
ТУ 34-38-20241-95 Турбина паровая ПТ-60/75-130/13 ЛМЗ. Технические условия на капитальный ремонт. Цилиндры турбины
ТУ 34-38-20241-95
Группа
ТУРБИНА ПАРОВАЯ ПТ-60/75-130/13 ЛМЗ
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА КАПИТАЛЬНЫЙ РЕМОНТ
Цилиндры турбины
Дата введения 1996-01-01
УТВЕРЖДАЮ
Начальник Департамента "Энергореновация" РАО "ЕЭС Россия"
В.А.СТЕНИН
Генеральный директор АООТ "ЦКБ Энергоремонт"
Ю.В.ТРОФИМОВ
ПРЕДИСЛОВИЕ
1. Разработан АООТ "ЦКБ Энергоремонт"
2. Взамен ТУ 34-38-20241-84
3. Настоящие технические условия являются переизданием ТУ 34-38-20241-84 в связи с изменением нормативных документов Госстандарта РФ, органов государственного надзора и отраслей промышленности.
В ТУ внесены необходимые изменения по наименованиям, обозначениям и отдельным требованиям нормативных документов, на которые даны ссылки в ТУ, с сохранением согласования организациями и предприятиями.
4. Согласовано:
ПОТ ЛM3
ПО "Союзтехэнерго"
Союзэнергоремтрест
п/п "Харьковэнергоремонт"
Примечание. Наименования согласующих организаций и предприятий сохранены без изменения.
1. Введение
1.1 Настоящие технические условия (ТУ) распространяются на капитальный ремонт цилиндров турбины паровой ПТ-60/75-130/13 ЛМЗ в течение полного срока службы, равного 30 годам.
1.2. ТУ является обязательным документом для предприятий Министерства энергетики и электрификации, производящих ремонт турбин, принимающих их из ремонта, а также для предприятий и организаций, разрабатывающих ремонтную документацию.
1.3. ТУ разработаны на основании конструкторской документации Ленинградского металлического завода-изготовителя турбины, изучения и систематизации характерных дефектов, выявленных при ремонтах турбин данного типа, а также накопленного опыта ремонта и эксплуатации.
1.4. В случае различия данных, приведенных в ТУ, конструкторских и других технических документов на турбину, выпущенные после 01.01.95 г. следует руководствоваться конструкторской документацией.
1.5. ТУ не распространяются на капитальный ремонт электродвигателей, приборов, запорной арматуры, маслосистемы и конденсатора, входящих в турбинный агрегат.
1.6. При проведении ремонта турбины, кроме ТУ, необходимо руководствоваться следующими документами.
Правилами технической эксплуатации электрических станций и сетей. - М.: Энергоатомиздат, 1989;
Правилами техники безопасности при эксплуатации тепломеханического оборудования электростанций и тепловых сетей, - М. Энергоатомиздат, 1984;
Правилами организации технического обслуживания и ремонта оборудования, зданий и сооружений электростанций и сетей, РДПР 34-38-030-92, М.: Минтопэнерго РФ, 1992;
Руководящими техническими материалами по исправлению дефектов в литых корпусах турбин методом заварки без термической обработки, РД 108.021.112-88* Л.: ЦКТИ, 1988;
________________
* На территории Российской Федерации действует СТО ЦКТИ 10.049-2013, здесь и далее по тексту. - Примечание изготовителя базы данных.
Руководящими техническими материалами по ремонту покоробленных корпусов паровых турбин, РТМ 108.021.55-77*. - Л.: ЦКТИ, 1977;
________________
* Документ не приводится. За дополнительной информацией обратитесь по ссылке. - Примечание изготовителя базы данных.
"Типовой инструкцией по контролю и продлению срока службы металла основных элементов котлов, турбин и трубопроводов тепловых электростанций", РД 34.17.421-92*. - М.: ОРГРЭС, 1992;
________________
* На территории Российской Федерации документ не действует. Действует РД 153-34.1-003-01. - Примечание изготовителя базы данных.
Чертежами, инструкциями, описаниями и информационными письмами ЛМЗ по турбине паровой ПТ-60/75-130/13;
Формулярами (картами измерений) заводской сборки и монтажа турбины; формулярами (картами измерений) предыдущих ремонтов турбины.
1.7. В тексте ТУ, кроме общепринятых, введены следующие сокращения и условные обозначения:
|
А, Б |
- обозначение поверхности составных частей, к которым предъявляются требования по шероховатости, отклонению формы, расположения и т.д. |
|
а, б, в |
- обозначение сопряжений поверхностей составных частей, в которых рассматриваются зазоры (натяги). |
|
ВТИ |
- Всесоюзный теплотехнический институт им.Ф.Э.Дзержинского |
|
ВПУ |
- валоповоротное устройство |
|
в/п |
- верхняя половина |
|
ДУ |
- диафрагменное уплотнение |
|
ЭКУ |
- заднее концевое уплотнение |
|
КУ |
- концевые уплотнения |
|
ПОТ ЛМЗ |
- Производственное объединение турбостроения Ленинградский металлический завод |
|
МЗК |
- маслозащитное кольцо |
|
МПД |
- магнитно-порошковая дефектоскопия |
|
НЛ |
- направляющие лопатки |
|
н/п |
- нижняя половина |
|
ПКУ |
- переднее концевое уплотнение |
|
РЛ |
- рабочие лопатки |
|
РВД |
- ротор высокого давления |
|
РНД |
- ротор низкого давления |
|
ТУ |
- технические условия |
|
ТЭС |
- тепловая электрическая станция |
|
УЗД |
- ультразвуковой контроль |
|
ЦВД |
- цилиндр высокого давления |
|
ЦНД |
- цилиндр низкого давления |
|
ЧСД |
- часть среднего давления |
|
ЧНД |
- часть низкого давления |
|
Зазор (+), натяг (-) |
- допустимый без ремонта при капитальном ремонте - допустимый зазор или натяг в сопряжении после капитального ремонта, если не производилась замена или восстановление сопрягаемых составных частей. |
|
Зазор (+), натяг (-) допустимый в эксплуатации |
- допустимый зазор или натяг после любого вида технического обслуживания или ремонта (кроме капитального), если не производилась замена или восстановление сопрягаемых составных частей. |
1.8. Общие технические сведения.
1.8.1. Турбина паровая конденсационная ПТ-60/75-130/13 (рис.1.1) с двумя регулируемыми отборами пара (производственным и теплофикационным) предназначена для непосредственного привода генератора переменного тока, монтируемого на общем фундаменте с турбиной.
Номинальная мощность, МВт - 60
число оборотов, об/мин - 3000
Давление острого пара, МПа - 12,75
Температура острого пара, °С - 565
Давление производственного отбора, МПа - 1,27
Максимальный расход пара при номинальных параметрах, т/ч - 387
Давление теплофикационного отбора, МПа - 0,24
1.8.2. Турбина представляет собой одновальный двухцилиндровый агрегат. Турбина имеет сопловое парораспределение. Свежий пар подается к отдельно стоящей паровой коробке, в которой расположен автоматический затвор, откуда по перепускным трубам пар поступает к регулирующим клапанам турбины. Клапаны из специальных сталей расположены в паровых коробках, вваренных в переднюю часть цилиндра турбины.
По выходе из ЦВД часть пара идет в регулируемый производственный отбор, остальная часть направляется в ЦНД. Теплофикационный отбор осуществляется из соответствующей камеры ЦНД.
По выходе из последних ступеней части низкого давления турбины отработанный пар поступает в конденсатор поверхностного типа.
1.8.3. ЦВД имеет одновенечную регулирующую ступень и 16 ступеней давления. ЦНД состоит из двух частей, из которых ЧСД имеет регулирующую ступень и восемь ступеней давления, а ЧНД имеет регулирующую ступень и три ступени давления. Все диски РВД откованы заодно с валом. Первые девять дисков РНД откованы заодно с валом, остальные четыре диска - насадные.
1.8.4. Роторы ЦВД и ЦНД соединяются между собой посредством гибкой муфты. Роторы ЦНД и генератора соединяются посредством жесткой муфты.
1.8.5. Корпус турбины и выступающая над полом часть паровой коробки облицовываются поверх теплоизоляционного слоя специальной металлической обшивкой.
1.8.6. Турбина снабжена валоповоротным устройством, вращающим ротор турбины со скоростью 3,4 об/мин для обеспечения равномерного прогрева при пуске и равномерного остывания при остановке.
ТУРБИНА ПАРОВАЯ ПТ-60/75-130/13 ЛМЗ
Рисунок 1.1 - Продольный разрез
2. Общие технические требования
2.1. Перечень документов, упомянутых в ТУ, приведен в справочном приложении 1.
2.2. Перечень деталей турбины, у которых возможна замена материала, приведен в обязательном приложении 2.
При применении материалов, не указанных в приложении, необходимо согласование с заводом-изготовителем турбины (ПОТ ЛМЗ).
2.3. Нормы зазоров и натягов сопряжений составных частей даны в обязательном приложении 3.
При восстановлении составных частей или замене одной (двух) сопрягаемых деталей должны быть обеспечены величины зазоров (натягов), указанные в обязательном приложении 3.
2.4. Перечень контрольного инструмента с указанием нормативно-технических документов на него, приведен в рекомендуемом приложении 4.
Допускается замена контрольного инструмента при условии обеспечения точности измерений не ниже точности инструмента, указанного в картах дефектации.
2.5. При ручной дуговой сварке и наплавке составных частей применять сварочные материалы, указанные в конструкторской документации и РД 108.021.112-88 при дуговой сварке в защитном газе применять газ аргон первого или второго сорта по ГОСТ 10157-79.
2.6. В местах наплавки и заварки не допускаются: непровары по линии соединения основного и наплавленного металла, шлаковые включения и поры;
трещины в наплавленном слое и в основном металле около мест заварки;
течи при необходимости соблюдения герметичности;
увеличенная, по сравнению с основным металлом, твердость, препятствующая механической обработке.
Наплавленный слой должен быть зачищен заподлицо с основной поверхностью, шероховатость поверхности зачищенного слоя - не более 3,2.
2.7. Допускается применение других (не предусмотренных ТУ) способов установления и устранения дефектов, освоенных ремонтным предприятием, при условии обязательного выполнения требований ТУ к отремонтированной составной части.
2.8. Решение по восстановлению работоспособности деталей и сборочных единиц, дефекты которых не отражены в настоящих ТУ, принимаются после согласования с заводом-изготовителем турбины (ПОТ ЛМЗ).
2.9. При отсутствии необходимых запасных частей решения по восстановлении работоспособности деталей и сборочных единиц, дефекты которых превышают размеры, указанные в ТУ, принимаются после согласования с заводом-изготовителем (ПОТ ЛМЗ).
2.10. Изоляция цилиндра высокого давления турбины в связи с принятыми при ремонтах величинами радиальных зазоров в концевых и диафрагменных уплотнениях, см. табл.7, 8, согласованными с ВТИ и ЛМЗ, должна быть выполнена методом напыления.
2.11. В период ремонта, в случае разборки соединений, подлежат обязательной замене уплотнительные прокладки, в том числе металлические шплинты, стопорная проволока, стопорные и пружинные шайбы, войлочные уплотнения.
2.12. Разборка цилиндра ВД выполняется при достижении температуры 100° в зоне подвода острого пара.
Перед разборкой необходимо убедиться в обесточивании приборов контроля и управления турбоагрегатом.
Разборку цилиндров и подшипников необходимо начинать с отсоединения фланцев паропроводов и маслопроводов, штепселей и электрических разъемов термодатчиков, элементов регулирования и парораспределения и т.п.
Развинчивание разъемов необходимо начинать с удаления стопорных элементов крепежных изделий (шайб, шплинтов, проволок и др.). При наличии контрольных штифтов, болтов, шпилек их необходимо удалить первыми, контролируя их маркировку и места их установки. Крепежные изделия, установленные в зоне высоких температур, смачивают растворителем /скипидаром или др.средством по их резьбовым соединениям для облегчения разборки.
При выполнении измерений в процессе разборки, места измерений следует очистить от отложений и зачистить забоины; места установки измерительных средств необходимо отметить, для возможности повторения измерений в тех же местах в процессе выполнения ремонта.
2.13. Для отмывки деталей рекомендуется в качестве моющих и обезжиривающих составов применять следующие пожаробезопасные моющие средства: лабомид 101, 102, 203-ТУ 38-10738-80*, MC-15 ТУ 6-18-14-81*.
________________
* ТУ, упомянутые здесь и далее по тексту, не приводятся. За дополнительной информацией обратитесь по ссылке. - Примечание изготовителя базы данных.
2.14. Требования к отремонтированному и собранному изделию изложены в картах 12, 24, 29 и разделе 4.
3. Требования к составным частям
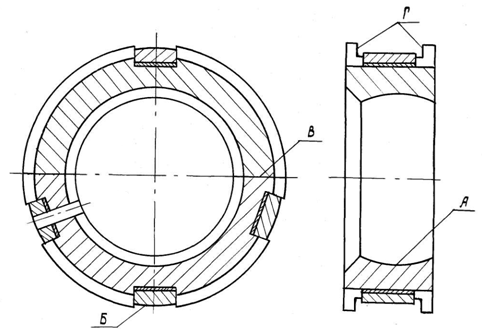
3.1. Корпусные части цилиндра ВД. (карты 1-8, 12)
Нормы зазоров (натягов) - обязательное приложение 3, табл.1
Рисунок 3.1
3.2. Корпусные части цилиндра НД (карты 1-12)
Нормы зазоров (натягов) - обязательное приложение 3, табл.2
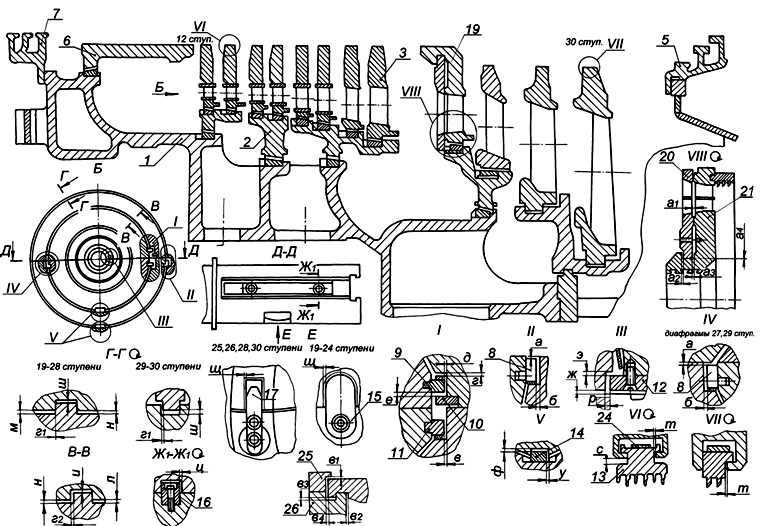
Рисунок 3.2
Карта дефектации и ремонта 1
Корпуса цилиндров ВД и НД Поз.1 Рис 3.1, 3.2
Количество на изделие, шт. - по 1
Корпус цилиндра ВД
Корпус цилиндра НД
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техничес- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Трещины, раковины, пористость и морщины |
Визуальный контроль. Лупа ЛП1-4 Магнитно-порошковая дефектоскопия Травление. |
Выборка трещин, заплавка и обработка в соответствие с РД 108.021.112-88 |
1. Допускаются выборки трещин глубиной до 10% толщины стенки корпуса оставлять без заплавки. 2. Трещины в наплавленном металле и в околонаплавочных зонах не допускаются. 3. Локальные раковины, песочные поры и складки при отсутствии трещин выбирать не следует. |
|
|
В Г Д Е Ж З И М |
Задиры, забоины |
Визуальный контроль. Лупа ЛП1-4 Измерение Образцы шероховатости 1,6-TT; 3,2-ТT, 3,2 Р; 3,2-ШП; 3,2-ФТ; 3,2-ФЦП; 3,2-С Линейка 500 |
Опиловка, зачистка |
1. Шероховатость поверхности Г- 1,6, остальных поверхностей - 3,2 2. Допускаются отдельные разрозненные риски, расположенные вдоль уплотняющего пояска и пересекающие его не более 50% ширины. |
|
|
В Ж |
Окалина |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости |
- |
Удаление окалины абразивом вручную |
Шероховатость поверхности - 3,2. |
|
Г |
Отклонение от плоскостности |
Измерение. Линейка поверочная УТ-0-125-60-Ш ЛЧ-0-200 Набор щупoв N 2, кл.1. Кольцо поверочное Угольник УП-1-60 |
Шабрение |
1. Допуск плоскостности - 0,05 мм 2. При установленных в/п корпусов ЦВД и ЦНД на нижние между торцом колпачковой гайки, навернутой на шпильку, и поверхностью Г щуп 0,02 мм проходить не должен. |
|
|
Д |
Неплотность разъема |
Измерение. Набор щупов N 2 кл.1 Образцы шероховатости 3,2-ШП Штангенглубиномер ШТ-160-0,1 |
1. Определение возможности закрытия цилиндра без шабрения в соответствии с указаниями РТМ 108.021.55-77 2. Наплавка и шабрение малых участков раскрытия разъема 3. Шабрение разъема. |
1. Шероховатость поверхности - 2,5. 2. В местах наплавки непровары и подрезы не допускаются. 3. Минимально допустимая глубина обнизки в/п и н/п корпуса из ЦНД должна быть не менее 1,5 мм. 4. После окончательного свинчивания разъемов цилиндров щуп 0,03 мм в разъем проходить не должен по наружному уплотняющему пояску. |
|
|
Трещины в местах приварки коробов обогрева фланцев и шпилек |
Гидроиспытание. Манометр 0,1-1,6 МПа |
Разделка и заварка трещин |
Места отпотеваний и течи при гидроиспытании не допускаются. |
||
|
Отклонение от плоскостности торцов колпачковых гаек крепежных изделий фланцев разъема корпуса |
Визуальный контроль. Лупа ЛП1-4 Измерение. Плита поверочная 1-0-400x400 Набор щупoв N 2, кл.1. Образцы шероховатости 12,5 |
Зачистка, шабрение |
1. Шероховатость торцов - 12,5 2. Допуск плоскостности торцов колпачковых гаек - 0,03 мм. |
||
|
Трещины в крепежных изделиях |
Визуальный контроль. Лупа ЛП1-4 УЗК Дефектоскоп ДУК-660М |
Замена |
|||
|
Износ пригнанной поверхности контрольных штифтов и шпилек разъема. |
Визуальный контроль. Лупа ЛП1-4 |
Опиловка забоин, задиров |
Параметр шероховатости поверхности - 1,6 2.* Допускается повреждение не более 25% пригнанной поверхности штифтов 3. Разность диаметров отверстий и контрольных штифтов или шпилек не более 0,03 мм |
||
|
_______________ |
|||||
|
Износ, срыв резьбы крепежных изделий |
Визуальный контроль. Лупа ЛП1-4 Измерение. Шаблоны резьбовые D55° |
1. Прогонка резьбонарезным инструментом. 2. Замена. |
1. Допускается срыв резьбы на первых двух витках. 2. Допускаются забоины на участках не превышающих 10% общей длины витков и 15% от суммарного числа витков. |
||
|
Увеличенный (уменьшенный) зазор "б Эрозионный износ ребер жесткости внутри выхлопных патрубков. |
Измерение. Набор щупов N 2 кл.1 |
1. Шабрение. 2. Фрезерование 3. Установка калиброванной прокладки на поверхность К Зачистка и заплавка эрозированных мест |
1. Величину зазоров "б1" и "в1", см. Обязательное приложение 3 табл.1 2. Обрабатывать только соответствующие поверхности направляющих шпонок. |
||

 ", "в
", "в|
Карта дефектации и ремонта 2 Обоймы диафрагм Поз.2 рис.3.1, 3.2 Количество на изделие, шт - 9 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техничес- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б В Г Д Е Ж З |
Задиры, забоины |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 12,5-ТТ; 12,5-Р; 3,2-ФТ; 3,2-ФП; 3,2-ТТ |
Опиловка, зачистка |
1. Шероховатость поверхности А - 12,5; остальных - 3,2 2. Допускаются отдельные разрозненные риски вдоль поверхностей и пересекающие их не более 50% ширины. |
|
|
Б В |
Износ |
Измерение люфта в соединении. Индикатор ИЧ 10Б кл.1. Визуальный контроль. Лупа ЛП1-4 |
1. Наплавка и обработка |
1. Зазор "у", "г1" табл.1, 2 обязательное приложение 3. 2. Шероховатость поверхности - 3,2 3. Наплавку поверхности Б выполнять шириной не менее 12 мм. 4. На поверхности в наплавку со стороны выхода пара выполнить сплошным пояском, с противоположной стороны допускается прерывистая наплавка. |
|
|
К |
Неплотность разъема |
Измерение. Набор щупов N 2 кл1. Образцы шероховатости 3,2-ШП |
1. Фрезерование 2. Шабрение |
1. Шероховатость поверхности - 3,2. 2.Щуп 0,1 мм при обтянутых шпильках в разъем проходить не должен. |
|
|
Трещины в крепежных изделиях. |
Визуальный контроль. Лупа ЛП1-4 |
Замена |
|||
|
Износ, срыв резьбы крепежных изделий фланца разъема. |
Визуальный контроль. Лупа ЛП1-4 Измерение. Штангенциркуль ШЦ-1-125 -0,1 Шаблоны резьбовые D55° |
1. Прогонка резьбонарезным инструментом. 2. Замена. |
1. Допускается срыв резьбы на первых двух витках. 2. Допускаются забоины на участках не превышающих 10% общей длины витков и 15% от суммарного числа витков. |
||
|
Износ пригнанной поверхности контрольных болтов. |
Визуальный контроль. Лупа ЛП1-4 |
Опиловка |
Допускается повреждение не более 25% пригнанной поверхности контрольных болтов. |
||
|
Карта дефектации и ремонта 3 Диафрагмы Поз.3 рис.3.1, 3.2 Количество на изделие, шт - 27 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б В Г Д Ж З |
Задиры, забойны |
Визуальный контроль Лупа ЛП1-4 Образцы шероховатости 3,2-ШП; 3,2-ТТ; 3,2-ФТ; 3,2-Т; 3,2-ФП |
Опиловка, зачистка |
1. Шероховатость поверхностей - 3,2 2. Допускаются отдельные разрозненные риски вдоль поверхностей и пересекающие их не более 50% ширины |
|
|
А Г |
Износ |
Измерение люфта по шпоночному соединению. Индикатор ИЧ 10Б кл.1 |
Наплавка и обработка |
1. Зазор "У", "Г 2. Наплавку производить по поверхности Г шириной не менее 12 мм. 3. Наплавку на поверхности А производить сплошным пояском со стороны выхода пара, с противоположной стороны допускается прерывистая наплавка. |
|
|
Е |
Притупление гребней надбандажных уплотнений, износ (диафрагмы ступеней 1-27) |
Осмотр. Измерение. Набор щупов N 2 кл.1 Штангенциркуль ШЦ-1-125-0,1-1 |
1. 3аострение кромок гребней. 2. Вырезка и набивка новых уплотнительных гребней, расточка. |
1. См. зазоры "М", "М1" табл.7, 8 обязательное приложение 3. 2. Допускаются местные повреждения 10% уплотнительных гребней, занимающие не более 25% длины гребня по окружности. |
|
|
И |
Неплотность разъема. |
Измерение. Набор щупов N 2, кл.1 Образцы шероховатости 3,2-ШП |
Шабрение |
1. Шероховатость поверхности - 3,2 2. Допускается зазор 0,15 мм по разъему полотна диафрагмы и 0,10 мм по разъему обода диафрагмы. |
|
|
Увеличенный зазор "щ" по вертикальной шпонке |
Измерение. Набор щупов N 2, кл.1 |
Наплавка и обработка шпонки. |
1. Зазор "щ", см. табл.1, 2 обязательное приложение 3 2. Обеспечить требуемый зазор обработкой шпонки. |
||
|
Увеличенный зазор "ц" по продольной шпонке |
Измерение. Штангенциркуль ШЦ-1-125-0,1-1 Концевые меры 1-Н2 набор N 2, кл.1 |
Наплавка и обработка шпонки. |
1. Зазор "ц", см. табл.1, 2 обязательное приложение 3. 2. Обеспечить требуемый зазор обработкой шпонки. |
||
|
Увеличенный остаточный прогиб диафрагм |
Измерение. Линейка поверочная ШД-1-1600. Концевые меры 1-Н2 набор N 2, кл.1 Нутромер микрометрический НМ 175 |
1. Доведение до требуемых осевых зазоров в проточной части. 2. Замена |
1. Допускается остаточный прогиб диафрагм 1,0 мм 2. Допускается утонение полотна диафрагм с целью обеспечения требуемых зазоров проточной части на величину не более 1,5 мм |
||
|
Задиры, следы задеваний ротора на полотне и ободе диафрагм |
Осмотр. Твердомер ТБП 8-450HВ |
1. Зачистка, заоваливание мест задеваний. Проверка на трещины и поверхностную твердость |
|||
|
Солевые отложения на направляющих лопатках |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 3,2-ШП |
Снятие солевых отложений |
Шероховатость поверхности лопаток - 3,2 |
||
|
Дефект крепежных изделий, см. карту 1. |
|||||
|
Трещины, механическое изнашивание, забоины входных и выходных кромок направляющих лопаток. |
Визуальный контроль. Лупа ЛП1-4 |
1. При глубине трещины до 15 мм и механическом изнашивании "вырывах" площадью не более 15х15 мм - выборка, опиловка и скругление 2. Кромки лопаток с забоинами (волнистостью) до 1 мм подлежат правке без подогрева. 3. Скругление забоин глубиной не более 30% толщины лопаток Проверка на трещины |
Количество выборок на ступень не более 15 шт. Радиус закругления кромок в местах выборок должен быть равен 1,5-2 глубины трещины или износа. Дно и края выборки плавно скруглить радиусом не менее 3 мм и закруглить кромки радиусом равным половине толщины кромки в выбранном месте. Ослабление сечения направляющих лопаток после выборки трещин и износов, (вырывов) не более 10%. Следы после правки лопаток допускаются в виде волнистостей с амплитудой до 0,5 мм. Забоины плавно закруглить, острые кромки скруглить радиусом не менее 3 мм. Допускаемое увеличение площади горлового сечения отдельных каналов не более 5% от размера по чертежу. |
||
|
Карта дефектации и ремонта 4 Обоймы уплотнений Поз.4, 6 рис.3.1, 3.2 Количество на изделие, шт. - 5 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Деформация |
Измерение. Нутромер микрометрический НМ 600. |
1. Точение поверхности Д. 2. Термическая правка по технологии, согласованной с ПОТ ЛМЗ. 3. Замена обоймы |
1. Допускаемый минимальный размер "а" - 3 мм. 2. Термическую правку выполнять при разности диаметров расточки в вертикальной и горизонтальной плоскости более 1,5 мм. |
|
|
А Б В Г Д Е Ж И |
Задиры, забоины |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости |
Опиловка, зачистка |
1. Шероховатость поверхностей - 2,5. 2. Допускаются отдельные разрозненные риски вдоль поверхностей и пересекающие их не более 50% ширины. |
|
|
Б Г |
Износ |
Измерение люфта по шпоночному соединению. Индикатор ИЧ 10Б кл.1 Штангенциркуль ЩЦ-П-200-0,05 |
1. Наплавка и обработка. 2. Установка компенсирующей прокладки ("наделки") |
1. См. зазор "т" табл.1 обязательное приложение 3. 2. Наплавку поверхности Г производить шириной не менее 12 мм. 3. Наплавку поверхности Б выполнять только со стороны входа пара в уплотнение, с противоположной стороны устанавливать "наделку". |
|
|
З |
Неплотность разъема |
Измерение. Набор щупов N 2 кл.1 Образцы шероховатости 3,2-ШП |
1. Фрезерование, шлифование 2. Шабрение |
1. Шероховатость поверхности - 3,2. 2. Щуп 0,1 мм при обтянутых шпильках в разъем проходить не должен. |
|
|
К |
Износ пригнанной поверхности под контрольные болты |
||||
|
Дефекты крепежных изделий, см. карту 1. |
|||||
|
Ослабление посадки стопорной шпонки колец уплотнений |
Измерение. Набор щупов N 2, кл.1 |
Наплавка и обработка шпонки |
|||
|
Карта дефектации и ремонта 5 Корпуса каминных уплотнений Поз.5, 7 рис.3.1, 3.2 Количество на изделие, шт - 3. |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Неплотность по горизонтальному и вертикальному разъемам. |
Измерение. Набор щупов N 2, кл. 1 Образцы шероховатости 3,2-ШП |
Шабрение |
1. Шероховатость поверхностей - 3,2. 2. Щуп 0,05 мм при обтянутых шпильках в разъем проходить не должен. По внутреннему и наружному контурам допускается закусывание щупа 0,07 мм на глубину не более 15 мм. 3. Разность диаметров по поверхности В в горизонтальной и вертикальной плоскости не более 1,5 мм. |
|
|
А Б В Г Д Е |
Задиры, забоины. |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 1,6-P; 3,2-ШП; 3,2-ТТ; 3,2-ФТ; 3,2-Р |
Опиловка, зачистка |
1. Шероховатость поверхности остальных - 3,2 2. Допускаются отдельные разрозненные риски вдоль поверхности и пересекающие ее не более 50% ширины |
|
|
В |
Деформация |
Измерение. Нутромер микрометрический НМ 600 Штангенциркуль ШЦ-1-125-0,1-1 |
1. Точение поверхности В. 2. Термическая правка в соответствии с ТИ 381101.323.25202.00030 - "Термическая правка обойм уплотнений", разработанная САРЭ при разности диаметров расточки в вертикальной и горизонтальной плоскости более 1,5 мм. 3. Замена. |
1. Допускаемый минимальный размер "а" - 3 мм. 2. Разность диаметра по поверхности В в вертикальной и горизонтальной плоскости не более 1,5 мм. |
|
|
Дефекты крепежных изделий, см. карту 1. |
|||||
|
Ж |
Износ пригнанной поверхности под контрольные олты* |
||||
____________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
|
Карта дефектации и ремонта 6 Кольца уплотнительные поз.13, рис.3.1, 3.2 Количество на изделие, шт - 80. |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ, притупление уплотнительных гребней, задиры. |
Визуальный контроль. Осмотр. Лупа ЛП1-4 Измерение. Набор щупов N 2, кл.1 Штангенциркуль ШЦ-1-125-0,1-1 |
1. Замена сегментов уплотнительного кольца. 2. Обработка поверхности В. 3. Расточка 4. Заострение уплотнительных гребней 5. Наплавка и проточка уплотнительных гребней, изготовленных из стали 15ХМ. |
1. После обработки поверхности В размер по чертежу "д" может быть восстановлен за счет установки радиальных винтов в местах опирания пружин. 2. Допускаемая минимальная высота "h" короткого гребня - 2,5 мм. 3. Допускаемая максимальная ширина уплотнительного гребня у вершины - 0,4 мм. |
|
|
Б В Г Д Е |
Задиры, забоины |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 3,2-ТТ; 3,2-Т; 3,2-Р |
Зачистка, опиловка |
Шероховатость поверхностей - 3,2 |
|
|
Расслоение уплотнительных гребней вследствие окалины, образования*, |
Осмотр, обстукивание. |
1. Замена сегментов уплотнений. 2. Замена уплотнительных гребней и расточка их. 3. Наплавка уплотнительных гребней, изготовленных из стали, см. п.5 пов.А. |
|||
_____________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
|
Карта дефектации и ремонта 7 Пружины сегментов уплотнительных колец Поз.24 рис.3.1, 3.2 Количество на изделие, шт - 960. |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Трещины |
Визуальный контроль. Лупа ЛП1-4 |
Замена |
||
|
Остаточный прогиб пружин. |
Плита 1-0-400Х400 Индикатор ИЧ 10Б кл.1 |
Замена |
Допуск остаточного прогиба пружины - 0,5 мм. |
||
|
Карта дефектации и ремонта 8 Планка стопорная Поз.12 рис.3.1, 3.2 Количество на изделие, шт - 52. |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Забоины, наклеп |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 6,3 |
1. Зачистка, опиловка 2. Замена |
Шероховатость поверхности - 6,3. |
|
|
Б |
Забоины, Задиры |
Визуальный контроль. Лупа ЛП1-4 |
1. Наплавка, обработка резанием 2. Замена |
Шероховатость поверхности - 6,3 |
|
|
Карта дефектации и ремонта 9 Диафрагма регулирующая. Пoз.19 Pиc. 3.2 Количество на изделие, шт - 1 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б В Г Д Ж З Н Т |
Задиры, забоины |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 3,2-ШП; 3,2-ТТ; 3,2-ФТ; 3,2-Т; 3,2-ФП |
Опиловка, зачистка |
1. Шероховатость поверхности - 3,2 2. Допускаются отдельные разрозненные риски вдоль поверхностей и пересекающие их не более 50% ширины |
|
|
А Г |
Износ |
Измерение люфта по шпоночному соединению. Индикатор ИЧ 10Б, кл.1 |
Наплавка и обработка |
1. Наплавку производить на поверхности шпонки, сопрягаемой с поверхностью Г шириной не менее 12 мм. |
|
|
Е |
Притупление гребней надбандажных уплотнений, износ. |
Визуальный контроль. Лупа ЛП1-4 Измерение. Набор щупов N 2, кл1 |
1. Заострение кромок гребней. 2. Вырезка и набивка новых уплотнительных гребней, расточка |
Допускаются местные повреждения 10% уплотнительных гребней, занимающие не более 25% длины гребня по окружности. |
|
|
И |
Неплотность разъема |
Измерение. Набор щупов N 2, кл.1 Образцы шероховатости 3,2-ШП |
Шабрение |
1. Шероховатость поверхности - 3,2 2. Щуп 0,05 мм при обтянутых шпильках в разъем диафрагмы и кольца проходить не должен. По наружному и внутреннему контуру допускается закусывание щупа 0,07 мм на глубине до 15 мм. |
|
|
К |
Риски, забоины. |
Визуальный контроль. Лупa ЛП1-4 Измерение. Набор щупов N 2, кл.1 Проверка по краске прилегания уплотнительных поясков поворотного кольца и диафрагмы |
1. Шабрение, притирка. 2. Наплавка, проточка, притирка |
1. Шероховатость поверхности - 1,6 2. Допускаются отдельные разрозненные риски вдоль поверхностей и пересекающие их не более 50% ширины. 3. Пятна краски должны распределяться равномерно и занимать не менее 80% поверхности. |
|
|
Увеличенный остаточный прогиб диафрагм. |
Измерение. Линейка поверочная ШД-1-1600 Меры длины концевые плоскопа- Набор N 2, кл.1 Нутромер микрометри- |
1. Доведение до требуемых осевых зазоров в проточной части. 2. Замена. |
Остаточный прогиб диафрагмы не более 1,0 мм |
||
|
Задиры, следы задеваний ротора на полотне и ободе диафрагмы. |
Осмотр. |
1. Зачистка мест задеваний, проверка на трещины и на твердость. 2. Замена |
|||
|
Солевые отложения на направляющих лопатках |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 3,2-ШП |
Снятие солевых отложений: 1) вручную 2) с помощью высоконапорной установки водой Р=29,5 МПа 3) пескоструйной установкой |
Шероховатость поверхности лопаток - 3,2 |
||
|
Увеличенный зазор "ц" по продольной шпонке |
Измерение. Штангенциркуль ШЦ-1-125-0,1 Индикатор ИЧ 10Б, кл.1 Меры длины концевые плоскопараллельные Набор N 2, кл.1 |
Наплавка и обработка |
1. Зазор "ц", см. табл.2 обязательное приложение 3. 2. Обеспечить требуемый зазор обработкой шпонки. |
||
|
Уменьшение (увеличение) зазора между накладкой поз.21 и поворотным кольцом поз.20 |
Измерение. Набор щупов N 2 кл.1 |
Обработка буртов накладки |
Зазор между накладкой и поворотным кольцом должен быть выдержан по всей окружности, см. табл.2 обязательное приложение 3. |
||
|
Разность перекрыш "д" каналов поворотного кольца и диафрагмы. |
Измерение. Щуп клиновой |
1. Снятие фасок в каналах кольца или их наплавка с последующей обработкой |
1. Допускаемая перекрыша не менее 1,5 мм по всей высоте канала. 2. Одновременность открытия каналов проверить при открытии на 3,0 мм - максимальная разность размеров открытия на одном диаметре не более 1,5 мм. |
||
|
Трещины в местах заделки направляющих лопаток в обод и тело диафрагмы |
Визуальный контроль. Лупа ЛП1-4 |
Выборка и заварка трещин по технологии согласованной с ЛМЗ |
|||
|
Трещины, механическое изнашивание, забоины выходных и входных кромок направляющих лопаток |
Визуальный контроль. Лупа ЛП1-4 |
1. При глубине трещины до 15 мм и механическом изнашивании площадью не более 15х15 мм, выборка, опиловка и скругление 2. Забоины глубиной до 1 мм на площади не более 30% площади лопатки подлежат правке без подогрева. |
Количество выборок на ступень не более 15 шт. Радиус закругления кромок в местах выборок должен быть равен 1,5-2 глубины трещины или износа. Дно и края выборки плавно скруглить радиусом не менее 3 мм и закруглить кромки радиусом, равным половине толщины кромок в выбранном месте. Ослабление сечения направляющих лопаток после выборки трещин и износов (вырывов) не более 10%. Следы после правки лопаток допускаются в виде волнистостей с амплитудой до 0,5 мм. Забоины плавно закруглить, острые кромки скруглить радиусом не менее 3 мм. Допускаемое увеличение площади горлового сечения отдельных каналов не более 5% от размера по чертежу. |
||
|
Дефекты крепежных изделий, см. карту 1. |
|||||
|
Карта дефектации и ремонта 10 Кольцо поворотное Поз.20 рис.3.2 Количество на изделие, шт - 1 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Риски, забоины. |
Визуальный контроль. Лупа ЛП1-4 Измерение. Набор щупов N 2, кл.1 Проверка по краске |
1. Шабрение, притирка. 2. Наплавка, проточка, притирка |
1. Шероховатость поверхности - 6,3 2. Допускаются отдельные разрозненные риски вдоль поверхностей и пересекающие их не более 50% ширины. 3. Пятна краски должны распределяться равномерно и занимать не менее 80% поверхности. |
|
|
В |
Неплотность разъема |
Измерение. Набор щупов N 2, кл.1 |
Шабрение |
1. Шероховатость поверхности 3,2 2. Щуп 0,03 мм при обтянутых шпильках разъема проходить не должен. |
|
|
Г Д |
Задиры, забоины, износ |
Визуальный контроль. Лупа ЛП1-4 Измерение. Нутромер микрометрический НМ 1250 |
1. Опиловка, зачистка 2. Наплавка, проточка 3. Замена |
Шероховатость поверхности 3,2 |
|
|
Е |
Задиры, забоины, износ |
Визуальный контроль. Лупа ЛП1-4 |
1. Опиловка, зачистка. 2. Развертывание с заменой сопрягаемой детали |
Шероховатость поверхности - 6,3 |
|
|
Трещины крепежных изделий |
Визуальный контроль. Лупа ЛП1-4 |
Замена |
|||
|
Износ, срыв резьбы крепежных изделий |
Визуальный контроль. Лупа ЛП1-4 Измерение. Штангенциркуль ШЦ-1-125-0,1 Шаблоны резьбовые D55° |
1. Прогонка резьбонарезным инструментом. 2. Замена |
1. Допускается срыв резьбы на первых двух витках. 2. Допускаются забоины на участках, не превышающих 10% общей длины витков и 15% витков от суммарного количества витков. |
||
|
Износ пригнанной поверхности контрольных болтов |
Визуальный контроль. Лупа ЛП1-4 |
Опиловка |
Допускается повреждение не более 25% пригнанной поверхности. |
||
|
Карта дефектации и ремонта 11 Атмосферный клапан-диафрагма Количество на изделие, шт - 4 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Задиры, забоины на тарелке и на седле |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости |
Опиловка, зачистка |
Шероховатость поверхностей - 6,3 |
|
|
Несовпадение плоскостей Б седла и тарелки |
Измерение. Линейка поверочная ЛЧ-0-200. Набор щупов N 2 кл.1 |
Зачистка |
1. Допускается несовпадение плоскостей Б седла и тарелки - 0,1 мм. 2. После каждой разборки клапана устанавливать новую паронитовую прокладку. |
||
|
Заедание по поверхности В. |
Очистка, смазка вазелином (тавотом) |
||||
|
Карта дефектации и ремонта 12 Сборка корпусной части цилиндров рис.3.1, 3.2 |
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Уменьшенный (увеличенный) зазор "а" между лапкой н/п обоймы поз.8 и корпусом цилиндра поз.1 |
Измерение. Штангенглубиномер ШГ 250-0,1 |
Уменьшенный зазор: обработка поверхности лапки н/п обоймы поз.8 Увеличенный зазор: наплавка и обработка поверхности лапки н/п обоймы |
См. табл.1, 2 обязательное приложение 3. |
||
|
Уменьшенный зазор "б" между боковой шпонкой поз.8 н/п обоймы поз.2 и корпусом цилиндра поз.1 |
Измерение. Набор щупов N 2, кл.1 |
Обработка шпонки поз.8 обоймы поз.2 |
Cм. табл.1, 2 обязательное приложение 3 |
||
|
Уменьшенный зазор "д" между боковой шпонкой поз.9 в/п диафрагмы поз.3 и в/п корпуса цилиндра поз.1 |
Измерение. Набор щупов N 2, кл.1 |
Обработка шпонки, поз.9 в/п диафрагмы поз.3 |
См. табл.1, 2 обязательное приложение 3. |
||
|
Уменьшенный (увеличенный) зазор "г" между боковой шпонкой поз.9 в/п диафрагмы, поз.3 и корпусом цилиндра поз.1 (обоймы поз.2) |
Измерение. Штангенглубиномер ШГ 160-0,1 |
Уменьшенный (увеличенный) зазор: изменение толщины калиброванных прокладок под прокладками боковых шпонок, поз.9 в/п диафрагмы поз.3 |
1. См. табл.1, 2 обязательное приложение 3. 2. Допускается изменять толщину самой прокладки вместо установки калиброванной прокладки при увеличении толщины прокладки; ширина наплавки должна быть не менее 75% ширины прокладки. 3. Под прокладками должно быть не более 2-х калиброванных прокладок, минимальная толщина которых должна быть не менее 0,1 мм. |
||
|
Уменьшенный (увеличенный) зазор "е" между стопорной шпонкой поз.10 в/п обоймы поз.2 и боковой шпонкой поз.9 в/п диафрагмы поз.3. |
Измерение. Микрометр МК 25-1 Свинцовые оттиски |
Уменьшенный (увеличенный) зазор: обработка шпонки поз.10 |
См. табл.1.2 обязательное приложение 3 |
||
|
Уменьшенные зазоры "У", "Ф" между н/п диафрагмы поз.3 (обоймы поз.2) и нижней шпонкой поз.14 обоймы (корпуса цилиндра) |
Измерение. Микрометр МК 25-1 Свинцовые оттиски |
Обработка шпонки поз.14 |
См. табл.1, 2 обязательное приложение 3. |
||
|
Уменьшенный зазор "ш" между в/п корпуса цилиндра поз.1 и обоймой поз.2 |
Измерение. Микрометр МК 25-1 Свинцовые оттиски |
Обработка поверхности зуба обоймы поз.2. |
См. табл.1, 2 обязательное приложение 3. |
||
|
Уменьшенные зазоры "м", "н" между корпусом цилиндра поз.1 и обоймой поз.2. |
Измерение. Микрометр МК 25-1 Свинцовые оттиски |
Обработка поверхности корпуса цилиндра поз.1 обоймы поз.2 |
См. табл.1, 2 обязательное приложение 3. |
||
|
Уменьшенные зазоры "к", "л" между обоймой поз.2 и диафрагмой поз.3 |
Измерение. Микрометр МК 25-1 Свинцовые оттиски |
Обработка поверхности обоймы поз.2 |
См. табл.1, 2 обязательное приложение 3. |
||
|
Уменьшенный зазор "И" между обоймой поз.2 и диафрагмой поз.3. |
Измерение. Микрометр МК 25-1 Свинцовые оттиски |
Обработка поверхности диафрагмы поз.3 |
См. табл.1, 2 обязательное приложение 3. |
||
|
Уменьшенный зазор "в" между н/п диафрагмы, поз.3 и обоймой поз.2 |
Измерение. Набор щупов N 3, кл.1 |
Обработка поверхности шпонки поз.11 н/п диафрагмы |
См. табл.1, 2 обязательное приложение 3. |
||
|
Уменьшенный зазор "С" между сегментом уплотнительного кольца поз.13 и расточкой диафрагмы поз.3 (обоймы поз.2) |
Измерение. Набор щупов N 2, кл.1 |
Проточка поверхности В уплотнительного кольца поз.13 см. карту 6 |
1. См. тaбл.1, 2 обязательное приложение 3. 2. Допускаемый минимальный размер "к" на сегменте уплотнительного кольца - 7,0 мм. |
||
|
Уменьшенный зазор "Р" между стопорной шпонкой поз.12 на разъеме диафрагмы поз.3 (обоймы уплотнений поз.4, 6) и сегментом уплотнительного кольца поз.13. |
Измерение. Набор щупов N 2, Кл.1 |
Обработка паза крайнего сегмента полукольца |
См. табл.1, 2 обязательное приложение 3. |
||
|
Уменьшенный (увеличенный) зазор "ж" между торцом уплотнительного полукольца, поз.13 и разъемом диафрагмы, поз.3 (обоймы уплотнений поз.4) |
Измерение. Штангенглубиномер ШT 0-160 Линейка поверочная ЛЧ 0-200 |
Уменьшенный зазор: обработка торца одного сегмента. Увеличенный зазор: заменa одного сегмента и обработка торца до получения требуемого зазора. |
Cм. табл.1, 2 обязательное приложение 3. |
||
3.3. Роторы ВД и НД |
Карта дефектации и ремонта 13 |
Поз.1 Рис 3.8, 3.9
Количество на изделие, шт. - по 1
Ротор ВД
Ротор НД
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Отклонение от круглости и профиля продольного сечения |
Визуальный контроль. Лупа ЛП1-4 Скобы СИ-300 СИ-400 Индикатор ИЧ 10Б, кл.1 Образцы шероховатости 0,8-ШЦ Микрометр МК 250-1 МК 300-1 МК 400-1 |
1. Шлифовка вручную 2. Притирка шеек цилиндрическим притиром. 3. Точение и шлифовка |
1. Шероховатость поверхностей - 0,8. 2. Допуск круглости не более 0,02 мм. 3. Допуск профиля продольного сечения не более 0,09 мм. 4. Допускаются повреждения глубиной до 0,3 мм не более чем на 10% поверхности по длине образующей не более 15%, кольцевые риски глубиной до 0,2 мм. 5. Допускаемое уменьшение диаметра не более 1% от чертежных размеров. |
|
|
В Г |
Задиры, риски |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 3,2-ТТ |
Шабрение |
1. Шероховатость поверхностей 3,2 2. Общая площадь повреждений не более 20%. |
|
|
В Г И К Р |
Увеличенное торцовое биение |
Измерение. Индикатор ИЧ 10Б, кл.1 |
Шабрение |
1. Биение поверхностей И, К не более 0,03 мм. 2. Суммарное биение одноименных точек поверхностей В, Г, Р не более 0,05 мм. |
|
|
Д Е Ж |
Увеличенное радиальное биение |
Измерение. Индикатор ИЧ 10Б, кл.1 |
1. Правка ротора на заводе-изготовителе 2. Замена ротора. 3. Распределение корректирующих масс по длине ротора. 4. Балансировка ротора на низкочастотном балансировочном станке. |
Биение Д не более 0,10 мм Биение Е не более 0,05 мм Биение Ж не более 0,03 мм 2. Корректирующие массы должны компенсировать главный вектор и главный момент дисбалансов (обусловленный остаточным прогибом) участков ротора между плоскостями коррекции (число корректирующих масс 4-6) |
|
|
И К |
Риски, задиры, забоины, отклонение от плоскостности |
Визуальный контроль. Лупа ЛП1-4 Измерение. Линейка ШД-0-630 Набор щупов N 2, кл.1 Образцы шероховатости 0,8-ШЦ |
1. Шабрение 2. Точение и притирка 3. Шлифовка. |
1. Шероховатость поверхности - 0,8. 2. Допуск плоскостности - 0,02 мм. 3. Допускаются кольцевые риски глубиной до 1 мм, шириной 0,1 мм не более двух. 4. Допускаемое уменьшение толщины упорного гребня от чертежных значений не более 2 мм. |
|
|
М |
Обрыв стеллитовых пластин лопаток 29 и 30 ступени. |
Осмотр. |
Замена лопаток. |
Напайка стеллитовых пластин в условиях электростанции запрещается. Допускается эксплуатация рабочих лопаток без отдельных (оборванных) стеллитовых пластин по согласованию с заводом-изготовителем. |
|
|
Трещины, язвенная коррозия на поверхности насадных дисков, работающих в зоне фазового перехода 25, 26, 27 ступ. РНД. |
Визуальный контроль. Лупа ЛП1-4 МПД УЗК Дефектоскоп УД2-12 |
Зачистка |
См. РД 34.30.507-92 |
||
|
Трещины и коррозия на поверхности рабочих лопаток, работающих в зоне фазового перехода 25, 26, 27 ступ. РНД |
Визуальный контроль. Лупа ЛП1-4 МПД УЗК Дефектоскоп УД2-12 |
Зачистка и шлифование |
См. РД 34.30.507-92 |
||
|
У |
Износ шипов рабочих лопаток |
Визуальный контроль. Лупа ЛП1-4 Измерение Штангенциркуль ШЦ-1-125-0,1-1 |
1. Зачистка, проверка травлением на отсутствие трещин. 2. Наплавка кромок шипов (см. информационное письмо ПОТ ЛМЗ 31/190) |
Наплавку кромок выполнить, если высота шипов лопаток над бандажом менее 0,5 мм или шипы стерты заподлицо с бандажом, но сам бандаж не имеет заметного утонения. |
|
|
Ф |
Износ уплотни- |
Визуальный контроль. Лупа ЛП1-4 Измерение. Штангенциркуль ШЦ-1-125-0,1 |
1. Замена бандажей и лопаток 2. Точение гребней бандажа |
Ширина вершин уплотнительных усиков не более 0,7 мм. |
|
|
Ц |
Натиры, забоины на боковых поверхностях дисков |
Визуальный контроль. Лупа ЛП1-4 Твердомер ТБП 8-450НВ |
1. Зачистка, проверка травлением на отсутствие трещин. 2. Проверка на твердость при наличии цветов побежалости. |
1. Допускаются заоваленные следы натиров глубиной до 2 мм. 2. Изменение твердости в местах натиров до цветов побежалости не допускаются. 3. Натиры на щечках дисков не допускаются. |
|
|
Износ ленточных бандажей рабочих лопаток |
Визуальный контроль. Лупа ЛП1-4 Измерение. Штангенциркуль ШЦ-1-125-0,1 |
1. Зачистка, проверка травлением на отсутствие трещин. 2. Замена бандажей без замены лопаток (см. информационное письмо ПОТ ЛМЗ 31/190) 3. Замена лопаток и бандажей |
1. Отсутствие трещин. 2. Высота выступания шипов лопаток над бандажом не менее 0,5 мм. 3. При замене бандажей (без замены лопаток) рабочая часть лопаток должна быть укорочена на 1,0-1,5 мм против размеров по чертежу (см. информационное письмо ПОТ ЛМЗ 31/190). |
||
|
Деформация ленточных бандажей |
Осмотр. |
1. Правка бандажей, подчеканка шипов. Зачистка, проверка травлением на отсутствие трещин. 2. Замена бандажей. |
Отсутствие трещин. |
||
|
Трещины по сварке рабочих лопаток пакетов регулирующей ступени РВД. |
Визуальный контроль. Лупа ЛП1-4 УЗК Дефектоскоп УДМ-3 |
Разделка и заварка трещин, обработка после заварки по технологии, согласованной с ПОТ ЛМЗ. |
|||
|
Эрозионный износ входных кромок рабочих лопаток 30 ступени. |
Визуальный контроль. Лупа ЛП1-4 |
Замена лопаток |
Допускается износ входных кромок лопаток глубиной не более 3 мм на длине 100 мм от вершины; на глубине 2 мм - на участке 100-300 мм от вершины лопатки. |
||
|
Деформация, трещины, вырывы на кромках лопаток |
Визуальный контроль. Лупа ЛП1- Измерение. Штангенциркуль ШЦ-125-0,1 УЗК Дефектоскоп УДМ-3 |
1. Правка кромок. Выборка трещин Опиловка, зачистка, проверка травлением на отсутствие трещин. |
1. Отсутствие трещин. 2. Кромки в местах выборок должны быть заовалены радиусом не менее 1,5 глубины разделки. 3. Допускается уменьшение сечения лопаток после выборки трещин не более 5%. |
||
|
__________________ |
|||||
|
Солевые отложения на поверхности рабочих лопаток и на внутренней поверхности ленточных бандажей |
Визуальный контроль. Лупа ЛП1-4 Измерение. Штангенциркуль ШЦ-1-125-0,1 Образцы шероховатости 1,6-ШП |
Снятие солевых отложений: 1) вручную 2) Высоконапорной установкой давлением воды 29,5 МПа (300 ата) 3) пескоструйной установкой |
Шероховатость поверхности лопаток - 1,6 |
||
|
Ослабление посадки лопаток |
Осмотр, отжим Измерение частот пакетов лопаток Измеритель ИЧЛ-2 |
Перелопачивание |
Требования к вибрационным испытаниям рабочих лопаток должны соответствовать "Временным руководящим указаниям по контролю лопаточного аппарата при ремонте паровых турбин" ЦКБ Главэнергоремонта. |
||
|
Трещины в местах пайки проволочного и трубчатого бандажа к лопаткам. Обрыв проволочного, трубчатого бандажей, а также половин демпферной проволоки. |
Визуальный контроль. Лупа ЛП1-4 |
1. Выборка трещин и пайка. Проверка травлением. 2. Замена бандажей. 3. Виброиспытание пакетов лопаток |
1. Требования к вибрационным испытаниям рабочих лопаток должны соответствовать "Временным руководящим указаниям по контролю лопаточного аппарата при ремонте паровых турбин" ЦКБ Главэнергоремонта 2. Допускаемый разброс пакетов при виброиспытании не более 8%. |
||
|
Ослабление посадки балансиро- |
Осмотр. |
Зачеканка грузов, стопорение |
|||
|
Эрозионный износ выходных кромок рабочих лопаток 30 ступени |
Визуальный контроль. Лупа ЛП1-4 Измерение. УЗК Дефектоскоп УДМ-3 Травление |
1. Подрезка кромок лопаток. 2. Замена лопаток |
Толщина выходной кромки и величина хорды лопатки после отливки должна быть в пределах, предусмотренных эксплуатационным циркуляром N Т-4180 и рекомендаций ЛМЗ. |
||
|
Ф |
Истирание осевых уплотни- |
Визуальный контроль. Лупа ЛП1-4 Измерение. Штангенциркуль ШЦ-1-125-0,1 |
1. Заострение гребней проточкой 2. Замена бандажей и лопаток |
Допускаемая ширина вершин уплотнительных гребней не более 0,7 мм. |
|
|
С |
Задиры, неперпенди- |
Визуальный контроль. Лупа ЛП1-4 Измерение. Образцы шероховатости Угольник. УП-1-60 Щуп N 2, кл.1 |
Подрезка плоскости С на диаметр головки болта. |
Допуск перпендикулярности оси отверстий С - 0,03 мм на длине отверстия |
|
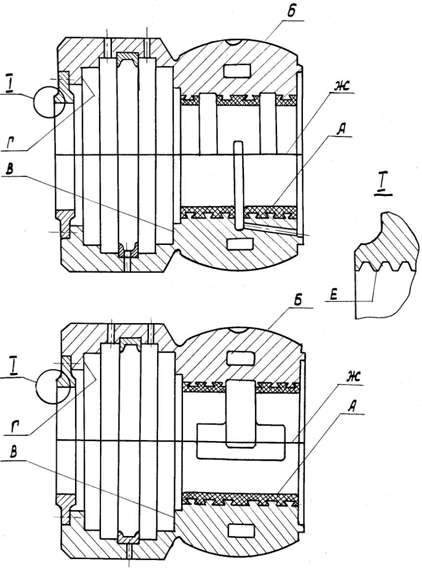
3.4. Муфта РВД-РНД (карта 14)
Нормы зазоров (натягов) - обязательное приложение 3, Табл.3
Рисунок 3.3
3.5 Муфта РНД-РГ (карта 14)
Нормы зазоров (натягов) - обязательное приложение 3 табл.4.
Рисунок 3.4
|
Карта дефектации и ремонта 14 Детали муфт и требования к их сборке (рис.3.3, 3.4) |
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомен- |
Технические требования после ремонта |
|
Неравно- |
Визуальный контроль. Лупа ЛП1-4 Штангенциркуль ШЦ 1-125-0,1 |
1. Установка прокладочных пластин между зубьями и пружиной в соответствии с информационным письмом ЛМЗ N 36-25 и N 36-36 2. Замена полумуфт |
|||
|
Задиры, закаты, наклеп, забоины, износ пружин по рабочим поверхностям |
Визуальный контроль. Лупа ЛП1-4 Измерение. Штангенциркуль ШЦ-1-125-0,1 |
1. Опиловка зачистка 2. Замена |
Допускаемое утонение пружины не более 0,2 мм |
||
|
Деформация пружин |
Визуальный контроль. Лупа ЛП1-4 Штангенциркуль ШЦ-1-125-0,1 Линейка поверочная ШД 0-630 Угольник У Ш-0-400 |
Замена |
1. Перпендикулярность витков к плоскостям А и Б на длине 300 мм не более 1 мм 2. Допуск на отклонение величины шага витков пружины от номинального значения по чертежу ±0,5 мм. |
||
|
Трещины пружин |
Визуальный контроль. Лупа ЛП1-4 |
Замена |
|||
|
Наличие зазоров между пружиной и отдельными зубьями полумуфт при проверке прилегания всех зубьев к пружинам с рабочих сторон путем проворота РВД до начала проворота РНД |
Измерение. Набор щупов N 2, кл.1. |
Установка прокладочных пластин в соответствии с информационным письмом ЛМЗ N 36-25 |
|||
|
Перекрытие радиальных дренажных отверстий в кожухах пружинами муфты РВД-РНД |
Осмотр. |
1. Разворот кожухов муфты РВД, РНД 2. Разделка отверстий |
|||
|
Уменьшенный (увеличенный) зазор "и", см. рис.3.3 |
Измерение. Штангенциркуль ШЦ-П-200-0,05. Нутромер микрометри- Набор щупов N 2, кл.1. |
1. Увеличенный зазор: Установка шайб на поверхность В втулки поз.5 2. Уменьшенный зазор: обработка торца втулки поз.5 |
См. обязательное приложение 3 табл.3 |
||
|
Уменьшенный свободный ход РНД при собранной муфте |
Измерение. Индикатор часовой ИЧ 10Б, кл.1 Нутромер микромет- |
Обработка кожуха и полумуфты |
Допускаемый свободный ход РНД 8-13 мм. |
||
|
Увеличенное биение кожуха по поверхности Д при собранной муфте PВД-PНД, см. рис.3.3 |
Измерение. Индикатор ИЧ 10Б, кл.1 |
1. Смещение кожуха в радиальном направлении в пределах зазора "а" |
Допуск биения поверхности Д - 0,05 мм. |
||
|
Увеличенный (уменьшенный) зазор " m " см. рис.3.3 |
Измерение. Штангенциркуль ШЦ-Ш-320-1600-0,1-1 Нутромер микрометри- |
Увеличенный зазор: 1) обработка поверхности Г кожуха 2) установка кольца в соответствии с информационным письмом ЛМЗ N 36-25. |
См. табл.3 обязательное приложение 3 |
||
|
Уменьшенный зазор: обработка пружин по плоскостям "А" и "Б" |
|||||
|
А |
Неплоскостность поверхности торца полумуфт РНД см. рис.3.4 |
Измерение. Линейка контрольная 1000 Набор щупов N 2, кл.1 |
Шабрение поверхности А |
Допуск плоскостности поверхности А - 0,02 мм |
|
|
А |
Биение поверхности см. рис.3.4 |
Измерение. Индикатор часовой ИЧ 10Б кл.1 |
Шабрение поверхности А |
Допуск биения поверхности А - 0,02 мм |
|
|
Б |
Неперпендику- |
Измерение. Набор щупов N 2, кл.1 |
1. Подрезка отверстий по плоскости Б 2. Установка специальных конусных шайб под гайку на поверхность Б |
Допуск перпендикулярности - 0,05 мм на длине отверстия |
|
|
В |
Риски, задиры в отверстиях полумуфт и на пригнанной поверхности соединительных болтов |
Осмотр, измерение. Образцы шероховатости |
Зачистка |
1. Шероховатость поверхности В - 3,2 2. Общая площадь лысок, задиров не должна превышать 25% поверхности В отверстия. 3. На пригнанной поверхности болтов круговые риски недопустимы. |
|
|
Овальность, конусность отверстий под соединительные болты муфты РНД-РГ (см. рис.3.4) |
Измерение. Нутромер индикаторный НИ 50-100 |
Развертывание отверстий в сборе с полумуфтой РГ |
1. См. табл.4 обязательное приложение 3 2. Допуск круглости - 0,0. мм 3. Допуск конусности - 0,0 мм. 4. При увеличении диаметров отверстий от размеров по чертежу более 4 мм, устанавливать втулки, см. информационное письмо ЛMЗ N 510-163 |
||
|
Трещины на соединительных болтах |
Замена |
||||
|
Увеличение зазора "а", см. рис.3.4 |
Измерение. Нутромер индикаторный НИ50-100 Микрометр МК 75-1 |
Замена соединительных болтов |
См. табл.4 обязательное приложение 3 Соединительные болты должны устанавливаться в соответствующие отверстия от легкого удара молотка, допускаемый зазор не более 0,03 мм. На пригнанной поверхности болтов круговые риски не допустимы. |
||
3.6. Передний подшипник (карты 15, 17-24)
Нормы зазоров (натягов) - обязательное приложение 3, табл.5
Рисунок 3.5
3.7. Средний подшипник (карта 15-24)
Нормы зазоров (натягов) - обязательное приложение 3, табл.5
Рисунок 3.6
Карта дефектации и ремонта 15
Корпуса подшипников Поз.4 рис.3.5, 3.6
Количество на изделие, шт - по 1
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Трещины, пористость, раковины, неплотность прилегания |
Течь масла в эксплуатации. Визуальный контроль. Лупа ЛП1-4 Измерение. Набор щупов N 2, кл.1 |
1. Демонтаж корпуса подшипника. Покрытие эпоксидной смолой дна изнутри корпуса и не контактирующей с опорной плитой наружной поверхности корпуса. 2. Шабрение контактирующих поверхностей корпуса и опорной плиты. |
1. Отсутствие пятен выступания керосина после 24-х часовой керосиновой пробы. 2. Щуп 0,03 мм проходить не должен между корпусом и опорной плитой. |
|
|
Б |
Неплотность разъема корпуса. |
Измерение. Набор щупов N 2 кл.1 Образцы шероховатости 3,2-ШП |
Шабрение |
1. Шероховатость поверхности 3,2 2. Щуп 0,03 мм при обтянутых шпильках в разъем проходить не должен. По наружному и внутреннему контуру допускается закусывание щупа 0,05 мм на глубину не более 15 мм. |
|
|
В Д |
Забоины, задиры |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 3,2-ШП; 3,2-ТТ |
Зачистка, шабрение. Проверка прилегания по краске по поверхности Д н/п маслозащитного кольца. |
Шероховатость поверхности - 3,2. |
|
|
г |
Наклеп и забоины в местах контакта с установочными (опорными) подушками вкладыша |
Осмотр. Проверка по краске. Измерение. Набор щупов N 2, кл.1 Образцы шероховатости 3,2-Р |
1. Шабрение 2. Точение |
Шероховатость поверхности - 3,2 |
|
|
Увеличенный (уменьшенный) зазор "a1" по направляющим шпонкам. |
Измерение. Набор щупов N 3, кл.1 |
1. Шабрение 2. Фрезерование. 3. Установка прокладки из калиброванного проката на поверхность В. |
1. Cм. тaбл.5 обязательное приложение 3. 2. Обрабатывать только соответствующие поверхности направляющей планки. |
||
|
Защемление корпуса подшипника по продольной осевой шпонке |
Измерение зазоров по шпонке. Набор щупов N 2, кл.1 Измерение теплового расширения турбины по реперам. Измерение смещения ригеля фундамента под корпусом подшипника. Теодолит. Измерение уклона корпусов подшипников. Измерение поперечного расширения опорных лап цилиндров. Измерение центровки роторов по полумуфтам и относительно расточек под МЗК. Измерение зазоров по поперечным шпонкам и прижимным шпонкам опорных лап цилиндра. |
1. Демонтаж корпуса подшипника. Дeфeктaция и ремонт шпоночного соединения цилиндра с корпусом подшипника и корпуса подшипника с фундаментной рамой. Обеспечение требуемого зазора "б1". Обеспечение требуемых зазоров "в1", "в2" см. рис.3.1 по поперечным шпонкам. 2. Устранение несоответствия проекта монтажа паропроводов к н/п ЦНД и ЦНД с возможной отрезкой паропроводов и восстановлением проектных значений натягов по стыкам. Работы по п.п.1, 2 выполнить в соответствии с "Технологической инструкцией" 388511.25288.00482. |
См. зазор "г" табл.5 обязательное приложение 3. |
||
|
Трещины крепежных изделий разъема корпуса. |
Визуальный контроль. Лупа ЛП1-4 |
Замена. |
|||
|
Износ пригнанной поверхности контрольных болтов. |
Визуальный контроль. Лупа ЛП1-4 |
Опиловка. |
Допускается повреждение не более 25% пригнанной поверхности контрольных болтов |
||
|
Износ, срыв резьбы крепежных изделий разъема корпуса |
Визуальный контроль. Лупа ЛП1-4 |
1. Прогонка резьбонарезным инструментом 2. Замена. |
1. Допускается срыв резьбы на первых двух витках. 2. Допускаются забоины на участках, не превышающих 10% общей длины витка и 15% от суммарного числа витков. |
|
Карта дефектации и ремонта 16 Вкладыш опорного подшипника ЦВД Поз.11 рис.3.6 Вкладыш опорного подшипника ЦНД поз.4 рис.3.9 Количество на изделие, шт - по 1 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Выкрашивание баббита, раковины, пористость, отставание баббита от корпуса вкладыша. |
Визуальный контроль. Лупа ЛП1-4 УЗК Дефектоскоп УД2-12 Образцы шероховатости 1,6-Р Обстукивание баббита. Керосиновая проба |
1. Перезаливка и расточка вкладыша 2. Точение баббитовой расточки в/п и н/п вкладыша на станке. 3. Наплавка и точение баббитовой расточки в/п и н/п вкладыша на станке. |
1. Шероховатость поверхности - 1,6 2. Минимальная толщина баббитового слоя - 4,0 мм без высоты "ласточкина хвоста". Максимальная толщина баббитового слоя - 6,0 мм плюс 5% диаметра шейки. 3. Допускаются лунки от инородных включений размером 3x3 мм не более 5 шт на глубине не более 2 мм. 4. Наплавку выполнять в случае, если места повреждений занимают площадь не более 10% баббитовой заливки половины вкладыша. Наибольший размер наплавляемого участка 30x30 мм. |
|
|
А |
Полное или частичное выплавление баббита. |
Визуальный контроль. Лупа ЛП1-4 |
Перезаливка и расточка. |
||
|
А |
Увеличение контакта шейки вала с баббитовой расточкой н/п вкладыша. |
Осмотр. Измерение. Штангенциркуль ШЦ-II-250-0,05 |
Проверка точением баббитовой расточки отдельно н/п вкладыша на станке с последующим обеспечением верхнего масляного зазора в подшипнике. |
1. Прилегание шейки ротора к опорной поверхности н/п вкладыша после шабрения должно быть по всей длине вкладыша на дуге 30°. 2. Допуск параллельности поверхности А и Б - 0,05 мм. |
|
|
А |
Следы контакта ротора с баббитовой расточкой в/п вкладыша. |
Осмотр. |
Проверка точением баббитовой расточки в/п вкладыша на станке с последующим обеспечением верхнего масляного зазора в подшипнике. |
Следы контакта ротора с расточкой в/п вкладыша не допускаются. |
|
|
Б |
Наклеп, забоины, задиры на поверхности установочных подушек, отклонение от плоскостности в сопряжении с расточкой в корпусе подшипника. |
Визуальный контроль. Лупа ЛП1-4 Измерение. Проверка по краске. Набор щупов N 2, кл.1 Образцы шероховатости 3,2-Т |
Шабрение поверхности Б подушек по следам краски, наносимой на расточку в корпусе подшипника. |
1. Шероховатость поверхности - 3,2 2. Пятна краски должны располагаться равномерно и занимать не менее 80% поверхности. |
|
|
В |
Забоины, задиры, неплотность разъема. |
Визуальный контроль. Лупа ЛП1-4 Измерение. Набор щупов N 2, кл.1 Образцы шероховатости 1,6-ФТ |
Шабрение |
1. Шероховатость поверхности - 1,6. 2. щуп 0,05 мм при свинченных в/п и н/п вкладыша в разъем проходить не должен. |
|
|
Дефекты крепежных изделий, см. карту 1. |
|||||
|
Карта дефектации и ремонта 17 |
||||||
|
Вкладыш опорно-упорного подшипника ЦВД Вкладыш опорно-упорного подшипника ЦНД |
Поз.7 рис.3.5 Поз.7 рис.3.6 |
|||||
|
Количество на изделие, шт - по 1 |
||||||
|
|
||||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
|
А |
Выкрашивание баббита, раковины, пористость отставание баббита от корпуса вкладыша. |
Визуальный контроль. Лупа ЛП1-4 УЗК. Дефектоскоп УД2-12 Образцы шероховатости 1,6-ШП Обстукивание баббита. Керосиновая проба. |
1. Перезаливка и расточка вкладыша. 2. Шабрение 3. Наплавка и точение баббитовой расточки в/п и н/п вкладыша на станке |
1. Шероховатость поверхности - 1,6 2. Минимальная толщина баббитового слоя - 4,0 мм без высоты "ласточкина хвоста". Максимальная толщина баббитового слоя - 6,0 мм плюс 5% диаметра шейки. 3. Допускаются лунки от инородных включений размером 3x3 мм не более 5 шт. 4. Наплавку выполнять в случае, если места повреждений занимают площадь не более 10% баббитовой заливки половины вкладыша. Наибольший размер наплавляемого участка 30x30 мм. |
||
|
А |
Увеличение контакта шейки вала с баббитовой расточкой н/п вкладыша. Неравномер- |
Осмотр. Измерение. Штангенциркуль ШЦ-П-250-0,05-1 |
Точение баббитовой расточки в/п и н/п вкладыша на станке |
1. Прилегание шейки ротора к опорной поверхности н/п вкладыша после шабрения должно быть по всей длине вкладыша на дуге 30°. 2. Допуск перпендикулярности поверхности А и поверхности баббитовой заливки упорных колодок, установленных с упорными кольцами во вкладыши - 0,02 мм. |
||
|
А |
Следы контакта ротора с баббитовой расточкой в/п вкладыша |
Осмотр. |
Проверка точением баббитовой расточки в/п вкладыша на станке с дальнейшим обеспечением верхнего масляного зазора в подшипнике |
Следы контакта с расточкой в/п вкладыша не допускаются |
||
|
Б В Г |
Наклеп, забоины, задиры, неплотность в сопряжении с соответ- |
Визуальный контроль. Лупа ЛП1-4х Измерение. Проверка по краске. Набор щупов N 2, кл.1 Образцы шероховатости 1,6-ШП; 1,6-ТТ; 1,6-Р |
1. Зачистка 2. Шабрение |
1. Шероховатость поверхности - 1,6 2. Пятна краски должны располагаться равномерно и занимать не менее 80% поверхности. |
||
|
В Г |
Забоины, задиры. |
Визуальный контроль. Лупа ЛП1-4х Образцы шероховатости 1,6-ТТ |
1. Зачистка 2. Опиловка |
1. Шероховатость поверхностей - 1,6 2. В случае нарушений в работе опорно-упорного подшипника в период эксплуатации проверить перпендикулярность поверхности А относительно поверхностей В и Г. Допуск перпендикулярности - 0,02 мм. |
||
|
Е |
Износ уплотни- |
Осмотр. Измерение. Штангенциркуль ШЦ-1-125 -0,1 |
1. Снятие полуколец. Оттяжка уплотнительных гребней 2. Замена. |
Толщина уплотнительных гребней у вершины должна быть не более 0,7 мм. |
||
|
Ж |
Неплотность разъема вкладыша, задиры, забоины. |
Визуальный контроль. Лупа ЛП1-4 Измерение. Проверка по краске. Набор щупов N 2, кл.1 Образцы шероховатости 1,6-ШП |
Шабрение |
1. Шероховатость поверхности - 1,6. 2. Щуп 0,05 мм при свинченной в/п и н/п вкладыша в разъем проходить не должен. |
||
|
Износ пригнанной поверхности контрольных штифтов. |
Визуальный контроль. Лупа ЛП1-4 |
1. Опиловка забоин, задиров 2. Замена штифтов |
Допускается повреждение не более 25% пригнанной поверхности штифтов. |
|||
|
Дефекты крепежных изделий, см. карту 1. |
||||||
|
Карта дефектации и ремонта 18 Обойма вкладыша поз.8 рис.3.5, 3.6. Количество на изделие, шт - 2. |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Наклеп, забоины, задиры, неплотность сопряжения с соответствующей поверхностью вкладыша подшипника. |
Визуальный контроль. Лупа ЛП1-4 Измерение. Проверка по краске. Набор щупов N 2, кл.1 Образцы шероховатости 1,6-P |
1. Зачистка 2. Шабрение |
1. Шероховатость поверхности - 1,6. 2. Пятна краски должны распределяться равномерно и занимать не менее 80% контролируемой поверхности |
|
|
Б Г |
Наклеп, забоины, задиры, неплотность сопряжения с расточкой в корпусе подшипника. |
Визуальный контроль. Лупа ЛП1-4 Измерение. Проверка по краске. Набор щупов N 2, кл.1 Образцы шероховатости 3,2-Р; 3,2-ТТ |
1. Зачистка 2. Шабрение по следам краски наносимой на расточку в корпусе подшипника |
1. Шероховатость поверхности - 3,2 2. Пятна краски должны располагаться равномерно и занимать не менее 80% контролируемой поверхности. |
|
|
В |
Неплотность разъема |
Измерение. Набор щупов N 2, кл.1 |
Шабрение |
При свинченных шпильках разъема щуп 0,05 мм проходить не должен. |
|
|
Дефекты крепежных изделий, см. карту 1. |
|||||
|
Карта дефектации и ремонта 19 Кольцо упорное Поз.2 рис.3.5, 3.6 Количество на изделие, шт - 2 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техничес- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Забоины, задиры. |
Измерение. Проверка по краске. Плита поверочная 1-0-1000х630 Индикатор ИЧ 10Б кл.1 Микрометр МК 50-1 Образцы шероховатости 3,2-ШП |
Шабрение |
1. Шероховатость поверхностей - 3,2 2. В случае нарушений в работе упорного подшипника в период эксплуатации до ремонта, проверить разность по толщине каждого полукольца и полуколец каждого ряда. Допуск разности по толщине - 0,02 мм |
|
|
Карта дефектации и ремонта 20 Кольцо установочное Поз.1 Рис. 3.5, 3.6 Количество на изделие, шт - 2. |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б |
Забоины. |
Измерение. Проверка по краске. Плита поверочная 1-0-1000x630 Микрометр МК 25-1 Индикатор ИЧ 10Б, кл.1 Образцы шероховатости 3,2-ШП |
1. Шлифование 2. Шабрение |
1. Шероховатость поверхностей - 3,2 2. В случае нарушений в работе упорного подшипника в период эксплуатации до ремонта, проверить разность по толщине каждого полукольца. Допуск разности по толщине - 0,02 мм. |
|
|
Карта дефектации и ремонта 21 Кольцо маслозащитное Поз.6 рис.3.5, 3,6 Количество на изделие, шт - 4 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ |
Осмотр. Измерение Штангенциркуль ШЦ-1-125-0,1-1 |
1. Заострение уплотнительных гребней 2. Замена уплотнительных гребней |
Толщина уплотнительных гребней у вершины должны быть не более - 0,3 мм. |
|
|
Б |
Задиры, забоины |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 3,2-ТТ |
1. Опиловка 2. Шабрение |
1. Шероховатость поверхности - 3,2 2. Щуп 0,03 мм при обтянутых болтах между поверхностью Б и корпусом подшипника проходить не должен. |
|
|
в |
Неплотность горизон- |
Измерение. Набор щупов N 2, кл.1 Образцы шероховатости 1,6-Шп |
Шабрение |
1. Шероховатость поверхности - 1,6 2. Щуп 0,03 мм в разъем проходить не должен. |
|
|
Карта дефектации и ремонта 22 Кольцо маслоотбойное Поз.15 рис.3.5, 3.6 Количество на изделие, шт - 5. |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Износ |
Осмотр. Измерение. Штангенциркуль ШЦ-1-125-0,1-1 |
1. Заострение уплотнительных гребней. 2. Замена уплотнительных гребней |
1. Толщина уплотнительных гребней у вершины должна быть не более 0,3 мм. |
|
|
Карта дефектации и ремонта 23 Колодки упорные рабочие Поз.3 рис.3.5, 3.6 Колодки упорные установочные Поз.16 рис.3.5, 3.6 Количество на изделие, шт - 20 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А |
Отставание баббита, забоины, раковины, пористость, выкрашивание. |
Визуальный контроль. Лупа ЛП1-4 Керосиновая проба УЗК Дефектоскоп УД2-12 |
Замена |
||
|
А |
Неравномерность площади натиров на выходкой* кромке колодок одного ряда. |
Визуальный контроль. Лупа ЛП1-4 Измерение. Штангенциркуль ШЦ-11-200-0,05 Образцы шероховатости 3,2-ШП |
Шабрение |
1. Шероховатость поверхности - 3,2 2. Следы натиров на баббитовой расточке колодок одного ряда должны быть одинаковы на каждой колодке и занимать не более 20% поверхности А со стороны выходной кромки. 3. Толщина баббитовой заливки должна быть не менее 1,0 мм и не более 1,5 мм. |
|
|
Б |
Смятие, неравномерность прилегания по контрольной плите. Отклонение от параллельности плоскостей А и Б |
Измерение. Проверка по краске. Набор щупов N 2, кл.1 Индикатор ИЧ 10Б, кл.1 Плита поверочная 1-0-250Х250 |
Шабрение |
1. Контакт по поверхности Б с контрольной плитой должен быть полным. 2. Допуск параллельности плоскостей А и Б - 0,02 мм. 3. B случае нарушений в работе опорно-упорного подшипника в период эксплуатации проверить разность по толщине колодок одного ряда. Разность по толщине не более 0,02 мм |
|
_____________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
|
Карта дефектации и ремонта 24 Сборка подшипников Pис.3.5, 3.6 Количество на изделие, шт - 4 |
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Уменьшенный (увеличенный) зазор "и" между обоймой вкладыша опорно-упорного подшипника, поз.8 и корпусом подшипника поз.4 |
Измерение. Индикатор ИЧ 10Б кл.1 Набор щупов N 2, кл.1 |
Уменьшенный зазор: проточка кольца поз.5. Увеличенный зазор: замена кольца поз.5. Увеличенный натяг: установка прокладки из калиброванного проката на разъем обоймы вкладыша поз.8. |
1. См. табл.5 обязательное приложение 3. 2. Допускаемая минимальная толщина калиброванной прокладки - 0,1 мм. В разъем устанавливать не более одной прокладки. |
||
|
Уменьшенный (увеличенный) натяг "е" между установочной подушкой обоймы вкладыша поз.8 и корпусом подшипника поз.4 |
Измерение. Микрометр МК 25-1 Свинцовые оттиски. |
Уменьшенный (увеличенный) натяг: изменение толщины прокладок под установочной подушкой в/п обоймы вкладыша поз.8 и корпусом подшипника поз.4 |
1. См. табл.5 обязательное приложение 3 2. Допускается не более трех прокладок под установочной подушкой. Минимальная толщина прокладки - 0,1 мм. |
||
|
Уменьшенный (увеличенный) натяг "д" между обоймой вкладыша опорно-упорного подшипника поз.8 и вкладышем поз.7 |
Измерение. Микрометр МК 25-1 |
Уменьшенный натяг: шабровка (фрезерование) разъема в/п обоймы вкладыша. Увеличенный натяг: установка калиброванной прокладки на разъем обоймы поз.8 вкладыша. |
1. См. табл.5 обязательное приложение 3. 2. Допускаемая минимальная толщина калиброванной прокладки - 0,1 мм В разъем устанавливать не более 2-х прокладок. |
||
3.8. Валоповоротное устройство (карты 25-29)
Нормы зазоров (натягов) - обязательное приложение 3, Табл.6
Рисунок 3.7
|
Карта дефектации и ремонта 25 Шестерня ведущая Поз.5 рис.3.7 Количество на изделие, шт. - 1 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б В |
Задиры, забоины |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 0,8-ТТ 0,8-ФП |
Опиловка, зачистка |
Шероховатость поверхности - 0,8 |
|
|
Г |
Задиры, забоины, износ |
Визуальный контроль. Лупа ЛП1-4 Измерение. Нутромер HМ600 |
1. Зачистка, шлифование 2. Хромирование, шлифование 3. Замена |
1. Шероховатость поверхности 0,63 2. Толщина покрытия хромирования не более 0,03 мм |
|
|
Д |
Задиры |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости |
Зачистка, шабрение |
1. Шероховатость поверхности 1,25 2. Допускаются разрозненные повреждения, занимающие не более 20% общей площади |
|
|
Е |
Выкрашивания, задиры, износ |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 3,2 Измерение Набор щупов N 2, кл.1. Микрометр МК 50-1. |
1. Зачистка 2. Замена 3. Проверка контакта |
1. Шероховатость, поверхности зубчатых зацеплений - 3,2 2. Допускаются разрозненные дефекты, занимающие не более 20% поверхности 3. Кромки зубьев со стороны входа в зацепление должны быть закруглены радиусом 0,5 мм с нерабочей стороны зубьев кромки должны иметь фаску 6x45° 4. Боковой зазор в зацеплении с зубчатым венцом полумуфты РНД см. приложение 3 табл.6 5. Пятно контакта по зацеплению зубьев цилиндрической пары должен быть по всей ширине зуба и высоте не менее Н=13 мм. Допускается на отдельных зубьях снижение площади контакта до 50% при условии, что контакт по двум соседним с дефектным зубом составляет не менее 60%. 6. Замену производить шестерни, и венца, парно. |
|
|
Карта дефектации и ремонта 26 Червячное колесо Поз.13 рис.3.7 Количество на изделие, шт - 1 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Б В |
Задиры Забоины |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 0,63-ТТ |
Зачистка, опиловка |
Шероховатость поверхности - 0,63 |
|
|
А |
Задиры, износ |
Визуальный контроль. Лупа ЛП1-4 Измерение. Нутромер НМ-600 |
1. Зачистка, шлифование 2. Хромирование, шлифование 3. Замена |
1. Шероховатость поверхности - 3,2. 2. Толщина покрытия хромирования не более 0,03 мм |
|
|
Г |
Смятие |
Визуальный контроль. Лупа ЛП1-4 Измерение. Меры длины концевые плоскопа- |
1. Опиловка, шабрение 2. Обработка резанием с подгонкой шпонки ремонтного размера |
1. Шероховатость поверхности - 0,63 2. Несимметричность шпоночного паза относительно оси не более 0,03 мм |
|
|
Д |
Выкрашивания, задиры, износ |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 1,6-ФЦП Измерение. Набор щупов N 2, кл.1 Микрометр МК 50-1 |
1. 3ачистка шабрение 2. Замена 3. Проверка контакта |
1. Шероховатость не более - 1,6 2. Допускаются разрозненные дефекты, занимающие не более 20% поверхности 3. Боковой зазор в зацеплении червячной пары см. приложение 3 табл.6. |
|
|
Карта дефектации и ремонта 27 Червяк Поз.15 рис.3.7 Количество на изделие, шт. - 1 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Б В Д Е Ж |
Задиры, забоины, износ |
Визуальный контроль. Лупа ЛП1-4 Измерение. Образцы шероховатости 1,6-ШП Микрометр МК 50-1 |
1. 3ачистка, шлифование 2. Хромирование, шлифование 3. Замена |
1. Шероховатость поверхности - 1,6 2. Толщина покрытия хромирования не более 0,03 мм |
|
|
З И |
Смятие |
Визуальный контроль. Измерение. Лупа ЛП1-4 Меры длины концевые плоско- |
1. Опиловка, шабрение 2. Обработка резанием с подгонкой шпонки ремонтного размера |
1. Шероховатость поверхности - 0,63 2. Несимметричность шпоночного паза относительно оси не более 0,03 мм |
|
|
А Б В Д Е Ж |
Увеличенное биение |
Измерение. Индикатор ИЧ 10Б кл.1 |
Замена |
Биение не более 0,03 мм |
|
|
Г |
Выкрашивания, задиры |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости. 1,6-ФЦП |
1. Зачистка 2. Замена |
1. Шероховатость поверхности - 1,6 2. Допускаются разрозненные дефекты, занимающие не более 20% поверхности 3. Боковой зазор в зацеплении червячной пары, см. приложение 3 табл.6 |
|
|
Д |
Износ, срыв резьбы |
Визуальный контроль. Лупа ЛП1-4 Измерение. Штангенциркуль ШЦ 1-125-0,1 Шаблоны резьбовые D55° |
Прогонка резьбонарезным инструментом |
1. Допускается срыв резьбы на первых двух витках 2. Допускаются забоины на участках, не превышающих 10% общей длины витка и 15% от суммарного числа витков. |
|
|
Карта дефектации и ремонта 28 Вал червячного колеса Поз.18 рис.3.7 Количество на изделие, шт. - 1 |
|||||
|
|
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Технические требования по чертежу |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
А Б Г Е |
Задиры, забоины, износ |
Визуальный контроль. Лупа ЛП1-4 Измерение. Образцы шероховатости 0,8-ШП Микрометр МК 75-1 МК 100-1 МК 125-1 |
1. 3ачистка, шлифование 2. Хромирование, шлифование 3. Замена |
1. Шероховатость поверхности - 0,8 2. Толщина покрытия хромирования не более 0,03 мм |
|
|
В |
Задиры, забоины |
Визуальный контроль. Лупа ЛП1-4 Образцы шероховатости 12,5-TT |
Опиловка, зачистка |
Шероховатость поверхности - 12,5 |
|
|
Ж З |
Задиры, забоины, смятие |
Визуальный контроль. Лупа ЛП1-4 Измерение. Образцы шероховатости 1,6-Т |
1. Опиловка шабрение 2. Замена |
1. Шероховатость поверхности - 1,6 2. Допускаются разрозненные повреждения на рабочей поверхности, занимающие не более 20% общей площади |
|
|
И |
Смятие |
Визуальный контроль. Лупа ЛП1-4х Измерение. Меры длины концевые плоскопараллельные набор N 2, кл.1 |
1. Опиловка, шабрение 2. Обработка резанием с подгонкой шпонки ремонтного размера |
1. Шероховатость поверхности - 6,3 2. Неси мметричность шпоночного паза относительно оси паза не более 0,03 мм |
|
|
А Б Г Е |
Увеличенное биение |
Измерение. Индикатор ИЧ 10Б кл.1 |
Замена |
Допуск биения поверхностей - 0,03 мм |
|
|
Карта дефектации и ремонта 29 Детали валоповоротного устройства и требования к их сборке (Рис.3.7) |
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Трещины, люфт, заедание подшипников |
Визуальный контроль. Лупа ЛП1-4 |
Замена подшипников |
|||
|
Неплотность разъема крышки ВПУ |
Измерение. Набор щупов N 2, кл.1 Образцы шероховатости 3,2-ШП |
Шабрение |
1. Шероховатость поверхностей разъемов - 3,2 2. При свинченных шпильках щуп 0,05 мм в разъем проходить не должен |
||
|
Износ резиновых манжет соединительных болтов муфты "ВПУ - электродвигатель" |
Замена резиновых манжет |
1. Позиционный допуск осей отверстий в полумуфтах в радиальном направлении - ±0,3 мм, по шагу - ±0,4 мм 2. Зазор между полумуфтами электродвигателя и ВПУ не менее 3,0 мм. |
|||
|
Потеря упругости манжет |
Замена манжет |
||||
|
Расцентровка электродвигателя и вала червяка. |
Измерение. Набор щупов N 2, кл.1 |
Перемещение электродвигателя в горизонтальной плоскости и изменение толщины прокладок под электродвигателем. |
Допускаемая расцентровка ±0,1 мм |
||
|
Дефекты крепежных изделий, см. карту 1 |
|||||
|
Увеличенный (уменьшенный) разбег "д" вала червячного колеса |
Измерение. Индикатор ИЧ 10Б, кл.1 |
1. Шабрение поверхности А торцевой крышки поз.8 2. Шабрение поверхности Б торцевой крышки поз.8 |
См. табл.6 обязательное приложение 3 |
||
|
Увеличенный (уменьшенный) разбег "т" вала червяка |
Измерение. Индикатор ИЧ 10Б, кл.1 |
1. Шабрение торцевой поверхности кольца установочного поз.12 2. Замена кольца поз.12, обеспечение разбега |
См. табл.6 обязательное приложение 3. |
||
3.9. Цилиндр ВД (карта 30)
Нормы зазоров (натягов) - обязательное приложение 3, табл.7
Рисунок 3.8
3.10. Цилиндр НД (карта 30)
Нормы зазоров (натягов) - обязательное приложение 3, табл.8
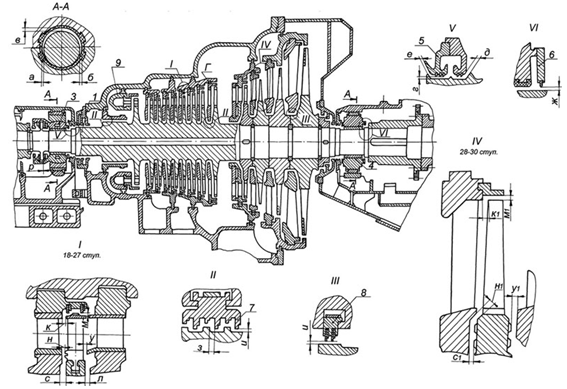
Рисунок 3.9
|
Карта дефектации и ремонта 30 Цилиндры ВД, НД рис.3.8, 3.9 Количество на изделие, шт. - по 1 |
|||||
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Уменьшение осевых зазоров "к", "н", "с", "т", "у", "к1", "н1", "c1" |
Щуп клиновой черт. ХОТЭМ 196137 |
1. Перемещение диафрагм и обойм в осевом направлении 2. Перемещение корпуса цилиндра ВД в осевом направлении 3. Перемещение упорных подшипников и каждого ротора в осевом направлении. 4. Проточка бандажей и уплотнений у корня лопаток. 5. Замена диафрагм |
1. См. табл.7, 8 обязательное приложение 3 2. Допускается сточить с бандажей и уплотнений у корня лопаток не более 1,0 мм от чертежного размера 3. Допускается подрезка внутренних и внешних бандажей диафрагм ЦВД на величину не более 1 мм от размера по чертежу. 4. Допускаемое уменьшение толщины тела тела* диафрагм не более 1,0 мм. 5. При перемещении стальных диафрагм и обойм для уменьшения осевых зазоров "к", "н", "с" точить упорную сторону посадочного зуба диафрагм (обойм), с противоположной стороны зуба наплавить и обработать по окружности отдельными участками (допускается несплошным пояском) |
||
|
____________________ |
|||||
|
Увеличение боковых масляных зазоров в подшипниках "а" и "б" |
Измерение. Набор щупов N 2, кл.1 |
1. Перезаливка подшипника и расточка 2. Замена вкладыша |
1. См. табл.7 ,8 обязательное приложение 3 2. Минимальная толщина баббитового слоя в подшипниках - 4 мм |
||
|
Увеличение осевых зазоров "к", "н", "к1", "1" ЦВД и ЦНД |
Измерение. Щуп клиновой черт. ХО ТЭМ 196137 |
1. Наплавка и проточка по торцу бандажей секционных решеток сварных диафрагм. 2. См. л.116* п.1-5 для уменьшения зазоров. |
1. См. табл.7, 8 обязательное приложение 3. 2. См. л.116* п.2-5 Т.Т для уменьшения зазоров. |
||
|
_______________________ * Текст документа соответствует оригиналу. - Примечание изготовителя базы данных. |
|||||
|
Увеличение верхних масляных зазоров в подшипниках "в" |
Измерение. Микрометр МК 25-1 Образцы шероховатости. |
1. Шабрение разъема в/п вкладыша 2. Фрезерование разъема. 3. Перезаливка в/п вкладыша. |
2. См. табл.7, 8 обязательное приложение 3 2. Шероховатость поверхности 3,2 3. Минимальная толщина баббитового слоя в подшипнике - 4,0 мм. |
||
|
Увеличение радиальных зазоров "И" в уплотнениях |
Измерение. Набор щупов N 2, кл.1. |
1. Обработка посадочной поверхности "заплечиков" сегментов. 2. Замена сегментов уплотнительных колец и расточка уплотнительных гребней |
1. См. табл.7, 8 обязательное приложение 3 2. Допускается уменьшение размера "д" после обработки поверхности В на 1,0 мм от чертежного размера, см. рис. к карте 6. 3. Для сохранения постоянного размера "д" от места опирания пружины (поверхность Г ) до поверхности В допускается установка на поверхности Г радиальных винтов или точечная наплавка в месте опирания пружины при уменьшении размера "д" на величину более 0,5 мм |
||
|
Уменьшение радиальных зазоров "и" в уплотнениях |
Измерение. Набор щупов N 2, кл.1 |
Расточка уплотнительных гребней по поверхности А (см. карту 6) |
При уменьшении размера "д" на величину более 0,5 мм необходимо выполнить наплавку с последующей обработкой мест опирания под пружину на поверхности Г (или установку радиальных винтов), обеспечив чертежный размер "д". |
||
|
Увеличение радиальных зазоров "г" по маслозащитным кольцам подшипников |
Измерение. Набор щупов N 2, кл.1 |
1 |
1. Замена уплотнительных гребней маслозащитных колец и расточка 2. Оттяжка уплотнительных гребней маслозащитных колец. |
См. табл.7, 8 обязательное приложение 3 |
|
|
Уменьшение осевых зазоров "з" в уплотнениях |
Измерение. Щуп клиновой черт. СвЭР Т-227 |
1. Перемещение в осевом направлении диафрагмы (обоймы) 2. Установка специальных сегментов колец уплотнений со смещенной "шейкой" |
См. табл.7, 8 обязательное приложение 3. |
||
|
Увеличение радиальных зазоров "м", "м1" по надбандажным уплотнениям |
Измерение. Набор щупов N 2, кл.1 |
Замена уплотнительных гребней, расточка |
См. табл.7, 8 обязательное приложение 3 |
||
|
Несоосность (расцентровка) диафрагм и обойм относительно оси ротора. |
Измерение. Набор щупов N 2, кл.1 Индикатор ИЧ 10Б, кл.1. Приборы оптико-механического комплекса |
1. Центровка диафрагм и обойм в вертикальной плоскости за счет изменения толщины боковых опорных шпонок диафрагм и обойм. 2. Центровка диафрагм и обойм в горизонтальной плоскости "перевалкой" - увеличение толщины одной боковой опорной шпонки диафрагмы (обоймы) и соответственно на ту же величину уменьшение толщины другой боковой опорной шпонки. 3. Центровка диафрагм и обойм в горизонтальной плоскости смещением паза под нижнюю центрирующую шпонку - наплавка и обработка одной посадочной стороны паза и обработка второй стороны паза. 4. Центровка диафрагм и обойм перемещением корпуса цилиндра в горизонтальной плоскости за счет смещения вертикальной шпонки и переразвер- 5. Центровка диафрагм, обойм перемещением корпуса цилиндра в вертикальной плоскости за счет обработки поперечных шпонок под лапами корпуса и установки дополнительных прокладок под поперечные шпонки лап корпуса. |
1. Допуск соосности (расцентровка) диафрагм и направляющих аппаратов ЦВД и ЦНД по замерам в каждой плоскости - 0,3 мм (по оси 0,15 мм), обойм уплотнений - 0,5 мм (по оси 0,25 мм) Необходимость центровки обойм и диафрагм определить по величинам тепловых зазоров между обоймой и корпусом цилиндра и возможностью исправления центровки диафрагм перемещением обоймы. 2. Перевалку допускается выполнять при величинах расцентровки по замерам до 1,0 мм (по оси 0,5 мм). 3. Толщина дополнительной прокладки, устанавливаемой под поперечные шпонки лап корпуса цилиндра должна быть не менее 0,5 мм, допуск на отклонение толщины прокладки - 0,02 мм |
||
|
Несоответствие требуемой величины удлинения крепежных изделий разъема ЦВД при затяжке |
Измерение. Прибор УИН-1 |
Перезатяжка крепежных изделий |
См. инструкцию ЛМЗ 1001001ИМ |
||
|
Увеличение (уменьшение) осевых зазоров "е" и "д" по маслозащитным кольцам подшипников |
Измерение. Щуп клиновой черт.ХоТЭМ 196137 |
Перемещение маслозащитного кольца в осевом направлении обработкой фланца или установкой прокладки между фланцем и корпусом подшипника. |
См. табл.7, 8 обязательное приложение 3. |
||
|
Увеличение радиального зазора " ж" по уплотнительным гребням МЗК вкладышей подшипников. |
Измерение. Набор щупов N 2 кл.1 |
1. Оттяжка и проточка уплотнительных гребней 2. Шабрение разъема, деформация кольца в горизонтальной плоскости и проточка. 3. Замена уплотнительных гребней и проточка. |
См. табл.7, 8 обязательное приложение 3 |
||
4. Требования к собранному изделию
4.1. Требования к собранным узлам турбоагрегата.
4.1.1. При подготовке турбины к сборке должны быть продуты воздухом или паром Р=0,6 МПа (6 ата) все дренажи, выведенные из внутренних полостей корпусов цилиндров, все внутренние полости цилиндров, камер отборов, камер сопловых аппаратов и т.п. Трубопроводы и камеры, не доступные визуальному контролю, дополнительно должны быть проверены на отсутствие металлических предметов электромагнитом грузоподъемностью не менее 30Н.
4.1.2. При сборке смазать графитом сопрягаемые и посадочные поверхности корпусов цилиндров, обойм, диафрагм, сегментов уплотнительных колец, металлические и паронитовые прокладки, устанавливаемые на воде и паре, крепежные изделия на выхлопных патрубках ЦНД, разъем корпуса ЦВД.
4.1.3. Резьбовые соединения крепежных изделий ЦВД и ЦНД, установленных как снаружи, так и в паровом пространстве, а также посадочную поверхность контрольных болтов, устанавливаемых в зоне высоких температур, необходимо смазать дисульфид-молибденовой смазкой или смазкой на основе гексагонального нитрида бора (ТИ ЛМЗ-25000.00040).
4.1.4. Посадочную поверхность призонных болтов, устанавливаемых снаружи в зоне невысоких температур, смазать олеиновой кислотой.
4.1.5. Разъем корпуса ЦНД должен быть смазан при сборке мастикой (олифа натуральная, льняная, вареная - 40%, чешуйчатый графит - 40%, мел - 10%, свинцовый сурик - 10%).
4.1.6. Разъемы крышек подшипников, посадочные места маслозащитных колец должны быть смазаны при сборке бакелитовым лаком (ГОСТ 901-78).
4.1.7. Свинчивание шпилек горизонтального разъема ЦВД и ЦНД, за исключением шпилек, свинчиваемых на холодную, следует выполнить с предварительным нагревом шпилек специальными нагревателями, устанавливаемыми во внутренние отверстия шпилек. Нагрев шпилек открытым пламенем категорически запрещается.
Затяжку крепежных деталей производить согласно инструкции 1001001 ИМ ЛM3.
4.1.8. Крутящий момент при затяжке мелких крепежных изделий должен быть в пределах:
M12-35-50 Н.м (3,5-5 кгс.м)
M16-90-I20 Н.м (9-12 кгс.м)
M20-I70 Н.м (17-20 кгс.м)
М24-320-360 Н.м(32-36 кгс.м)
М30-350-400 Н.м(35-40 кгс.м).
Для повторно используемых шпилек момент затяжки увеличить на 10-15%.
4.1.9. В период ремонта, в случае разборки соединений, подлежит обязательной замене уплотнительные прокладки, в том числе металлические шплинты, стопорная проволока, стопорные и пружинные шайбы. Концы шплинтов должны быть разведены и загнуты. В местах сгибов шплинтов и отгибных шайб надломы не допускаются. Не допускается установка шплинтов меньшего диаметра.
4.1.10. Новые уплотнительные прокладки не должны иметь повреждений, поверхности должны быть ровными, чистыми, без трещин, царапин, морщин, надломов, рыхлых расслоений.
На поверхности резиновых уплотнительных шнуров не должно быть трещин, пузырей, углублений, выступов, надломов, посторонних включений размером более 0,3 мм и количеством более 5 штук на метр; допускаются пролежни глубиной до 0,2 мм.
4.2. Основные параметры и эксплуатационные характеристики отремонтированной турбины должны соответствовать показателям, указанным в паспорте (формуляре) турбины и в "Правилах технической эксплуатации электрических сетей и станций".
Показатели технической эффективности (удельный расход тепла, удельный расход пара и др.) отремонтированной турбины не должны быть хуже показателей, установленных в "Типовой энергетической характеристике турбоагрегата ПТ-60-130/3 ЛМЗ".
4.3. Показатели надежности отремонтированной турбины (включая систему регулирования и парораспределения, конденсатор и маслосистему) должны соответствовать следующим требованиям.
Периодичность капитальных ремонтов - не менее 4 года;
Коэффициент готовности - не менее 0,97;
Средняя наработка на отказ - не менее 5000 ч., при этом средняя наработка на отказ
рабочих лопаток 30 ступени - 7500 ч.
подшипников, системы регулирования и парораспределения - 7500 ч.
цилиндра низкого давления - 15000 ч.
цилиндра высокого давления - 30000 ч.
4.4. Требования безопасности к отремонтированным узлам системы регулирования и эксплуатации должны соответствовать.
"Правилам техники безопасности при эксплуатации тепломеханического оборудования электростанций и тепловых сетей" - М.: "Энергоатомиздат", 1984.
"Правилам техники безопасности при эксплуатации энергоустановок" - М.: "Энергоиздат", 1982.
Температура наружного слоя изоляции при работе турбины не должна превышать 45°С.
4.2.* Требования к взаимному положению составных частей турбоагрегата при сборке
______________________
* Нумерация соответствует ориганулу. - Примечание изготовителя базы данных.
|
Обоз- |
Возможный дефект |
Способ установления и контрольный инструмент |
Техни- |
Заключение и рекомендуемый способ ремонта |
Технические требования после ремонта |
|
Отклонение от соосности (расцентровка роторов) |
Замер. Набор щупов N 2, кл.1 |
См. табл. обязательное приложение 3 (по данным ЛМЗ) |
Перемещение подшипников турбины изменением толщины прокладок под опорными колодкам |
1. См. табл. обязательное приложение 3 2. Под опорными колодками допускается не более трех прокладок, минимальная толщина прокладок - 0,1 мм |
|
|
Увеличенное биение переднего конца РВД ("маятник") Несоответствие допускаемой величины абсолютного расширения ЦВД |
Замер. Индикатор ИЧ-10Б кл. 1 |
Шабрение торца полумуфты РВД. Выполнить рекомендации по нормализации расширения опор согласно указаний карты 15 л.77* |
1. Допуск радиального биения переднего конца 0,15 мм. 2. Требуемый крутящий момент при затяжке болтов всех муфт турбины - 882-980 Н.м |
||
|
_____________________ |
|||||
|
Увеличенная несоосность ("коленчатость") соединения муфт роторов |
Замер. Индикатор ИЧ 10Б кл.1 |
1. Относительное смещение полумуфт роторов в пределах зазоров по соединительным болтам муфт. Относительное смещение полyмуфт роторов, разворачивание отверстий под соединительные болты. |
Допуск соосности - 0,04 мм |
||
|
Вибрация опор на рабочей или резонансной частоте вращения превышает нормы, установленные ГОСТ 25364-88. |
Исследование причин вибрации турбоагрегата. Виброиссле- |
1. Балансировка на низкочастотном балансировочном станке, см. "Методические указания по динамической балансировке роторов на станке маятникового типа" - М. ОРГРЭС, 1975 2. Распределение корректирующих масс по длине валопровода. (см. МУ-34-70-162-87) "Методические указания по балансировке многоопорных валопроводов турбоагрегатов на электростанциях"* СПО Союзтехэнерго, Л.1988. |
Вибрация не должна превышать норм, установленных ГОСТ 25364-88. |
||
|
________________ * На территории Российской Федерации действует СО 34.30.604-00 (РД 153-34.1-30.604-00), здесь и далее по тексту. - Примечание изготовителя базы данных. |
|||||
|
3. Балансировка валопровода в собственных подшипниках (См. "Руководящие указания по балансировке роторов турбоагрегатов в собственных подшипниках" М. Энергия 1967 и МУ-34-70-162-87 "Методические указания по балансировке многоопорных валопроводов турбоагрегатов на электростанциях". |
|||||
|
4. При наличии низкочастотной составляющей вибрации: а) обеспечение требуемых масляных зазоров в подшипниках см. табл.5 обязательное приложение 3 б) обеспечение требуемой центровки валопровода турбоагрегата. |
|||||
5. Испытания
5.1. Перед выводом в капитальный ремонт необходимо выполнить испытания турбины в соответствии с "Инструкцией по проведению экспресс-испытаний турбоустановки ПТ-60/75-130/13" ЛМ3, "Правилами технической эксплуатации электрических станций и сетей", М.: Энергоатомиздат, 1989
5.2.Контроль выполнения требований, приведенных в п.4.1, производится визуально.
5.3. Испытания турбины после ремонта с целью определения соответствия ее основных параметров и эксплуатационных характеристик требованиям, указанным в п.4.2, необходимо выполнить в соответствии с документами, указанным в п.5.1.
5.4. Проверка показателей, указанных в п.4.3, при выдаче турбины из ремонта не производится. Показатели определяются в процессе эксплуатации после ремонта.
6. Консервация
Консервацию цилиндров турбины, в случае вывода турбины в резерв после ремонта, выполнить в соответствии с "Руководящими указаниями по консервации теплоэнергетического оборудования ТЭС", ВТИ, 1988 или в соответствии с "Методическими указаниями по консервации паротурбинного оборудования ТЭС и АЭС подогретым воздухом" - МУ 34-70-078-84, М. - СПО Союзтехзнерго, 1984 г.
В технической документации на законсервированную турбину должны быть указаны условия хранения и дата консервации.
7. Маркировка
7.1. Все надписи на табличке завода-изготовителя турбины должны быть восстановлены.
7.2. Ремонтное предприятие рядом с табличкой завода-изготовителя устанавливает прямоугольную табличку 80x63 по ГОСТ 12971-67.
7.3. На табличке указать товарный знак и наименование ремонтного предприятия, номер настоящих ТУ на ремонт, год и месяц проведения ремонта.
8. Комплектность
8.1. Комплектность цилиндров турбины, сдаваемой в ремонт и принимаемой из ремонта должна соответствовать требованиям конструкторской документации на изделие.
8.2. Заказчик передает Исполнителю на время проведения ремонта исправный комплект специального инструмента и приспособлений, поставляемых заводом-изготовителем турбины.
8.3. Заказчик передает Исполнителю на период ремонта формуляр турбины, карты измерений предыдущих ремонтов, сведения о наработке составных частей, а так же документацию (конструкторскую и технологическую), входящую в комплект поставки турбины заводом-изготовителем.
9. Гарантии
9.1. Исполнитель ремонта гарантирует соответствие отремонтированной турбины и ее составных частей требованиям настоящих ТУ, при соблюдении Заказчиком правил эксплуатации.
9.2. Гарантийный срок эксплуатации (до аварии, отказов 1 или 2 степени) - 12 месяцев с момента ввода турбины в эксплуатацию и не более 18 месяцев с момента выдачи из ремонта, а также не более, чем до первого ремонта, выполняемого без участия Исполнителя, назначившего гарантию, или без согласования с ним.
При выполнении ремонта несколькими Исполнителями гарантия распространяется в пределах выполненного объема работ каждым Исполнителем.
ХЦКБ "Энергопрогресс"
Главный инженер Н.И.Мамонтов
Заведующий КТОПТ И.В.Гарькавенко
Главный технолог проекта Е.А.Рабинович
Инженер-технолог 2 категории В.В.Пирог
АООТ "ЦКБ Энергоремонт"
Главный конструктор проекта В.М.Карлинер
Приложение 1
справочное
Перечень документов, упомянутых в ТУ
|
Наименование документа |
Обозначение документа |
Год утверждения, издания, кем издан |
Номера пунктов |
|
Государственный стандарт |
Прилож.4 |
||
|
Раздел 4 |
|||
|
Прилож.4 |
|||
|
то же |
|||
|
Прилож.2 |
|||
|
Прилож.4 |
|||
|
Прилож.4 |
|||
|
то же |
|||
|
Раздел 4 |
|||
|
Прилож.2 |
|||
|
Прилож.4 |
|||
|
то же |
|||
|
Прилож.4 |
|||
|
то же |
|||
|
Прилож.4 |
|||
|
то же |
|||
|
" |
|||
|
ГОСТ 9378-75 |
" |
||
|
Раздел 2. |
|||
|
Прилож.4 |
|||
|
то же |
|||
|
Раздел 7 |
|||
|
Прилож.4 |
|||
|
Прилож.2 |
|||
|
Прилож.4 |
|||
|
ГОСТ 25364-88 |
Раздел 4.2 |
||
|
Прилож.4 |
|||
|
Технические условия |
то же |
||
|
то же |
ТУ 2-034-231-88 |
" |
|
|
ТУ 2-034-228-87 |
" |
||
|
ТУ 34-38-20138-81 |
" |
||
|
ТУ 34-38.10042-80 |
Прилож.4 |
||
|
ТУ 25-7761.001-86 |
то же |
||
|
ТУ 6-18-14-81 |
Раздел 2 |
||
|
ТУ 38-10738-80 |
п.2.13 то же |
||
|
Руководящие технические материалы по исправлению дефектов в литых корпусах турбин методом заварки без термической обработки. |
РД 108.021.112-88 |
Л.: ЦКТИ, 1988 |
п.1,6; п.2.5 к.1 |
|
Руководящие технические материалы по ремонту покоробленных корпусов паровых турбин. |
РТМ 108.021.55-77 |
Л.: ЦКТИ, 1977 |
п.1.6, к.1 |
|
Руководящие указания по балансировке роторов турбоагрегатов в собственных подшипниках. |
- |
М.: Энергия, 1967 |
4.2 |
|
Руководящие указания по консервации теплоэнергетического оборудования TЭC. |
- |
ВТИ, 1988 |
Раздел 6 |
|
Методические указания по динамической балансировке роторов на станке маятникового типа. |
- |
М.: ОРГЭС, 1975 |
Раздел 4.2 |
|
Методические указания по проверке и испытаниям автоматических систем регулирования и защит паровых турбин. |
М.: СПО Союзтехэнерго, 1988 |
то же |
|
|
Методические указания по консервации паротурбинного оборудования ТЭС и АЭС подогретым воздухом. |
МУ 34-70-078-84 |
М.: СПО Союзтехэнерго" 1984 |
Раздел 6 |
|
Методические указания по балансировке многоопорных валопроводов турбоагрегатов на электростанциях. |
МУ 34-70-162-87 |
М.: СПО Союзтехэнерго, 1988 |
Раздел 4.2 |
|
Правила организации технического обслуживания и ремонта оборудования, зданий и сооружений электростанций и сетей. |
РД Пр 34-38-030-92 |
М.: Минтопэнерго РФ, 1992 |
п.16 |
|
Правила технической эксплуатации электрических станций и сетей. |
- |
М.: "Энергоатомиздат", 1989 |
п.16, Разделы 4, 5 |
|
- |
М.: Энергоатомиздат, 1984 |
п.1,6; п.4.4 |
|
|
Правила техники безопасности при эксплуатации энергоустановок. |
- |
М.: Энергоиздат, 1982 |
п.4.4 |
|
Методические указания по предотвращению коррозионных повреждений дисков и лопаточного аппарата паровых турбин в зоне фазового перехода. |
М.: Росэнерго, 1992 |
к.13 |
|
|
Типовая технологическая инструкция "Термическая правка обойм уплотнений" |
ТИ 381101.323.25202.00030 |
ПО САРЭ, 1987 |
К.4,5 |
|
Типовая инструкция по контролю и продлению срока службы металла основных элементов, котлов, турбин и трубопроводов тепловых электростанций. |
РД 34-17-421-92 |
М.: ОРГРЭС, 1992 |
п.1.6 |
|
Технологическая инструкция "Противопригарная смазка на основе дисульфида молибдена" |
ТИ ЛМЗ 25000.00105 |
ПОТ ЛМЗ, 1982 |
Paздел 4, п.4.1.3 |
|
Технологическая инструкция "Суспензия на основе гексагонального нитрида бора". |
ТИ ЛМЗ 25000.00040 |
ПОТ ЛМЗ, 1979 |
То же |
|
Инструкция. |
1001001 НM |
ПОТ ЛМЗ |
К.30 |
|
Информационное письмо |
N 601-84 |
ЛМЗ, 1978 |
к.29 |
|
Информационное письмо |
ЛМЗ |
- |
|
|
N 36/190 |
к.13 |
||
|
N 510-107 |
к.13 |
||
|
N 510-163 |
K.13 |
||
|
N 601-33-929 |
к.4 |
Приложение 2
обязательное
Таблица по замене материалов
|
Наименование составной части |
Обозначение составной части |
Марка материала по стандарту или ТУ |
|||
|
по чертежу |
заменителя |
||||
|
1. ЦИЛИНДР BЫCOKOГО ДАВЛЕНИЯ |
|||||
|
КОРПУС ЦВД |
|||||
|
Болт М42х180 |
ПН-483-63 |
Сталь 25Х2МФА |
Сталь 25Х2М1Ф |
||
|
Болт специальный М42 |
Д-1187910 |
Сталь 25Х2МФА |
Сталь 25Х2М1Ф |
||
|
Болт специальный М24 |
Д-1164809 |
Сталь 25Х2МФА |
Сталь 25Х2М1Ф |
||
|
Болт отжимной |
Д-1072704 |
Сталь 35 |
Сталь 40 |
||
|
Болт отжимной трап. 50x8. |
ПН 253-53 |
Сталь 45 |
Сталь 50 |
||
|
Шайба 30 |
H231-55 |
Сталь 20 |
Сталь 25 |
||
|
Шпилька М48х4х360 |
93.7850.430 |
Сталь 20Х1М1ФТР |
Сталь 20Х1М1Ф1БР |
||
|
Болт М42х180 |
ПН-483-63 |
Сталь 25Х2МФА |
Сталь 25Х2М1Ф |
||
|
Шайба 42 |
Ст.3 |
Сталь 20 |
|||
|
Болт специальный М42 |
Д-1187910 |
Сталь 25Х2МФА |
Сталь 25Х2М1Ф |
||
|
Гайка колпачковая 1М76х4 |
ПН-405-14-59 |
Сталь 35ХМА |
Сталь 35ХМ |
||
|
Пробка специальная М30 |
Д-10231 |
Сталь 25 |
Сталь 30 |
||
|
Пробка М42 |
ПН351-59 |
Сталь 25 |
Сталь 30 |
||
|
ОБОЙМЫ ДИАФРАГМ ЦВД |
|||||
|
Болт отжимной М24х160 |
Н332-52 |
Сталь 45 |
Сталь 50 |
||
|
Болт M12х80 |
Н426-58 |
Сталь 25 |
Сталь 30 |
||
|
Шайба стопорная |
ПН300-63 |
Сталь 12MX |
Сталь 12Х1МФ |
||
|
Винт М16х30 специальный для обойм N 1 и N 2 |
Д-1130281 |
Сталь 25Х2МФА |
Сталь 25Х2М1Ф |
||
|
Винт M16х30 |
Н28-46 |
Сталь 45 |
Сталь 50 |
||
|
Прокладка |
ПН341-57 |
Сталь 1X13 |
Сталь 20X13 |
||
|
Винт М5х15 |
Н27-46 |
Сталь 45 |
Сталь 50 |
||
|
Шайба стопорная 32 |
50.7977.032 |
Сталь 1X13 |
Сталь 20X13 |
||
|
Шпилька специальная М30х155 |
ПН550-68 |
Сталь 20Х1М1Ф1ТР |
Сталь 20Х1М1Ф1БР |
||
|
Гайка колпачковая М30 |
ПН296-5-56 |
Сталь 25Х2МФА |
Сталь 25Х2М1Ф |
||
|
Болт калиброванный M30х180 |
ПН500-64 |
Сталь 20Х1МФ1ТР |
Сталь 20Х1М1ФБР |
||
|
Болт калиброванный M30х180 |
ПН381-58 |
Сталь 25Х2МФА |
Сталь 25Х2М1Ф |
||
|
Гайка колпачковая М30 |
Сталь 35ХМА |
Сталь 38ХМ или 35ХМ |
|||
|
Шпилька специальная М30x155 |
ПН-439-60 |
Сталь 25Х2МФА |
Сталь 25Х2М1Ф |
||
|
ДИАФРАГМЫ ЦВД |
|||||
|
Прокладка 8x14x40 |
ПН-340-57 |
Сталь 1X13 |
Сталь 20X13 |
||
|
Винт M5х15 |
ПН493-64 |
Сталь 25Х1МФ |
Сталь 25Х2М1Ф |
||
|
Планка стопорная |
Д-1192216 |
Сталь 12MX |
Сталь 12X1МФ |
||
|
ПЕРЕДНЕЕ УПЛОТНЕНИЕ ЦВД |
|||||
|
Болт специальный |
Д-1129439 |
Сталь ЭИ723 |
Сталь 20Х1М1Ф1ТР |
||
|
Шпилька специальная М30х118 |
Д-1129611 |
Сталь ЭИ723 |
Сталь 20Х1МФ1ТР |
||
|
Гайка колпачковая |
ПН369-5-58 |
Сталь 25Х2МФА |
Сталь 25Х2М1Ф |
||
|
Болт М16х60 |
Н238-56 |
Сталь 25 |
Сталь 30 |
||
|
Прокладка 8х14х50 |
ПН341-57 |
Сталь 1X13 |
Сталь 20X13 |
||
|
Винт М5х15 |
Н27-46 |
Сталь 45 |
Сталь 50 |
||
|
Болт отжимной M20х100 |
Н332-52 |
Сталь 45 |
Сталь 50 |
||
|
Гайка M12 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Болт М12х45 |
Н238-56 |
Сталь 25 |
Сталь 30 |
||
|
Шайба стопорная 32 |
60.7977.032 |
Сталь 1X13 |
Сталь 20X13 |
||
|
ПЕРЕДНЕЕ КАМИННОЕ УПЛОТНЕНИЕ ЦВД |
|||||
|
Болт М16х60 |
Н238-56 |
Сталь 25 |
Сталь 30 |
||
|
Болт M16X75 |
Н239-56 |
Сталь 35 |
Сталь 40 |
||
|
Шпилька М16х45 |
Н252-48 |
Сталь 25 |
Сталь 30 |
||
|
Болт M18х40 |
Н238-56 |
Сталь 25 |
Сталь 30 |
||
|
Штифт цилиндрический нарезной 16x47x75 |
ПН252-53 |
Сталь 45 |
Сталь 50 |
||
|
Шайба 12 |
H231-55 |
Ст. 3 |
Сталь 20 |
||
|
Шайба стопорная |
60.7977.017 |
Сталь 1X13 |
Сталь 20X13 |
||
|
Гайка M12 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Гайка M16 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Болт М20х45 |
Н238-64 |
Сталь 25Х2МФА |
Сталь 25Х2М1Ф |
||
|
ЗАДНЕЕ УПЛОТНЕНИЕ ЦВД |
|||||
|
Гайка колпачковая М30 |
ПН-222-4 |
Сталь 25 |
Сталь 30 |
||
|
Болт 100x120 |
Д-1129104 |
Сталь 35 |
Сталь 40 |
||
|
Шпилька М30 |
Н252-48 |
Сталь 25 |
Сталь 30 |
||
|
Болт М12х45 |
Н238-56 |
Сталь 25 |
Сталь 30 |
||
|
Гайка M12 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Болт М16х45 |
Н238-56 |
Сталь 25 |
Сталь 30 |
||
|
Винт М5х15 |
Н27-46 |
Сталь 45 |
Сталь 50 |
||
|
Болт М20х100: |
Н332-52 |
Сталь 45 |
Сталь 50 |
||
|
Шайба стопорная 32 |
60.7977.032 |
Сталь 1X13 |
Сталь 20X13 |
||
|
Пластинка стопорная 5x10x138 |
Д-1141273 |
М Ст. 3 |
Сталь 20 |
||
|
Пластинка стопорная 5x10x192 |
Д-1133908 |
М Ст .3 |
Сталь 20 |
||
|
Пластинка стопорная 5x10x32 |
Д-1132884 |
М Ст. З |
Сталь 20 |
||
|
Прокладка |
Д-1125423 |
Ст. 3 |
Сталь 20 |
||
|
Заднее каминное уплотнение ЦВД |
|||||
|
Болт М20х80 |
Н239-56 |
Сталь 35 |
Сталь 40 |
||
|
Гайка М20 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Шпилька M16х50 |
Н252-48 |
Сталь 25 |
Сталь 30 |
||
|
Гайка M16 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Болт М16х75 |
Н239-66 |
Сталь 35 |
Сталь 40 |
||
|
Болт M16х45 |
Н238-56 |
Сталь 25 |
Сталь 30 |
||
|
Штифт цилиндрический нарезной 16x47x75 |
Н252-53 |
Сталь 45 |
Сталь 50 |
||
|
Шайба 12 |
H231-55 |
Ст.3 |
Сталь 20 |
||
|
Гайка M12 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Болт М20х55 |
Н238-56 |
Сталь 25 |
Сталь 30 |
||
|
Болт М20х45 |
Н332-52 |
Сталь 45 |
Сталь 50 |
||
|
2. ЦИЛИНДР НИЗКОГО ДАВЛЕНИЯ |
|||||
|
КОРПУС ЦНД |
|||||
|
Штифт цилиндрический 40x130x160 |
ПН249-53 |
Сталь 45 |
Сталь 50 |
||
|
Штифт цилиндрический 30x120x150 |
ПН249-53 |
Сталь 45 |
Сталь 50 |
||
|
Штифт цилиндрический нарезной 40x130x190 |
ПН252-53 |
Сталь 45 |
Сталь 50 |
||
|
Шайба 30 |
H231-56 |
Ст. 3 |
Сталь 20 |
||
|
Гайка М30 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Шпилька М42х120 |
Н252-48 |
СТаль 25 |
Сталь 30 |
||
|
Гайка М42 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Шрифт цилиндрический 50x160x280 |
ПН249-53 |
Сталь 45 |
Сталь 50 |
||
|
Болт отжимной трапецеидальный 44x8x250 |
ПН253-53 |
Сталь 45 |
Сталь 50 |
||
|
Шпилька М27х60 |
Н252-48 |
Сталь 25 |
Сталь 30 |
||
|
Гайка М27 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Шпилька M27х130 |
Н295-55 |
Сталь 25 |
Сталь 30 |
||
|
Гайка колпачковая 1М76 |
Д1060037 |
Сталь 25 |
Сталь 30 |
||
|
Пробка 2М33 |
H288-48 |
Сталь 25 |
Сталь 30 |
||
|
Пробка 2М27 |
Н288-48 |
Сталь 25 |
Сталь 30 |
||
|
Гайка колпачковая 1M60 |
Д1060038 |
Сталь 25 |
Сталь 30 |
||
|
Гайка колпачковая глухая М42 |
ПН224-6 |
Сталь 25 |
Сталь 30 |
||
|
Шпилька М42х140 |
Н252-48 |
Сталь 25 |
Сталь 30 |
||
|
Шпилька M42х140 |
Н253-48 |
Сталь 25 |
Сталь 30 |
||
|
ОБОЙМЫ ДИАФРАГМ ЦНД |
|||||
|
Болт отжимной M24х160 |
Н332-52 |
Сталь 45 |
Сталь 50 |
||
|
Шпилька М30x110 |
Н252-48 |
Сталь 25 |
Сталь 30 |
||
|
Гайка колпачковая М30 |
ПН222-4 |
Сталь 25 |
Сталь 30 |
||
|
Шайба стопорная 32 |
60.7977.032 |
Сталь 1Х13 |
Сталь 20X13 |
||
|
Болт М12х80 |
Н426-58 |
Сталь 25 |
Сталь 30 |
||
|
Болт калиброванный M30х180 |
ПН380-58 |
Сталь 35 |
Сталь 40 |
||
|
Болт отжимной M24х100 |
Н332-52 |
Сталь 45 |
Сталь 50 |
||
|
Шпилька M30х120 |
Н252-48 |
Сталь 25 |
Сталь 30 |
||
|
Болт калиброванный M30х195 |
ПН380-58 |
Сталь 35 |
Сталь 40 |
||
|
Винт M16x30 |
Н28-46 |
Сталь 45 |
Сталь 50 |
||
|
Винт М5х15 |
Н27-46 |
Сталь 45 |
Сталь 50 |
||
|
Прокладка 8x25x48 |
Д-1146067 |
Ст. 3 |
Сталь 20 |
||
|
Прокладка 8x14x50 |
ПН341-57 |
Сталь 1X13 |
Сталь 20X13 |
||
|
Шайба стопорная |
ПН337-57 |
Сталь 25 |
Сталь 30 |
||
|
Пластина стопорная |
Д-1124194 |
Ст. 3 |
Сталь 20 |
||
|
Винт M16х40 |
Н28-46 |
Сталь 45 |
Сталь 50 |
||
|
ДИАФРАГМЫ ЦНД |
|||||
|
Прокладка 8x25x56 |
Д-П25424 |
М Ст. 3 |
Сталь 20 |
||
|
Винт M5х12 |
Н27-46 |
Сталь 45 |
Сталь 40 |
||
|
Пластинка прокладочная |
Д-1175325 |
Сталь 10 кп |
Сталь 10 |
||
|
Прокладка 8x16x40 |
Д-1124174 |
М Ст. 3 |
Сталь 20 |
||
|
Гайка колпачковая М36 |
ПН222-5 |
Сталь 25 |
Сталь 30 |
||
|
ПЕРЕДНЕЕ УПЛОТНЕНИЕ ЦНД |
|||||
|
Болт специальный М36 |
Д-1134579 |
Сталь 25 |
Сталь 30 |
||
|
Шайба стопорная 38 |
ПН338-57 |
Сталь 1X13 |
Сталь 20X13 |
||
|
Винт специальный М30х65 |
ДШ4581 |
Сталь 25 |
Сталь 30 |
||
|
Винт М5х15 |
10.7830.131 |
Сталь 20 |
Сталь 25 |
||
|
Планка стопорная |
Д 1022388 |
М Ст. 3 |
Сталь 20 |
||
|
Прокладка |
ПН340-57 |
Сталь 1X13 |
Сталь 20X13 |
||
|
ДИАФРАГМА РЕГУЛИРУЮЩАЯ С ПОВОРОТНЫМ КОЛЬЦОМ |
|||||
|
Шпилька М20х85 |
Н252-48 |
Сталь 25 |
Сталь 30 |
||
|
Шайба специальная |
Д-1030652 |
Ст. 3 |
Сталь 20 |
||
|
Гайка колпачковая М20 |
ПН222-1 |
Сталь 35 |
Сталь 40 |
||
|
Болт чистый M24х150 |
Н240-48 |
Сталь 35 |
Сталь 40 |
||
|
Шайба стопорная 25 |
Н234-54 |
Сталь 10 |
Сталь 20 |
||
|
Гайка М24 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Винт M12х35 |
H31-46 |
Сталь 45 |
Сталь 50 |
||
|
Прокладка |
Д-1124174 |
Ст. 3 |
Сталь 20 |
||
|
Винт М5х15 |
Н27-46 |
Сталь 45 |
Сталь 50 |
||
|
Планка стопорная |
Д-1022388 |
Ст. 3 |
Сталь 20 |
||
|
Шпонка специальная |
Д-1131244 |
Сталь 45 |
Сталь 50 |
||
|
ПЕРЕДНЕЕ УПЛОТНЕНИЕ ЦНД |
|||||
|
Пластинка стопорная 5x10x174 |
Д-1141218 |
Ст. 4 |
Сталь 45 |
||
|
Пластинка стопорная |
Д-1132884 |
Ст. 4 |
Сталь 45 |
||
|
Болт специальный |
Д-1129104 |
Сталь 35 |
Сталь 40 |
||
|
Гайка колпачковая М30 |
ПН222-4 |
Сталь 35 |
Сталь 40 |
||
|
Шайба стопорная 32 |
60.7977.032 |
Сталь 1X13 |
Сталь 20X3 |
||
|
Болт M16X65 |
Н238-56 |
Сталь 25 |
Сталь 30 |
||
|
Болт отжимной М20 |
Н332-52 |
Сталь 45 |
Сталь 50 |
||
|
Болт М12х45 |
Н238-56 |
Сталь 25 |
Сталь 30 |
||
|
Гайка М12 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Винт М5х15 |
Н27-46 |
Сталь 45 |
Сталь 50 |
||
|
ПЕРЕДНЕЕ КАМИННОЕ УПЛОТНЕНИЕ ЦНД |
|||||
|
Болт отжимной M16 |
Н332-52 |
Сталь 45 |
Сталь 50 |
||
|
Болт М20х30 |
Н239-56 |
Сталь 35 |
Сталь 40 |
||
|
Гайка М20 |
Н22Ц52 |
Сталь 25 |
Сталь 30 |
||
|
Болт M16х75 |
Н239-56 |
Сталь 35 |
Сталь 40 |
||
|
Гайка M16 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Шпилька М1бх60 |
Н252-48 |
Сталь 25 |
Сталь 30 |
||
|
Болт M16х45 |
Н238-56 |
Сталь 25 |
Сталь 30 |
||
|
Штифт цилиндрический нарезной |
ПН252-53 |
Сталь 45 |
Сталь 50 |
||
|
Шайба 12 |
H231-55 |
Ст .3 |
Сталь 20 |
||
|
Шайба 12 |
H231-55 |
Ст. З |
Сталь 20 |
||
|
Гайка мТ2 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Штифт цилиндрический нарезной 16x47x75 |
ПН252-53 |
Сталь 45 |
Сталь 50 |
||
|
Болт М20х55 |
Н238-58 |
Сталь 25 |
Сталь 30 |
||
|
Гайка М12 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
ЗАДНЕЕ УПЛОТНЕНИЕ ЦВД |
|||||
|
Пластинка стопорная |
Д-1132574 |
Ст. З |
Сталь 20 |
||
|
Шайба стопорная |
Д-1021786 |
Ст. 4 |
Сталь 45 |
||
|
Шпилька М20х55 |
Н252-48 |
Сталь 25 |
Сталь 30 |
||
|
Гайка М20 |
Н222-52 |
Сталь 25 |
Сталь 30 |
||
|
Болт установочный |
Д-П32575 |
Сталь 25 |
Сталь 30 |
||
|
Болт М16х52 |
Д-П32576 |
Сталь 25 |
Сталь 30 |
||
|
Штифт 20x70 |
Д-1023369 |
Сталь 45 |
Сталь 50 |
||
|
Болт М24х70 |
Н238-58 |
Сталь 25 |
Сталь 30 |
||
|
Пластина стопорная |
Д-1023358 |
Сталь 1X13 |
Сталь 20X13 |
||
|
Болт M16х52 |
Д-1132576 |
Сталь 25 |
Сталь 30 |
||
|
Шайба стопорная 21 |
60.7971.021 |
Сталь 25 |
Сталь 30 |
||
|
3. ПОДШИПНИКИ |
|||||
|
ОПОРНО-УПОРНЫЕ ПОДШИПНИКИ |
|||||
|
Винт M10х25 |
10.7830.276 |
Сталь 25 |
Сталь 30 |
||
|
Пластина стопорная |
Д-1070261 |
Ст. 3 |
Сталь 20 |
||
|
Гайка колпачковая М30 |
Д-1021075 |
Сталь 25 |
Сталь 30 |
||
|
Шпилька 30х110 |
10.7850.764 |
Сталь 25 |
Сталь 30 |
||
|
Штифт 25x100 |
Д-1021708 |
Сталь 45 |
Сталь 50 |
||
|
Винт М6х25 |
10.7830.176 |
Сталь 20 |
Сталь 25 |
||
|
Винт М8х14 |
10.7830.218 |
Сталь 25 |
Сталь 30 |
||
|
Болт М20х40 |
11.7801.952 |
Сталь 45 |
Сталь 50 |
||
|
Штифт цилиндрический 8x25 |
12.4101.249 |
Сталь 45 |
Сталь 50 |
||
|
Гайка колпачковая М24 |
Д 1131364 |
Сталь 25 |
Сталь 30 |
||
|
Болт M24х150 |
10.7801.678 |
Сталь 25 |
Сталь 30 |
||
|
Винт M12х80 |
10.7821.333 |
Сталь 45 |
Сталь 50 |
||
|
Гайка колпачковая |
Д-1131364 |
Сталь 25 |
Сталь 30 |
||
|
Болт специальный М24x150 |
ПН540-69 |
Сталь 25 |
Сталь 30 |
||
|
Стопор |
Д-1021074 |
Сталь 25 |
Сталь 30 |
||
|
Винт М8х20 |
10.17831222 |
Сталь 25 |
Сталь 30 |
||
|
ОПОРНЫЕ ПОДШИПНИКИ |
|||||
|
Винт M5х12 |
10.7830.130 |
Сталь 20 |
Сталь 25 |
||
|
Винт M16х35 |
10.7806.441 |
Сталь 45 |
Сталь 50 |
||
|
Болт М30х390 |
ПН541-67 |
Сталь 25 |
Сталь 30 |
||
|
Гайка М30 |
14.7901.021 |
Сталь 25 |
Сталь 30 |
||
|
Шплинт 6,3x60 |
10.7878.168 |
Cт. 3 |
Сталь 20 |
||
|
Винт специальный |
Д 11184655 |
Сталь 45 |
Сталь 50 |
||
|
Винт М8х14 |
10.7830.218 |
Сталь 25 |
Сталь 30 |
||
|
- |
Штифт цилиндрический |
12.4101.212 |
Сталь 45 |
Сталь 50 |
|
|
Шайба стопорная |
Д-1229629 |
Сталь 25Х1МФ |
Сталь 25Х2М1Ф |
||
|
Винт М5х12 |
Н27-64 |
Сталь 20 |
Сталь 25 |
||
|
Винт Ш6х35 |
Н42-62 |
Сталь 45 |
Сталь 50 |
||
|
Болт специальный М30х430 |
ПН541-67 |
Сталь 25 |
Сталь 30 |
||
|
Гайка М30 |
H221-64 |
Сталь 25 |
Сталь 30 |
||
|
Шлинт 6,3x60 |
Ст. З |
Сталь 20 |
|||
|
Винт специальный |
Д-1184655 |
Сталь 45 |
Сталь 50 |
||
|
Винт М8х14 |
Н27-64 |
Сталь 20 |
Сталь 25 |
||
|
Штифт цилиндрический |
H69-61 |
Сталь 45 |
Сталь 50 |
||
|
Шайба стопорная |
&-1229629 |
Сталь 25 ХШ |
Сталь 25Х2М1Ф |
||
|
Шпилька M36х120 |
Н252-48 |
Сталь 25 |
Сталь 30 |
||
|
Гайка М36 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Болт М16х40 |
Н238-58 |
Сталь 25 |
Сталь 30 |
||
|
Штифт цилиндрический |
Н69-А-48 |
Сталь 45 |
Сталь 50 |
||
|
4. СОЕДИНЕНИЕ РОТОРОВ ВД И НД |
|||||
|
Втулка |
Д-1129198 |
Ст. 5 |
Сталь 21 |
||
|
Шпилька специальная |
Г-1129198 |
Сталь 25Х1МФА |
Сталь 25Х2М1Ф |
||
|
Гайка М36 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Шплинт 6x45 |
Н6-46 |
Ст. 3 |
Сталь 20 |
||
|
Винт M12х15 |
H31-46 |
Сталь 45 |
Сталь 50 |
||
|
- |
Шпилька специальная |
Г-1129651 |
Сталь 25 Х1МФА |
Сталь 25Х2М1Ф |
|
|
Шпонка клиновая длиной 275 |
ПН428-67 |
Сталь 25Х1МФ |
Сталь 25Х2М1Ф |
||
|
5. СОЕДИНЕНИЕ РОТОРА НД И РОТОРА ГЕНЕРАТОРА |
|||||
|
Шайба чистая М42 |
H231-60 |
Ст. 3 |
Сталь 20 |
||
|
Гайка М42 |
H221-52 |
Сталь 25 |
Сталь 30 |
||
|
Болт специальный М42 |
Д-1150597 |
Сталь 35 |
Сталь 40 |
||
|
Шплинт 8x45 |
Н6-55 |
Ст. 3 |
Сталь 20 |
||
|
Шпонка длиной 545 |
ПН427-67 |
Сталь 45 |
Сталь 50 |
||
|
Винт М12х20 |
H31-59 |
Сталь 45 |
Сталь 50 |
||
|
Штифт специальный |
Д-1150142 |
Сталь 45 |
Сталь 50 |
||
|
6. ВАЛОПОВОРОТНОЕ УСТРОЙСТВО |
|||||
|
Шпонка 28x16x125 |
H18-65 |
Сталь 45 |
Сталь 50 |
||
|
Гайка М95 |
Д-1149929 |
М Ст. 3 |
Сталь 20 |
||
|
Винт M10х30 |
H31-61 |
Сталь 45 |
Сталь 50 |
||
|
Планка стопорная |
Д-1149162 |
М Ст. 3 |
Сталь 20 |
||
|
Кольцо установочное |
Д 1075861 |
Сталь 20 |
|||
|
Болт M12х30 |
Н426-64 |
Сталь 20 |
Сталь 25 |
||
|
Гайка М16 |
Н564-64 |
Сталь 20 |
Сталь 25 |
||
|
Шплинт 4x25 |
Ст. 3 |
Сталь 20 |
|||
|
Гайка 2М48 |
Д-1149189 |
Ст. 3 |
Сталь 20 |
||
|
Винт 118x20 |
H31-61 |
Сталь 45 |
Сталь 50 |
||
|
Заглушка с отверстием |
Г-1148930 |
М Ст. 3 |
Сталь 20 |
||
|
Палец муфты |
Д-1023058 |
Сталь 45 |
Сталь 50 |
||
|
Манжета |
Д-1277558 |
Трубка 4сг 24x6 |
Трубка резиновая 4пт 24x6 |
||
|
Втулка манжеты |
Д 1023053 |
Сталь 20 |
|||
|
Винт M5х15 |
H31-61 |
Сталь 45 |
Сталь 50 |
||
|
Шайба 16x8 |
Ст. 3 |
Сталь 20 |
|||
|
Штифт цилиндрический нарезной 20x50x100 |
ПН252-65 |
Сталь 45 |
Сталь 50 |
||
|
Гайка М24 |
H221-64 |
Сталь 25 |
Сталь 30 |
||
|
Шпилька Ш4х75 |
H252-61 |
Сталь 25 |
Сталь 30 |
||
|
Шпонка 14x9x70 |
H18-65 |
Сталь 45 |
Сталь 50 |
||
|
Шпилька М20х55 |
H252-81 |
Сталь 25 |
Сталь 30 |
||
|
Гайка М20 |
H221-64 |
Сталь 25 |
Сталь 30 |
||
|
Гайка М12 |
Н564-64 |
Сталь 20 |
Сталь 25 |
||
|
Штифт цилиндрический |
МН252-65 |
Сталь 45 |
Сталь 50 |
||
|
Шайба 12x2 |
ГОСТ 6958- 78 |
Ст. 3 |
Сталь 20 |
||
|
Примечание -: |
|||||
|
Стали: Ст 3, М Ст. 3, Ст. 4 |
ГОСТ 380 |
||||
|
10, 20, 25, 30, 35, 40, 45, 50 |
ГОСТ 1050 |
||||
|
30ХМА, 35ХМА, 35ХМ, 38ХМ, 20ХМ |
|||||
|
12X13, 20X13, 15Х11МФ |
ГОСТ 5632 |
||||
|
12MX, 12Х1МФ, 20Х1М1Ф1БР |
|||||
|
20Х1М1Ф1ТР, 25X1MФ, 25M2M1Ф, |
|||||
|
25Х2МФА |
|||||
|
Трубка резиновая 4пт |
я ч т* |
||||
____________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Приложение 3
обязательное
Нормы зазоров (натягов)
Таблица 1 Корпусные части ЦВД
|
мм |
|||||
|
Обоз- |
Позиции сопрягаемых составных частей |
Наименование сопрягаемых составных частей |
Обозначение сопрягаемых составных частей |
Зазор (+), натя (-) |
|
|
по чертежу |
при капитальном ремонте |
||||
|
а |
6 |
Обойма ПКУ |
+0,03 |
+0,03 |
|
|
2 |
диафрагма |
+0,10 |
+0,12 |
||
|
4 |
Обойма ЗКУ |
Д-1141219 |
+0,03 |
+0,03 |
|
|
1 |
Корпус ЦВД |
A-1149602 |
+0,05 |
+0,07 |
|
|
б |
6 |
Обойма ПКУ-ЗКУ |
Д-1141219 |
не менее +3,0 |
не менее +3,0 |
|
2 |
Обойма диафрагм |
+3,0 |
не менее +3,0 |
||
|
1 |
Корпус ЦВД |
A-1149602 |
3,5 |
||
|
в |
2 3 |
Обойма диафрагм диафрагма 2-17 ст |
- |
+3,0 +3,5 |
не менее +3,0 |
|
г |
2 3 |
Обойма диафрагм диафрагма 2-17 ст |
- |
+0,10 +0,15 |
+0,10 +0,15 |
|
д |
2 3 |
Обойма диафрагм диафрагма 2-17 ст |
- |
+3,0 +3,5 |
не менее +3,0 |
|
е |
2 3 |
Обойма диафрагм диафрагма 2-17 ст |
- |
+0,4 +0,7 |
+0,4 +1,0 |
|
ж |
13 3 |
Кольцо уплотнительное Диафрагма с обоймой уплотнений |
- |
+0,05 +0,20 (на полукольцо) |
+0,05 +0,20 (на полукольцо) |
|
и к л |
2 3 |
Обойма диафрагм Диафрагма 2-17 ст |
- |
+2,0 |
+2,0 +5,0 |
|
н |
2 |
Обойма ПКУ |
|||
|
м |
4 |
Диафрагм ЗКУ |
Д-1141219 |
+2,0 |
+2,0 |
|
ш |
1 |
корпус ЦВД |
А-1149602 |
+5,0 |
|
|
р |
13 12 |
Кольцо уплотнительное |
не менее +2,0 |
не менее +2,0 |
|
|
планка стопорная |
Д-1192216 |
||||
|
с |
3 13 |
Диафрагма 2-17 ст. Кольцо уплотнительное |
- |
+2,5 |
не менее +2,5 |
|
7 |
корпус ПКУ |
Бу-1142765 |
+2,5 |
Не менее +2,5 |
|
|
6 |
обойма ПКУ |
||||
|
4 |
обойма ЗКУ |
Д-1141219 |
|||
|
5 |
корпус ЗКУ |
A-1141170 |
|||
|
13 |
Кольцо уплотнительное |
B-1141274 В-1141177 |
|||
|
т |
3 |
Диафрагма 2-17 ст. |
- |
+0,045 |
+0,05 |
|
13 |
Кольцо уплотнительное |
+0,140 |
+0,25 |
||
|
7 |
Корпус ПКУ |
Бу-1142765 |
+0,045 |
+0.05 |
|
|
6 |
Обойма ПКУ |
+0,140 |
+0,25 |
||
|
4 |
Обойма ЗКУ |
Д-1141219 |
|||
|
5 |
Корпус ЗКУ |
А-1141170 |
|||
|
13 |
Кольцо уплотнительное |
||||
|
у |
2 |
Обойма - (Диафрагма) |
|||
|
3 |
ПКУ |
+0,032 |
+0,03 |
||
|
1 |
диафрагм ЗКУ |
Д-1141219 |
+0,150 |
+0,15 |
|
|
2 |
корпус ЦВД (обойма диафрагм) |
А-1149602 |
|||
|
ф |
6 |
Обойма - ПКУ |
|||
|
2 |
диафрагм |
Не менее +2,0 |
+2,0 |
||
|
4 |
ЗКУ |
Д-1141219 |
+4,0 |
||
|
1 |
корпус ЦВД |
А-1149602 |
|||
|
3 |
Диафрагма 2-17 ст |
- |
Не менее +3,0 |
+3,0 |
|
|
2 |
Обойма диафрагм |
+5,0 |
|||
|
ц |
3 16 |
Диафрагма 2-17 ст Шпонка |
- |
+0,020 +0,105 |
+0,02 +0,15 |
|
щ |
3 15 |
Диафрагма 2-17 ст Шпонка специальная |
- |
+0,05 +0,10 |
+0,05 +0,10 |
|
б |
1 14 |
Корпус ЦВД - Шпонка вepтикaльная |
А-1149602 |
+0,08 +0,10 |
+0,08 +0,10 |
|
в
|
1 22 |
Корпус ЦВД Направляющая планка |
А-1149602 |
+0,15 +0,20 |
+0,15 +0,20 |
|
г
|
6 |
Обойма ПКУ |
- |
+0,04 +0,18 |
+0,04 +0,30 |
|
4 |
ЗКУ |
Д-1141219 |
+0,03 +0,09 |
+0,03 +0,30 |
|
|
1 |
Корпус ЦВД |
A-1149602 |
|||
|
2 |
Обойма диафрагм |
+0,04 |
+0,04 |
||
|
1 |
Корпус ЦВД |
А-1149602 |
+0,18 |
+0,30 |
|
|
б |
1 14 |
Корпус ЦВД - Шпонка вертикальная |
A-1149602 |
+3,0 |
+3,0 +4,0 |
|
в
|
1 23 |
Корпус ЦВД - Шпонка поперечная |
A-1149602 |
+0,04 +0,08 |
+0,15 +0,20 |
|
г
|
2 3 |
Обойма диафрагм диафрагма 2-17 ст |
- |
+0,032 +0,150 |
+0,03 +0,20 |
|
в
|
1 23 |
Корпус ЦВД - Шпонка поперечная |
А-1149602 |
+3,0 |
Не менее +3.0 |
|
в
|
1 23 |
Корпус ЦВД - Шпонка поперечная |
A-1149602 |
+3,0 |
+3,0 +4,0 |



Таблица 2 - Корпусные части цилиндра НД
|
мм |
|||||
|
Обоз- |
Позиции сопрягаемых составных частей |
Наименование сопрягаемых составных частей |
Обозначение сопрягаемых составных частей |
Зазор (+), натяг(-) |
|
|
по чертежу |
при капитальном ремонте |
||||
|
а |
2 |
Обойма диафрагм |
|||
|
27-28 ст |
Б-1155331 |
+0,03 |
|||
|
29-30 ст |
Б-1155332 |
+0,05 |
+0,03 |
||
|
3 |
Диафрагма |
+0,07 |
|||
|
27ст |
Б-1130906 |
||||
|
29ст |
A-1134471 |
||||
|
6 |
Обойма ПКУ |
А-1141169 |
+0,03 |
+ 0,03 |
|
|
2 |
диафрагм 19-20 ст |
Б-1155329 |
+0,05 |
+0,07 |
|
|
диафрагм 21-22 ст |
Б-1155329 |
||||
|
диафрагм 29-30 ст |
Б-1155332 |
||||
|
1 |
корпус цилиндра НД |
Б-11З1150 |
|||
|
2 |
Обойма диафрагм |
+0,03 |
+0,03 |
||
|
23-26 ст |
Б-1155330 |
+0,10 |
+0,12 |
||
|
27-28 ст |
Б-1155331 |
||||
|
1 |
Корпус цилиндра НД |
Б-1131150 |
|||
|
б |
3 |
Диафрагма 27 ст |
Б-1130906 |
+2,0 +3,5 |
Не менее +2,0 |
|
2 |
29 ст |
A-113447I |
+0,1 |
+0,1 |
|
|
Обойма диафрагм |
+0,15 |
+0,15 |
|||
|
27-28 ст 29-30 ст |
Б-1155331 Б-1155332 |
||||
|
2 |
Обойма диафрагм |
Не менее +3,0 |
Не менее +3,0 |
||
|
19-20 ст |
Б-1155328 |
||||
|
21-22 ст |
Б-1155329 |
||||
|
23-26 ст |
Б-155330 |
||||
|
27-28 ст |
Б-1155331 |
||||
|
1 |
29-30 ст |
Б-1155332 |
+0,10 |
+0,10 |
|
|
Корпус цилиндра НД |
Б-1131150 |
+0,15 |
+0,15 |
||
|
6 |
Обойма ПКУ |
А-114169 |
не менее +2,0 |
не менее +2,0 |
|
|
1 |
Корпус цилиндра НД |
Б-1131150 |
|||
|
в |
3 |
Диафрагма |
+2,0 |
не менее +2,0 |
|
|
19 ст |
A-1154075 |
+2.5 |
|||
|
20 ст |
А-1154076 |
||||
|
2 |
Обойма диафрагм |
||||
|
19-20 ст |
Б-1155328 |
||||
|
3 |
Диафрагма |
+2,0 |
не менее +2,0 |
||
|
21 ст |
A-1154077 |
+2,5 |
|||
|
22 ст |
А-1154078 |
||||
|
2 |
Обойма диафрагм |
||||
|
21-22 ст |
Б-1155329 |
||||
|
3 |
Диафрагма |
+2,0 |
не менее +2,0 |
||
|
23 ст |
A-1153861 |
+2,5 |
|||
|
24 ст |
A-1221002 |
||||
|
25 ст |
А-1221008 |
||||
|
26 ст |
А-1132621 |
||||
|
2 |
Обойма диафрагм 25-26 ст |
А-1154061 |
|||
|
3 |
Диафрагма |
+0,15 |
+0,10 |
||
|
28 ст |
А-1233273 |
+0,15 |
|||
|
Обойма диафрагм |
|||||
|
2 |
27-28 ст |
Б-1155331 |
|||
|
3 |
Диафрагма |
+0,10 |
+0,10 |
||
|
30 ст |
A-1130998 |
+0,15 |
+0,15 |
||
|
2 |
Обойма диафрагм |
||||
|
29-30ст |
Б-1155332 |
||||
|
г |
3 |
Диафрагма |
|||
|
19 ст |
A-1154075 |
+0,03 |
+0,03 |
||
|
20 ст |
A-1154076 |
+0,08 |
+0,10 |
||
|
2 |
Обойма диафрагм |
Б-1155328 |
|||
|
3 |
Диафрагма |
||||
|
21 ст |
A-1154077 |
+0,03 |
+0,03 |
||
|
22 ст |
А-1154078 |
+0,08 |
+0,10 |
||
|
2 |
Обойма диафрагм |
||||
|
21-22 ст |
Б-1155329 |
||||
|
3 |
Диафрагма |
+0,10 |
+0,10 |
||
|
23 ст |
A-1153861 |
+0,15 |
+0,15 |
||
|
24 ст |
А-1221002 |
||||
|
25 ст |
А-1221008 |
||||
|
26 ст |
A-1132621 |
||||
|
2 |
Обойма диафрагм |
||||
|
23-26 ст |
А-1155330 |
||||
|
3 |
Диафрагма |
+0,10 |
+0,10 |
||
|
28 ст |
А-1233273 |
+0,15 |
+0,20 |
||
|
2 |
Обойма диафрагм |
||||
|
27-28 ст |
Б-1155331 |
||||
|
3 |
Диафрагма |
А-1130998 |
+0,10 |
+0,10 |
|
|
30 ст |
+0,15 |
+0,20 |
|||
|
Обойма диафрагм |
|||||
|
2 |
29-30 ст |
Б-1155332 |
|||
|
д |
3 |
Диафрагма |
+2,0 |
не менее +2,0 |
|
|
19 ст |
A-1154075 |
+3,5 |
|||
|
20 ст |
A-1154076 |
||||
|
2 |
Обойма диафрагм |
||||
|
19-20 ст |
Б-1155328 |
||||
|
3 |
Диафрагма |
+2,0 |
не менее +2,0 |
||
|
21 ст |
А-1154077 |
+3,5 |
|||
|
22 ст |
А-1154078 |
||||
|
2 |
Обойма диафрагм |
||||
|
21-22 ст |
Б-1155329 |
||||
|
д |
3 |
Диафрагма |
+2,0 |
не менее +2,0 |
|
|
23 ст |
A-1153861 |
+3,5 |
|||
|
24 ст |
А-1221002 |
||||
|
25 ст |
A-1221008 |
||||
|
26 ст |
A-1132621 |
||||
|
2 |
Обойма диафрагм |
||||
|
23-26 ст |
Б-1155330 |
||||
|
3 |
Диафрагма |
+2,0 |
Не менее +2,0 |
||
|
28 ст |
A-1233273 |
+3,5 |
|||
|
2 |
Обойма диафрагм |
||||
|
27-28ст |
Б-1155331 |
||||
|
3 |
Диафрагма |
+0,10 |
+0,10 |
||
|
29 ст |
А-1130998 |
+0,20 |
+0,25 |
||
|
2 |
Обойма диафрагм |
||||
|
29-30 ст |
Б-1155332 |
||||
|
е |
3 |
Диафрагма |
+0,4 |
+0,4 |
|
|
19 ст |
А-1154075 |
+0,7 |
+1,0 |
||
|
20 ст |
A-1154076 |
||||
|
21 ст |
A-1154077 |
||||
|
22 ст |
A-1154078 |
||||
|
25 ст |
A-1154061 |
||||
|
24 ст |
А-1221002 |
||||
|
10 |
Планка стопорная |
Д-1022388 |
|||
|
8 |
Диафрагма |
||||
|
25 ст |
А-1221008 |
+0,4 |
|||
|
26 ст |
A-1132621 |
+0,7 |
+0,4 |
||
|
28 ст |
A-1233273 |
+1,0 |
|||
|
10 |
Планка стопорная |
ПН 337-57 |
|||
|
3 |
Диафрагма |
+0,4 |
|||
|
30 ст |
A-1130998 |
+0,7 |
+0.4 |
||
|
10 |
Планка стопорная |
Д-1124194 |
+1,0 |
||
|
ж |
13 |
Кольцо уплотнительное |
- |
+0,5 |
+0,05 |
|
Диафрагма (обойма уплотнений) |
+0,2 (на полукольцо) |
+0,2 (на полукольцо) |
|||
|
и |
3 |
Диафрагма |
- |
||
|
к |
19-30 ст |
+2,0 |
+2,0 |
||
|
л |
2 |
Обойма диафрагм |
+5,0 |
||
|
м |
2 |
Обойма диафрагм |
|||
|
н |
19-20 ст |
Б-1155328 |
+2,0 |
||
|
ш |
21-22 ст |
Б-1155329 |
+2,0 |
||
|
23-26 ст |
Б-1155330 |
||||
|
27-28 ст |
Б-1155331 |
+5.0 |
|||
|
ПУ |
Б-1141169 |
||||
|
1 |
Корпус цилиндра |
Б-1131150 |
|||
|
2 |
Обойма 29-30 ст |
А-1155332 |
+1,0 |
+1,0 |
|
|
1 |
Корпус цилиндра |
Б-1131150 |
+3,0 |
||
|
р |
13 |
Кольцо уплотнительное |
не менее +2,0 |
не менее +2,0 |
|
|
19-24 ст |
B-1148419 |
||||
|
12 |
Планка стопорная |
Д-1022388 |
|||
|
р |
13 |
Кольцо уплотнительное 25-26 ст 28-30 ст |
- |
+3,5 |
Не менее +3,5 |
|
12 |
Планка стопорная |
Д-1140062 |
|||
|
с |
3 |
Диафрагма 19-27 ст |
- |
+3,5 +3,8 |
не менее +3,5 |
|
6 |
Обойма ПКУ |
||||
|
7 |
корпус ПКУ |
||||
|
5 |
корпус ЗКУ |
||||
|
13 |
Кольцо уплотнительное |
||||
|
т |
3 |
Диафрагма 19-27 ст |
- |
+0,045 +0,140 |
+0,05 +0.25 |
|
1З |
Кольцо уплотнительное |
||||
|
3 |
Диафрагма 28-30 ст |
- |
+0,2 +0.4 |
+0,2 +0,5 |
|
|
18 |
Кольцо уплотнительное |
||||
|
6 |
Обойма ПКУ |
- |
+0,045 |
+0,05 |
|
|
7 |
корпус ПКУ |
+0,140 |
+0,25 |
||
|
5 |
корпус ЗКУ |
||||
|
13 |
Кольцо уплотнительное |
||||
|
у |
3 |
Диафрагма |
- |
+0,032 |
+0,03 |
|
19-28 ст |
+0,150 |
+0,15 |
|||
|
2 |
Обойма диафрагм |
||||
|
6 |
Обойма ПКУ |
- |
+0,032 +0,150 |
||
|
2 |
Диафрагма |
- |
+0,032 |
+0,03 |
|
|
1 |
корпус цилиндра НД |
+0,15 |
+0,15 |
||
|
ф |
3 |
Диафрагма |
- |
||
|
19-22 ст |
+2,0 |
+2,0 |
|||
|
25-28 cт |
+3,0 |
+4.0 |
|||
|
23-24 ст |
- |
+2,0 |
+2,0 |
||
|
2 |
Обойма диафрагм |
+4,0 |
+5,0 |
||
|
2 |
Обойма диафрагм |
не менее +2,0 |
+2,0 |
||
|
19-20 ст |
Б-1155328 |
+4,0 |
|||
|
21-22 ст |
Б-1155329 |
||||
|
23-26 ст |
Б-1155330 |
||||
|
27-28 cт |
Б-1155331 |
||||
|
ПКУ |
A-1141169 |
||||
|
1 |
Корпус цилиндра НД |
Б-1131150 |
|||
|
ц |
3 |
Диафрагма |
- |
||
|
19-24 ст |
+0,02 |
+0,02 |
|||
|
16 |
Шпонка |
+0,105 |
+0,15 |
||
|
щ |
3 |
Диафрагма |
- |
||
|
19-24 ст |
+0,05 |
+0,05 |
|||
|
25, 26, 28, 30 cт |
+0,10 |
||||
|
15(17) |
Шпонка специальная |
||||
|
я |
Дистанционный болт Шайба сферическая |
См. рисунок корпуса ЦНД в карте 1 |
+0,05 |
+0,05 +0,1 |
|
|
а |
20 |
Поворотное кольцо |
Б-1130907 |
+0,30 |
+0,20 |
|
21 |
Диафрагма |
Б-1130906 |
+0,70 |
+0,80 |
|
|
г
|
2 |
Обойма диафрагм |
|||
|
19-20 ст |
Б-1155328 |
+0,04 |
+0,04 |
||
|
21-22 ст |
Б-1155329 |
+0,18 |
+0,30 |
||
|
23-26 ст |
Б-1155330 |
||||
|
27-28 ст |
Б-1155331 |
||||
|
1 |
Корпус цилиндра НД |
Б-1131150 |
|||
|
2 |
Обойма диафрагм |
+0,095 |
+0,10 |
||
|
29-30 ст |
Б-1155332 |
+0,255 |
+0,35 |
||
|
1 |
Корпус цилиндра НД |
Б-1131150 |
|||
|
6 |
Обойма ПКУ |
А-1141169 |
+0,03 |
+0,03 |
|
|
1 |
Корпус цилиндра НД |
Б-1131150 |
+0,09 |
+0,15 |
|
|
а |
20 21 |
Поворотное кольцо Диафрагма |
Б-1130907 Б-1130906 |
+2,0 |
+1,5 +2,5 |
|
г
|
3 |
Диафрагма |
|||
|
19 ст |
A-1154075 |
+0,032 |
+0,03 |
||
|
20 ст |
A-1154076 |
+0,150 |
+0,25 |
||
|
2 |
Обойма диафрагм |
||||
|
19-20 ст |
Б-1155328 |
||||
|
г
|
3 |
Диафрагма |
|||
|
21 ст |
А-1154077 |
+0,032 |
+0,03 |
||
|
22 ст |
А-1154078 |
+0,150 |
+0,25 |
||
|
2 |
Обойма диафрагм |
||||
|
21-22 ст |
Б-1155329 |
||||
|
3 |
Диафрагма |
||||
|
23 ст |
A-1153861 |
+0,032 |
+0,03 |
||
|
24 ст |
A-1221002 |
+0,150 |
+0,25 |
||
|
2 |
Обойма диафрагм |
||||
|
23-26 ст |
Б-1155330 |
||||
|
3 |
Диафрагма |
||||
|
25 ст |
A-1221008 |
+0,04 |
+0,04 |
||
|
26 ст |
A-1132621 |
+0,18 |
+0,30 |
||
|
2 |
Обойма диафрагм |
||||
|
25, 26 ст |
Б-1155330 |
||||
|
3 |
Диафрагма |
||||
|
27 ст |
Б-1130906 |
+0,04 |
+0,04 |
||
|
28 ст |
А-1233273 |
+0,18 |
+0,30 |
||
|
2 |
Обойма диафрагм |
||||
|
27-28 ст |
Б-1155331 |
||||
|
3 |
Диафрагма |
||||
|
29 ст |
А-1134471 |
+0,05 |
+0,05 |
||
|
30 ст |
A-1130998 |
+0,21 |
+0,35 |
||
|
2 |
Обойма диафрагм |
||||
|
29-30 ст |
Б-1155332 |
||||
|
а |
20 21 |
Поворотное кольцо Диафрагма |
Б-1130907 Б-1130906 |
+0,40 +0,60 |
+0,35 +0,65 |
|
а |
20 21 |
Поворотное кольцо Диафрагма |
Б-1130907 Б-1130906 |
+0,20 +0,50 |
+0,20 +0,60 |
|
в
|
1 25 |
Корпус ЦНД Направляющая планка |
- |
+0,15 +0,20 |
+0,15 +0,20 |
|
в
|
1 26 |
Корпус ЦНД Шпонка поперечная |
- |
+0,04 +0,08 |
+0,15 +0,20 |
|
в
|
1 26 |
Корпус ЦНД Шпонка поперечная |
- |
+3,0 |
Не менее +3,0 |
|
в
|
1 26 |
Корпус ЦНД Шпонка поперечная |
- |
+3,0 |
+3,0 +4,0 |
Таблица 3 - Муфта РВД-РНД
|
мм |
|||||
|
Обоз- |
Позиции сопря- |
Наименование сопрягаемых составных частей |
Обозначение сопрягаемых составных частей |
Зазор (+), натяг(-) |
|
|
по чертежу |
при капитальном ремонте |
||||
|
а |
6 2 |
Полумуфта РВД- Кожух полумуфты РВД |
Б-1129193 Б-1129195 |
+0,06 +0,24 |
+0,06 +0,30 |
|
б (суммарный) |
6 5 |
Полумуфта РВД- Втулка |
Б-1129193 Д-1129198 |
+0,012 +0,038 |
+0,012 +0,038 |
|
в |
3 2 |
Кожух полумуфты РНД- Кожух полумуфты РВД |
B-1129196 B-1129195 |
+0,02 +0,16 |
+0,02 +0,18 |
|
г (суммарный) |
5 9 |
Втулка Шпилька |
Д-1129198 Г-1129598 |
0,00 +0,067 |
+0,02 +0,07 |
|
д (суммарный) |
2 7 |
Полумуфта РВД Ротор ВД |
Б-1129193 У-1151731 |
-0,23 -0,13 |
-0,23 -0,13 |
|
е |
4 8 |
Полумуфта РНД Ротор НД |
Б-1129194 У-1151732 |
-0,23 -0,13 |
-0,23 -0,13 |
|
ж |
3 4 |
Кожух полумуфты РНД Полумуфта РНД |
B-1129196 Б-1129194 |
+5,0 +8,0 |
не менее +5,0 |
|
и |
3 5 |
Кожух полумуфты РНД Втулка |
B-1129196 Д-1129198 |
+0,7 +1,2 |
+0,6 +1,3 |
|
т |
20 1 |
Кожух Пружина |
|
+1,5 +2,8 суммарный |
+1,2 +3,0 суммарный |
|
к |
6 4 |
Полумуфта РВД Полумуфта РНД |
Б-1129193 Б-1129194 |
+10,0 |
не менее +7,0 |

Таблица 4 - Муфта РНД-РГ
|
мм |
|||||
|
Обозначение сопряжения |
Позиции сопрягаемых составных частей |
Наименование сопрягаемых составных частей |
Обозначение сопрягаемых составных частей |
Зазор (+), натяг(-) |
|
|
по чертежу |
при капитальном ремонте |
||||
|
а суммарный |
2 1 |
Полумуфта РНД Болт специальный |
B-1177144 Д-1150597 |
0,00 +0,05 |
+0,02 +0,05 |
|
б суммарный |
2 3 |
Полумуфта РНД Ротор НД |
B-1150597 У-1151732 |
-0,36 -0,25 |
-0,36 -0,25 |
Таблица 5 - Передний подшипник
Средний подшипник (рис.7.6)
|
мм |
|||||
|
Обозна- |
Позиции сопря- |
Наименование сопрягаемых составных частей |
Обозначение сопрягаемых составных частей |
Зазор (+), натяг(-) |
|
|
по чертежу |
при капитальном ремонте |
||||
|
б |
2 9 |
Кольцо упорное Стопорная пластина |
В-1229070 Д-1070261 |
+0,02 +0,04 |
+0,02 +0,07 |
|
г |
12 4 |
Шпонка продольная Корпус подшипника |
- |
+0,04 +0,05 |
+0,07 +0,10 |
|
д |
7 8 |
Вкладыш опорно-упорного подшипника Обойма вкладыша |
А-1237428 Б-1229068 |
-0,06 -0,10 |
0,0 -0,02 |
|
е |
8 4 |
Обойма вкладыша Корпус подшипника |
Б-1229068 |
-0,20 -0,25 |
-0,17 -0,22 |
|
ж |
4 11 |
Корпус подшипника Вкладыш подшипника N 2 |
А-1130450 Б-1236875 |
-0,20 -0,25 |
-0,17 -0,22 |
|
и |
4 5 |
Корпус подшипника Установочное кольцо |
Д-319522 |
не более +0,04 |
не более +0,04 |
|
т |
14 10 |
Ротор ВД Масляное кольцо |
У-1151731 Г-1158993 |
+0,3 +0,4 |
+0,3 +0,7 |
|
а |
13 4 |
Направляющая шпонка Корпус подшипника |
- |
+0,05 +0,07 |
+0,05 +0,07 |
|
а |
13 4 |
Направляющая шпонка Корпус подшипника |
- |
+3,0 |
+3,0 +5,0 |
Таблица 6 - Валоповоротное устройство
|
мм |
|||||
|
Обозна- |
Позиции сопрягаемых составных частей |
Наименование сопрягаемых составных частей |
Обозначение сопрягаемых составных частей |
Зазор (+), натяг(-) |
|
|
по чертежу |
при капитальном ремонте |
||||
|
а |
1 2 |
Корпус Кольцо маслозащитное |
Бу-1148919 Д-1113876 |
+0,10 +0,14 |
+0,1 +0,2 |
|
б |
3 5 |
Ролик Шестерня |
Д-1148931 В-1148923 |
+1,8 +2,5 |
+1,8 +3,0 |
|
в |
4 3 |
Рычаг Ролик |
Г-1149184 Д-1148931 |
+0,10 +0,30 |
+0,10 +0,50 |
|
г |
6 7 |
Крышка Подшипник N 314 |
Д-1148926 |
+3,0 +5,0 |
+3,0 +5,0 |
|
д |
8 9 |
Крышка Подшипник N 314 |
Д-1148926 |
+0,20 +0,35 |
+0,20 +0,35 |
|
е |
5 11 |
Шестерня ведущая Шестерня на муфте |
B-1148923 |
+0,70 +0,90 |
+0,7 +1,2 |
|
ж |
15 13 |
Червяк Червячное колесо |
B-1148925 B-1148528 |
+0,50 +0,70 |
+0.50 +0,90 |
|
и |
5 14 |
Шестерня ведущая Маслопровод |
B-1148923 B-1149185 |
+4,0 +5,0 |
+4,0 +5,0 |
|
к |
15 14 |
Червяк Маслопровод |
B-1148925 B-1149185 |
+2,0 +3,0 |
+2,0 +3,0 |
|
л |
1 16 |
Корпус Ручка |
Бу-1148919 Г-1149183 |
+0,10 +0,20 |
+0,10 +0,20 |
|
м |
13 17 |
Червячное колесо Шпонка |
В-1148528 Н 18-65 |
+0,02 +0,04 |
+0,02 +0,04 |
|
н |
18 17 |
Вал червячного колеса Шпонка |
B-1148921 Н 18-65 |
-0,02 -0,03 |
-0,02 -0,03 |
|
т |
10 12 |
Подшипник .N 211 Кольцо установочное |
Д-1148928 |
+0,30 +0,40 |
+0,30 +0,60 |
Таблица 7 - Цилиндр высокого давления
|
мм |
|||||
|
Обоз- |
Позиции сопрягаемых составных частей |
Наименование сопрягаемых составных частей |
Обозначение сопрягаемых составных частей |
Зазор (+), натяг(-) |
|
|
по чертежу |
при капитальном ремонте |
||||
|
а |
Вкладыш подшипника |
+0,65 |
+0,66 |
||
|
3 |
N 1 |
+0,72 |
+0,75 |
||
|
4 |
N 2 |
+0,65 +0,72 |
+0,66 +0,75 |
||
|
1 |
Ротор ВД |
У-1151731 |
|||
|
б |
3 4 |
Вкладыш подшипника N 1 N 2 |
- |
+0,65 +0,72 +0,65 +0,72 |
+0,66 +0,75 +0,66 +0,75 |
|
1 |
Ротор ВД |
У-1151731 |
|||
|
В |
3 |
Вкладыш подшипника |
- |
+0,30 |
+0,40 |
|
N 1 |
+0,45 |
+0,50 |
|||
|
4 |
N 2 |
+0,30 +0,35 |
+0,40 +0,45 |
||
|
1 |
ротор ВД |
У-1151731 |
|||
|
Г |
5 |
Кольцо маслозащитное подшипника |
+0,20 +0,31 |
+0,20 +0,35 |
|
|
N 1 |
Г-1184082 |
+0,225 |
+0,20 |
||
|
N 2 |
Г-1184083 |
+0,335 |
+0,35 |
||
|
1 |
Ротор ВД |
У-1151731 |
|||
|
д |
5 |
Кольцо маслозащитное подшипника N 1 |
Г-1184082 |
+6,0 |
Не менее +5,5 |
|
1 |
N 2 |
У-1184083 |
+12,0 |
не менее +11,5 |
|
|
Ротор ВД |
У-1151731 |
||||
|
е |
5 |
Кольцо маслозащитное подшипника |
Не менее +5,5 |
||
|
N 1 |
Г-1184082 |
+6,0 |
|||
|
N 2 |
Г-1184083 |
+3,5 |
не менее +3,0 |
||
|
1 |
Ротор ВД |
У-1151731 |
|||
|
ж |
6 |
Кольцо маслозащитное подшипника |
лев прав |
+0,17 +0,30 |
|
|
N 1 |
Г-1229068 |
верх +0,175 +0,25 |
|||
|
N 2 |
низ 0,00 +0,02 |
+0,03 |
|||
|
1 |
Ротор ВД |
У-1151731 |
|||
|
з |
7 |
Кольцо уплотнительное |
+3,5 |
Не менее +3,0 |
|
|
ПКУ |
B-1141120 |
||||
|
обоймы N 3 ПКУ |
В-1141119 |
||||
|
обоймы N 2 ПКУ |
B-1141119 |
||||
|
обоймы N 1 ПКУ |
B-1141118 |
+4,5 |
Не менее +4,0 |
||
|
диафрагм 2-17 ст |
- |
+5,5 |
Не менее +5,0 |
||
|
обоймы ЗКУ |
B-1141274 |
+6,3 |
Не менее +5,8 |
||
|
ЗКУ |
B-1141277 |
+7,0 |
Не менее +6,5 |
||
|
1 |
Ротор ВД |
У-1151731 |
|||
|
и |
7 |
Кольцо уплотнительное наружное ПКУ |
- |
- |
лев +0,55 +0,65 |
|
+0,50 |
прав +0,35 +0.45 |
||||
|
+0,70 |
верх +0,35 +0.45 |
||||
|
низ +0,6 +0,7 |
|||||
|
ПКУ каминная камера |
- |
лев +0,8 +1,0 |
|||
|
прав +0,6 +0,8 |
|||||
|
верх +0,4 +0,6 |
|||||
|
низ +1,0 +1,2 |
|||||
|
обойма N 3 |
В-1141119 |
лев +0,85 +1,05 |
|||
|
прав +0,65 +0,85 |
|||||
|
верх +0,4 +0,6 |
|||||
|
низ +1,1 +1,3 |
|||||
|
обойма N 2 |
В-1141119 |
лев +0,9 +1,1 |
|||
|
+0,50 +0,70 |
прав +0,7 +0,9 |
||||
|
верх +0,4 +0,6 |
|||||
|
низ +1,2 +1,4 |
|||||
|
обойма N 1 |
В-1141118 |
лев +0,95 +1.15 |
|||
|
прав +0,75 +0,95 |
|||||
|
верх +0,4 +0,6 |
|||||
|
низ +1,3 +1,5 |
|||||
|
Диафрагм 2-13 ст |
+0,40 +0,60 |
лев +1,0 +1,2 |
|||
|
прав +0,8 +1,0 |
|||||
|
верх +0,4 +0,6 |
|||||
|
и |
низ +1,4 +1,6 |
||||
|
диафрагм 14-17 ст |
B-1148418 |
+0,40 +0,6 |
лев +0,95 +1,15 |
||
|
прав +0,75 +0,95 |
|||||
|
верх +0,4 +0,6 |
|||||
|
низ +1,3 +1,5 |
|||||
|
ЗКУ обойма |
В-1141274 |
лев +0,9 +1,1 |
|||
|
прав +0,7 +0,9 |
|||||
|
+0,50 +0,70 |
верх +0,4 +0,6 |
||||
|
низ +1,2 +1,4 |
|||||
|
каминная камера |
В-1141177 |
лев +0,7 +0,9 |
|||
|
прав +0,5 +0,7 |
|||||
|
верх +0,4 +0,6 |
|||||
|
низ +1,0 +1,2 |
|||||
|
Каминная камера наружное кольцо |
В-1141177 |
+0,50 +0,70 |
лев +0,55 +0,65 |
||
|
прав +0,35 +0,45 |
|||||
|
верх +0,35 +0,45 |
|||||
|
1 |
ротор ВД |
У-1151731 |
низ +0,6 +0,7 |
||
|
к |
2 |
Диафрагма |
|||
|
2-4 ст. |
- |
+1,45 |
+1,35 +1,55 |
||
|
5-9 ст |
- |
+1,5 |
+1,4 +1,6 |
||
|
10-13 ст |
- |
+1,8 |
+1,7 +1,9 |
||
|
1 |
14-17 ст |
||||
|
Ротор ВД |
У-1151731 |
+2,0 |
+1,9 +2,1 |
||
|
м |
2 |
Диафрагма 2-13 ст |
- |
лев +1,60 +1,95 |
|
|
+1,5 |
прав +1,40 +1,75 |
||||
|
верх +0,7 +1,2 |
|||||
|
низ +2,3 +2,5 |
|||||
|
14-16 ст |
- |
+1,5 |
лев. +1,60 +1,95 |
||
|
прав +1,40 +1,75 |
|||||
|
верх +0,9 +1,4 |
|||||
|
низ +2,1 +2,3 |
|||||
|
17 ст |
- |
лев. +1,60 +1,95 |
|||
|
прав +1,40 +1,75 |
|||||
|
верх +1,2 +1,4 |
|||||
|
м |
1 |
ротор ВД |
У-1151731 |
низ +1,8 +2,0 |
|
|
н |
2 |
Диафрагма 2-9 ст |
- |
+1,3 |
+1,2 +1,4 |
|
10-13 ст |
- |
+1,6 |
+1,5 +1,7 |
||
|
14-17 ст |
+1,8 |
+1,7 |
|||
|
1 |
Ротор ВД |
У-1151731 |
+1,9 |
||
|
с |
2 |
Диафрагма 2-7 ст |
- |
+8,0 |
Не менее +7,5 |
|
8-14 ст |
- |
+9,0 |
Не менее +8,5 |
||
|
15-17 ст |
У-1151731 |
+10,0 |
Не менее +9,5 |
||
|
1 |
Ротор ВД |
||||
|
т |
2 |
Диафрагма 2-4 ст 5-16 ст |
- |
+6,0 |
Не менее +5,0 |
|
1 |
17 ст |
А-1156314 |
Не менее +6,0 |
||
|
Ротор ВД |
У-1151731 |
||||
|
у |
2 |
Диафрагма |
У-1151731 |
Не менее +6,5 |
|
|
3-17 ст |
+7,0 |
||||
|
1 |
Ротор |
||||
|
к |
1 9 |
Ротор ВД - Сопловой аппарат |
У-1151731 Бу-1152127 |
+1,3 |
+1,3 |
|
м |
11 |
Обойма наружная 1 ступени |
Б-1156181 |
+1,0 |
лев +1.1 +1,5 |
|
+1,4 |
прав +0,9 +1,3 |
||||
|
верх +0,7 +1,2 |
|||||
|
1 |
Ротор ВД |
У-1151731 |
низ +2,0 +2,2 |
||
|
н |
1 9 |
Ротор ВД - Сопловой аппарат |
У-1151731 Бу-1152127 |
+1,1 |
+1,1 |
|
с |
1 10 |
Ротор ВД - Сопловая коробка |
У-1151731 Бу-1152127 |
+5,0 |
Не менее +4,5 |
|
Примечание - Величины зазоров "и" при капитальном ремонте согласовано с ВТИ - письмо N 09/36-225 от 6.01.81 г. и ЛМЗ - N 510-761-03 от 26.05.82 г. |
|||||
Таблица - 8 - Цилиндр низкого давления
|
мм |
|||||
|
Обоз- |
Позиции сопрягаемых составных частей |
Наименование сопрягаемых составных частей |
Обозначение сопрягаемых составных частей |
Зазор (+), натяг(-) |
|
|
по чертежу |
при капитальном ремонте |
||||
|
а |
3 |
Вкладыш подшипника N 3 |
A-1237424 |
+0,65 +0,72 |
+0,66 +0,75 |
|
4 |
N 4 |
Б-1229155 |
+0,67 |
+0,68 |
|
|
1 |
Ротор НД |
У-1151732 |
+0,75 |
+0,78 |
|
|
б |
3 |
Вкладыш подшипника N 3 |
A-1237424 |
+0,65 +0,72 |
+0,66 +0,75 |
|
4 |
N 4 |
Б-1229155 |
+0,67 |
+0,68 |
|
|
1 |
Ротор НД |
У-1451732 |
+0,75 |
+0,78 |
|
|
в |
3 |
Вкладыш подшипника N 3 |
A-1237424 |
+0,30 +0,45 |
+0,4 +0,5 |
|
4 |
N 4 |
Б-1229155 |
+0,35 |
+0,45 |
|
|
1 |
Ротор НД |
У-1151732 |
+0,50 |
+0,55 |
|
|
г |
5 |
Кольцо маслозащитное подшипника N 3 |
Г-1184082 |
+0,20 +0,31 |
+0,20 +0,35 |
|
1 |
Ротор НД |
Г-1184081 У-1151732 |
+0,22 +0,35 |
+0,20 +0,45 |
|
|
д |
5 |
Кольцо маслозащитное подшипника N 3 |
Г-1184082 |
+9,0 |
не менее +8,5 |
|
1 |
N 4 |
Г-1184083 |
+8,0 |
Не менее +7,5 |
|
|
Ротор НД |
У-1151732 |
||||
|
е |
5 |
Кольцо маслозащитное подшипника N 3 |
Г-1184082 |
+6,0 |
Не менее +5,5 |
|
N 4 |
Г-1184083 |
+5,5 |
не менее +5,0 |
||
|
1 |
ротор НД |
У-1151732 |
|||
|
ж |
6 |
Кольцо маслоотбойное подшипника N 3 |
Г-1229068 |
лев прав верх +0,175 +0,250 |
лев прав верх +0,17 +0,35 |
|
низ 0,00 +0,02 |
низ 0,00 +0,3 |
||||
|
N 4 ст. per. |
Г-1229226 |
лев прав верх +0,20 +0,27 |
лев прав верх +0,20 +0,35 |
||
|
низ 0,00 +0,02 |
низ 0,0 +0,3 |
||||
|
N 4 ст.ген. |
Г-1229228 |
лев прав верх +0,175 +0,25 |
лев. прав верх +0,17 +0,35 |
||
|
1 |
ротор НД |
У-1151732 |
низ +0,00 +0,02 |
низ 0,0 +0,03 |
|
|
з |
7 |
Кольцо уплотнительное ПКУ |
У-1141177 |
+6,7 |
Не менее +6,2 |
|
обоймы ПУ |
B-1141177 |
+4,7 |
Не менее +4,2 |
||
|
диафрагм |
Не менее +5,0 |
||||
|
19-27 ст |
В-1148419 |
+5,5 |
|||
|
ЗКУ |
+6,5 |
Не менее +6,0 |
|||
|
1 |
Ротор НД |
У-1151732 |
|||
|
и |
7 |
Кольцо уплотнительное |
В-1141177 |
+0,5 +0,7 |
лев |
|
наружное ПКУ |
+0,55 +0,65 |
||||
|
прав верх +0,35 +0,45 |
|||||
|
низ +0,6 +0,7 |
|||||
|
ПКУ |
В-1141177 |
лев +0,6 +0,85 |
|||
|
прав верх +0,4 +0,6 |
|||||
|
низ +0,7 +0,9 |
|||||
|
обойма ПУ |
В-1141176 |
лев +0,65 +0,85 |
|||
|
и |
7 |
кольцо уплотнительное обойма ПУ |
прав верх +0,4 +0,6 |
||
|
низ +0,9 +1,1 |
|||||
|
диафрагм 19-26 ст |
B-1148419 |
+0,4 +0,62 |
лев +0,65 +0,85 |
||
|
прав верх +0,4 +0,6 |
|||||
|
низ +0,9 +0,11 |
|||||
|
27 ст |
B-1148419 |
лев +0,6 +0,85 |
|||
|
прав +0,4 +0,6 |
|||||
|
верх +0,5 +0,7 |
|||||
|
низ +0,7 +0,9 |
|||||
|
26-30 ст |
- |
+0,60 +0,72 |
лев +0,6 +0,85 |
||
|
прав +0,4 +0,6 |
|||||
|
и |
7 |
кольцо уплотнительное диафрагм 28-30 ст |
- |
верх низ +0,5 +0,7 |
|
|
ЗКУ |
- |
+0,50 +0,70 |
лев +0,6 +0,85 прав +0,4 +0,6 верх +0,6 +0,8 низ +0,5 +0,7 |
||
|
наружное ЗКУ |
В-1132571 |
лев +0,55 +0,65 |
|||
|
+0,50 +0,70 |
прав +0,35 +0,45 |
||||
|
верх +0,6 +0,7 |
|||||
|
1 |
ротор НД |
У-1151732 |
низ +0,35 +0,45 |
||
|
к |
9 |
Сопловой аппарат |
Б-1131201 |
+1,1 |
+1,0 +1,2 |
|
2 |
диафрагма 19 ст |
A-1154075 |
+1,25 |
+1,15 +1,35 |
|
|
к |
диафрагма 20-22ст |
- |
+1,75 |
+1,65 +1,85 |
|
|
23-24ст |
- |
+2,3 |
+2,2 +2,4 |
||
|
25 ст |
A-1221008 |
+2,25 |
+2,15 +2,35 |
||
|
26 ст |
Б-1132631 |
+2,8 |
+2,7 +2,9 |
||
|
27 ст |
Б-1130906 |
+3,3 |
+3,2 +3,5 |
||
|
1 |
Ротор НД |
У-1151732 |
|||
|
л |
2 |
Диафрагма |
+10,0 |
Не менее +9,5 |
|
|
25 ст |
А-1221008 |
||||
|
26 ст |
A-1132631 |
+10,5 |
Не менее +10,0 |
||
|
1 |
ротор НД |
У-1151732 |
|||
|
м |
2 |
Диафрагма 18-22 ст |
- |
+1,50 |
лев +1,6 +1,95 |
|
прав +1,4 +1,75 |
|||||
|
верх +0,7 +1,20 |
|||||
|
низ +2,3 +2,50 |
|||||
|
23-24 ст |
- |
+1,50 |
лев +1,6 +1,95 |
||
|
прав +1,4 +1,75 |
|||||
|
м |
2 |
диафрагма 23-24 ст |
- |
верх +0,9 +1,4 |
|
|
низ +2,1 +2,3 |
|||||
|
25-26 ст |
- |
+2,0 |
лев +2,1 +2,5 |
||
|
прав +1,9 +2,3 |
|||||
|
верх +0,9 +1,4 |
|||||
|
низ +2,1 +2,3 |
|||||
|
27 ст |
- |
лев низ +2,0 +2,85 |
|||
|
1 |
ротор НД |
- |
прав верх +1,8 +2,65 |
||
|
н |
9 |
Сопловой аппарат |
Б-1131201 |
+1,6 |
+1,5 +1,7 |
|
2 |
Диафрагма 19 ст |
А-1154075 |
+1,85 |
+1,75 +1,95 |
|
|
20-22 ст |
- |
+2,35 |
+2,25 +2,45 |
||
|
23-25 ст |
- |
+2,95 |
+2,85 +3,05 |
||
|
1 |
Диафрагма 26 ст |
А-1132631 |
+3,4 |
+3,3 +3,5 |
|
|
27 ст |
Б-1130906 |
+4,42 |
+4,3 +4,6 |
||
|
ротор НД |
У-1151732 |
||||
|
с |
9 |
Сопловой аппарат |
Б-1131201 |
+6,0 |
Не менее +5,5 |
|
2 |
Диафрагма 19-20 ст |
- |
+11,0 |
Не менее +10,5 |
|
|
21 ст |
А-1154075 |
+10,0 |
Не менее +9,5 |
||
|
22 ст |
A-1221008 |
+8,0 |
Не менее +7,5 |
||
|
23-25 ст |
- |
+10,0 |
Не менее +9,5 |
||
|
26 ст |
A-1132631 |
+8,5 |
Не менее +8,0 |
||
|
27 ст |
Б-1130906 |
+9,5 |
Не менее +9,0 |
||
|
1 |
Ротор НД |
У-1151732 |
|||
|
у |
2 |
Диафрагма 20-21 ст |
- |
+8,5 |
Не менее +7,5 |
|
22 ст |
A-1154078 |
+8,0 |
Не менее +7,0 |
||
|
23 ст |
A-1153861 |
+7,5 |
Не менее +6,5 |
||
|
24 ст |
A-1221002 |
+8,0 |
Не менее +7,0 |
||
|
1 |
Ротор НД |
У-1151732 |
|||
|
к |
2 |
Диафрагма |
+5,66 |
+5,6 |
|
|
28 ст |
A-1233273 |
||||
|
29 ст |
A-1134471 |
+12,5 |
+12,5 |
||
|
1 |
30 ст |
А-1130998 |
+10,9 |
+10,9 |
|
|
Ротор НД |
У-1151732 |
||||
|
м |
2 |
Диафрагма 28-29 ст |
- |
+3,0 |
+2,5 +3,5 |
|
1 |
30 ст |
+4,0 |
+3,5 |
||
|
ротор НД |
У-1151732 |
+4,5 |
|||
|
н |
2 |
Диафрагма |
+5,4 |
+5,4 |
|
|
28 ст |
A-1233273 |
||||
|
29 ст |
A-1134471 |
+7,4 |
+7,4 |
||
|
30 ст |
A-1130998 |
+6,7 |
+6,7 |
||
|
1 |
ротор НД |
У-1151732 |
|||
|
с |
2 |
Диафрагма |
Не менее +6,1 |
||
|
28 ст |
A-1233273 |
+6,6 |
|||
|
29 ст |
A-1134471 |
+9,5 |
Не менее +9,0 |
||
|
30 ст |
А-1130998 |
+8,5 |
Не менее +8,0 |
||
|
1 |
ротор НД |
У-1151732 |
|||
|
у |
2 |
Диафрагма |
+11,0 |
Не менее +10,5 |
|
|
28 ст |
A-1233273 |
||||
|
29 ст |
А-1134471 |
+27,5 |
Не менее +27,0 |
||
|
1 |
Ротор НД |
У-1151732 |
|||
|
Примечание - Величины зазоров "и" при капитальном ремонте согласовано с ВТИ - письмо N 09/36-225 от 6.01.81 г. и ЛМЗ - N 510-761-03 от 26.05.82 г. |
|||||
Таблица 9 - Центровка валопровода турбины
|
мм |
|
|
Сопрягаемые роторы |
|
|
РВД - РНД |
|
|
по данным ЛМЗ |
|
|
при капитальном ремонте |
|
Приложение 4
рекомендуемое
Перечень средств измерений, упомянутых в стандарте
Таблица 1
|
Наименование и условное обозначение средств измерения |
Номер пункта или карты |
|
|
1. Виброисследовательская аппаратура |
||
|
2. Дефектоскопы |
УД 2-12 ТУ 25-7761.001-86 |
к.16, 17, 23 |
|
3. Зубомер |
НЦ-1АВ ТУ 2-034-231-88 |
|
|
4. Индикатор часового типа с ценой деления 0,01 мм |
ИЧ 10Б кл.1 |
к.2-4, 7, 9, 13, 14, 19, 2?*, 23, 24, 28-30 |
|
__________________ |
||
|
5. Калибр |
Д |
- |
|
6. Измеритель частоты лопаток |
Измеритель |
|
|
ИЧЛ-2 |
к.13 |
|
|
ТУ 34-38-10042-80 |
||
|
7. Линейка измерительная металлическая |
Линейка |
|
|
500 |
к.1, 3 |
|
|
1000 ГОСТ 427-76* |
к.14 |
|
|
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ 427-75. - Примечание изготовителя базы данных. |
||
|
8. Линейки поверочные |
Линейка |
|
|
УТ-0-125-60-Ш |
к.1 |
|
|
ЛЧ-0-200 |
к.1, 11, 12 |
|
|
ШД-0-630 |
к.13, 14 |
|
|
ШД-1-1600 |
к.3, 9 |
|
|
9. Лупа |
Лупа ЛП1-4 ГОСТ 25706-87 |
к.1-11, 13-18, 21, 2?, 25-29 |
|
10. Меры длины концевые плоскопараллельные |
Концевые меры |
|
|
1-H2 |
к.3, 9, 25, 27, 28 |
|
|
11. Манометр |
Манометр 0,1-1,6 Ша |
к.1 |
|
12. Микрометры ГОСТ 6507-90 |
МК 25-1 |
к.17, 19 20, 24, 30 |
|
МК 50-1 |
к.19, 25-27 |
|
|
МК 75-1 |
к.14, 22 |
|
|
МК 100-1 |
к.28 |
|
|
МК 125-1 |
к.28 |
|
|
МК 250-1 |
к.13 |
|
|
МК 300-1 |
к.13 |
|
|
МК 400-1 |
к.13 |
|
|
13. Меры длины концевые плоскопараллельные |
Концевые меры 1-2 |
к.4, 8, 9, 25, 27, 28 |
|
14. Набор щупов |
Набор щупов |
|
|
N 2 кл.1 |
к.1-6, 9-17, 21, 23, 25, 26, 29, 30 |
|
|
N 3 кл.1 ТУ 2-034-225-37* |
к.8, 12, 15 |
|
|
________________ * Вероятно, ошибка оригинала. Следует читать: ТУ 2-034-225-87. - Примечание изготовителя базы данных. |
||
|
15. Нутромеры индикаторные |
Нутромер |
|
|
НИ 50-100-1 |
к.14 |
|
|
ГОСТ 868-92* |
||
|
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ 868-82. - Примечание изготовителя базы данных. |
||
|
16. Нутромер микрометрический |
Нутромер |
|
|
НМ 600 |
к.4, 5, 14, 25, 26 |
|
|
НМ 125 |
к.10 |
|
|
НМ 175 |
к.9 |
|
|
17. Образцы шероховатости поверхности (сравнение) |
0,8-ТТ |
к.25 |
|
ГОСТ 9378-75 |
0,8-ШП |
к.28 |
|
0,8-ФП |
к.25, 26 |
|
|
0,8-ШЦ |
к.13 |
|
|
0,8-ШЦВ |
к.30 |
|
|
1,6-Р |
к.5, 16, 17, 18 |
|
|
1,6-Т |
к.7, 8 |
|
|
1,6-ТТ |
к.1, 17 |
|
|
1,6-ФТ |
к.16 |
|
|
1,6-ФЦП |
к.16, 27 |
|
|
1,6-ШП |
к.13, 16, 17, 20, 27 |
|
|
3,2-Р |
к.1, 5, 6, 15, 18 |
|
|
3,2-С |
к.1 |
|
|
3,2-Т |
к.2, 3, 5, 9, 15 к.2, 3, 5, 9, 13, 15, 18, |
|
|
3,2-ТТ |
21 |
|
|
3.2-ФТ |
к.1-3, 5, 9 |
|
|
3,2-ФП |
к.2, 3, 9 |
|
|
3,2-ФЦП |
к.1 к.1-5, 9, 15, 1?, 19, |
|
|
3,2-ШП |
20, 23, 29 |
|
|
12,5-Р |
к.2 |
|
|
12,5-ТТ |
к.2, 28 |
|
|
12.5-ШП |
к.6 |
|
|
6.3-Р |
к.11 |
|
|
18. Пруток |
аттестован метрологической службой |
- |
|
19. Приборы оптико-механического комплекса с визирной трубой ППС-11 |
- |
к.30 |
|
20. Плиты поверочные |
Плита 1-0-400х400 1-0-250х250 2-1-1000х630 |
к.1, 8 к.2, 3 к.19, 20 |
|
21. Прибор (для измерения перпендикулярности подреза под головки болтов соединительных муфт и оси отверстий). Черт. ЛМЗ 8731-0611СБ |
к.13 |
|
|
22. Прибор для замера напряжений крепежных изделий |
черт. ЮЭР УИН-1 |
к.30 |
|
23. Скобы с отсчетным устройством |
Скоба |
|
|
СИ 300 |
к.13 |
|
|
СИ 400 |
к.13 |
|
|
24. Твердомеры для металлов |
TВП8...450НB |
к.3, 13 |
|
25. Угольники поверочные 90° |
УШ-0-160 УШ-0-400 ГОСТ 3749-79* |
к.1, 13 к.14 |
|
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ 3749-77. - Примечание изготовителя базы данных. |
||
|
26. Шаблон |
ТР-10-00 Черт. ЮЭР |
- |
|
27. Шаблоны радиусные |
по месту |
- |
|
28. Штангенглубиномеры |
ШГ-160-0,1 ШГ-250-0,1 |
к.1, 12 к.12 |
|
29. Шаблоны резьбовые |
Набор 60° ТУ-034-228-87 |
к.1, 10, 27 |
|
30. Штангенциркули |
ШЦ-I-125-0,1-1 ШЦ-II-200-0,05 |
к.2-5, 6, 9, 10, 13, 14, 17, 21, 22, 27 |
|
ШЦ-II-250-0,1-1 |
к.4, 14, 23 |
|
|
ШЦ-II-320-1000-0,1-1 |
к.16, 17 |
|
|
ШЦ-III-500-1600-0,1 |
к.14 |
|
|
к.6 |
||
|
31. Щупы клиновые |
черт. ХоТЭМ 196137 СКВЭР Т-277 |
к.9, 30 к.30 |






Лист регистрации изменений
|
изме- |
Номера листов (страниц) |
Всего листов (страниц) в докум. |
Номер доку- |
Входящий номер сопро- |
Подпись |
Дата |
|||
|
изме- |
заме- |
новых |
аннули- |
||||||