскивание гранул антислеживающими препаратами), которые позволили резко улучшить качество готового продукта до уровня производимого в крупнотоннажных агрегатах и экспортировать его за рубеж.
В то же время агрегаты АС-60 не оборудованы аппаратами для очистки выхлопов воздуха из башен, чему препятствует прежде всего износ башен с потерей несущей способности, а также высокий уровень капитальных затрат. В определенной степени это относится и к АС-67. Остальные показатели, как и все показатели агрегатов АС-72 и АС-72М соответствуют требованиям "Методических рекомендаций по определению технологии в качестве наилучшей технологии при составлении настоящего справочника НДТ.
Действующие производства АС-60 разделяются по концентрации применяемой азотной кислоты (46%-48% из агрегатов азотной кислоты 1/3,5 и 56%-57% - из агрегатов УКЛ-7), и, соответственно, они отличаются разным количеством ступеней выпарки раствора аммиачной селитры из нейтрализаторов, т.е. числом выпарных аппаратов с комплектующим оборудованием. Последнюю технологию можно отнести к АС-60М.
Технологии действующих агрегатов АС-72 и АС-72М следует отнести к НДТ для использования без ограничений (для модернизации производств АС и для нового строительства). Действующую технологию АС-67 можно отнести к НДТ после выполнения реконструкции промывного скруббера на башне с организацией 2-й ступени очистки паровоздушной смеси из башни в атмосферу от аэрозольных частиц и фильтрацией по типу АС-72 и АС-72М.
Технологии АС-60 и АС-60М в действующих производствах требуют модернизации с сооружением полномасштабной очистки воздуха из башни и доупарочных аппаратов от и по типу современных очисток в АС-72 и АС-72М. После этого они будут соответствовать требованиям к НДТ и вплоть до вывода из эксплуатации по экономическим соображениям.
7.1.4 Наилучшие доступные технологии
7.1.4.1 Перечень наилучших доступных технологий
НДТ производства аммиачной селитры являются:
- технология АС-72М для крупнотоннажного агрегата с суточной мощностью 1300-2200 т;
- технология АС-72 для крупнотоннажного агрегата с суточной мощностью 1300-2000 т;
- технология АС-67 для крупнотоннажного агрегата с суточной мощностью 1300-1700 т;
- технология АС-60 для крупнотоннажного агрегата с суточной мощностью одной гранбашни до 750 т.
Перечень основного оборудования - см. 7.1.1.
Количество сырья, энергоресурсов, необходимых для производства 1 т АС приведено в таблице 7.31, в таблицах 7.32 и 7.33 приведены НДТ для агрегатов, на которых производят АС.
Таблица 7.31 - Сырье, энергоресурсы на 1 т АС марки "Б", сорт высший по ГОСТ 2-2013.
|
Наименование |
Параметр |
Индексы технологий |
|||
|
АС-72М |
АС-72 |
АС-67 |
АС-60 |
||
|
Азотная кислота |
Концентрация, масс. % |
57-60 |
57-60 |
55-60 |
46-48 |
|
Газообразный аммиак ГОСТ 6621-90 |
Концентрация, масс. % |
99,6 |
99,6 |
99,6 |
99,6 |
|
Водяной пар |
Давление, МПа (абс.) |
1,6 |
1,6 |
1,6 |
1,6 |
|
Электроэнергия |
КВт·ч |
19 |
22 |
25 |
20 |
|
Оборотная вода |
Температура, °С |
- |
- |
- |
28 |
Таблица 7.32 - Описание технологий АС-72М, АС-72, АС-67
|
Подпроцесс |
Индекс технологий |
||
|
АС-72М |
АС-72 |
АС-67 |
|
|
Нагрев азотной кислоты соковым паром из нейтрализатора до температуры, °С |
75-90 |
75-90 |
70-80 |
|
Нагрев газообразного аммиака паровым конденсатом из узла выпарки до температуры, °С |
120-180 |
120-180 |
120-170 |
|
Нейтрализация азотной кислоты газообразным аммиаком в кислом режиме под давлением, МПа (абс.) (возможно смешение с добавкой Mg |
Давление, близкое к атмосферному |
||
|
Донейтрализация раствора аммиачной селитры газообразным аммиаком до содержания свободного аммиака, г/дм |
0,15 |
0,15 |
0,15 |
|
Выпарка раствора аммиачной селитры в токе горячего воздуха с температурой 185°С-190°С до плава с концентрацией, масс. % |
99,7 |
99,7 |
99,7 |
|
Донейтрализация плава газообразным аммиаком до содержания свободного аммиака, г/дм |
0,08-0,35 |
0,08-0,35 |
0,15 |
|
Перекачка плава на грануляцию в башне погружным насосом |
- |
||
|
Температура плава, °С |
175-185 |
175-185 |
|
|
Концентрация плава, масс. % |
99,7 |
99,7 |
|
|
Перелив плава на грануляцию |
- |
- |
|
|
Температура плава, °С |
175-185 |
||
|
Концентрация плава, масс. % |
99,7 |
||
|
Гранулирование плава в башне |
|||
|
Количество виброгрануляторов |
3 |
3 |
6 |
|
Скорость воздуха в башне, м/с |
1,0-1,8 |
1,0-1,8 |
|
|
Высота падения гранул, м |
50 |
50 |
30 |
|
Вытяжка воздуха |
6 дымососов |
- |
|
|
Нагнетание воздуха |
- |
1 вентилятор |
|
|
Охлаждение гранул воздухом в КС |
Выносной трехсек- |
Под башней Аппарат с перемеши- |
|
|
Температура охлажденных гранул, °С |
50 |
50 |
50 |
|
Очистка выхлопа паровоздушной смеси в атмосферу |
|||
|
Предочистка выхлопов из донейтрализаторов от |
+ |
+ |
- |
|
Предочистка паровоздушной смеси из выпарного аппарата от |
+ |
- |
- |
|
Очистка выхлопа смеси сокового пара из нейтрализаторов и воздуха отделения нейтрализации и выпарки гранбашни |
|||
|
I ступень - промывка 15%-20%-ным раствором |
+ |
+ |
+ |
|
II ступень - фильтрация паровоздушной смеси от аэрозольных частиц |
+ |
+ |
- |
Таблица 7.33 - Описание технологий АС-60, АС-60М
|
Подпроцесс |
Параметр |
Индекс технологий |
|
|
АС-60 |
АС-60М |
||
|
Нагрев газообразного аммиака |
Температура, °С |
50 |
70 |
|
Нейтрализация азотной кислоты газообразным аммиаком |
Давление, МПа (абс.) |
До 0,12 |
До 0,12 |
|
Концентрация раствора, % |
62-64 |
82-88 |
|
|
Температура, °С |
115-125 |
135-140 |
|
|
Ввод магнезиальной добавки |
Раствор с концентрацией Mg |
35-40 |
35-40 |
|
Донейтрализация раствора аммиачной селитры аммиаком и перекачка на башню |
Содержание свободного аммиака, г/дм |
0,15-0,2 |
0,15-0,2 |
|
Выпарка 62%-64% раствора АС под вакуумом теплом сокового пара |
Конечная концентрация, % |
82-84 |
- |
|
Выпарка 82%-88% раствора АС под вакуумом до состояния плава аммиачной селитры |
Конечная концентрация, % |
97,5-98 |
97,5-98 |
|
Доупарка плава аммиачной селитры в токе воздуха |
Конечная концентрация, % |
99,5-99,7 |
99,5-99,7 |
|
Температура, °С |
До 185 |
До 185 |
|
|
Гранулирование плава в гранбашнях Разбрызгивание плава |
Тип грануляторов |
Виброгранулятор |
Виброгранулятор |
|
Охлаждение гранул в аппаратах КС |
Температура охлаждения гранул, °С |
Не более 50 |
Не более 50 |
|
Упаковка и хранение в таре |
+ |
+ |
|
В таблице 7.34 приведены технологические показатели НДТ для производства аммиачной селитры.
Таблица 7.34 - Технологические показатели НДТ для производства аммиачной селитры
|
Продукт |
Технология |
Технологические показатели НДТ |
Примечание |
||
|
Эмиссии |
Энергоэф- |
Ресурсо- |
|||
|
Аммиачная селитра |
АС-72, АС-72М |
Выбросы: |
Расход водяного пара <0,21 Гкал/т. Расход электроэнергии <27 кВт·ч/т |
Расход азотной кислоты до 795 кг мнг Расход |
П.1 (см. таблицу 7.35) |
|
АС-67 |
Выбросы: |
Расход водяного пара <0,34 Гкал/т. Расход электроэнергии <30,4 кВт·ч/т |
Расход азотной кислоты до 788 кг мнг Расход |
П.2 (см. таблицу 7.35) |
|
|
АС-60 |
Выбросы: |
Расход водяного пара <0,39 Гкал/т. Расход электроэнергии <21 кВт·ч/т |
Расход азотной кислоты до 791,8 кг мнг Расход |
П.3 (см. таблицу 7.35) |
|
 1,88 кг/т
1,88 кг/т7.1.4.2 Дальнейшая модернизация действующих производств аммиачной селитры
Действующие производства аммиачной селитры нуждаются в дальнейшей модернизации, разной в зависимости от типа технологии. Для большого числа крупнотоннажных агрегатов АС-72 и АС-72М основной актуальной модернизацией является наращивание проектной мощности в связи с необходимостью перерабатывать в удобрения растущий избыток свободного аммиака, не находящего сбыта на внешнем рынке
Интенсификация агрегатов АС-72 и АС-72М возможна, причем в крупных размерах, что подтверждается опытом реконструкции одного из агрегатов АС-72 еще в 2008 году.
Агрегаты АС-67 (два в России) также можно интенсифицировать, но в меньших размерах. Но в основном актуальным предметом модернизации этих агрегатов является снижение выброса в атмосферу и с паровоздушной смесью из гранбашни до уровня, достигнутого в агрегатах АС-72.
Для агрегатов АС-60 и АС-60М та же проблема еще более остра, если предполагать, что они еще долго будут эксплуатироваться.
В таблице 7.35 приведены рекомендации по дальнейшей модернизации указанных выше агрегатов по известным техническим решениям.
В таблицу включено и мероприятия по разработке в составе крупнотоннажных агрегатов для нового строительства отделения грануляции.
Таблица 7.35 - Рекомендуемые технические и организационные мероприятия по модернизации действующих агрегатов аммиачной селитры АС-72, АС-72М, АС-67, АС-60, АС-60М
|
N п/п |
Технические мероприятия |
|
|
Наименование агрегатов |
Цель и содержание технического мероприятия |
|
|
1 |
АС-72, АС-72М |
Повышение производительности агрегатов на 30%-40% (до 2000-2200 т/сут) Замена вентиляторов в отделении грануляции, грануляторов. Установка дополнительных аппаратов в отделении Внедрено на ряде предприятий |
|
2 |
АС-67 |
Снижение выброса в атмосферу |
|
3 |
АС-60, АС-60М |
Снижение выброса в атмосферу |
|
4 |
Разработка отделения получения продукта методом барабанного гранулирования |
Расширение диапазона вырабатываемых продуктов на основе аммиачной селитры Повышение прочности гранул аммиачной селитры Разработка базового проекта и конструкторской техдокументации (с учетом опыта российских и зарубежных компаний) |
7.1.5 Экономические аспекты реализации НДТ
В таблицах 7.36 и 7.37 приведены данные по экономическим аспектам реализации НДТ для нового строительства и для модернизаций действующих производств.
Таблица 7.36 - Оценка стоимости реализации нового строительства
|
Технологические мероприятия, объекты производства |
Капитальные затраты |
Эксплуатационные затраты (на единицу выпускаемой продукции) |
Обоснование экономического эффекта |
Примечание |
|
Строительство установки по производству аммиачной селитры |
5082 млн руб. без НДС |
Мощность 340 тыс.т/год |
Таблица 7.37 - Оценка стоимости реализации технологических мероприятий по модернизации действующих производств
|
Технологические мероприятия, объекты производства |
Капитальные затраты |
Эксплуатационные затраты (на единицу выпускаемой продукции) |
Обоснование экономического эффекта |
Примечание |
|
Замена насосов перекачки плава на верх гранбашни |
17,6 млн руб. без НДС |
Повышение производительности и эксплуатационной надежности агрегата АС-72 |
Замена насоса ХИО 45/90-0,7-К-Щ-У2 на насос увеличенной производительности типа ХИО 45/90д-0,7-К-Щ-У2 |
|
|
Внедрение системы захолаживания воздуха перед подачей на КС |
50 млн руб. без НДС |
Уменьшение удельного расхода электроэнергии |
Увеличение выработки до 15 тыс.т/год. Уменьшение удельного расхода электроэнергии, ресурсосбережение |
Установка кондиционеров воздуха |
|
Техническое перевооружение системы фильтрации суспензии |
17,087 млн руб. без НДС |
Снижение содержания влаги в отходах производства (шламе) |
Увеличение выработки раствора магнезиальной добавки Увеличение производительности на приготовление магнезиальной добавки - 25% |
Замена морально и физически изношенного оборудования: - замена одного из существующих вакуумных фильтров марки БГТ 10-1,8 на рамный фильтр КМП 25-1К-31 - замена насосов поз. Н-3/3,4 |
|
Внедрение установки очистки конденсата сокового пара (агрегаты АС-60) |
250 млн руб. без НДС |
Снижение сброса химгрязных сточных вод на 50 м |
Ресурсосбережение. Улучшение экологических показателей |
|
|
Монтаж динамических грануляторов типа ВВГ с частотным преобразователем привода |
10 млн руб. без НДС |
Улучшение качества готового продукта. |
Агрегаты АС-67 и АС-60 |
|
|
Внедрение АСУТП |
Ресурсосбережение |
|||
|
Установка частотных регуляторов приводов электродвигателей насосов |
3,8 млн руб. без НДС |
Снижение удельной нормы расхода электроэнергии |
||
|
Реконструкция отделения грануляции и промывного скруббера (внедрение фильтроэлементов - шатров) агрегатов АС-72 |
Снижение выброса в атмосферу веществ: аммиачной селитры, аммиака |
7.1.6 Перспективные технологии
Достигнутый в действующих производствах высокий уровень качества гранулированной аммиачной селитры, природоохранных характеристик в сочетании с низкими капиталовложениями и расходом энергоресурсов не стимулировал активную разработку новых технологий и продуктов на основе аммиачной селитры.
Из известных разработок к перспективным наилучшим технологиям следует отнести технологии с гранулированием плава во вращающихся барабанах, в частности в малогабаритных барабанах со встроенным КС.
К преимуществам этой технологии по сравнению с башенной следует отнести помимо получения гранул с более высокой прочностью лучшую приспособленность к производству других продуктов на основе аммиачной селитры - с другими добавками. Особенно это относится к интеграции производств на одном оборудовании аммиачной и известково-аммиачной селитры, с добавками фосфорсодержащих солей и серы.
Учитывая актуальность проблемы, необходимы мероприятия по привлечению средств компаний, производящих аммиачную селитру, к разработке аналогичной технологии в Российской Федерации, чтобы не потерять суверенитет страны в этой области техники.
7.2 Производство известково-аммиачной селитры
Известково-аммиачная селитра в мировой практике как разновидность аммиачной селитры, разбавленной инертным материалом (карбонатами кальция и магния в разной пропорции) с понижением содержания нитрата аммония до 72%-77%, производится в широких масштабах, несмотря на понижение содержания в удобрении азота. Это связано с рядом преимуществ:
- как щелочное удобрение она не подкисляет почву и в большей степени способствует урожаю при выращивании зерновых и плодовоовощных культур на кислых почвах;
- термически более стойкое вещество, не чувствительное к детонации; транспортируется как неопасный груз.
Широко используется во многих странах мира, в ряде стран Европы (Германия, Нидерланды и др.) преимущественно. В СССР не производилась и не применялась в сельском хозяйстве.
В настоящее время производится на двух предприятиях России. Мощность этих производств превышает 300 тыс.т/год ИАС с содержанием азота ~27%. В Российской Федерации для ее производства реконструированы остановленные производства сложных удобрений (NPK).
В Российской Федерации ИАС производится на ОАО "ЗМУ" КЧХК по собственному проекту и технологии и на АО "Новомосковская АК "Азот" по проекту фирмы Lavalin (Бельгия) с использованием одной из многих европейских технологий - "Кальтенбах-Тюринг". Оба проекта используют технологию с барабанной грануляцией, но существенно отличаются по концентрации плава аммиачной селитры и конструкции барабана-гранулятора, а также по исходному карбонатному сырью: на предприятии в Кирово-Чепецке применяется карбонат кальция (осажденный химический мел), в г.Новомосковске - доломит (карбонаты кальция и магния).
Обе технологии позволяют получать качественный продукт для экспорта и имеют системы очистки выбросов в атмосферу, соответствующие требованиям в Российской Федерации.
Все сведения, приведенные в настоящих материалах для справочника НДТ, соответствуют представленным предприятиями.
7.2.1 Описание технологического процесса производства ИАС
7.2.1.1 Производство ИАС гранулированием в БГС
Исходным сырьем для получения известково-аммиачной селитры (ИАС) служат раствор аммиачной селитры и карбонат кальция.
Производство ИАС включает следующие стадии:
- прием раствора аммиачной селитры с концентрацией не менее 87% по трубопроводу и подготовленного карбоната кальция цементовозами;
- упаривание РАС в выпарных установках;
- смешивание раствора аммиачной селитры с карбонатом кальция в реакторах смесителях;
- грануляция пульпы ИАС и сушка гранул в БГС;
- классификация и охлаждение гранул готового продукта;
- транспортировка готового продукта ПТС для хранения на склад насыпью или для расфасовки и отправки потребителю (после обработки антислеживателем до и после склада);
- контрольная классификация продукта перед отправкой потребителю;
- очистка отходящих газов от и частиц ИАС перед выбросом в атмосферу.
Схема технологического процесса приведена на рисунке 7.6, описание процесса - в таблице 7.38, перечень основного оборудования - в таблице 7.39.
Рисунок 7.6 - Схема технологического процесса производства ИАС
Таблица 7.38 - Описание технологического процесса производства ИАС
|
Входной поток |
Подпроцесс |
Выходной поток |
Основное технологическое оборудование |
Эмиссии (наименование) |
|
Растворы аммиачной селитры Карбонат кальция |
Прием и хранение сырья |
Растворы аммиачной селитры |
Меловоз Ж/д-транспорт Бункеры Емкостное оборудование |
|
|
Растворы аммиачной селитры Пар Оборотная вода |
Выпаривание |
Растворы аммиачной селитры Неочищенный соковый пар КСП |
Выпарная установка |
|
|
Карбонат кальция Растворы аммиачной селитры |
Смешение компонентов |
Реактор |
||
|
Смесь растворов аммиачной селитры с карбонатом кальция Газ природный Воздух сжатый |
Грануляция, сушка |
Гранулированный продукт Неочищенная паровоздушная смесь |
Барабан- |
|
|
Гранулированный продукт |
Рассев, дробление |
Гранулированный продукт ГВС |
Классификатор, молотковая дробилка |
|
|
Гранулированный продукт |
Охлаждение |
Гранулированный продукт |
Аппарат КС |
|
|
Гранулированный продукт |
Кондициони- |
Гранулированный продукт |
Емкость, насос высокого давления, форсунка |
|
|
Гранулированный продукт |
Хранение |
Гранулированный продукт |
Склад насыпью |
|
|
Гранулированный продукт |
Рассев, фасовка, отгрузка |
Гранулированный продукт ГВС |
Классификатор, поточно транспортная система, кратцер-кран, бункера, башенный кран |
|
|
Неочищенные ПГВС, ГВС от технологического оборудования, НКСП |
Абсорбция узлов упаривания, грануляции и сушки, классификации, фасовки |
Очищенная ГВС |
Скруббера, циклоны, фильтры |
|
Таблица 7.39 - Основное оборудование
|
Наименование оборудования |
Модель (типоразмер) |
Основное |
Природоохранное |
Назначение оборудования |
Технологические характеристики |
|
Бункер |
+ |
Прием и хранение карбоната кальция |
Объем 42,2 м |
||
|
Выпарная установка |
+ |
Упаривание растворов |
Выпарные аппараты с выносной греющей камерой и принудительной циркуляцией |
||
|
Реактор |
+ |
Смешение компонентов |
Вертикальный цилиндрический аппарат с мешалкой |
||
|
Барабан- |
СГБ-4,5-16 |
+ |
Гранулирование, сушка и предварительная классификация гранул готового продукта |
Цилиндрический аппарат с подъемно-лопастной насадкой и закрытым обратным шнеком |
|
|
Классификатор |
DF 195x400/2 |
+ |
Разделение на фракции гранулированных удобрений |
Производительность - 150 м |
|
|
Дробилка |
СМД-147 |
+ |
Дробление крупной фракции гранул |
Дробилка молотковая Производительность - 10-24 т/час |
|
|
Холодильник |
+ |
Охлаждение гранул |
Аппарат КС |
||
|
Циклоны |
ЦН-15-800-4УП |
+ |
Очистка отходящих газов от пыли KCI и мела с узла приема и хранения |
Производительность не более 18100 м |
|
|
Фильтровальная установка |
INFA-LAMELLEN-JET AJL 2/1083 |
Производительность до 32400 м |
|||
|
Скруббер |
СКШН-5М |
+ |
Очистка отходящих газов от |
Производительность объемная |
|
|
Каплеуловитель |
КНЦ |
||||
|
Скруббер |
СЦШНД-75 |
+ |
Очистка отходящих газов от |
Производительность объемная |
|
|
Скруббер |
СЦШНД-100, |
+ |
Очистка отходящих газов от пыли удобрений с узла охлаждения |
Производительность объемная |
|
|
Скруббер |
СЦШНД-75 |
+ |
Очистка отходящих газов от пыли удобрений с узла классификации, ПТС |
Производительность объемная |
|
|
Скруббер конический с шаровой насадкой |
СКШН-5М |
+ |
Очистка отходящих газов от пыли удобрений с узлов фасовки и отгрузки |
Производительность объемная |
|
|
Скруббер конический с шаровой насадкой, каплеуловитель батарейный |
СКШН-50, КЦМ-30.5 |
+ |
Очистка отходящих газов от пыли удобрений с узлов фасовки и отгрузки |
Производительность объемная |
7.2.1.2 Производство ИАС (УАН) гранулированием в барабане с "кипящим слоем"
Исходным сырьем для получения ИАС служат раствор аммиачной селитры, доломитовая мука, добавка сульфата аммония. Для производства удобрения аммиачно-нитратного с содержанием азота 33,5% (УАН) в качестве добавки используется сульфат алюминия.
Производство ИАС (УАН) включает следующие стадии:
- прием из цеха аммиачной селитры 85%-ного раствора и его упаривание до состояния плава с содержанием 99,7% ;
- прием со склада доломитовой муки и сульфата аммония (сульфата алюминия для УАН);
- смешивание плава АС с доломитовой мукой и сульфатом аммония (сульфатом алюминия) с получением гомогенной суспензии;
- подача суспензии высоконапорным насосом в форсунки барабана;
- гранулирование плава ИАС в КС горячим воздухом с использованием ретура;
- классификация гранул с отсевом крупных и мелких частиц, возврат ретура в голову процесса;
- охлаждение фракции готового продукта в холодильнике с КС фирмы Solex;
- обработка гранул готового продукта антислеживателем;
- очистка выбросов воздуха из гомогенизатора грануляционного барабана от и пыли ИАС (УАН) в трубе "Вентури"; очистка воздуха из узлов охлаждения гранул, дробления в циклоне и мокром скруббере.
Схема технологического процесса приведена на рисунке 7.7, описание технологического процесса - в таблице 7.40, основного оборудования - в таблице 7.41.
Рисунок 7.7 - Описание схемы технологического процесса производства ИАС (УАН)
Таблица 7.40 - Описание технологического процесса производства ИАС (УАН)
|
Входной поток |
Подпроцесс |
Выходной поток |
Основное технологическое оборудование |
Эмиссии (наименование) |
|
Раствор аммиачной селитры 85% |
Прием раствора аммиачной селитры |
Раствор аммиачной селитры 85% |
Приемная емкость |
|
|
Раствор аммиачной селитры 85% |
Прием раствора аммиачной селитры |
Раствор аммиачной селитры 85% |
Буферная емкость |
|
|
Раствор аммиачной селитры 85% |
Выпаривание раствора аммиачной селитры |
Раствор аммиачной селитры 95% |
Испаритель I ступени |
|
|
Раствор аммиачной селитры 95% |
Смешение 95%-ного раствора нитрата аммония с 40%-ным раствором нитрата аммония с примесью доломита |
Раствор аммиачной селитры 90% |
Емкость |
|
|
Раствор аммиачной селитры 90% |
Выпаривание раствора аммиачной селитры |
Раствор аммиачной селитры 99,7% |
Испаритель II ступени |
|
|
Плав аммиачной селитры 99,7% |
Прием плава 99,7% |
Плав аммиачной селитры 99,7% |
Емкость плава |
|
|
Плав аммиачной селитры 99,7%, доломитовая мука |
Гомогенизация смеси плава аммиачной и доломитовой муки |
Гомогенная смесь |
Гомогенизаторы |
|
|
Гомогенная смесь плава аммиачной селитры и доломитовой муки |
Гранулирование продукта |
Гранулированный продукт |
Барабан-гранулятор |
|
|
Гранулированный продукт |
Рассев гранулированного продукта |
Готовый гранулированный продукт, возврат некондиционного продукта на переработку |
ПТС рассева: элеваторы, грохота; дробилки ленточные конвейеры |
|
|
Готовый продукт |
Охлаждение готового продукта |
Охлажденный готовый продукт |
Охладители; ленточный конвейер, охладитель, Элеватор |
|
|
Охлажденный готовый продукт |
Обработка антислеживателем |
Обработанный антислеживателем готовый продукт |
Опудривающий барабан поз. EL01, ленточные конвейеры |
|
|
Антислеживатель, соковый пар |
Прием антислеживателя |
Антислеживатель |
Приемная емкость, насосы, расходный бак, дозировочные насосы |
|
|
Газообразный аммиак насыщенный пар |
Подогрев газообразного аммиака |
Перегретый аммиак конденсат водяного пара |
Подогреватель аммиака |
|
|
|
Прием неконцентрированной азотной кислоты |
Неконцентрированная азотная кислота |
Хранилища, напорный бак |
|
|
Перегретый водяной пар паровой конденсат |
Насыщение водяного пара |
Насыщенный водяной пар |
Пароувлажнитель |
- |
|
ПГС от технологического оборудования |
Улавливание и нейтрализация |
Очищенный воздух |
Скруббера, вентиляторы |
|
|
Доломитовая мука |
Улавливание пыли доломита |
Очищенный воздух |
Фильтр; вентилятор |
|
|
Готовый продукт |
Хранение и транспортирование готового продукта на стадию отгрузки потребителю |
Готовый продукт |
Кратцер-кран, ленточные конвейеры, Элеваторы |
|
|
Мешкотара, готовый продукт |
Упаковка, хранение и отгрузка |
Фасованный продукт |
Полуавтоматы, установка бигирования, мешкопогрузочные машины |
|
Таблица 7.41 - Основное оборудование
|
Наименование оборудования |
Модель (типо- |
Основное |
Природо- |
Назначение оборудования |
Технологические характеристики |
|
Вентилятор поз. В58/1, 2, 3 |
+ |
Предназначены для выброса в атмосферу очищенного воздуха |
Вытяжной вентилятор горизонтальный, центробежный |
||
|
Фильтр поз. Ф42/1, 2, 3 |
+ |
Предназначены для очистки воздуха от пыли доломита при загрузке бункеров поз. Е28/1, 2, IG00 |
Тип: ФРИ-С-005-0085 (Н). расход воздуха - 5000 м |
||
|
Вентилятор поз. В 43/1, 2, 3 |
+ |
Предназначены для отсоса очищенного воздуха при загрузке бункеров поз. Е28/1, 2, IG00 |
Тип: ВР120-28-5,2С. Производительность - (1600-5200) м |
||
|
Приемная емкость поз. Е572 |
+ |
Предназначена для приема и хранения 85% раствора AN |
Горизонтальная цилиндрическая емкость |
||
|
Вентилятор поз. В58/1, 2, 3 |
+ |
Предназначены для выброса в атмосферу очищенного воздуха |
Вытяжной вентилятор горизонтальный, центробежный |
||
|
Фильтр поз. Ф42/1, 2, 3 |
+ |
Предназначены для очистки воздуха от пыли доломита при загрузке бункеров поз. Е28/1, 2, IG00 |
Тип: ФРИ-С-005-0085 (Н). расход воздуха - 5000 м |
||
|
Вентилятор поз. В 43/1, 2, 3 |
+ |
Предназначены для отсоса очищенного воздуха при загрузке бункеров поз. Е28/1, 2, IG00 |
Тип: ВР120-28-5,2С. Производительность - (1600-5200) м |
||
|
Приемная емкость поз. Е572 |
+ |
Предназначена для приема и хранения 85% раствора AN |
Горизонтальная цилиндрическая емкость |
||
|
Вентилятор поз. В58/1, 2, 3 |
+ |
Предназначены для выброса в атмосферу очищенного воздуха |
Вытяжной вентилятор горизонтальный, центробежный |
||
|
Буферная емкость поз. Е1 |
+ |
Предназначена для поддержания количества раствора аммиачной селитры |
Емкость цилиндрическая, вертикальная |
||
|
Емкость поз. Р5 |
+ |
Предназначена для приема 95% р-ра АС |
Емкость цилиндрическая, вертикальная |
||
|
Емкость поз. Р7 |
+ |
Предназначена для приема 99,7% плава АС |
Емкость цилиндрическая, вертикальная с эллиптическим днищем |
||
|
Гомогенизатор поз. Р20/1, 2, 3 |
+ |
Предназначен для приготовления гомогенной смеси |
Аппарат цилиндрический, вертикальный с эллиптическим днищем: |
7.2.1.3 Основные расходные коэффициенты
Расход сырья, материалов и энергоресурсов приведен в таблице 7.42, выход продукции, полупродуктов, побочных продуктов и энергоресурсов - в таблице 7.43.
7.2.2 Текущие уровни эмиссии в окружающую среду
Текущие уровни эмиссий в окружающую среду приведены в таблице 7.44.
Таблица 7.42 - Расход сырья, материалов и энергоресурсов на 1 т продукта
|
Наименование |
Единица измерений |
Технология производства ИАС с гранулированием в барабане-сушилке (БГС) |
Технология производства ИАС/УАН с гранулированием в барабане с КС |
||
|
Минимальный |
Максимальный |
Минимальный |
Максимальный |
||
|
Растворы аммиачной селитры |
т |
0,79 |
0,8 |
0,794988/0,972 |
0,795/1,003 |
|
Карбонат кальция (или мука известняковая) |
т |
0,20 |
0,23 |
0,23/0,0495 |
0,237/0,054 |
|
Водяной пар |
Гкал |
0,16 |
0,17 |
0,2499/0,40976 |
0,355/0,434 |
|
Электроэнергия |
кВт·ч |
81 |
85 |
27,25/42,8 |
48,5/59,3 |
|
Природный газ |
тыс.м |
10,8 |
12,5 |
-/- |
-/- |
|
Вода оборотная |
м |
19,5 |
22 |
-/- |
-/- |
|
Сжатый воздух |
м |
136 |
142 |
138,4/118,19 |
200/150 |
|
Вода промышленная |
м |
- |
- |
0,14/0,14 |
0,14/0,63 |
|
Аммиак газообразный |
т |
- |
- |
0,004887/0,005 |
0,005/0,006 |
|
Антислеживатель |
кг |
- |
- |
1/1 |
1,427/1,1 |
|
Сульфат аммония/сульфат алюминия |
кг |
- |
- |
0,001717/0,0022 |
0,001881/7 |
|
Конденсат паровой |
т |
- |
- |
0,07278/0,10172 |
0,10123/0,010172 |
|
Аммофос |
кг |
- |
- |
0,000182/- |
0,00024/- |
Таблица 7.43 - Выход продукции, полупродуктов, побочных продуктов и энергоресурсов
|
Наименование |
Единица измерений |
Технология производства ИАС с гранулированием в барабане-сушилке (БГС) |
Технология производства ИАС/УАН с гранулированием в барабане с КС |
||
|
Минимальный |
Минимальный |
Минимальный |
Максимальный |
||
|
Известково-аммиачная селитра/удобрение аммиачно- |
т |
1,0 |
1,0 |
1,0/1,0 |
1,0/1,0 |
|
Смесь солей комбинированная |
т |
0,0007 |
0,0058 |
-/- |
-/- |
|
Конденсат паровой |
т |
- |
- |
0,2664/0,45438 |
0,38/0,46 |
Таблица 7.44 - Текущие уровни эмиссий в окружающую среду
|
Выбросы |
|||||||||
|
Наименование |
Единица изме- |
Объем и (или) масса выбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источники выброса |
Метод очистки, повторного исполь- |
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||
|
Мини- |
Макси- |
Среднее |
Мини- |
Макси- |
Сред- |
||||
|
Отходящие газы, в т.ч.: |
кг/т |
Все источники |
Абсорбция, аспирация |
||||||
|
- |
- |
- |
- |
0,24 |
0,662 |
0,32 |
|||
|
- |
0,87 |
4,03 |
1,0 |
||||||
|
Сточные воды |
|||||||||
|
Сточные воды отсутствуют |
|||||||||
7.2.3 Определение наилучшей доступной технологии
Обе технологии представлены одним действующим производством с небольшим сроком функционирования (2-6 лет), осуществленным с использованием оборудования (частично) бывших производств сложных NPK-удобрений.
Производства используют в качестве сырья растворы аммиачной селитры с разной концентрацией и разное карбонат-кальциевое сырье. Существенно отличаются расходы энергоресурсов - топлива, водяного пара, электроэнергии.
По экологическим характеристикам (выбросы в атмосферу, сточные воды) нет особых расхождений, обе технологии отвечают нормативным требованиям.
Указанные сведения не позволяют сделать какие-либо выводы по преимуществам используемых технологий. К НДТ могут быть отнесены обе технологии в рамках своего назначения - использование оборудования и всей инфраструктуры остановленных производств для выпуска пользующегося спросом минерального удобрения с удовлетворительными расходными коэффициентами по сырью, энергоресурсам и экологическим характеристикам.
7.2.4 Наилучшие доступные технологии
В таблице 7.45 приведено исходное сырье и материалы, в таблице 7.46 - описание технологий производства ИАС.
Таблица 7.45 - Исходное сырье и материалы
|
Наименование |
Технология с гранулированием в барабане с КС |
Технология с гранулированием в барабане-сушилке (БГС) |
|
Раствор аммиачной селитры, концентрация |
95% |
90% |
|
Наполнитель |
Мука природного доломита |
Карбонат кальция |
|
Добавки: |
||
|
Сульфат аммония |
+ |
+ |
|
Аммофос |
+ |
- |
|
Антислеживатель, ПАВ |
+ |
+ |
Таблица 7.46 - Описание технологий производства ИАС (CAN)
|
Подпроцесс |
Технология с гранулированием в барабане с КС |
Технология с гранулированием в барабане-сушилке (БГС) |
|
Смешение раствора аммиачной селитры со слабым раствором из установок очистки выбросов |
+ |
- |
|
Выпаривание раствора аммиачной селитры |
До 99,7% |
До 95% |
|
Смешение плава аммиачной селитры и наполнителя |
+ |
+ |
|
Гранулирование смеси плава аммиачной селитры, наполнителя, ретура |
+ |
+ |
|
Классификация готового продукта |
+ |
+ |
|
Охлаждение гранул готового продукта в КС |
+ |
+ |
|
Обработка продукта антислеживателем |
+ |
+ |
|
Очистка запыленного воздуха со стадий гранулирования, охлаждения, классификации и дробления в циклонах |
+ |
+ |
|
Очистка воздуха от продукта и аммиака со стадии выпаривания в скрубберах |
+ |
+ |
В таблице 7.47 приведены технологические показатели НДТ производства известково-аммиачной селитры.
Таблица 7.47 - Технологические показатели НДТ производства известково-аммиачной селитры
|
Продукт |
Технология |
Технологические показатели НДТ |
Примечание |
||
|
Эмиссии |
Энергоэф- |
Ресурсосбережение |
|||
|
Известково- |
Технология с гранулированием в барабане- |
Выбросы: |
Расход водяного пара <0,17 Гкал/т. Расход электроэнергии <85 кВт·ч/т |
Расход растворов аммиачной селитры до 800 кг/т Расход карбоната кальция до 230 кг/т |
|
|
Технология с гранулированием в барабане с КС |
Выбросы: |
Расход водяного пара <0,355 Гкал/т. Расход электроэнергии <48,5 кВт·ч/т |
Расход растворов аммиачной селитры до 795 кг/т Расход доломитовой муки до 237 кг/т |
||
7.2.5 Экономические аспекты реализации наилучших доступных технологий
В 7.2.5 приведен перечень различных мероприятий по модернизации действующих производств ИАС (см. таблицу 7.48).
Таблица 7.48 - Оценка стоимости реализации технологических мероприятий по модернизации действующих производств
|
Технологические мероприятия, объекты производства |
Капитальные затраты |
Эксплуатационные затраты (на единицу выпускаемой продукции) |
Обоснование экономического эффекта |
Примечание |
|
Модернизация производства известково- |
1739 млн руб. без НДС |
Расширение производства со 182 до 782 тыс. т/год |
7.2.6 Перспективные технологии
Известково-аммиачную селитру производят и применяют в основном в странах Европы и Ближнего Востока. Использование ИАС в этих странах можно объяснить в значительной мере сложившимися традициями в производстве и структуре потребления минеральных удобрений, а также действием законов, запрещающих использование взрывоопасной аммиачной селитры.
Современные производства ИАС сооружаются в основном по способам барабанного гранулирования, обеспечивающим получение укрупненных гранул с высокой прочностью. Традиционно, ИАС гранулируют в шнеках, барабанах-сушилках и других типах барабанов.
Способ предусматривает получение ИАС в барабанах со встроенным КС. Преимущество этого способа заключается в снижении ретурности и, как следствие, снижении расхода энергоресурсов и капитальных затрат.
Производство известково-аммиачной селитры можно осуществить и в действующих производствах аммиачной селитры с башенной грануляцией.
В СССР в период 1980-2000 годов проводились научно-исследовательские и опытно-промышленные работы, направленные на организацию выпуска селитры с пониженным содержанием азота и известково-аммиачной селитры путем реконструкции существующих производств. Выпускались опытные партии на агрегате АС-60, АС-72, на основе выполненных работ делались проработки и предложения для заводов в городах Великий Новгород, Новомосковск, Новоменделеевск.
Таким образом, перспективы производства ИАС находятся в области интенсификации процессов смешения, сушки, грануляции и увеличения эффективности систем очистки газов.
Раздел 8. Производство карбамида и КАС
8.1 Производство карбамида
Карбамид (карбонилдиамид по IUPAC) - высоколиквидный продукт, получаемый из газового сырья. Для получения товарного карбамида в промышленном комплексе "аммиак-карбамид" необходимы метансодержащий газ, атмосферный воздух и вода из водоисточника.
Карбамид - высококонцентрированное азотное удобрение с содержанием азота в товарном продукте не менее 46,2 масс. %, причем азот в карбамиде содержится в амидной форме, что препятствует накоплению "нитратов" в растениях, вымыванию из почвы при дождевых осадках, оказывает благоприятное действие не только на повышение урожая, но и улучшает качество сельскохозяйственных культур: повышает содержание сахара, масла, аскорбиновой кислоты клейковины у зерна и т.д.
Доля карбамида в структуре потребления азотных удобрений в мире продолжает возрастать (см. рисунок 8.1). Сейчас она превышает 60%-70% всего мирового рынка азотных удобрений, а с учетом КАС суммарная доля карбамида в твердой форме и в виде раствора еще выше. Карбамид используется в животноводстве как белковый заменитель в корме для крупного рогатого скота, овец и коз.
В последние годы доля карбамида, используемого в промышленности начала расширяться. Дополнительно к традиционным областям применения карбамида для получения меламина, карбамидных смол, синтеза циануровой кислоты, очистки моторных масел, производства гербицидов, лекарств, косметических препаратов, появились новые: производство антигололедных реагентов, очистка отходящих газов от .
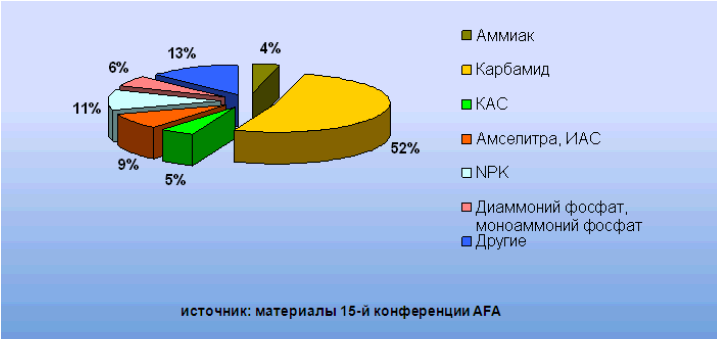
Рисунок 8.1 - Структура мирового рынка азотных удобрений
Мировые мощности по производству карбамида превышают ~200 млн т/год и продолжают расти. Годовая выработка продукта на предприятиях Российской Федерации составляет ~8 млн т.
В России, как и во всем мире, карбамид в промышленности получают путем синтеза из аммиака и диоксида углерода при высоком давлении и температуре:

Основной вид сырья: жидкий аммиак марок Ак и Б с массовой долей 99,6% поступает из производства аммиака, в котором хранится в изотермическом хранилище при атмосферном давлении и температуре минус 34°С, что позволяет обеспечить минимально возможное содержание растворенных газов в жидком аммиаке.
Второй компонент: диоксид углерода, являющийся побочным продуктом производства аммиака, выделяют из конвертированного газа методами абсорбции водными растворами органических или неорганических оснований. Выделенный таким образом может содержать примеси , , СО,  , , а также сернистых соединений из углеводородного сырья.
, , а также сернистых соединений из углеводородного сырья.
Поскольку реакция синтеза карбамида идет при повышенном давлении и температуре для сжатия компонентов сырья до давления синтеза, а затем для отделения и возврата непрореагировавших реагентов необходима электроэнергия и тепло греющего водяного пара. Для охлаждения и конденсации непрореагировавших компонентов, а также водяных паров на стадиях выпаривания необходима охлаждающая вода.
Товарный карбамид выпускается в виде прилл или гранул в зависимости от используемой технологии: приллирование в башнях или гранулирование в КС.
В настоящее время на территории Российской Федерации эксплуатируется 10 предприятий, производящих карбамид. Их географическое расположение, сроки введения в эксплуатацию, производительность, используемые технико-экономические показатели приведены в таблице 8.1.
Из представленной таблицы видно, что установки, введенные в эксплуатацию в более поздние сроки, имеют лучшие показатели по энергозатратам. Тем не менее благодаря проведенным реконструкциям даже очень старые агрегаты (эксплуатирующиеся с шестидесятых годов) продолжают эффективно работать, и по показателям энергозатрат не сильно уступают агрегатам, запущенным позднее.
Таблица 8.1 - Установки по производству карбамида в Российской Федерации по состоянию на 1 января 2015 года
|
N п/п |
Наименование предприятия |
Месторасположение |
Год ввода в эксплуатацию |
Годовой объем выпуска тыс. т/год |
Технологический процесс |
Примечание |
||
|
1 |
ОАО "Газпром нефтехим Салават": Цех N 24 (2 агрегата) Цех N 24 (2 агрегата) |
Г.Салават, Башкортостан |
1964 |
276,9 |
Полный жидкостный рецикл |
Данные за 2012 год |
||
|
Цех N 50 (2 агрегата) Реконструкция URECON®2006 |
1976 |
204,7 |
Полный жидкостный рецикл, URECON®2006 |
Данные за 2012 год |
||||
|
2 |
ОАО "Новомосковская акционерная компания "Азот" Цех N 2 (3 агрегата) Реконструкция URECON®2006 Цех N 3 1-я очередь 2-я очередь |
Г.Новомосковск, Тульская область |
1964 |
435,7* |
Полный жидкостный рецикл, URECON®2006 Автостриппинг Стриппинг в токе |
Данные за 2014 год |
||
|
3 |
ОАО "Невинномысский Цех N 2 (3 агрегата) Реконструкция Цех N 2А (1 агрегат) Реконструкция |
Г.Невинномысск, Ставропольского края |
1966 |
361,9* |
Полный жидкостный рецикл, URECON®2006 |
Данные за 2014 год |
||
|
4 |
ОАО "Куйбышевазот" Цех N 4 (2 агрегата) Реконструкция URECON®2006 |
Г.Тольятти, Самарская область |
1968 |
361,9* |
Полный жидкостный рецикл, URECON®2006 |
Данные за 2014 год |
||
|
6** |
ЗАО Корпорация "Тольятти Азот" Цех N 08 (1 агрегат) Цех N 09 (1 агрегат) |
Г.Тольятти, Самарская область |
1979 |
550,0 |
Автостриппинг Автостриппинг |
Данные за 2012 год |
||
|
7 |
Филиал "Азот" ОАО "ОХК "Уралхим" 1 агрегат |
Г.Березники, Пермского края |
1981 |
471,7 |
Усовершенствованный жидкостной рецикл |
Данные за 2014 год |
||
|
8 |
Пермское ОАО "Минеральные удобрения" 1 агрегат |
Г.Пермь |
1981 |
637,9 |
Усовершенствованный процесс "С" полного жидкостного рецикла |
Данные за 2014 год |
||
|
9 |
Кемеровское ОАО "Азот" 1 агрегат |
Г.Кемерово |
1982 |
515 |
Усовершенствованный жидкостной рецикл |
Данные за 2014 год |
||
|
10 |
АО "ФосАгро-Череповец" Цех N 1 (1 агрегат) Цех N 2 (1 агрегат) |
Г.Череповец, Вологодской области |
2012 |
450,0 |
Стриппинг в токе Стриппинг в токе |
Данные за 2014 год Данные за 2011 год |
||
|
* С учетом раствора на КАС. |
||||||||
_______________
** Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
Более половины установок карбамида, работающих в России, были введены в эксплуатацию в 1960-1980-е годы. Т.е. срок их эксплуатации составляет более 30 лет, что и определяет основные приоритетные проблемы отрасли производства карбамида.
Это в первую очередь физический и моральный износ оборудования. Также сюда относится недостаточная высокая энергоэффективность старых агрегатов. Кроме того, неоднозначная картина по экологической безопасности действующих производств.
Физически устаревшее оборудование при возникновении проблем с ним приводит к незапланированным остановкам, потере выработки и прибыли. Моральный износ оборудования связан с применением устаревших конструкций аппаратов и их внутренних элементов, что не позволяет вести процесс достаточно эффективно.
С этим связана другая проблема - недостаточная энергоэффективность старых производств. Применение устаревших конструкций оборудования и технологических схем в ряде случаев не позволяет достичь современного уровня энергопотребления. В первую очередь это касается агрегатов карбамида АК-70, работающих по технологии полного жидкостного рецикла.
Частично две данные проблемы решены за счет постепенного внедрения реконструкции данных агрегатов по технологии URECON®2006. Она позволяет приблизить показатели работы старых цехов к современному уровню, а также значительно продлить срок службы оборудования. Однако технология еще не реализована в полной мере на всех площадках.
Сложная ситуация в отрасли сложилась с узлами получения твердых товарных форм продукта (с получением жидких товарных форм, в виде растворов, проблем нет, поэтому мы их здесь не рассматриваем).
В середине семидесятых годов прошлого века существенно возросли требования потребителя к грануляционному составу продукта в отношении крупности и однородности гранул, а также к температуре отгружаемого продукта. Для получения карбамида в соответствии с указанными требованиями были разработаны новые башни приллирования с повышенной высотой полета гранул (70-85 м), оснащенные (для предотвращения деформации незатвердевших частиц и раскалывания затвердевших) встроенным аппаратом охлаждения гранул в КС и пылеочистным устройством инжекционного типа.
Построено более двух десятков башен приллирования в производствах карбамида России (6 шт.), Украины, Беларуси, Литвы, Узбекистана, Алжира, которые выпускают без дополнительной классификации и ретура, продукт с содержанием фракции 2-3 мм 94%-98% и прочностью около 1,0-1,1 кгс/гранулу (на размер средней фракции).
Пылеочистное устройство, смонтированное на башнях, позволяет двумя зонами промывки загрязненного воздуха обеспечить остаточное содержание пыли карбамида менее 10 мг/нм, что ниже предельных норм выбросов, установленных за рубежом. Однако ряд установок карбамида, построенных в начале восьмидесятых годов по договорам комплектной поставки с инофирмами, были укомплектованы башнями с высотой, недостаточной для получения крупных и прочных гранул, а установленные на них пылеочистные устройства практически неработоспособны (был предусмотрен байпас загрязненного воздуха, минуя очистное устройство прямо в атмосферу). Такие башни приллирования нуждаются в доработке и оснащении эффективными очистными сооружениями.
В настоящее время новые производства карбамида зачастую комплектуются установками грануляции в КС вместо башен приллирования. Данная технология обладает таким преимуществом, как повышенная прочность продукта. Необходимо отметить, что по результатам последних исследований Stamicarbon (доклад High-Efficiency Technology go Urea Fluid-Bed Granulator Exhaust Gas на Nitrogen+Syngas 2014) газы, отходящие с установки, содержат аммиак и субмикронную пыль карбамида (менее 1 мкм). Для очистки этих газов до нормативных показателей простой водной промывки недостаточно (предлагается система, содержащая шесть ступеней очистки, включаю зону электростатического улавливания и зону кислотной промывки).
8.1.1 Описание технологических процессов, используемых в настоящее время
8.1.1.1 Пошаговое описание применяемого технологического процесса (от получения сырья до получения концентрированного раствора включительно)
8.1.1.1.1 Полный жидкостный рецикл
В России эксплуатируются две разновидности схемы с полным жидкостным рециклом - классический процесс Stamicarbon и усовершенствованный процесс ТЕС. В свою очередь классический процесс Stamicarbon на большинстве предприятий получил усовершенствование в виде процесса URECON®2006 или его элементов.
8.1.1.1.1.1 Классический полный жидкостный рецикл (АК-70)
Данный процесс реализован на следующих предприятиях:
- ОАО "Газпром нефтехим Салават", цех 24, агрегаты 1-4;
- ОАО "Газпром нефтехим Салават", цех 50, агрегаты 1-2;
- ОАО "Куйбышев Азот", агрегаты 1, 2;
- ОАО "Акрон", агрегаты 1-4;
- ОАО "Невинномысский азот", агрегаты 1-3;
- ОАО "НАК "Азот", цех Карбамид 2, агрегаты 1-3.
Синтез карбамида из жидкого аммиака и газообразного диоксида углерода по технологии полного жидкостного рецикла проходит при температуре 180°С-195°С и давлении 18,5-20 МПа, с последующим выделением непрореагировавших компонентов на двух ступенях дистилляции и возвратом (рециклом) в узел синтеза в виде раствора карбамата.
Данный процесс был разработан в 1960-х годах фирмой Stamicarbon. В СССР в эти годы было закуплено несколько комплектов оборудования для агрегатов мощностью 270 т/сут. Данный процесс изначально не содержал в себе стадии обработки сточных вод. В 1964-1967 годах проводились работы, результаты которых способствовали ускорению освоения проектных мощностей, снижению расходных коэффициентов, решению вопроса взрывобезопасной эксплуатации, уменьшению загрязнения сточных вод и выхлопных газов, а также повышения качества продукта.
Рисунок 8.2 - Схема технологического процесса (включая получение готового продукта)
Подача реагентов
Диоксид углерода поступает из цеха по производству аммиака с давлением не менее 50 мм вод.ст. и температурой не более 45°С. Перед компримированием газ проходит влагоотделитель. С целью предотвращения коррозии в узле синтеза в поток диоксида углерода вентилятором нагнетается воздух в количестве, обеспечивающем объемную долю кислорода в диоксиде углерода 0,6%-0,7%. Диоксид углерода нагнетается компрессором в колонну синтеза с давлением 20 МПа.
Жидкий аммиак поступает в производство карбамида из заводских сетей с давлением 1,1 МПа. Насосами низкого давления аммиак через фильтры закачивается в танк аммиака, где смешивается с возвратным аммиаком из технологии. Из танка аммиак плунжерными насосами высокого давления с давлением 20 МПа и температурой 60°С-90°С подается в колонну синтеза.
В колонну синтеза насосами также подается раствор карбамата из узла рецикла.
Синтез
Реакция синтеза в колонне протекает в две стадии по уравнениям:
 кДж/моль (1)
кДж/моль (1)
 кДж/моль (2)
кДж/моль (2)
Аммиак и диоксид углерода реагируют по уравнению (1) с образованием карбамата аммония и выделением тепла. Равновесие реакции сдвигается вправо вследствие избытка аммиака, вводимого с исходными компонентами. Тепло, выделяющееся при взаимодействии аммиака и двуокиси углерода, используется для образования карбамида по реакции (2), протекающей с поглощением тепла. В целом процесс получения карбамида экзотермический, т.е. суммарный тепловой эффект реакции (1) и (2) положительный.
Характерной особенностью данного процесса является наличие только одного аппарата высокого давления - реактора синтеза.
Компоненты подаются в реактор синтеза в таком количестве, чтобы мольное соотношение  составляло
составляло  4. Высокое значение
4. Высокое значение  позволяет добиться большой степени конверсии в карбамид (до 65%-70%).
позволяет добиться большой степени конверсии в карбамид (до 65%-70%).
Среднее давление
Раствор карбамида после реактора синтеза с температурой 195°С дросселируется до давления 1,5-1,8 МПа и направляется в ректификационную колонну 1-й ступени.
Жидкая фаза из нижней части колонны поступает в подогреватель I ступени, где нагревается паром 1,4-1,6 МПа до температуры 145°С-162°С, при этом происходит разложение карбамата аммония и отделение основной части не прореагировавших аммиака и диоксида углерода от раствора карбамида.
Из подогревателя газожидкостная смесь направляется в сепаратор для разделения фаз. Газы из сепаратора направляются в среднюю часть ректификационной колонны.
Газообразный аммиак и диоксид углерода из верхней части ректификационной колонны направляется в конденсатор среднего давления (барботер). Здесь происходит абсорбция основной части и части . Тепло реакции снимается охлаждающей водой. Далее эта газо-жидкостная смесь с температурой 90°С-100°С поступает в промывную колонну.
Промывная колонна (тарельчатый аппарат) орошается свежим аммиаком. Здесь происходит окончательное поглощение и получившийся раствор карбамата с температурой 70°С-80°С насосами откачивается в колонну синтеза. Газообразный аммиак из промывной колонны с температурой 40°С-50°С направляется в конденсаторы аммиака и далее - в танк, из которого насосами высокого давления подается в колонну синтеза.
По оригинальной схеме газовая фаза из конденсаторов аммиака и танка аммиака отводится за пределы агрегата (к примеру, в цех аммиачной селитры).
Так как для возврата непрореагировавших реагентов используются 2 узла конденсации под давлением 1,8 МПа и 0,3 МПа, то в возвращаемых растворах содержится относительно большое количество воды (в противном случае при этих давлениях растворы не могут существовать). Вода негативно влияет на степень конверсии в реакторе синтеза и ухудшает энергоэффективность производства из-за большого удельного объема рецикла.
Низкое давление
Раствор карбамида после сепаратора 1-й ступени дросселируется до давления 0,2-0,4 МПа и подается на вторую ступень дистилляции. Принцип работы ее аналогичен первой ступени. Раствор карбамида подогревается в подогревателе до 135°С-142°С. Образовавшийся после конденсации газов раствор карбамата из сборника откачивается насосами в промывную колонну среднего давления.
По оригинальной схеме газовая фаза из сборника раствора карбамата низкого давления направляется за пределы агрегата (к примеру, в цех аммиачной селитры). Стоит отметить, что количество отводимых таким образом и может достигать 10 кг/т.
Раствор карбамида сливается в сборник, из которого затем насосами подается в узел выпаривания.
Выпаривание
Узел упаривания раствора предназначен для получения обезвоженного плава карбамида из водного раствора карбамида и подачи его на гранулирование. Процесс упаривания раствора карбамида проводится в две ступени. Каждая ступень состоит из теплообменника-испарителя и сепаратора.
На первой ступени выпарки раствор карбамида упаривается до массовой доли карбамида 93%-95% при температуре 120°С-140°С и давлении (абсолютном) 30-50 кПа. В испарителе используется пар с давлением 0,8 МПа.
В случае, если плав в дальнейшем подвергается приллированию, то на второй ступени выпарки раствор упаривается до массовой доли карбамида не менее 99,7%-99,8% при абсолютном давлении 3-10 кПа и температуре 134°С-142°С. В испарителе используется пар с давлением 0,4-0,9 МПа. В случае если плав подвергается грануляции, то раствор упаривается до концентраций 96%-98%.
Соковые пары (по большей части - вода) из сепараторов направляются в узел конденсации. Конструктивно узел конденсации представляет собой каскад кожухотрубных конденсаторов, охлаждаемых водой и систему паровых эжекторов (на паре 0,8 МПа). Все конденсаторы выпарки охлаждаются оборотной водой. Из хвостового конденсатора газовая фазы выбрасывается в атмосферу. Полученный конденсат сокового пара направляется в узел очистки сточных вод.
Обращение со сточными водами
Как было сказано выше, изначально схемы с полным жидкостным рециклом поставлялись без узла очистки сточных вод. В дальнейшем такие агрегаты были оснащены узлами десорбции и гидролиза образующихся сточных вод для удаления из них аммиака и карбамида.
Конденсат сокового пара из сборника через теплообменники подается насосом на верхнюю тарелку в десорбер первой ступени (вертикальный тарельчатый аппарат). В десорбере I ступени при температуре 130°С-145°С давлении 0,27-0,33 МПа из раствора происходит выделение паров , и воды. ПГС из десорбера с температурой 105°С-115°С поступает на конденсацию в конденсатор 2-й ступени дистилляции.
Аммиачная вода из десорбера I ступени насосом через теплообменник подается в гидролизеры (2 горизонтальных аппарата со встроенными теплообменниками) с температурой не более 195°С. В аппаратах с помощью подачи пара поддерживаются условия для разложения карбамида - давление 1,9 МПа, температура 190°С. Газожидкостная смесь дросселируется и с температурой 129°С отводится в сепаратор. Газовая фаза из сепаратора направляется в конденсатор 2-й ступени дистилляции. Жидкая фаза отводится в десорбер II ступени (вертикальный тарельчатый аппарат). Отгонка и здесь производится за счет нагрева раствора водяным паром, подаваемым в межтрубное пространство выносного кипятильника. В кубовой части поддерживается температура 115°С-125°С, давление в аппарате 0,15 МПа.
Очищенная сточная вода из десорбера II охлаждается в холодильнике до температуры 40°С, откуда насосом подается за пределы агрегата.
Газы десорбции проходят каплеотбойник и через межтрубное пространство горизонтального кожухотрубного конденсатора и сепаратор направляются в цех аммиачной селитры.
Описание процесса приведено в таблице 8.2, основное технологическое оборудование - в таблице 8.3, природоохранное оборудование - 8.4.
Таблица 8.2 - Описание технологического процесса
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Аммиак |
Компрессия |
Аммиак |
Насос |
|
|
1.2 |
Диоксид углерода |
Компрессия |
Диоксид углерода |
Компрессор |
|
|
1.3 |
Аммиак, диоксид углерода |
Смешение |
Раствор карбамата |
Смеситель |
|
|
1.4 |
Аммиак, диоксид углерода, карбамат аммония |
Синтез |
Раствор карбамида и карбамата аммония |
Реактор синтеза |
|
|
1.5 |
Раствор карбамида, карбамата аммония, аммиак, вода |
Дистилляция и рециркуляция |
Раствор карбамида, карбамата аммония, аммиак, вода |
Колонна дистилляции, конденсаторы |
Аммиак, диоксид углерода |
|
1.6 |
Раствор карбамида, карбамата аммония, аммиак, вода |
Выпаривание, конденсация |
Плав карбамида |
Испаритель, вакуум-сепаратор, конденсадор |
Аммиак |
|
1.7 |
Газы дистилляции |
Абсорбция газов |
Водный раствор аммиака |
Абсорбер |
Аммиак |
|
1.8 |
Водный раствор аммиака и карбамида |
Десорбция и гидролиз |
Аммиак |
Десорбер, колонна ректификации аммиака |
Аммиак, карбамид |
Таблица 8.3 - Основное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Насос аммиака высокого давления |
Компримирование аммиака |
Давление нагнетания 20 МПа |
|
Компрессор |
Компримирование диоксида углерода |
Давление нагнетания 20 МПа |
|
Карбаматный насос |
Подача раствора карбамата в узел синтеза |
Давление нагнетания 20 МПа |
|
Смеситель |
Смешение аммиака с диоксидом углерода (синтез карбамата) |
Давление 20 МПа |
|
Реактор синтеза карбамида |
Синтез карбамида |
Давление 20 МПа Температура 200°С |
|
Ректификационная колонна 1-й ступени |
Разложение карбамата аммония |
Давление 1,8 МПа Температура 160°С |
|
Подогреватель 1-й ступени |
Разложение карбамата аммония |
Давление 1,8 МПа Температура 160°С |
|
Сепаратор 1-й ступени |
Разделение газожидкостной смеси |
Давление 1,8 МПа Температура 160°С |
|
Конденсатор 1-й ступени (барботер) |
Конденсация |
Давление 1,8 МПа Температура 100°С |
|
Промывная колонна |
Конденсация |
Давление 1,8 МПа Температура 70°С |
|
Конденсатор аммиака |
Конденсация |
Давление 1,8 МПа Температура 25°С |
|
Ректификационная колонна 2-й ступени |
Разложение карбамата аммония |
Давление 0,3 МПа Температура 140°С |
|
Подогреватель 2-й ступени |
Разложение карбамата аммония |
Давление 0,3 МПа Температура 140°С |
|
Сепаратор 2-й ступени |
Разделение газожидкостной смеси |
Давление 0,3 МПа Температура 140°С |
|
Конденсатор 2-й ступени |
Конденсация |
Давление 0,3 МПа Температура 50°С |
|
Испаритель 1-й ступени выпарки |
Упаривание раствора карбамида |
Давление 0,03 МПа (абс.) Температура 130°С |
|
Сепаратор 1-й ступени выпарки |
Разделение газовой и жидкой фазы, предотвращение брызгоуноса |
Давление 0,03 МПа (абс.) Температура 130°С |
|
Испаритель 2-й ступени выпарки |
Упаривание раствора карбамида |
Давление 0,005 МПа (абс.) Температура 140°С |
|
Сепаратор 2-й ступени выпарки |
Разделение газовой и жидкой фазы, предотвращение брызгоуноса |
Давление 0,005 МПа (абс.) Температура 140°С |
Таблица 8.4 - Природоохранное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Хвостовой абсорбер |
Абсорбция аммиака после стадий: синтеза; дистилляции; ректификации |
Давление - атмосферное Температура 45°С |
|
Хвостовой конденсатор |
Конденсация аммиака после узла выпаривания |
Давление - атмосферное Температура 45°С |
|
Десорбер 1-й ступени |
Удаление |
Давление 0,35 МПа Температура 140°С |
|
Десорбер 2-й ступени |
Удаление |
Давление - атмосферное Температура 110°С |
|
Гидролизер |
Разложение карбамида в сточной воде |
Давление 1,8 МПа Температура 190°С |
8.1.1.1.2 ТЕС - усовершенствованный процесс "С" с полным жидкостным рециклом на ОАО "Минеральные удобрения", Пермь
С момента учреждения в 1961 году компания Toyo Engineering Corporation приобрела известность как инжиниринговый подрядчик и лицензиар процесса получения карбамида. За прошедшие годы компания выполняла проектирование, строительство и пуско-наладку более чем 100 установок карбамида по собственным технологиям, включая процесс грануляции карбамида.
В Россию (СССР), г.Пермь, фирмой ТЕС в 1980 году была поставлена первая установка производительностью 1500 т/сут, в которой применяется усовершенствованный процесс С полного жидкостного рецикла - последняя модификация (на тот период времени) процесса карбамида фирмы Mitsui Toatsu, разработанная специально для крупномасштабных установок.
В схеме ТЕС, как и в классической схеме с полным жидкостным рециклом используется один аппарат с высоким давлением (реактор синтеза) и трехступенчатая дистилляция.
Подача реагентов
Пар высокого давления, поступающий из производства аммиака, подают на паровую турбину, приводящую в действие турбокомпрессор газообразного диоксида углерода. Пар после турбины под давлением 1,3 МПа используется затем в технологическом процессе.
Газообразный диоксид углерода поступает из производства аммиака с температурой 35°С. Далее он сжимается в компрессоре до 25 МПа и подается в реактор синтеза. Между 2-й и 3-ей ступенями компрессора диоксид углерода проходит очистку от горючих примесей в реакторе выжигания в присутствии кислорода до содержания 0,01%.
Аммиак поступает на производство с давлением 1,8 МПа, температурой -34°С. Пройдя подогреватель-регенератор, он смешивается с возвратным аммиаком и поступает в сборник с параметрами 1,6 МПа и 39°С. Из сборника аммиак насосами высокого давления сжимается до 25 МПа и направляется в реактор синтеза через подогреватель с температурой 79°С.
В реактор также подается регенерированный раствор карбамата аммония.
Высокое давление
Рабочие условия, созданные в реакторе (температура 190°С-200°С и давление 23-25 МПа), позволяют получить очень высокую степень конверсии диоксида углерода - до 72%, однако стоит отметить, что такие высокие значения степени конверсии достигаются за счет значительного содержания карбамида в рецикловом растворе карбамата аммония (порядка 10%-13% масс.) в этих условиях кажущееся увеличение степени конверсии составляет более 3,5% абс.
Среднее давление
Трехступенчатая система дистилляции работает под давлением 1,5-2 МПа, 0,2-0,3 МПа и атмосферным давлением.
Раствор карбамида из реактора синтеза дросселируется до давления 1,7 МПа и с температурой 123°С подается в узел дистилляции среднего давления.
Колонна дистилляции первой ступени состоит из двух частей: верхней (ректификационной) с ситчатыми тарелками и нижней, представляющей собой отпарной аппарат пленочного типа. Дистилляция идет за счет подогрева раствора в выносном кипятильнике (до 151°С), а затем нижней части аппарата (до 165°С) паром.
Раствор карбамида из нижней части колонны дистилляции первой ступени проходит через теплообменник для передачи тепла плава раствору второй ступени дистилляции.
Газовая фаза направляется в барботажный холодильник, где при температуре 100°С около 65% абсорбируется жидким и раствором карбамата.
Оставшиеся газы поступают в абсорбер высокого давления, где при температуре 60°С и давлении 1,65 МПа смесью и слабого раствора карбамата из абсорбера низкого давления абсорбируется оставшаяся часть . Очищенный от газообразный аммиак поступает в конденсаторы и далее в сборник, а затем возвращается в узел синтеза.
Получившийся раствор карбамата с температурой 100°С подается в узел синтеза с помощью насосов высокого давления.
Низкое давление
Колонна дистилляции второй ступени работает при давлении 0,25 МПа, оборудована выносным кипятильником, тарелками в верхней части и слоем насадки в нижней части. Для более полного выделения из раствора и используется принцип стриппингования, для чего в нижнюю часть разлагателя подают диоксид углерода от компрессора, благодаря чему сокращается подача воды на абсорбцию. Снижение количества воды в абсорбционной системе в свою очередь способствует высокой конверсии.
Газовая фаза из колонны подается в абсорбер низкого давления барботажного типа для конденсации при температуре 70°С.
Неабсорбированные газы дросселируются до атмосферного давления и в смеси газов из газосепаратора (третья ступень дистилляции) подаются в атмосферный абсорбер. Здесь при температуре 36°С происходит абсорбция. Инерты из абсорбера в смеси газом из хвостового абсорбера с помощью газодувки подаются в газосепаратор (третья ступень дистилляции) и промывную колонну отходящих газов.
Атмосферное давление
Третья ступень дистилляции состоит из газосепаратора, разделенного на две части глухой тарелкой: верхняя работает под давлением 0,03 МПа и температуре 106°С, а нижняя часть - под атмосферным давлением и температуре 92°С. В верхней части отгоняется большая часть и , выделившихся в результате дросселирования.
Кристаллизация
Окончательное выделение и из раствора проводят в обогреваемом сепараторе, из которого раствор направляют в вакуум-кристаллизатор. Процесс кристаллизации протекает при температуре 60°С. Кристаллы мочевины из раствора промывают от биурета и отделяют в центрифуге, затем с помощью пневмотранспорта сушат и подают на верх башни приллирования, где кристаллы плавят, и полученный расплав диспергируют в башне. Гранулы охлаждаются сначала в полете (воздухом), а затем дополнительно в аппарате охлаждения гранул в КС, расположенном в нижней части башни. Готовый продукт после классификации направляют на склад или упаковку. Газы дистилляции от дистилляторов конденсируют и абсорбируют в соответствующих абсорберах.
После отделения кристаллов в маточнике остается такая нежелательная примесь, как биурет. Проблема решается путем подачи части маточника - насыщенного раствора карбамида с высоким содержанием биурета в зону синтеза, где биурет подвергается процессу аммонолиза с образованием карбамида.
В результате применения узла кристиллизации данная схема позволяет получать карбамид с низким содержанием биурета 0,3%-0,4%.
Очистка сточных вод, абсорбция
Технологический конденсат, содержащий аммиака до 0,53 масс. % и карбамида до 3,86% масс., насосом через рекуперативный теплообменник подается через подогреватель в 1-ую отпарную колонну.
Колонна представляет собой цилиндрический вертикальный аппарат насадочного типа, заполненный 2-я секциями насадки. Температура в верхней части 132°С-137°С, в нижней части 140°С-143°С. Регулирование температуры в нижней части осуществляется циркуляцией части кубового продукта через кипятильник.
Очищенный в процессе десорбции от аммиака и диоксида углерода технологический конденсат, содержащий аммиака до 0,41 масс. % и карбамида до 3,63% масс., последовательно охлаждается в кожухотрубчатых теплообменниках. После охлаждения технологический конденсат подается в технологию.
Газовая фаза из 1-й отпарной колонны с температурой 132°С-137°С и давлением 0,28 МПа поступает в абсорбер низкого давления. Соковый конденсат из абсорбера с температурой 25°С-45°С сливается в емкость. Из емкости - на орошение концевого абсорбера.
Несконденсировавшийся после конденсаторов газ паровым эжектором подается в нижнюю часть концевого абсорбера. Часть газовой фазы из концевого абсорбера газодувкой возвращается в технологический цикл в газосепаратор, а другая часть направляется в колонну для промывки отходящих газов.
Колонна для промывки отходящих газов представляет собой вертикальный цилиндрический аппарат насадочного типа. Инертный газ, очищенный от аммиака, сбрасывается в атмосферу.
Из концевого абсорбера раствор с температурой 57°С-68°С сливается в емкость, где смешиваются с технологическим конденсатом из колонны для промывки отходящих газов и насосом через подогреватель подается на 4-ю тарелку 2-й отпарной колонны.
2-я отпарная колонна представляет собой вертикальный цилиндрический аппарат, состоящий из двух частей, разделенный глухой тарелкой. В верхней части отпарной колонны температура 142°С-145°С, в нижней части - 148°С-149°С.
Для разложения карбамида раствор с глухой тарелки насосом через подогреватель подается в гидролизер, где при температуре 176°С-180°С и давлении 1 МПа происходит разложение карбамида на аммиак и диоксид углерода. Из гидролизера газожидкостная смесь поступает в кубовую часть 2-й отпарной колонны для десорбции аммиака.
Очищенный технологический конденсат охлаждается до температуры не более 81°С в теплообменнике, после чего поступает на подпитку водооборотного цикла.
Описание процесса приведено в таблице 8.5, основное технологическое оборудование - в таблице 8.6, природоохранное оборудование - 8.7.
Таблица 8.5 - Описание технологического процесса
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Аммиак, диоксид углерода |
Прием и хранение сырья |
Аммиак, диоксид углерода |
Скруббер- |
|
|
1.2 |
Аммиак |
Компрессия |
Аммиак |
Насос |
|
|
1.3 |
Диоксид углерода |
Компрессия |
Диоксид углерода |
Компрессор |
|
|
1.4 |
Аммиак, диоксид углерода, раствор карбамата |
Синтез карбамида |
Раствор карбамида, карбамата аммония, аммиак, вода |
Реактор синтеза |
|
|
1.6* |
Раствор карбамида, карбамата аммония, аммиак, вода |
Дистилляция и рециркуляция |
Раствор карбамида, карбамата аммония, аммиак, вода |
Подогреватели, сепараторы, конденсаторы |
|
|
1.7 |
Раствор карбамида, карбамата аммония, аммиак, вода |
Кристаллизация, конденсация |
Плав карбамида |
Кристаллизаторы, конденсаторы |
|
|
1.8 |
Водный раствор аммиака и карбамида |
Десорбция, гидролиз |
Аммиак |
Десорбер, гидролизер |
Аммиак, карбамид |
|
1.9 |
Газообразный аммиак, инерты |
Абсорбция |
Газообразный аммиак, инерты |
Абсорберы |
Аммиак |
_______________
* Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 8.6 - Основное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Насос аммиака высокого давления |
Компремирование аммиака |
Давление нагнетания 25 МПа |
|
Компрессор |
Компремирование диоксида углерода |
Давление нагнетания 25 МПа |
|
Реактор синтеза карбамида |
Синтез карбамида |
Давление 25 МПа Температура 200°С |
|
Насос раствора карбамата |
Подача раствора карбамата в узел синтеза |
Давление 25 МПа Температура 100°С |
|
Колонна дистилляции 1-й ступени |
Разложение карбамата аммония |
Давление 1,7 МПа Температура 165°С |
|
Кипятильник 1-й ступени дистилляции |
Разложение карбамата аммония |
Давление 1,7 МПа Температура 151°С |
|
Конденсатор 1-й ступени дистилляции (барботер) |
Конденсация |
Давление 1,7 МПа |
|
Абсорбер высокого давления |
Конденсация |
Давление 1,7 МПа Температура 60°С |
|
Колонна дистилляции 2-й ступени |
Разложение карбамата аммония |
Давление 0,25 МПа Температура 115°С |
|
Кипятильник 2-й ступени дистилляции |
Разложение карбамата аммония |
Давление 0,25 МПа Температура 115°С |
|
Абсорбер низкого давления (барботер) |
Абсорбция |
Давление 0,25 МПа Температура 70°С |
|
Газосепаратор (3-я ступень дистилляции) |
Разложение карбамата аммония |
Давление - атмосферное Температура 106°С |
|
Абсорбер под атмосферным давлением (узла дистилляции) |
Очистка отходящих газов |
Давление - атмосферное Температура 36°С |
|
Кристаллизатор |
Разделение жидкой и газовой фаз |
Давление - атмосферное Температура 60°С |
Таблица 8.7 - Природоохранное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Промывная колонна отходящих газов |
Очистка отходящих газов |
Давление - атмосферное Температура 40°С |
|
2-ая отпарная колонна |
Удаление |
Давление 0,28 МПа Температура 125°С |
|
Гидролизер |
Разложение карбамида в сточной воде |
Давление - 1 МПа Температура 180°С |
8.1.1.1.3 Технология URECON®2006 (в том числе - с элементами данной технологии)
Данная технология реализована на следующих предприятиях:
- ОАО "Куйбышев Азот", агрегаты 1, 2;
- ОАО "Акрон", агрегаты 1-4;
- ОАО "Газпром нефтехим Салават", цех 50, агрегаты 1, 2;
- ОАО "Невинномысский азот", агрегаты 1-3;
- ОАО "НАК "Азот", цех Карбамид 2, агрегаты 1-3.
Технология URECON®2006 представляет собой усовершенствованную схему с полным жидкостным рециклом. URECON®2006 использует принципиально новые аппараты и устройства с оптимизированной гидродинамикой движения потоков внутри аппаратов и высокой эффективностью тепло- и массообмена. Технология URECON®2006 может быть использована как для проведения реконструкции агрегата карбамида, так и для строительства нового агрегата карбамида по схеме усовершенствованного полного жидкостного рецикла (см. рисунок 8.3).
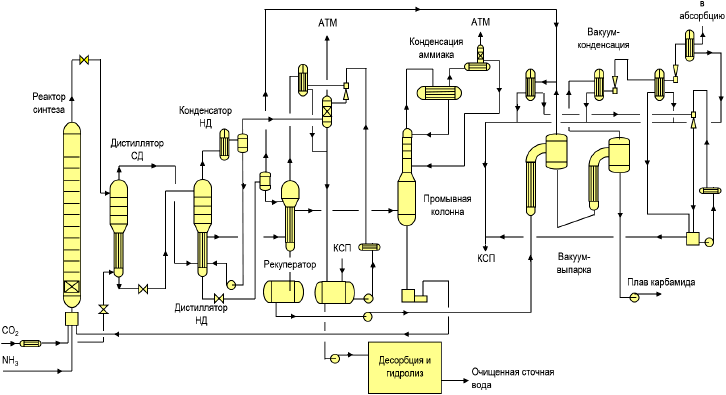
Рисунок 8.3 - Агрегат карбамида по технологии URECON®2006
Основные отличия URECON®2006 от технологии полного жидкостного рецикла кроются в конструкции узла синтеза и оформлении узлов дистилляции среднего и низкого давлений. Поэтому приведем здесь описание только этих узлов.
Высокое давление
Синтез протекает при давлении 20 МПа и температуре 190...195°С. В реактор устанавливается комплект внутренних устройств (КВУ), состоящий из вихревого смесителя, насадки продольного секционирования и массообменных тарелок. Установка КВУ позволяет получить максимальную степень конверсии сырья в карбамид в интенсивных условиях протекания процесса.
Среднее давление
Дистилляция среднего давления проводится при давлении 1,8-2,0 МПа и температуре 155°С165°С.
Дистиллятор среднего давления представляет собой совмещенные в одном аппарате массообменный тарельчатый аппарат и пленочный теплообменник-испаритель (стриппер) с подачей стриппинг-агента (см. рисунок 8.4). В межтрубное пространство теплообменника подается насыщенный пар. Затем отогнанные из раствора аммиак и диоксид углерода контактируют на массообменных тарелках со свежим раствором, подаваемым в верхнюю часть аппарата.
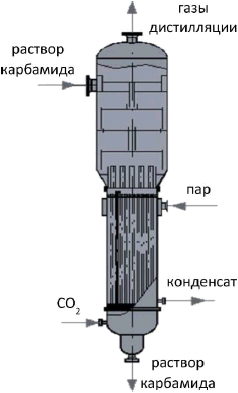
Рисунок 8.4 - Дистиллятор среднего давления
Низкое давление
Раствор карбамида из дистиллятора среднего давления направляется в массообменную часть дистиллятора низкого давления. Газы дистилляции среднего давления, выходящие из дистиллятора среднего давления, направляются для рекуперации тепла в межтрубное пространство дистиллятора низкого давления. Дистиллятор низкого давления также совмещает в одном аппарате функции колонны дистилляции и пленочного теплообменника-испарителя (см. рисунок 8.5). Отличием процесса кроме физических параметров является использование вместо тепла конденсации водяного пара, тепла конденсации газов дистилляции среднего давления. Вместе с газами дистилляции среднего давления в межтрубное пространство дистиллятора низкого давления подается и большая часть раствора карбамата низкого давления от насосов.
Дистилляция низкого давления проводится при давлении 0,25-0,35 МПа и температуре 125°С-135°С.
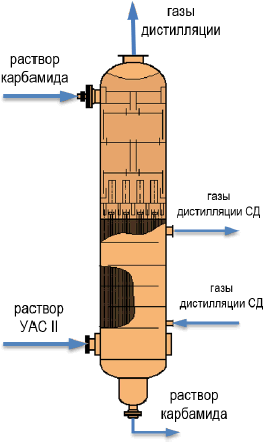
Рисунок 8.5 - Дистиллятор низкого давления
Газы дистилляции низкого давления из верхней части дистиллятора низкого давления направляются в конденсатор, охлаждаемый оборотной водой. В него также подается раствор карбамата из узла десорбции и гидролиза. Газожидкостная смесь из конденсатора отводится в емкость. Насосами большая часть раствора карбамата низкого давления подается в межтрубное пространство дистиллятора низкого давления. Оставшееся количество раствора карбамата подается на нижнюю тарелку в промывную колонну. Несконденсировавшиеся газы из емкости направляются в абсорбер.
Форвыпарка
Раствор карбамида из дистиллятора низкого давления дросселируется и подается в теплообменник-рекуператор форвыпарки (см. рисунок 8.6). Рекуперативный теплообменник позволяет использовать тепло газов дистилляции для подогрева раствора карбамида и исключает расход пара на подогреватель.
В теплообменнике-рекуператоре при остаточном давлении 5060 кПа и температуре 95°С-105°С происходит окончательная отгонка аммиака и диоксида углерода и предварительное упаривание раствора, за счет использования тепла конденсации-абсорбции газов дистилляции среднего давления, подаваемых в межтрубное пространство рекуператора из межтрубного пространства дистиллятора низкого давления. Вакуум в аппарате создается за счет конденсации соковых паров в конденсаторе форвыпарки. Инерты из конденсатора отсасываются водоструйным эжектором. В качестве рабочего потока в эжекторе используется раствор из сборника конденсата сокового пара, циркулирующий с помощью насосов. Раствор после эжектора используется в качестве орошения абсорбера, в котором происходит абсорбция сдувок дистилляции низкого давления. Тепло абсорбции снимается оборотной водой в холодильнике. Инерты из абсорбера сбрасываются на свечу.
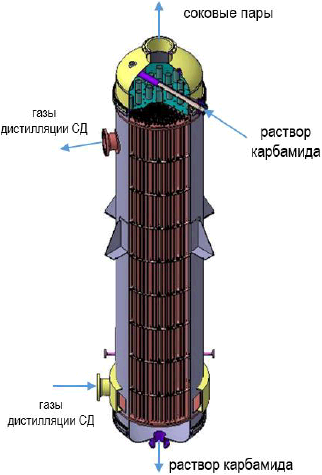
Рисунок 8.6 - Теплообменник-рекуператор
Раствор карбамида из теплообменника-рекуператора, закрепленный до концентрации 79-81 масс. % сливается в сборник раствора карбамида.
Газожидкостная смесь из межтрубного пространства теплообменника-рекуператора направляется для полной конденсации и абсорбции в узел промывной колонны.
Агрегат по схеме URECON®2006 имеет современные технико-экономические показатели: расходный коэффициент по - 567-570 кг/т; по - 734-750 кг/т; по пару - 0,80-0,85 Гкал/т.
По данной технологии реконструированы агрегаты карбамида на ЗАО "Куйбышевазот", ОАО "Невинномысский азот", ОАО НАК "Азот", ОАО "Газпром нефтехим Салават" (цех N 50), ОАО "Акрон" (г.В.Новгород), ОАО "Максам-Чирчик", Узбекистан.
В результате проведенных реконструкций достигнуты следующие показатели:
- увеличение мощности с 250-400 до 500-550 т/сут;
- снижение энергопотребления на 25%;
- стабильность и надежность работы оборудования.
Описание процесса приведено в таблице 8.8, основное технологическое оборудование - в таблице 8.9, природоохранное оборудование - 8.10.
Таблица 8.8 - Описание технологического процесса
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Аммиак |
Компрессия |
Аммиак |
Насос |
|
|
1.2 |
Диоксид углерода |
Компрессия |
Диоксид углерода |
Компрессор |
|
|
1.3 |
Аммиак, диоксид углерода |
Смешение |
Раствор карбамата |
Смеситель |
|
|
1.4 |
Аммиак, диоксид углерода, раствор карбамата |
Синтез |
Раствор карбамида и карбамата аммония |
Реактор синтеза |
|
|
1.5 |
Раствор карбамида, карбамата аммония, аммиак, вода |
Дистилляция и рециркуляция |
Раствор карбамида, карбамата аммония, аммиак, вода |
Колонна дистилляции, конденсаторы |
|
|
1.6 |
Раствор карбамида, карбамата аммония, аммиак, вода |
Выпаривание, конденсация |
Плав карбамида |
Испаритель, вакуум-сепаратор, конденсадор |
|
|
1.7 |
Газы дистилляции |
Абсорбция газов |
Водный раствор аммиака |
Абсорбер |
Аммиак |
|
1.8 |
Водный раствор аммиака и карбамида |
Десорбция и гидролиз |
Аммиак |
Десорбер, колонна ректификации аммиака |
Аммиак, карбамид |
Таблица 8.9 - Основное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Насос аммиака высокого давления |
Компримирование аммиака |
Давление нагнетания 20 МПа |
|
Компрессор |
Компримирование диоксида углерода |
Давление нагнетания 20 МПа |
|
Карбаматный насос |
Подача раствора карбамата в узел синтеза |
Давление нагнетания 20 МПа |
|
Смеситель |
Смешение аммиака с диоксидом углерода (синтез карбамата) |
Давление 20 МПа |
|
Реактор синтеза карбамида |
Синтез карбамида |
Давление 20 МПа Температура 200°С |
|
Дистиллятор 1-й ступени |
Разложение карбамата аммония |
Давление 1,8 МПа Температура 165°С |
|
Конденсатор 1-й ступени (барботер) |
Конденсация |
Давление 1,8 МПа Температура 100°С |
|
Промывная колонна |
Конденсация |
Давление 1,8 МПа Температура 70°С |
|
Конденсатор аммиака |
Конденсация |
Давление 1,8 МПа Температура 25°С |
|
Дистиллятор 2-й ступени |
Разложение карбамата аммония |
Давление 0,3 МПа Температура 135°С |
|
Конденсатор 2-й ступени |
Конденсация |
Давление 0,3 МПа Температура 50°С |
|
Теплообменник-рекуператор |
Разложение карбамата аммония |
Давление 0,05-0,06 МПа (абс.) Температура 105°С |
|
Испаритель 1-й ступени выпарки |
Упаривание раствора карбамида |
Давление 0,03 МПа (абс.) Температура 130°С |
|
Сепаратор 1-й ступени выпарки |
Разделение газовой и жидкой фазы, предотвращение брызгоуноса |
Давление 0,03 МПа (абс.) |
|
Испаритель 2-й ступени выпарки |
Упаривание раствора карбамида |
Давление 0,005 МПа (абс.) Температура 140°С |
|
Сепаратор 2-й ступени выпарки |
Разделение газовой и жидкой фазы, предотвращение брызгоуноса |
Давление 0,005 МПа (абс.) Температура 140°С |
Таблица 8.10 - Природоохранное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Хвостовой абсорбер |
Абсорбция аммиака после стадий: синтеза; дистилляции; ректификации |
Давление - атмосферное Температура 45°С |
|
Хвостовой конденсатор |
Конденсация аммиака после узла выпаривания |
Давление - атмосферное Температура 45°С |
|
Десорбер 1-й ступени |
Удаление |
Давление 0,35 МПа Температура 140°С |
|
Десорбер 2-й ступени |
Удаление |
Давление - атмосферное Температура 110°С |
|
Гидролизер |
Разложение карбамида в сточной воде |
Давление 1,8 МПа Температура 190°С |
8.1.1.1.4 Стриппинг в токе
Процесс реализован на следующих предприятиях:
- ОАО "Невинномысский азот", цех 2а;
- ОАО "НАК "Азот", цех Карбамид 3, очередь 2;
- АО "ФосАгро-Череповец", ЦПМ N 1, ЦПМ N 2.
Производство карбамида из жидкого аммиака и газообразной двуокиси углерода по технологии стриппинга в токе компании Stamicarbon, Нидерланды производится при температуре 170°С-185°С и давлении 13,5-14,5 МПа.
Непрореагировавшие и выделяют из плава синтеза и конденсируют их при высоком давлении. При этом теплоту конденсации газов дистилляции можно отводить при сравнительно высокой температуре, получая пар низкого давления, пригодный для утилизации. Выделение непрореагировавших веществ при высоком давлении осуществляют продувкой .
В стриппинг-процессах большую часть непревращенного карбамата аммония, содержащегося в плаве синтеза, удаляют и возвращают в реактор до того, как понизить давление. Это позволяет снизить количество воды в возвращаемых компонентах, что приводит к улучшению условий синтеза, уменьшению энергозатрат.
Схема технологического процесса приведена на рисунке 8.7.
Рисунок 8.7 - Схема технологического процесса (включая получение готового продукта)
Подача реагентов
Диоксид углерода поступает из цеха по производству аммиака. Перед компримированием возможна подготовка газа в узлах его охлаждения и выжигания горючих компонентов. С целью предотвращения коррозии в узле синтеза в поток диоксида углерода вентилятором нагнетается воздух, в количестве обеспечивающем объемную долю кислорода в диоксиде углерода 0,75-0,95%. Диоксид углерода нагнетается компрессором в узел синтеза с давлением 14,2-15,2 МПа и температурой 90°С-125°С.
Жидкий аммиак поступает в производство карбамида из заводских сетей с температурой от минус 34 до плюс 25°С и давлением 1,3-2,1 МПа. Осуществляется подогрев до температуры 10°С-25°С и далее насосами высокого давления аммиак подается в узел синтеза с давлением 15,1-17,2 МПа.
Высокое давление
Узел синтеза состоит из реактора синтеза, карбаматного конденсатора, скруббера и стриппера. Характерной особенностью данной технологии является то, что все аппараты узла синтеза работают под одним и тем же давлением, а движение потоков осуществляется под действием сил гидростатики.
Раствор карбамида после реактора синтеза с температурой 180°С-185°С содержанием карбамида не менее 31% направляется в стриппер для разложения не конвертированного карбамата аммония. Компоненты подаются в реактор синтеза в таком количестве, чтобы мольное соотношение составляло 3. Средняя степень конверсии в таких агрегатах 58%-60%.
Инерты, непрореагировавшие аммиак и диоксид углерода из верхней части реактора синтеза отводятся в скруббер высокого давления.
Стриппинг-процесс ведут таким образом, чтобы массовая доля аммиака в растворе, покидающем стриппер, составляла не более 9,0%. Греющим агентом выступает пар с давлением 1,7-2,1 МПа, подаваемый из сетей предприятия.
Отогнанные в стриппере газы - и (а также небольшая часть воды) - направляются для конденсации в карбаматный конденсатор. Там проходит реакция (1) и избыточное тепло отводится в виде пара низкого давления (НД), используемого на нужды цеха. Давление получаемого пара составляет 0,33-0,58 МПа. Условия работы карбаматного конденсатора подобраны таким образом, чтобы степень конденсации газовой фазы составляла ~80%. Тепло конденсации оставшейся части газовой фазы необходимо для поддержания режима автотермичности в реакторе синтеза.
Полученный в карбаматном конденсаторе раствор карбамата и газовая фаза с температурой 168°С-175°С направляются в реактор синтеза.
Газовая фаза из реактора в присутствии раствора раствора карбамата из узла конденсации низкого давления , и вода конденсируются в скруббере высокого давления и получившийся раствор с температурой 158°С-168°С с помощью эжектора подается в карбаматный конденсатор. Рабочим потоком при этом является поток жидкого аммиака высокого давления. Нормальную работу скруббера обеспечивает циркуляция конденсата с температурой на входе в скруббер не менее 100°С и перепадом температур по выходу и входу конденсата не менее 8°С.
Газовая фаза из сепарирующей части скруббера отводится в абсорбер низкого давления под давлением 0,55-0,65 МПа. Орошение в абсорбере производится конденсатом сокового пара из узла конденсации вакуум-выпарки. Далее газовая фаза смешивается в эжекторе с воздухом и выбрасывается в атмосферу.
Таким образом в узле синтеза осуществляется газовый рецикл большей части непрореагировавших компонентов. При этом не требуется наличие насоса высокого давления для закачивания большого объема возвратного раствора карбамата в узел синтеза.
Обратной стороной экономии энергоресурсов и снижения количества дорогостоящего динамического оборудования является увеличение размера и количества аппаратов высокого давления (4 шт.) со снижением эффективности работы реактора синтеза (относительно, к примеру, технологии с полным жидкостным рециклом).
Низкое давление
Раствор из стриппера направляется в узел рециркуляции. Узел рециркуляции предназначен для удаления из раствора карбамида непрореагировавших аммиака и диоксида углерода и возврата их в узел синтеза в виде раствора карбамата. Отличительной особенностью технологии стриппинга является наличие всего одной ступени дистилляции с давлением, отличным от давления синтеза.
Раствор, выходящий из стриппера с температурой 170°С, дросселируется до давления не более 0,32 МПа и поступает в колонну ректификации. При дросселировании температура раствора снижается до 95°С-115°С. Колонна ректификации состоит из теплообменной и массообменной частей.
В ректификационной колонне газожидкостная смесь форсункой равномерно распределяется по насадке массообменной части и стекает вниз. Пройдя слой насадки, раствор поступает в теплообменник (подогреватель), где нагревается паром до температуры 130°С-140°С (используется пар, образующийся в карбаматном конденсаторе высокого давления). В подогревателе происходит окончательное разложение карбамата на аммиак и диоксид углерода. Раствор карбамида из колонны с массовой долей карбамида не менее 67,0% проходит дополнительную стадию удаления остаточного аммиака под вакуумом 40-45 кПа представляющую собой вакуум-сепаратор и затем сливается в сборник раствора карбамида. Соковые пары из вакуум-сепаратора направляются в узел конденсации.
Газовая фаза из колонны ректификации, обогащенная (н/б 35%) и (н/б 50%), а также с некоторым содержанием воды, направляется на конденсацию. В конденсаторе, охлаждаемом циркулирующим конденсатом с температурой 45°С-60°С, происходит образование раствора карбамата. Не сконденсировавшиеся в конденсаторе газы и раствор карбамата поступают в сборник раствора карбамата. Из сборника раствор с массовой долей аммиака не более 33%, диоксида углерода не более 38% и температурой 60°С-77°С насосами высокого давления подается в скруббер высокого давления.
Газообразный аммиак, диоксид углерода и инерты из сборника раствора карбамата поступают в скруббер абгазов, где происходит поглощение и . Тепло абсорбции отводится оборотной водой в холодильнике. Газовая фаза из скруббера с незначительным содержанием аммиака направляется в концевой конденсатор, а далее - в выхлопную трубу с системой очистки и затем в атмосферу.
Выпаривание
Из сборника раствор с массовой долей карбамида не менее 67% и температурой 85°С-98°С подается насосом в узел выпаривания. Узел упаривания раствора предназначен для получения плава карбамида из водного раствора карбамида и подачи его на гранулирование. Процесс упаривания раствора карбамида проводится в две ступени. Каждая ступень состоит из теплообменника-испарителя и сепаратора.
На первой ступени выпарки раствор карбамида упаривается до массовой доли карбамида 95% при температуре 123°С-130°С и давлении (абсолютном) не более 50 кПа. В испарителе используется пар, получаемый в карбаматном конденсаторе высокого давления.
На второй ступени выпарки раствор упаривается до массовой доли карбамида не менее 99,7% при абсолютном давлении не более 5 кПа и температуре 136°С-140°С. В испарителе используется пар с давлением 0,4-0,9 МПа.
Соковые пары из сепараторов направляются в узел конденсации. Конструктивно узел конденсации представляет собой каскад вертикальных кожухотрубных конденсаторов, охлаждаемых водой и систему паровых эжекторов. Все конденсаторы выпарки охлаждаются оборотной водой. Не сконденсировавшиеся в концевом конденсаторе пары и инерты отводятся для окончательного улавливания в скруббер, работающий под атмосферным давлением. Из скруббера газовая фаза направляется в выхлопную трубу с системой очистки и далее в атмосферу. Полученный конденсат сокового пара направляется в узел очистки сточных вод - десорбции и гидролиза.
Обращение со сточными водами
В схеме стриппинга применяется узел очистки сточных вод, состоящий из двух десорберов и гидролизера, а также системы рекуперативных теплообменников и узла конденсации газов десорбции.
Конденсат сокового пара из сборника с помощью насоса предварительно подогретый в рекуперативном теплообменнике теплом отходящей очищенной сточной воды подается в десорбер первой ступени (вертикальный тарельчатый аппарат). В десорбере I ступени при температуре 130°С-145°С давлении 0,28-0,40 МПа из раствора происходит выделение паров , и воды. ПГС из десорбера с температурой 111°С-125°С поступает на конденсацию в конденсатор, охлаждаемый циркуляционным конденсатом с температурой 45°С-65°С. Сконденсировавшиеся , и вода поступают в сборник и в виде раствора карбамата откачиваются насосом в конденсатор узла рециркуляции. Несконденсировавшиеся газы направляются в скруббер атмосферного давления.
Аммиачная вода из десорбера I ступени насосом через рекуперативный теплообменник подается в верхнюю часть гидролизера (вертикальный тарельчатый аппарат). В аппарате с помощью подачи острого пара высокого давления поддерживаются условия для разложения карбамида - давление 1,5-1,8 МПа, температура не более 190°С. ПГС отводится в среднюю часть десорбера I ступени. Жидкая фаза отводится в десорбер II ступени (вертикальный тарельчатый аппарат). Отгон и здесь производится за счет нагрева раствора водяным паром давлением 0,6-1,0 МПа, подаваемым в межтрубное пространство выносного кипятильника.
ПГС с температурой 135°С-145°С из верхней части десорбера II ступени отводится в нижнюю часть десорбера I ступени. Очищенная сточная вода из десорбера II с температурой 135°С-150°С охлаждается сначала в рекуперативном теплообменнике, а затем в водяном холодильнике до температуры 40°С, откуда насосом подается за пределы агрегата.
Описание процесса приведено в таблице 8.11, основное технологическое оборудование - в таблице 8.12, природоохранное оборудование - 8.13.
Таблица 8.11 - Описание технологического процесса
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Аммиак, диоксид углерода |
Прием и хранение сырья |
Аммиак, диоксид углерода |
Скруббер-охладитель |
|
|
1.2 |
Аммиак |
Компрессия |
Аммиак |
Насос |
|
|
1.3 |
Диоксид углерода |
Компрессия |
Диоксид углерода |
Компрессор |
|
|
1.4 |
Аммиак, диоксид углерода, раствор карбамата |
Синтез карбамида |
Раствор карбамида, карбамата аммония, аммиак, вода |
Реактор синтеза, скруббер высокого давления, конденсатор высокого давления |
Аммиак |
|
1.5 |
Раствор карбамида, карбамата аммония, аммиак, вода |
Стриппинг- |
Раствор карбамида, карбамата аммония, аммиак, вода |
Стриппер |
|
|
1.6 |
Раствор карбамида, карбамата аммония, аммиак, вода |
Дистилляция и рециркуляция |
Раствор карбамида, карбамата аммония, аммиак, вода |
Ректификационная колонна, конденсатор |
|
|
1.7 |
Раствор карбамида, карбамата аммония, аммиак, вода |
Выпаривание, конденсация |
Плав карбамида |
Испаритель, вакуум-сепаратор, конденсатор |
|
|
1.8 |
Газы дистилляции |
Абсорбция газов |
Водный раствор аммиака |
Абсорбер |
Аммиак |
|
1.9 |
Водный раствор аммиака и карбамида |
Десорбция, гидролиз |
Аммиак |
Десорбер, гидролизер |
Аммиак, карбамид |
Таблица 8.12 - Основное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Насос аммиака высокого давления |
Компримирование аммиака |
Давление нагнетания 16 МПа |
|
Компрессор |
Компримирование диоксида углерода |
Давление нагнетания 14,5 МПа |
|
Реактор синтеза карбамида |
Синтез карбамида |
Давление 14 МПа Температура 190°С |
|
Стриппер высокого давления |
Разложение карбамата аммония |
Давление 14 МПа Температура 170°С |
|
Скруббер высокого давления |
Конденсация |
Давление 14 МПа Температура 170°С |
|
Конденсатор карбамата высокого давления |
Конденсация |
Давление 14 МПа Температура 175°С |
|
Ректификационная колонна |
Разложение карбамата аммония |
Давление 0,3 МПа Температура 140°С |
|
Конденсатор карбамата низкого давления |
Конденсация |
Давление 0,3 МПа |
|
Испаритель 1-й ступени выпарки |
Упаривание раствора карбамида |
Давление 0,05 МПа (абс.) Температура 130°С |
|
Сепаратор 1-й ступени выпарки |
Разделение газовой и жидкой фазы, предотвращение брызгоуноса |
Давление 0,05 МПа (абс.) Температура 130°С |
|
Испаритель 2-й ступени выпарки |
Упаривание раствора карбамида |
Давление 0,005 МПа (абс.) Температура 140°С |
|
Сепаратор 2-й ступени выпарки |
Разделение газовой и жидкой фазы, предотвращение брызгоуноса |
Давление 0,005 МПа (абс.) Температура 140°С |
Таблица 8.13 - Природоохранное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Абсорбер низкого давления |
Очистка отходящих газов |
Давление 0,7 МПа Температура 75°С |
|
Абсорбер атмосферный концевой |
Очистка отходящих газов |
Давление - атмосферное Температура 45°С |
|
Десорбер 1-й и 2-й ступени |
Удаление |
Давление 0,35 МПа Температура 140°С |
|
Гидролизер |
Разложение карбамида в сточной воде |
Давление 2,0 МПа Температура 195°С |
8.1.1.1.5 Стриппинг в токе
(автостриппинг)
Данный процесс реализован на следующих предприятиях:
- ОАО "ТольяттиАзот", агрегаты 1, 2;
- ОАО "НАК Азот", цех Карбамид-3, I очередь.
Производство карбамида из жидкого аммиака и газообразного диоксида углерода по технологии стриппинга в токе производится при температуре 170°С-190°С и давлении 15,5-16,0 МПа (см. рисунок 8.8).
В отличие от стриппинга в токе в данной схеме вся газожидкостная смесь из реактора синтеза подается в стриппер. Таким образом в схеме отсутствует скруббер высокого давления.
Газы дистилляции направляют из стриппера в карбаматный конденсатор, где тепло от образования карбамата аммония используют для генерации пара (4 ата). Возврат карбамата из карбаматного конденсатора в реактор проводят используя эжектор, в котором движущей жидкостью является жидкий аммиак. Перепад давления на эжекторе обеспечивает энергию, необходимую для движения потока карбамата аммония. Таким образом, основной рециркулируемый поток возвращают в реактор с минимальными капитальными затратами и эксплуатационными расходами (отсутствие необходимости установки насоса высокого давления для возврата УАС). На первых установках в нижнюю часть дистиллятора в качестве стриппинг-агента подавали газообразный аммиак. Однако вследствие высокой растворимости аммиака в плаве синтеза, это приводило к увеличению нагрузки на дистилляцию низкого давления. Указанный недостаток удалось устранить за счет уменьшения (до полного исключения) подачи в стриппер и увеличения избытка в реакционной смеси на входе в реактор синтеза. Такой вариант процесса называют автостриппингом (селфстриппинг).
Подача реагентов
Диоксид углерода на входе в установку может проходить подготовку (охлаждение в скруббере) и поступает в центробежный компрессор и выходит из него под давлением около 15,5 МПа.
Жидкий аммиак из внешних сетей сжимается до давления 2,3 МПа и поступает в емкость для аммиака с помощью центробежного насоса. Часть этого аммиака направляют в промывную колонну, а остальной аммиак под давлением 24 МПа плунжерным насосом подают в качестве рабочей жидкости в эжектор, которым раствор карбамата из сепаратора ВД передают в реактор синтеза.
Рисунок 8.8 - Схема технологического процесса (включая получение готового продукта)
Высокое давление
В реакторе синтез карбамида происходит при температуре 190°С и давлении 15,5 МПа. Процесс синтеза проходит при относительно высоком мольном соотношении L (3,5-3,7). Благодаря этому обеспечивается:
- относительно высокая степень конверсии в карбамид (до 65%);
- малая коррозионная активность плава синтеза;
- низкая скорость образования биурета.
Плав синтеза из реактора подают в подогреваемый паром стриппер с падающей пленкой, где содержание в растворе значительно понижают отгонкой аммиаком, выделяющимся из плава. Раствор подогревается в стриппере до 205°С. Газы из стриппера и раствор карбамата из промывной колонны поступают в карбаматный конденсатор высокого давления, где газы конденсируют при температуре 165°С и через карбаматный сепаратор с помощью эжектора направляют в реактор. Из верхней части карбаматного сепаратора несконденсированные газы, состоящие из инертов с незначительным количеством и , направляют в нижнюю часть колонны дистилляции 2-й ступени.
Среднее давление
Раствор из стриппера дросселируют до давления 1,8 МПа и подают в верхнюю часть сепаратора дистилляции среднего давления (2-й ступени), где удаляют выделившиеся газы, а плав нагревают в пленочном подогревателе паровым конденсатом из стриппера до температуры 155°С. Газы дистилляции среднего давления из верхней части сепаратора направляют в конденсатор 2-й ступени и далее в нижнюю часть промывной колонны. Раствор карбамата среднего давления из нижней части промывной колонны при температуре 65°С-70°С насосом возвращают в карбаматный конденсатор высокого давления. Поток инертных газов, насыщенный аммиаком с минимальным остаточным содержанием (20-100 ppm) передают на конденсацию в аммиачный конденсатор, из которого сконденсировавшийся жидкий аммиак попадает в сборник жидкого аммиака. Далее насосами жидкий аммиак с температурой 35°С-40°С через эжектор вводят в реактор синтеза. Инертные газы из сборника очищают конденсатом в абсорбере среднего давления. Образовавшуюся аммиачную воду насосом направляют на орошение скруббера. Очищенные в абсорбере инертные газы выбрасываются в атмосферу.
Низкое давление
Раствор из колонны дистилляции 2-й ступени передают в узел дистилляции низкого давления (3-ей ступени), который работает под давлением 0,35 МПа. Дистиллятор низкого давления с падающей пленкой работает по аналогии с дистиллятором среднего давления. Необходимый подвод тепла (с нагревом раствора до 140°С) обеспечивается с помощью насыщенного пара с давлением 0,45 МПа. Газы дистилляции низкого давления из сепаратора направляют в конденсатор низкого давления и абсорбер низкого давления, где газы дистилляции конденсируются с образованием раствора карбамата низкого давления с температурой 40°С. Из конденсатора раствор карбамата низкого давления передают в сборник раствора карбамата низкого давления и далее насосом в конденсатор 2-й ступени дистилляции (барботер). Инертные газы из аммиачного абсорбера низкого давления после водной промывки направляют в атмосферу.
Выпаривание
После узла дистилляции 3-ей ступени 72%-ный раствор карбамида направляют на двухступенчатую выпарку. Сначала раствор поступает в подогреватель первой и сепаратор ступени выпарки (нагревается до температуры 140°С), работающие при давлении 30 кПа. Вакуум на первой ступени создают с помощью вакуумной системы с конденсаторами и паровыми эжекторами. Затем раствор карбамида направляется в подогреватель второй ступени выпарки и сепаратор. Остаточное давление 3-5 кПа на второй ступени выпарки также создают вакуумной системой с конденсаторами и паровыми эжекторами. Оба подогревателя выпаривания работают на насыщенном паре с давлением 0,35 МПа. Плав карбамида с концентрацией 99,8 масс. % насосом подают в башню приллирования. Если получение готового продукта производится на установке грануляции, то концентрирование раствора на второй ступени выпаривания ведется до значений 96%-98%.
Обращение со сточными водами
Конденсат сокового пара после вакуумных систем конденсации собирают в емкость сточных вод. Из емкости насосом через рекуперативные теплообменники сточную воду с температурой 40°С-50°С вводят в гидролизер, в котором проводят реакцию гидролиза при давлении 1,8 МПа и температуре 190°С-195°С карбамида при косвенном нагреве насыщенным паром с давлением 2,6 МПа. Паровую фазу, полученную в гидролизере конденсируют в конденсаторе при температуре 40°С, а образовавшийся раствор карбамата используют для орошения конденсатора 3-ей ступени дистилляции. Сточную воду после гидролиза направляют в десорбер, работающий под давлением 0,15 МПа и температуре в кубе 135°С. В десорбере и отгоняют с помощью паров, полученных в выносном подогревателе, который работает на насыщенном паре с давлением 0,35 МПа. Газы десорбции с температурой 105°С-110°С объединяются с газами из гидролизера и направляются в конденсатор. Очищенную сточную воду охлаждают до 40°С. Часть очищенной сточной воды используют в очистном устройстве башни приллирования, остальную воду направляют за пределы установки.
В оригинальной схеме применяются воздушные холодильники для охлаждения и конденсации всех технологических сред. Это вызывает ряд трудностей при эксплуатации агрегата карбамида. В летнее время температура воздуха 30°С-35°С не позволяет эффективно охлаждать и конденсировать среды с достижением температур 40°С-45°С. Возникают отклонения от технологического режима - повышение давления в узлах дистилляции и выпаривания. Из-за этого возможны превышения по выбросам в атмосферу. Зимой же воздушные холодильники и конденсаторы из-за температур воздуха до минус 30°Сминус 35°С могут размораживаться с растрескиванием. В итоге эти аппараты довольно быстро изнашиваются, что еще больше ухудшает их эффективность в летнее время года.
Описание процесса приведено в таблице 8.14, основное технологическое оборудование - в таблице 8.15, природоохранное оборудование - 8.16.
Таблица 8.14 - Описание технологического процесса
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Аммиак, диоксид углерода |
Прием и хранение сырья |
Аммиак, диоксид углерода |
Скруббер-охладитель |
|
|
1.2 |
Аммиак |
Компрессия |
Аммиак |
Насос |
|
|
1.3 |
Диоксид углерода |
Компрессия |
Диоксид углерода |
Компрессор |
|
|
1.4 |
Аммиак, диоксид углерода, раствор карбамата |
Синтез карбамида |
Раствор карбамида, карбамата аммония, аммиак, вода |
Реактор синтеза, конденсатор высокого давления |
|
|
1.5 |
Раствор карбамида, карбамата аммония, аммиак, вода |
Стриппинг- |
Раствор карбамида, карбамата аммония, аммиак, вода |
Стриппер |
|
|
1.6 |
Раствор карбамида, карбамата аммония, аммиак, вода |
Дистилляция и рециркуляция |
Раствор карбамида, карбамата аммония, аммиак, вода |
Колонны дистилляции, конденсаторы |
|
|
1.7 |
Раствор карбамида, карбамата аммония, аммиак, вода |
Выпаривание, конденсация |
Плав карбамида |
Испаритель, вакуум-сепаратор, конденсатор |
|
|
1.8 |
Водный раствор аммиака и карбамида |
Десорбция, гидролиз |
Аммиак |
Десорбер, гидролизер |
Аммиак, карбамид |
Таблица 8.15 - Основное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Насос аммиака высокого давления |
Компремирование аммиака |
Давление нагнетания 24 МПа |
|
Компрессор |
Компремирование диоксида углерода |
Давление нагнетания 15,5 МПа |
|
Реактор синтеза карбамида |
Синтез карбамида |
Давление 15,5 МПа Температура 190°С |
|
Стриппер высокого давления |
Разложение карбамата аммония |
Давление 15 МПа Температура 205°С |
|
Конденсатор карбамата высокого давления |
Конденсация |
Давление 15 МПа Температура 165°С |
|
Колонна дистилляции 2-й ступени |
Разложение карбамата аммония |
Давление 1,8 МПа Температура 155°С |
|
Конденсатор карбамата 2-й ступени (барботер) |
Конденсация |
Давление 1,8 МПа Температура 90°С |
|
Промывная колонна |
Конденсация |
Давление 1,8 МПа Температура 70°С |
|
Конденсатор аммиака |
Конденсация |
Давление 1,8 МПа Температура 25°С |
|
Абсорбер среднего давления |
Абсорбция |
Давление 1,8 МПа Температура 40°С |
|
Колонна дистилляции 3-й ступени |
Разложение карбамата аммония |
Давление 0,45 МПа Температура 140°С |
|
Конденсатор 3-й ступени |
Конденсация |
Давление 0,45 МПа Температура 40°С |
|
Испаритель 1-й ступени выпарки |
Упаривание раствора карбамида |
Давление 0,03 МПа (абс.) Температура 130°С |
|
Сепаратор 1-й ступени выпарки |
Разделение газовой и жидкой фазы, предотвращение брызгоуноса |
Давление 0,03 МПа (абс.) Температура 130°С |
|
Испаритель 2-й ступени выпарки |
Упаривание раствора карбамида |
Давление 0,003 МПа (абс.) Температура 140°С |
|
Сепаратор 2-й ступени выпарки |
Разделение газовой и жидкой фазы, предотвращение брызгоуноса |
Давление 0,003 МПа (абс.) Температура 140°С |
Таблица 8.16 - Природоохранное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Абсорбер среднего давления |
Очистка отходящих газов |
Давление 1,8 МПа Температура 40°С |
|
Абсорбер низкого давления |
Очистка отходящих газов |
Давление 0,45 МПа Температура 40°С |
|
Десорбер |
Удаление |
Давление 0,3 МПа Температура 135°С |
|
Гидролизер |
Разложение карбамида в сточной воде |
Давление 1,8 МПа Температура 190°С |
8.1.1.1.6 Tecnimont
Технология реализована на следующих предприятиях:
- Филиал "Азот" ОАО "ОХК "Уралхим" (г.Березники);
- Кемеровское ОАО "Азот".
Схема Tecnimont работает с полным жидкостным рециклом. Синтез проводится под давлением 20-22 МПа с высоким мольным соотношением . Дистилляция осуществляется в три ступени - под давлениями 7, 1,2 и 0,3 МПа. При этом образовавшийся в узлах конденсации карбамат возвращается в реактор синтеза в виде раствора с помощью карбаматного насоса ВД (см. рисунок 8.9).
Подача реагентов
Диоксид углерода с давлением 1-4 кПа и температурой н/б 45°С через влагоотделитель центробежным компрессором с паровым приводом сжимают до давления 20-22 МПа и подают в реактор синтеза. На всасе компрессора в диоксид углерода дозируется воздух (объемная доля кислорода на всасе II ступени компрессора 0,4%-0,5 %). Аммиак из изотермического хранилища с давлением 1,2-1,8 МПа и температурой (-28) (-33)°С подогревают до температуры 100°С-110°С и насосом с давлением 20-22 МПа подаются в реактор синтеза. Также в реактор с помощью насоса вводится водный раствор карбамата аммония.
(-33)°С подогревают до температуры 100°С-110°С и насосом с давлением 20-22 МПа подаются в реактор синтеза. Также в реактор с помощью насоса вводится водный раствор карбамата аммония.
Высокое давление
В реакторе при давлении 20-22 МПа и температуре 190°С-195°С происходит образование карбамата аммония, а затем и карбамида.
Несмотря на то, что давление в реакторе синтеза в данной схеме высокое, степень конверсии в агрегатах, работающих на территории России, находится на довольно низком уровне 54%-55% (вместо 60%-62% по проекту). Это объясняется тем, что хотя в проекте заложено мольное соотношение в реакторе  3,5-3,7, фактически обеспечивается работа узла синтеза при соотношении не более 3,0-3,2. Повышение значения приводит к "зааммиачиванию" схемы (возрастает давление в узлах дистилляции). Однако стоит отметить, что удельная производительность реактора является здесь наилучшим показателем среди известных технологий и составляет 900-930 кг/(м·ч) при объеме реактора 76 м для производительности 1500 т/сут по готовому продукту.
3,5-3,7, фактически обеспечивается работа узла синтеза при соотношении не более 3,0-3,2. Повышение значения приводит к "зааммиачиванию" схемы (возрастает давление в узлах дистилляции). Однако стоит отметить, что удельная производительность реактора является здесь наилучшим показателем среди известных технологий и составляет 900-930 кг/(м·ч) при объеме реактора 76 м для производительности 1500 т/сут по готовому продукту.
Рисунок 8.9 - Схема технологического процесса (включая получение готового продукта)
Среднее давление (1-я ступень дистилляции)
Полученный в реакторе плав карбамида дросселируют до давления 7 МПа, нагревают в подогревателе (вертикальный кожухотрубчатый аппарат) до 185°С-190°С паром с давлением 2 МПа и отделяют непрореагировавшее сырье в сепараторе.
Газы дистилляции первой ступени из сепаратора направляют в конденсаторы, где они конденсируются с образованием водного раствора карбамата аммония. Туда же подают водный раствор карбамата со второй ступени дистилляции. Почти все газы конденсируются под давлением 7 МПа и при температуре 137°С-145°С. Тепло конденсации в первом по ходу конденсаторе утилизируется в виде водяного пара с давлением 0,2 МПа. Второй конденсатор охлаждается циркулирующим конденсатом. Образовавшийся раствор карбамата аммония насосом направляют в реактор синтеза.
Проведение 1-й дистилляции под давлением 7 МПа несколько уменьшает количество воды, возвращаемой в узел синтеза, по сравнению с технологией полного жидкостного рецикла. Однако наличие трех ступеней дистилляции вместо двух снижает энергетическую эффективность от такого уменьшения.
Оставшиеся газы проходят холодильник-абсорбер, далее дросселируются до давления 0,6 МПа и направляются в абсорбер низкого давления.
Среднее давление (2-я ступень дистилляции)
Далее раствор карбамида поступает на вторую ступень, которая работает под давлением 1,0-1,2 МПа. В подогревателе поток нагревают до 150°С-155°С паром с давлением 0,6 МПа и отделяют газы в сепараторе. Газы дистилляции второй ступени из сепаратора поступают в конденсатор, где они конденсируются с образованием водного раствора карбамата с температурой 60°С, который насосом направляют в абсорбер-холодильник и далее в конденсатор первой ступени дистилляции. Несконденсированные газы абсорбируются в абсорбере над конденсатором и возвращаются в конденсатор.
Низкое давление
Третья ступень дистилляции (подогреватель и сепаратор) работает под давлением 0,15-0,25 МПа. В подогревателе поток нагревают до 130°С-135°С паром с давлением 0,2 МПа и отделяют газы в сепараторе. Газы дистилляции третьей ступени из сепаратора поступают в конденсатор, где они конденсируются с образованием водного раствора карбамата с температурой 45°С, который насосом направляют в абсорбер и далее в конденсатор второй ступени дистилляции.
Раствор, содержащий 71% карбамида передают в узел двухступенчатой выпарки.
Выпаривание
Первая ступень выпарки работает под остаточным давлением 35 кПа и температуре 125°С-130°С. Вторая ступень - под давлением 3,5-4 кПа. Плав карбамида подают насосом в испаритель, где его нагревают до 136°С-140°С и передают в сепаратор, где происходит отделение соковых паров. Из кубовой части сепаратора 99,8%-ный плав подается на башню приллирования. Газы из сепараторов выпаривания конденсируют в вакуумной конденсационной системе, состоящей из паровых эжекторов и воздушных холодильников. Образовавшийся конденсат сокового пара с температурой 45°С-50°С направляется в сборник и далее в узел очистки сточных вод.
Обращение со сточными водами
В оригинальной схеме Tecnimont применяется узел очистки сточных вод, состоящий из десорбера и абсорбера. Гидролиз не проводится. Очистку сточных вод от карбамида проводят отмывкой соковых паров.
Конденсат сокового пара с содержанием 5%-10% с помощью насоса подается в десорбер. Предварительно он проходит через рекуперативный подогреватель и нагревается до температуры 90°С-95°С. Кубовая часть десорбера снабжена выносным кожухотрубчатым кипятильником. Процесс десорбции аммиака и диоксида углерода в колонне дистилляции производится при температуре в кубовой части 120°С-130°С, верха 100°С-110°С и давлении 0,08-0,12 МПа.
Газовая фаза, содержащая пары воды, аммиака, диоксид углерода, из верхней части колонны дистилляции поступает конденсатор, где большая часть ее конденсируется. Температура парожидкостной смеси после конденсатора 55°С-60°С поддерживается подачей охлаждающей воды в межтрубное пространство. Парожидкостная смесь из конденсатора поступает в нижнюю часть абсорбера аммиака. В абсорбере полностью поглощаются аммиак, диоксида углерода, а инертные газы накапливаются в верхней части абсорбера и периодически сдуваются в атмосферу через дистанционно управляемый клапан. Орошение абсорбера производится циркуляционным раствором, охлаждаемым в воздушном холодильнике до температуры 40°С-45°С.
Абсорбция
Газы от холодильника-абсорбера под давлением 7 МПа после дросселирования направляются в абсорбер низкого давления. Абсорбер работает под давлением 0,6 МПа. Орошение производится слабым раствором карбамида. Оставшиеся газы (инерты и небольшое количество ) дросселируются до атмосферного давления и с температурой 40°С поступают в узел кислотного улавливания.
Скруббер кислотного улавливания орошается раствором нитрата или сульфата аммония в смеси с азотной или серной кислотой. В этом узле инерты практически полностью очищаются от аммиака (до 20 мг/нм). Недостатком применения узла с использованием серной кислоты является высокая коррозионная активность среды, что приводит к быстрому износу оборудования. Образующийся сульфат аммония добавляют в плав карбамида как улучшающую свойства готового продукта.
В схеме Tecnimont для охлаждения и конденсации также применяются аппараты воздушного охлаждения со всеми вытекающими негативными эффектами (см. п.8.1.1.1.4).
Описание процесса приведено в таблице 8.17, основное технологическое оборудование - в таблице 8.18, природоохранное оборудование - 8.19.
Таблица 8.17 - Описание технологического процесса
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Аммиак, диоксид углерода |
Прием и хранение сырья |
Аммиак, диоксид углерода |
Скруббер- |
|
|
1.2 |
Аммиак |
Компрессия |
Аммиак |
Насос |
|
|
1.3 |
Диоксид углерода |
Компрессия |
Диоксид углерода |
Компрессор |
|
|
1.4 |
Аммиак, диоксид углерода, раствор карбамата |
Синтез карбамида |
Раствор карбамида, карбамата аммония, аммиак, вода |
Реактор синтеза |
|
|
1.6* |
Раствор карбамида, карбамата аммония, аммиак, вода |
Дистилляция и рециркуляция |
Раствор карбамида, карбамата аммония, аммиак, вода |
Подогреватели, сепараторы, конденсаторы |
|
|
1.7 |
Раствор карбамида, карбамата аммония, аммиак, вода |
Выпаривание, конденсация |
Плав карбамида |
Испаритель, вакуум- |
|
|
1.8 |
Водный раствор аммиака и карбамида |
Десорбция |
Аммиак |
Десорбер |
Аммиак, карбамид |
|
1.9 |
Газообразный аммиак, инерты |
Абсорбция |
Газообразный аммиак, инерты |
Абсорбер |
Аммиак |
_______________
* Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 8.18 - Основное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Насос аммиака высокого давления |
Компремирование аммиака |
Давление нагнетания 20 МПа |
|
Компрессор |
Компремирование диоксида углерода |
Давление нагнетания 20 МПа |
|
Реактор синтеза карбамида |
Синтез карбамида |
Давление 20 МПа Температура 195°С |
|
Насос раствора карбамата |
Подача раствора карбамата в узел синтеза |
Давление 20 МПа Температура 110°С |
|
Подогреватель 1-й ступени дистилляции |
Разложение карбамата аммония |
Давление 7 МПа Температура 200°С |
|
Сепаратор 1-й ступени дистилляции |
Разделение жидкой и газовой фаз |
Давление 7 МПа Температура 185°С |
|
1-ый конденсатор 1-й ступени дистилляции |
Конденсация |
Давление 7 МПа Температура 150°С |
|
2-й конденсатор 1-й ступени дистилляции |
Конденсация |
Давление 7 МПа Температура 110°С |
|
Подогреватель 2-й ступени дистилляции |
Разложение карбамата аммония |
Давление 1,2 МПа Температура 155°С |
|
Сепаратор 1-й ступени дистилляции |
Разделение жидкой и газовой фаз |
Давление 1,2 МПа Температура 150°С |
|
Конденсатор 2-й ступени дистилляции |
Конденсация |
Давление 1,2 МПа Температура 60°С |
|
Подогреватель 3-й ступени дистилляции |
Разложение карбамата аммония |
Давление 0,3 МПа Температура 130°С |
|
Сепаратор 3-й ступени дистилляции |
Разделение жидкой и газовой фаз |
Давление 0,3 МПа Температура 125°С |
|
Конденсатор 3-й ступени дистилляции |
Конденсация |
Давление 0,3 МПа Температура 45°С |
|
Испаритель 1-й ступени выпарки |
Упаривание раствора карбамида |
Давление 0,05 МПа (абс.) Температура 130°С |
|
Сепаратор 1-й ступени выпарки |
Разделение газовой и жидкой фазы, предотвращение брызгоуноса |
Давление 0,05 МПа (абс.) Температура 130°С |
|
Испаритель 2-й ступени выпарки |
Упаривание раствора карбамида |
Давление 0,005 МПа (абс.) Температура 140°С |
|
Сепаратор 2-й ступени выпарки |
Разделение газовой и жидкой фазы, предотвращение брызгоуноса |
Давление 0,005 МПа (абс.) Температура 140°С |
Таблица 8.19 - Природоохранное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Абсорбер низкого давления |
Очистка отходящих газов |
Давление - 0,6 МПа |
|
Абсорбер под атмосферным давлением (узла дистилляции) |
Очистка отходящих газов |
Давление - атмосферное |
|
Десорбер |
Удаление |
Давление 0,12 МПа |
|
Абсорбер под атмосферным давлением (узла десорбции) |
Очистка отходящих газов |
Давление - атмосферное |
|
Скруббер кислотного улавливания (серная или азотная кислота) |
Очистка отходящих газов |
Давление - атмосферное |
8.1.1.2 Пошаговое описание применяемого технологического процесса получения твердых форм продукта из концентрированного или высококонцентрированного раствора (плава) карбамида
Для получения твердой формы готового продукта, т.е. продукта в виде зерен определенных размеров, формы и прочности, в промышленности применяют:
- приллирование, когда гранулы формируются из капли безводного расплава, а процесс кристаллизации происходит в гравитационном режиме в потоке восходящего газа;
- грануляцию в КС путем распыливания раствора или плава карбамида на поверхность "затравочных" частиц и увеличения их размера за счет многократного наслаивания пленок, формируемых из осаждающихся на частицах капель;
- совмещение процессов окатывания и кристаллизации на поверхности частиц. Гранулирование в скоростном барабанном грануляторе (СБГ).
8.1.1.2.1 Полный жидкостный рецикл (АК-70), URECON®2006
Процесс приллирования осуществляли изначально в "старых" башнях, выполненных из железобетона с высотой полета частиц 32 м и диаметром 16 м (см. рисунок 8.10).
1 - осевой вентилятор; 2 - механизм для выгрузки гранул; 3 - узел пересыпки на транспортер; 4 - транспортеры
Рисунок 8.10 - Конструкция традиционной башни приллирования с плоским днищем
Верхняя часть башни закрыта железобетонным перекрытием, в центре которого установлен диспергатор (приллер) плава и вытяжные вентиляторы (иногда циклоны для очистки воздуха от пыли). В нижней части башни по окружности расположен ряд окон, через которые в башню поступает атмосферный воздух. Днище имеет плоскую форму. Установленное внизу скребковое устройство движется по окружности и собирает упавшие на подину гранулы, которые через специальную щель выгружаются из башни. Производительность башни: 550-600 т/сут.
Малая высота полета гранул и низкая плотность орошения снижают эффективность теплообмена и исключают возможность получения карбамида высокого качества. Полученный в таких башнях товарный карбамид обладает низким качеством: мелкий, неоднородный продукт (содержание фракции менее 1 мм до 3%), с низкой прочностью (до 0,5 кгс/гранулу) и высокой температурой 80°С-100°С (по ГОСТ 2081-2010 не выше 50°С). Поэтому в жаркий период года для обеспечения требуемой температуры продукт перед отгрузкой вылеживается на складе. Потери продукта с отходящим воздухом - до 2,5 кг/т.
В дальнейшем технология приллирования на старых башнях была усовершенствована с использованием инновационных методов реконструкции:
- установка нового приллера вибрационного типа;
- монтаж узла охлаждения прилл в КС (аппарат КС);
- монтаж "мокрых" пылеуловителей (см. рисунок 8.11).
1 - виброприллер; 2 - скребок; 3 - вытяжные вентиляторы башни; 4 - выносной аппарат КС; 5 - дутьевой вентилятор аппарата КС; 6 - пылеуловитель "мокрого" типа; 7 - насос раствора карбамида; 8 - хвостовой вентилятор
Рисунок 8.11 - Принципиальная схема узла приллирования после реализации мероприятий по модернизации башен
Конструкция виброприллера позволяет обеспечить равномерное распределение капель расплава по поперечному сечению башни, в результате чего достигается максимально возможное использование объема башни для контакта прилл и охлаждающего воздуха, уменьшается пылеобразование.
К основным техническим преимуществам аппарата охлаждения прилл в КС можно отнести: развитую поверхность контакта твердого продукта и охлаждающего агента (воздуха), что позволяет обеспечить температуру продукта на выходе из аппарата не более 45°С-50°С при температуре атмосферного воздуха до 35°С-40°С, увеличить размер прилл и их прочность.
Применение пылеуловителей "мокрого" типа позволяет сохранить на прежнем уровне валовый выброс пыли карбамида за счет эффективной очистки запыленного воздуха от аппарата КС и уменьшения пылеобразования в стволе башни.
В результате реализации мероприятий на двух старых башнях в цехе N 24 ОАО "Газпром Нефтехим Салават" температура продукта снизилась в 2 раза: с 90°С-100°С до 45°С-50°С, прочность прилл увеличилась на 0,2 кгс/гранулу, содержание фракции менее 1 мм уменьшилось в 2-3 раза с 3%-6% до 1%-3%, количество фракции 2-3 мм увеличилось в 3-4 раза с 20%-30% до 80%-95%.
Большинство действующих производств карбамида оснащены современными башнями приллирования конструкции (см. рисунок 8.12). Башня представляет собой инженерно-техническое сооружение с высотой полета частиц от 70 до 85 м и диаметром ствола башни 11-16 м в зависимости от производительности по готовому продукту.
Рисунок 8.12 - Современная башня приллирования с очисткой инжекционного типа
Для обеспечения равномерного распределения воздуха по сечению ствола башни и предотвращения деформации незатвердевших частиц и раскалывания затвердевших, в нижней части башни, практически по всему поперечному сечению, устанавливается встроенный аппарат охлаждения гранул в "кипящем" слое с подводящими воздуховодами и дутьевыми вентиляторами для подачи воздуха в аппарат охлаждения гранул. Благодаря увеличению линейной скорости воздуха удается повысить плотность орошения ствола башни. Кроме того, эффект торможения встречным потоком воздуха сказывается на времени их падения.
Выше аппарата охлаждения гранул по периметру ствола башни предусматриваются окна для подсоса дополнительного количества атмосферного воздуха, а также, в случае необходимости, монтируется направляющий конус. С внешней стороны ствола башни, в районе размещения окон для подсоса атмосферного воздуха, монтируется ветроотбойный щит с целью предотвращения нарушений аэродинамики движения потоков воздуха и исключения попадания атмосферных осадков внутрь башни.
Средняя часть башни состоит из ствола башни. В верхней части башни имеется перекрытие, в центре которого расположен центробежный разбрызгиватель современной конструкции с наложением колебаний на струю, позволяющий получать продукт монодисперсного состава с основным размером гранул 2,5-3,0 мм. Ниже разбрызгивателя располагаются окна ввода отработанного воздуха в очистное устройство. В качестве очистного устройства используется система очистки инжекционного типа. Использование инжектора в качестве основного аппарата для транспортировки и промывки воздуха определяет всю компоновку верхней части башни. Очистка воздуха осуществляется в двух последовательно расположенных зонах. В первой зоне - отработанный воздух промывается поглотительным раствором (раствором карбамида) в инжекционных элементах (модулях). Под инжекторами расположена ванна для сбора поглотительного раствора и обеспечения работы циркуляционных насосов, подающих поглотительный раствор на рабочие форсунки инжекторов. После первой зоны промывки воздух отделяется от капель поглотительного раствора в сепарационной камере и далее поступает во вторую зону очистки. Во второй зоне очистки воздух проходит через два слоя расположенных по ходу его движения сеточных брызгоуловителей (демистеров). Предусматривается автоматическая промывка демистеров очищенной сточной водой или паровым конденсатом. Очищенный и охлажденный воздух за счет тяги инжектора через выхлопные трубы выходит в атмосферу. Поглотительный раствор из обеих зон промывки сливается в ванну очистного устройства и оттуда отправляется на переработку на агрегат карбамида.
Ствол башни приллирования может быть выполнен из железобетона (см. рисунок 8.13) или металлоконструкций (см. рисунок 8.14).

Рисунок 8.13 - Башня приллирования с железобетонным стволом

Рисунок 8.14 - Башня приллирования с металлическим стволом
Такие башни приллирования были построены для ОАО "Куйбышевазот", ОАО "Акрон", ОАО "НАК "Азот", цех N 2.
8.1.1.2.2 Стриппинг - процесс в токе
Производство карбамида в цехе N 2 А ОАО "Невинномысский азот" оснащено узлом кристаллизации на выходе из которого кристаллы плавят и проводят приллирование в башне.
Башня приллирования имеет железобетонный ствол диаметром 17 м и высоту полета частиц карбамида ~83-84 м. По первоначальному проекту была оснащена скребковым устройством, располагаемым в нижней части башни, для выгрузки готового продукта. Как показал опыт эксплуатации, такая конструкция башни (несмотря на увеличенную высоту полета) при температуре воздуха 17°С при 100%-ной нагрузке, не позволяет получать продукт с содержанием основной фракции 2-3 мм не менее 80% и температурой гранул не более 50°С - температура продукта при отгрузке насыпью (показатель регламентированный ГОСТ 2081-92). В летний период года, когда температура воздуха превышает 17°С, температура продукта на выходе из башни достигает ~90°С и выше. При такой температуре, кристаллизация гранул еще не завершена, и падение таких частиц на подину башни приводит к их деформации, разрушению или слипанию в конгломераты. Выгрузка готового продукта в подобных условиях приводит не только к его слеживанию, но и к изменению гранулометрического состава (увеличение доли мелкой фракции) и снижению прочности гранул.
Была проведена реконструкция нижней части башни (см. рисунок 8.15), в процессе которой осуществлен демонтаж механизма выгрузки, монтаж аппарата охлаждения гранул в КС и направляющего конуса, установлен дренажный сборник и два вентилятора для подачи атмосферного воздуха в аппарат КС.
После проведения реконструкции, которая была выполнена в период планового капитального ремонта, температура готового продукта в летний период не превышает 50°С при грансоставе: менее 1 мм - 1%; 1-4 мм - 99%; 2-4 мм - 92%; более 6 мм - отс; прочность при этом составляет 0,93 кгс/гранулу.
Взамен ротационно-дисковых абсорберов (РДА) фирмы "Хемопроект" установлены вихревые абсорберы, обеспечивающие остаточное содержание пыли карбамида 40-50 мг/нм.
Рисунок 8.15 - Эскиз реконструированной нижней части башни приллирования в цехе N 2А
На двух агрегатах карбамида со стриппинг-процессом в токе , работающих в Череповце, построены и эксплуатируются современные башни приллирования (см. рисунок 8.12). Башня ЦПМ N 1 отличается от башни ЦПМ N 2 отсутствием вытяжных вентиляторов после очистного устройства.
8.1.1.2.3 Стриппинг-процесс в токе аммиака (автостриппинг или термический стриппинг)
Цеха карбамида по данной технологии (цех N 3 ОАО "НАК Азот", цех N 08, 09 ЗАО Корпорация "ТольяттиАзот") построены по контрактам комплектной поставки с фирмой "Snamprogetti". Башни приллирования конструкции Snamprogetti имеют железобетонный ствол диаметром 22 м и высоту полета частиц ~50 м. В верхней части башня оснащена центробежным диспергатором для разбрызгивания расплава карбамида, а в нижней части - четырьмя транспортерами для выгрузки продукта. Имеется устройство для очистки воздуха, которое располагается внутри ствола башни (см. рисунок 8.16).
Загрязненный воздух из башни приллирования поступает в кольцевой канал А между стенкой башни и помещением для обслуживания диспергаторов. В верхней части кольцевого канала на внутренней его стенке по всему периметру расположены окна, имеющие двери. Данные окна предназначены для выведения запыленного воздуха из башни непосредственно в атмосферу, минуя очистное устройство. С другой стороны в верхней части кольцевого канала А по всему периметру расположена щель для прохода запыленного воздуха из ствола башни в очистное устройство. Очистное устройство образовано наружной кольцевой стенкой канала А, стенкой башни и дном ванны D очистного устройства. Очистное устройство разделено на две части вертикальной металлической перегородкой, не доходящей до дна ванны D. Перегородка образует внутри очистного устройства каналы В и С. По центру канала В расположены форсунки, создающие струи жидкости, за счет энергии которых обеспечивается движение воздуха через очистное устройство и его промывка. Очищенный и насыщенный влагой воздух проходит между вертикальной перегородкой и ванной и поднимается по кольцевому каналу С, в котором происходит отделение большей части капель жидкости.
Рисунок 8.16 - Схема и конструкция очистного устройства воздуха, выходящего из башни приллирования фирмы Snamprogetti
В верхней части канала С расположены брызгоуловители для тонкой сепарации капель. Брызгоуловители промывают очищенной сточной водой. Циркуляция поглотительного раствора, подаваемого на форсунки, обеспечивается сбором раствора в кольцевом резервуаре ванны очистного устройства и его подачей центробежными насосами. Уловленный карбамид в виде раствора возвращают в технологическую схему.
По ряду причин, связанных с неэффективной конструкцией очистные устройства на таких башнях в настоящее время не эксплуатируются.
Выбросы воздуха имеют неорганизованный характер. Точки отбора запыленного воздуха на выходе из башни не оборудованы. По данным обследований эмиссия в атмосферу пыли карбамида с воздухом, отходящим из данных башен, составляет порядка 2 кг карбамида на 1 т готовой продукции.
Отключение инжекционных элементов, низкая скорость и отсутствие упорядоченного потока воздуха в башне обуславливают низкую эффективность теплообмена между падающими каплями плава и охлаждающим воздухом. Это приводит к завышению температуры гранул карбамида (в жаркий период года - до 100°С).
8.1.1.2.4 Технология Tecnimont
Цеха карбамида по данной технологии были построены по контракту комплектной поставки с фирмой Tecnimont в Березниках (ныне филиал "Азот" ОАО "ОХК" Уралхим") и в Кемерово (Кемеровское ОАО "Азот").
Башня приллирования - железобетонная, прямоугольного сечения (22х15 м) и высотой полета прилл ~53 м (см. рисунок 8.17).
Рисунок 8.17 - Конструкция башни приллирования фирмы Tecnimont
Поскольку часть оборудования узла выпарки установлена на верху башни и там же смонтирована система очистки воздуха, выходящего из башни, то общая высота башни составляет ~96 м. Система очистки состоит из ванны, тарелки "KОСН" с клапанами, промывочных форсунок, брызгоотбойника, циркуляционных насосов и вытяжных вентиляторов. Предусмотрены два варианта работы башни: с включенной очисткой воздуха и с подачей запыленного воздуха, минуя систему очистки через два ряда "байпасных" ворот в атмосферу.
В ряде случаев система очистки воздуха из башни не эксплуатируется. Атмосферный воздух через окна, расположенные внизу башни за счет естественной тяги поступает в башню, далее, минуя очистное устройство и вытяжные вентиляторы, выбрасывается в атмосферу. Запыленный воздух из каналов от отм. +76,0 м промывается конденсатом от циркуляционных насосов, установленных на отм. +64,0 м и далее, пройдя тарелку "КОХА", также орошаемую конденсатом, направляется на всас вытяжных вентиляторов. Раствор карбамида собирается в ваннах и, по мере закрепления, направляется на доупарку.
Горячие гранулы после башни приллирования транспортерами подают на грохот, в котором отделяют мелкую (менее 1 мм) и крупную (более 4 мм) фракции. После классификации продукт обрабатывают раствором форммочевины - 80, охлаждают с 60°С-75°С до 30°С-35°С в выносном холодильнике с псевдоожиженным слоем и передают на склад.
Из-за низкой высоты полета гранул в башне приллирования температура продукта в месте падения составляет 80°С-100°С. При движении продукта по тракту транспортировки до выносного аппарата охлаждения гранул в псевдоожиженном слое наблюдается явление разрушения гранул. Одна из действующих башен при проведении реконструкции была дооборудована встроенным аппаратом охлаждения гранул. Температура гранул на выходе из встроенного аппарата охлаждения не превышает 45°С, содержание фракции менее 1 мм уменьшилось, а крупной фракции - увеличилось. Статическая прочность гранул возросла с 0,57-0,66 кгс/гран до 0,76 кгс/гран.
На одной из действующих башен была проведена реконструкция очистной системы с ее заменой на очистку инжекционного типа, обеспечивающую работу башни без вытяжных вентиляторов.
8.1.1.2.5 Усовершенствованный процесс "С" полного жидкостного рецикла фирмы ТЕС
Процесс реализован в г.Пермь на Пермском ОАО "Минеральные удобрения". Полученные на предыдущих стадиях кристаллы карбамида сушат и с помощью пневмотранспорта подают на верх башни приллирования, где кристаллы плавят и полученный расплав диспергируют в башне. Внутренний диаметр башни 17,5 м, высота башни ~90 м. Работа узла приллирования осуществляется по схеме, представленной на рисунке 8.18.
Рисунок 8.18 - Схема узла приллирования фирмы ТЕС
Воздушный поток с кристаллами карбамида по стволу системы пневмотранспорта поступает в циклоны, в которых происходит отделение кристаллов от воздуха. С помощью шнековых питателей кристаллы подаются в плавильник, где они расплавляются при температуре 135°С-142°С. Плав карбамида, пройдя очистку от механических примесей в фильтре стекает в напорный бак, из которого равномерно распределяется на диспергаторы, с помощью которых разбрызгивается в объем башни приллирования.
В нижней части башни смонтирован аппарат охлаждения гранул в КС, на рабочей решетке которого гранулы в КС охлаждаются до температуры не более 50°С. Атмосферный воздух с помощью дутьевого вентилятора подают в аппарат КС. При необходимости воздух подогревают в теплообменнике паровым конденсатом или теплофикационной водой. Пройдя аппарат КС, воздух попадает в ствол башни и поднимается вверх, охлаждая поток падающих частиц, после чего поступает в очистное устройство. Воздух в очистном устройстве проходит через два яруса пенополиуретановых (ППУ) фильтров и с помощью вентиляторов выбрасывается в атмосферу. ППУ фильтры орошают технологическим конденсатом. Воздушный поток из циклонов, содержащий пыль карбамида, направляют в "мокрые" циклоны, в которых происходит поглощение пыли раствором карбамида из ванны ОУ, подаваемым циркуляционными насосами. Раствор карбамида из циклонов стекает в ванну ОУ. Полученный раствор из ванны ОУ отводят в технологическую схему на переработку.
8.1.1.2.6 Установки грануляции в кипящем слое
Если в процессе приллирования сразу на выходе диспергатора из расплава формируются сферические капли, которые, застывая в свободном падении, превращаются в гранулы, размер которых определен диаметром отверстий истечения, то при грануляции при движении частиц в КС происходит постепенное увеличение их размера за счет многократного наслаивания пленок, формируемых из осаждающихся на частицах капель раствора. В отличии от процесса приллирования, который осуществляется только из высококонцентрированного плава, процесс грануляции в КС проводят из 96%-98% раствора карбамида.
Разновидностью процесса грануляции в КС является грануляция с фонтанирующим слоем, в которой КС формируется вокруг фонтанирующего слоя (см. рисунок 8.19). Такая установка мощностью 1400 т/сут работает в цехе N 24 производства карбамида ОАО "Газпром нефтехим Салават". Установка работает на 96% растворе карбамида (см. рисунок 8.20). Для получения меньшего размера капель, что позволяет иметь большую площадь поверхности, контактирующую с фонтанирующим горячим воздухом и более тонкую пленку на поверхности частиц затравки, применяют многоканальные распылители. Раствор карбамида через многоканальные распылители подают в гранулятор, где в фонтанирующих слоях капельки раствора оседают и затвердевают на затравочных частицах. Увеличенные гранулы охлаждаются псевдоожижающим воздухом во внутренних КС гранулятора. Поскольку рост размера частиц в грануляторе происходит за счет многократного наслаивания пленок, формируемых из капель раствора, осаждающихся на частицах, то гранулы получаются неодинакового размера и неправильной формы. Поэтому полученные гранулы классифицируют. Товарная фракция идет на дополнительное охлаждение атмосферным воздухом в аппарате КС. Мелкая фракция возвращается в гранулятор в качестве затравок. Крупную фракцию измельчают в дробилке и направляют в гранулятор вместе с мелкой фракцией.
Запыленный воздух из гранулятора промывают в пылеулавливающем скруббере мокрого типа. Полученный водный раствор карбамида направляют на рекуперацию на установку карбамида.
Потребление установкой материалов и энергоресурсов показано в таблице 8.20.
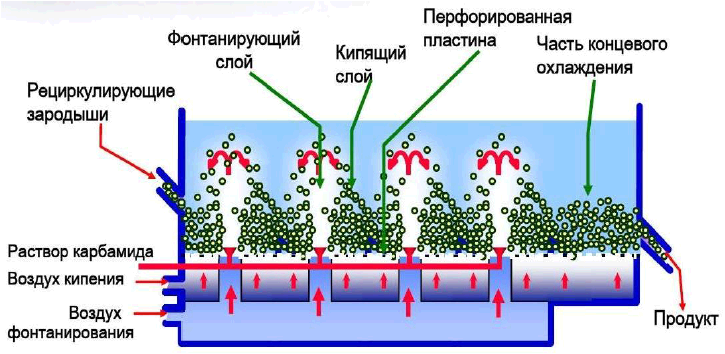
Рисунок 8.19 - Гранулятор с фонтанирующим КС фирмы ТЕС
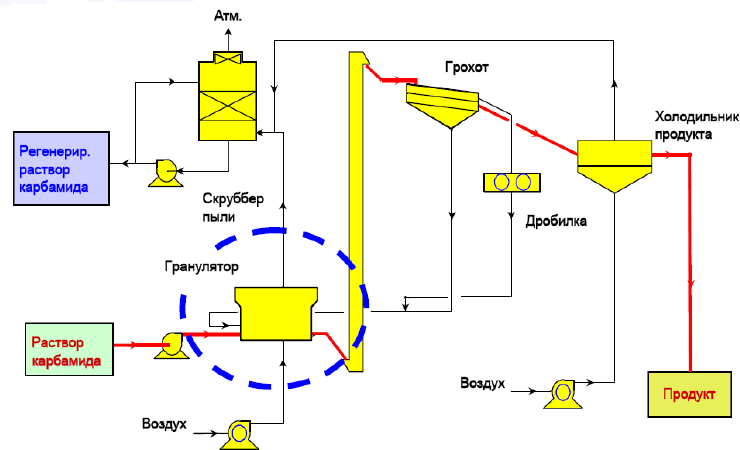
Рисунок 8.20 - Принципиальная технологическая схема процесса грануляции ТЕС
Таблица 8.20 - Энергопотребление и потребление материалов процесса грануляции в КС ТЕС
|
N п/п |
Наименование показателя |
Единица измерения |
Удельный расходный коэффициент |
|
1 |
Электроэнергия |
кВтч/т |
18-25 |
|
2 |
Пар, |
Т/т |
0,03 |
|
3 |
Охлаждающая вода |
- |
- |
|
4 |
Дополнительная вода для пылеуловителя |
т/т |
0,2 |
|
5 |
Формальдегид |
кг/т |
4,5 |
|
6 |
45%-ный раствор карбамида для утилизации в технологической схеме |
т к-да/т |
0,03 |
Показатели качества готового продукта - гранулированного карбамида приведены в таблице 8.21.
Таблица 8.21 - Показатели качества гранулированного карбамида, получаемого на установке с фонтанирующим слоем фирмы ТЕС
|
N п/п |
Наименование показателя |
Единица измерения |
Типичные численные показатели |
|
1 |
Содержание общего азота |
% масс |
46,1 |
|
2 |
Содержание биурета |
% масс |
0,7 |
|
3 |
Содержание воды |
% масс |
0,2 |
|
4 |
Содержание формальдегида |
% масс |
0,45 |
|
5 |
Размер гранул 2-4 мм |
% масс |
95 |
|
6 |
Прочность гранулы (на гранулу |
Кгс/гран |
3,5 |
 3 мм)
3 мм)Принципиальная схема установки гранулирования карбамида по технологии Stamicarbon показана на рисунке 8.21.
Рисунок 8.21 - Схема гранулирования карбамида по технологии Stamicarbon
Раствор карбамида с концентрацией 98,5 масс. % вводят в гранулятор. В качестве антислеживателя в трубопровод всаса насосов плава подается карбамидоформальдегидная смола или карбамидоформальдегидный концентрат.
Состав карбамидоформальдегидной смолы или карбамидоформальдегидного концентрата (далее - КФС/КФК) до добавления в поток плава карбамида:
- карбамид 20,0% общ. веса;
-  26,0% общ. веса;
26,0% общ. веса;
- формальдегид 54,0% общ. веса.
Линия подачи плава от насосов до гранулятора оборудована паровой рубашкой для предотвращения кристаллизации карбамида.
Давление пара в рубашку регулируется клапаном (0,18-0,23 МПа) для поддержания температуры пара близкой к температуре плава, с целью уменьшения образования биурета.
Для предотвращения забивки форсунок гранулятора, на линии подачи плава, установлены фильтры плава карбамида подключенные параллельно.
Плав карбамида с нагнетания насосов, после фильтров, подается в гранулятор, а при работе на циркуляции в емкость плава карбамида.
Кроме плава к нагнетательным головкам подается воздух от нагнетателя воздуха распыления, подогретый в нагревателе воздуха распыления до температуры (135-144)°С. Воздух необходим для распыления плава через форсунки в псевдоожиженном слое гранулятора. Высокая температура воздуха требуется для предотвращения кристаллизации карбамида в распылительных форсунках и нагнетательных головках.
Для работы в зимних условиях на всасе нагнетателя воздуха распыления установлен дополнительный подогреватель воздуха.
Воздух для создания "псевдоожиженного" слоя в грануляторе подается вентилятором гранулятора. На всасе вентилятора установлен дополнительный подогреватель воздуха, который предназначен для поддержания температуры подаваемого воздуха не менее минус 10°С.
Воздух, выходящий из верхней части гранулятора с температурой (90-110)°С, попадает в скруббер гранулятора. В линию воздуховода после гранулятора через форсунку периодически подается сточная вода для его промывки.
Полученный продукт грануляции с температурой (80-105)°С, проходит через решетку, где происходит удаление крупных частиц размером более 10 мм. Крупные частицы и комки подаются по течкам в емкость для растворения карбамида. Просеянный продукт после решетки спекшихся гранул, поступает в холодильник гранулята и далее направляется на классификацию, после которой целевая фракция направляется на склад готовой продукции.
Рециркулирующий поток (ретур) твердых материалов, содержащий мелкую фракцию и дробленые частицы, подается через два входных отверстия в гранулятор. В секции грануляции на ретур напыляется расплав карбамида. По мере того как гранулы движутся через секции грануляции, их размер постоянно увеличивается путем добавления слоев, достигая необходимый размер. После грануляции продукт попадает в камеру охлаждения, где происходит затвердевание и удаление пыли с гранул перед последующей обработкой.
Потребление материалов и энергетических средств процесса показаны в таблице 8.22.
Таблица 8.22 - Потребление материалов и энергетических средств процесса гранулирования Stamicarbon
|
N п/п |
Наименование показателя |
Единица измерения |
Удельный расходный коэффициент |
|
1 |
Электроэнергия |
кВтч/т |
38 |
|
2 |
Пар низкого давления |
||
|
|
кг/т |
11 |
|
|
|
кг/т |
21 |
|
|
3 |
Технологическая вода |
т/т |
0,15 |
|
4 |
Охлаждающая вода |
- |
Отсутствует |
|
5 |
Исходный раствор карбамида |
масс. % |
98,5 |
|
6 |
Возврат пыли |
кг/т |
69 |
При грануляции в КС создаются условия для образования пыли: из высыхающих мелких капель раствора, уносимых воздухом из зоны формирования гранул; в процессе истирания гранул при классификации полученных гранул, при размалывании крупной фракции, а также при транспортировке ретура в гранулятор. Значительная часть пыли осаждается на внутренней поверхности технологического оборудования и внутренней поверхности газоходов. Все это приводит к необходимости проведения периодической чистки оборудования и промывки газоходов, что требует остановки узла грануляции.
После промывок в технологическую схему поступают дополнительные количества слабых растворов карбамида, переработка которых создает дополнительную нагрузку на узлы выпаривания.
Одним из недостатков грануляции в КС является обязательная подача в раствор карбамида формальдегид-содержащей добавки, которая в своем составе имеет канцерогенное вещество - формальдегид. Кроме того, малые скорости движения раствора карбамида по большому количеству трубопроводов приводят к увеличению времени пребывания при температуре ~140°С и дополнительному образованию биурета, реакция образования которого идет с выделением аммиака. Условия в грануляторе также способствуют дополнительной десорбции аммиака из раствора карбамида. Удельные выбросы с этих установок превышают удельные выбросы из узла приллирования.
8.1.1.2.7 Гранулирование в скоростном барабанном грануляторе (СБГ)
Метод гранулирования с кристаллизацией на поверхности частиц можно осуществлять не только в псевдоожиженном (кипящем) слое. Совмещение процессов кристаллизации на поверхности частиц с процессами окатывания и сушки в одном аппарате дает дополнительные преимущества.
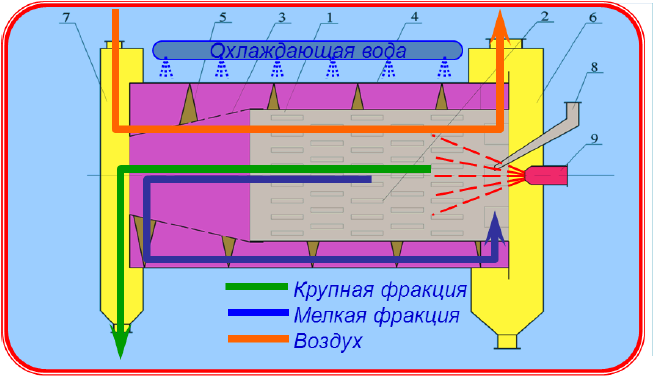
1 - внутренний барабан; 2 - транспортирующая насадка; 3 - классификатор; 4 - наружный барабан; 5 - обратный шнек; 6 - камера загрузки; 7 - камера выгрузки; 8 - загрузочная труба; 9 - форсунка
Рисунок 8.22 - Принципиальная конструкция СБГ
Скоростной барабанный гранулятор (СБГ) состоит (см. рисунок 8.22) из внутреннего барабана с насадкой на его поверхности, классификатора и дополнительного наружного барабана. В межбарабанном пространстве расположен шнек. С обоих концов оба скрепленных между собой барабана имеют неподвижные камеры загрузки и выгрузки. На стенке передней камеры загрузки установлена загрузочная труба и форсунка.
СБГ работает следующим образом. Гранулы или кристаллы продукта, подлежащие обработке жидким компонентом, поступают в основной барабан на насадку. Одновременно в переднюю часть основного барабана на завесу из гранул с помощью форсунки распыляется жидкий компонент (это может быть плав, раствор или пульпа). Лопасти насадки при вращении барабана непрерывно поднимают и выбрасывают продукт в поперечном сечении барабана, образуя при этом плотную и равномерную завесу обрабатываемого материала по всему сечению внутреннего барабана. В результате весь продукт многократно подвергается обработке распыляемым агентом. После обработки жидкой фазой гранулированный продукт поступает в классификатор, где отделяется мелкая его фракция, которая подхватывается шнеком, и подается во внутренний барабан. Готовый продукт из классификатора выгружается в камеру выгрузки.
Мелкая фракция гранул, возвращенная во внутренний барабан, вновь подается в завесу для обработки жидкой фазой.
Этот цикл увеличения размеров гранул до заданного, регулируется классификатором и проводится многократно.
На основании данного аппарата была разработана и внедрена промышленная установка кондиционирования приллированного карбамида (увеличение размеров приллированного карбамида в процессе гранулирования раствора карбамида путем нанесения его на мелкую фракцию приллированного карбамида) в скоростном барабанном грануляторе в производстве карбамида Кемеровского ОАО "Азот". Данная установка (см. рисунок 8.23) рассчитана на производительность 500 т/сут по готовому продукту и предназначена для кондиционирования гранул карбамида размером менее 2 мм и улучшения качества товарного продукта.
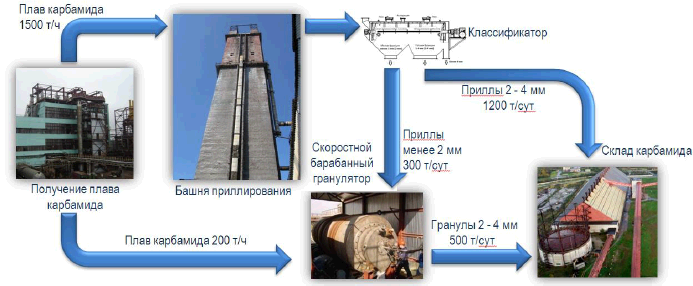
Рисунок 8.23 - Блок-схема реконструкции узла получения готового продукта с использованием СБГ
Приллированный карбамид после башни приллирования транспортерами подается в классификатор, в котором происходит рассев продукта по фракциям менее 2 мм - мелкая фракция, 2-4 мм - товарная фракция, и более 4 мм - крупная фракция. Крупные приллы по существующей схеме направляются на растворение, а товарная фракция продукта направляется на охлаждение в аппарат охлаждения в КС. Мелкие приллы направляются в СБГ для кондиционирования.
Одновременно в переднюю часть внутреннего барабана на завесу из гранул распыляется раствор/расплав с помощью форсунки, поступающий от существующих насосов с гранбашни, в количестве 100 т/сут на каждый барабанный гранулятор в пересчете на готовый продукт. Перед подачей в СБГ плав разбавляется паровым конденсатом до концентрации 96%-98% в узле смешения.
В результате весь продукт многократно подвергается обработке распыляемым раствором/расплавом, вследствие чего укрупняется. По мере выгрузки продукта из барабанных грануляторов осуществляется постоянная дозировка мелкой фракции приллированного карбамида из дозировочного бункера в СБГ.
Процесс кристаллизации карбамида из раствора протекает с выделением тепла, поэтому для поддержания требуемого температурного режима в СБГ предусматривается следующее:
- охлаждение внешней поверхности корпусов СБГ оборотной водой;
- подача атмосферного воздуха в СБГ с температурой 20°С-35°С.
Для подачи воздуха в СБГ устанавливаются дутьевые вентиляторы, а для подогрева воздуха в холодный период года паровые калориферы. Для сбора и отвода использованной оборотной воды предусмотрены сборники и насосы.
Отработанный воздух из СБГ, содержащий аммиак и пыль карбамида, направляется на очистку в существующий пылеуловитель мокрого типа. Раствор карбамида из узла растворения и из пылеочистной системы по существующей схеме направляется в узел вакуум-выпарки.
Кондиционированный карбамид из установки СБГ смешивается с товарной фракцией приллированного карбамида.
8.1.2 Текущие уровни эмиссии в окружающую среду, потребление сырья, расход энергоресурсов
8.1.2.1 Выбросы в атмосферу и пути их сокращения
Основными источниками газовых выбросов являются сдувочные газы отделений дистилляции и концентрирования растворов, а также потоки отходящего воздуха из узлов получения твердых форм готового продукта.
Очистку отходящих газов от аммиака осуществляют путем абсорбции водными растворам при высоком среднем и низком давлениях и давлении близком к атмосферному. Для тонкой очистки отходящих газов от примеси аммиака применяют кислотную промывку. Наибольшее распространение получили установки кислотного улавливания с использованием азотной кислоты. Один из вариантов современной схемы узла кислотного улавливания приведен на рисунке 8.24.
1 - скруббер; 2 - холодильник; 3 - сборник нитрата (или сульфата) аммония; 4 - сепаратор-каплеотделитель; 5 - донейтрализатор
Рисунок 8.24 - Принципиальная схема современного узла кислотного улавливания
Рациональной конструкцией скруббера является аппарат колонного типа с двумя зонами контакта. Обе зоны оснащаются массообменными насадками. Нижнюю зону орошают циркулирующим раствором нитрата (или сульфата), содержащим свежую кислоту. В этой зоне осуществляется связывание основного количества аммиака из смеси газов. Верхняя зона орошается конденсатом и служит для охлаждения газа и предотвращения уноса брызг кислоты и раствора нитрата (или сульфата) аммония с уходящими газами. Наибольшее влияние на эффективность работы узла кислотного улавливания оказывает температура циркулирующего раствора.
Узлы кислотного улавливания изначально входили в состав проекта большинства агрегатов карбамида на территории России и стран СНГ. В настоящее время действуют установки кислотного улавливания на следующих производствах карбамида:
- ОАО "Азот" (г.Кемерово) (подача серной кислоты);
- ОАО "Акрон" (г.Великий Новгород), агрегаты N 1-4, агрегат N 5 (подача азотной кислоты);
- ОАО "Куйбышевазот" (г.Тольятти) (подача азотной кислоты).
Сравнительный анализ показателей работы современных установок кислотного улавливания, приведен в таблице 8.23.
Таблица 8.23 - Показатели работы современных установок кислотного улавливания
|
N п/п |
Наименование технологического узла |
Тип поглоти- |
Количество газов, нм |
Концен- |
Концен- |
Отходы, кг соли на 1 т карбамида |
Температура поглотит. |
Фирма-разработчик |
|
1 |
Узел гранулирования |
|
60-110 |
<30 |
2 кг р-ра сульфата аммония на 1 т карбамида |
UFT |
||
|
2 |
Узел приллирования |
|
210 |
36 25 |
Выпуск нового твердого продукта карб.+СА |
PROZAP, Польша |
||
|
3 |
Узел гранулирования (приллирования) |
|
367000 |
188 |
24,4 |
Карбамид с сульфатом аммония 0,3% |
29°С-31°С (до 40°С) |
ENICHEM AGRICOLTURA S.p.A |
|
4 |
Узел гранулирования |
|
130-160 |
Uhde Fertilizer Technology B.V |
||||
|
5 |
Узел абсорбции сдувочных газов |
|
4324 |
112000 |
<20 |
Р-р амм. селитры 28% - 65 кг т карб |
До 40°С |
ОАО "НИИК" |
Отработанным перспективным решением является строительство новых или реконструкция существующих башен приллирования там, где это необходимо.
Метод очистки воздуха от пыли карбамида по своей эффективности превосходит другие методы, используемые в производстве карбамида, при значительно более низком удельном уровне энергетических затрат. Что касается величины конечной концентрации пыли после очистки, то достигнутая в промышленных условиях после инжекционного пылеочистного устройства величина 4-10 мг/нм значительно ниже допустимых норм выбросов пыли карбамида, установленных в других странах и гарантийных показателей зарубежных разработчиков очистных устройств (см. таблицу 8.24).
Таблица 8.24 - Предельные нормы выбросов, установленные в зарубежных странах после башен приллирования и установок грануляции в пересчете на аммиак
|
Величины предельной нормы, мг/нм |
Страна, наименование нормативного документа |
||
|
Аммиак |
Карбамид |
Общий аммиак |
|
|
50 |
28,3 |
78,3 |
EFMA ВАТ Booklet (2001) |
|
3-35 |
8,5-31 |
11,5-66 |
EV BREF LVIC (2007) |
|
30 |
17 |
47 |
UAE (2011) |
|
<15 |
5,7 |
<20,7 |
США (2013) |
Инжекционный метод очистки имеет следующие преимущества:
- простота;
- модульность построения для создания любой нужной производительности по газу;
- низкое гидравлическое (аэродинамическое) сопротивление, инжектор сам является побудителем расхода газа.
К настоящему времени построено более двух десятков башен приллирования в производствах карбамида России, Украины, Белоруссии, Литвы, Узбекистана, Алжира (см. таблицу 8.25).
Таблица 8.25 - Современные башни приллирования с инжекционной очисткой
|
Место расположения |
Год пуска |
Продукт |
Производство карбамида, тыс.т/год |
|
Невинномысск (реконструкция) |
2011 |
Карбамид |
450 |
|
Череповец |
2011 |
Карбамид |
450 |
|
Ферталж (Алжир) |
2010 |
Карбамид |
400 |
|
Новгород (реконструкция) |
2007 |
Карбамид |
500 |
|
Новомосковск (реконструкция) |
2005 |
Карбамид |
400 |
|
Череповец |
1998 |
Карбамид |
400 |
|
Невинномысск (реконструкция) |
1997 |
Карбамид |
330 |
|
Горловка (реконструкция) |
1997 |
Карбамид |
570 |
|
Горловка |
1993 |
Карбамид |
330 |
|
Гродно |
1987 |
Карбамид |
330 |
|
Тольятти |
1986 |
Карбамид |
270 |
|
Северодонецк |
1986 |
Карбамид |
270 |
|
Новгород |
1986 |
Карбамид |
270 |
|
Гродно |
1986 |
Карбамид |
270 |
|
Ионава |
1986 |
Карбамид |
270 |
|
Северодонецк |
1986 |
Карбамид |
330 |
|
Днепродзержинск |
1986 |
Карбамид |
330 |
|
Фергана |
1986 |
Карбамид |
330 |
|
Чирчик |
1986 |
Карбамид |
270 |
|
Одесса |
1985 1986 |
Карбамид |
330 |
В таблице 8.26 приведены данные по выбросам аммиака в атмосферу для рассматриваемых технологий производства карбамида. Они сгруппированы по принципу "Основная технология + Технология получения готового продукта".
В таблице 8.27 приведены более подробные данные по выбросам аммиака по стадиям процесса (приведены только усредненные величины).
Таблица 8.26 - Потери аммиака с выбросами в атмосферу, кг/т готового продукта по данным анкет
|
N п/п |
Технология |
Основная технология (свечи синтеза и дист-ции, выпарки, десорбции, вентиляция) |
С воздухом башни приллирования |
С воздухом грануляции |
||||||
|
Мин |
Макс |
Среднее |
Мин |
Макс |
Среднее |
Мин |
Макс |
Среднее |
||
|
Полный жидкостный рецикл |
||||||||||
|
1 |
Stamicarbon (АК-70) с полной или частичной реконструкцией URECON®2006 + новая или реконструированная башня |
0,018 |
0,810 |
0,308 |
0,02 |
1,0 |
0,5 |
- |
- |
- |
|
2 |
Stamicarbon (АК-70) с незамкнутым циклом без усовершенствований + старая башня и грануляция |
9,829 |
9,829 |
9,829 |
0,97 |
0,97 |
0,97 |
0,50 |
0,50 |
0,50 |
|
3 |
ТЕС + старая башня |
0,024 |
0,024 |
0,024 |
2,35 |
2,35 |
2,35 |
- |
- |
- |
|
Стриппинг в токе |
||||||||||
|
4 |
Стриппинг в токе |
0,208 |
0,273 |
0,241 |
0,29 |
0,60 |
0,45 |
- |
- |
- |
|
5 |
Стриппинг в токе |
0,086 |
0,086 |
0,086 |
0,80 |
0,80 |
0,80 |
- |
- |
- |
|
6 |
Стриппинг в токе |
0,218 |
0,218 |
0,218 |
- |
- |
- |
1,0 |
1,0 |
1,0 |
|
Автостриппинг (в токе |
||||||||||
|
7 |
Автостриппинг + старая башня |
0,326 |
0,326 |
0,326 |
0,13* |
0,13* |
0,13* |
- |
- |
- |
|
8 |
Автостриппинг + грануляция |
0,444 |
0,444 |
0,444 |
- |
- |
- |
1,0 |
1,0 |
1,0 |
|
Tecnimont |
||||||||||
|
9 |
Tecnimont + старая башня |
0,022 |
0,048 |
0,035 |
0,17* |
0,25* |
0,21* |
- |
- |
- |
|
* некорректные данные |
||||||||||
Таблица 8.27 - Потери аммиака с выбросами в атмосферу, кг/т готового продукта по данным анкет
|
N п/п |
Технология |
Через свечи синтеза и дист-ции |
Через свечи выпарки |
С газами после десорб- |
С воздухом гран- |
С вент. |
С воздухом грану- |
Узел отгрузки |
|
Полный жидкостный рецикл |
||||||||
|
1 |
Stamicarbon (АК-70) с полной или частичной реконструкцией URECON®2006 + новая или реконструированная башня |
0,222 |
0,032 |
0,50 |
0,064 |
|||
|
2 |
Stamicarbon (АК-70) с незамкнутым циклом без усовершенствований + старая башня и грануляция |
9,70 |
1,0 |
0,129 |
0,50 |
|||
|
3 |
ТЕС + старая башня |
0,024 |
2,35 |
|||||
|
Стриппинг в токе |
||||||||
|
4 |
Стриппинг в токе |
0,048 |
0,132 |
0,45 |
0,060 |
0,0096 |
||
|
5 |
Стриппинг в токе |
0,044 |
0,013 |
0,80 |
0,032 |
|||
|
6 |
Стриппинг в токе |
0,10 |
0,10 |
0,018 |
1,0 |
|||
|
Автостриппинг (в токе |
||||||||
|
7 |
Автостриппинг + старая башня |
0,32 |
0,13* |
0,006 |
||||
|
8 |
Автостриппинг + грануляция |
0,36 |
0,054 |
0,03 |
1,0 |
|||
|
Tecnimont |
||||||||
|
9 |
Tecnimont + старая башня |
0,016 |
0,21* |
0,019 |
||||
|
* возможны некорректные данные |
||||||||
8.1.2.2 Обращение со сточными водами
В результате химического процесса, взаимодействия аммиака и диоксида углерода, не образуются новые вещества, представляющие опасность для окружающей среды. Вода, получаемая в соответствии с уравнением реакции (0,3 т/т), и выделенная из раствора, после узла выпаривания, содержит незначительные примеси аммиака и карбамида. При использовании современных технологий, десорбции аммиака и гидролиза карбамида на аммиак и диоксид углерода, очищенная сточная вода с содержанием аммиака и карбамида от 1 до 5 мг/л, может быть использована на водоподготовке для получения котловой воды или на подпитке водооборотного цикла. Никаких других отходов в производстве карбамида не образуется.
8.1.2.2.1 Типовые схемы очистки сточных вод производства карбамида
Существует несколько типовых схем очистки сточных вод производства карбамида:
- десорбция в одну ступень;
- десорбция в две ступени;
- двухступенчатая десорбция и гидролиз;
- двухступенчатая десорбция и гидролиз с узлом конденсации.
Десорбция в одну ступень (см. рисунок 8.25).
Конденсат сокового пара из отделения выпарки, содержащий 0,03% карбамида, до 7% аммиака и до 2% диоксида углерода собирается в сборнике. Из сборника сточная вода через рекуперативный теплообменник подается в десорбер. В десорбере происходит отгон аммиака, диоксида углерода и паров воды из сточной воды при давлении 0,08-0,1 МПа и температуре 112°С-125°С. Подогрев сточной воды в кубе десорбера может осуществляться за счет подачи водяного пара как в выносной кипятильник, так и непосредственно в виде подачи "острого" водяного пара. Подогрев сточной воды, входящей в десорбер осуществляется в рекуперативном теплообменнике за счет тепла очищенной сточной воды, выходящей из куба десорбера. Далее очищенная сточная вода передается на очистные сооружения. После отгонки аммиака и диоксида углерода в очищенной сточной воде содержание аммиака составляет не более 200 мг/л и карбамида не более 400 мг/л.
Рисунок 8.25 - Принципиальная схема десорбции аммиака в одну ступень
Степень очистки сточных вод по данной схеме достаточно низкая. Кроме того, на таких установках не происходит очистки от карбамида.
Десорбция в две ступени (см. рисунок 8.26)
Конденсат сокового пара из отделения выпарки, содержащий до 0,5% карбамида, до 6% аммиака и до 2% диоксида углерода собирается в сборнике. Из сборника сточная вода через рекуперативный теплообменник подается в десорбер I ступени. В десорбере происходит отгон аммиака, диоксида углерода и паров воды из сточной воды под избыточным давлением 0,25-0,35 МПа (давление второй ступени дистилляции) и температуре 125°С-135°С. Газы десорбции отправляются в конденсатор II ступени дистилляции или передаются в смежные цех. Подогрев сточной воды в кубе десорбера I ступени осуществляться за счет подачи водяного пара в выносной кипятильник. Подогрев сточной воды, входящей в десорбере I ступени осуществляется в рекуперативном теплообменнике за счет тепла сточной воды выходящей из куба десорбера. Далее сточная вода передается на II ступень десорбции. В десорбере II ступени происходит окончательный отгон аммиака, диоксида углерода и паров воды при атмосферном давлении. Подогрев сточной воды в кубе десорбера II ступени осуществляться за счет подачи водяного пара в выносной кипятильник. Газовая фаза из десорбера II ступени направляется в абсорбер работающий под атмосферном давлением. Далее очищенная сточная вода пройдя через холодильник передается на очистные сооружения. Сточные воды последовательно проходили десорберы I и II ступеней, после чего содержание аммиака в стоках составляло до 50-100 мг/л и карбамида до 5 г/л.
Недостатком данной схемы является отсутствие очистки сточных вод от карбамида, количество которого в стоках практически не изменяется.
Рисунок 8.26 - Принципиальная схема очистки сточных вод десорбцией в две ступени
Двухступенчатая десорбция и гидролиз (см. рисунок 8.27)
Отличие от схемы двухступенчатой десорбции заключается в том, что после I ступени десорбции сточная вода направляется на гидролиз, а далее на II ступень десорбции где происходит окончательная отгонка аммиака, диоксида углерода и воды.
Гидролиз карбамида осуществляется под давлением 1,7-2,0 МПа при температуре 190°С-200°С.
В гидролизере сначала происходит реакция изомеризации карбамида в цианат аммония, который в дальнейшем подвергается гидролизу:
 (1)
(1)
 (2)
(2)
При этом цианат аммония в водном растворе диссоциирует на ионы
 (3),
(3),
и ионы  подвергаются гидролизу
подвергаются гидролизу
 (4)
(4)
Применение такой схемы позволяло очистить сточные воды от карбамида до 150-300 мг/л, снизить содержание аммиака до 50-100 мг/л.
Рисунок 8.27 - Принципиальная схема очистки сточных вод с двухступенчатой десорбцией и гидролизом
Двухступенчатая десорбция и гидролиз с узлом конденсации (см. рисунок 8.28)
Отличие от схемы двухступенчатой десорбции с гидролизом заключается в установке отдельного конденсатора для газов десорбции. Данное решение позволяет держать давление в конденсаторе, отличное от давления узла рецикла, что облегчает эксплуатацию данных узлов и позволяет в каждом узле держать то давление, которое является оптимальным. Раствор карбамата (сконденсировавшиеся пары воды, аммиака и диоксида углерода) откачивается из конденсатора насосом в конденсатор узла рециркуляции. Часть раствора с нагнетания насоса подается на орошение в верхнюю тарелку десорбера I ступени.
В зависимости от расхода и температуры раствора УАС, подаваемого на орошение десорбера I ступени, изменяется температура ПГС на выходе из десорбера, а, следовательно, и массовая доля воды, что позволяет уменьшить рецикл воды в узел синтеза. Давление в конденсаторе и десорбере регулируется сбросом газа в абсорбер работающий под атмосферным давлением.
Применение такой схемы позволяет получить сточные воды с содержанием аммиака и карбамида в очищенной сточной воде на уровне не более 2 ppm (мг/л).
Рисунок 8.28* - Принципиальная схема очистки сточных вод с двухступенчатой десорбцией и гидролизом с узлом конденсации
__________________
* Рисунок соответствует рисунку, приведенному в бумажном оригинале. - Примечание изготовителя базы данных.
Из приведенных выше описанных схем наилучшие показатели очистки сточных вод производства карбамида достигаются по схеме "Очистка сточных вод с двухступенчатой десорбцией и гидролизом с узлом конденсации".
Экологические преимущества схемы:
- возможность повторного использования очищенной технологической сточной воды (например, в качестве подпиточной воды водооборотного цикла);
- независимость работы цеха карбамида от смежных цехов (газы десорбции утилизируются в производстве карбамида);
- возврат аммиака и карбамида в виде раствора карбамата в технологию;
- отсутствие выброса аммиака и карбамида с производства карбамида в водный бассейн;
- прекращение сброса сточных вод на БОС и в канализацию.
В таблице 8.28 приведены данные по сбросам вредных веществ (аммиак и карбамид) в сточных водах, которые соответствуют различным описанным выше схемам.
Таблица 8.28 - Сточные воды производства карбамида (по данным анкет)
|
Наименование загрязняющих веществ |
Сбросы |
Источники сброса/стадия процесса |
Эффективность очистки/ повторного использования |
Комментарии |
||||
|
Объем и (или) масса сбросов загрязняющих веществ на выходе из производства в расчете на тонну продукции, кг/т |
Метод очистки или переработки |
Валовый выброс, м |
Примечание/ информация о том, куда направляются сточные воды с производства и сточные воды после очистки |
Мощность производства, т/год |
Метод определения загрязняющих веществ |
|||
|
Среднее |
||||||||
|
Десорбция в одну ступень |
||||||||
|
Азот аммонийный ( |
0,14 |
БОС, ГОС |
Очистка сточных вод |
Сточные воды направляются на БОС, далее в поверхностный водоем |
450000 |
Фотомет- |
||
|
Карбамид |
0,28 |
|||||||
|
Азот аммонийный ( |
0,045 |
Биоло- |
Технологическая вода после колонны дистилляции С 904 |
12,5 |
515000 |
|||
|
Карбамид |
0,045 |
|||||||
|
Десорбция в две ступени + Двухступенчатая десорбция и гидролиз с узлом конденсации |
||||||||
|
Азот аммонийный ( |
0,098 |
Гидролиз-десорбция |
Очистка сточных вод |
80% |
47 |
Сточные воды из цеха Карбамид-2 направляются в цех ВК НиОПСВ |
400000 |
МВИ |
|
Карбамид |
0,29 |
|||||||
|
Двухступенчатая десорбция и гидролиз |
||||||||
|
Азот аммонийный ( |
0,076 |
БОС |
В коллектор хим-грязной канализации |
350000 |
||||
|
Карбамид |
0,409 * |
25,68 |
На станцию нейтрализации - биоочистные сооружения водный объект |
|||||
|
Двухступенчатая десорбция и гидролиз с узлом конденсации |
||||||||
|
Азот аммонийный ( |
0,0023 |
ГОСВ, десорбция аммиака |
ЭФК, участок N 1 |
100% |
60 |
Сточные воды из цеха карбамид-3 на станцию БХО, на станцию получения деминерализованной воды, на подпитку ВОЦ |
1100000 |
|
|
Карбамид |
0,00114 |
Гидролиз карбамида |
Аналитический |
|||||
|
Азот аммонийный ( |
0,0036 |
Нитриденит- |
Узел десорбции-гидролиза (переработка амводы, образованной при упаривании раствора карбамида) |
98,7%. 100%. |
45 |
В цех биохимической очистки сточных вод предприятия (БХО и ТООП). После очистки сбрасываются в р.Барсучки |
495000 |
Фотоколори- Фотоколори- |
|
Карбамид |
0,0051 |
|||||||
|
Азот аммонийный ( |
0,007 |
Нитриденит- |
Производство карбамида |
98,7%. Сточные воды повторно не используются 100%. Сточные воды повторно не используются |
53,85 |
Очистка сточных вод предприятия (БХО и ТООП). После очистки сбрасываются в р.Барсучки |
440000 |
Фотометри- Фотометри- |
|
Карбамид |
0,0022 |
|||||||
|
Азот аммонийный ( |
0,0065 |
БОС |
Производство карбамида |
25 |
Сточные воды направляются на БОС, далее в поверхностный водоем |
650000 |
Фотоколори- Фотометри- |
|
|
Карбамид |
0,0249 |
|||||||
|
* Повышенное количество карбамида обусловлено повышенным содержанием его в сточных водах, направляемых на очистку в узел десорбции и гидролиза. Это обусловлено различием в основных технологиях, от которых производится переработка сточных вод. В схему с десорбцией в одну ступень поступает сточная вода с содержанием карбамида - 0,03%, в схему с двухступенчатой десорбцией и гидролизом - 0,5% |
||||||||
 )
)8.1.2.2.2 Современные способы обращения со сточными водами и их аппаратурное оформление
Сточные воды из цехов карбамида, как правило, поступают на биологические очистные сооружения. Удельные затраты на очистку сточных вод постоянно растут. Для получения котловой воды обычно используют речную воду. Затраты на водоподготовку увеличиваются с каждым годом (см. рисунок 8.29). Затраты на приготовление котловой воды можно существенно сократить (см. рисунок 8.30), если очищать не речную воду, содержащую большее количество примесей, а сточную воду производства карбамида, содержание примесей в которой минимально. В большинстве случаев это карбамид и аммиак, очистка от которых решается на основе схемы двухступенчатой десорбции и гидролиза. При этом карбамид, разложившийся на аммиак и диоксид углерода и отогнанный аммиак не выбрасываются за пределы производства, а возвращаются в синтез в виде раствора карбамата аммония, что дополнительно снижает расходный коэффициент по аммиаку.
Возможно проведение реконструкции узлов очистки сточных вод с минимальным количеством вновь устанавливаемого оборудования, путем модернизации существующих аппаратов и перераспределения технологических потоков. Достигаемая степень очистки после проведения реконструкции узла сточных вод составляет не более 2 мг/л по аммиаку и карбамиду.
В связи с имеющимися особенностями технологии на различных агрегатах карбамида, отличиями режимов эксплуатации узла очистки сточных вод, и наличием конструктивных особенностей оборудования узла, комплекс мероприятий по реконструкции для каждого агрегата карбамида подбирается индивидуально.
Рисунок 8.29 - Существующая схема затрат на получение котловой воды и переработку сточных вод производства карбамида
Рисунок 8.30 - Предлагаемая схема затрат на получение котловой воды
Разработаны и освоены для реконструкции узлов очистки сточных вод следующие технические решения:
- замена существующих перегородок в десорберах I и II ступени на высокоэффективные;
- установка высокоэффективного двухзонного гидролизера;
- уменьшение градиента температур по высоте гидролизера;
- установка конденсатора газов десорбции, работающего в затопленном режиме;
- наращивание теплообменной поверхности в случае необходимости.
Схема работы высокоэффективных контактных устройств струйного типа показана на рисунок 8.31. Предлагаемые контактные устройства по сравнению с обычными тарелками, используемыми в узлах очистки сточных вод, обладают следующими преимуществами:
Рисунок 8.31 - Схема работы контактных устройств струйного типа
1) Меньшее гидравлическое сопротивление (на ~30%) за счет лучшего использования кинетической энергии струи газа.
В данном случае газ выходит из отверстий в направлении движения жидкости по тарелке; это вызывает снижение продольного перемешивания жидкости и способствует движению жидкости, что приводит к уменьшению гидравлического градиента.
2) Повышение эффективности работы тарелки на ~15%.
Наклонные отбойные элементы на ситчатой тарелке создают направленное движение газа в сторону перелива, за счет чего уменьшается градиент уровня жидкости на тарелке, вследствие чего газовая фаза равномерно проходит по всему сечению тарелки. Кроме этого, планки отбойных элементов (поперек потока на тарелке), а также несущие элементы планок (вдоль потока) выполняют роль секционирующих устройств, уменьшая обратное перемешивание на тарелке и повышая эффективность ее работы.
3) Возможность работы тарелки на повышенных нагрузках по газовой фазе.
В связи со снижением концентрации аммиака на выходе из десорберов и увеличения количества сточной воды возрастает количество выделившейся газовой фазы, что приводит к увеличению скорости парогазовой фазы в десорбере.
Отбойные элементы на ситчатой тарелке препятствуют повышению брызгоуноса на вышележащую тарелку при повышении расхода газовой фазы, т.е. уменьшают продольное перемешивание в масштабах всей тарельчатой колонны, что приводит к повышению эффективности работы аппарата.
Высокоэффективный двухзонный гидролизер (см. рисунок 8.32) имеет оптимальную конструкцию для достижения наиболее полного разложения карбамида в сточной воде. В нем ведется как процесс гидролиза карбамида, так и отгонки аммиака. Гидролизер представляет собой аппарат колонного типа, состоящий из двух частей "гидролизной" и "десорбционной".
Рисунок 8.32 - Эскиз высокоэффективного двухзонного гидролизера
Как известно, процесс гидролиза карбамида наиболее эффективно протекает в режиме идеального вытеснения. Одним из наиболее простых и надежных способов установки требуемой гидродинамики является секционирование полого аппарата. Установка контактных устройств равномерно по высоте гидролизера в "гидролизной" части дает следующий эффект:
- значительно уменьшается обратное перемешивание жидкости. Гидродинамический режим работы приближается к режиму идеального вытеснения;
- значительно увеличивается поверхность контакта фаз в аппарате за счет многократного диспергирования газовой фазы;
- устраняются крупномасштабные циркуляционные токи жидкости в аппарате.
В "десорбционной" части гидролизера происходит эффективный отгон аммиака, выделившегося в результате гидролиза карбамида. Промежуточный отвод аммиака из технологической воды позволяет вести эффективный гидролиз и в "десорбционной" части гидролизера.
Установка отдельного конденсатора для газов десорбции (см. рисунок 8.33) позволяет держать давление в нем, отличное от давления узла рецикла, что облегчает эксплуатацию данных узлов и позволяет в каждом узле держать то давление, которое является оптимальным.
Рисунок 8.33 - Схема установки затопленного конденсатора газов десорбции
В условиях барботажа газов десорбции в жидкую фазу конденсация газа протекает более эффективно, что приводит к увеличению степени конденсации газов десорбции после "затопления" конденсатора.
Установка атмосферного абсорбера приводит к повышению эффективности работы узла сточных вод в целом и снижению содержания аммиака в сточных водах после очистки за счет разделение сдувок рецикла и десорбции.
Одним из способов повышения эффективности работы узла очистки сточных вод, является снижение концентрации аммиачной воды, подаваемой в узел за счет перераспределения потоков поступающих в сборник сточных вод (см. рисунок 8.34). В результате перераспределения потоков кроме того происходит повышение концентрации раствора, подаваемого в узел абсорбции и соответственно повышение концентрации растворов УАС, подаваемых в узел синтеза, что приводит к повышению эффективности работы всего агрегата.
Разделение сборника процессного конденсата осуществляется с целью снижения концентрации аммиачной воды подаваемой в узел десорбции и гидролиза и, как следствие, снижения нагрузки на этот узел, а также для повышения концентрации раствора, подаваемого в узел рецикла и, соответственно, снижения количества воды, подаваемой в узел синтеза вместе с раствором карбамата. Реконструкция состоит в дооборудовании сборника КСП карманом", в который подается КСП с высоким содержанием аммиака (из конденсатора форвыпарки, 2-го конденсатора II ступени выпарки). Раствор из этого "кармана" подается на всас насоса абсорбера НД.
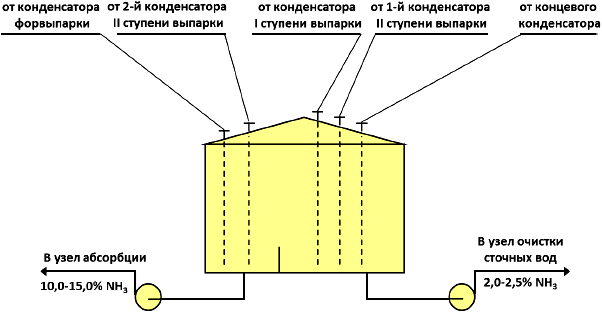
Рисунок 8.34 - Пример перераспределения потоков процессного конденсата (КСП)
В результате проведенной реконструкции сборника процессного конденсата достигается:
- снижение концентрации аммиака в растворе, подаваемом в узел десорбции (на 1%-1,5%);
- повышение концентрации аммиака в растворе, подаваемом в узел абсорбции (до 10%-15%).
Данное мероприятие успешно реализовано на: ОАО НАК "Азот", Карбамид-3 (2 очередь), г.Новомосковск.
Одним из приемов снижения нагрузки на узел очистки сточных вод является использование водоструйных эжекторов вместо паровых. Это мероприятие не только дает экономию пара и оборотной воды за счет отключения паровых эжекторов, но и снижает количество сточных вод и энергозатраты в узле очистки сточных вод.
Реконструкции узла очистки сточных вод в производствах карбамида проведены на ОАО "НАК "Азот" цех М-2, г.Новомосковск, ГХЗ ОАО "Газпром нефтехим Салават", цех N 50, г.Салават, ОАО "НАК "Азот" цех К-3 (2 очередь), ОАО "Акрон", агрегат N 5, г.Великий Новгород.
Отдельные результаты реконструкции показаны в таблицах 8.29, 8.30.
Таблица 8.29 - Показатели состава сточной воды до и после реконструкции
|
Наименование показателя |
До реконструкции |
После реконструкции |
|
Состав сточной воды после очистки, ppm: |
||
|
аммиак |
300 |
5 |
|
карбамид |
8000 |
5 |
Таблица 8.30 - Результаты реконструкции на ОАО "Газпром нефтехим Салават", цех N 50, г.Салават
|
Наименование показателя |
До реконструкции |
После реконструкции |
|
Состав сточной воды после очистки, ppm: |
||
|
аммиак |
150 |
3,4 |
|
карбамид |
350 |
отсутствует |
8.1.2.3 Характеристики ресурсо- и энергосбережения
Степень пользования аммиака, основного сырья для производства карбамида, характеризует расходный коэффициент по аммиаку (см. таблицу 8.31), который показывает, сколько кг аммиака израсходовано для получения 1 тонны готового продукта.
Различные технологии получения карбамида используют различные энергоресурсы, и учет их расходования ведется по-разному. Для того, чтобы иметь возможность сравнить энергозатратность отличных технологий (см. таблицу 8.32) воспользуемся приемом, рекомендуемым Госкомстатом для энергетических балансов, переведем все энергетические средства в тонны условного топлива (ТУТ) и определим их сумму для каждой технологии.
Таблица 8.31 - Расходный коэффициент по аммиаку
|
N п/п |
Предприятие, цех, технология |
Расходный коэффициент по аммиаку, кг/т (диапазон), среднее |
|
1 |
Stamicarbon (АК-70) с полной или частичной реконструкцией URECON®2006 |
(574-580) |
|
2 |
Stamicarbon (АК-70) с незамкнутым циклом без усовершенствований |
588,5 |
|
3 |
TEC |
581,7 |
|
5* |
Стриппинг в токе |
(570,0-586,2) |
|
6 |
Автостриппинг (в токе |
(568,3-600,0) |
|
7 |
Tecnimont |
(575,6-582,6) |
__________________
* Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 8.32 - Расход энергетических средств
|
NN п/п |
Технология |
Пар, Гкал/т |
Электроэнергия, кВтч/т |
Вода оборотная, м |
Природный газ, м |
Суммарный расход энергетических средств |
|
|
ТУТ/т* |
ГДж/т |
||||||
|
Полный жидкостный рецикл |
|||||||
|
1 |
Stamicarbon (АК-70) с полной или частичной реконструкцией URECON®2006 |
1,114 |
175,0 |
123,5 |
0,2391 |
7,007 |
|
|
2 |
Stamicarbon (АК-70) с незамкнутым циклом без усовершенствований |
1,666 |
175,3 |
120,7 |
0,3212 |
9,413 |
|
|
3 |
ТЕС |
1,396 |
44,2 |
68,7 |
0,2302 |
6,747 |
|
|
Стриппинг в токе |
|||||||
|
5** |
Пар со стороны |
0,872 |
166,4 |
0,1900 |
5,568 |
||
|
6 |
С котлом для получения пара |
102,9 |
133,9 |
0,1900 |
5,568 |
||
|
Автостриппинг (в токе |
|||||||
|
7 |
Пар со стороны |
1,544 |
47,5 |
51,2 |
0,2514 |
7,368 |
|
|
8 |
С котлом для получения пара |
88,7 |
176,2 |
0,2339 |
6,855 |
||
|
Tecnimont |
|||||||
|
9 |
Tecnimont |
0,260 |
75,8 |
192,9 |
0,2874 |
8,423 |
|
|
* Согласно постановлению N 46 Госкомстата Российской Федерации от 23 июня 1999 г. расчет ТУТ/т ведется по формуле: 1 ТУТ/т = П·0,1486 + Г· 1,154 + Э 0,3445 + В 0,11 где П - пар, Гкал/т; Г - природный газ, тыс.м 1 ТДж = 0,0293076 ТУТ. |
|||||||
__________________
** Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
8.1.3 Определение наилучших доступных технологий
8.1.3.1 Классификация технологий
Для получения карбамида в промышленности во всем мире используют единственный способ: синтез из аммиака и диоксида углерода, при высоком давлении и температуре. Главные стадии производства высококонцентрированного раствора (плава): синтез, дистилляция (с вариантами проведения с разным количеством ступеней и различных диапазонах давления), конденсация и возврат непрореагировавшего сырья на стадию синтеза, выпаривание воды из раствора карбамида. В технологиях разных разработчиков могут существенно отличаться параметры технологического режима и конструкции используемого оборудования.
В 8.1.1 были описаны все технологии производства карбамида, применяемые в настоящее время в России.
Условно технологии получения концентрированного раствора (плава) карбамида можно разделить на:
- технологии с полным жидкостным рециклом (Stamicarbon АК-70, URECON®2006, TEC, Tecnimont);
- технологии со стриппинг-процессом (Stamicarbon АК-80, Snamprogetti).
Технологии получения твердых форм готового продукта можно разделить на:
- башни приллирования;
- грануляцию в КС.
В соответствии с этой классификацией и предлагается вести описание НДТ. Ниже рассмотрим критерии отнесения указанных технологий к НДТ.
8.1.3.2 Промышленное внедрение технологических процессов, оборудования, технических способов, методов на двух и более объектах в Российской Федерации
Количество объектов, относящихся к области применения НДТ:
- по технологии получения концентрированного раствора (плава) карбамида:
- полный жидкостный рецикл с незамкнутым циклом - 4 агрегата;
- URECON®2006 и его элементы - 14 агрегатов карбамида;
- полный жидкостный рецикл Tecnimont - 2 агрегата;
- стриппинг-процесс в токе - 4 агрегата карбамида;
- автостриппинг - 4 агрегата карбамида;
- по технологии получения твердых форм готового продукта:
- Современные башни приллирования конструкции ОАО "НИИК" с увеличенной высотой полета частиц, встроенным аппаратом охлаждения гранул и пылеочистным устройством инжекционного типа - 5 башен построено и 2 реконструировано;
- Башни Tecnimont - 2 шт.
- Башни приллирования Snamprogetti - 3 шт.
- Установка грануляции в КС фирмы Stamicarbon - 2 шт.
Объекты распределены по всей территории Российской Федерации и эксплуатируются в различных климатических зонах: как на Севере (Вологодская обл.), тоже и на Юге (Ставропольский край).
8.1.3.3 Наименьший уровень негативного воздействия на окружающую среду в расчете на 1 т произведенного карбамида
При современных технологиях получения карбамида отходы не образуются. Вода, получаемая по уравнению реакции, после установки двухступенчатой десорбции аммиака и гидролиза, может использоваться на водоподготовке вместо речной воды или для подпитки водооборотного цикла (ВОЦ).
В производстве карбамида ключевым (маркерным) загрязняющим веществом является аммиак. Эмиссии в окружающую среду из производства карбамида (при условии применения установки очистки сточных вод), могут быть только в виде газовых выбросов, причем наибольшее воздействие на окружающую среду оказывают выбросы из узлов приллирования и грануляции, а основным загрязняющим веществом является аммиак. Пыль карбамида также оказывает негативное воздействие. К примеру, она может оседать на строительных сооружениях и вызывать их разрушение. При контакте с водой вследствие гидролиза карбамид превращается в аммиак и диоксид углерода.
По основной технологии в соответствии с 8.1.2, таблицами 8.26 и 8.27 сравнительно высокое значение выброса имеет технология полного жидкостного рецикла Stamicarbon с незамкнутым циклом. В данном случае это обусловлено инфраструктурой предприятия, эксплуатирующего его, а именно отсутствием производства аммиачной селитры интегрированным с производством карбамида. В остальных случаях применения данной технологии передача газов (как и описано в 8.1.1.1.1.1) из узла дистилляции идет в цех аммиачной селитры для переработки, или же они каким-либо образом улавливаются в агрегате карбамида.
По получению товарных форм карбамида в соответствии с 8.1.2, таблицами 8.26 и 8.27 повышенный выброс аммиака имеет только башня приллирования фирмы ТЕС.
8.1.3.4 Применение ресурсо- и энергосберегающих методов
В соответствии с 8.1.2, таблица 8.32, стриппинг-процесс в токе имеет самые низкие показатели по расходованию энергетических средств 5,6 ГДж/т. Очевидно, что выбор условий проведения процесса в целом и стриппинга в частности - наилучшие в данной технологии. Чуть большие значения показывают технологии автостриппинга (6,8-7,4 ГДж/т), а также технологии полного жидкостного рецикла с применением энергосберегающих решений ТЕС и URECON®2006 (6,7-7,0 ГДж/т). Более высокими значениями расхода энергосредств отличаются технологии полного жидкостного рецикла Tecnimont и Stamicarbon без усовершенствований (8,4-9,4 ГДж/т). В последних почти не применяется рекуперация технологического тепла.
Самый низкий расход сырья (аммиака) (8.1.2, таблица 8.31) у стриппинга в токе (571,5 кг/т), чуть больше сырья расходуется в технологии полного жидкостного рецикла с применением реконструкции URECON®2006 (576 кг/т), далее все остальные технологии (автостриппинг, полные жидкостные рециклы Tecnimont и Stamicarbon без усовершенствований - 579-588 кг/т).
8.1.3.5 Выбор НДТ
8.1.3.5.1 Получение плава карбамида
На сегодня НДТ получения плава карбамида с точки зрения энергоэффективности и экологичности являются стриппинг процессы, а также технологии полного жидкостного рецикла с учетом доработки их до современного уровня.
Технология стриппинга в токе и автостриппинга могут обеспечить наилучшие технико-экономические показатели. В основе таких результатов лежит главный принцип - возврат основной части непрореагировавшего сырья без снижения давления. В этом случае не происходит потери энергии при дросселировании раствора карбамида. Также при этом сокращаются выбросы вредных веществ в атмосферу, так как большая часть рециркулирующих компонентов не выходит за рамки узла синтеза. Тепло конденсации газов дистилляции утилизируется в виде водяного пара. Обратной стороной данного подхода является тот факт, что для достижения необходимой эффективности отгонки непрореагировавших компонентов в стриппере, требуется поддерживать пониженное давление синтеза. Отсюда пониженная степень конверсии в карбамид (что не дает достигнуть еще лучших результатов по энергетике), увеличенный размер оборудования узла синтеза, наличие 3-4 аппаратов высокого давления.
Технологии с полным жидкостным рециклом в своем классическом исполнении уступают технологиям со стриппинг-процессами. Однако наличие технологии URECON®2006 позволяет повысить эффективность работы процесса с полным жидкостным рециклом Stamicarbon АК-70 и приблизить технико-экономические показатели к современному уровню стриппинг-технологий.
Отметим, что в процессе внедрения технологии URECON®2006 производительность агрегатов карбамида АК-70 была увеличена с 250 до 500-550 т/сут, энергозатраты снижены на 20%-25%.
Схема НДТ выглядит следующим образом:
8.1.3.5.2 Получение готового продукта
В области приллирования современная башня приллирования российской разработки обеспечивает на территории России на сегодняшний день:
- наилучшее качество готового продукта;
- наименьшие выбросы вредных веществ в атмосферу.
Башни приллирования Snamprogetti, ТЕС, старые башни Stamicarbon также обеспечивают выпуск готовой продукции в соответствии с ГОСТ 2081-2010 при приемлемом уровне выбросов. Для башен Tecnimont характерны некоторые проблемы с качеством готового продукта (низкая прочность). Однако все они могут быть отнесены к НДТ ввиду того, что выпускаемая товарная продукция проходит контроль качества, а выбросы из установок не превышают установленных норм.
В области гранулирования на сегодня НДТ является грануляция в КС по технологии Stamicarbon.
8.1.4 Наилучшие доступные технологии
8.1.4.1 Перечень НДТ, позволяющих сократить эмиссии в окружающую среду, потребление сырья, воды, энергии и образование отходов в области получения плава карбамида. Отдельные мероприятия
Отдельные мероприятия приведены в таблице 8.33.
Таблица 8.33 - НДТ в области получения плава карбамида. Отдельные мероприятия
|
N п/п |
Описание мероприятия |
Объект внедрения |
Эффект от внедрения |
Ограничение применимости |
Основное оборудование |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэф- |
Ресурсо- |
|||||
|
НДТ в области получения плава карбамида |
|||||||
|
1 |
Комплект внутренних устройств в реактор синтеза карбамида |
Полный жидкостный рецикл |
- |
Экономия энергии 0,04-0,08 Гкал/т |
Снижение расхода пара на произво- |
- |
Вихревой смеситель Насадка продольного секциони- Массооб- |
|
2 |
Дистиллятор среднего давления (один аппарат) либо стриппер- |
Полный жидкостный рецикл |
- |
Повышение эффектив- |
Снижение расхода пара на произво- |
- |
Дистиллятор среднего давления либо Стриппер- |
|
3 |
Дистиллятор низкого давления (единый аппарат) |
Полный жидкостный рецикл |
- |
Экономия энергии 0,05-0,07 Гкал/т |
Снижение расхода пара на произво- |
- |
Дистиллятор низкого давления |
|
4 |
Рекуператор газов дистилляции |
Полный жидкостный рецикл |
- |
Экономия энергии 0,15 Гкал/т |
Снижение расхода пара на произво- |
- |
Рекуператор газов дистилляции |
|
5 |
Абсорбер среднего давления |
Полный жидкостный рецикл |
Исключение выбросов газов из узла среднего давления в случае отсутствия цеха аммиачной селитры |
- |
Исключение вывода газов из узла среднего давления на переработку в цех аммиачной селитры |
- |
Независи- |
|
6 |
Модернизация атмосферного абсорбера |
Полный жидкостный рецикл |
Исключение выбросов аммиак- |
- |
Исключение вывода газов из узла низкого давления в цех аммиачной селитры |
- |
Независи- |
|
7 |
Комплект внутренних устройств в реактор синтеза карбамида |
Стриппинг в токе |
- |
Экономия энергии до 0,04 Гкал/т |
Снижение расхода пара на производство |
- |
- Насадка продольного секциони- - Массооб- |
|
8 |
Модернизация распреде- |
Стриппинг в токе |
- |
Повышение эффектив- |
Снижение расхода пара на производство |
- |
Распределительное устройство раствора карбамида |
|
9 |
Модернизация схемы работы карбаматного конденсатора (перевод в затопленный режим работы) |
Стриппинг в токе |
- |
Повышение давления пара, вырабаты- |
Снижение расхода пара на производство |
- |
Модернизация существую- Новый карбаматный конденсатор |
|
10 |
Утилизация тепла абсорбции газов синтеза в узле выпаривания |
Стриппинг в токе |
- |
Экономия энергозатрат |
Снижение расхода пара на произво- |
- |
Дополни- |
|
11 |
Утилизация тепла конденсата пара, обогревающего стриппер, в дистилляторе среднего давления |
Автостриппинг (в токе |
- |
Сокращение энергозатрат на подогрев для дистилляции под давлением 1,8 МПа |
Снижение расхода пара на произво- |
- |
Дополни- |
|
12 |
Замена аппаратов воздушного охлаждения на аппараты водяного охлаждения |
Автостриппинг (в токе |
- |
Значительное повышение надежности работы оборудования охлаждения технологи- |
- |
- |
Холодильники и конденсаторы, охлаждаемые оборотной водой |
|
13 |
Узел, включающий в себя: 1. Двухступенчатую десорбцию, совмещенную в одном аппарате и подогревом острым паром. 2. Вертикальный двухзонный гидролизер с подогревом острым паром и с разделением газовой и жидкой фаз. 3. Рекуперативные теплообменники десорбера и гидролизера. 4. Затопленный |
Очистка сточных вод (универсальный узел для всех технологий) |
Обеспечение минимально возможных сбросов аммиака и карбамида (2 ppm для каждого в-ва). Прекращение сброса сточных вод на БОС и в канализацию |
Сокращение энергети- |
Снижение расхода пара на произво- |
- |
Десорбер Гидролизер Рекупера- Затопленный конденсатор газов десорбции |
|
14 |
Утилизация низкопотен- |
Общие мероприятия |
- |
Повышение давления пара до 0,5-0,6 МПа и возможность его применения в различных техноло- |
- |
- |
Паровой эжектор |
|
15 |
Новый агрегат мощностью 300-600 т/сут |
Новое строительство |
- |
Снижение расхода пара до 0,80 Гкал/т Расход электри- |
Расход аммиака - 570 кг/т Расход диоксида углерода - 740 кг/т |
Агрегат небольшой мощности |
Комплектная поставка оборудования |
|
16 |
Новый агрегат мощностью 1500 т/с |
Новое строительство |
- |
Снижение расхода пара до 0,65 Гкал/т Расход электриче- |
Расход аммиака - 570 кг/т Расход диоксида углерода - 740 кг/т |
Технология подходит для строительства и реконструкции агрегатов мощностью 1500-2500 т/с |
Комплектная поставка оборудования |
|
НДТ в области получения твердых форм готового карбамида |
|||||||
|
17 |
Современная башня приллирования российской разработки |
Любая технология получения высоко- |
Снижение концентрации пыли карбамида до 10-20 мг/нм |
Затраты электриче- Пар используется периодически |
Сокращение потерь аммиака до 0,3-0,6 кг/т |
- |
Ствол башни Виброприллер Аппарат КС Пылеочистное устройство Вентилятор дутьевой Насос циркуляционный |
|
18 |
Установка грануляции в КС фирмы Stamicarbon |
Любая технология получения плава с концентрацией карбамида 98,5% масс |
- |
Затраты электри- 38 кВтч/т Затраты тепловой энергии: 0,015 Гкал/т |
- |
Из-за повышенного содержания КФС продукт имеет ограниченное применение |
Гранулятор с большим количеством форсунок Подогре- Емкость растворения Холодильник гранулята Воздуходувка Нагнетатель воздуха на распыление Элеватор Классифи- Дробилка Транспортер ретура Бункер |
|
19 |
Установка кислотного улавливания аммиак- |
Сдувки с примесью аммиака из технологических аппаратов |
Снижение концентрации аммиака после кислотной промывки до 20 мг/нм |
- |
Образова- |
- |
Скруббер колонного типа с двумя зонами контакта Холодильник Сборник Сепаратор- Донейтра- |
8.1.4.2 Перечень НДТ, позволяющих сократить эмиссии в окружающую среду, потребление сырья, воды, энергии и образование отходов в области получения плава карбамида. Новое строительство
8.1.4.2.1 Технология получения концентрированного раствора (плава) карбамида при высоких давлениях и возврате рецикла в виде раствора - URECON®2006
Технология URECON®2006 основана на многолетнем опыте в проведении реконструкций агрегатов карбамида с полным жидкостным рециклом. Строительство малотоннажного агрегата актуально в тех случаях, когда на предприятии существует небольшой избыток аммиака, который необходимо переработать в карбамид. Размещается на отдельной этажерке и может монтироваться независимо от режима работы основного производства.
Одним из основных преимуществ технологии является наличие всего одного аппарата высокого давления - реактора синтеза карбамида. Синтез протекает при давлении 20 МПа и температуре 190°С-195°С. В реактор устанавливается комплект внутренних устройств (КВУ), что позволяет получить максимальную степень конверсии сырья в карбамид в интенсивных условиях протекания процесса. Непрореагировавшее сырье в виде газов начинает выделяться еще в сепарационной части реактора под давлением синтеза. Затем плав синтеза из реактора последовательно проходит две ступени дистилляции: среднего и низкого давления. Каждая ступень дистилляции состоит из одного аппарата - дистиллятора, совмещающего в себе колонну дистилляции и стриппер. Применение высокоэффективной стриппинговой дистилляции среднего давления позволяет уменьшить рецикл воды в ректор. Тепло горячих газов дистилляции используется для подогрева плава карбамида в колонне дистилляции среднего давления. Для возврата в узел синтеза избыточного аммиака установлен узел рецикла аммиака, включающий промывную колонну, аммиачные конденсаторы и концевой абсорбер. После второй ступени дистилляции, работающей без подачи пара на тепле газов дистилляции среднего давления, раствор карбамида поступает в рекуператор форвыпарки. Окончательное концентрирование раствора карбамида происходит на двухступенчатой выпарке с пониженным потреблением водяного пара, а полученный высококонцентрированный плав карбамида направляется в отделение получения товарных форм.
Перечень основного технологического оборудования представлен в таблице 8.34.
Таблица 8.34 - Перечень основного технологического оборудования для нового агрегата производства карбамида по технологии URECON®2006
|
N п/п |
Наименование |
Кол-во |
|
Компрессия, насосная высокого давления |
||
|
1 |
Компрессор |
1 |
|
2 |
Насосы жидкого аммиака |
2 |
|
3 |
Карбаматные насосы ВД |
2 |
|
4 |
Танк жидкого аммиака |
1 |
|
Синтез |
||
|
5 |
Подогреватель жидкого аммиака |
1 |
|
6 |
Реактор синтеза |
1 |
|
7 |
Комплект внутренних устройств |
1 |
|
Узел дистилляции среднего давления |
||
|
8 |
Колонна дистилляции I ступени |
1 |
|
9 |
Промывная колонна |
1 |
|
10 |
Конденсатор жидкого аммиака |
3 |
|
11 |
Буфер возвратного аммиака |
1 |
|
12 |
Скруббер |
1 |
|
Узел дистилляции низкого давления |
||
|
13 |
Дистиллятор II ступени |
1 |
|
14 |
Конденсатор II ступени дистилляции |
1 |
|
15 |
Насос РУАС II ступени |
2 |
|
16 |
Емкость постоянного напора |
1 |
|
Узел форвыпарки |
||
|
17 |
Теплообменник-рекуператор |
1 |
|
18 |
Конденсатор узла форвыпарки |
1 |
|
19 |
Абсорбер |
1 |
|
Выпарка и конденсация |
||
|
20 |
Сборник раствора карбамида |
1 |
|
21 |
Насос подачи плава на выпарку |
2 |
|
22 |
Испаритель I ступени выпарки |
1 |
|
23 |
Конденсатор I ступени выпарки |
1 |
|
24 |
Испаритель II ступени выпарки |
1 |
|
25 |
Конденсатор II ступени выпарки |
1 |
|
26 |
Хвостовой конденсатор выпарки |
1 |
|
27 |
Сепаратор I ступени выпарки |
1 |
|
28 |
Сепаратор II ступени выпарки |
1 |
|
29 |
Паровой эжектор инертов II ступени выпарки |
1 |
|
30 |
Сборник аммиачной воды |
1 |
|
31 |
Циркуляционный насос эжектора |
2 |
|
32 |
Водоструйный эжектор |
1 |
|
33 |
Насос подачи плава на грануляцию |
2 |
|
Десорбция и гидролиз |
||
|
34 |
Оборудование узла очистки сточной воды |
|
Технология URECON®2006 может быть использована как для строительства нового агрегата, так и для реконструкции существующих агрегатов. По состоянию на 2015 год по данной технологии реконструированы агрегаты карбамида на ЗАО "Куйбышевазот", ОАО "Невинномысский азот", ОАО НАК "Азот", ОАО "Газпром нефтехим Салават" (цех N 50), ОАО "Акрон" (г.В.Новгород).
В комплексе агрегат по схеме URECON®2006 имеет современные технико-экономические показатели: расходный коэффициент по - 567-570 кг/т, по - 734-750 кг/т; по пару - 0,85-0,85 Гкал/т. Современная и эффективная организация технологического процесса, а также наличие специальной системы абсорбции позволяет добиться минимальных выбросов вредных веществ в атмосферу. Применение узла очистки сточных вод с двухступенчатой десорбцией и гидролизом позволяет полностью исключить сбросы вредных веществ со сточными водами.
8.1.4.2.2 Технологии получения концентрированного раствора (плава) карбамида с дистилляцией плава при сравнительно высоких давлениях и утилизации тепла конденсации газов дистилляции в виде водяного пара - стриппинг-процессы
В стриппинг-процессе непрореагировавшие и выделяют из плава синтеза и конденсируют при высоком давлении. При этом теплоту конденсации газов дистилляции можно отводить при высокой температуре, получая пар низкого давления, пригодный для применения в собственном производстве.
Преимущества стриппинг-технологий можно представить следующим образом:
- низкие затраты энергии на агрегате карбамида за счет возврата непрореагировавших компонентов без снижения давления синтеза и утилизации тепла процесса для выработки пара, который используется внутри процесса;
- наличие развитой системы абсорбции отходящих газов с достижением минимальных выбросов в атмосферу.
К недостаткам технологии можно отнести значительное снижение давление объединенного узла синтеза-дистилляции по сравнению, например, с давлением и соответствующей ему температурой в узле синтеза в классической схеме с полным жидкостным рециклом. В итоге применение стриппинг-технологии приводит к значительному снижению удельной производительности узла синтеза и степени и степени конверсии диоксида углерода в карбамид, а, следовательно, увеличению объема реактора синтеза. Значительная экономия энергетических средств достигается ценой значительного снижения удельной производительности реакторного оборудования, что ведет к его удорожанию, т.е. повышению первоначальных капитальных затрат.
Перечень основного технологического оборудования представлен в таблице 8.35.
Таблица 8.35 - Перечень основного технологического оборудования стриппинг-процесса
|
N п/п |
Наименование |
Кол-во |
|
Компрессия, насосная высокого давления |
||
|
1 |
Компрессор |
1 |
|
2 |
Насос аммиака высокого давления |
2 |
|
3 |
Насос карбамата высокого давления |
2 |
|
Синтез |
||
|
4 |
Реактор синтеза карбамида |
1 |
|
5 |
Стриппер высокого давления |
1 |
|
6 |
Конденсатор высокого давления |
1 |
|
7 |
Скруббер высокого давления |
1 |
|
Узел дистилляции |
||
|
8 |
Ректификационная колонна низкого давления |
1 |
|
9 |
Теплообменик рециркуляции |
1 |
|
10 |
Конденсатор низкого давления |
1 |
|
11 |
Скруббер рецикла |
1 |
|
Выпарка и конденсация |
||
|
12 |
Испаритель I ступени выпаривания (2 секции) |
1 |
|
13 |
Испаритель II ступени выпаривания |
1 |
|
14 |
Сепаратор I ступени выпаривания |
1 |
|
15 |
Сепаратор II ступени выпаривания |
1 |
|
16 |
Скруббер низкого давления |
1 |
|
Десорбция и гидролиз |
||
|
17 |
Десорбер I ступени |
1 |
|
18 |
Гидролизер |
1 |
|
19 |
Десорбер II ступени |
1 |
|
20 |
Концевой скруббер абгазов |
1 |
Технология стриппинг-процесса может быть использована только для строительства нового производства карбамида.
В комплексе применение стриппинг-процесса позволяет добиться максимальной энергоэффективности агрегата карбамида. Как и в случае с технологией URECON®2006 применяются эффективные методы абсорбции отходящих газов, а также очистки сточных вод.
8.1.4.3 Перечень НДТ, позволяющих сократить эмиссии в окружающую среду, потребление сырья, воды, энергии и образование отходов в области получения твердых форм готового продукта. Новое строительство
8.1.4.3.1 По технологии получения твердых форм готового продукта - современная башня приллирования
Современная башня приллирования, изображенная на рисунке 8.35, представляет собой инженерно-техническое сооружение с высотой полета частиц от 70 до 85 м и диаметром ствола башни 11-18 м в зависимости от производительности по готовому продукту. Для обеспечения равномерного распределения воздуха по сечению ствола башни и предотвращения деформации незатвердевших частиц и раскалывания затвердевших, в нижней части башни, практически по всему поперечному сечению, устанавливается встроенный аппарат охлаждения гранул в "кипящем" слое 1 с подводящими воздуховодами и дутьевыми вентиляторами 3 для подачи воздуха в аппарат охлаждения гранул.
Благодаря увеличению линейной скорости воздуха удается повысить плотность орошения ствола башни. Кроме того, эффект торможения гранул встречным потоком воздуха сказывается на времени их падения. Выше аппарата охлаждения гранул по периметру ствола башни предусматриваются окна для подсоса дополнительного количества атмосферного воздуха 4, а также, в случае необходимости, монтируется направляющий конус 5, а также люки 6 и площадка 7 для его очистки.
С внешней стороны ствола башни, в районе размещения окон для подсоса атмосферного воздуха, монтируется ветроотбойный щит 8 с целью предотвращения нарушений аэродинамики движения потоков воздуха и исключения попадания атмосферных осадков внутрь башни. Средняя часть башни состоит из цилиндрического ствола. В верхней части башни имеется перекрытие, в центре которого расположен центробежный разбрызгиватель (диспергатор) 10 современной конструкции с наложением колебаний на струю, позволяющий получать продукт монодисперсного состава с основным размером гранул 2,5-3,0 мм. Перед подачей плава на диспергатор предусмотрена установка фильтра плава 11. Ниже разбрызгивателя располагаются окна ввода отработанного воздуха в очистное устройство 12. В качестве очистного устройства 13 используется система очистки инжекционного типа. Использование инжектора в качестве основного аппарата для транспортировки и промывки воздуха определяет всю компоновку верхней части башни. Очистка воздуха осуществляется в двух последовательно расположенных зонах. В первой зоне 14 - отработанный воздух промывается поглотительным раствором (раствором карбамида) в инжекционных элементах (модулях). Под инжекторами расположена ванна 15 для сбора поглотительного раствора и обеспечения работы циркуляционных насосов 16, подающих поглотительный раствор, предварительно прошедший через фильтры 17, на рабочие форсунки инжекторов. После первой зоны промывки воздух отделяется от капель поглотительного раствора в сепарационной камере и далее поступает во вторую зону очистки 18. Во второй зоне очистки воздух проходит через два слоя расположенных по ходу его движения сеточных брызгоуловителей (демистеров) 19. Предусматривается автоматическая промывка демистеров очищенной сточной водой или паровым конденсатом. Очищенный и охлажденный воздух за счет тяги инжектора через выхлопные трубы 20 выходит в атмосферу. Поглотительный раствор из обеих зон промывки сливается в ванну очистного устройства и оттуда отправляется на переработку.
Перечень основного технологического оборудования современной башни приллирования приведен в таблице 8.36.
Таблица 8.36 - Перечень основного оборудования башни приллирования
|
N п/п |
Наименование |
Кол-во |
|
1 |
Башня приллирования |
1 |
|
2 |
Фильтр плава карбамида |
1 |
|
3 |
Аппарат КС |
1 |
|
4 |
Установка подогрева воздуха для аппарта КС |
1 |
|
5 |
Вентилятор дутьевой |
2 |
|
6 |
Лифт грузопассажирский |
1 |
|
Пылеочистное устройство: |
||
|
7 |
Инжекционная система |
1 |
|
8 |
Вторая зона промывки |
1 |
|
9 |
Ванна очистного устройства |
1 |
|
10 |
Насос циркуляционный |
6 |
|
11 |
Труба вытяжная |
17 |
1 - аппарат КС; 2 - площадка обслуживания аппарата КС; 3 - вентилятор; 4 - окна для подсоса атмосферного воздуха; 5 - направляющий конус; 6 - люки для чистки конуса; 7 - площадка для чистки конуса; 8 - ветроотбойный щит; 9 - решетчатый настил; 10 - диспергатор; 11 - фильтр плава; 12 - окна ввода отработанного воздуха; 13 - очистное устройство (ОУ); 14 - первая зона ОУ; 15 - ванна ОУ; 16 - циркуляционный насос; 17 - фильтр раствора; 18 - вторая зона ОУ; 19 - демистеры; 20 - вытяжная труба; 21 - погружная емкость; 22 - погружной насос
Рисунок 8.35 - Современная башня приллирования
Данную технологию можно применять как на новом производстве карбамида, так и для реконструкции существующих бешен приллирования. В последнем случае производится:
- установка пылеочистного устройства в верхней части башни (если позволяет несущая способность конструкции);
- установка аппарата КС в нижней части (встроенного или выносного);
- замена гранулятора на более совершенный.
Также новая башня приллирования может быть достроена к любому существующему производству карбамида взамен существующей.
Комплексными преимуществами башни приллирования являются:
- высокая энергоэффективность технологии, при минимуме динамического оборудования достигается получение качественного готового продукта;
- минимальные выбросы вредных веществ в атмосферу за счет применения эффективных методов очистки воздуха в сочетании с технологией, которая сама по себе дает малое количество выбросов (применение специальных грануляторов, аппарата КС и пр.)
8.1.4.3.2 По технологии получения твердых форм готового продукта - грануляция в кипящем слое по технологии Stamicarbon
Принципиальная схема установки гранулирования карбамида по технологии Stamicarbon показана на рисунке 8.36.
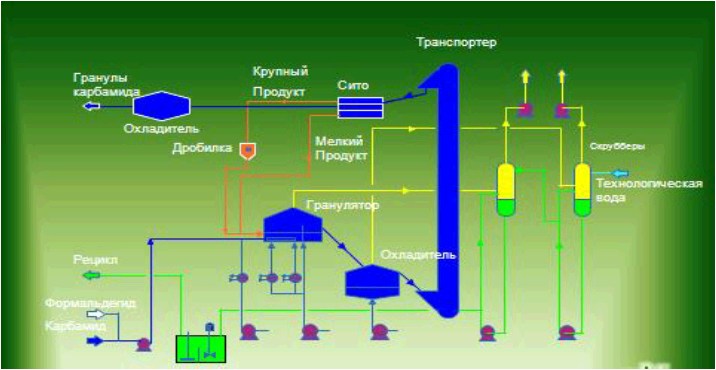
Рисунок 8.36 - Принципиальная схема гранулирования карбамида по технологии Stamicarbon
Раствор карбамида с концентрацией 98,5 масс. % вводится в гранулятор через нагнетательные коллекторы. Каждый нагнетательный коллектор включает в себя вертикальные стояки, оснащенные распылителями, которые набрызгивают раствор карбамида на затравочные частицы. Подача вторичного воздуха, необходимого для транспортировки гранул через пленку раствора карбамида, осуществляется при помощи воздуходувки. Формальдегид-содержащий компонент добавляют к раствору карбамида в качестве дополнительного средства и агента против слеживания, а также повышения прочности гранул при раздавливании.
Гранулятор состоит из секции грануляции и охлаждающей секции. В обеих секциях воздух, предназначенный для псевдоожижения, равномерно распределяется на псевдоожижение и охлаждение гранул. Затравочные частицы вводятся в первую камеру секции грануляции. Раствор карбамида распыляется над слоем затравочных частиц.
Гранулы продвигаются от секции грануляции до секции охлаждения (без распылителей), где они охлаждаются и затвердевают. Из секции охлаждения образовавшиеся гранулы выгружаются в ковшовый элеватор, посредством которого они направляются в грохот на классификацию.
Отработанный воздух из гранулятора, охладителя гранул и грохота смешивается и отводится на очистку в скрубберы. В скрубберах воздух очищается при помощи раствора карбамида. После очистки воздух выбрасывается в атмосферу вытяжным вентилятором. Разбавленный раствор карбамида частично рециркулируют в скруббер, а другая его часть возвращается на упаривание для повторного использования.
Перечень основного оборудования грануляции в КС приведен в таблице 8.37.
Таблица 8.37 - Перечень основного оборудования грануляции в КС
|
N п/п |
Наименование |
Кол-во |
|
1 |
Гранулятор |
1 |
|
2 |
Подогреватель воздуха |
2 |
|
3 |
Емкость растворения карбамида |
1 |
|
4 |
Холодильник гранулята |
1 |
|
5 |
Воздуходувка |
2 |
|
6 |
Нагнетатель воздуха на распыление |
1 |
|
7 |
Элеватор |
1 |
|
8 |
Классификатор |
1 |
|
9 |
Дробилка |
1 |
|
10 |
Бункер готового продукта |
1 |
|
Очистка газов: |
||
|
11 |
Скруббер |
1 |
|
12 |
Вентилятор |
1 |
|
13 |
Насос |
1 |
Данную технологию можно применять как на новом производстве карбамида, так и на существующих производствах. В последнем случае возможно смягчение режима работы узла выпаривания второй ступени, так как для производства гранулированного карбамида достаточно плава с концентрацией карбамида 98,5% масс.
Комплексными преимуществами технологии грануляции можно назвать получение готового продукта с повышенной прочностью - до 3,5 кгс/гранулу и большим средним размером гранул 3 мм.
8.1.5 Экономические аспекты реализации наилучших доступных технологий
Экономические аспекты реализации НДТ определяются в наибольшей мере способом их внедрения. Рассмотрим эти способы и в дальнейшем при рассмотрении НДТ и их элементов будем придерживаться данной классификации.
Реализации проекта строительства нового производства характеризуется очень большим объемом инвестиций и длительными сроками окупаемости.
При реализации отдельных элементов НДТ можно выделить несколько вариантов:
- Внедрение, направленное на повышению энергоэффективности и производительности по готовому продукту. Окупается, как правило, в относительно короткие сроки. Однако при существенном повышении производительности агрегата карбамида (более 30%) затраты на его реконструкцию резко возрастают. При этом срок окупаемости также увеличивается.
- Внедрение, направленное на повышение качества или изменение товарной формы готового продукта. Окупается за счет увеличения продажной цены продукта.
- Внедрение, направленное на повышение экологической безопасности. По сути не имеет экономической отдачи, так как при вложении средств снижает выбросы вредных веществ в окружающую среду. Но стоимость возвращенного продукта и сырья не покрывает затрат. Потенциально освобождает от выплаты штрафов по превышению допустимых выбросов.
Приведем данные по экономическим аспектам реализации НДТ в таблице 8.38.
Технологические показатели НДТ в области получения карбамида приведены в таблице 8.39.
Таблица 8.38
|
Технологические мероприятия, объекты производства |
Капитальные затраты |
Эксплуатационные затраты (на единицу выпускаемой продукции) |
Обоснование экономического эффекта |
Примечание |
|
Полный жидкостный рецикл (новое строительство) |
||||
|
Новое строительство |
Капитальные затраты на строительство агрегата мощностью 600 т/сут составляют приблизительно $100-130 млн. Срок окупаемости строительства - 4-5 лет |
Расход аммиака - 570 кг/т Расход диоксида углерода - 740 кг/т Пар - 0,80 Гкал/т Охлаждающая вода - 110 м Электроэнергия - 190 кВт· ч/т (электропривод компрессора диоксида углерода) Общий расход энергии - 0,1964 (5,757) ТУТ/т (ГДж/т) |
При строительстве нового производства по данной отечественной технологии URECON®2006 обеспечивается высокая энергоэффективность в рамках небольшого по мощности агрегата карбамида |
Технология подходит для строительства и реконструкции агрегатов мощностью 300-1000 т/сут по карбамиду |
|
Установка комплекта внутренних устройств в реактор синтеза карбамида |
$100-600 тыс. в зависимости от состава комплекта внутренних устройств |
Внутренние устройства в реакторе синтеза карбамида позволяют при небольших капитальных затратах получить экономию энергоресуров (в виде пара) на последующих стадия в размере 0,04-0,08 Гкал/т готового продукта. Результат достигается за счет правильно организации потоков в реакторе синтеза, что ведет к повышению степени конверсии |
Повышение энергетической эффективности работы агрегата карбамида. |
В состав внутренних устройств может входить: - высокоэффективный вихревой смеситель, - насадка продольного секционирования, - массообменные тарелки |
|
Установка дистиллятора низкого давления |
Предназначен для утилизации тепла газов дистилляции среднего давления. За счет этого достигается экономия пара |
Дистиллятор низкого давления совмещает в одном аппарате функции колонны дистилляции и пленочного теплообменника-испарителя. Обеспечивает эффективный тепломассообмен. Возможно повышение производительности агрегата |
||
|
Установка рекуператора тепла газов дистилляции |
За счет установки достигается экономия пара |
Рекуператор предназначен для утилизации тепла газов дистилляции I ступени для отгонки воды, |
||
|
Установка абсорбера среднего давления |
Исключение вывода газов из узла среднего давления на переработку в цех аммиачной селитры. Исключение выбросов этих газов в случае отсутствия цеха аммиачной селитры |
Независимость работы цеха карбамида от работы цеха аммиачной селитры |
||
|
Модернизация атмосферного абсорбера |
Исключение вывода газов из узла низкого давления в цех аммиачной селитры. Исключение выбросов аммиаксодержащих газов в случае отсутствия цеха аммиачной селитры |
Независимость работы цеха карбамида от работы цеха аммиачной селитры |
||
|
Стриппинг в токе |
||||
|
Новое строительство |
Капитальные затраты на строительство агрегата мощностью 1500 т/сут составляют приблизительно $350-400 млн. Срок окупаемости строительства - 3-4 года |
Показатели работы таковы: Расход аммиака - 570 кг/т Расход диоксида углерода - 740 кг/т Пар - 0,65 Гкал/т Охлаждающая вода - 80 м Электроэнергия - 180 кВт·ч/т (электропривод компрессора диоксида углерода) Общий расход энергии - 0,1674 (4,906) ТУТ/т (ГДж/т) |
При строительстве нового производства по данной технологии обеспечивается максимальная энергоэф- |
Технология подходит для строительства и реконструкции агрегатов мощностью 1500-2500 т/сут по карбамиду |
|
Комплект внутренних устройств в реактор синтеза карбамида |
$300-600 тыс. в зависимости от состава комплекта внутренних устройств |
Экономия энергии до 0,04 Гкал/т |
Повышение энергетической эффективности работы агрегата карбамида. Повышение производительности узла синтеза карбамида |
В состав внутренних устройств может входить: - Насадка продольного секционирования - Массообменные тарелки |
|
Модернизация распределительного устройства раствора карбамида в стриппере |
Около $250 тыс. |
Повышение эффективности процесса стриппинга, увеличение степени отгона аммиака на 3%-7% |
За счет более эффективного в конечном итоге повышается степень превращения |
|
|
Модернизация схемы работы карбаматного конденсатора (перевод в затопленный режим работы) |
Около $ 2,5 млн |
Повышение давления пара, вырабатываемого. Сокращение энергозатрат |
Возможности для наращивания производительности |
|
|
Утилизация тепла абсорбции газов синтеза в узле выпаривания |
Экономия энергозатрат |
Рекуперация тепла. Возможности для наращивания производительности |
Используется конденсат, охлаждающий абсорбер газов синтеза для подогрева раствора карбамида, направляемого в узел выпаривания |
|
|
Автостриппинг (в токе |
||||
|
Утилизация тепла конденсата пара, обогревающего стриппер, в дистилляторе среднего давления |
Экономия энергозатрат |
Сокращение энергозатрат на подогрев для дистилляции под давлением 1,8 МПа |
||
|
Замена аппаратов воздушного охлаждения на аппараты водяного охлаждения |
Исключение из энергозатрат электрической энергии на вентилляторы аппаратов воздушного охлаждения. Включение эксплуатационных затрат водооборотного цикла |
Повышение стабильности работы в течение года. Значительное повышение надежности работы оборудования охлаждения технологических потоков |
||
|
Tecnimont |
||||
|
Замена аппаратов воздушного охлаждения на аппараты водяного охлаждения |
Исключение из энергозатрат электрической энергии на вентилляторы аппаратов воздушного охлаждения. Включение эксплуатационных затрат водооборотного цикла |
Повышение стабильности работы в течение года. Значительное повышение надежности работы оборудования охлаждения технологических потоков |
||
|
Обращение со сточными водами (универсальный узел для всех технологий) |
||||
|
Узел, включающий в себя: 1. Двухступенчатую десорбцию, совмещенную в одном аппарате и подогревом острым паром. 2. Вертикальный двухзонный гидролизер с подогревом острым паром и с разделением газовой и жидкой фаз. 3. Рекуперативные теплообменники десорбера и гидролизера. 4. Затопленный конденсатор газов десорбции |
Сокращение энергетических затрат Обеспечение минимально возможных сбросов аммиака и карбамида (2 ppm для каждого) |
Достижение минимальных энергетических затрат и эксплуатационных за счет применения рекуперации тепла, подогрева острым паром, а также совмещения первой и второй ступеней десорбции (нет потерь тепла). Достижение минимальных капитальных затрат за счет объединения первой и второй ступени десорбции (нет дополнительного аппарата и обвязки между аппаратами) |
||
|
Получение твердых форм готового продукта |
||||
|
Замена устаревшей башни приллирования на башню новой конструкции |
Около $11,5 млн |
Электроэнергия - 23-30 кВт·ч/т |
Сокращение потерь аммиака до 0,28 кг/т. Повышение качества готового продукта и увеличение производительности установки |
Метод очистки: 1 зона - промывка воздуха слабым раствором карбамида (до 20%); 2 зона - орошаемые очищенной сточной водой демистеры |
 0,05-0,07 Гкал/т карбамида
0,05-0,07 Гкал/т карбамида и
и Таблица 8.39 - Технологические показатели НДТ в области получения карбамида
|
П/п |
Технология |
Технологические показатели НДТ |
Примечание |
||
|
Эмиссии: |
Энергоэффективность |
Ресурсосбережение: Расходный коэффициент по аммиаку |
|||
|
1 |
Stamicarbon (АК-70) с полной или частичной реконструкцией URECON®2006 + новая или реконструированная башня |
|
Расход теплоэнергии <1,3 Гкал/т Расход электроэнергии <230 кВтч/т |
<580 кг/т |
П.1, 2, 3, 4, 5, 6, 13, 14 (см. таблицу 8.33) |
|
2 |
Stamicarbon (АК-70) с незамкнутым циклом без усовершенствований + старая башня и грануляция |
|
Расход теплоэнергии <1,666 Гкал/т Расход электроэнергии <75,3 кВтч/т |
<589 кг/т |
П.1, 3, 4, 5, 6, 13, 14, 17, 19 (см. таблицу 8.33) 8.1.4.3.1 |
|
3 |
ТЕС + старая башня |
|
Расход теплоэнергии <1,57 Гкал/т Расход электроэнергии <51,7 кВтч/т |
<582 кг/т |
П.15, 16, 17 (см. таблицу 8.33), 8.1.4.2.2; 8.1.4.3.1 |
|
4 |
Стриппинг в токе |
|
Расход теплоэнергии <0,935 Гкал/т Расход электроэнергии <266 кВтч/т |
<574 кг/т |
П.7, 8, 9, 10 (см. таблицу 8.33) |
|
5 |
Стриппинг в токе |
|
Расход теплоэнергии <1,0 Гкал/т Расход электроэнергии <166 кВтч/т |
<586 кг/т |
П.7, 8, 9, 10 |
|
6 |
Стриппинг в токе |
|
Расход природного газа <147 м Расход теплоэнергии <1,0 Гкал/т Расход электроэнергии <166 кВтч/т |
<571 кг/т |
П.7, 8, 9, 10 (см. таблицу 8.33) |
|
7 |
Автостриппинг + старая башня |
|
Расход природного газа <220 м Расход электроэнергии <77 кВтч/т |
<620 кг/т |
П.11, 12, 13, 14, 17, 19 (см. таблицу 8.33); Р.8.1.4.3.1 |
|
8 |
Автостриппинг + грануляция |
|
Расход природного газа <144 м Расход теплоэнергии <0,098 Гкал/т Расход электроэнергии <110 кВтч/т |
<569 кг/т |
П.11, 12, 13 (см. таблицу 8.33) |
|
9 |
Tecnimont + старая башня |
|
Расход природного газа <193 м Расход теплоэнергии <0,308 Гкал/т Расход электроэнергии <83,2 кВтч/т |
<586 кг/т |
П.12, 17, 19 (см. таблицу 8.33) Р.8.1.4.3.1 |
8.1.6 Перспективные технологии
8.1.6.1 Получение концентрированного раствора (плава) карбамида
8.1.6.1.1 Новая российская технология получения концентрированного раствора (плава) карбамида
Во всех представленных сегодня на рынке технологиях получения карбамида синтез карбамида ведется при мольном соотношении L в диапазоне 3,0-3,6 и содержании воды (W) на уровне ~0,5.
Однако фактическая степень конверсии в реакторе, как правило, значительно ниже равновесной степени конверсии, поскольку давление в реакторе ниже равновесного.
В разработанной технологии (см. рисунок 8.37) были выбраны условия протекания процесса синтеза обеспечивающие максимальное приближение фактической степени конверсии к равновесной. Избыток аммиака в реакторе составляет ~3,6, давление - 20,0 МПа, температура 190°С-192°С. Для достижения высокой удельной производительности реактора синтеза, или другими словами снижения его размеров гидродинамический режим в нем был максимально приближен к режиму идеального вытеснения. Данная задача была решена за счет зонального секционирования - вихревой смеситель, насадка продольного секционирования, тарелки.
В результате достигается на ~50% большая удельная производительность реактора синтеза, чем в предлагаемых сейчас технологиях при степени конверсии около 70%.
Узел дистилляции ВД включает сепаратор, стриппер, 2 карбаматных конденсатора (I и II ступени) и абсорбер. Одним из приемов снижающим нагрузку на узел дистилляции ВД давления является многократная сепарация плава синтеза перед подачей его в стриппер. Предварительная сепарация плава осуществляется в реакторе. Благодаря отделению избыточного газообразного аммиака в реакторе снижаются потери тепла плава при дросселировании. Т.е. плав приходит на дистилляцию с более высокой температурой, что позволяет снизить расход пара на стриппер.
Основным критерием оценки энергоэффективности стриппинг-процесса является оптимальное соотношение между эффективностью утилизации внутреннего тепла процесса и эффективностью отгонки непрореагировавших компонентов. Хорошо зарекомендовавшим себя способом утилизации внутреннего тепла процесса является получение низкопотенциального пара с дальнейшим использованием его внутри производства карбамида.
Технологически и экономически обоснованным для использования внутри производства карбамида является давление низкопотенциального пара не ниже 0,4 МПа.
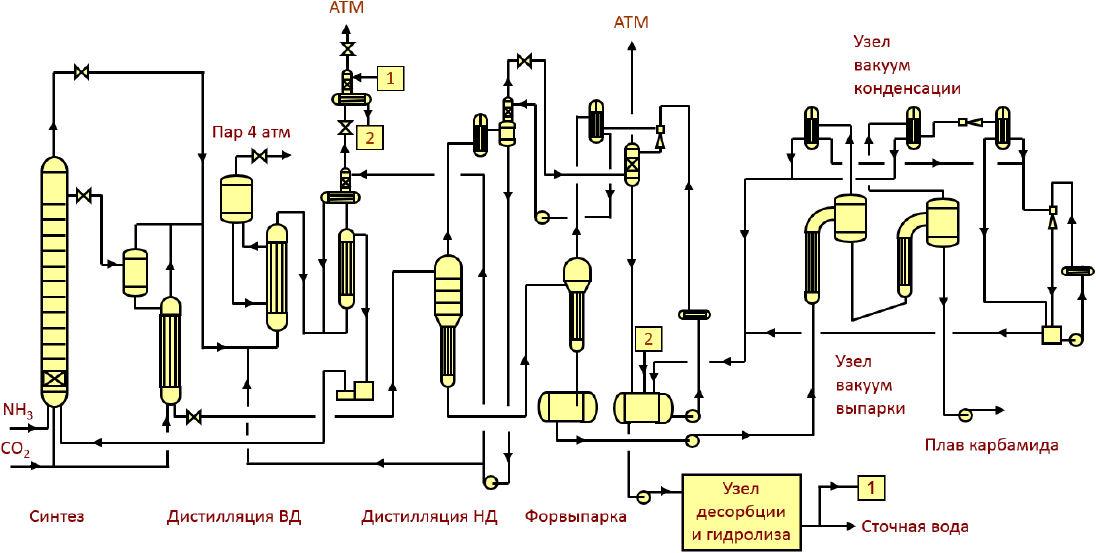
Рисунок 8.37 - Принципиальная схема получения плава карбамида по новой отечественной технологии
При давлении дистилляции ниже 8,5 МПа давление вырабатываемого пара снижается, так как конденсация идет при низкой температуре. В то же время эффективность отгонки увеличивается и увеличивается количество вырабатываемого пара. Но использование такого пара, во-первых, ограничено, и во-вторых, приводит к значительному увеличению размеров теплообменного оборудования.
При давлении дистилляции больше 10,5 МПа давление вырабатываемого пара выше 0,4 МПа, однако, в результате снижения эффективности отгонки, количество вырабатываемого пара значительно снижается, что приводит к увеличению общего расходного коэффициента по пару за счет увеличения потребления внешнего пара.
Таким образом оптимальным давлением дистилляции исходя из соотношения общего потребления пара к размерам теплообменного оборудования, является давление 9,0-9,5 МПа.
В результате того, что узел синтеза и дистилляции высокого давления работают под разным давлением, упрощается компоновка оборудования - снижается высота расположения оборудования высокого давления. В итоге снижаются стоимость строительно-монтажных работ и общие инвестиционные затраты на строительство агрегата карбамида.
С целью повышения эффективности дистилляции использован процесс стриппинга в токе .
Выделившаяся после дросселирования плава с 20,0 МПа до 9,0 МПа газовая фаза, содержащая аммиак, диоксид углерода и небольшое количество воды отделяется в сепараторе. После сепаратора мольное соотношение  в растворе карбамида составляет 2.9-3.0, что позволяет осуществить его эффективную стриппинг-дистилляцию в токе .
в растворе карбамида составляет 2.9-3.0, что позволяет осуществить его эффективную стриппинг-дистилляцию в токе .
Количество , подаваемого в качестве стриппинг-агента в стриппер составляет 30%-35% от общего количества свежего диоксида углерода. Остальное количество диоксида углерода подается в реактор для поддержания теплового баланса реактора.
Того количества , которое подается в стриппер достаточно для эффективной отгонки аммиака и диоксида углерода. Концентрация после стриппера составляет не более 8 масс. %. Кроме того, благодаря подаче стриппинг агента снижается требуемая температура в стриппере. Т.е. идет процесс т.н. холодного стриппинга, благодаря чему снижается скорость коррозии в аппарате и увеличивается срок службы стриппера.
Стриппер представляет собой кожухотрубный пленочный испаритель, в межтрубное пространство которого подается пар с давлением 2,0 МПа.
Вся газовая фаза, отогнанная в узле дистилляции ВД, конденсируется в двух последовательно установленных карбаматных конденсаторах. Туда же направляется газовая фаза из реактора синтеза.
Конденсация в первом конденсаторе идет с образованием низкопотенциального пара с давлением не менее 0,4 МПа в межтрубном пространстве. Во втором конденсаторе тепло конденсации отводится охлаждающим конденсатом. Раствор карбамата, полученный в ходе конденсации, с помощью насосов ВД подается в реактор синтеза.
Благодаря эффективной отгонке в узле дистилляции под давлением 9,0 МПа достаточно установить еще только один узел дистилляции НД (под давлением 0,35 МПа).
Процесс осуществляется в дистилляторе - аппарате, совмещающем в себе тарельчатую колонну дистилляции и пленочный подогреватель, который обеспечивает высокую эффективность отгонки непрореагировавших компонентов. Тепло в узел дистилляции подводится в виде пара 0,4 МПа, полученного в конденсаторе ВД.
Газовая фаза из дистиллятора НД конденсируется с образованием раствора карбамата. Полученный раствор карбамата подается на всас карбаматных насосов, с помощью которых закачивается в конденсатор ВД и на орошение абсорбера ВД.
При разработке новой технологии большое внимание уделено экологической безопасности производства, т.е. очистке газовых выбросов и сточных вод.
Для очистки сточных вод применяется схема с двухступенчатой десорбцией под давлением 0,3 МПа и двухзонным гидролизом под давлением 2,2 МПа. Тепло в гидролизер и десорбер II ступени подается в виде острого пара.
Степень очистки сточных вод составляет 2 ppm для аммиака и карбамида.
Расходные коэффициенты для новой технологии представлены в таблице 8.40.
Таблица 8.40 - Расходные коэффициенты для новой отечественной технологии получения плава карбамида (производительность 2000 т/сут)
|
Наименование показателя |
Единица измерения |
Значение показателя |
|
Расход аммиака |
Кг/т |
571 |
|
Расход пара |
Гкал/т |
0,625 |
|
Расход электроэнергии |
КВтч/т |
165 |
|
Расход охлаждающей воды |
м |
80 |
|
Общий расход энергии |
ТУТ/т |
0,1585 |
|
ГДж/т |
4,646 |
Степень проработки технологии и возможные сроки коммерческого внедрения.
Разработаны конструкции аппаратов и эскизные проекты на критическое оборудование, подготовлены опросные листы на компрессор и критические позиции насосов.
От отечественных и ведущих мировых производителей оборудования получены предложения на изготовление и поставку критического оборудования, включая компрессор, насосы высокого давления, реактор синтеза, оборудование дистилляции высокого давления и других позиций.
Также разработаны типовые технологические схемы с КИПиА для производства по новой технологии. Выполнена типовая компоновка оборудования и генплан установки.
Реализация проекта возможна в течение 2-3 лет при заключении контракта с Заказчиком (от подписания договора, до пуска установки).
8.1.6.2 Получение твердых форм готового продукта
8.1.6.2.1 Технология грануляции в скоростном барабанном грануляторе
Одной из перспективных технологий получения твердых форм готового продукта является технология грануляции в скоростном барабанном грануляторе (СБГ), которая может быть использована для кондиционирования приллированного продукта - так называемой "докатки" приллированного карбамида (см. рисунок 8.38).
Монтаж установки СБГ позволяет разгрузить башню приллирования до проектного значения производительности и стабилизировать ее работу с уменьшением доли дефектных гранул и увеличением доли основной фракции продукта 2-4 мм. При этом минимизируется содержание фракции менее 1 мм, увеличивается содержание основной фракции 2-4 мм за счет "докатки" мелкой фракции приллированного карбамида размером менее 2 мм и, как следствие, увеличивается прочность получаемого продукта при сравнительно невысоких капитальных затратах.
В случае применения данной технологии достигается необходимый результат без проведения значительной реконструкции башни приллирования, а самое главное - без длительной ее остановки на ремонт, а значит - без потери выработки по карбамиду.
Основные преимущества установки СБГ:
- компактность;
- отсутствие трудностей в размещении на территории действующих цехов;
- отсутствие больших объемов воздуха;
- отсутствие постоянной подачи пара на технологические нужды;
- низкие энерго- и эксплуатационные затраты;
- возможность работы и регулирования в широком диапазоне мощностей.
На 2015 год такая установка проходит ввод в промышленную эксплуатацию на одном из агрегатов карбамида России. Предполагаемые результаты внедрения показаны в таблице 8.41.
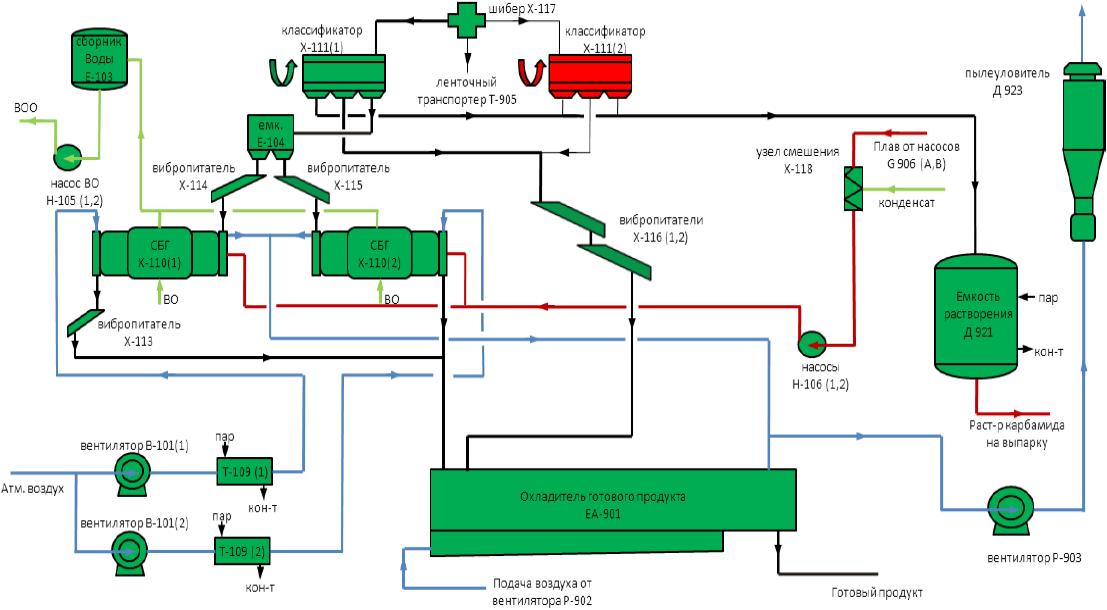
Рисунок 8.38 - Принципиальная схема докатки прилл в СБГ
Таблица 8.41 - Показатели качества карбамида до и после внедрения установки СБГ
|
Наименование |
Показатель |
||
|
До реконструкции |
Гарантированный |
Планируемый к достижению |
|
|
Гранулометрический состав. Массовая доля гранул, %: |
|||
|
- менее 1 мм |
3,0 |
Не более 1,0 |
Отсутствие |
|
- 1-4 мм |
97,0 |
не менее 98,0 |
99,7 |
|
- 2-4 мм |
77,4 |
не менее 92,0 |
99,3 |
|
- остаток на сите 6 мм |
отсутствие |
отсутствие |
отсутствие |
|
Статическая прочность гранул, кгс/гранулу |
0,56 |
Не менее 0,80 |
Более 2,50 |
|
Температура товарного продукта, °С |
Не более 50 |
Не более 50 |
Не более 50 |
|
Остальные показатели |
В соответствии с ГОСТ 2081-2010 |
В соответствии с ГОСТ 2081-2010 |
В соответствии с ГОСТ 2081-2010 |
Реализация проекта дает:
- разгрузку башни приллирования;
- повышение качества получаемого продукта;
- переработку мелкой фракции (<2 мм) в готовый продукт вместо растворения и возвращения в узел выпаривания;
- возможности по организации других форм удобрений на основе карбамида (NS, NK, NPK и др.).
8.1.6.2.1.1 Использование низкопотенциального пара и горячего конденсата для выработки холода с использованием АБХМ
Получение охлаждающей воды с температурой 16°С и выше для узлов конденсации соковых паров выпарки и узлов охлаждения готового продукта.
8.1.6.2.2 Использование тепла кристаллизации карбамида для охлаждения готового продукта
За счет снятия части теплоты кристаллизации карбамида можно снизить температуру готового продукта на 10°С.
8.2 Производство смеси карбамида и нитрата аммония (КАС)
КАС - азотное удобрение, представляющее собой смесь растворов карбамида и аммиачной селитры. Азот в КАС присутствует во всех трех формах: амидной, аммонийной и нитратной, легко усваиваемых растениями. Нитратный азот очень подвижный в почве и быстро усваивается, а аммонийный и амидный азот аккумулируется в пахотном слое и становится доступным на протяжении вегетации, что делает КАС-удобрением скорого и длительного действия.
Широко используется во многих странах мира, в ряде стран Европы (Германия, Нидерланды и др.) преимущественно. Способ получения раствора КАС основан на смешении в определенном соотношении водных растворов карбамида и аммиачной селитры, нейтрализации свободного аммиака и ингибировании полученного продукта. Производятся марки КАС-28, КАС-30 и КАС-32, в которых массовая доля азота составляет соответственно 28, 30 и 32%. Крупнотоннажные установки получения КАС расположены на интегрированных производствах, где производятся либо карбамид, либо аммиачная селитра, либо (обычно) оба этих продукта.
В ходе производства КАС концентрированные растворы карбамида и аммиачной селитры поступают и смешиваются в статических смесителях. Путем добавления азотной кислоты и аммиака регулируется рН, при необходимости раствор разбавляется технологической водой. Приготовленный раствор охлаждается и фильтруется, в него вносится ингибитор коррозии и готовый продукт перекачивается в хранилище.
Растворы КАС могут производиться по одной из трех схем:
- из твердых (гранулированных) карбамида и аммиачной селитры;
- из растворов карбамида и аммиачной селитры, полученных по традиционной технологии;
- по интегральной схеме, разработанной специально для производства КАС.
По первой схеме себестоимость единицы азота в растворах КАС будет выше, чем в твердых удобрениях. По второй схеме себестоимость будет ниже, чем в твердых удобрениях, так как исключаются операции доупаривания, гранулирования и кондиционирования. Интегральная схема предусматривает получение КАС из раствора карбамида и раствора аммиачной селитры, получаемого нейтрализацией аммиака азотной кислотой. Причем в качестве аммиака могут использоваться газообразный аммиак либо газовые сдувки из производства карбамида, содержащие аммиак.
В настоящее время на территории Российской Федерации эксплуатируется 3 предприятия, производящих КАС по ТУ 113-03-27-52-83*. Из них ОАО "Акрон" и ОАО "Невинномысский азот" работают по схеме смешения растворов, а ОАО "НАК "Азот" - по интегральной схеме. Их географическое расположение, сроки введения в эксплуатацию, производительность, используемые технико-экономические показатели приведены в таблице 8.42.
________________
* ТУ, упомянутые здесь и далее по тексту, не приводятся. За дополнительной информацией обратитесь по ссылке. - Примечание изготовителя базы данных.
Таблица 8.42 - Установки по производству КАС в Российской Федерации
|
N п/п |
Наименование предприятия |
Месторасположение |
Год ввода в эксплуатацию |
Годовой объем выпуска тыс.т/год |
|
1 |
ОАО "НАК "Азот" |
Г.Новомосковск, Тульская область |
236 |
|
|
2 |
ОАО "Невинномысский азот" |
Г.Невинномысск, Ставропольский край |
775 |
|
|
3 |
ОАО "Акрон" |
Г.Великий Новгород, Новгородская область |
1000 |
Трудности производства КАС связаны с необходимостью точного дозирования поступающих в смеситель концентрированных растворов карбамида и аммиачной селитры в связи с отсутствием стабильности их концентраций.
Показатели расхода сырья и энергопотребления указаны в таблице 8.43.
Таблица 8.43 - Экономические показатели установок по производству КАС
|
N п/п |
Наименование предприятия |
Расходный коэффициент по аммиачной селитре, кг/т |
Расходный коэффициент по карбамиду, кг/т |
Расход энергетических средств, тут/т |
|
1 |
АО "НАК "Азот" |
455 |
364 |
0,0073 |
|
2 |
АО "Невинномысский азот" |
452 |
359 |
0,0013 |
|
3 |
ОАО "Акрон" |
441 |
360 |
0,0072 |
8.2.1 Описание технологических процессов, используемых в настоящее время
Способ получения раствора КАС основан на смешивании в определенном соотношении водных растворов карбамида и аммиачной селитры, охлаждении полученной смеси, дозирования в смесь воды (при необходимости), введении ингибитора коррозии и нейтрализации свободного аммиака азотной кислотой в готовом продукте (см. рисунок 8.39).
Для обеспечения непрерывной работы производства растворов КАС раствор аммиачной селитры (78%-90%) с температурой 90°С-150°С и раствор карбамида (69%-79%) с температурой 80°С-120°С поступают по трубопроводам из соответствующих производственных цехов в отдельные емкости.
Раствор аммиачной селитры и раствор карбамида центробежными насосом подаются одновременно в смеситель, где в результате смешивания растворов получается карбамид-аммиачная селитра (КАС). Трудности производства КАС связаны с необходимостью точного дозирования поступающих в смеситель концентрированных растворов карбамида и аммиачной селитры в связи с отсутствием стабильности их концентраций.
После смесителя полученная смесь раствора КАС с массовым соотношением между карбамидом и аммиачной селитрой 0,74-0,80 охлаждается оборотной водой в холодильнике до температуры 30°С-50°С.
Для дальнейшего выравнивания состава КАС по содержанию воды охлажденная смесь растворов КАС поступает в смеситель, куда предусматривается подача парового конденсата (технологической воды), а также впрыск ингибитора коррозии. Из смесителя растворы КАС поступают в емкость с перемешивающим устройством, где за счет постоянного перемешивания достигается получение однородного по составу продукта.
Для доведения массовой доли свободного аммиака в растворе КАС до нормы раствор КАС перекачивается в емкость, в которую осуществляется подача азотной кислоты. Готовый раствор КАС из емкости откачивается центробежными насосами на склад в хранилища.
Для очистки раствора КАС от примесей перед выдачей на склад в хранилище на линии нагнетания насосов установлены угольные фильтры.
Избыток газообразного аммиака из емкостного оборудования направляется на улавливание в скруббер-нейтрализатор, где орошается циркулирующим закисленным слабым раствором аммиачной селитры. Из скруббера-нейтрализатора слабый раствор аммиачной селитры массовой долей не более 20% собирается в емкость, охлаждается оборотной водой в теплообменнике и подается на орошение в скруббер-нейтрализатор. Соковый пар после очистки в скруббере-нейтрализаторе сбрасывается в атмосферу.
Из хранилища раствор КАС насосами подается для налива в железнодорожные и автоцистерны.
Описание технологического процесса приведено в таблице 8.44, перечень основного оборудования - в таблице 8.45, природоохранного оборудования - в таблице 8.46.
Рисунок 8.39 - Схема технологического процесса
Таблица 8.44 - Описание технологического процесса
|
N подпроцесса |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
1.1 |
Селитра Карбамид Азотная кислота Ингибитор коррозии Умягченная (технологическая) вода |
Прием и хранение сырья |
Селитра Карбамид Азотная кислота Ингибитор коррозии Умягченная (технологическая) вода |
Емкости Трубопроводы |
|
|
1.2 |
Селитра Карбамид |
Смешивание растворов |
Раствор КАС |
Смеситель |
Нет |
|
1.3 |
Раствор КАС |
Охлаждение |
Раствор КАС |
Теплообменник |
Нет |
|
1.4 |
Раствор КАС Умягченная (технологическая) вода |
Разбавление |
Раствор КАС |
Смеситель |
Нет |
|
1.5 |
Раствор КАС Ингибитор коррозии |
Введение ингибитора коррозии |
Раствор КАС |
Смеситель |
Нет |
|
1.6 |
Раствор КАС Азотная кислота |
Нейтрализация аммиака |
Раствор КАС |
Смеситель |
Нет |
|
2 |
Раствор КАС |
Фильтрация, хранение и отгрузка готового продукта |
Раствор КАС |
Фильтры угольные Емкости |
|
|
3 |
Раствор аммиачной селитры ПГС |
Очистка дыхания емкостей, хранилищ |
Раствор аммиачной селитры Очищенный воздух |
Скруббер-нейтрализатор |
|
Таблица 8.45 - Основное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Емкость для раствора аммиачной селитры |
Прием раствора аммиачной селитры |
Емкость |
|
Емкость для раствора карбамида |
Прием раствора карбамида |
Емкость |
|
Реактор-смеситель |
Предназначена для смешивания растворов аммиачной селитры и карбамида в заданном соотношении |
Емкость |
|
Холодильник раствора КАС |
Предназначен для охлаждения раствора КАС |
Кожухотрубчатый теплообменник |
|
Фильтр |
Предназначен для фильтрации раствора КАС от масла |
Фильтр на активном угле |
|
Хранилище раствора КАС |
Предназначено для хранения готового продукта и доведения (при необходимости) его до соответствия ТУ |
Емкость |
Таблица 8.46 - Природоохранное оборудование
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Скруббер-нейтрализатор с вспомогательным оборудованием: напорная емкость, насос и холодильник |
Предназначены для мокрой очистки газовоздушной смеси перед выбросом в атмосферу |
Колонна с насадкой |
Характеристики ресурсо- и энергосбережения
Степень использования карбамида и аммиачной селитры, основного сырья для производства КАС, характеризуют соответствующие расходные коэффициенты (см. таблицу 8.47), которые показывают, сколько кг карбамида и аммиачной селитры израсходовано для получения 1 т готового продукта.
Различные технологии получения КАС используют различные энергоресурсы, и учет их расходования ведется по-разному. Для того, чтобы иметь возможность сравнить энергозатратность отличных технологий (см. таблицу 8.48) воспользуемся приемом, рекомендуемым Госкомстатом для энергетических балансов, переведем все энергетические средства в тонны условного топлива (ТУТ) и определим их сумму для каждой технологии.
Таблица 8.47
|
Расходный коэффициент по аммиачной селитре, кг/т |
Расходный коэффициент по карбамиду, кг/т |
|
|
Минимальное значение |
441 |
359 |
|
Максимальное значение |
455 |
364 |
|
Среднее значение |
449,44 |
361 |
Таблица 8.48
|
Пар, Гкал/т |
Электроэнергия кВтч/т |
Вода оборотная, м |
Суммарный расход энергетических средств |
||
|
ТУТ/т* |
ГДж/т |
||||
|
Минимальное значение |
0 |
1,5 |
0,3 |
0,0013 |
0,039 |
|
Максимальное значение |
0,04 |
3,83 |
7,5 |
0,0073 |
0,214 |
|
Среднее значение |
0,0267 |
2,31 |
4,6 |
0,0053 |
0,154 |
|
* по угольному эквиваленту в соответствии с постановлением Госкомстата от 1992 г. |
|||||
8.2.2 Текущие уровни эмиссии в окружающую среду
Сточных вод в производстве КАС не образуется. Основным источником газовых выбросов является "дыхание" емкостей (см. таблицу 8.49).
Таблица 8.49 - Потери аммиака с выбросами в атмосферу
|
Выбросы аммиака |
0,45 г/т готового продукта |
Газообразного* аммиак из "дыхания" емкостного оборудования улавливается в скруббере-нейтрализаторе путем орошения циркулирующим закисленным слабым раствором аммиачной селитры.
__________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
8.2.3 Определение наилучших доступных технологий
Для получения раствора КАС в промышленности во всем мире используют единственный способ: смешение растворов карбамида и аммиачной селитры. Главные стадии производства: смешение, охлаждение, разбавление, нейтрализация аммиака, фильтрация. В технологиях разных разработчиков может* существенно отличаться лишь источник сырья. Технология производства при этом неизменна.
__________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
В связи с этим выбор технологии безальтернативен.
Раздел 9. Производство хлористого калия
Калий - жизненно важный элемент, необходимый для функционирования всех живых клеток. Он является природным компонентом почвы и наряду с фосфором и азотом незаменимым питательным элементом для растений и сельскохозяйственных культур. Только регулярное внесение этих трех основных макроэлементов может обеспечить сбалансированное питание растений.
Калийные удобрения, содержащие один из основных видов минеральных питательных веществ, обеспечивают полноценное развитие корневой системы растений, стимулируют обмен веществ, повышают устойчивость к погодным условиям, болезням и вредителям, улучшают вкусовые качества плодов, делают их устойчивыми к длительному хранению. Свыше 90% выпускаемого калийного продукта представлено хлористым калием (KCI), остальное - сульфатом калия и калимагнезией.
Хлористый калий - высококонцентрированное удобрение, агрономическая и экономическая целесообразность использования которого доказана более чем полувековым опытом мирового сельского хозяйства, которое потребляет около 95% всего производимого калия в мире.
Около 80% ежегодных объемов хлористого калия производят из природного твердого сырья (калийные руды), добываемого из недр шахтным способом; 12% - из естественных природных рассолов, находящихся на земной поверхности (соляные озера, моря); 8% - при переработке искусственных растворов, получаемых путем подземного растворения водой соляных залежей. Основной тип калийных руд - сильвиниты, содержащие в качестве основных соляных минералов сильвин (KCI) и галит (NaCI) с примесью карналлита ( ) и водонерастворимых силикатных, алюмосиликатных, карбонатных минералов и ангидрита.
) и водонерастворимых силикатных, алюмосиликатных, карбонатных минералов и ангидрита.
Мировые запасы калийных солей отличаются высокой концентрированностью. Канада обладает около 45% всех мировых запасов. Россия находится на втором месте - около 33%, на третьем месте - Белоруссия - около 5%. Прогнозные ресурсы калийных руд России огромны - около 11,5 млрд т.
Переработки калийных руд началось* в 19 веке галургическим способом термического выщелачивания калийных солей с последующей их кристаллизацией из насыщенных солевых растворов (Страсбург, Германия) и применяется на ряде предприятий до настоящего времени. Процесс характеризуется большими тепловыми затратами, высоким коррозионным воздействием на оборудование горячих (95°С-100°С) солевых растворов, но позволяет получать готовый продукт с содержанием хлористого калия до 98,0%-98,5%, используемый при производстве сложных удобрений и получении ряда технических продуктов.
__________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Соляные минералы характеризуются относительно крупной вкрапленностью калийных минералов (0,5-3 мм), что создает благоприятные условия для их механического разделения. В связи с этим внимание многих исследователей было направлено на изучение возможности флотационного разделения водорастворимых солей, позволяющего осуществить производство калийных удобрений (хлористого калия) без дополнительного нагрева солевых растворов и с использованием оборудования в простом исполнении.
Предложенное в США в 1936 году Кирби (Kirby) применение алкиламинов для флотации хлористого калия послужило основой для разработки технологии флотационной переработки калийных руд. Начиная с 1950-1960-х годов началось интенсивное строительство флотационных калийных предприятий в Канаде, США, СССР, Германии, Франции, Испании, обеспечившее мировое развитие производства KCI для сельскохозяйственных целей. В Советском Союзе с 1963 года были введены в эксплуатацию 8 флотационных калийных фабрик. В настоящее время в мире добытые шахтным способом сильвинитовые руды (смесь сильвина (KCI) и галита (перерабатывают на 25 обогатительных фабрик, из числа которых по флотационной технологии на 10 фабриках, в том числе в Российской Федерации на четырех фабриках - по галургической технологии (растворение-кристаллизация) на четырех фабриках, в том числе в Российской Федерации на двух фабриках; по комбинированной технологии (флотация + растворение - кристаллизация) на 11 фабриках. Мощность действующих калийных предприятий в мире составляет 40,7 млн т  (2010 г.), а производство - 38,5 млн т (2014 г.). Лидирующее положение в производстве хлористого калия традиционно занимали Канада, Россия, Беларусь и Германия, обеспечивающие около 70% мирового производства (см. таблицу 9.1).
(2010 г.), а производство - 38,5 млн т (2014 г.). Лидирующее положение в производстве хлористого калия традиционно занимали Канада, Россия, Беларусь и Германия, обеспечивающие около 70% мирового производства (см. таблицу 9.1).
В Российской Федерации хлористый калий производится из добываемых шахтным способом сильвинитовых руд на ПАО "Уралкалий", производственные мощности которого составили в 2014 году 13,1 млн т KCI, а объем производства достиг 12,1 млн т KCI.
Таблица 9.1 - Объемы производства KCI в мире (статистика Международной ассоциации производителей удобрений IFA), тыс.т
|
Страны, регионы |
2000 |
2005 |
2010 |
2011 |
2012 |
2013 |
2014 |
|
Европа и Ближний Восток |
|||||||
|
Россия |
3716 |
6266 |
6128,1 |
6500,0 |
5403,3 |
6000 |
} 20951,5 |
|
Беларусь |
3372 |
4928 |
5222,6 |
5332,1 |
4830,7 |
4178,5 |
|
|
Германия |
3409 |
3665 |
2961,6 |
3106,1 |
3056,4 |
2968,4 |
|
|
Великобритания |
601 |
439 |
* |
* |
* |
* |
|
|
Испания |
522 |
494 |
* |
* |
* |
* |
|
|
Израиль |
1748 |
2224 |
2799,7 |
2555,9 |
2962,0 |
3094,1 |
|
|
Иордания |
1162 |
1098 |
1165,5 |
1355,2 |
1094,4 |
1046,5 |
|
|
Америка |
|||||||
|
Канада |
9174 |
10596 |
9497 |
10819,0 |
9270,0 |
10107,4 |
} 12758,7 |
|
Бразилия |
340 |
372 |
398 |
362,7 |
318,2 |
285,4 |
|
|
Чили |
330 |
431 |
850,5 |
961,4 |
1240,9 |
1186,9 |
|
|
США |
821 |
832 |
613,2 |
696,9 |
607,0 |
633,5 |
|
|
Азия |
|||||||
|
Китай |
290 |
1450 |
2345 |
2598,8 |
3090,0 |
3600,0 |
} 4797,8 |
|
Лаос |
- |
- |
- |
15 |
50 |
50 |
|
|
Всего: |
25815 |
32794 |
31981,4 |
34345,0 |
32048,1 |
33609,6 |
38508,0 |
|
* С 2009 года данные приводятся вместе с Израилем, который приобрел акции калийных производителей в этих странах |
|||||||
Калийная промышленность - отрасль промышленности, объединяющая предприятия по добыче калийных солей и получению калийных удобрений. Все возрастающая потребность в калийных удобрениях на мировом рынке для обеспечения интенсивного уровня развития сельского хозяйства, а также уменьшение запасов месторождений калийных руд в Европе (Германия, Испания, Франция) стимулирует строительство новых калийных предприятий с вовлечением в переработку новых участков разрабатываемых месторождений калийных руд и освоение новых калийных месторождений.
Калийная промышленность в России стала создаваться после открытия в 1925 году калийных месторождений на Северном Урале. На территории Пермского края находится крупнейшее в России Верхнекамское месторождение калийно-магниевых солей. В 1927 году началось строительство первого промышленного комбината в г.Соликамске. В 1930 году было запущено строительство промышленного комплекса по производству калийных удобрений и в г.Березники. Четыре производственных комплекса в г.Березники и три производственных комплекса в г.Соликамске были введены в эксплуатацию между 1957 и 1983 гг. В настоящее время все они входят в состав ПАО "Уралкалий", контролирующего всю производственную цепочку - от добычи калийной руды до поставок хлористого калия покупателям.
ПАО "Уралкалий" создано в 2011 году путем присоединения ОАО "Сильвинит" к ОАО "Уралкалий". В настоящее время производственные мощности ПАО "Уралкалий" включают шесть калийных фабрик, которые расположены в городах Березники и Соликамск Пермского края. Общие запасы руды компании составляют около 8,2 млрд тонн. В 2014 году было произведено 12,1 млн т хлористого калия. ПАО "Уралкалий" производит калийные удобрения: гранулированный, мелкокристаллический и мелкозернистый хлористый калий. На долю ПАО "Уралкалий" приходится около 20% мирового производства калийных удобрений. В таблице 9.2 приведены показатели ресурсно-сырьевого обеспечения ПАО "Уралкалий".
Таблица 9.2 - Ресурсно-сырьевое обеспечение ПАО "Уралкалий"
|
Рудоуправление |
Балансовые запасы руды (форма 5-ГР на 1 января 2015 г.), млн т |
Мощность рудника, млн т/год |
Обеспеченность рудника, лет |
|
Первое Соликамское калийное рудоуправление (СКРУ-1) |
287,2 |
4,6 |
25 |
|
Второе Соликамское калийное рудоуправление (СКРУ-2) |
1024,0 |
11,32 |
36,7 |
|
Третье Соликамское калийное рудоуправление (СКРУ-3) |
1329,6 |
11,35 |
41,6 |
|
Второе Березниковское производственное калийное рудоуправление (БКПРУ-2) |
251,3 |
8,0 |
8,7 |
|
Четвертое Березниковское производственное калийное рудоуправление (БКПРУ-4)* |
1686,8 |
19,8 |
43,6 |
|
Усть-Яйвинский рудник (строящийся) |
1290,6 |
11,0 |
33 |
|
Половодовский горно-обогатительный комбинат (строящийся) |
1575,7 |
12,5 |
57 |
|
Всего запасов |
7445,4 |
||
|
* В настоящее время поставляет руду для производства хлористого калия на обогатительной фабрике Четвертого Березниковского производственного калийного рудоуправления - БКПРУ-4 (галургический способ) и обогатительной фабрике Третьего Березниковского производственного калийного рудоуправления (БКПРУ-3), перерабатывающей руду с использованием флотационного способа. |
|||
В настоящее время ведется проектирование расширения производства хлористого калия на Третьем Соликамском рудоуправлении и новой флотационной калийной фабрики на Половодовском калийном комбинате публичного акционерного общества "Уралкалий".
Осуществляется строительство нового Усть-Яйвинского калийного рудника для обеспечения расширения объема производства хлористого калия на Третьем и Четвертом Березниковских рудоуправлениях ПАО "Уралкалий".
Компания Еврохим осуществляет строительство двух новых производственных комплексов по добыче и флотационному производству хлористого калия на Верхнекамском и Гремяченском месторождениях калийных руд.
В настоящее время минеральные удобрения на Дальнем Востоке не производятся, а ввоз их из центральной России достаточно дорог и представляет собой серьезную транспортную проблему. В связи с этим для развития производства хлористого калия в России, интенсификации сельского хозяйства в Сибири и Дальнем Востоке перспективным является освоение Нэпского калийного месторождения, расположенного в Катангском районе Иркутской области. Сильвинитовая руда характеризуется достаточно высокой вкрапленностью сильвина (1,5-2 мм), содержит от 23% до 48% хлористого калия и незначительное количество силикатно-карбонатных примесей, что обеспечивает высокую степень обогатимость руды. Запасы сильвинитов составляют около 14 млрд тонн при среднем содержании KCI 33%.
Значительные запасы калийных солей, близкое расположение к сельскохозяйственным районам Сибири и Дальнего Востока, а также к Китаю, импортирующего значительные количества производимого в России хлористого калия, позволяют положительно оценить перспективу промышленного освоения Непского месторождения (при условии создания необходимой инфраструктуры в этом районе) и дальнейшее развитие калийной промышленности в Российской Федерации в 21 веке.
9.1 Технологические процессы, используемые в настоящее время для производства хлористого калия
Основной тип перерабатываемых калийных руд - сильвиниты, содержащие в качестве основных соляных минералов сильвин (KCI) и галит (NaCI) с примесью карналлита ( ) и силикатных, алюмосилликатных, карбонатных минералов и ангидрита. Применяемые для переработки калийных руд руды технологии, как в мировой практике, так и в России сильно отличаются от переработки всех других промышленных полезных ископаемых вследствие специфики их минералогического и химического состава. Калийные руды являются водорастворимыми полезными ископаемыми и процесс их переработки ведется в насыщенных растворах хлоридов калия и натрия (с небольшими примесями хлорида магния) в строго замкнутом режиме по жидкой фазе.
) и силикатных, алюмосилликатных, карбонатных минералов и ангидрита. Применяемые для переработки калийных руд руды технологии, как в мировой практике, так и в России сильно отличаются от переработки всех других промышленных полезных ископаемых вследствие специфики их минералогического и химического состава. Калийные руды являются водорастворимыми полезными ископаемыми и процесс их переработки ведется в насыщенных растворах хлоридов калия и натрия (с небольшими примесями хлорида магния) в строго замкнутом режиме по жидкой фазе.
Существуют два способа производства хлорида калия из сильвинитовых руд: флотационный и галургический. Оба эти способа используются на калийных предприятиях ПАО "Уралкалий". Технология производства флотационного и галургического хлористого калия из калийных руд включает следующие процессы:
- рудоподготовка;
- обогащение руды флотационным способом или галургическим способобами;
- обезвоживание
- сушка готовой продукции;
- компактирование (гранулирование) сухого флотационного калийного концентрата;
- складирование и отгрузка готового продукта.
Принципиальная схема переработки руды на флотационных и галургических фабриках ПАО "Уралкалий" приведена на рисунке 9.1.
Перечень технологических процессов предприятия с указанием состава и мощности производства приведен в таблице 9.3.
В руде Верхнекамского месторождения калийных и магниевых солей, разрабатываемого ПАО "Уралкалий", содержится от 25% до 32% хлористого калия, следовательно, при производстве удобрений около 70%-75% руды переходит в галитошламовые отходы производства (галитовые отходы и глинисто-солевые шламы). Количество образующихся отходов при близкой эффективности применяемых технологий переработки руды будет определяться минеральным составом исходной руды. В связи с этим оценка эффективности применяемой технологии производства хлористого калия должна проводиться в основном по степени извлечения хлористого калия в готовый продукт от количества KCI в перерабатываемой руде, а не по количеству образующихся отходов производства.
При переработке и обогащении сырья образуются твердые, содержащие в основном хлористый натрий (галит), галитовые отходы и глинисто-солевые шламы.
Твердые галитовые отходы размещаются на солеотвалах и частично используются для закладки в отработанного шахтного пространства*.
____________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Глинисто-солевые шламы размещаются в поверхностных шламонакопителях и частично используются для закладки отработанного шахтного пространства.
Влияние предприятия на окружающую среду заключаются также в том, что при проведении основных стадий технологического процесса получения калийных удобрений (дробление руды, сушка готового продукта и грануляция) в атмосферный воздух поступают пыль хлорида калия и хлорида натрия для улавливания которых все источники газо- и пылевыделения оборудуются современными системами очистки отходящих газов.
Описание технологических процессов, составляющих производственный процесс, оборудования и относящихся к разрабатываемому справочнику НДТ, приведено в таблицах 9.4-9.6.
Рисунок 9.1 - Принципиальная схема переработки калийных руд
Таблица 9.3 - Перечень технологических процессов предприятия с указанием состава и мощности производства
|
Наименование |
Технологический процесс |
Структурная единица (цех, корпус, отделение и др.) |
Продукция (полупродукт) |
Мощность, т/год (2014 г.) план/факт |
|
Производство калийных удобрений флотационным способом |
Производство хлористого калия флотационным способом на Втором Березниковском рудоуправлении |
Надшахтное здание скипового подъема руды из рудника |
Руда |
7380238/7622845 |
|
Размольное отделение |
Руда |
7380238/7622845 |
||
|
Отделение обогащения |
Влажный концентрат |
|||
|
Отделение сушки и грануляции |
Готовый продукт Калий хлористый различных марок |
1989596/2101927 |
||
|
Производство хлористого калия флотационным способом на Третьем Березниковском рудоуправлении |
Надшахтное здание скипового подъема руды из рудника |
Руда |
Поступает с Четвертого Березниковского рудоуправления |
|
|
Размольное отделение |
Руда |
Отсутствует |
||
|
Отделение обогащения |
Влажный концентрат |
|||
|
Отделение сушки и грануляции |
Готовый продукт Калий хлористый различных марок |
1528412/1673175 |
||
|
Производство хлористого калия флотационным способом на Втором Соликамском рудоуправлении |
Надшахтное здание скипового подъема руды из рудника |
Руда |
8751241/8829641 |
|
|
Размольное отделение |
Руда |
8751241/8829641 |
||
|
Отделение обогащения |
Влажный концентрат |
|||
|
Отделение сушки и грануляции |
Готовый продукт Калий хлористый различных марок |
2154620/2197399 |
||
|
Производство хлористого калия флотационным способом на Третьем Соликамском рудоуправлении |
Надшахтное здание скипового подъема руды из рудника |
Руда |
11431759/11661013 |
|
|
Размольное отделение |
Руда |
11431759/11661013 |
||
|
Отделение обогащения |
Влажный концентрат |
|||
|
Отделение сушки |
Готовый продукт Калий хлористый различных марок |
2671600/2770717 |
||
|
Производство калийных удобрений галургическим способом |
Производство хлористого калия галургическим способом на Первом Соликамском рудоуправлении |
Надшахтное здание скипового подъема руды из рудника |
Руда |
4566644/4544442 |
|
Размольное отделение |
Руда |
4566644/4544442 |
||
|
Отделение обогащения |
Влажный кристаллизат |
|||
|
Отделение сушки |
Готовый продукт Калий хлористый различных марок |
981000/1007400 |
||
|
Производство калийных удобрений галургическим способом |
Производство хлористого калия галургическим способом на Четвертом Березниковском рудоуправлении |
Надшахтное здание скипового подъема руды из рудника |
Руда |
14751074/15147157 (для обеспечения рудой Третьего и Четвертого рудоуправлений) |
|
Размольное отделение |
Руда |
14751074/15147157 (для обеспечения рудой Третьего и Четвертого рудоуправлений) |
||
|
Отделение обогащения |
Влажный кристаллизат |
|||
|
Отделение сушки |
Готовый продукт Калий хлористый различных марок |
2437000/2450300 |
Таблица 9.4 - Общие сведения
|
Подпроцесс |
Вход |
Подпроцесс |
Выход |
Основное оборудование |
Эмиссии (наименование) |
|
Дробление руды |
Руда сильвинотовая |
Дробление, классификация |
Сильвинит молотый |
Дробилка, грохот |
Натрия хлорид, Калия хлорид |
|
Обогащение флотационным способом |
Сильвинит молотый |
Классификация, измельчение, флотация, сгущение |
Влажный концентрат, влажные галитовые отходы, сгущенные шламы |
Сито дуговое, мельница стержневая, флотационная машина, сгуститель |
Натрия хлорид, Калия хлорид |
|
Обогащение галургическим способом |
Растворение, сгущение, осветление, вакуум-кристаллизация |
Растворитель шнековый, сгуститель, установка вакуум- |
|||
|
Удаление влаги |
Продукты флотационного и галургического производства хлористого калия |
Обезвоживание Сгущение сушка |
Влажный концентрат, влажные галитовые отходы, шламы |
Вакуум-фильтр, центрифуга, сгуститель Сушильные аппараты (барабанные сушилки, печи КС) |
Натрия хлорид, Калия хлорид |
|
Компактирование (гранулирование) |
Сухой концентрат |
Подогрев, прессование, дробление, классификация, облагораживание |
Гранулят |
Печь КС, пресс, дробилка, грохот |
Натрия хлорид, Калия хлорид |
|
Складирование и отгрузка |
Гранулят, Непылящий хлористый калий |
Транспортировка, складирование, отгрузка |
Готовая продукция |
Конвейер ленточный, кратцер кран |
Натрия хлорид, Калия хлорид |
Таблица 9.5 - Основное технологическое оборудование и оборудование, которое дает значительные эмиссии
|
Наименование оборудования |
Модель (типоразмер) |
Основное |
Природо- |
Назначение оборудования |
Технологические характеристики |
Фирмапрои- |
|
Дробилки и грохота сухого дробления руды |
Тип СМ 170Б. |
+ |
Дробление руды |
|
||
|
Ленточные фильтры для обезвоживания галитовых отходов |
Тип BF-10; |
+ |
Обезвоживание галитовых отходов |
200-250 т/ч |
||
|
Сгустители для сгущения шламового продукта |
Тип П-25 с периферическим приводом; диаметр 25 м |
+ |
Сгущение шламового продукта |
|||
|
Сушильные аппараты |
СБ |
+ |
Сушка хлористого калия |
100-200 т/ч |
||
|
Грануляционные установки |
Пресс для компактирования дробилка подпрессовая, просеивающая установка циклон сухой очистки вибрационная сушильно-охладительная установка |
+ |
Гранулирование хлористого калия |
100 т/ч |
||
|
Очистка отходящих газов |
||||||
|
Первое Соликамское калийное рудоуправление (СКРУ-1) |
||||||
|
КС-1 (38) |
Труба Вентури (КМП) |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 46000 м |
||
|
КС-1 (39) |
Труба Вентури (КМП) |
+ |
Производительность - 43000 м |
|||
|
АС-1 (40) |
Пылеуловитель КМП 2,5 |
+ |
Производительность - 7000 м |
|||
|
АС-2 (41) |
Пылеуловитель КМП 3,2 |
+ |
Производительность - 12000 м |
|||
|
КС-1 (46) |
Труба Вентури (КМП) |
+ |
Производительность - 31000 м |
|||
|
КС-2 (47) |
Труба Вентури (КМП) |
+ |
Производительность - 28000 м |
|||
|
Третье Соликамское калийное рудоуправление (СКРУ-3) |
||||||
|
Поз.410-1 |
СБ |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 70000 м |
||
|
Поз.410-2 |
СБ |
+ |
Производительность - 54000 м |
|||
|
Поз.410-3 |
СБ |
+ |
Производительность - 60000 м |
|||
|
Поз.410-4 |
СБ |
+ |
Производительность - 50000 м |
|||
|
Поз. 410-5 |
СБ |
+ |
Производительность - 62000 м |
|||
|
Циклоны |
+ |
|||||
|
Второе Соликамское калийное рудоуправление (СКРУ-2) |
||||||
|
КС-1 (38) |
Циклон "Лиот" |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 47000 м |
||
|
КС-2 (39) |
Циклон "Лиот" |
+ |
Производительность - 44000 м |
|||
|
КС-1 (46) |
Циклон "Лиот" |
+ |
Производительность - 30000 м |
|||
|
КС-2 (47) |
Циклон "Лиот" |
+ |
Производительность - 30000 м |
|||
|
С-2 3 технологической нитки грануляции |
Циклоны ЛИОТ АВ100 |
+ |
Производительность 35000 м Температура (вх/вых) =75/53°С КПД (KCI)=76,5% КПД (NaCI)=75,66% |
|||
|
А-2 3 технологической нитки грануляции |
Циклоны ЛИОТ АВ100 |
+ |
Производительность 33000 м Температура (вх/вых) = 78/57°С КПД (KCI)=77,08% КПД (NaCI)=76,44% |
|||
|
А-1 1 технологической нитки грануляции |
Циклоны ЛИОТ АВ100 |
+ |
Производительность - 30000 м КПД (KCI)=92,83% КПД (NaCI)= 93,32% |
|||
|
С-1 1 технологической нитки грануляции |
Циклоны ЛИОТ АВ100 |
+ |
Производительность 34000 м КПД (KCI)=87,89% КПД (NaCI)=88,13% |
|||
|
В-1 2 технологической нитки грануляции |
Циклоны ЛИОТ АВ100 |
+ |
Производительность 34000 м КПД (KCI)=93,28% КПД (NaCI)=91,79% |
|||
|
D-1 2 технологической нитки грануляции |
Циклоны ЛИОТ АВ100 |
+ |
Производительность 32000 м КПД (KCI)=86,12% КПД (NaCI)=86,47% |
|||
|
ПКС-5 грануляционного отделения |
Циклон ЛИОТ |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность 14000 м Температура (вх/вых)=185/98°С КПД (KCI)=84,4% КПД (NaCI)=83,6% |
||
|
ПКС-4 грануляционного отделения |
Циклон ЛИОТ |
+ |
Производительность 13000 м КПД (KCI)=96,8% КПД (NaCI)=83,6% |
|||
|
ПКС-3 грануляционного отделения |
Циклон ЛИОТ |
+ |
Производительность 14000 м КПД (KCI)=87,5% КПД (NaCI)=83,3% |
|||
|
ПКС-2 грануляционного отделения |
Циклон ЛИОТ |
+ |
Производительность 15000 м КПД (KCI)=95,5% КПД (NaCI)=94% |
|||
|
ПКС-1 грануляционного отделения |
Циклон ЛИОТ |
+ |
Производительность 14000 м КПД (KCI)=94,8% КПД (NaCI)=91,5% |
|||
|
1 стадии КС-2 сушильного отделения |
ЛИОТ АВ125 со спиральной вставкой |
+ |
Производительность 44000 м КПД (KCI)=86,7% КПД (NaCI)=85,5% |
|||
|
2 стадии КС-2 сушильного отделения |
ЛИОТ АВ125 со спиральной вставкой |
+ |
Производительность 49000 м КПД (KCI)=76,5% КПД (NaCI)=78,8% |
|||
|
1 стадии КС-3 сушильного отделения |
ЛИОТ АВ125 со спиральной вставкой |
+ |
Производительность 42000 м КПД (KCI)=90,3% КПД (NaCI)=88,8% |
|||
|
2 стадии КС-3 сушильного отделения |
ЛИОТ АВ125 со спиральной вставкой |
+ |
Производительность 46000 м КПД (KCI)=74% КПД (NaCI)= 72,9% |
|||
|
1 стадии КС-4 сушильного отделения |
ЛИОТ АВ125 со спиральной вставкой |
+ |
Производительность 43000 м КПД (KCI)=91% КПД (NaCI)=90,5% |
|||
|
2 стадии КС-4 сушильного отделения |
ЛИОТ АВ125 со спиральной вставкой |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность 48000 м КПД (KCI)=86,6% КПД (NaCI)=88,6% |
||
|
1 стадии КС-1 сушильного отделения |
ЛИОТ АВ125 со спиральной вставкой |
+ |
Производительность 45000 м КПД (KCI)=91,3% КПД (NaCI)=91,1% |
|||
|
2 стадии КС-1 сушильного отделения |
ЛИОТ АВ125 со спиральной вставкой |
+ |
Производительность 49000 м КПД (KCI)=60,8% КПД (NaCI)= 63,1% |
|||
|
СКРУ-3 |
||||||
|
Поз.410-1 |
СБ |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 68000 м |
||
|
Поз.410-2 |
СБ |
+ |
Производительность - 52000 м |
|||
|
Поз.410-3 |
СБ |
+ |
Производительность - 59000 м |
|||
|
Поз.410-4 |
СБ |
+ |
Производительность - 50000 м |
|||
|
Поз.410-5 |
СБ |
+ |
Производительность - 59000 м |
|||
|
Второе Березниковское калийное производственное рудоуправление (БКПРУ-2) |
||||||
|
КС-1 |
Циклон "Лиот" со вставкой |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 72000 м |
||
|
КС-2 |
Циклон "Лиот" со вставкой |
+ |
Производительность - 100000 м |
|||
|
КС-3 |
Циклон И1150 |
+ |
Производительность - 63000 м |
|||
|
КС-4 |
Циклон И1150 |
+ |
Производительность - 78000 м |
|||
|
КС-5 |
Циклон И1150 |
+ |
Производительность - 81000 м |
|||
|
АО-1 |
Циклон |
+ |
Производительность - 35000 м |
|||
|
АС-1 |
Циклон |
+ |
Производительность - 10000 м |
|||
|
АС-2 |
Циклон |
+ |
Производительность - 10000 м |
|||
|
Третье Березниковское калийное производственное рудоуправление (БКПРУ-3) |
||||||
|
ТС-3 |
Циклон ЦН-15 |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 75550 м |
||
|
ТС-4 |
Циклон ЦН-15 |
+ |
Производительность - 110000 м |
|||
|
КС-5 |
Циклон конический |
+ |
Производительность - 81300 м |
|||
|
КС-6 |
Циклон ЦН-15 |
+ |
Производительность - 67350 м |
|||
|
КС-2 |
Двойной циклон "Микропул" |
+ |
Производительность - 87000 м |
|||
|
1П8 |
Двойной циклон zp-1400-4 |
+ |
Производительность - 21100 м |
|||
|
2П8 |
Двойной циклон zp-1400-4 |
+ |
Производительность - 26000 м |
|||
|
Третье Березниковское калийное производственное рудоуправление (БКПРУ-4) |
||||||
|
АС-17 |
Циклон с водяной пленкой |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 2045 м |
||
|
АС-18 |
Циклон с водяной пленкой |
+ |
Реконструкция |
|||
|
АС-19 |
Циклон с водяной пленкой |
+ |
Реконструкция |
|||
|
КС-1 |
Двойной циклон |
+ |
Производительность - 73100 м |
|||
|
КС-2 |
Двойной циклон |
+ |
Производительность - 79300 м |
|||
|
KC-R |
Двойной циклон |
+ |
Производительность - 83700 м |
|||
|
Участок классификации |
Двойной циклон |
+ |
Производительность - 22400 м |
|||
|
Скруббер каплеотделитель |
|
+ |
||||
|
СКРУ-2 |
||||||
|
Сушильного аппарата N 1 |
Каплеотделитель |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность 23000 м Температура (вх/вых)=115/71°С КПД (KCI)=90,3% КПД (NaCI)=90,98% |
||
|
Сушильного аппарата N 2 |
Каплеотделитель |
+ |
Производительность 23000 м Температура (вх/вых)=118/72°С КПД (KCI)=91,21% КПД (NaCI)=91,3% |
|||
|
Сушильного аппарата N 3 |
Каплеотделитель |
+ |
Производительность 25000 м Температура (вх/вых)=125/70°С КПД (KCI)=91,52% КПД (NaCI)=91,7% |
|||
|
ПКС-5 грануляционного отделения |
Каплеотделитель |
+ |
Производительность 15000 м Температура (вх/вых)= 98/40°С КПД (KCI)=91,4% КПД (NaCI)=91,4% |
|||
|
ПКС-4 грануляционного отделения |
Каплеотделитель |
+ |
Производительность 14000 м КПД (KCI)=86,2% КПД (NaCI)=93,1% |
|||
|
ПКС-3 грануляционного отделения |
Каплеотделитель |
+ |
Производительность 15000 м КПД (KCI)=94% КПД (NaCI)=92,4% |
|||
|
ПКС-2 грануляционного отделения |
Каплеотделитель |
+ |
Производительность 16000 м КПД (KCI)=90,1% КПД (NaCI)=82,9% |
|||
|
ПКС-1 грануляционного отделения |
Каплеотделитель |
+ |
Производительность 16000 м КПД (KCI)=89,7% КПД (NaCI)=85,2% |
|||
|
С-2 3 технологической нитки грануляции |
КМП-4 В/С2000 (каплеуловитель) |
+ |
Производительность 36000 м Температура (вх/вых)=53/32°С КПД (KCI)=97,88% КПД (NaCI)=97,95% |
|||
|
А-2 3 технологической нитки грануляции |
КМП-4 В/С2000 |
+ |
Производительность 34000 м Температура (вх/вых)=57/30°С КПД (KCI) =97,55% КПД (NaCI) =97,73% |
|||
|
КС-2 сушильного отделения |
Каплеотделитель |
+ |
Производительность 53000 м КПД (KCI)=79,5% КПД (NaCI)=77,3% |
|||
|
КС-3 сушильного отделения |
Каплеотделитель |
+ |
Производительность 47000 м КПД (KCI)=73,3% КПД (NaCI)=72% |
|||
|
КС-4 сушильного отделения |
Каплеотделитель |
+ |
Производительность 48000 м КПД (KCI)=61,9% КПД (NaCI)=74,8% |
|||
|
КС-1 сушильного отделения |
Каплеотделитель |
+ |
Производительность 56000 м КПД (KCI)=90,4% КПД (NaCI)=86,8% |
|||
|
А-1 1 технологической нитки грануляции |
КМП-4 В/С2000 (каплеуловитель) |
+ |
Производительность 30000 м КПД (KCI)=95,47% КПД (NaCI)=95,95% |
|||
|
В-1 2 технологической нитки грануляции |
КМП-4 В/С2000 (каплеуловитель) |
+ |
Производительность 34000 м КПД (KCI)=95,84% КПД (NaCI)=95,5% |
|||
|
D-1 2 технологической нитки грануляции |
КМП-4 В/С2000 |
+ |
Производительность 33000 м КПД (KCI)=97,81% КПД (NaCI)=98,2% |
|||
|
С-1 1 технологической нитки грануляции |
КМП-4 В/С2000 |
+ |
Производительность 34000 м КПД (KCI)=96,96% КПД (NaCI)=96,89% |
|||
|
СКРУ-3 |
+ |
|||||
|
АС-2 |
Скруббер |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 11000 м |
||
|
БКПРУ-2 |
||||||
|
КС-1 |
Скруббер Вентури |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 72200 м КПД - 69,3%-93,4% |
||
|
КС-2 |
Скруббер Вентури |
+ |
Производительность - 92000 м КПД - 85,3%-96,8% |
|||
|
КС-3 |
Скруббер Вентури |
+ |
Производительность - 62600 м |
|||
|
КС-4 |
Скруббер Вентури |
+ |
Производительность - 78000 м |
|||
|
КС-5 |
Скруббер Вентури |
+ |
Производительность - 79900 м |
|||
|
АС-1 |
Скруббер |
+ |
Производительность - 4460 м |
|||
|
АС-2 |
Скруббер |
+ |
Производительность - 5250 м |
|||
|
БКПРУ-3 |
||||||
|
ТС-3 |
Скруббер Вентури |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 75700 м |
||
|
ТС-4 |
Скруббер Вентури |
+ |
Производительность - 109500 м |
|||
|
КС-5 |
Скруббер Вентури |
+ |
Производительность - 80800 м |
|||
|
КС-6 |
Скруббер Вентури |
+ |
Производительность - 67000 м |
|||
|
КС-2 |
Мульти скруббер Вентури |
+ |
Производительность - 79800 м |
|||
|
БКПРУ-4 |
||||||
|
КС-1 |
Скруббер Вентури |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 76100 м |
||
|
КС-2 |
Скруббер Вентури |
+ |
Производительность - 84600 м |
|||
|
KC-R |
Скруббер Вентури |
+ |
Производительность - 79100 м |
|||
|
Участок классификации |
Скруббер |
+ |
Производительность - 33350 м |
|||
|
Скруббер |
+ |
Производительность - 22300 м |
||||
|
СКРУ-1 |
||||||
|
АС-1 (78) |
Эжекторной скруббер |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 4000 м |
||
|
АС-1 (79) |
Эжекторной скруббер |
+ |
Производительность - 5000 м |
|||
|
АС-2 (80) |
Эжекторный скруббер |
+ |
Производительность - 5000 м |
|||
|
БКПРУ-2 |
||||||
|
АС-1 |
Эжекторный скруббер |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 17300 м |
||
|
АО-3 |
Эжекторный скруббер |
+ |
Производительность - 2700 м |
|||
|
АО-4 |
Эжекторный скруббер |
+ |
Производительность - 5040 м |
|||
|
БКПРУ-4 |
||||||
|
АС-17 |
Эжекторный скруббер |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 947-1002 м |
||
|
АС-18 |
Эжекторный скруббер |
+ |
Реконструкция |
|||
|
АС-19 |
Эжекторный скруббер |
+ |
Реконструкция |
|||
|
В-1 |
Эжекторный скруббер |
+ |
Производительность - 527 м |
|||
|
СКРУ-2 |
||||||
|
А-4 отделения грануляции |
Рукавный фильтр |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность 39000 м КПД (KCI)=99,9% КПД (NaCI)=99,9% |
||
|
А-5 отделения грануляции |
Рукавный фильтр |
+ |
Производительность 29000 м КПД (KCI)=98,33% КПД (NaCI)=98,77% |
|||
|
А-6 отделения грануляции |
Рукавный фильтр |
+ |
Производительность 36000 м КПД (KCI)=98,04% КПД (NaCI) =99,28% |
|||
|
БКПРУ-2 |
||||||
|
ВСУ СОУ |
Рукавный фильтр |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 45700 м |
||
|
БКПРУ-3 |
||||||
|
КСl-1 |
Рукавный фильтр |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 81200 м |
||
|
KCI-2 |
Рукавный фильтр |
+ |
Производительность - 86400 м |
|||
|
АС-4 |
Плоскорукавный фильтр |
+ |
Производительность - 10000 м |
|||
|
АС-1А |
Плоскорукавный фильтр |
+ |
Производительность - 35400 м |
|||
|
АС-2А |
Плоскорукавный фильтр |
+ |
Производительность - 33400 м |
|||
|
АС-3А |
Плоскорукавный фильтр |
+ |
Производительность - 43600 м |
|||
|
АС-1В |
Плоскорукавный фильтр |
+ |
Производительность - 7150 м |
|||
|
АС-2В |
Плоскорукавный фильтр |
+ |
Производительность - 7300 м |
|||
|
АС-3В |
Плоскорукавный фильтр |
+ |
Производительность - 7470 м |
|||
|
БКПРУ-3 |
||||||
|
1П8 |
Фильтровальная установка |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 5200 м |
||
|
2П8 |
Фильтровальная установка |
+ |
Производительность - 14000 м |
|||
|
БКПРУ-2 |
||||||
|
КС-1 |
Инерционный пылеподавитель пенный |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность - 72000 м |
||
|
КС-2 |
Инерционный пылеподавитель пенный |
+ |
Производительность - 100000 м |
|||
|
КС-3 |
Инерционный продукто- |
+ |
Производительность - 63000 м |
|||
|
КС-4 |
Инерционный продукто- |
+ |
Производительность - 76200 м |
|||
|
КС-5 |
Инерционный продукто- |
+ |
Производительность - 80000 м |
|||
|
АО-1 |
Мокрый пылеподавитель |
+ |
Производительность - 35000 м |
|||
|
СКРУ-2 |
||||||
|
1 стадии АУ сушильного отделения |
Коагуляционный пылеуловитель |
+ |
Очистка отходящих газов от KCI, NaCI |
Производительность 37000 м Температура (вх/вых)=50/40°С КПД (KCI)=70,4% КПД (NaCI)=86,4% |
||
|
2 стадии АУ сушильного отделения |
Коагуляционный пылеуловитель |
+ |
Производительность 39000 м Температура (вх/вых)=40/30°С КПД (KCI)=96,5% КПД (NaCI)=95% |
|||
|
СКРУ-3 |
||||||
|
АС-1 |
Очистка отходящих газов от KCI, NaCI |
Производительность - 24000 м |
||||
|
АС-3 |
Производительность - 14000 м |
|||||
 10 м
10 м 400 мм,
400 мм, 15 м,
15 м,Таблица 9.6 - Материальный баланс
|
Расход |
Выход |
||||||
|
Наименование |
Единица измерений |
Расход на 1 т продукции |
Наименование |
Единица измерений |
Выход на 1 т продукции |
||
|
Мини- |
Макси- |
Мини- |
Макси- |
||||
|
Руда |
т |
7380238 |
76228455 |
Хлористый калий |
т |
1989596 |
2101927 |
|
Вода |
м |
0,369 |
0,43 |
||||
|
Электроэнергия |
квт-час/т |
71,86 |
73 |
||||
|
Флотационные реагенты |
кг/т |
0,13 |
0,18 |
||||
|
Третье Березниковское калийное производственное рудоуправление |
|||||||
|
Руда |
т |
- |
- |
Хлористый калий |
т |
1528412 |
1673175 |
|
Вода |
м |
0,15 |
0,26 |
||||
|
Электроэнергия |
квт-час/т |
56,12 |
77,2 |
||||
|
Флотационные реагенты |
кг/т |
0,09 |
0,205 |
||||
|
Второе Соликамское калийное рудоуправление |
|||||||
|
Руда |
т |
8751241 |
8829641 |
Хлористый калий |
т |
2154620 |
2197399 |
|
Вода |
м |
0,241 |
0,55 |
||||
|
Электроэнергия |
квт-час/т |
53,95 |
54,36 |
||||
|
Флотационные реагенты |
кг/т |
0,16 |
0,18 |
||||
|
Третье Соликамское калийное рудоуправление |
|||||||
|
Руда |
т |
11431759 |
11661013 |
Хлористый калий |
т |
2671600 |
2770717 |
|
Вода |
м |
0,42 |
0,42 |
||||
|
Электроэнергия |
квт-час/т |
51,69 |
52,9 |
||||
|
Флотационные реагенты |
кг/т |
0,15 |
0,17 |
||||
|
Четвертое Березниковское калийное производственное рудоуправление |
|||||||
|
Руда |
т |
14751074 |
15147157 |
Хлористый калий |
Т |
2437000 |
2450300 |
|
Вода |
м |
0,44 |
0,75 |
||||
|
Электроэнергия |
Гкал/т |
61,91 |
62,808 |
||||
|
Реагенты |
кг/т |
0,2 |
0,2 |
||||
|
Первое Соликамское калийное рудоуправление |
|||||||
|
Руда |
т |
4544442 |
4566644 |
Хлористый калий |
Т |
981000 |
1007400 |
|
Вода |
м |
3,65 |
3,65 |
||||
|
Электроэнергия |
Гкал/т |
36,62 |
43,5 |
||||
|
Реагенты |
кг/т |
0,19 |
0,19 |
||||
9.1.1 Галургический способ получения хлористого калия
Галургический способ производства хлористого калия из калийных руд или метод избирательного растворения хлористого калия и последующей его кристаллизации основан на различии температурных коэффициентов растворимости хлоридов калия и натрия при их совместном присутствии. При нормальной температуре растворимость хлоридов калия и натрия почти одинакова. С повышением температуры растворимость хлорида натрия практически не меняется, а растворимость хлорида калия резко возрастает.
Физико-химические химические и технологические основы галургического способа получения хлористого калия широко освещены в технической литературе [2]-[6]. Диаграмма растворимости солей в системе  позволяет определить составы насыщенного и маточного растворов в зависимости от температуры и степени насыщения и определить условия, необходимые для получения продукта заданного качества.
позволяет определить составы насыщенного и маточного растворов в зависимости от температуры и степени насыщения и определить условия, необходимые для получения продукта заданного качества.
Производство хлористого калия галургическим способом осуществляется на Первом Соликамском рудоуправлении (СКРУ-1) и на Четвертом Березниковском рудоуправлении (БКПРУ-4) ПАО "Уралкалий".
9.1.1.1 Рудоподготовка
Основная цель рудоподготовки заключается в том, чтобы обеспечить заданные требования по крупности дробленой сильвинитовой руды, необходимой для последующих стадий обогащения. При галургическом способе обогащения на фабриках Четвертого Березниковского и Первого Соликамского рудоуправления дробление руды осуществляют до крупности 5-6 мм для обеспечения необходимой эффективности выщелачивания хлористого калия из сростков сильвина с галитом.
Повышенное количество в дробленой руде фракций крупности менее 1 мм также не оправдано, поскольку приводит к увеличению содержания мелкодисперсного солевого шлама при растворении руды и дополнительным потерям хлористого калия с отходами производства.
Рудоподготовка сильвинитовой руды для галургического ее обогащения включает одностадийную классификацию по регламентируемой верхней границе крупности и одностадийное сухое дробление в открытом цикле надрешетного продукта предварительной классификации. На Четвертом Березниковском рудоуправлении руда поступает из подземного рудника и подается конвейерным транспортом из надшахтных бункеров в приемные бункеры производственного участка размола (ПУР), из которых транспортируется на операцию классификации с использованием инерционных грохотов типа ГИТ-71М, имеющих просеивающую поверхность, состоящую из решеток с шириной щели от 5 до 6 мм. Подрешетный продукт (сильвинит молотый) является исходным сырьем для обогащения галургическим способом и поступает на склад руды или непосредственно на галургическую фабрику.
Надрешетный продукт классификации дробится в молотковых дробилках типа СМ-170Б и направляется на флотационное обогащение на Третьем Березниковском рудоуправлении.
Отходов на стадии рудоподготовки руды не образуется. Источником загрязнения атмосферного воздуха являются пыль сильвинитовой руды в перегрузочных узлах и оборудовании рудоподготовки (грохота, дробилки). Пылевые выбросы содержат в своем составе хлорид калия и хлорид натрия. Для защиты атмосферы от загрязнения конвейеры в местах перегрузки оборудованы защитным противопылевым укрытием и системой аспирации. Корпуса грохотов и дробилок герметично закрыты.
9.1.1.2 Выщелачивание (растворение) хлористого калия
Растворение сильвинитовой руды (выщелачивание из руды хлористого калия) осуществляется в две стадии в горизонтальных шнековых растворителях с использованием горячего ненасыщенного по хлористому калию растворяющего (оборотного) щелока.
Задачей стадии растворения является получение горячего насыщенного по KCI раствора при максимальном выщелачивании KCI из руды. Эффективность выщелачивания KCI из руды зависит от соотношения руда:щелок, температурного режима стадии растворения и крупности помола руды.
Одновременно с рудой в первый растворитель самотеком поступает слив второго растворителя - средний щелок с температурой 98°С-103°С и часть (25%-30%) горячего растворяющего щелока. Полученный в первом растворителе горячий неосветленный насыщенный щелок самотеком распределяется по сгустителям типа "Брандес", в которых происходит сгущение солевого шлама.
Температура насыщенного щелока в сливе первого растворителя составляет 93°С-95°С для СКРУ-1 и 96°С-98°С для БКПРУ-4.
Обеспечение заданного температурного режима стадии растворения достигается за счет поддержания температуры горячего растворяющего щелока, поступающего в растворители, на уровне 114-118°С и распределения его между первым и вторым растворителями с коррекцией по температуре в растворителях.
Нерастворившаяся в первом растворителе руда обезвоживающим наклонным элеватором транспортируется во второй шнековый растворитель. Сюда же самотеком поступает основная часть (~2/3) горячего растворяющего щелока. На выходе из второго растворителя выщелачивание KCI из руды в основном завершается.
9.1.1.3 Сгущение солевого шлама и осветление горячего насыщенного раствора
Слив первого растворителя (неосветленный насыщенный щелок), содержащий увлеченные потоком взвешенные частицы - солевой и глинистый шлам, самотеком распределяется на сгустители типа "Брандес", в которых осуществляется сгущение солевого шлама.
На галургических калийных фабриках солеунос твердой фазы (шлама) со сливом первого растворителя составляет от 20% до 30% от расхода руды. Источники солевого шлама следующие:
- мелкие фракции руды (размером менее 0,4-0,5 мм);
- высаливание хлористого натрия при выщелачивании KCI из руды;
- циркуляционный поток наиболее мелких фракций солевого шлама, поступающих во второй растворитель со стадии сгущения солевого шлама.
Разгрузка сгустителей производится непрерывно и регулируется в зависимости от плотности сгущенной суспензии, которая должна составлять (1450-1600) кг/м. Сгущенная суспензия солевого шлама (на линии В СОФ БКПРУ-4) поступает в зумпф, куда самотеком поступает горячий растворяющий щелок после теплообменников, что позволяет растворить наиболее мелкие классы руды, поступающие в слив первого растворителя и далее в разгрузку сгустителей Брандеса, и, соответственно, снизить циркуляционный поток солевого шлама.
Из зумпфа циркуляционный поток солевого шлама насосами возвращается во второй растворитель.
На СОФ СКРУ-1 и на линии А СОФ БКПРУ-4 реализована схема вывода солевого шлама. Сгущенная суспензия солевого шлама поступает в сборник, из которого насосами подается для гидроклассификации и дополнительного сгущения на гидроциклоны. Разгрузка гидроциклонов поступает на фильтрацию совместно с галитовыми отходами. Слив гидроциклонов возвращается во второй шнековый растворитель (в зону подачи нерастворившейся части руды из первого растворителя).
Слив сгустителей типа "Брандес", через общий коллектор поступает на стадию осветления насыщенного раствора, которое осуществляется в сгустители типа "Дорр". Для интенсификации процесса осветления насыщенного раствора от глинистого шлама в сгустители типа "Дорр" подают раствор флокулянта (полиакриламид).
Осветленный насыщенный раствор переливается в кольцевой желоб, стекает в общий коллектор и далее самотеком поступает в приемный бак установки вакуум-кристаллизации.
Плотность слива отстойников типа "Дорр" должна составлять от 1244 до 1247 кг/м. Температура осветленного насыщенного раствора должна составлять не менее 91°С для СКРУ-1 и (95-97)°С для БКПРУ-4.
На БКПРУ-4 сгущенная суспензия глинисто-солевого шлама разгружается из сгустителей с помощью насосов и поступает в зумпф, в который также подается холодный шахтный раствор, что необходимо для охлаждения и разбавления горячей суспензии глинисто-солевого шлама. Разбавленная суспензия с плотностью не более 1,33 г/см и температурой не более 40°С откачивается насосом из зумпфа в камеры большого сечения рудника.
Сгущенная суспензия глинисто-солевого шлама поступает в сборник, куда также поступают сточные воды пылегазоочистки из сушильного отделения и рассол из шламохранилища. Из сборника разбавленная суспензия глинисто-солевого шлама откачивается в шламохранилище.
9.1.1.4 Вакуум-кристаллизация хлористого калия
С целью кристаллизации хлористого калия из осветленного насыщенного раствора его подвергают охлаждению от 91°С-98°С до 25-35°С под вакуумом на установках вакуум-кристаллизации, где происходит ступенчатое выпаривание воды из насыщенного раствора с одновременным его охлаждением. Вакуум создается за счет конденсации растворного пара в поверхностных и барометрических конденсаторах и отсоса несконденсировавшегося пара и воздуха системой паровых эжекторов и водокольцевых вакуум-насосов. Кристаллизация хлорида калия осуществляется как за счет снижения температуры раствора, так и за счет уменьшения количества воды в растворе в связи с ее испарением. Температура, до которой возможно охлаждение насыщенного раствора на вакуум-кристаллизационной установке, определяется температурой охлаждающей воды, подаваемой на конденсацию растворного пара, и объективно зависит от времени года.
Задачей стадии вакуум-кристаллизации является получение продукта требуемого качества и гранулометрического состава. Качество галургического хлористого калия в значительной степени определяется водным балансом стадии вакуум-кристаллизации. Необходимое количество воды на стадию вакуум-кристаллизации зависит от расхода осветленного насыщенного раствора и его состава и определяется на основании данных по растворимости солей в системе  в присутствии
в присутствии  (
( ) по линии совместного насыщения хлоридами калия и натрия. Если на растворимость хлорида калия наибольшее влияние оказывает температура, то на растворимость хлорида натрия - содержание воды в системе. Для того, чтобы предотвратить загрязнение получаемого хлорида калия хлоридом натрия, на стадию вакуум-кристаллизации вводят воду, снижая таким образом степень насыщения жидкой фазы по NaCI. Общее количество воды, которое необходимо подавать на стадию вакуум-кристаллизации, зависит от допустимого содержания NaCl в твердой фазе кристаллизата и определяется требованиями к качеству готового продукта.
) по линии совместного насыщения хлоридами калия и натрия. Если на растворимость хлорида калия наибольшее влияние оказывает температура, то на растворимость хлорида натрия - содержание воды в системе. Для того, чтобы предотвратить загрязнение получаемого хлорида калия хлоридом натрия, на стадию вакуум-кристаллизации вводят воду, снижая таким образом степень насыщения жидкой фазы по NaCI. Общее количество воды, которое необходимо подавать на стадию вакуум-кристаллизации, зависит от допустимого содержания NaCl в твердой фазе кристаллизата и определяется требованиями к качеству готового продукта.
Гранулометрический состав получаемого хлористого калия зависит от гидродинамического режима процесса, который принципиально различается для установок регулируемой (РВКУ) и нерегулируемой (ВКУ) вакуум-кристаллизации.
Кристаллизация хлорида калия на РВКУ, состоящих из 7 ступеней, осуществляется на БКПРУ-4. Установки регулируемой вакуум-кристаллизации обеспечивают получение крупнокристаллического обеспыленного продукта путем регулирования числа центров кристаллизации за счет кристаллизации хлористого калия на поверхности уже существующих кристаллов и ограничения образования новых кристаллов путем их растворения или удаления из зоны кристаллизации. В каждом аппарате производится многократная перекачка (внутренняя циркуляция) проходящего через вакуум-кристаллизатор раствора, которая осуществляется с помощью осевых пропеллерных мешалок, установленных под циркуляционными трубами. Для получения крупнокристаллического продукта необходимо минимальное пересыщение в зоне кипения раствора на выходе из циркуляционной трубы, что реализуется за счет большого внутреннего циркуляционного потока. Интенсивность (кратность) циркуляции во внутреннем циркуляционном потоке в вакуум-кристаллизаторах задается производительностью циркуляционных насосов.
Требуемая крупность кристаллов достигается управлением потоками твердых и жидких фаз, влияющими на время пребывания растущих кристаллов в аппаратах (время их роста). Время пребывания твердой фазы в вакуум-кристаллизаторах обеспечивается путем поддержания заданного значения плотности суспензии в разгрузке каждого вакуум-кристаллизатора. Плотность суспензии кристаллизата в каждом вакуум-кристаллизаторе контролируется и нормируется. Получение обеспыленного продукта достигается как путем удаления мелких кристаллов из зоны кристаллизации со сливом маточного раствора, так и путем растворения мелких вновь образующихся кристаллов, что обеспечивается подачей воды во внешние циркуляционные контуры вакуум-кристаллизаторов. На РВКУ БКПРУ-4 получают обеспыленный по классу 0,2 мм хлористый калий. Средний диаметр кристаллов составляет 0,6-0,7 мм. Возможность получения обеспыленного хлористого калия с достаточно однородным и регулируемым гранулометрическим составом является безусловным достоинством установок регулируемой вакуум-кристаллизации.
Установки нерегулируемой вакуум-кристаллизации проще в эксплуатации и управлении процессом, более компактны, их работа требует значительно меньшего расхода электроэнергии; основным недостатком является получение мелкокристаллического продукта полидисперсного состава. Кристаллизацию хлорида калия на нерегулируемой вакуум-кристаллизационной установке отечественного производства, состоящей из 14 ступеней, осуществляют на СКРУ-1 ПАО "Уралкалий".
На установках нерегулируемой вакуум-кристаллизации осветленный насыщенный раствор поступает в приемный бак ВКУ, куда также подают воду, необходимую для предотвращения кристаллизации хлорида натрия в твердую фазу. Исходный раствор из приемного бака засасывается за счет разности давления в первую ступень ВКУ и далее перетекает из предыдущей ступени в последующую вместе с кристаллизующимся продуктом по переточным трубам. Переток суспензии происходит как за счет разности разрежения между ступенями, так и за счет разности уровней расположения вакуум-кристаллизаторов. Из последней ступени суспензия кристаллизата разгружается в бак-гидрозатвор и далее поступает на стадию разделения суспензии кристаллизата.
Прохождение твердой и жидкой фаз по ступеням ВКУ происходит с одинаковой скоростью самотеком, общее время пребывания суспензии в вакуум-кристаллизаторах составляет от 20 до 40 мин. Кристаллизат ВКУ имеет полидисперсный состав: кристаллы размером от 0,063 до 1 мм; до 70% кристаллов имеют размеры от 0,2 до 0,4 мм. Средний диаметр кристаллов составляет 0,23-0,25 мм.
1. Процесс кристаллизации хлористого калия из насыщенного раствора на РВКУ и ВКУ сопровождается рекуперацией тепла горячего насыщенного раствора. Вакуум-кристаллизаторы первой части установок работают с рекуперацией тепла растворного пара. Растворный пар первой части ВКУ, конденсируясь в поверхностных конденсаторах, нагревает оборотный (маточный) раствор после последней ступени вакуум-кристаллизации. Маточный раствор, насыщенный по KCI и NaCI, последовательно проходит через поверхностные конденсаторы и нагревается до температуры 65°С-75°С. Дальнейший нагрев оборотного раствора до максимальной температуры 114-118°С производится в теплообменниках паром, после чего он подается на стадию растворения руды в качестве горячего растворяющего щелока.
2. Конденсат растворного пара первой части вакуум-кристаллизационной установки используется в технологическом процессе непосредственно на РВКУ. Конденсация растворного пара второй части установки осуществляется охлаждающей водой в барометрических конденсаторах, и вторая часть РВКУ работает с тепловыми потерями.
Смесь конденсата и охлаждающей воды из барометрических конденсаторов поступает через барометрический сборник в отделение оборотной минерализованной воды для охлаждения.
Смесь остаточного пара и воздуха из сводного барометрического конденсатора с помощью водокольцевых вакуум-насосов выбрасывается в атмосферу.
9.1.1.5 Обезвоживание
Для выделения кристаллизата хлористого калия из суспензии, полученной на установках вакуум-кристаллизации, используют операции сгущения и обезвоживания. Продукционная суспензия со стадии вакуум-кристаллизации подается для сгущения на гидроциклоны, слив гидроциклонов, содержащий мелкодисперсные частицы, возвращается в корпуса РВКУ, а сгущенная суспензии хлористого калия подается для обезвоживания в центрифуги. Влажность крупнокристаллического кристаллизата, поступающего после центрифуг на сушку, составляет не более 4,0%.
На нерегулируемых ВКУ СКРУ-1 сгущение суспензии осуществляется в две стадии: первоначально на сгустителях типа "Брандес", затем в сгустителях типа "Дорр", куда направляется слив сгустителей типа "Брандес". Объединенная сгущенная суспензия мелкокристаллического KCI подается для обезвоживания в центрифуги и на ленточные вакуум-фильтры. Влажность мелкокристаллического кристаллизата, поступающего на сушку, составляет 5%-7%.
Обезвоживание галитового отвала после выщелачивания хлористого калия из руды осуществляется по следующей схеме. Галитовый отвал из второго растворителя обезвоживающим наклонным элеватором подается в шнековую мешалку. В шнековой мешалке осуществляется рекуперация тепла отвала, для чего подается холодный маточный раствор после ВКУ, подача которого регулируется в зависимости от температуры слива шнековой мешалки, поступающего во второй растворитель, которая должна составлять 65°С-75°С.
С целью снижения интенсивности шламообразования при растворении руды оба растворителя и шнековая мешалка работают по принципу прямотока. Для промывки ковшей обезвоживающих элеваторов используется засоленный конденсат, минерализованная вода из системы оборотного водоснабжения или сильвинитовый рассол.
Галитовый отвал из шнековой мешалки выгружается обезвоживающим наклонным элеватором и поступает на фильтрацию на ленточные вакуум-фильтры.
С целью снижения потерь основного вещества KCI с жидкой фазой отвала осуществляется его промывка на вакуум-фильтрах конденсатом или минерализованной водой. Фильтрат и промывные воды через ресиверы возвращаются в шнековую мешалку. Паровоздушная смесь из ресиверов поступает в барометрические конденсаторы, которые орошаются минерализованной водой. Не сконденсировавшиеся пары воды и воздух вакуум-насосами выбрасываются в атмосферу. Вода, орошающая конденсаторы, поступает в систему оборотного водоснабжения.
Галитовый отход с ленточных вакуум-фильтров с влажностью не более 7,0% системой конвейеров удаляется с фабрики на солеотвал.
9.1.1.6 Удаление влаги
Влажный хлористый калий после обезвоживания на центрифугах или ленточных вакуум-фильтрах подается на сушку для удаления влаги. Сушка кристаллизата осуществляется в аппаратах КС горячими дымовыми газами, образующимися при сгорании топлива в топочной камере. В качестве топлива используется природный газ. На СКРУ-1 имеются две технологические линии сушки. Отходящие газы отсасываются из верхней части печи КС дымососом и поступают на двухстадийную пыле-газоочистку. Очистка от пыли осуществляется в циклоне. Пылевые фракции продукта из циклонов смешиваются с основной частью хлористого калия, либо подаются на склад отдельно. Далее дымовые газы поступают на стадию "мокрой" очистки в трубу "Вентури" где орошаются холодной водой (конденсатом), затем подаются в каплеуловитель. Выброс очищенного воздуха в атмосферу осуществляется через трубу высотой 40 м. Сточные воды газоочистки стекают по гидрожелобу в сборник, откуда вместе с глинисто-солевым шламом сбрасываются на шламохранилище.
Сушильное отделение БКПРУ-4 состоит из трех технологических линий сушки и охлаждения хлористого калия. Сушка кристаллизата в аппаратах КС осуществляется горячими дымовыми газами, образующимися при сгорании топлива в топочной камере. В качестве топлива используется природный газ.
Сухой обеспыленный хлористый калий из печей КС направляется в ковшовый элеватор, откуда подается в просеивающие машины (грохоты) для классификации. Все грохоты оснащены сеткой с размером ячеек 5x5 мм для отсеивания спеков, образовавшихся во время сушки в печах КС. Надрешетный продукт (спеки) направляется в накопительный бункер, из которого направляются для последующего использования в технологическом процессе.
С грохота подрешетный продукт подается на охлаждение в пластинчатые охладители колонного типа, где охлаждается водой до температуры не более 60°С. В печах КС происходит обеспыливание высушиваемого хлористого калия по классу ±0,2 мм. Запыленный воздух, содержащий наиболее мелкие фракции хлористого калия, удаляется из верхней части из печей КС и поступает на стадию пыле-газоочистки.
Печи КС, элеваторы, просеивающее оборудование, охладители и барабаны смешения подключены к системам обеспыливания. Потоки запыленного воздуха удаляются из печей КС с помощью мельничных вентиляторов (дымососов). Первоначально обеспыливание запыленного воздуха из печей КС производится в двойных циклонах, в которых происходит отделение наиболее крупных фракций циклонной пыли. Через подключенные к циклонам шлюзовые затворы циклонная пыль поступает в гидрожелоба, откуда смывается минерализованной водой или конденсатом из отделения РВК. Для растворения циклонной пыли используются также сточные воды из скрубберов мокрой очистки. Суспензии циклонной пыли с гидрожелобов поступает в емкость, из которой используется при кристаллизации хлористого калия на РВКУ.
После сухой очистки в циклонах потоки воздуха, содержащие наиболее мелкие фракции хлористого калия, а также продукты сгорания топлива, поступают на "мокрую очистку" в трубу (скруббер) Вентури для охлаждения, куда подается циркулирующий раствор, что обеспечивает охлаждение поступающего воздуха. Для орошения скруббера подается вода из системы оборотного водоснабжения. Очищенный воздух через брызгоуловитель поступает в коллектор и отводится в дымовую трубу.
Для нейтрализации продуктов сгорания топлива, содержащихся в очищаемом воздухе, стадию "мокрой очистки" подается раствор соды с массовой долей  (1,35±0,05)%.
(1,35±0,05)%.
Удаление запыленного воздуха с элеваторов, просеивающего оборудования, охладителей колонного типа и системы конвейеров осуществляется вентилятором с последующей "мокрой" очисткой в скруббере. Выброс очищенного воздуха в атмосферу осуществляется через трубу высотой 120 м.
Готовый продукт после сушки обрабатывается реагентами для предотвращения пылимости и слеживаемости.
Для предотвращения слеживаемости при дальнейшем хранении и транспортировании хлористый калий обрабатывают реагентами-антислеживателями и кондиционерами.
В соответствии с требованиями мирового рынка при поставке хлористого калия в качестве моноудобрения он должен иметь красный цвет. В связи с этим по требованию потребителя предусмотрено окрашивание хлористого калия пигментом красным железноокисным.
9.1.2 Флотационный способ получения хлористого калия
Флотационный способ разделения минеральных составляющих полезных ископаемых основан на различной способности минералов удерживаться на межфазной границе газ-жидкость. Уменьшение смачиваемости водой поверхности флотируемого минерала в результате селективно сорбции на ней реагента-собирателя создает условия для закрепления минеральной частицы на поверхности пузырька воздуха и извлечения комплекса пузырек воздуха - минеральная частица в пенный слой флотационной машины.
Сочетание действия различных флотационных реагентов (депрессоров, собирателей, вспенивателей) обеспечивает регулирование коллоидно-химического состояния флотационных реагентов в жидкой фазе, агрегатное состояние минеральных частиц в суспензии, сорбцию реагентов на поверхности минеральных частиц, селективное и эффективное закрепление минеральных частиц на пузырьках воздуха, регулирование пенообразования и структуры трехфазного пенного слоя во флотационных камерах.
Флотационное обогащение калийных руд осуществляется с применением алифатических аминов с длиной углеводородного радикала  в качестве реагента-собирателя для флотации сильвина. Разработанные реагентные режимы обеспечивают эффективную флотацию сильвина крупностью до 3-4 мм из калийных руд с различным содержанием водонерастворимых примесей и хлористого магния при сезонных колебаниях температуры оборотного солевого раствора на флотационных калийных фабриках от 18 до 37 градусов Цельсия [8-11].
в качестве реагента-собирателя для флотации сильвина. Разработанные реагентные режимы обеспечивают эффективную флотацию сильвина крупностью до 3-4 мм из калийных руд с различным содержанием водонерастворимых примесей и хлористого магния при сезонных колебаниях температуры оборотного солевого раствора на флотационных калийных фабриках от 18 до 37 градусов Цельсия [8-11].
Флотация осуществляется в механических и пневмомеханических флотационных машинах, колонных флотомашинах с принудительным или эжекционным способом подачи воздуха во флотационную камеру. Конструкция флотокамер обеспечивает необходимую аэрацию суспензии, высокую вероятность соприкосновения пузырьков воздуха и минеральных частиц, необходимые гидродинамические условия для селективной и эффективной флотируемости минеральных частиц различной крупности [12].
9.1.2.1 Рудоподготовка
Селективное флотационное разделение минеральных частиц возможно при дроблении руды до крупности, при которой происходит раскрытие сростков разделяемых минералов. Калийные руды Верхнекамского месторождения месторождений характеризуются крупностью вкрапленности сильвина до 1,5-2,0 мм в связи с чем на флотационных фабриках ПАО "Уралкалий" дробление руды перед ее флотацией осуществляется до крупности 1,5-1,6 мм.
Руда из подземного рудника крупностью до 120-150 мм направляется в отделение дробления, где классифицируется сухим способом по крупности 10 мм. Надрешетный продукт классификации дробится в молотковых дробилках. Разгрузка молотковых дробилок объединяется с подрешетным продуктом классификации руды и подается на склад или в отделение обогащения.
В отделении обогащения осуществляется предварительная мокрая классификация руды по крупности ~1,5 мм с доизмельчением надрешетного продукта классификации в стержневых мельницах и контрольной классификацией разгрузки мельницы на дуговых ситах.
Отходов на стадии рудоподготовки руды не образуется.
Источником загрязнения атмосферного воздуха являются пыль сильвинитовой руды в перегрузочных узлах и оборудовании рудоподготовки (грохота, дробилки). Пылевые выбросы содержат в своем составе хлорид калия и хлорид натрия. Для защиты атмосферы от загрязнения конвейеры в местах перегрузки оборудованы защитным противопылевым укрытием и системой аспирации. Корпуса грохотов и дробилок герметично закрыты.
9.1.2.2 Обесшламливание руды
Содержащиеся в калийных рудах и легкошламующиеся в процессе измельчения руды примеси силикатных, алюмосиликатных, карбонатных минералов и ангидрита, характеризуются повышенной сорбционной активностью по отношению к катионному реагенту-собирателю для флотации сильвина - первичным алифатическим амина и значительно ухудшают показатели флотации сильвина. В летний период времени (с увеличением температуры флотационной жидкой фазы - насыщенного солевого раствора) и при повышении концентрации хлористого магния в солевом растворе отрицательное влияние шламов на флотируемость сильвина усиливается.
Для устранения отрицательного влияния шламов на флотацию сильвина технологическими схемами флотационного обогащения калийных руд предусмотрено проведение предварительного обесшламливания руды. В зависимости от содержания нерастворимых примесей (нерастворимого остатка - н.о.) в руде аппаратурно-технологические схемы обесшламливания предусматривают:
- при содержании н.о. менее 2,0%-2,5% проведение обесшламливания флотационным способом в механических флотомашинах с объемом камеры до 16 м c применением в качестве собирателя оксиэтилированных поверхностно-активных веществ (оксиэтилированного фенола, оксиэтилированного амина) с предварительной флокуляцией шламов полиакриламидным флокулянтом (фабрики Второго и Третьего Соликамских калийных рудоуправлений);
- при содержании н.о. более 2,5% проведение обесшламливания по комбинированной схеме с первоначальным выделением шламов центробежно-гравитационным способом в гидроциклонах и гидросепараторах и с контрольным флотационным обесшламливанием продуктов центробежно-гравитационного выделения шламов из руды.
Выделенный шламовый продукт сгущается с добавлением полиакриламидного флокулянта, обесшламленная руда направляется на флотацию сильвина.
9.1.2.3 Флотация сильвина
Аппаратурно-технологическая схема флотации сильвина предусматривает:
- обработку питания основной сильвиновой флотации реагентом-депрессором шламов, уменьшающим сорбцию алифатических аминов (собиратель сильвина) на шламах и создающим условия для закрепления в необходимом количестве алкиламина на поверхности частиц сильвина;
- обработку питания основной сильвиновой флотации эмульсией алкиламина, вспенивателя и аполярного реагента;
- проведение основной сильвиновой флотации в механических или пневмомеханических флотомашинах с объемом камеры до 16 м;
- классификацию пенного продукта основной сильвиновой флотации по крупности ~0,6-0,8 мм с направлением надрешетного продукта классификации на выщелачивание хлористого натрия, а подрешетного продукта классификации на первую перечистную флотацию;
- последовательное проведение трехкратной перечистной флотации сильвинового концентрата основной сильвиновой флотации с возвратом камерных продуктов перечистных сильвиновых флотации в голову процесса.
Содержание хлористого калия в готовом продукте должно составлять не менее 95%. Для гарантированного выпуска готового продукта требуемого качества на предприятиях содержание хлористого калия в нем поддерживается на уровне 95,5%. В связи с тем, что при сушке флотационного концентрата в него выпадает хлористый натрий, содержащийся в жидкой фазе, пропитывающей обезвоженный концентрат, содержание хлористого калия в твердой фазе концентрата должно составлять не менее 97,4%-97,8% (в зависимости от содержания влаги в концентрате, обезвоженном в центрифугах или на ленточных фильтрах).
Содержание хлористого калия в твердой фазе концентрата после флотации составляет 95%-95,5% и поэтому пенный продукт третьей перечистной сильвиновой флотации и надрешетный продукт классификации пенного продукта основной сильвиновой флотации направляются на выщелачивание хлористого натрия в механических мешалках. Выщелачивание ведется при нормальной температуре водой или промводами мокрой газоочистки отходящих газов отделения сушки концентрата. Концентрат после выщелачивания направляется на обезвоживание.
9.1.2.4 Обезвоживание
Камерный продукт основной сильвиновой флотации (хвосты флотации) направляется на классификацию в гидроциклонах по крупности ~0,20-0,25 мм. Слив гидроциклонов сгущается в сгустителях с периферическим приводом, разгрузка которого объединяется с песками гидроциклонов и направляется на обезвоживание на ленточных вакуум-фильтрах. Осадок фильтров с содержанием влаги ~7,5% транспортируется на солеотвал. Фильтрат возвращается в сгуститель мелкой фракции хвостов флотации.
Флотационный сильвиновой концентрат после выщелачивания направляется на обезвоживание в центрифугах или на ленточных вакуум-фильтрах. Ленточные вакуум-фильтры снабжены камерой для обработки паром осадка концентрата на фильтре. Влажность осадка центрифуг и ленточных фильтров составляет 5%-5,5%. Фильтраты и фугаты возвращаются в технологических процесс.
9.1.2.5 Удаление влаги
Влажный хлористый калий после обезвоживания в центрифугах или на ленточных вакуум-фильтрах подается на сушку для удаления влаги. Сушка флотационного концентрата осуществляется в аппаратах КС или барабанных сушилках горячими дымовыми газами, образующимися при сгорании топлива в топочной камере. В качестве топлива используется природный газ. Сушка концентрата и пыле-газоочистка отходящих газов осуществляется аналогично сушке кристаллизата на галургических калийных фабриках.
Продукт после сушки обрабатывается реагентами для предотвращения пылимости и слеживаемости.
В соответствии с требованиями мирового рынка при поставке хлористого калия в качестве моноудобрения он должен иметь красный цвет. В связи с этим на всех флотационных калийных фабриках ПАО "Уралкалий" предусмотрено окрашивание хлористого калия пигментом красным железноокисным. Расход красителя зависит от степени природной окраски частиц сильвина во флотационном концентрате.
Промводы мокрой газоочистки используются для выщелачивания хлористого натрия из надрешетного продукта классификации пенного продукта основной сильвиновой флотации и пенного продукта третьей перечистной сильвиновой флотации.
9.1.2.6 Компактирование (гранулирование хлористого калия)
Компактирование дисперсных материалов применяется с целью увеличения размера частиц материала в случаях, когда мелкозернистость сыпучего материала является причиной его сегрегации, агломерации, плохой текучести или повышенного пылеобразования.
Мелкокристаллический хлористый калий, полученный при обогащении сильвинитовой руды флотационным способом, направляют на компактирование, которое осуществляется методом прессования на валковых прессах. Метод основан на уплотнении материала под воздействием внешних сил с формированием плотной структуры вещества, что обусловлено прочными когезионными связями между частицами при их сжатии. Компактирование осуществляется посредством уплотнения твердых частиц в зазоре между двумя гладкими или профильными валками. Компактирование в сочетании с последующими процессами дробления и просеивания представляет собой процесс грануляции.
Гранулят хлористого калия имеет улучшенные физические и агрохимические свойства: снижается пыление при перегрузках, уменьшается слеживаемость, возрастает усваиваемость растениями в течение всего вегетационного периода.
Отделение грануляции состоит из нескольких параллельно работающих технологических ниток гранулирования. Несмотря на то, что аппаратурно-технологическое оформление грануляционных отделений на различных рудоуправлениях отличается друг от друга в части организации подачи и возврата материала на прессование, дробления плитки и классификации продукта, принципиально каждая технологическая нитка состоит из валкового пресса, оборудования для дробления и классификации, а также транспортного оборудования (ковшовый элеватор, ленточный и скребковый конвейер). На ПАО "Уралкалий" для грануляции хлористого калия используется современное оборудование ведущих мировыми производителями валковых прессов, таких, как " ".
".
На прессование поступает горячий хлористый калий непосредственно из сушильных аппаратов или с дополнительным подогревом. Оптимальной температурой хлористого калия для прессования является 115°С-140°С.
Сухой концентрат смешивается с ретурным продуктом и после отсева спеков поступает для прессования в шахту валковых прессов. Спрессованный в плитку материал из пресса подается на валковую дробилку для предварительного измельчения. Раздробленный продукт направляется на просеивающую машину, на которой осуществляется классификация материала на надрешетный, подрешетный продукт и гранулят. Подрешетный мелкий продукт (просыпи), возвращается на повторное прессование. Надрешетный продукт просеивающей машины направляется на дополнительное дробление и классификацию.
Гранулят (фракции крупностью от 2 до 4 мм подается на установку облагораживания для повышения прочности и снижения пылимости. Пропускная способность валковых прессов по промежуточному продукту достигает 100-130 т/ч. Выход гранулята зависит от диапазона размера частиц и типа обработки и составляет от 35 до 55 т/ч гранулята размером от 2 до 4 мм.
Для каждой технологической нитки грануляции предусмотрена аспирационная установка для улавливания пыли, образующейся в процессе прессования. Уловленная пыль как часть ретурного потока, возвращается на прессование.
При дроблении спрессованной плитки получаются зерна (гранулы) неправильной формы с острыми кромками и множеством микротрещин, что снижает механическую прочность и товарные качества готового продукта, при этом впоследствии увеличивается содержание мелких фракций, из-за чего резко возрастает пыление, ухудшаются сыпучесть и рассыпчатость. Поэтому для улучшения качественных показателей гранулированного калия хлористого проводится дополнительная обработка - облагораживание гранул.
Гранулят увлажняется в смесителе (водой или водными растворами реагентов). При перемешивании и перемещении увлажненных гранул происходит истирание кромок и острых краев, исчезновение микротрещин. После обработки гранулят поступает на сушку и охлаждение, после чего обрабатывается реагентами для предотвращения пылимости и слеживаемости.
9.1.3 Складирование и отгрузка
Хлористый калий хранят в закрытых складских помещениях, исключающих попадание атмосферных осадков и грунтовых вод. Для различных марок продукта используют, как правило, разные склады.
Гранулированный хлористый калий может отгружаться как с предварительным грохочением на просеивающих машинах, так и без данной операции. Целью операции грохочения является обеспечение требуемого гранулометрического состава отгружаемого на экспорт продукта по массовой доле фракции менее 2 мм.
На складирование готовый продукт подается ленточным конвейером, оборудованным барабанной сбрасывающей тележкой, при помощи которой продукт распределяется по объему склада. Разгрузка склада ведется кратцер-кранами на ленточный конвейер, с которого концентрат перегружается системой ленточных конвейеров в корпус погрузки готовой продукции в вагоны. Перед ленточными конвейерами оборудуются местные отсосы пылевой фракции, предназначенные для снижения пылимости готового продукта. Отсасываемая пыль поступает в циклон, где выделяется из воздушного потока и через скребковый перегружатель подается в бункер для погрузки в отдельные железнодорожные вагоны. Воздух из циклона направляется на мокрую очистку. Применяемый для мокрого пылеулавливания рассол подается в отделение обогащения.
Аналогичным образом осуществляется складирование и погрузка мелкого хлористого калия.
9.1.4 Обращение с отходами
Галитовые отходы
Галитовые отходы являются неизбежным побочным продуктом переработки калийных руд флотационным и галургическим способами и их количество при достигнутом уровне извлечения хлористого калия в готовый продукт в основном определяется составом перерабатываемой руды. Галитовые отходы в основном состоят из хлористого натрия (на 94%-98%). Кроме того, в отходах содержатся небольшие количества KCI, ,  , нерастворимого остатка.
, нерастворимого остатка.
Галитовые отходы галургических калийных фабрик крупностью менее 5 мм и содержанием влаги не более 7,0% и галитовые отходы флотационных калийных фабрик крупностью менее 2 мм и с влажностью не более 7,5% размещаются на солеотвалах и частично используются для закладки отработанного шахтного пространства. На каждую тонну хлорида калия в ПАО "Уралкалий" в зависимости от содержания сильвина в руде образуется 2,25-2,95 т галитовых отходов (см. таблицу 9.7).
Глинисто-солевые шламы
Глинисто-солевые шламы представляют собой суспензию в основном тонкодисперсных содержащихся в руде водонерастворимых примесей и некоторого количества соляных частиц. Суспензия шламов с содержанием твердого 28%-38% (масс.) гидротранспортом подается в шламохранилище, а на БКПРУ-4 только для закладки отработанного пространства рудника. После отстаивания в шламохранилище часть жидкой фазы возвращается в технологический процесс фабрики. На каждую тонну хлорида калия в ПАО "Уралкалий" образуется 0,17-0,37 т шламов (см. таблицу 9.7).
Сгущенная суспензия глинисто-солевых шламов в насыщенном растворе хлоридов калия и натрия с содержанием твердого 30%-40% (масс.), размещается в шламохранилищах.
Отходящие газы
При проведении основных стадий технологического процесса получения калийных удобрений (дробление руды, сушка готового продукта и грануляция) в воздух поступают пыль сильвинита, хлорид калия. В связи с этим все источники газо- и пылевыделения на предприятии оборудуются системами двухступенчатой очистки и обезвреживания выбросов. После очистки сухим и мокрым методами очищенный воздух направляются в атмосферу.
Масса солей (KCI, NaCI) в выбросах ПАО "Уралкалий" составляет от 0,117 до 0,15 кг/т продукта (см. таблицу 9.7).
Анализ технологического процесса производства флотационного и галургического хлористого калия в Российской Федерации на предприятии ПАО "Уралкалий", выполненный по основным стадиям, включающим рудоподготовку, обогащение, удаление влаги, компактирование и складирование, а также обращение с отходами позволяет сделать вывод от том, данный технологический процесс в целом обладает потенциалом для достижения высокого уровня защиты окружающей среды.
9.2 Текущие уровни эмиссии в окружающую среду
Описание технологических процессов, составляющих производственный процесс, оборудования и относящихся к разрабатываемому справочнику НДТ, приведено в таблицах 9.4-9.6.
Сведения о текущих уровнях выбросов и потребления получены в результате анкетирования предприятия ПАО "Уралкалий".
Для производства хлористого калия используются руда сильвинитовая, вода, электроэнергия, флотационные реагенты.
Характеристика используемого сырья и материалов в производстве хлористого калия и образующихся продуктов приведена в таблице 9.6.
Данные о фактическом уровне эмиссий в окружающую среду для процессов, применяемых в производстве хлористого калия приведены в таблице 9.7.
Таблица 9.7 - Эмиссии
|
Выбросы |
|||||||||||||||||||
|
Наимено- |
Едини- |
Масса образования отходов в расчете на тонну продукции, т/т |
Источ- |
Метод повтор- |
Масса размещаемых отходов на тонну продукции т/т |
Наиме- |
Едини- |
Объем и (или) масса выбросов загрязняющих веществ до очистки в расчете на тонну продукции |
Источ- |
Метод очистки, повтор- |
Объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну продукции |
||||||||
|
Мини- |
Макси- |
Сред- |
Мини- |
Макси- |
Сред- |
Мини- |
Макси- |
Сред- |
Мини- |
Макси- |
Сред- |
||||||||
|
Галитовые отходы |
т/т |
2,25 |
2,95 |
СОФ |
Закла- |
1,96 |
2,49* |
NaCI |
кг/т |
- |
- |
0,05 |
0,067 |
||||||
|
Глинисто- |
т/т |
0,17 |
0,37 |
0,11 |
0,37* |
KCI |
кг/т |
0,067 |
0,083 |
||||||||||
|
Объем отходя- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||||
_______________
* С учетом проектируемых и строящихся калийных предприятий и состава перерабатываемой руды.
9.3 Определение наилучших доступных технологий
В настоящее время производство хлористого калия в качестве монокалийного удобрения и составной части сложных NPK-удобрений производится флотационным и галургическим способом на ПАО "Уралкалий". Компанией Еврохим осуществляется строительство калийных фабрик на Усольском горно-обогатительном комбинате и на предприятии "ВолгоКалий" по производству хлористого калия флотационным способом. Для ПАО "Уралкалий" ведется проектирование Половодовского калийного комбината с производством хлористого калия флотационным способом.
В качестве сырья для производства хлористого калия используются калийные руды, добываемые подземным способом на тех же рудоуправлениях, где осуществляется их переработка. Флотационный и галургический способы производства хлористого калия обеспечивают высокую эффективность переработки калийных руд с широким диапазоном содержания в руде хлористого калия (от 25% до 35%) и водонерастворимых примесей (от 1,5% до 10% и более).
9.3.1 Флотационный способ производства хлористого калия
Основной особенностью флотационного способа является изменение смачиваемости водой поверхности разделяемых соляных минералов сильвина (KCI) и галита (NaCI) после обработки руды реагентом-собирателем в результате чего происходит селективное закрепление частиц сильвина на пузырьках воздуха и извлечение хлористого калия в пенный продукт флотационной машины. Сочетание действия различных флотационных реагентов (депрессоров, собирателей, вспенивателей) обеспечивает регулирование коллоидно-химического состояния флотационных реагентов в жидкой фазе (насыщенный раствор в основном хлоридов калия и натрия) и наилучшие условия флотации сильвина.
Общими преимуществами флотационного способа являются:
- низкие тепловые затраты в связи с осуществлением процесса переработки руды при температуре окружающей среды;
- возможность применения обрудования в простом исполнении;
- получение флотационного сильвинового концентрата крупностью до 2-3 мм в зависимости от структурной характеристики перерабатываемой калийной руды (крупности вкрапленности сильвина);
- высокие фонды рабочего времени технологических систем и отдельного оборудования;
- пуск и остановка - легко регулируемые;
- содержание хлористого калия в готовом продукте - не менее 95%;
- высокое извлечение хлористого калия в готовый продукт (до 90%-92%).
9.3.1.1 Производительность по готовому продукту
Минимум - 1000 тыс.т в год.
Максимум - 3000 и более тыс.т в год.
9.3.1.2 Выбросы загрязняющих веществ
Пыль хлоридов калия и натрия - 0,117-0,15 кг/т готового продукта
9.3.1.3 Экологические аспекты и воздействие на различные компоненты окружающей среды
- Отходы производства - галитовые отходы размещаются на солеотвалах и используются для закладки отработанного шахтного пространства; глинисто-солевые шламы размещаются в шламохранилищах с возвратом части жидкой фазы (рассола) в технологический процесс, и используются для закладки отработанного шахтного пространства;
- Глубокая двухстадийная очистка отходящих газов сухим и мокрым способами.
- Сравнительно низкая эмиссия хлоридов калия и натрия с отходящими газами.
Эксплуатационные данные
- Технология является самой освоенной и распространенной в мире.
- Достигаемый фонд времени работы технологической системы - 320-330 сут в год.
- Проведение процесса при минимальных тепловых затратах.
- Возможность варьирования единичной мощности технологической линии.
- Содержание хлористого калия в готовом продукте не более 95,5%-96,0%.
Движущая сила для внедрения технологии
- Экономическая и практическая целесообразность.
- Возможность варьирования производительности, этапного наращивания уровня производства.
- Получение готового продукта, представленного природными кристаллами сильвина, характеризующимися повышенной прочностью.
- Производство хлористого калия в гранулированном виде с размером гранул 2-4 мм.
Применимость, техническая возможность (экономическая и практическая приемлемость)
- Технология характеризуется относительной простотой реализации и эксплуатации.
- Технология экономически целесообразна в том случае, если не требуется производство готового продукта с содержанием хлористого калия более 96%.
9.3.2 Галургический способ производства хлористого калия
Галургический способ производства хлористого калия из калийных руд или метод избирательного растворения хлористого калия и последующей его кристаллизации основан на различии температурных коэффициентов растворимости хлоридов калия и натрия при их совместном присутствии в водном растворе. При нормальной температуре растворимость хлоридов калия и натрия почти одинакова. С повышением температуры растворимость хлорида натрия практически не меняется, а растворимость хлорида калия резко возрастает. Проведение выщелачивания хлористого калия из руды при температуре 100°С-105°С позволяет получать солевые растворы с увеличенным содержанием хлористого калия из которых при последующем вакуумном охлаждении растворов селективно кристаллизуется хлористый калий.
Общими преимуществами галургического способа являются:
- возможность получения готового продукта с повышенным содержанием хлористого калия (до 98,5%);
- низкие потери хлористого калия с отходами производства;
- возможность применения галургического способа для производства хлористого калия по комбинированной флото-галургической схеме с получением готового продукта с улучшенными физико-механическими свойствами и меньшими потерями хлористого калия с отходами производства;
- высокие фонды рабочего времени технологических систем и отдельного оборудования;
- содержание хлористого калия в готовом продукте - не менее 95%;
- высокое извлечение хлористого калия в готовый продукт (до 90%-92%).
9.3.2.1 Производительность по готовому продукту
Минимум - 1000 тыс.т в год.
Максимум - 3000 и более тыс.т в год.
9.3.2.2 Выбросы загрязняющих веществ
Пыль хлоридов калия и натрия 0,117-0,15 кг/т готового продукта
9.3.2.3 Экологические аспекты и воздействие на различные компоненты окружающей среды
Отходы производства - галитовые отходы размещаются на солеотвалах или в руднике; глинисто-солевые шламы размещаются в в шламохранилищах с возвратом части жидкой фазы (рассол) в технологический процесс, так и используются для закладки отработанного пространства рудника - камеры большого сечения.
Глубокая двухстадийная очистка отходящих газов сухим и мокрым способами.
Эксплуатационные данные
- Технология является освоенной и распространенной в мире.
- Достигаемый фонд времени работы технологической системы - 320-330 сут в год.
- Возможность варьирования единичной мощности технологической линии.
- Содержание хлористого калия в готовом продукте - до 98,5%.
Движущая сила для внедрения технологии
- Экономическая и практическая целесообразность.
- Возможность варьирования производительности, этапного наращивания уровня производства.
- Получение готового продукта с содержанием хлористого калия от 95 до 98,5%.
- Производство хлористого калия в крупнокристаллическом виде на установках регулируемой вакуум-кристаллизации.
Применимость, техническая возможность (экономическая и практическая приемлемость)
- Технология характеризуется относительной простотой реализации и эксплуатации.
- Технология экономически целесообразна в том случае, если требуется производство готового продукта в крупнокристаллическом виде с содержанием хлористого калия от 96% до 98,5% или в мелкокристаллическом виде для производства сложных удобрений или для технических целей.
9.4 Наилучшие доступные технологии
На настоящее время существует возможность дальнейшей модернизации представленных в разделе 9.3 способов производства хлористого калия с приростом мощности, снижением себестоимости продукции и уменьшением воздействия на окружающую среду.
В составе представленных технологий рекомендуется по ряду подпроцессов технологической схемы в качестве частных НДТ использовать:
- сухое дробление руды до флотационной крупности, уменьшающее переизмельчение руды, снижающего энергозатраты на рудоподготовку, уменьшающего количество образования галитовых отходов и глинисто-солевых шламов, пылимость готового продукта.
- проведение сгущения глинисто-солевых шламов в сгустителях специальных конструкций, обеспечивающего повышение содержания твердого в сгущенной суспензии до 40% и уменьшающего объем шламов, направляемых на размещение.
- проведение галургической переработки калийных руд с принудительным охлаждением оборотной воды в холодильной установке.
- обогащение калийных руд по комбинированной флотационно-галургической технологии с переработкой тонкозернистых солевых фракций галургическим способом и получением непылящего зернистого хлористого калия.
- совместное обезвоживание галито-шламовых отходов флотационных галургических фабрик, устраняющих складирование отходов в виде солевых суспензий.
Необходимо отметить, что стандартной модели технологии обогащения при переработке калийных руд с получением хлористого калия не существует поскольку выбор технологии определяется уникальностью природных калийных руд, которые могут различаться как по химическому и минеральному составу, так и про крупности вкрапленности сильвина и нерастворимых примесей на разных месторождениях, а иногда даже в рамках различных участков одного месторождения, что имеет место при переработке руд Верхекамского месторождения калийно-магниевых солей.
Перечень технологических и организационных мероприятий приведен в таблицах 9.8 и 9.9 соответственно.
Таблица 9.8 - Описание технологических мероприятий
|
Описание мероприятия |
Объект внедрения |
Эффект от внедрения |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэффективность, отн. ед. |
Ресурсосбережение, отн. ед. |
||
|
Замена газоструйных нагревателей ГСН-1, ГСН-2 на печь КС фирмы "Биндер" в сушильно- |
Отделение сушки |
Снижение выбросов и KCI и NaCI |
||
|
Реконструкция аспирационной системы отделения обогащения СОФ БКПРУ-2 |
Отделение обогащения |
Повышения эффективности работы ПГУ |
||
Таблица 9.9 - Описание организационных мероприятий
|
Описание меры |
Объект внедрения |
Эффект от внедрения |
||
|
Снижение эмиссий основных загрязняющих веществ |
Энергоэффективность, отн. ед. |
Ресурсосбережение, отн. ед. |
||
|
Проведение исследований на объектах хвостового хозяйства калийных предприятий; предоставление исходных данных для расчетов объемов фильтрации |
Шламохра- |
Оценка и прогноз техногенного воздействия на состояние водной среды, уменьшение негативного воздействия |
||
|
Проведение гидрогеологических наблюдений (мониторинг подземных и поверхностных вод) |
Оценка и прогноз техногенного воздействия на состояние водной среды, уменьшение негативного воздействия |
|||
9.5 Экономические аспекты реализации наилучших доступных технологий
Повышение эффективности применения НДТ производства хлористого калия на ПАО "Уралкалий" осуществляется за счет реализации следующих инвестиционных программ:
-
1) Строительство новой флотационной калийной фабрики Половодовского горно-обогатительного комбината по технологии, обеспечивающей уменьшение количества галитовых отходов и глинисто-солевых шламов и минимизацию потерь солей с отходящими газами.
-
2) Расширение действующих грануляционных установок и строительство грануляционной установки на Третьем Соликамском рудоуправлении с увеличением выпуска гранулированного непылящего хлористого калия.
-
3) Осуществление выделения на Первом Соликамском рудоуправлении из хлористого калия после сушки тонкозернистых пылеобразных фракций солей с возвращением их на переработку в технологический цикл.
9.6 Перспективные технологии
Перспективными технологиями, позволяющими повысить эффективность производства и снизить эмиссии в окружающую среду и находящимися на стадии научно-исследовательских работ и опытно-промышленных испытаний являются:
-
1) Сухое дробление руды до флотационной крупности, уменьшающее переизмельчение руды, снижающего энергозатраты на рудоподготовку, уменьшающего количество галитовых отходов и глинисто-солевых шламов, пылимость готового продукта.
-
2) Осуществление флотационного обогащения калийных руд с содержанием нерастворимых примесей до 2% без предварительного обесшламливания руды с совместным обезвоживанием галитовых отходов и глинисто-солевых шламов и размещением их в твердом виде на солеотвале.
-
3) Проведение сгущения шламовых продуктов в сгустителях специальных конструкций, обеспечивающего повышение содержания твердого в сгущенной суспензии до 40% и уменьшающего массу галитовых отходов и глинисто-солевых шламов, направляемых на размещение.
-
4) Проведение галургической переработки калийных руд с принудительным охлаждением в холодильной установке оборотной воды.
-
5) Обогащение калийных руд по комбинированной флотационно-галургической технологии с переработкой тонкозернистых солевых фракций галургическим способом и получением непылящего зернистого хлористого калия.
Для решения проблемы совместного складирования галитовых отходов и глинисто-солевых шламов в последние годы появилось промышленное оборудование нового поколения большой единичной мощности и непрерывного действия. К данному виду оборудования относятся высокопроизводительные сгустители, которые позволяют обеспечить плотность сгущения шламов, необходимую для их последующей фильтрации.
Сгустители различных производителей отличаются друг от друга характерными мелкими особенностями: конструкцией питающих колодцев, профилями граблин, систем привода, площадью основания, высотой стенок чана и т.д. В России также разрабатываются и изготавливаются высокопроизводительные сгустители для различных отраслей промышленности. Перспективность предлагаемых технических решений по сгущению глинисто-солевых шламов показывают работы, которые ПАО "Уралкалий" проводит совместно с фирмами-разработчиками по сгущению шламов на СКРУ-1.
Для фильтрации глинисто-солевых шламов могут быть использованы осадительные центрифуги для осадительной фильтрации глинисто-солевого шлама мощностью от 50 до 100 т/ч, выполненные с высокой степенью защиты от абразивного износа, а также автоматизированные фильтр-прессы, позволяющие эффективно осуществлять разделение суспензии и промывку шлама.
Для смешения отфильтрованного галитового отвала и глинисто-солевого шлама могут быть использованы различные смесители производительностью до 1000 т/ч, обеспечивающие эффективное смешивание исходных компонентов с получением однородной массы, легко транспортируемой на солеотвал.
Предлагаемые технические решения требуют экспериментальной проверки на реальных средах для разработки технологического режима процесса и выбора оборудования. Реализация рассматриваемых технических решений в схеме обогащения калийных руд позволит в перспективе существенно сократить массу отходов, размещаемых в шламохранилищах.
Заключительные положения и рекомендации
При разработке справочника НДТ были использованы материалы, полученные от российских производителей аммиака, минеральных удобрений и неоганических кислот в ходе обмена информацией, организованного Бюро НДТ в 2015 году. Кроме того, составители справочника НДТ учитывали результаты отечественных научно-исследовательских и опытно-конструкторских работ.
В ходе обмена информацией было получено достаточное количество информации, позволяющее адекватно отразить состояние данной отрасли промышленности. В разработке справочника НДТ приняло участие большинство заводов-производителей, ведущие профильные научно-исследовательские институты, отраслевые союзы.
В результате подготовки данного справочника НДТ, было отмечено, что ведущие отечественные компании активно занимаются внедрением современных технологических процессов и оборудования, разрабатывают программы повышения энергоэффективности и экологической результативности производства.
Справочник НДТ подготовлен членами ТРГ 2 при активном участии ведущих отраслевых научно-исследовательских институтов (ОАО "НИУИФ, ОАО "НИИК", ОАО "ГИАП", АО "ВНИИ Галургии").
Приложение А
(обязательное)
Перечень маркерных веществ
Таблица А1 - Перечень маркерных веществ
|
Продукт производства |
Маркерные вещества |
|
|
для атмосферного воздуха |
для водных объектов |
|
|
Аммиак |
СО |
азот аммонийный ( |
|
Азотная кислота из аммиака |
|
азот нитратный ( азот аммонийный ( |
|
Серная кислота и олеум из серы |
туман и брызги серной кислоты (в пересчете на моногидрат) |
сульфаты ( |
|
Фосфорная кислота, получаемая сернокислотным разложением фосфатного сырья |
соединения фтора (в пересчете на F) |
соединения фтора (в пересчете на F); фосфаты ( |
|
Удобрения на основе сернокислотной переработки фосфатного сырья (МАФ, ДАФ, сульфоаммофосы (NPS), ЖКУ (жидкие комплексные удобрения), NPK удобрения) |
|
соединения фтора (в пересчете на F); азот аммонийный ( фосфаты ( |
|
Удобрения на основе азотнокислотной переработки фосфатного сырья (NP удобрения, NPK удобрения, кальцийазотосульфат (CNS)) |
F; |
азот аммонийный ( азот нитратный ( соединения фтора (в пересчете на F); фосфаты ( |
|
Азотно-калийные (NK) |
|
азот нитратный ( |
|
Азотно-кальциевые (NCa) |
|
азот нитратный ( |
|
Удобрения на основе переработки аммиака и азотной кислоты (аммиачная селитра (АС), известково-аммиачная селитра (ИАС)) |
|
азот аммонийный ( азот нитратный ( |
|
Азотосульфат (NS) |
|
азот аммонийный ( |
|
NK-удобрения |
|
азот аммонийный ( азот нитратный ( |
|
Карбамид |
|
азот аммонийный ( карбамид |
|
Карбамидно-аммиачная смесь (КАС) |
||
|
Фосфорные удобрения (суперфосфат, двойной суперфосфат) |
соединения фтора (в пересчете на F) |
соединения фтора (в пересчете на F); фосфаты ( |
|
РK-удобрения |
соединения фтора (в пересчете на F) |
соединения фтора (в пересчете на F); фосфаты ( |
|
Калийные удобрения |
KCI |
|
|
Хлористый калий |
NaCI |
|
|
Сульфат калия |
серная кислота (в пересчете на моногидрат) |
сульфаты ( |
|
Сульфат аммония |
|
азот аммонийный ( |
|
Натриевая селитра |
|
азот нитратный ( |
 ;
;В соответствии с федеральным законом [1] наилучшая доступная технология (НДТ) - это технология производства продукции (товаров), выполнения работ, оказания услуг, определяемая на основе современных достижений науки и техники и наилучшего сочетания критериев достижения целей охраны окружающей среды при условии технической возможности ее применения [1, 2].
В настоящее время страна располагает мощностями по производству более 23035,3 тыс.т минеральных удобрений в пересчете на 100% питательных веществ. В 2014 г. объем выпуска минеральных удобрений составил 19615,8 тыс.т, в том числе объем выпуска азотных удобрений 8209,5 тыс.т, фосфорных - 3008,8 тыс.т, калийных - 8397,5 тыс.т. Загрузка мощностей в производстве минеральных удобрений составила 81%. Основное производство минеральных удобрений обеспечивают предприятия, возведенные в прошлом веке. С целью обеспечения эффективности хозяйственной деятельности подавляющее большинство компаний провели модернизацию, повышая технический уровень развития. Кроме этого, в отрасли наблюдалось и строительство новых производственных площадок, внедряя инновационные технологии. Однако, любой хозяйствующий субъект, ведя производственную деятельность, вызывает изменения в окружающей среде.
Основными экологическими проблемами отрасли являются сокращение выбросов и сбросов загрязняющих веществ в окружающую среду, образование и размещение отходов (побочных продуктов) производства и потребления.
Реализуемый в настоящее время комплексный подход к решению указанных проблем позволяет не только минимизировать негативное воздействие, но и сокращает потребление энергоресурсов, в том числе природных вод, а также сырья и материалов, добиваясь максимального возврата в производство побочных продуктов (отходов производства, слабоминерализованных сточных вод и т.д.).
Одним из основных критериев отнесения технологических процессов, оборудования, технических способов, методов к НДТ является наименьший уровень негативного воздействия на окружающую среду, выраженный в удельных величинах эмиссий (по перечню маркерных веществ определенных в соответствующей отрасли) [3, 4]. При этом маркерное вещество определяется как загрязняющее вещество, характеризующее применяемые технологии и особенности производственного процесса на объекте , оказывающем негативное воздействие на окружающую среду [1].
В соответствии с действующим законодательством отрасль минеральных удобрений учитывает в качестве загрязняющих порядка сотни загрязняющих веществ, затрачивая значительные средства на обеспечение системы экологического контроля [5].
Для проведения оценки существующих технологий с целью определения НДТ одной из важнейших первоочередных задач являлось определение (выбор) маркерных веществ из перечня загрязняющих.
Таким образом, обозначенная в соответствующих нормативно-правовых актах (НПА) возможность при оценке воздействия на окружающую среду пользоваться маркерными веществами, позволит унифицировать технико-экологические показатели применяемых технологий.
Из перечня веществ, выбрасываемых отдельным производством, выбирается одно (в ряде случаев - несколько), которое характеризует работу производства в целом - маркер выбросов [6]. В ряде случаев контролю подлежит интегральный показатель или же вещество, на которое "пересчитываются" другие вещества при выбросе, примером может служить показатель - "сумма оксидов азота".
Выбор маркерных веществ (показателей) должен быть основан на следующих принципах, заложенных в [1]:
- рассматриваемое вещество (показатель) характерно только для этого процесса (вещество является частью сырьевого потока, образуется в результате протекания основных или побочных процессов);
- вещество присутствует в эмиссиях постоянно (или систематически с высокой известной частотой);
- загрязняющее вещество в эмиссиях присутствует в значимых концентрациях, (а в перспективе в концентрациях, позволяющих автоматизировать их контроль);
- метод (методы) определения данного вещества должен быть доступным, легко воспроизводимым и соответствовать требованиям обеспечения единства измерений;
- вещество должно оказывать значительное воздействие на окружающую среду, т.е. быть токсичным, высокотоксичным, или же, при невысокой токсичности, обладать большой массой эмиссии;
Немаловажным условием для возможности отнесения веществ к маркерным является наличие наработанного объема статистических данных, достаточного для обобщения и корреляции с технологическими режимами работы на данном производстве и на других аналогичных производствах.
Отправной точкой в выборе маркерных веществ в области производства аммиака, минеральных удобрений и неорганических кислот может быть принят перечень веществ, утвержденных Распоряжением Правительства РФ от 08.07.2015 N 1316-р [7] с учетом технологических особенностей конкретных производств и приведенных выше факторов. В таблице А2 представлены загрязняющие вещества в соответствии с перечнем [7], эмиссии которых потенциально-возможны, исходя из состава сырья, продуктов и полупродуктов.
Таблица А2 - Перечень потенциально-возможных эмиссий загрязняющих веществ при производстве аммиака, минеральных удобрений и неорганических кислот
|
Эмиссия |
Вещество |
|
Выбросы |
Азота диоксид Азота оксид Азотная кислота Аммиак Аммиачная селитра (аммоний нитрат) Взвешенные частицы РМ10 Взвешенные частицы РМ2,5 Взвешенные вещества Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70% Серная кислота Серы диоксид Углерода оксид Фосфорный ангидрид (дифосфор пентаоксид) Фториды газообразные (гидрофторид, кремний тетрафторид) (в пересчете на фтор) Фториды твердые Фтористый водород, растворимые фториды Хлористый водород |
|
Сбросы |
Аммоний-ион Аммиак Калий Кальций Карбамид (мочевина) Натрий Нитрат-анион Нитрит-анион Сульфат-анион (сульфаты) Сульфиды Сульфит-анион Фосфаты (по фосфору) Фторид-анион Хлорид-анион (хлориды) |
С целью выделения приоритетов для задач эколого-технологической оценки технологий и выбора маркерных веществ, проведен анализ существующих нормативно-правовых актов, методик, отчетов в области охраны окружающей среды, технологических регламентов и специальной литературы [8-17].
1. В соответствии с [8] типовыми многотоннажными загрязняющими атмосферу веществами при выпуске аммиака, минеральных удобрений и неорганических кислот являются , , СО, , соединения фтора и пыль
, максимальные концентрации которых колеблются в широких пределах в зависимости от типа производства. Например, концентрация изменяется от 10 до 50 ppm в производстве капролактама и слабой соответственно, концентрация от 5 до 100 ppm в производстве карбамида и аммиачной селитры соответственно. Наибольшие значения имеют концентрации СО, изменяющиеся от 1000 до 21000 ppm в производстве аммиака и капролактама соответственно.
2. Аналогичный набор веществ приведен в "Информационном письме о списке приоритетных веществ, содержащихся в окружающей среде, и их влиянии на здоровье населения" [9]:
- основные вещества в атмосферном воздухе РФ, в том числе: взвешенные вещества 
 ; ; ; HF; ; СО;
; ; ; HF; ; СО;
- нормативы (рекомендации) содержания химических веществ в воде: нитраты, нитриты, фтор.
3. Руководством по охране окружающей среды, здоровья и труда для производства больших объемов неорганических веществ и перегонки каменноугольной смолы (IFC, Группа всемирного банка) [10] предусмотрен контроль следующих веществ (см. табл. A3 и А4)
Таблица A3 - Уровни выбросов в атмосферу
|
Загрязняющее вещество |
Единицы измерения |
Нормативное значение |
|
Заводы по производству аммиака |
||
|
|
мг/Нм |
50 |
|
|
мг/Нм |
300 |
|
Твердые частицы |
мг/Нм |
50 |
|
Заводы по производству азотной кислоты |
||
|
|
мг/Нм |
300 |
|
|
мг/Нм |
800 |
|
|
мг/Нм |
10 |
|
Заводы по производству серной кислоты |
||
|
|
мг/Нм |
450 (2 кг/т кислоты) |
|
|
мг/Нм |
60 (0,075 кг/т кислоты) |
|
|
мг/Нм |
5 |
|
|
мг/Нм |
200 |
|
Заводы по производству фосфорной кислоты |
||
|
Фториды (газообразные) в пересчете на HF |
мг/Нм |
50 |
|
Твердые частицы |
мг/Нм |
50 |

Примечания.
- для производства аммиака более характерно и СО;
- для производства серной кислоты из серы выбросы и являются нехарактерными; при этом в контролируемые показатели необходимо ввести параметр "туман и брызги серной кислоты".
Таблица А4 - Рекомендуемые нормативы сбросов
|
Загрязняющее вещество |
Единицы измерения |
Нормативное значение |
|
рН |
единицы рН |
6-9 |
|
Повышение температуры |
°С |
не более, чем на 3 |
|
Заводы по производству аммиака |
||
|
|
мг/л |
10 (0,1 кг/т) |
|
Общее содержание твердых взвешенных веществ |
мг/л |
30 |
|
Заводы по производству азотной кислоты |
||
|
|
мг/л |
10 |
|
Нитраты |
г/т |
25 |
|
Общее содержание твердых взвешенных веществ |
мг/л |
30 |
|
Заводы по производству серной кислоты |
||
|
Общее содержание твердых взвешенных веществ |
мг/л |
30 |
|
Заводы по производству фосфорной кислоты |
||
|
Фосфор |
мг/л |
5 |
|
Фториды |
мг/л |
20 |
|
Общее содержание твердых взвешенных веществ |
мг/л |
30 |
- производству серной кислоты в условиях РФ, указанные сбросы не характерны.
- параметр "общее содержание взвешенных веществ" не может использоваться в качестве характеристичного показателя технологии при наличии на промплощадке объединенной очистки сточных вод.
4. В государственном докладе "О состоянии и об охране окружающей среды Российской Федерации в 2013 году" [11] в качестве основных загрязняющих веществ, оказывающих негативное воздействие на здоровье человека и экосистемы, выделены следующие: твердые вещества, диоксид серы, диоксид и оксид азота, оксид углерода, а также НМ ЛОС, бенз(а)пирен и формальдегид (последние 3 не характерны для производств удобрений). При этом выбросы тяжелых металлов более характерны для горно-металлургических предприятий, автотранспорта, топливно-энергетического комплекса, производств строительных материалов, предприятий по сжиганию отходов.
5. Из анализа литературных источников по промышленной экологии [13, 14, 15, 16, 17] можно отметить, что при крупнотоннажном производстве неорганических веществ основными веществами, загрязняющими атмосферу, являются: оксиды серы, азота, взвешенные частицы. Также фиксируются еще около 400 веществ, из которых характерными для производства минеральных удобрений являются также фтор и серная кислота (см. табл.А5 [13]), оксид углерода и аммиак (от производства аммиака) [15], фтористые соединения и фосфаты в сточных водах производства экстракционной фосфорной кислоты [16].
Таблица А5 - Выбросы загрязняющих веществ в химическом производстве
|
Химическое производство |
Загрязняющие вещества |
|
Серной кислоты |
Оксиды серы, серная кислота |
|
Азотной кислоты |
Оксиды азота |
|
Хлора и гидроксида натрия |
Хлор, хлоросодержащие соединения |
|
Вискозного волокна |
Сероводород, дисульфид углерода |
|
Суперфосфата |
Соединения фтора |
|
Фтористоводородной кислоты |
Соединения фтора |
|
Фосфорной кислоты |
Соединения фтора |
|
Сложных удобрений |
Фтор |
|
Целлюлозы |
Гидросульфид, диоксид серы |
|
Очищенной нефти |
Оксид углерода, альдегиды, углеводороды, органические кислоты, диоксид серы, диоксид азота |
В результате обобщения данных, приведенных во всех вышеозначенных перечнях, с учетом имеющихся внедренных аналитических методов определения, методик анализа и соответствующего набора фактических данных (приемлемого для статистической обработки), а также выделения из перечня характерных только для данной технологии веществ, был сформирован список маркерных веществ для каждой из имеющихся технологий (табл.А1).
Так как процессы производства минеральных удобрений описываются достаточно простыми и неразветвленными химическими уравнениями, образование побочных продуктов невозможно или сведено к минимуму, применение интегральных показателей нецелесообразно, за исключением определения суммы оксидов азота.
Относительно показателей по взвешенным веществам РМ10 и РМ 2,5 можно отметить следующее:
-
1. Данные показатели характеризуют твердые пыли, вдыхаемые человеком, представленные нерастворимыми веществами, в то же время минеральные удобрения - хорошо или достаточно хорошо растворимые соединения, которые в легких человека при вдыхании перейдут в растворимое состояние;
-
2. В настоящее время нет стандартизированных методов пробоотбора и проведения замеров по данным показателям;
-
3. Отсутствуют наработанные данные, позволяющие со статистической достоверностью сделать какие-либо выводы о наличии подобных компонентов в выбросах, а также о взаимосвязи между выбросом этих веществ и технологическими параметрами работы установок
В связи с ускоренными темпами проведения модернизации предприятий, внедрения инновационного оборудования, меняется воздействие на окружающую среду. В новых нормативных документах повышаются требования к оборудованию, которое позволяет сокращать масштаб негативного воздействия на окружающую среду.
Как свойственно мировой практике, повышение технико-экономических показателей при производственных процессах позволяет снижать и потери химических веществ, что способствует сокращению образования загрязняющих веществ при технологическом цикле. Поэтому, развитие положительного опыта, направленного на снижение объема удельных выбросов и сбросов загрязняющих веществ, оказывающих негативное воздействие на окружающую среду, одна из приоритетных задач отрасли по производству минеральных удобрений. Однако следует учесть, что не все российские предприятия могут выдержать натиск стремительной глобализации без переходного периода, который поможет привести условия в промышленной деятельности на требуемый уровень.
Таким образом, с учетом приведенного в статье анализа нормативно-правовых актов в области санитарно-эпидемиологического законодательства, нормами экологической и промышленной безопасности, положений [1], а также принимая во внимание согласованное экспертное мнение технической рабочей группы (ТРГ 2) перечень маркерных веществ, представленный в таблице А1, принят в качестве маркерных веществ при написании справочника НДТ N 2 "Производство аммиака, удобрений и неорганических кислот".
_______________
1. Федеральный закон от 21.07.2014 N 219-ФЗ (ред. от 29.12.2014) "О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации"
2. ПНСТ 22-2014 "Наилучшие доступные технологии. Термины и определения".
3. ПНСТ 23-2014 "Наилучшие доступные технологии. Формат описания технологий".
-
5. Левин Б.В. НДТ в российской отрасли минеральных удобрений - новые принципы регулирования и стимулирования развития // Наилучшие доступные технологии. Применение в различных отраслях промышленности. Сборник статей 2. - М.: Изд-во "Перо", 2015. - С.25-45.
-
6. МУ 2.1.6.792-99 Выбор базовых показателей для социально-гигиенического мониторинга (атмосферный воздух населенных мест).
-
8. ОНД 90 Руководство по контролю источников загрязнения атмосферы. Часть I. Часть II (Постановление N 8 от 30 октября 1990 г.)
-
9. "Информационное письмо о списке приоритетных веществ, содержащихся в окружающей среде, и их влиянии на здоровье населения" (Министерство здравоохранения РФ, 7 августа 1997 г. N И/109-111)
-
10. Руководство по охране окружающей среды, здоровья и труда для производства больших объемов неорганических веществ и перегонки каменноугольной смолы. (IFC, Группа всемирного банка, 10 декабря 2007. - 36 с.)
-
11. Государственный доклад "О состоянии и об охране окружающей среды Российской Федерации в 2013 году". - Министерства природных ресурсов и экологии РФ, 2014. - 463 с.
-
12. Вековшинина С.А. Обоснование приоритетов при формировании доказательной базы в системе "среда-здоровье" в условиях химического загрязнения // Известия Самарского научного центра Российской академии наук. - Т.13 - N 1. - 2011. - С.1844-1847
-
13. Промышленная экология // Под ред. В.В.Денисова. - Москва - Ростов-на-Дону, 2009. - 720 с.
-
14. Руководство по охране окружающей среды, здоровья и труда для производства фосфорных удобрений. (IFC, Группа всемирного банка, 30 апреля 2007. - 27 с.)
-
15. Калыгин В.Г. Промышленная экология. - М.: Издательский центр "Академия", 2004. - 432 с.
-
16. Семенова И.В. Промышленная экология. - М.: Издательский центр "Академия", 2009. - 528 с.
-
17. Торочешников Н.С., Родионов А.И., Кельцев Н.В., Клушин В.Н. Техника защиты окружающей среды: Учебное пособие для вузов. - М.: Химия, 1981. - 368 с.
Приложение Б
(обязательное)
Перечень НДТ
|
N |
Наименование НДТ |
Примечание |
|||||||||||
|
Производство аммиака |
|||||||||||||
|
1 |
Исключение огневого подогревателя природного газа с переносом подогрева газовой смеси перед сероочисткой в блок БТА печи первичного риформинга |
||||||||||||
|
2 |
Внедрение метода гомогенного восстановления оксидов азота дымовых газов печи первичного риформинга пароаммиачной смесью |
||||||||||||
|
3 |
Замена реакционных труб в печи первичного риформинга на трубы с большим внутренним диаметром и меньшей толщиной стенки |
||||||||||||
|
4 |
Реконструкция компрессора воздуха при увеличении производительности (модернизация проточной части) |
||||||||||||
|
5 |
Исключение корпуса низкого давления компрессора природного газа или вывод компрессора природного газа из эксплуатации |
||||||||||||
|
6 |
Замена МЭА-раствора абсорбентом на основе МДЭА |
||||||||||||
|
7 |
Установка выделения горючих газов из фракции |
||||||||||||
|
8 |
Реконструкция компрессора синтез-газа и паровой турбины |
||||||||||||
|
9 |
Установка осушки синтез-газа путем промывки аммиаком после 2-й ступени компрессора синтез-газа и изменение точки ввода свежего синтез-газа в отделение синтеза аммиака |
||||||||||||
|
10 |
Реконструкция колонны синтеза аммиака с аксиальных на радиальные |
||||||||||||
|
11 |
Установка выделения водорода из продувочных и танковых газов производства аммиака |
||||||||||||
|
Производство серной кислоты |
|||||||||||||
|
12 |
Модернизация технологических систем с увеличением мощности |
||||||||||||
|
13 |
Максимальное использование тепла конверсии |
||||||||||||
|
14 |
Перевод сернокислотных системы с промывным отделением на "короткую" схему |
||||||||||||
|
15 |
Внедрение системы утилизации тепла абсорбции |
||||||||||||
|
16 |
Использование конденсата от плавления серы и обогрева серопроводов, а также воды от неперерывной и периодической продувок котлов для подпитки водооборотных циклов, разбавления серной кислоты или других нужд предприятия |
||||||||||||
|
17 |
Использование новых типов катализаторов, в том числе и цезий-промотированных |
||||||||||||
|
18 |
Добавление пятого слоя в существующие контактные аппараты |
||||||||||||
|
19 |
Использование низкопотенциального пара, направляемого на конденсацию из турбин для подогрева питательной воды |
||||||||||||
|
20 |
Замена и модернизация электропотребляющего оборудования (насосы, воздуходувка) |
||||||||||||
|
21 |
Внедрение частотных преобразователей (насосы, нагнетатели) |
||||||||||||
|
22 |
Использование современных патронных брызго-туманоуловителей |
||||||||||||
|
23 |
Использование эффективной системы распределения кислоты по поверхности насадки в абсорберах |
||||||||||||
|
24 |
Снижение температуры кислоты, подаваемой на орошение абсорбционных башен |
||||||||||||
|
25 |
Модернизация автоматизированных систем управления технологическим процессом |
||||||||||||
|
26 |
Стабилизация работы технологической системы путем равномерного распределения производственной программы |
||||||||||||
|
27 |
Обучение производственного персонала. Внедрение обучающих тренажеров |
||||||||||||
|
Производство фосфорной кислоты |
|||||||||||||
|
28 |
Внедрение ПГ-процесса производства ЭФК с воздушным охлаждением пульпы и интенсификацией гидродинамического режима в экстракторах за счет установки циркуляторов пульпы |
Объект внедрения: ДГ-процесс |
|||||||||||
|
29 |
Внедрение технических мероприятий по улучшению качества фосфогипса и ФПГ, с использованием одного или нескольких методов, включающих: - стабилизацию технологического режима, - увеличение количества воды на промывку, - обработку или нейтрализацию кальцийсодержащим агентом; перекристаллизацию сульфата кальция - повышение рН другими способами |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
30 |
Перевод на использование в качестве охлаждающей воды осветленной воды системы гидроудаления фосфогипса |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
31 |
Использование охлажденной осветленной воды из гипсонакопителя для конденсации паров в системах создания вакуума экстракции-фильтрации |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
32 |
Организация дозирования флокулянта в ЭФК перед осветлением |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
33 |
Организация сбора воды после ВВН и возврат ее в водооборот |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
34 |
Ввод в работу узла осветления фосфорной кислоты |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
35 |
Замена эрлифта для циркуляции пульпы на цирку л ятор |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
36 |
Модернизация узлов фильтрации с установкой ленточных вакуум-фильтров |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
37 |
Переход на использование частотных преобразователей для насосов и др. оборудования |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
38 |
Реконструкция автоматизированных систем управления технологическим процессом |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
39 |
Замена пароэжекторных насосов на водокольцевые |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
40 |
Реконструкция системы абсорбции газов от экстрактора |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
41 |
Реконструкция системы аспирации |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
42 |
Реконструкция склада и системы передачи фосфатного сырья с внедрением мехтранспорта вместо пневмоподачи |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
43 |
Модернизация системы пневмотранспорта |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
44 |
Замена дозаторов фосфатного сырья |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
45 |
Замена перемешивающих устройств |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
46 |
Использование рукавных фильтров |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
47 |
Разработка технических условий на фосфогипс для строительства дорог |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
48 |
Обучение производственного персонала. Внедрение обучающих тренажеров |
Объект внедрения: ДГ и ПГ-процесс |
|||||||||||
|
Производство азотной кислоты |
|||||||||||||
|
49 |
Модернизация ГТТ-12 и КМА-2, повышение мощности ТВД с целью гармонизации производительности воздушного компрессора и нагнетателя нитрозного газа |
Для агрегатов АК-72 и АК-72М |
|||||||||||
|
50 |
Модернизация экономайзера котла-утилизатора КН 80/40 с увеличением поверхности теплообмена |
Для агрегатов АК-72 и АК-72М |
|||||||||||
|
51 |
Модернизация фильтров воздуха, аммиака и аммиачно-воздушной смеси с применением фильтров заводского изготовления |
Для агрегатов АК-72 и АК-72М |
|||||||||||
|
52 |
Модернизация подогревателя выхлопного газа с увеличением поверхности теплообмена |
Для агрегатов АК-72 и АК-72М |
|||||||||||
|
53 |
Замена изношенных ГТТ-3М комплексными машинными агрегатами с полнонапорными воздушными компрессорами |
Для агрегатов УКЛ-7 |
|||||||||||
|
54 |
Повышение степени утилизации тепла нитрозного газа для нагрева выхлопного газа перед камерой сжигания природного газа до 280°С-300°С |
Для агрегатов УКЛ-7 |
|||||||||||
|
55 |
Модернизация фильтров воздуха и аммиачно-воздушной смеси с применением отечественных фильтров заводского изготовления |
Для агрегатов УКЛ-7 |
|||||||||||
|
Производство комплексных удобрений |
|||||||||||||
|
56 |
Изменение способа аммонизации кислот в производстве фосфатов аммония - переход на двухстадийный процесс |
Объект внедрения: производство фосфатов аммония |
|||||||||||
|
57 |
Постоянный контроль уровня рН аммонизированных пульп |
Объект внедрения: производство NP/NPK-продуктов |
|||||||||||
|
58 |
Внедрение системы захолаживания воздуха для интенсификации стадии охлаждения продукта |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
59 |
Переход на использование более концентрированной фосфорной кислоты |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
60 |
Использование тепла отходящих газов со стадии охлаждения на стадии сушки продукта |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
61 |
Использование вторичных энергоресурсов (пара 4 атм, или нагретых отходящих газов, например, со стадии нейтрализации) для подогрева воздуха, подаваемого в топки на горение и разбавление топочных газов) |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
62 |
Организация замкнутого водооборотного цикла с нейтрализацией сточных вод и повторного использования оборотной воды в технологии |
||||||||||||
|
63 |
Обращение со сточными водами путем закачки в водовмещающие пласты горных пород |
||||||||||||
|
64 |
Использование в качестве источника сульфатной серы побочного продукта производства фосфорной кислоты - фосфогипса |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
65 |
Минимизация выброса |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
66 |
Оптимизация соотношения ретур/продукт |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
67 |
Точный температурный контроль стадий нейтрализации и сушки |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
68 |
Использование современных систем очистки газов с санитарными ступенями очистки |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
69 |
Использование ЭФК на основе низкосортного фосфатного сырья |
||||||||||||
|
70 |
Использование отходов и вторичных продуктов (конденсаты, сточные воды, граншлак, фосфогипс, шламы и т.д.) |
||||||||||||
|
71 |
Внедрение эффективных кондиционеров пылеподавителей и кондиционирующих смесей |
||||||||||||
|
72 |
Внедрение частотных регуляторов (насосы, дробилки, мешалки, вентиляторы, барабаны) |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
73 |
Внедрение трубчатых реакторов в процессе нейтрализации |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
74 |
Использование циклонов, рукавных фильтров (карманных фильтров - на складе сырья) |
Объект внедрения: производство NP/NPS-удобрений |
|||||||||||
|
75 |
Использование современных топочно-горелочных устройств с современной системой КИПиА, обеспечивающих постоянный температурный контроль процесса сушки, полноты сжигания топлива и минимизацию образования оксидов азота |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
76 |
Использование кондуктивных теплообменников для охлаждения удобрений |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
77 |
Локальные системы аспирации от узлов пересылок и транспортного оборудования |
||||||||||||
|
78 |
Использование модифицирующих добавок (магнийсодержащих) |
||||||||||||
|
79 |
Оборудование для плавного пуска барабанов |
||||||||||||
|
80 |
Подбор соответствующего размера и типа грохота и дробилки |
||||||||||||
|
81 |
Установка теплообменника для понижения температуры в верхнем контуре абсорбционной колонны |
Объект внедрения: производство нитроаммофоски |
|||||||||||
|
82 |
Использование ленточных элеваторов |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
83 |
Контроль, регулировка и автоматизация стадий технологического процесса, влияющих на образование и выделение загрязняющих веществ (соотношение реагентов, температура, кислотность и др.) |
||||||||||||
|
84 |
Непрерывный контроль влажности готового продукта (на потоке) |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
85 |
Организация системы мониторинга выбросов при изменении режимов ведения процесса с корректировкой параметров производства |
Объект внедрения: производство NP/NPS/NPK-удобрений |
|||||||||||
|
86 |
Введение непрерывного контроля рН на выпуске сточных вод в заводскую сеть промливневой канализации |
Объект внедрения: производство азофоски, нитроаммофоски, ИАС |
|||||||||||
|
87 |
Разработка технической документации регламентирующей использование побочных продуктов в качестве сырья и (или) товара |
Объект внедрения: производство удобрений |
|||||||||||
|
88 |
Переход на локальную систему обеспечения сжатым воздухом |
||||||||||||
|
89 |
Постоянный контроль и регулирование гранулометрического состава продукции |
||||||||||||
|
90 |
Организация природоохранной деятельности на предприятии согласно требованиям законодательства |
||||||||||||
|
91 |
Организация и внедрение непрерывной системы повышения квалификации производственного персонала |
||||||||||||
|
Производство аммиачной селитры |
|||||||||||||
|
92 |
Подпроцесс |
Индекс технологий |
|||||||||||
|
АС-72М |
АС-72 |
АС-67 |
|||||||||||
|
Нагрев азотной кислоты соковым паром из нейтрализатора до температуры, °С |
75-90 |
75-90 |
70-80 |
||||||||||
|
Нагрев газообразного аммиака паровым конденсатом из узла выпарки до температуры, °С |
120-180 |
120-180 |
120-170 |
||||||||||
|
Нейтрализация азотной кислоты газообразным аммиаком в кислом режиме под давлением, МПа (абс.) (возможно смешение с добавкой Mg |
Давление, близкое к атмосферному |
||||||||||||
|
Донейтрализация раствора аммиачной селитры газообразным аммиаком до содержания свободного аммиака, г/дм |
0,15 |
0,15 |
0,15 |
||||||||||
|
Выпарка раствора аммиачной селитры в токе горячего воздуха с температурой 185°С-190°С до плава с концентрацией, масс. % |
99,7 |
99,7 |
99,7 |
||||||||||
|
Донейтрализация плава газообразным аммиаком до содержания свободного аммиака, г/дм |
0,08-0,35 |
0,08-0,35 |
0,15 |
||||||||||
|
Перекачка плава на грануляцию в башне погружным насосом |
|||||||||||||
|
Температура плава, °С |
175-185 |
175-185 |
- |
||||||||||
|
Концентрация плава, масс. % |
99,7 |
99,7 |
|||||||||||
|
Перелив плава на грануляцию |
|||||||||||||
|
Температура плава, °С |
- |
- |
175-185 |
||||||||||
|
Концентрация плава, масс. % |
99,7 |
||||||||||||
|
Гранулирование плава в башне |
|||||||||||||
|
Количество виброгрануляторов |
3 |
3 |
6 |
||||||||||
|
Скорость воздуха в башне, м/с |
1,0-1,8 |
1,0-1,8 |
|||||||||||
|
Высота падения гранул, м |
50 |
50 |
30 |
||||||||||
|
Вытяжка воздуха |
6 дымососов |
- |
|||||||||||
|
Нагнетание воздуха |
- |
1 вентилятор |
|||||||||||
|
Охлаждение гранул воздухом в КС |
Выносной трех- |
Под башней Аппарат с перемешиванием гранул |
|||||||||||
|
Температура охлажденных гранул, °С |
50 |
50 |
50 |
||||||||||
|
Очистка выхлопа паровоздушной смеси в атмосферу |
|||||||||||||
|
Предочистка выхлопов из донейтрализаторов от |
+ |
+ |
- |
||||||||||
|
Предочистка паровоздушной смеси из выпарного аппарата от |
+ |
- |
- |
||||||||||
|
Очистка выхлопа смеси сокового пара из нейтрализаторов и воздуха отделения нейтрализации и выпарки гранбашни |
|||||||||||||
|
I ступень - промывка 15%-20%-ным раствором |
+ |
+ |
+ |
||||||||||
|
II ступень - фильтрация паровоздушной смеси от аэрозольных частиц |
+ |
+ |
- |
||||||||||
|
93 |
Подпроцесс |
Параметр |
Индекc технологий |
||||||||||
|
АС-60 |
АС-60М |
||||||||||||
|
Нагрев газообразного аммиака |
Температура, °С |
50 |
70 |
||||||||||
|
Нейтрализация азотной кислоты газообразным аммиаком |
Давление, МПа (абс.) |
До 0,12 |
До 0,12 |
||||||||||
|
Концентрация раствора, % |
62-64 |
82-88 |
|||||||||||
|
Температура, °С |
115-125 |
135-140 |
|||||||||||
|
Ввод магнезиальной добавки |
Раствор с концентрацией Mg |
35-40 |
35-40 |
||||||||||
|
Донейтрализация раствора аммиачной селитры аммиаком и перекачка на башню |
Содержание свободного аммиака, г/дм |
0,15-0,2 |
0,15-0,2 |
||||||||||
|
Выпарка 62%-64% раствора АС под вакуумом теплом сокового пара |
Конечная концентрация, % |
82-84 |
- |
||||||||||
|
Выпарка 82%-88% раствора АС под вакуумом до состояния плава аммиачной селитры |
Конечная концентрация, % |
97,5-98 |
97,5-98 |
||||||||||
|
Доупарка плава аммиачной селитры в токе воздуха |
Конечная концентрация, % |
99,5-99,7 |
99,5-99,7 |
||||||||||
|
Температура, °С |
До 185 |
До 185 |
|||||||||||
|
Гранулирование плава в гранбашнях Разбрызгивание плава |
Тип грануляторов |
Виброгранулятор |
Виброгранулятор |
||||||||||
|
Охлаждение гранул в аппаратах КС |
Температура охлаждения гранул, °С |
Не более 50 |
Не более 50 |
||||||||||
|
Упаковка и хранение в таре |
+ |
+ |
|||||||||||
|
Производство известково-аммиачной селитры |
|||||||||||||
|
94 |
Подпроцесс |
Технология с гранулированием в барабане с КС |
Технология с гранулированием в барабане-сушилке (БГС) |
||||||||||
|
Смешение раствора аммиачной селитры со слабым раствором из установок очистки выбросов |
+ |
- |
|||||||||||
|
Выпаривание раствора аммиачной селитры |
До 99,7% |
До 95% |
|||||||||||
|
Смешение плава аммиачной селитры и наполнителя |
+ |
+ |
|||||||||||
|
Гранулирование смеси плава аммиачной селитры, наполнителя, ретура |
+ |
+ |
|||||||||||
|
Классификация готового продукта |
+ |
+ |
|||||||||||
|
Охлаждение гранул готового продукта в КС |
+ |
+ |
|||||||||||
|
Обработка продукта антислеживателем |
+ |
+ |
|||||||||||
|
Очистка запыленного воздуха со стадий гранулирования, охлаждения, классификации и дробления в циклонах |
+ |
+ |
|||||||||||
|
Очистка воздуха от продукта и аммиака со стадии выпаривания в скрубберах |
+ |
+ |
|||||||||||
|
Производство карбамида |
|||||||||||||
|
НДТ в области получения плава карбамида |
|||||||||||||
|
95 |
Комплект внутренних устройств в реактор синтеза карбамида |
Объект внедрения: полный жидкостный рецикл |
|||||||||||
|
96 |
Дистиллятор среднего давления (один аппарат) либо стриппер-дистиллятор |
Объект внедрения: полный жидкостный рецикл |
|||||||||||
|
97 |
Дистиллятор низкого давления (единый аппарат) |
Объект внедрения: полный жидкостный рецикл |
|||||||||||
|
98 |
Рекуператор газов дистилляции |
Объект внедрения: полный жидкостный рецикл |
|||||||||||
|
99 |
Абсорбер среднего давления |
Объект внедрения: полный жидкостный рецикл |
|||||||||||
|
100 |
Модернизация атмосферного абсорбера |
Объект внедрения: полный жидкостный рецикл |
|||||||||||
|
101 |
Комплект внутренних устройств в реактор синтеза карбамида |
Объект внедрения: стриппинг в токе |
|||||||||||
|
102 |
Модернизация распределительного устройства раствора карбамида в стриппере |
Объект внедрения: стриппинг в токе |
|||||||||||
|
103 |
Модернизация схемы работы карбаматного конденсатора (перевод в затопленный режим работы) |
Объект внедрения: стриппинг в токе |
|||||||||||
|
104 |
Утилизация тепла абсорбции газов синтеза в узле выпаривания |
Объект внедрения: стриппинг в токе |
|||||||||||
|
105 |
Утилизация тепла конденсата пара, обогревающего стриппер, в дистилляторе среднего давления |
Объект внедрения: автостриппинг (в токе |
|||||||||||
|
106 |
Замена аппаратов воздушного охлаждения на аппараты водяного охлаждения |
Объект внедрения: автостриппинг (в токе |
|||||||||||
|
107 |
Узел, включающий в себя: 1. Двухступенчатую десорбцию, совмещенную в одном аппарате и подогревом острым паром. 2. Вертикальный двухзонный гидролизер с подогревом острым паром и с разделением газовой и жидкой фаз. 3. Рекуперативные теплообменники десорбера и гидролизера. 4. Затопленный конденсатор газов десорбции |
Объект внедрения: очистка сточных вод (универсальный узел для всех технологий) |
|||||||||||
|
108 |
Утилизация низкопотенциального пара путем его сжатия до более высоких параметров |
Объект внедрения: общие мероприятия |
|||||||||||
|
109 |
Новый агрегат мощностью 300-600 т/сут |
Объект внедрения: новое строительство |
|||||||||||
|
110 |
Новый агрегат мощностью 1500 т/с |
Объект внедрения: новое строительство |
|||||||||||
|
НДТ в области получения твердых форм готового карбамида |
|||||||||||||
|
111 |
Современная башня приллирования российской разработки |
Объект внедрения: любая технология получения высококонцентрированного плава |
|||||||||||
|
112 |
Установка грануляции в КС фирмы Stamicarbon |
Объект внедрения: любая технология получения плава с концентрацией карбамида 98,5% масс. |
|||||||||||
|
113 |
Установка кислотного улавливания аммиаксодержащих газов |
Объект внедрения: сдувки с примесью аммиака из технологических аппаратов |
|||||||||||
|
Производство хлористого калия |
|||||||||||||
|
114 |
Замена газоструйных нагревателей ГСН-1, ГСН-2 на печь КС фирмы "Биндер" в сушильно-грануляционном отделении |
Объект внедрения: отделение сушки |
|||||||||||
|
115 |
Реконструкция аспирационной системы отделения обогащения СОФ БКПРУ-2 |
Объект внедрения: отделение обогащения |
|||||||||||
|
116 |
Проведение исследований на объектах хвостового хозяйства калийных предприятий; предоставление исходных данных для расчетов объемов фильтрации |
Объект внедрения: шламохранилище |
|||||||||||
|
117 |
Проведение гидрогеологических наблюдений (мониторинг подземных и поверхностных вод) |
||||||||||||
Приложение В
(обязательное)
Перечень технологических показателей
|
Продукт |
Технология |
Технологические показатели НДТ |
Примечание |
|||
|
Эмиссии |
Энергоэф- |
Ресурсо- |
Образование побочных продуктов |
|||
|
Аммиак |
Производство аммиака из природного газа мощностью 1360 |
Выбросы СО <0,79 кг/т |
Электроэнергия <159 кВт·ч/т |
Норма расхода природного газа до 1275 нм |
П.1, 2, 3, 4, 5, 7, 8, 9, 10, 11 (см. таблицу 2.9) |
|
|
Производство аммиака из природного газа мощностью 1240 |
Выбросы СО<1,56 кг/т |
Электроэнергия <130 кВт·ч/т |
Норма расхода природного газа до 1275 нм |
П.1, 2, 3, 4, 5, 7, 8, 9, 10, 11 (см. таблицу 2.9) |
||
|
ЭФК |
ДГ-процесс |
Выбросы фторсоеди- |
П.3, 5, 6 (см. таблицу 4.5). П.2 (см. таблицу 4.6) |
|||
|
ЭФК |
ДГ-процесс |
Норма расхода: фосфатного сырья - до 1,100 т серной кислоты - до 3,04 т МНГ/т воды в процесс - до 5 м |
П.4, 5, 6, 7, 8 (см. таблицу 4.5). П.1, 7, 8, 9, 10, 11 (см. таблицу 4.6). П.2 (см. таблицу 4.7) |
|||
|
ЭФК |
ДГ-процесс |
Расход: оборотной воды - <153 м теплоэнергии - <6327 МДж/т электроэнергии - <230 кВт·ч/т |
П.3, 4, 5, 6, 7, 8 (см. таблицу 4.5). П.1, 2, 3, 4, 7, 8, 9 (см. таблицу 4.6). П.2 (см. таблицу 4.7) |
|||
|
ЭФК |
ДГ-процесс |
Фосфогипс при переработке: апатитовых концентратов - до 4,5 т/т фосфоритов - до 6,5 т/т |
||||
|
ЭФК |
Полугидратный процесс |
Выбросы фторсоединений (F) <0,049 кг/т |
П.3, 5, 6 (см. таблицу 4.6). П.2 (см. таблицу 4.7) |
|||
|
ЭФК |
Полугидратный процесс |
Норма расхода: фосфатного сырья - до 1,070 т серной кислоты - до 2,586 т МНГ/т воды в процесс - до 4,6 м |
П.1, 4, 5, 6, 7, 8 (см. таблицу 4.5). П.1, 7, 8, 9, 10, 11 (см. таблицу 4.6). П.2 (см. таблицу 4.7) |
|||
|
ЭФК |
Полугидратный процесс |
Расход: оборотной воды - <90 м теплоэнергии - <3038 МДж/т электроэнергии - <160 кВт·ч/т |
П.1, 3, 4, 5, 6, 7, 8 (см. таблицу 4.5). П.1, 2, 3, 4, 7, 8, 9 (см. таблицу 4.6). П.2 (см. таблицу 4.7) |
|||
|
ЭФК |
Полугидратный процесс |
ФПГ при переработке апатитовых концентратов - до 3,8 т/т |
||||
|
Азотная кислота |
АК-72, АК-72М: каталитическое окисление аммиака кислородом воздуха при давлении 0,412 МПа (4,2 кгс/см |
Выбросы: |
Расход природного газа <85 ст. м Расход водяного пара <1,244 Гкал/т. Расход электроэнергии <45 кВт·ч/т |
Расход |
П.1, 2, 4 (см. таблицу 5.31) |
|
|
Азотная кислота |
УКЛ-7: каталитическое окисление аммиака кислородом воздуха при давлении 0,716 МПа (7,3 кгс/см |
Выбросы: |
Расход природного газа <98 ст. м Выдача водяного пара <1,54 Гкал/т. Расход электроэнергии <97 кВт·ч/т |
Расход |
П.1, 2 (см. таблицу 5.32) |
|
|
Азотная кислота |
1/3,5 ата: каталитическое окисление аммиака кислородом воздуха при атмосферном давлении и абсорбция окислов азота конденсатом водяного пара при давлении 0,35 МПа (3,5 кгс/см |
Выбросы: |
Выдача водяного пара <0,1 Гкал/т. Расход электроэнергии < 380 кВт·ч/т |
Расход |
||
|
Аммофос |
На основе сернокислотной переработки фосфатного сырья |
Выбросы: Фторсоеди- |
Расход: Аммиак - до 164,3 кг/т. Серная кислота - до 52 кг/т |
П.1, 2, 4, 10, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
||
|
Расход: природного газа <56,76 м Теплоэнергии <0,65 Гкал/т. Электроэнергии <582 МДж/т |
П.1, 3.4, 5, 6, 11, 12 (см. таблицу 6.41) П.1, 2, 3, 4, 5, 6, 8, 9, 11 (см. таблицу 6.42) |
|||||
|
ДАФ |
На основе сернокислотной переработки фосфатного сырья |
Выбросы: Фторсоеди- |
П.1, 2, 4, 10, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
|||
|
ДАФ |
На основе сернокислотной переработки фосфатного сырья |
Расход: природного газа <25 м Теплоэнергии <0,264 Гкал/т (с упаркой пульпы) <0,08 Гкал/т (без упарки пульпы). Электроэнергии <211,2 МДж/т |
П.1, 3.4, 5, 6, 11, 12 (см. таблицу 6.41) П.1, 2, 3, 4, 5, 6, 8, 9, 11 (см. таблицу 6.42) |
|||
|
Расход: Аммиак - до 232,4 кг/т. Серная кислота - до 55 кг/т |
П.1, 2 (см. таблицу 6.41). П.12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
|||||
|
NP/NPK |
На основе азотнокислотного разложения фосфатного сырья |
Выбросы: Фторсоеди- Оксиды азота ( |
П.2, 10, 12, 13 (см. таблицу 6.41). П.4, 10, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
|||
|
Расход: природного газа <1,6/17 м Теплоэнергии <1,03/0,64 Гкал/т (башня прилирования/ АГ - СБ или БГС). Электроэнергии <554/557 МДж/т (башня прилирования/ АГ - СБ или БГС); |
П.3, 5, 6, 11, 12 (см. таблицу 6.41) П.1, 3, 4, 5, 6, 8, 9, 11 (см. таблицу 6.42) |
|||||
|
NPS/NPK/ NK |
На основе сернокислотного разложения фосфатного сырья |
Выбросы: Фторсоеди- |
П.2, 4, 10, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
|||
|
Расход: природного газа <61,26 м Теплоэнергии <0,74 Гкал/т. Электроэнергии <1087 МДж/т |
П.3, 4, 5, 6, 11, 12 (см. таблицу 6.41) П.1, 2, 3, 4, 5, 6, 8, 9, 11 (см. таблицу 6.42) |
|||||
|
NS |
Азотосульфат |
Выбросы: |
П.2, 10, 12,13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
|||
|
Расход: природного газа <13,5 м Теплоэнергии <0,5 Гкал/т. Электроэнергии <482 МДж/т |
П.3, 5, 6, 11, 12 (см. таблицу 6.41) П.1, 3, 4, 5, 6, 8, 9, 11 (см. таблицу 6.42) |
|||||
|
CNS |
Кальцийазотосульфат |
Выбросы: Фторсоеди- Оксиды азота ( |
П.2, 10, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
|||
|
Расход: природного газа <13,0 м Теплоэнергии <0,4 Гкал/т. Электроэнергии <434 МДж/т |
П.3, 5, 6, 11, 12 (см. таблицу 6.41) П.1, 3, 4, 5, 6, 8, 9, 11 (см. таблицу 6.42) |
|||||
|
Нитрат кальция |
Выбросы: Оксиды азота ( |
П.2, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
||||
|
Расход: природного газа <210 м Теплоэнергии <0,17 Гкал/т. Электроэнергии <648 МДж/т |
П.3, 5, 6, 12 (см. таблицу 6.41) П.1, 3, 4, 5, 6, 9, 11 |
|||||
|
Сульфат калия |
Пыль <2 кг/т |
П.11, 12, 13 (см. таблицу 6.41). П.3, 4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
||||
|
Расход: природного газа <127 м Теплоэнергии <0,235 Гкал/т. Электроэнергии <299 МДж/т |
П.11, 12 (см. таблицу 6.41) П.1, 3, 4, 6, 8, 9, 11 (см. таблицу 6.42) |
|||||
|
Сульфат аммония |
Выбросы: |
П.10, 12, 13 (см. таблицу 6.41). П.4, 12 (см. таблицу 6.42) П.1 (см. таблицу 6.43) |
||||
|
Теплоэнергии <0,68 Гкал/т. Электроэнергии <180 МДж/т |
П.13 (см. таблицу 6.41) П.1, 3, 6 (см. таблицу 6.42) |
|||||
|
Аммиачная селитра |
АС-72, АС-72М |
Выбросы: |
Расход водяного пара <0,21 Гкал/т. Расход электроэнергии <27 кВт·ч/т |
Расход азотной кислоты до 795 кг мнг Расход |
П.1 (см. таблицу 7.35) |
|
|
АС-67 |
Выбросы: |
Расход водяного пара <0,34 Гкал/т. Расход электроэнергии <30,4 кВт·ч/т |
Расход азотной кислоты до 788 кг мнг Расход |
П.2 (см. таблицу 7.35) |
||
|
АС-60 |
Выбросы: |
Расход водяного пара <0,39 Гкал/т. Расход электроэнергии <21 кВт·ч/т |
Расход азотной кислоты до 791,8 кг мнг Расход |
П.3 (см. таблицу 7.35) |
||
|
Известково- |
Технология с гранулированием в барабане-сушилке (БГС) |
Выбросы: |
Расход водяного пара <0,17 Гкал/т. Расход электроэнергии <85 кВт·ч/т |
Расход растворов аммиачной селитры до 800 кг/т Расход карбоната кальция до 230 кг/т |
||
|
Технология с гранулированием в барабане с КС |
Выбросы: |
Расход водяного пара <0,355 Гкал/т. Расход электроэнергии <48,5 кВт·ч/т |
Расход растворов аммиачной селитры до 795 кг/т Расход доломитовой муки до 237 кг/т |
|||
|
Карбамид |
Stamicarbon (АК-70) с полной или частичной реконструкцией URECON®2006 + новая или реконструированная башня |
|
Расход теплоэнергии <1,3 Гкал/т Расход электроэнергии <230 кВт·ч/т |
Расходный коэффи- |
П.1, 2, 3, 4, 5, 6, 13, 14 (см. таблицу 8.33) |
|
|
Карбамид |
Stamicarbon (АК-70) с незамкнутым циклом без усовершенствований + старая башня и грануляция |
|
Расход теплоэнергии <1,666 Гкал/т Расход электроэнергии <175,3 кВт·ч/т |
Расходный коэффи- |
П.1, 3, 4, 5, 6, 13, 14, 17, 19 (см. таблицу 8.33) 8.1.4.3.1 |
|
|
Карбамид |
ТЕС + старая башня |
|
Расход теплоэнергии <1,57 Гкал/т Расход электроэнергии <51,7 кВт·ч/т |
Расходный коэффи- |
П.15, 16, 17 (см. таблицу 8.33), 8.1.4.2.2; 8.1.4.3.1 |
|
|
Карбамид |
Стриппинг в токе |
|
Расход теплоэнергии <0,935 Гкал/т Расход электроэнергии <266 кВт·ч/т |
Расходный коэффи- |
П.7, 8, 9, 10 (см. таблицу 8.33) |
|
|
Карбамид |
Стриппинг в токе |
|
Расход теплоэнергии <1,0 Гкал/т Расход электроэнергии <166 кВт·ч/т |
Расходный коэффи- |
П.7, 8, 9, 10 (см. таблицу 8.33) |
|
|
Карбамид |
Стриппинг в токе |
|
Расход природного газа <147 м Расход теплоэнергии <1,0 Гкал/т Расход электроэнергии <166 кВт·ч/т |
Расходный коэффи- |
П.7, 8, 9, 10 (см. таблицу 8.33) |
|
|
Карбамид |
Автостриппинг + старая башня |
|
Расход природного газа <220 м Расход электроэнергии <77 кВт·ч/т |
Расходный коэффи- |
П.11, 12, 13, 14, 17, 19 (см. таблицу 8.33); Р.8.1.4.3.1 |
|
|
Карбамид |
Автостриппинг + грануляция |
|
Расход природного газа <144 м Расход теплоэнергии <0,098 Гкал/т Расход электроэнергии <110 кВт·ч/т |
Расходный коэффи- |
П.11, 12, 13 (см. таблицу 8.33) |
|
|
Карбамид |
Tecnimont + старая башня |
|
Расход природного газа <193 м Расход теплоэнергии <0,308 Гкал/т Расход электроэнергии <83,2 кВт·ч/т |
Расходный коэффи- |
П.12, 17, 19 (см. таблицу 8.33) Р.8.1.4.3.1 |
|
Приложение Г
(обязательное)
Энергоэффективность
1. Краткая характеристика отрасли с точки зрения ресурсо- и энергопотребления
Промышленность по производству удобрений характеризуется высоким энергопотреблением. При этом значительная часть от общего потребления энергетических ресурсов расходуется на производство азотных удобрений.
Однако производства аммиака, азотной и серной кислот, аммиачной селитры характеризуются также выработкой и выдачей пара на сторону потребителям. На некоторых предприятиях получаемый пар энергетических параметров направляется на производство электроэнергии, что позволяет в ряде случаев существенно снизить потребление электроэнергии от внешнего источника.
Вопросы ресурсосбережения в промышленности минеральных удобрений характеризуются полнотой использования сырьевых ресурсов, побочных и вторичных продуктов, в частности отработанных серных кислот цветной металлургии и химической промышленности, а также комплексное использование фосфатного сырья с получением удобрений, фторсодержащих продуктов, компонентов строительных материалов, редкоземельных элементов и др.; регенерация отработанных катализаторов и контактных масс, регенерация/реализация отработанных масел; использование на смежных производствах и продажа на сторону побочных продуктов - конверсионного мела и фосфогипса.
Основными направлениями развития отрасли минеральных удобрений являются снижение расходных коэффициентов сырья и энергоресурсов, в т.ч. снижение потребления природного газа и использование вторичных энергоресурсов.
2. Основные технологические процессы, связанные с использованием энергии
Технологические процессы, связанные с производством аммиака, минеральных удобрений и неорганических кислот, приведены в разделах 2.2, 3.1, 4.1, 5.1, 6.1, 7.1.1, 7.2.1, 8.1.1, 8.2.1, 9.2.
3. Уровни потребления
- удельный расход используемого сырья, основных материалов и энергоресурсов производства аммиака на 1 т аммиака приведен - см. раздел 2.2, таблица 2.4 ;
- удельный расход сырья и энергоресурсов в производстве 1 т серной кислоты - см. раздел 3.1, таблица 3.4 ;
- нормы расхода сырья и энергоресурсов в производстве ЭФК в пересчете на 1 т - см. раздел 4.1, таблица 4.3
;
- удельный расход сырья, основных материалов и энергоресурсов производства 1 т азотной кислоты - см. подраздел 5.1.1 (таблицы 5.3 и 5.4), подраздел 5.1.2 (таблицы 5.7 и 5.8), подраздел 5.1.3 (таблицы 5.11 и 5.12), подраздел 5.1.4, (таблицы 5.16 и 5.17) ;
- удельный расход сырья и энергоресурсов при производстве комплексных удобрений - см. подраздел 6.1.6, таблицы 6.10-6.36 ;
- удельный расход сырья, материалов и энергоресурсов агрегатов при производстве аммиачной селитры - см. подраздел 7.1.1, таблица 7.17 ;
- удельный расход сырья, материалов и энергоресурсов при производстве известково-аммиачной селитры на 1 т продукта - см. подраздел 7.2.1, таблица 7.42 ;
- энергопотребление и потребление материалов при производстве карбамида - см. подраздел 8.1.1, таблицы 8.20-8.22, подраздел 8.1.2, таблица 8.32 ;
- характеристики ресурсо- и энергосбережения при производстве смеси карбамида и нитрата аммония - см. подраздел 8.2.1, таблицы 8.47 и 8.48;
- удельный расход используемого сырья, основных материалов и энергоресурсом при производстве хлористого калия - см. 9.1, таблица 9.6.
4. Наилучшие доступные технологии, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления
|
Наименование НДТ |
Раздел/пункт справочника |
|
Производство аммиака |
|
|
Исключение огневого подогревателя природного газа с переносом подогрева газовой смеси перед сероочисткой в блок БТА печи первичного риформинга |
Раздел 2.5, таблица 2.9 |
|
Замена реакционных труб в печи первичного риформинга на трубы с большим внутренним диаметром и меньшей толщиной стенки |
Раздел 2.5, таблица 2.9 |
|
Реконструкция компрессора воздуха при увеличении производительности (модернизация проточной части) |
Раздел 2.5, таблица 2.9 |
|
Исключение корпуса низкого давления компрессора природного газа или вывод компрессора природного газа из эксплуатации |
Раздел 2.5, таблица 2.9 |
|
Замена МЭА-раствора абсорбентом на основе МДЭА |
Раздел 2.5, таблица 2.9 |
|
Установка выделения горючих газов из фракции |
Раздел 2.5, таблица 2.9 |
|
Реконструкция компрессора синтез-газа и паровой турбины |
Раздел 2.5, таблица 2.9 |
|
Установка осушки синтез-газа путем промывки аммиаком после 2-й ступени компрессора синтез-газа и изменение точки ввода свежего синтез-газа в отделение синтеза аммиака |
Раздел 2.5, таблица 2.9 |
|
Реконструкция колонны синтеза аммиака с аксиальных на радиальные |
Раздел 2.5, таблица 2.9 |
|
Установка выделения водорода из продувочных и танковых газов производства аммиака |
Раздел 2.5, таблица 2.9 |
|
Производство серной кислоты |
|
|
Модернизация технологических систем с увеличением мощности |
Раздел 3.4, таблица 3.8 |
|
Максимальное использование тепла конверсии |
Раздел 3.4, таблица 3.8 |
|
Перевод сернокислотных системы с промывным отделением на "короткую" схему |
Раздел 3.4, таблица 3.8 |
|
Внедрение системы утилизации тепла абсорбции |
Раздел 3.4, таблица 3.8 |
|
Использование конденсата от плавления серы и обогрева серопроводов, а также воды от неперерывной и периодической продувок котлов для подпитки водооборотных циклов, разбавления серной кислоты или других нужд предприятия |
Раздел 3.4, таблица 3.8 |
|
Использование новых типов катализаторов, в том числе и цезий-промотированных |
Раздел 3.4, таблица 3.8 |
|
Добавление пятого слоя в существующие контактные аппараты |
Раздел 3.4, таблица 3.8 |
|
Использование низкопотенциального пара, направляемого на конденсацию из турбин для подогрева питательной воды |
Раздел 3.4, таблица 3.8 |
|
Замена и модернизация электропотребляющего оборудования (насосы, воздуходувка) |
Раздел 3.4, таблица 3.9 |
|
Внедрение частотных преобразователей (насосы, нагнетатели) |
Раздел 3.4, таблица 3.9 |
|
Модернизация автоматизированных систем управления технологическим процессом |
Раздел 3.4, таблица 3.9 |
|
Стабилизация работы технологической системы путем равномерного распределения производственной программы |
Раздел 3.4, таблица 3.10 |
|
Обучение производственного персонала. Внедрение обучающих тренажеров |
Раздел 3.4, таблица 3.10 |
|
Производство фосфорной кислоты |
|
|
Внедрение ПГ-процесса производства ЭФК с воздушным охлаждением пульпы и интенсификацией гидродинамического режима в экстракторах за счет установки циркуляторов пульпы |
Раздел 4.4, таблица 4.5 |
|
Перевод на использование в качестве охлаждающей воды осветленной воды системы гидроудаления фосфогипса |
Раздел 4.4, таблица 4.5 |
|
Использование охлажденной осветленной воды из гипсонакопителя для конденсации паров в системах создания вакуума экстракции-фильтрации |
Раздел 4.4, таблица 4.5 |
|
Организация дозирования флокулянта в ЭФК перед осветлением |
Раздел 4.4, таблица 4.5 |
|
Организация сбора воды после ВВН и возврат ее в водооборот |
Раздел 4.4, таблица 4.5 |
|
Замена эрлифта для циркуляции пульпы на циркулятор |
Раздел 4.4, таблица 4.5 |
|
Модернизация узлов фильтрации с установкой ленточных вакуум-фильтров |
Раздел 4.4, таблица 4.6 |
|
Переход на использование частотных преобразователей для насосов и др. оборудования |
Раздел 4.4, таблица 4.6 |
|
Реконструкция автоматизированных систем управления технологическим процессом |
Раздел 4.4, таблица 4.6 |
|
Замена пароэжекторных насосов на водокольцевые |
Раздел 4.4, таблица 4.6 |
|
Реконструкция склада и системы передачи фосфатного сырья с внедрением мехтранспорта вместо пневмоподачи |
Раздел 4.4, таблица 4.6 |
|
Модернизация системы пневмотранспорта |
Раздел 4.4, таблица 4.6 |
|
Замена дозаторов фосфатного сырья |
Раздел 4.4, таблица 4.6 |
|
Замена перемешивающих устройств |
Раздел 4.4, таблица 4.6 |
|
Производство азотной кислоты |
|
|
Модернизация ГТТ-12 и КМА-2, повышение мощности ТВД с целью гармонизации производительности воздушного компрессора и нагнетателя нитрозного газа |
Пункт 5.4.3, таблица 5.31 |
|
Модернизация экономайзера котла-утилизатора КН 80/40 с увеличением поверхности теплообмена |
Пункт 5.4.3, таблица 5.31 |
|
Замена изношенных ГТТ-3М комплексными машинными агрегатами с полнонапорными воздушными компрессорами |
Пункт 5.4.3, таблица 5.32 |
|
Повышение степени утилизации тепла нитрозного газа для нагрева выхлопного газа перед камерой сжигания природного газа до 280°С-300°С |
Пункт 5.4.3, таблица 5.32 |
|
Производство комплексных удобрений |
|
|
Изменение способа аммонизации кислот в производстве фосфатов аммония - переход на двухстадийный процесс |
Раздел 6.4, таблица 6.41 |
|
Постоянный контроль уровня рН аммонизированных пульп |
Раздел 6.4, таблица 6.41 |
|
Внедрение системы захолаживания воздуха для интенсификации стадии охлаждения продукта |
Раздел 6.4, таблица 6.41 |
|
Переход на использование более концентрированной фосфорной кислоты |
Раздел 6.4, таблица 6.41 |
|
Использование тепла отходящих газов со стадии охлаждения на стадии сушки продукта |
Раздел 6.4, таблица 6.41 |
|
Использование вторичных энергоресурсов (пара 4 атм, или нагретых отходящих газов, например, со стадии нейтрализации) для подогрева воздуха, подаваемого в топки на горение и разбавление топочных газов) |
Раздел 6.4, таблица 6.41 |
|
Организация замкнутого водооборотного цикла с нейтрализацией сточных вод и повторного использования оборотной воды в технологии |
Раздел 6.4, таблица 6.41 |
|
Использование в качестве источника сульфатной серы побочного продукта производства фосфорной кислоты - фосфогипса |
Раздел 6.4, таблица 6.41 |
|
Минимизация выброса |
Раздел 6.4, таблица 6.41 |
|
Оптимизация соотношения ретур/продукт |
Раздел 6.4, таблица 6.41 |
|
Точный температурный контроль стадий нейтрализации и сушки |
Раздел 6.4, таблица 6.41 |
|
Использование ЭФК на основе низкосортного фосфатного сырья |
Раздел 6.4, таблица 6.41 |
|
Использование отходов и вторичных продуктов (конденсаты, сточные воды, граншлак, фосфогипс, шламы и т.д.) |
Раздел 6.4, таблица 6.41 |
|
Внедрение эффективных кондиционеров пылеподавителей и кондиционирующих смесей |
Раздел 6.4, таблица 6.41 |
|
Внедрение частотных регуляторов (насосы, дробилки, мешалки, вентиляторы, барабаны) |
Раздел 6.4, таблица 6.42 |
|
Внедрение трубчатых реакторов в процессе нейтрализации |
Раздел 6.4, таблица 6.42 |
|
Использование циклонов, рукавных фильтров (карманных фильтров - на складе сырья) |
Раздел 6.4, таблица 6.42 |
|
Использование современных топочно-горелочных устройств с современной системой КИПиА, обеспечивающих постоянный температурный контроль процесса сушки, полноты сжигания топлива и минимизацию образования оксидов азота |
Раздел 6.4, таблица 6.42 |
|
Использование кондуктивных теплообменников для охлаждения удобрений |
Раздел 6.4, таблица 6.42 |
|
Локальные системы аспирации от узлов пересыпок и транспортного оборудования |
Раздел 6.4, таблица 6.42 |
|
Использование модифицирующих добавок (магнийсодержащих) |
Раздел 6.4, таблица 6.42 |
|
Оборудование для плавного пуска барабанов |
Раздел 6.4, таблица 6.42 |
|
Подбор соответствующего размера и типа грохота и дробилки |
Раздел 6.4, таблица 6.42 |
|
Установка теплообменника для понижения температуры в верхнем контуре абсорбционной колонны |
Раздел 6.4, таблица 6.42 |
|
Использование ленточных элеваторов |
Раздел 6.4, таблица 6.42 |
|
Контроль, регулировка и автоматизация стадий технологического процесса, влияющих на образование и выделение загрязняющих веществ (соотношение реагентов, температура, кислотность и др.) |
Раздел 6.4, таблица 6.42 |
|
Непрерывный контроль влажности готового продукта (на потоке) |
Раздел 6.4, таблица 6.42 |
|
Организация системы мониторинга выбросов при изменении режимов ведения процесса с корректировкой параметров производства |
Раздел 6.4, таблица 6.43 |
|
Разработка технической документации регламентирующей использование побочных продуктов в качестве сырья и (или) товара |
Раздел 6.4, таблица 6.43 |
|
Переход на локальную систему обеспечения сжатым воздухом |
Раздел 6.4, таблица 6.43 |
|
Постоянный контроль и регулирование гранулометрического состава продукции |
Раздел 6.4, таблица 6.43 |
|
Производство карбамида |
|
|
Комплект внутренних устройств в реактор синтеза карбамида |
Пункт 8.1.4, таблица 8.33 |
|
Дистиллятор среднего давления (один аппарат) либо стриппер-дистиллятор |
Пункт 8.1.4, таблица 8.33 |
|
Дистиллятор низкого давления (единый аппарат) |
Пункт 8.1.4, таблица 8.33 |
|
Рекуператор газов дистилляции |
Пункт 8.1.4, таблица 8.33 |
|
Абсорбер среднего давления |
Пункт 8.1.4, таблица 8.33 |
|
Модернизация атмосферного абсорбера |
Пункт 8.1.4, таблица 8.33 |
|
Комплект внутренних устройств в реактор синтеза карбамида |
Пункт 8.1.4, таблица 8.33 |
|
Модернизация распределительного устройства раствора карбамида в стриппере |
Пункт 8.1.4, таблица 8.33 |
|
Модернизация схемы работы карбаматного конденсатора (перевод в затопленный режим работы) |
Пункт 8.1.4, таблица 8.33 |
|
Утилизация тепла абсорбции газов синтеза в узле выпаривания |
Пункт 8.1.4, таблица 8.33 |
|
Утилизация тепла конденсата пара, обогревающего стриппер, в дистилляторе среднего давления |
Пункт 8.1.4, таблица 8.33 |
|
Замена аппаратов воздушного охлаждения на аппараты водяного охлаждения |
Пункт 8.1.4, таблица 8.33 |
|
Узел, включающий в себя: 1. Двухступенчатую десорбцию, совмещенную в одном аппарате и подогревом острым паром. 2. Вертикальный двухзонный гидролизер с подогревом острым паром и с разделением газовой и жидкой фаз. 3. Рекуперативные теплообменники десорбера и гидролизера. 4. Затопленный конденсатор газов десорбции |
Пункт 8.1.4, таблица 8.33 |
|
Утилизация низкопотенциального пара путем его сжатия до более высоких параметров |
Пункт 8.1.4, таблица 8.33 |
|
Новый агрегат мощностью 300-600 т/сут |
Пункт 8.1.4, таблица 8.33 |
|
Новый агрегат мощностью 1500 т/с |
Пункт 8.1.4, таблица 8.33 |
|
Современная башня приллирования российской разработки |
Пункт 8.1.4, таблица 8.33 |
|
Установка грануляции в КС фирмы Stamicarbon |
Пункт 8.1.4, таблица 8.33 |
|
Установка кислотного улавливания аммиаксодержащих газов |
Пункт 8.1.4, таблица 8.33 |
5. Экономические аспекты реализации НДТ, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления
В разделах 2.6, 3.5, 4.5, 5.5, 6.5, 7.1.5, 7.2.5, 8.1.5, 9.5 представлена информация по ориентировочным капитальным затратам на реализацию отдельных мероприятий по модернизации существующих производств аммиака, минеральных удобрений и неорганических кислот, направленных на снижение негативного воздействия на окружающую среду и повышение энергоэффективности производства.
6. Перспективные технологии, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления:
- установка сатурации природного газа - см. раздел 2.7, таблица 2.13 ;
- установка параллельного трубчатого реактора в отделении риформинга - см. раздел 2.7, таблица 2.13 ;
- установка дополнительной колонны синтеза аммиака - см. раздел 2.7, таблица 2.13 ;
- установка котла-утилизатора после колонны синтеза - см. раздел 2.7, таблица 2.13 ;
- установка рекуперативного риформинга "Тандем" - см. раздел 2.7, таблица 2.13 ;
- повышение надежности и энергоэффективности работы сернокислотных установок - см. подраздел 3.6.2 ;
- дигидратно-полугидратный (ДГ-ПГ) процесс с двухступенчатой фильтрацией - см. раздел 4.6 ;
- получение концентрированного раствора (плава) карбамида - см. пункт 8.1.6.1 ;
- получение твердых форм готового продукта - см. пункт 8.1.6.2 ;
- сухое дробление руды до флотационной крупности - см. раздел 9.6 ;
Библиография
1. Прокошев В.В., Дерюгин И.П. Калий и калийные удобрения. М., Ледум, 2000, 189 с.
2. Позин М.Е. Технология минеральных удобрений. Л., Химия, 1974, 375 с.
3. Справочник по растворимости солевых систем. Труды ВНИИГ. Л., Химия, 1975
4. Кашкаров О.Д., Соколов И.Д. Технология калийных удобрений. Л., 5. Химия, 1978
6*. Пермяков Р.С., Соколов И.Д. и др. Галургия, Л., Химия, 1983, 255 с.
_________________
* Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
7. Переработка природных солей и рассолов. Под ред. Соколова И.Д. Л., Химия, 1985 с.32-40.
8. Kirby J. Е. Процесс флотации. Патент США N 62377 от 4 февраля 1936 г.
9. Singewald A. Zum  Stand der Erkenntnisse in der Salzflotation, Teil II. Chem.-lngenieur-Technik 33, 1961, S.558-572
Stand der Erkenntnisse in der Salzflotation, Teil II. Chem.-lngenieur-Technik 33, 1961, S.558-572
10. Желнин А.А. Теоретические основы и практика флотации солей. Л., Химия, 1973
11. Александрович X.М. Основы применения реагентов при флотации калийных руд. Наука и техника, Минск, 1973
12. Титков С.Н. Мамедов А.И., Соловьев Е.И. Обогащение калийных руд. М. Недра, 1982
13. Мещеряков Н.Ф. Флотационные машины и аппараты. М., Недра, 1982, 140 с.
14. Иваницкий В.В., Классен П.В., Новиков А.А. и др. Фосфогипс и его использование. - М.: Химия, 1990. - 224 с.
15. Ахмедов М.А., Атакузиев Т.А. Фосфогипс. Исследование и применение. - Ташкент: "Фан" УзССР, 1980. - 172 с.
16. Гипс и фосфогипс//Труды НИУИФ. - Вып.160. - М.: НИУИФ, 1958. - 304 с.
17. Использование фосфогипса в народном хозяйстве/Труды НИУИФ. - Вып.243. - М.: НИУИФ, 1983. - 192 с.
18. Исследования по использованию фосфогипса//Труды НИУИФ. - Вып.256. - М.: НИУИФ, 1989. - 320 с.
19. Фосфогипс: хранение и направления использования как крупнотоннажного вторичного сырья: материалы Второй Международной конференции, 18 мая 2010 г./Сост. В.И.Суходолова. - М., 2010. - 192 с.
20. Kouloheris А.Р. Chemical Nature of Phosphogypsum as Produced By Various Wet Process Phosphoric Acid Processes//Phosphogypsum. Proceedings of the International Symposium on Phosphogypsum. Utilization and/or Disposal of Phosphogypsum Potential Barriers to Utilization. Lake Buena Vista, Florida (5-7 November 1980). - Bartow: Florida Institute of Phosphate Research, 1987. - P.8-33.
21. ГОСТ 125-79 "Вяжущие гипсовые. Технические условия".
22. ТУ 5743-131-55145272-2003 "Фосфогипс".
23. ТУ 2141-677-00209438-2004 "Фосфогипс для производства строительных материалов".
24. ТУ 2141-693-00209438-2015 "Гипс технический".
25. ТУ 113-08-48-57-89 "Вяжущее ангидритовое из фосфогипса".
26. ГОСТ 30515-97 "Цементы. Общие технические условия".
27. ТУ 2141-003-47752606-2007 "Фосфогипс гранулированный - регулятор срока схватывания цемента".
28. ТУ 113-08-418-94 "Фосфогипс для сельского хозяйства".
29. Рекомендации по использованию фосфогипса для мелиорации солонцов. - М.: ГНУ Почвенный институт им.В.В.Докучаева РАСХН, 2006. - 48 с.
30. Государственный каталог пестицидов и агрохимикатов, разрешенных к применению на территории Российской Федерации. - М., 2013. - 708 с.
31. СНиП 2.05.02-85 "Автомобильные дороги".
32. ГОСТ 25607-94 "Смеси щебеночно-гравийно-песчаные для покрытий и оснований автомобильных дорог и аэродромов. Технические условия".
33. ТУ 2141-688-00209438-2008 "Фосфополугидрат сульфата кальция для строительства автомобильных дорог".
34. ТУ 5744-144-05015182-2010 "Фосфогипс для строительства автомобильных дорог".
35. Методические рекомендации по устройству оснований дорожных одежд с использованием свежего фосфополугидрата сульфата кальция. - М.: СОЮЗДОРНИИ, 1987.
36. Методические рекомендации по применению фосфодигидрата сульфата кальция при строительстве автомобильных дорог. - М.: СОЮЗДОРНИИ, 1989.
37. Земельные ресурсы СССР. Часть 1. - М., 1990. - 260 с.
38. Новикова А.В. Исследования засоленных и солонцовых почв: генезис, мелиорация, экология. Избранные труды. - Харьков: КП "Друкарня N 13", 2009. - 720 с.
39. Нормативы расхода гипсосодержащих материалов при химической мелиорации солонцовых почв на 1990-1995 годы. - М.: Почвенный институт им.В.В.Докучаева, 1990. - 36 с.
41. Сергеев Ю.А., Кузнецов Н.М., Чирков А.В. Карбамид: свойства, производство, применение. Н.Новгород: Кварц, 2015.
42. Горловский Д.М., Альтшулер Л.Н., Кучерявый В.И. Технология карбамида. - Л.: Химия, 1981.
43. ГОСТ 2081-75 Карбамид, М.: Госкомитет СССР по стандартам. Переиздание Е. Издательство стандартов, 1985 г.
44. Сергеев Ю.А. Эффективная система очистки больших объемов газа от пыли и окислов/Пятая международняя конференция "Пылеочистка - 2012". М.: ООО "ИНТЕХЭКО", 2012, с.73-74.
45. Харлампович Г.Д., Кудряшова Р.И. Безотходные технологические процессы в химической промышленности. - М.: Химия, 1978, стр.195.
46. Чеблаков Н.В. Технологическое перевооружение низких грануляционных башен/NITROGEN+SYNGAS-2011, 21-24 February 2011, Hilton Dusseldorf, Germany, preprints, p.223-230.
47. Сергеев Ю.А. Реконструкция башен приллирования. Доклад на научно-практической конференции "Карбамид и продукты на его основе", 16-18 июня 2013 г., г.Дзержинск, опубл. "Научно-технические новости, спецвыпуск II "ИНФОХИМ", 2003 г., стр.35-40.
48. Dirks W., Tillaart Н., Higgins В. High-Efficiency Scrubbing Technology for Urea Fluid-Bed Granulator Exhaust Gas/The World's Leading Annual Conferense and Exhibiton "Nitrogen+Syngas-2014" (France). 2014/-p.205-216.
49. Чеблаков H.В., Сергеев Ю.А., Солдатов А.В. Новая технология ОАО "НИИК" для получения товарной формы карбамида и удобрений на его основе. Газохимия, май - июнь 2010 г., стр.24-27.
50. Солдатов А.В., Ермолаев Д.А. Промышленная реализация технологии докатки приллированного карбамида на Кемеровском ОАО "Азот"/Восьмая Международная научно-практическая конференция "карбамид - 2015 г, г.Дзержинск ОАО "НИИК", стр.34-43.
51. Патент РФ N RU 2514306 С1. Способ получения фосфорно-калийного гранулированного удобрения /Ю.Д.Черненко, A.M.Норов, К.Н.Овчинникова, А.С.Малявин, Д.А.Пагалешкин и др., опубл. 27.04.2014.
52. Черненко Ю.Д., Норов A.M., Гришаев И.Г. и др. Возможности интенсификации производства комплексных фосфорсодержащих удобрений. Химическая техника, N 10, 2011, стр.10-15.
53. Гришаев И.Г., Норов A.M., Малявин А.С. Создание и внедрение реакторов в производстве фосфатов аммония. Труды НИУИФ. - М., 2009, стр.330-335.
54. Гришаев И.Г., Назирова Л.З., Федюшкин Б.Ф. Способы аммонизации в технологии минеральных удобрений. М., НИИТЭХИМ, 1988.
55. Гришаев И.Г., Норов A.M., Гумбатов М.О. Современные реакторы в производстве фосфатов аммония. Химическое и нефтегазовое машиностроение, N 11, 2008, стр.10-13.
56. Гришаев И.Г. Основные направления модернизации аппаратуры технологии фосфорсодержащих удобрений и солей. Труды НИУИФ. - М., 2004, стр.322-329.
57. Гришаев И.Г. Новое в технике и технологии фосфорсодержащих удобрений. Труды НИУИФ. - М., 2014, стр.375-382.
58. Гришаев И.Г. Аппараты для охлаждения гранулированных удобрений. Труды НИУИФ. - М., 2014, стр.383-387.
59. Гришаев И.Г. Совершенствование промышленных холодильников сыпучих материалов. Труды НИУИФ. - М., 2009, стр.158-167.
60. Евграшенко В.В., Норов A.M. Разработка систем абсорбции в производстве минеральных удобрений. Химическая промышленность сегодня, N 12, 2012, стр.45-47.
61. Евграшенко В.В., Орлов М.А., Николаев А.А. Пенный скоростной аппарат в производстве минеральных удобрений. Труды НИУИФ. - М., 2009, стр. 328-329.
62. Норов A.M., Гришаев И.Г., Малявин А.С., Овчинникова К.Н. Состояние и перспективы развития производства фосфорсодержащих удобрений в Российской Федерации. Труды НИУИФ. - М., 2009, стр.47-56.
63. Норов A.M., Овчинникова К.Н., Малявин А.С., Пагалешкин Д.А., Федотов П.С., Петропавловский И.А. Разработка технологии фосфорно-калийных удобрений с использованием карбонатов калия и кальция. Химическая технология, 2014, N 2, стр.75-79.
64. Казак В.Г., Бризицкая Н.М., Малявин А.С., Букколини Н.В. Развитие направления азотнокислотных методов переработки фосфатного сырья в НИУИФ. Труды НИУИФ. - М., 2009, стр.57-60.
65. Овчинникова К.Н. Технология высокоэффективных удобрений для малых предприятий. Труды НИУИФ. - М., 2009, стр.126-128.
66. Патент РФ N RU2532931C1. Комплексное удобрение для льна и способ его получения/А.М.Норов, К.Н.Овчинникова, О.Ю.Сорокина, Н.Н.Кузьменко и др., опубл. 20.11.2014.
67. Норов A.M., Овчинникова К.Н., Малявин А.С. и др. Влияние концентрации ЭФК и содержания в ней примесей фтора и магния на физические свойства фосфатов аммония. Химическая технология, том 13, N 10, 2012, с.577-586.
68. Патент РФ N RU 2471756 С1. Способ снижения слеживаемости удобрений на основе фосфатов аммония/ Ю.Д.Черненко, A.M.Норов, К.Н.Овчинникова, А.С.Малявин, Г.С.Размахнина, Д.А.Пагалешкин, И.Г.Гришаев, А.Б.Грибков, опубл.20.05.2012.
69. Патент РФ N RU2462419C1. Способ утилизации побочных продуктов, получаемых при производстве экстракционной фосфорной кислоты/А.М.Норов, В.В.Долгов, А.С.Малявин, Н.М.Бризицкая и др., опубл. 27.09.2012.
70. Цикин М.Н., Бризицкая Н.М., Букколини Н.В., Норов A.M., Долгов В.В. Ресурсосберегающая технология конверсии кремнефтористоводородной кислоты и фосфогипса с получением сульфата аммония. Труды НИУИФ. - М., 2014, стр.522-527.
71. Цикин М.Н., Бризицкая Н.М., Долгов В.В., Норов A.M. Переработка кремнефтороводородной кислоты - отхода производства ЭФК - в товарные продукты. Труды НИУИФ. - М., 2014, стр.535-538.
72. Н.Фельтен. Aumund Foerdertechnik GmbH. Прием, хранение, отгрузка и подача искусственного гипса на заводе компании British Gypsum. Цемент и его применение. Июль-август 2010 г.
73. Евграшенко В.В., Орлов М.А. "Практический опыт аппаратурного оформления систем абсорбции в производстве сложных удобрений", Химическая промышленность сегодня. - М., N 7, 2006 г.
74. Евграшенко В.В. "Разработка систем очистки газов в производстве минеральных удобрений и фосфорной кислоты", Труды НИУИФ 1919-2014, - М., 2014 г., стр.396-401.
75. Эвенчик С.Д., Бродский А.А. Технология фосфорных и комплексных удобрений: Химия, 1987. 464 с.
76. Бабкин В.В., Бродский А.А. Фосфорные удобрения России. - М.: ТОО "Агрохимпринт", 1995. 464 с.
77. Дохолова А.Н., Кармышов В.Ф., Сидорина Л.В. Производство и применение аммофоса. - М.: Химия, 1977. 240 с.
78. Борисов В.М., Аникина Ю.В., Гальцов А.В. Физико-химические основы получения сложных фосфорсодержащих удобрений. Справочное пособие. - М.: Химия, 1983. 144 с.
79. Кочетков В.Н. Фосфорсодержащие удобрения. Справочник. - М.: Химия, 1982. 400 с.
80. Соколовский А.А., Унанянц Т.П. Краткий справочник по минеральным удобрениям. - М.: Химия, 1977. 376 с.
81. Дохолова А.Н., Кармышов В.Ф., Сидорина Л.В. Производство и применение фосфатов аммония. - М.: Химия, 1986. 256 с.
82. Кувшинников И.М. Минеральные удобрения и соли: свойства и способы их улучшения. - М., Химия, 1987. 256 с.
83. Марголис Ф.Г., Унанянц Т.П. Производство комплексных удобрений. - М., Химия, 1968. 203 с.
84. Кононов А.В., Стерлин В.Н., Евдокимова Л.И. Основы технологии комплексных удобрений. - М., Химия, 1988. 320 с.
85. Копылев Б.А. Технология экстракционной фосфорной кислоты. - Л., Химия, 1972, 311 с.
86. Иванов М.Е., Олевский В.М., Поляков Н.Н. Технология аммиачной селитры. - М., Химия, 1978, 311 с.
87. Зайцев В.А., Новиков А.А., Родин В.Н. Производство фтористых соединений при переработке фосфатного сырья. - М., Химия, 1982, 248 с.
88. Кармышов В.Ф. Химическая переработка фосфоритов. - М., Химия, 1983, 304 с.
89. Позин М.Е. Технология минеральных солей. Часть 1. - Л., Химия, 1970, 792 с.
90. Позин М.Е. Технология минеральных солей. Часть 2. - Л., Химия, 1970, стр. 793-1558.
91. Мурадов Г.С., Шомин И.П. Получение гранулированных удобрений прессованием. - М., 1985, 208 с.
92. Скоробогатов В.А. Минеральные удобрения Европейского Союза. Справочник. Физико-химические свойства. Методы определения. Таллин, 2009, 577 с.
93. Скоробогатов В.А. Минеральные удобрения. Перегрузка на портовых терминалах. Справочное пособие. Третье дополненное издание. Таллин, 2009, 603 с.
94. Позин М.Е., Копылев Б.А., Белов В.Н., Ершов В.А. Переработка фосфоритов Каратау. - Л., Химия, 1975, 272 с.
95. Олевский В.М. Технология аммиачной селитры.- М., Химия, 1978, 312 с.
96. Чернышев А.К., Левин Б.В., Туголуков А.В., Огарков А.А., Ильин В.А. Аммиачная селитра: свойства, производство, применение. - М., 2009, 544 с.
97. Казакова Е.А. Гранулирование и охлаждение азотсодержащих удобрений. - М., Химия, 1980, 285 с.
98. Позин М.Е., Б.А.Копылев. Новые исследования по технологии минеральных удобрений. - Л., Химия, 1970, 280 с.
99. Шапкин М.А., Завертяева Т.И., Зинюк Р.Ю., и др. Двойной суперфосфат: Технология и применение. - Л., Химия, 1987, 216 с.
100. Копылов В.А., Завертяева Т.И., Андрейченко A.M. и др. Производство двойного суперфосфата. - М., Химия, 1976, 192 с.
101. Кочетков С.П., Смирнов Н.Н., Ильин А.П. Концентрирование и очистка экстракционной фосфорной кислоты. - Иваново, 2007, 304 с.
102. Соколовский А.А., Яшке Е.В. Технология минеральных удобрений и кислот. - М., Химия, 1974, 456 с.
103. Гришаев И.Г., Назирова Л.З., Федюшкин Б.Ф. Способы аммонизации в технологии минеральных удобрений. - М., НИИТЭХИМ, 1988.
104. Классен П.В., Гришаев И.Г. Основные процессы технологии минеральных удобрений. - М.. Химия, 1990, 304 с.
105. Справочный документ по наилучшим доступным технологиям (НДТ) крупнотоннажного производства неорганических химических веществ - аммиак, кислоты и удобрения. Европейская комиссия. Август 2007.
106. Классен П.В., Гришаев И.Г. Основы техники гранулирования. - М. Химия, 1982, 272 с.
107. Классен П.В., Гришаев И.Г., Шомин И.П. Гранулирование. - М. Химия, 1991, 240 с.
108. Рамм В.М. Абсорбция газов. - М., Химия, 1976, 656 с.
109. Ковалев О.С., Мухленов И.П., Туболкин А.Ф. и др. Абсорбция и пылеулавливание в производстве минеральных удобрений. - М., Химия, 1987, 208 с.
110. Дубинская Ф.Е., Лебедюк Г.К. Скруберы вентури. Выбор, расчет, применение. - М., ЦИНТИХИМНЕФТЕМАШ, 1977.
111. Федеральный закон от 21.07.2014 N 219-ФЗ (ред. от 29.12.2014) "О внесении изменений в Федеральный закон "Об охране окружающей среды" и отдельные законодательные акты Российской Федерации"
112. ПНСТ 22-2014. "Наилучшие доступные технологии. Термины и определения".
113. ПНСТ 23-2014. "Наилучшие доступные технологии. Формат описания технологий".
114. Приказ Минпромторга РФ N 665 "Об утверждении Методических рекомендаций по определению технологии в качестве наилучшей доступной технологии" от 31.03.2015.
115. Левин Б.В. НДТ в российской отрасли минеральных удобрений - новые принципы регулирования и стимулирования развития // Наилучшие доступные технологии. Применение в различных отраслях промышленности. Сборник статей 2. - М.: Изд-во "Перо", 2015. - стр.25-45.
116. Выбор базовых показателей для социально-гигиенического мониторинга (атмосферный воздух населенных мест). Методические указания. МУ 2.1.6.792-99.
118. Выбор базовых показателей для социально-гигиенического мониторинга (атмосферный воздух населенных мест). Методические указания. МУ 2.1.6.792-99.
119. ОНД 90 Руководство по контролю источников загрязнения атмосферы. Часть I. Часть II. Постановление N 8 от 30 октября 1990 г.
120. "Информационное письмо о списке приоритетных веществ, содержащихся в окружающей среде, и их влиянии на здоровье населения" Министерство здравоохранения РФ, 7 августа 1997 г. N И/109-111.
121. Руководство по охране окружающей среды, здоровья и труда для производства больших объемов неорганических веществ и перегонки каменноугольной смолы. IFC, Группа всемирного банка, 10 декабря 2007. - 36 с.
122. Государственный доклад "О состоянии и об охране окружающей среды Российской Федерации в 2013 году". Министерства природных ресурсов и экологии РФ, 2014. - 463 с.
123. Вековшинина С.А. Обоснование приоритетов при формировании доказательной базы в системе "среда-здоровье" в условиях химического загрязнения // Известия Самарского научного центра Российской академии наук. - Т.13, N 1. - 2011. - стр.1844-1847.
124. Промышленная экология // Под ред. В.В.Денисова. - Москва - Ростов-на-Дону, 2009. - 720 с.
125. Руководство по охране окружающей среды, здоровья и труда для производства фосфорных удобрений. IFC, Группа всемирного банка, 30 апреля 2007. - 27 с.
126. Калыгин В.Г. Промышленная экология. - М.: Издательский центр "Академия", 2004. - 432 с.
127. Семенова И.В. Промышленная экология. - М.: Издательский центр "Академия", 2009. - 528 с.
128. Торочешников Н.С., Родионов А.И., Кельцев Н.В., Клушин В.Н. Техника защиты окружающей среды: Учебное пособие для вузов. - М.: Химия, 1981. - 368 с.
130. Федеральный закон от 10.01.2002 N 7-ФЗ (ред. от 28.11.2015) "Об охране окружающей среды" (с изм. и доп., вступ. в силу с 01.01.2016).
132. ГОСТ Р ИСО 9096-2006 "Выбросы стационарных источников. Определение массовой концентрации твердых частиц ручным гравиметрическим методом"
134. ГОСТ Р 8.000-2000 "Государственная система обеспечения единства измерений. Основные положения"
135. Приказ Ростехнадзора N 631 "Требования к технологическим регламентам химико-технологических производств" от 31.12.2014 г.*
________________
* Текст документа соответствует оригиналу. Повтор, см. выше. - Примечание изготовителя базы данных.
136. ГОСТ Р 8.589-2001. "Контроль загрязнений окружающей среды. Метрологическое обеспечение. Основные положения"
137. ГОСТ Р ИСО 50001-2012 "Системы энергетического менеджмента. Требования и руководство по применению"
138. ГОСТ 5542-2014 "Газы горючие природные промышленного и коммунально-бытового назначения. Технические условия"
139. ГОСТ 2184-2013 "Кислота серная техническая. Технические условия"