
Руководство по применению комплексных органических вяжущих (КОВ), в том числе ПБВ, на основе блоксополимеров типа СБС в дорожном строительстве
ОТРАСЛЕВОЙ ДОРОЖНЫЙ МЕТОДИЧЕСКИЙ ДОКУМЕНТ
РУКОВОДСТВО
ПО ПРИМЕНЕНИЮ КОМПЛЕКСНЫХ ОРГАНИЧЕСКИХ ВЯЖУЩИХ (КОВ),
В ТОМ ЧИСЛЕ ПБВ, НА ОСНОВЕ БЛОКСОПОЛИМЕРОВ
ТИПА СБС В ДОРОЖНОМ СТРОИТЕЛЬСТВЕ
УТВЕРЖДЕНО Распоряжением Минтранса России N ОС-134-р от 11.03.2003
Обоснована целесообразность применения комплексных органических вяжущих (КОВ), в том числе полимерно-битумных (ПБВ), взамен дорожных битумов при строительстве, реконструкции и ремонте асфальтобетонных покрытий на автомобильных дорогах, мостах и аэродромах. Приведены технологические способы приготовления КОВ, принципы и методология подбора их составов, а также технические требования к ним. Установлены требования к вяжущим, в зависимости от области применения.
Показано, что для горячих полимерасфальтобетонных смесей рекомендовано применять вязкие ПБВ, для литых - ПБВЛ; для поверхностных обработок - вяжущие марок КОВ-60 и ПБВ 90П; для дренирующих полимерасфальтобетонов - ПБВ-7; для устройства тонких слоев из полимерасфальтобетонной смеси - ПБВ-7 или КОВ-70, а для складируемых смесей, укладываемых и уплотняемых в холодном состоянии, - ПБВ 90, ПБВ 130, ПБВ 200 и КОВ-45 и КОВ-60.
Отражены особенности технологии приготовления, применения и подбора составов, а также технические требования к полимерасфальтобетонным смесям. Рассмотрены особенности применения КОВ, в том числе ПБВ, для устройства поверхностных обработок, трещинопрерывающих прослоек, герметизирующих и гидроизоляционных материалов и даны требования к вяжущим для производства этих работ. Рекомендовано в старые асфальтобетонные смеси при реконструкции покрытий добавлять битумы со специальными пластификаторами - "регенераторами", позволяющими повысить их трещиностойкость, деформативность и динамическую устойчивость. Предложен оптимальный состав "регенератора", представляющий собой систему, состоящую из блоксополимера типа СБС и индустриального масла.
ПРЕДИСЛОВИЕ
За последние десятилетия в 2-3 раза сократился срок службы асфальтобетонных покрытий на автомобильных дорогах, мостах и аэродромах. В результате более 90% материальных, трудовых и энергетических ресурсов, выделяемых дорожной отрасли, идет на ремонт и реконструкцию, а не на строительство асфальтобетонных покрытий.
Одна из главных причин преждевременного разрушения таких покрытий (средний срок службы 6 лет) - применение органических вяжущих материалов: битумов (ГОСТ 22245), которые не удовлетворяют требованиям, предъявляемым к ним условиями эксплуатации покрытий на территории России:
- по температурной трещиностойкости, так как их температура хрупкости по Фраасу выше, чем температура наиболее холодных суток заданного района эксплуатации покрытий: для широко применяемых битумов марок БНД 40/60, БНД 60/90 и БНД 90/130, как правило, не ниже -18 °С, а средняя минимальная зимняя температура в России колеблется от -20 до -60 °С, расчетная температура трещиностойкости покрытий находится в диапазоне от -19 до -42 °С. Поэтому, как правило, через год на покрытии появляются трещины, а в битумных пленках - микротрещины, которые являются очагами разрушения покрытий (выбоины, выкрашивания);
- по эластичности - способности к большим обратимым деформациям, так как они являются типичными термопластичными материалами. Эксплуатация асфальтобетонных покрытий в условиях возросших многократных динамических воздействий колеса автомобиля приводит к образованию в битумных пленках либо остаточных деформаций (при высоких положительных температурах) и, как следствие, к сдвигам и наплывам на покрытии, либо микротрещин, вызывающих появление температурных и усталостных трещин на покрытии, выкрашиваний и выбоин. Трещинообразование усугубляется при эксплуатации покрытия из-за старения битумов. Это происходит в значительной степени вследствие того, что битумы не в состоянии релаксировать большую часть возникающих напряжений без необратимых изменений - остаточных деформаций или трещин.
Перевод битумов из класса термопластов в класс эластомеров - комплексных органических вяжущих (КОВ), в том числе полимерно-битумных вяжущих (ПБВ), и расширение их температурного диапазона работоспособности позволяет в значительной степени ликвидировать эти недостатки. За счет повышения трещиностойкости, сдвигоустойчивости и долговременной прочности срок службы асфальтобетонных покрытий увеличится в 1,5-3 раза. При применении таких вяжущих возрастает сдвигоустойчивость асфальтобетонных покрытий за счет более высокого динамического предела текучести КОВ, и в том числе ПБВ, по сравнению с битумами той же марки. Кроме того, при необходимости можно существенно повысить вязкость и прочность этих вяжущих, увеличить их температуру размягчения выше температуры размягчения самого вязкого дорожного битума путем регулирования его состава при сохранении требуемой эластичности и температуры хрупкости по Фраасу.
Проведенные Союздорнии исследования установили возможность получить комплексные органические вяжущие, в том числе и ПБВ, на основе сырья для производства нефтяных вязких дорожных битумов, нефтяного битума и блоксополимеров бутадиена и стирола типа СБС, например дивинилстирольного термоэластопласта (ДСТ), которые не только не уступают нефтяным битумам, но и по ряду показателей превосходят их: доля обратимых высокоэластических деформаций (эластичность) ПБВ составляет более 80% при 25 °С и более 70% при 0 °С, в то время как у битумов эластичность либо практически отсутствует, либо не превышает 20%. Температура хрупкости КОВ, в том числе ПБВ, разного состава находится в пределах от -20 до -55 °С, что существенно отличает их от битумов, температура хрупкости которых изменяется от -4 до -20 °С. При этом температура размягчения КОВ и ПБВ выше, чем у битумов. Такие качества КОВ и ПБВ позволяют существенно (в 2-3 раза) снизить модуль упругости полимерасфальтобетона и полимерорганобетона по сравнению с асфальтобетоном при отрицательных температурах (-20 - -30 °С) и одновременно в 1,5-2 раза повысить предел текучести и модуль упругости при положительных температурах (40-50 °С). Такие покрытия более трещиностойки и сдвигоустойчивы, что подтверждено многолетними лабораторными исследованиями и наблюдениями за построенными во всех дорожно-климатических зонах участками дорожных, мостовых и аэродромных покрытий.
Данное Руководство распространяется на комплексные органические вяжущие, в том числе полимерно-битумные, предназначенные для применения в качестве вяжущего материала при строительстве, реконструкции и ремонте покрытий дорог, мостов и аэродромов России.
Настоящее руководство разработали кандидаты технических наук Л.М.Гохман, Е.М.Гурарий, инж. К.И.Давыдова, канд. техн. наук А.Р.Давыдова.
В работе учтены замечания и предложения рецензентов: кандидатов технических наук Н.В.Быстрова (МАДИ), С.В.Поляковой, инж. С.В.Лаврентьевой (Центр лабораторного контроля, диагностики и сертификации).
Замечания и предложения по представленной работе просьба направлять по адресу:
-
143900, Московская обл., г. Балашиха-6, ш. Энтузиастов, 79, Союздорнии.
Генеральный директор
ФГУП "Союздорнии" В.М.Юмашев
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Разнообразие климатических и эксплуатационных условий требует разработки научно обоснованных путей регулирования структуры вяжущих для дорожного строительства в широких пределах с целью получить оптимальные для данных условий свойства.
1.2. Изменение консистенции битумов или варьирование известными технологическими способами производства не позволяет существенно повысить их трещиностойкость при требуемой теплостойкости и устойчивости к старению. Так, для битумов с температурой размягчения от 33 до 51 °С температура хрупкости, соответственно, изменяется от -20 до -6 °С. Следовательно, при требуемой сдвигоустойчивости покрытий при 50-70 °С, необходимой коррозионной стойкости и устойчивости к старению не удается обеспечить трещиностойкость покрытий при температурах ниже -20 °С и, тем более, при -50 - -60 °С в районах Севера и Сибири.
Эту проблему можно решить путем использования комплексных органических вяжущих, получаемых введением в вязкие, жидкие или маловязкие продукты переработки нефти полимеров, пластификаторов, ПАВ.
В частных случаях, когда в состав КОВ входит вязкий битум, вяжущее следует называть полимерно-битумным.
1.3. КОВ может быть приготовлено на НПЗ (АБЗ) в стандартных битумных котлах, бескомпрессорных установках типа Т-309, а также на специально изготовленном оборудовании путем механического перемешивания компонентов при рабочих температурах 140-180 °С, для ПБВ - не выше 160 °С.
Приготовление КОВ на бескомпрессорных установках пожаро- и взрывобезопасно.
ПБВ можно приготовить двумя способами:
-
1. Предварительно готовят раствор полимера (РП) в пластификаторе или битумосодержащий раствор полимера (БРП), в смеси пластификатора и битума, а затем вводят в битум;
-
2. В битум вводят полимер в виде крошки, порошка или гранул и при необходимости пластификатор.
1.4. Основной предпосылкой для получения КОВ является представление о них как о дисперсных системах с оптимальным объемом дисперсной фазы, которая образует пространственный коагуляционный каркас, обеспечивающий прочность и теплостойкость, и с дисперсионной средой, обуславливающей необходимую деформативность и эластичность. При этом, в случае использования в составе КОВ полимера, наряду с коагуляционным каркасом, в системе образуется эластичная структурная сетка, которая обеспечивает или повышает прочность, теплостойкость, эластичность и трещиностойкость системы.
1.5. Основными научными принципами получения КОВ являются хорошая совместимость компонентов, достаточная кинетическая устойчивость получаемых вяжущих, обеспечение требуемого комплекса технологических и эксплуатационных свойств.
КОВ должны обеспечивать устойчивость органоминеральных смесей к старению при приготовлении, хранении и транспортировании, а также требуемые сдвигоустойчивость, водо-, морозо- и трещиностойкость дорожных, мостовых и аэродромных покрытий.
В связи с этим, качество вязких КОВ должно быть не ниже качества битумов марок БНД (ГОСТ 22245-90), жидких - не ниже качества жидких битумов (ГОСТ 11955-82), для районов Севера и Сибири, а также конструкций, работающих в условиях повышенных динамических воздействий, - значительно превосходить его. При этом температура перехода вяжущего в хрупкое состояние (например, температура хрупкости по Фраасу или перегиб на температурной зависимости модуля деформации) должна быть практически равна расчетной зимней температуре покрытия (или другого конструктивного слоя) либо быть ниже ее для той дорожно-климатической зоны, в которой оно будет эксплуатироваться.
1.6. Материалами для дисперсионной среды КОВ могут служить жидкообразные основные и побочные продукты переработки нефти и угля, например сырье для производства нефтяных вязких дорожных битумов (гудроны), битумы, экстракты селективной очистки масел, каменноугольные масла, смолы, дегти, а также нефти.
В качестве зародышей дисперсной фазы могут использоваться высокодисперсные наполнители органического и неорганического происхождения, например полимеры, асфальтиты, асфальты деасфальтизации, мягчители АСМГ и другие концентраты асфальтосмолистых веществ, тяжелые буроугольные смолы, сера, порошкообразные остатки различных промышленных производств и т.п.
1.7. Для получения КОВ с оптимальными свойствами необходимо обеспечить объем частиц дисперсной фазы  в пределах от первой критической концентрации структурообразования
в пределах от первой критической концентрации структурообразования  =0,487 до второй
=0,487 до второй  =0,613. Данное условие является теоретической основой для разработки составов КОВ. При этом за дисперсную фазу принимаются собственно зародыши фазы и часть дисперсионной среды, иммобилизованная ими, при тепловом движении или деформировании, представляющие собой единое целое.
=0,613. Данное условие является теоретической основой для разработки составов КОВ. При этом за дисперсную фазу принимаются собственно зародыши фазы и часть дисперсионной среды, иммобилизованная ими, при тепловом движении или деформировании, представляющие собой единое целое.
При <0,487, содержание зародышей дисперсной фазы оказывается недостаточным для образования пространственной дисперсной структуры в КОВ и, следовательно, не могут быть обеспечены необходимые прочность и сдвигоустойчивость системы.
При >0,613, возникает опасность образования фазового контакта между частицами дисперсной фазы в КОВ, что приводит к потере вяжущих свойств и недостаточной устойчивости к старению.
1.8. Расчет оптимального состава КОВ заключается в определении граничных массовых концентраций зародыша дисперсной фазы  и
и  (рис.1), при и :
(рис.1), при и :
 , (1.1)
, (1.1)
где - объем частиц дисперсной фазы, доли единицы;
 - объем наполнителя, служащего зародышами дисперсной фазы КОВ по массе, доли единицы;
- объем наполнителя, служащего зародышами дисперсной фазы КОВ по массе, доли единицы;
 - коэффициент объемности, равный отношению объема частиц дисперсной фазы к объему зародышей;
- коэффициент объемности, равный отношению объема частиц дисперсной фазы к объему зародышей;
 - отношение плотности частиц дисперсной фазы (или приближенно КОВ) к плотности зародышей.
- отношение плотности частиц дисперсной фазы (или приближенно КОВ) к плотности зародышей.
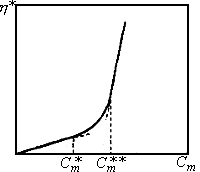
Рис.1.1. Зависимость вязкости от концентрации фазы в КОВ
Коэффициент объемности определяют, используя формулу (1.1), по выражению
 , (1.2)
, (1.2)
где  - отношение наибольшей пластической или наибольшей ньютоновской вязкости КОВ к вязкости материала дисперсионной среды.
- отношение наибольшей пластической или наибольшей ньютоновской вязкости КОВ к вязкости материала дисперсионной среды.
Таким образом, для расчета состава КОВ с оптимальными свойствами достаточно экспериментально определить, при произвольном , плотность КОВ и зародыша фазы, и , при =0,487 и =0,613.
1.9. Ориентировочно минимальное и оптимальное содержание наполнителя в КОВ можно установить по зависимости приведенной условной вязкости от концентрации фазы.
1.10. Применение КОВ позволит:
- расширить ассортимент органических вяжущих;
- повысить качество и увеличить срок службы дорожных покрытий, в первую очередь, за счет улучшения их трещиностойкости, сдвигоустойчивости, водо- и морозостойкости, устойчивости к динамическим воздействиям;
- регулировать свойства органических вяжущих, в зависимости от исходных компонентов, для их приготовления на месте строительства и условий эксплуатации конструкций с их применением;
- значительно повысить производительность работ по приготовлению вяжущих;
- снизить энергозатраты;
- получить материалы с требуемыми в данных условиях свойствами;
- увеличить темпы строительства дорог с твердым покрытием, особенно в сельскохозяйственных и вновь осваиваемых районах Севера и Сибири.
1.11. В качестве полимера, создающего пространственную эластичную структурную сетку в КОВ или ПБВ, выбрали полимеры класса термоэластопластов - блоксополимеры бутадиена и стирола типа СБС, так как они:
- позволяют получить (при минимальном содержании) пространственную эластичную сетку в битуме благодаря способности их макромолекул к специфическим взаимодействиям;
- отличаются хорошей совместимостью с битумами и другими нефтепродуктами (за счет невысокой молекулярной массы), а также тяжелыми нефтяными остатками;
- обладают высокими прочностью и эластичностью в диапазоне температур от -80 до 90 °С.
1.12. ПБВ получают введением в битумы 2-6% (по массе) блоксополимеров типа СБС: в вязкие битумы в виде РП или БРП; в маловязкие и жидкие - в виде крошки, порошка или гранул (под маловязкими понимают битумы с глубиной проникания иглы при 25 °С более 1300,1 мм).
1.13. ПБВ характеризуется способностью к высокоэластическим деформациям в широком диапазоне температур (от -55 до 70 °С), что обусловливает его высокие теплостойкость и сопротивление сдвигу при повышенных температурах (50-70 °С), эластичность, пластичность и устойчивость к динамическим воздействиям при низких отрицательных температурах.
Полимерасфальтобетон на ПБВ отличается повышенными деформативностью при отрицательных температурах и упругостью при положительных (модуль упругости при -20 °С в 3-6 раз меньше, а при 40 °С - в 1,5-2 раза больше, чем асфальтобетона на вязком битуме марок БНД); повышенной устойчивостью к многократным динамическим воздействиям (количество циклов до разрушения образца-балочки на ПБВ в условиях многократного изгиба выше, чем асфальтобетонного образца на битуме более чем в 8 раз при одинаковом содержании вяжущего).
1.14. ПБВ без пластификатора, или содержащие нефтепродукты типа индустриальных масел либо гудрона (сырья для производства вязких дорожных битумов), либо их смеси относятся к классу вязких вяжущих и должны соответствовать требованиям ОСТ 218.010-98 "Вяжущие полимерно-битумные дорожные на основе блоксополимеров типа СБС. Технические условия".
ПБВ, содержащие в качестве пластификатора нефтепродукты типа дизельного топлива или жидкие битумы марок МГО, относятся к классу жидких вяжущих и должны соответствовать ТУ 35 1669-88 "Вяжущие полимерно-битумные на основе ДСТ и полимер-асфальтобетон".
1.15. Строительство покрытий из полимерасфальтобетонных смесей на жидких ПБВ допускается при пониженных температурах (до минус 15 °С).
1.16. Применение жидких ПБВ позволяет повысить производительность АБЗ за счет снижения температуры нагрева материалов, производительность отряда по укладке, удлинить строительный сезон благодаря возможности укладывать и уплотнять смеси при пониженных температурах.
1.17. Покрытия из полимерасфальтобетонных смесей на ПБВ обладают повышенным сцеплением с колесом автомобиля.
1.18. ПБВ рекомендуются при устройстве полимерасфальтобетонных покрытий на автомобильных дорогах, мостах и аэродромах. Особенно эффективно их использовать в районах с резко континентальным климатом, в районах Севера и Сибири, а также на объектах с повышенными динамическими воздействиями на покрытие (например, на полосах примыкания к трамвайным путям и т.п.), для поверхностных обработок, в составе мастик для заполнения швов и трещин в покрытиях.
Температура хрупкости ПБВ по Фраасу должна быть равна температуре наиболее холодных суток района эксплуатации, а температура размягчения - не ниже расчетной летней температуры.
1.19. ПБВ следует готовить на основе битумов марок БНД по ГОСТ 22245-90 и только по согласованию с заказчиком - на битумах марок БН. Битумы марок БНД характеризуются более низкой температурой хрупкости, чем битумы марок БН, благодаря более высокому содержанию в них парафинонафтеновых и ароматических углеводородов, что потребует меньшего содержания пластификатора для получения ПБВ, а также обеспечит лучшее распределение полимера при меньшем его количестве.
1.20. Введение пластификатора позволяет:
- обеспечить требуемый температурный режим (не выше 160 °С) приготовления ПБВ и смесей на его основе;
- увеличить однородность ПБВ и существенно эффективность вводимого полимера, то есть получить ПБВ с требуемым комплексом свойств при минимально возможном содержании полимера;
- значительно ускорить процесс приготовления ПБВ и смесей на его основе и уменьшить энергозатраты при их производстве;
- повысить удобоукладываемость и уплотняемость смесей.
1.21. В качестве пластификаторов для вязких ПБВ наиболее целесообразно применять индустриальные масла марок И-20А, И-30А, И-40А, И-50А по ГОСТ 20799-88, сырье для производства нефтяных вязких дорожных битумов по ТУ 38 101582-88 или смеси масла и сырья, так как при этом обеспечивается пожаробезопасность процесса.
1.22. При применении ПБВ, как правило, не требуются использование ПАВ, так как полимерасфальтобетоны обладают большим объемом замкнутых пор и обеспечивают требуемый показатель длительной водостойкости. При невозможности достичь этот показатель или при устройстве поверхностной обработки с применением кислых и ультракислых минеральных материалов целесообразно использовать добавки ПАВ в ПБВ.
1.23. Опыт устройства полимерасфальтобетонных покрытий на МКАД из полимерасфальтобетонных смесей типа А с применением ПБВ 90/130 (ТУ 35 1669-88 с изм. N 1, 2, 3 и 4 п.1.1.11) показал, что водонасыщение кернов из покрытия в 1,5-2 раза ниже, чем у переформованных образцов, что свидетельствует о высокой уплотняемости таких смесей и о наличии большого объема замкнутых пор в полимерасфальтобетоне.
1.24. Наличие трех компонентов в составе полимерно-битумных вяжущих позволяет в широких пределах изменять их эксплуатационные свойства - прочность (теплостойкость), трещиностойкость, эластичность и пластичность, а также технологические характеристики - вязкость, текучесть, тиксотропию, смачиваемость. Можно подбирать оптимальные составы ПБВ с требуемым комплексом свойств для следующих материалов и конструкций: литого полимерасфальтобетона, складируемых полимерасфальтобетонных смесей, дренирующего полимерасфальтобетона, регенераторов для старого асфальтобетона, для поверхностных обработок на асфальтобетонном и цементобетонном покрытиях, для трещинопрерывающих и компенсирующих прослоек, заливки швов и трещин, для подгрунтовок, гидроизоляций и кровель.
2. МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ДЛЯ ПРИГОТОВЛЕНИЯ КОМПЛЕКСНЫХ
ОРГАНИЧЕСКИХ ВЯЖУЩИХ, В ТОМ ЧИСЛЕ ПБВ
2.1. Для создания дисперсионной среды КОВ, в том числе вязких ПБВ, используют следующие материалы:
- сырье для производства вязких нефтяных дорожных битумов по ТУ 38 101582-88;
- битумы нефтяные дорожные вязкие по ГОСТ 22245-90 и жидкие марок МГО по ГОСТ 11955-82;
- индустриальные масла марок И-20А, И-30А, И-40А, И-50А по ГОСТ 20799-88;
- смеси масла и сырья.
2.2. В качестве зародышей дисперсной фазы вяжущих используют полимеры - блоксополимеры бутадиена и стирола типа СБС (в виде порошка или крошки): ДСТ-30-01 1-й группы по ТУ 38.103267-99, ДСТ-30Р-01 1-й группы по ТУ 38.40327-98 (ОАО "Воронежсинтезкаучук"), зарубежные аналоги: Финапрен 502 или Финапрен 411 фирмы "Петрофина", Кратон Д1101, Д1184, Д1186 фирмы "Шелл", Европрен СОЛТ 161В и СОЛТ 161C фирмы "Эникем", Калпрен 411 фирмы "Репсол", свойства которых контролируют по сертификатам качества. Пригодность их подтверждается техническим свидетельством Минстроя России (Постановление Минстроя России от 19 апреля 1996 г. N 18-25).
2.3. В качестве компонента КОВ для создания как дисперсионной среды, так и дисперсной фазы используют растворы полимеров или битумосодержащие растворы полимеров по ТУ 2294-007-01393697-95 с изм. N 1, 2, 3, 4.
В качестве поверхностно-активных веществ (в случае необходимости) применяют присадки адгезионные: битумную ПАБ-1 по ТУ 301-02-147-91, дорожную "АМДОР" по ТУ 0257-003-35475596-96, Iterlene IN|400-R, выпускаемую итальянской фирмой Iterchimica, и другие ПАВ, при соответствующем обосновании и наличии необходимого нормативного документа и гигиенического сертификата.
3. ТЕХНОЛОГИЧЕСКИЕ СПОСОБЫ ПРИГОТОВЛЕНИЯ КОМПЛЕКСНЫХ,
В ТОМ ЧИСЛЕ ПОЛИМЕРНО-БИТУМНЫХ, ОРГАНИЧЕСКИХ ВЯЖУЩИХ
3.1. Существует два способа приготовления ПБВ.
При подборе состава ПБВ устанавливают необходимое содержание полимера, пластификатора и битума в нем. На основании этих данных рассчитывают требуемую концентрацию раствора полимера как отношение его массы к суммарной массе полимера и пластификатора, выраженное в процентах.
По первому способу полимер предварительно растворяют в пластификаторе, приготавливая раствор полимера (РП) требуемой концентрации, который затем вводят в битум и перемешивают до однородного состояния.
Если вязкость раствора высока и возникают трудности при перемешивании и перекачке в расходные емкости (концентрация раствора полимера более 20% по массе), то для снижения вязкости раствора в него добавляют битум в количестве, равном содержанию раствора в емкости. Получается битумосодержащий раствор полимера (БРП), который вводят в битум и перемешивают до однородного состояния. При этом необходимо учитывать, что часть битума уже есть в составе БРП, поэтому его масса, в которую вводится БРП, должна быть уменьшена на эту же величину для соблюдения расчетного соотношения компонентов, установленного при подборе состава ПБВ. РП и БРП готовятся в отдельных емкостях и могут транспортироваться в горячем или холодном состояниях на другие объекты для приготовления ПБВ.
По второму способу все компоненты ПБВ, согласно установленным ранее составам, перемешиваются в одной емкости. Если в состав вяжущего входит пластификатор, то его вводят в битум в первую очередь, перемешивают до однородного состояния, а затем, при постоянном перемешивании, порционно добавляют полимер в виде крошки или порошка и доводят смесь до однородного состояния.
Если концентрация РП в данном ПБВ не превышает 20% по массе (например, полимера 3%, масла 12%, битума 85%), то для повышения производительности приготовления в емкость сначала закачивают масло, затем порционно полимер, доводя раствор до однородного состояния, и потом горячий битум.
Установлено, что применение этих двух способов влияет только на продолжительность процесса приготовления: при первом способе она значительно меньше.
При необходимости введения ПАВ его добавляют в готовое ПБВ независимо от способа приготовления.
3.2. По первому способу ПБВ приготавливают (рис.3.1) в такой последовательности. Для приготовления РП готовой пластификатор нагревают до 90-100 °С и подают в емкость 1. Туда же поступает полимер со склада. Во время загрузки компоненты механически перемешивают с малой скоростью для смачивания полимера пластификатором и его равномерного распределения и растворения в нем. Загруженные компоненты подвергают интенсивному механическому перемешиванию, нагревают емкость и всю массу пропускают через диспергатор 5. При этом осуществляют циркуляцию, забирая смесь с низа емкости, пропускают через диспергатор и сливают с верха емкости до получения однородной смеси (раствора) с температурой 155-160 °С.
Рис.3.1. Технологическая схема приготовления КОВ, в том числе ПБВ:
1 и 2 - емкость для приготовления РП или БРП; 3 и 4 - емкости для приготовления ПБВ; 5 и 6 - диспергаторы
(марки Sifer) производительностью 30 т/ч при минимальном зазоре; 7 - накопительная (раздаточная) емкость
с механической мешалкой для периодического перемешивания (предотвратить расслоение смеси)
3.3. Для приготовления БРП на последней стадии получения раствора полимера в него добавляют часть битума, предварительно обезвоженного и нагретого до 155-160 °С, осуществляя циркуляцию БРП по выше приведенной схеме (п.3.2.).
3.4. Для гарантированного получения однородного РП или БРП их перекачивают из емкости 1 в емкость 2 и обратно, пропуская через диспергатор 5, и систематически контролируют достижение полного слива из соответствующей емкости. Одновременно с приготовлением раствора полимера или БРП в емкость 3 подают предварительно обезвоженный и нагретый до 155-160 °С битум в требуемом для приготовления ПБВ количестве. Затем готовый раствор полимера или БРП из емкости 1 подают в емкость 3, механически перемешивая и пропуская через диспергатор 6 снизу вверх. Для гарантированного получения однородного ПБВ и снижения объема полимеризата на стенках и мешалках ПБВ перекачивают из емкости 3 в емкость 4 через диспергатор 6 и обратно.
Необходимо обеспечить весовое дозирование всех компонентов, раствора или концентрата; отпуск ПБВ потребителю через сито с сеткой N 7; нужную мощность тепловой машины для быстрого нагрева компонентов в емкостях 1, 2, 3, 4 от 80 до 160 °С.
Предлагаемая схема направлена на повышение производительности установки и усовершенствование процессов зачистки от полимеризата без прекращения работы. Насосы и краны не показаны на схеме, механические мешалки не обозначены, но предусмотрены во всех емкостях.
3.5. Для приготовления ПБВ по второму способу битум, предварительно обезвоженный и нагретый до 110-120 °С, подают в емкость 3 или нагретый до 90-100 °С подают в эту же емкость, где и обезвоживают. Затем туда загружают необходимое количество пластификатора, нагретого до 90-100 °С, и перемешивают до однородного состояния, после чего порционно вводят полимер. Сначала осуществляют перемешивание смеси (желательно медленное) до полного смачивания и равномерного распределения полимера, а затем включают нагрев емкости и начинают перемешивание смеси (желательно интенсивное) с одновременным нагревом до 155-160 °С. После этого смесь пропускают через диспергатор 6 и перекачивают из емкости 3 в емкость 4 для получения однородного ПБВ во всем объеме. Такая однородность может быть достигнута и другими технологическими способами. Рабочая температура приготовления ПБВ не должна превышать 160 °С.
Если в составе КОВ отсутствует битум, а материалом для дисперсионной среды служит сырье для производства вязких дорожных битумов (гудрон), то конечная температура нагрева в процессе его приготовления может достигать 180 °С. Такие КОВ приготавливают, как правило, по второму способу.
Необходимо отметить, что в лабораторных условиях на приготовление однородного ПБВ по первому способу требуется, примерно, в 2 раза меньше времени, чем по второму. Целесообразность использования того или иного способа должен устанавливать заказчик исходя из технико-экономических соображений.
3.6. Для приготовления КОВ, в том числе ПБВ, можно использовать любую обогреваемую емкость, оборудованную механической мешалкой, в том числе битумные котлы и реакторы бескомпрессорных установок типа Т-309. Площадь горловины емкостей для приготовления и хранения растворов полимера, БРП, ПБВ, КОВ должна быть не менее 0,3 м . Крышка емкости должна открываться полностью, обеспечивая свободную загрузку материалов и возможность осмотра дна и стенок емкости. На крышке необходимо предусмотреть небольшие герметично закрывающиеся клапаны для замера уровня и отбора проб сырья, а также готового КОВ. Пластификатор, битум или сырье загружают в емкость не более чем на 0,7 ее объема.
. Крышка емкости должна открываться полностью, обеспечивая свободную загрузку материалов и возможность осмотра дна и стенок емкости. На крышке необходимо предусмотреть небольшие герметично закрывающиеся клапаны для замера уровня и отбора проб сырья, а также готового КОВ. Пластификатор, битум или сырье загружают в емкость не более чем на 0,7 ее объема.
3.7. Комплексные органические, в том числе и полимерно-битумные, вяжущие, РП, БРП считаются однородными, если на стеклянной палочке, извлеченной из горячего материала (при температуре приготовления), не обнаружено комочков, крупинок, сгустков, а материал стекает с нее непрерывной струей. При этом остаток на сите с металлической сеткой N 07 не должен превышать 0,02% от массы образца. КОВ, ПБВ, РП и БРП следует отпускать потребителю через съемное сито с металлической сеткой N 07 (ГОСТ 6613-86), вмонтированной в трубопровод накопительной и раздаточной емкостей. Допускается применять только однородные материалы.
3.8. Время выдерживания КОВ, в том числе ПБВ, при рабочей температуре не выше 160 °С, не более одной рабочей смены. Гарантийный срок хранения ПБВ при температуре окружающего воздуха - один год со дня изготовления, после чего проводится повторный контроль качества. Перед применением КОВ необходимо разогреть до рабочей температуры, перемешать и проверить на однородность.
3.9. Дозировочные устройства, битумопроводы, насосы, смесители, используемые при приготовлении КОВ, должны быть обеспечены системой паро-, масло- или электрообогрева. Все системы до начала работы прогревают.
3.10. КОВ, в том числе ПБВ, можно приготавливать как на НПЗ, так и на АБЗ с использованием необходимого дополнительного и имеющегося оборудования.
4. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К КОМПЛЕКСНЫМ, В ТОМ ЧИСЛЕ
ПОЛИМЕРНО-БИТУМНЫМ, ОРГАНИЧЕСКИМ ВЯЖУЩИМ
4.1. Предлагаемые вяжущие представляют собой многокомпонентные системы, поэтому важнейшим требованием, предъявляемым к ним, является однородность. Однородность - это первый признак, позволяющий отнести получаемую смесь к категории вяжущего материала.
4.2. Органические вяжущие материалы отличаются от битумов, в первую очередь, высокой эластичностью. Показатель эластичности при 25 °С свидетельствует о наличии в вяжущем развитой пространственной эластичной сетки полимера, а при 0 °С - работоспособности этой сетки, т.е. в конечном счете долговечность покрытий с применением органических вяжущих.
4.3. В отличие от стандартизованных битумов, некоторые комплексные органические вяжущие занимают промежуточное положение между жидкими и вязкими в соответствии с принятыми маркировочными признаками (глубина проникания иглы при 25 °С, условная вязкость при 60 °С при истечении через отверстие с диаметром 5 мм), поэтому их маркируют по температуре размягчения (например, КОВ на основе битумного сырья и ДСТ обозначаются как КОВ-45, КОВ-60, КОВ-62, КОВ-65 и КОВ-70).
4.4. С введением в действие ОСТ 218.010-98 "Вяжущие полимерно-битумные дорожные на основе блоксополимеров типа СБС. Технические условия" ПБВ, приготовленные без пластификатора или содержащие в качестве пластификатора индустриальное масло, сырье для производства нефтяных вязких дорожных битумов или их смесь, должны удовлетворять требованиям, приведенным в табл.4.1. Такие ПБВ относятся к классу вязких вяжущих и не требуют прогрева перед испытанием. В то же время жидкие ПБВ с глубиной проникания иглы при 25 °С более 300Ч0,1* мм следует перед испытанием прогреть в слое 3 мм в течение 7 ч при 120 °С (ТУ 35 1669-88).
_______________
* Текст соответствует оригиналу.
Таблица 4.1
Технические требования к ПБВ
(извлечение из ОСТ 218.010-98)
|
Показатель |
Нормы по маркам |
Метод |
|||||
|
ПБВ 300 |
ПБВ 200 |
ПБВ 130 |
ПБВ |
ПБВ |
ПБВ |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Глубина проникания иглы, 0,1 мм, не менее |
|||||||
|
при 25 °С |
300 |
200 |
130 |
90 |
60 |
40 |
|
|
при 0 °С |
90 |
70 |
50 |
40 |
32 |
25 |
|
|
Температура размягчения по кольцу и шару, °С, не ниже |
45 |
47 |
49 |
51 |
54 |
56 |
|
|
Растяжимость, см, не менее: |
|||||||
|
при 25 °С |
30 |
30 |
30 |
30 |
25 |
15 |
|
|
при 0 °С |
25 |
25 |
25 |
15 |
11 |
8 |
|
|
Температура хрупкости, °С, |
-40 |
-35 |
-30 |
-25 |
-20 |
-15 |
|
|
Эластичность, %, не менее |
П.11.2.2 |
||||||
|
при 25 °С |
85 |
85 |
85 |
85 |
80 |
80 |
|
|
при 0 °С |
75 |
75 |
75 |
75 |
70 |
70 |
|
|
Изменение температуры размягчения после прогрева, °С, не более |
7 |
7 |
6 |
6 |
5 |
5 |
ГОСТ 18180 ГОСТ 11506 с |
|
Температура вспышки, °С, не ниже |
220 |
220 |
220 |
220 |
230 |
230 |
|
|
Сцепление с мрамором или песком |
Выдерживает по контрольному образцу N 2 |
ГОСТ 11508 (метод А) |
|||||
|
Однородность |
Однородно |
П.11.2.1 |
|||||
4.5. Полимерно-битумные вяжущие марок ПБВЛ, ПБВ 90П, ПБВ 100/120 должны удовлетворять требованиям табл.4.2.
Таблица 4.2
Технические требования к ПБВ
|
Показатель |
Норма по маркам |
Метод испытания |
|||
|
ПБВЛ |
ПБВ 90П |
ПБВ-7 |
ПБВ 100/120 |
||
|
Глубина проникания иглы, 0,1 мм |
|||||
|
при 25 °С |
60 |
90 |
61-90 |
100-120 |
|
|
при 0 °С, не ниже |
40 |
40 |
40 |
60 |
|
|
Температура размягчения по кольцу и шару, °С, не ниже |
60 |
60 |
65 |
65 |
|
|
Растяжимость, см, не менее |
|||||
|
при 25 °С |
25 |
30 |
40 |
40 |
|
|
при 0 °С |
12 |
15 |
50 |
55 |
|
|
Температура хрупкости, °С, не выше |
-25 |
-25 |
-30 |
-30 |
|
|
Эластичность, %, не менее |
П.11.2.2 |
||||
|
при 25 °С |
85 |
85 |
85 |
85 |
|
|
при 0 °С |
75 |
75 |
80 |
85 |
|
|
Изменение температуры размягчения после прогрева, °С, не более |
5 |
6 |
6 |
6 |
ГОСТ 18180, ГОСТ 11506 доп. п.З.3 |
|
Температура вспышки, °С, не ниже |
230 |
220 |
220 |
220 |
|
|
Сцепление с мрамором или песком |
Выдерживает по контрольному образцу N 2 |
ГОСТ 11508 (метод А) |
|||
4.6. Комплексные органические вяжущие, приготовленные на основе битумного сырья и блоксополимеров типа СБС, должны удовлетворять требованиям табл.4.3 и 4.4.
Таблица 4.3
Технические требования к КОВ
|
Норма по маркам |
Метод испытания |
||||
|
Показатель |
КОВ-45 |
КОВ-60 |
КОВ-62 |
КОВ-70 |
|
|
Температура размягчения по КиШ, °С, не ниже |
45 |
60 |
62 |
70 |
|
|
Глубина проникания иглы, 0,1 мм |
|||||
|
при 25 °С |
- |
- |
100-120 |
91-130 |
|
|
при 0 °С, не менее |
90 |
90 |
55 |
55 |
|
|
Растяжимость, см, не менее |
|||||
|
при 25 °С |
30 |
35 |
45 |
55 |
|
|
при 0 °С |
50 |
60 |
50 |
60 |
|
|
Температура хрупкости, °С, не* |
-25 |
-25 |
-30 |
-30 |
|
|
Эластичность, %, не менее |
П.11.2.2 |
||||
|
при 25 °С |
80 |
85 |
90 |
90 |
|
|
при 0 °С |
75 |
80 |
85 |
90 |
|
|
Изменение температуры размягчения после прогрева, °С, не более |
4 |
4 |
6 |
6 |
ГОСТ 18180, ГОСТ 11506 доп. п.3.3 |
|
Температура вспышки, °С, не ниже |
195 |
195 |
200 |
220 |
|
|
Сцепление с мрамором или песком |
Выдерживает по контрольному образцу N 2 |
ГОСТ 11508 (метод А) |
|||
|
Однородность |
Однородно |
П.11.2.1 |
|||
____________
* Текст соответствует оригиналу.
Таблица 4.4
Технические требования к вяжущим
(извлечение из ТУ 5718-013-01393697-96)
|
Показатель |
Норма для |
Метод испытания |
|
|
КОВ-65 |
ПБВ-65 |
||
|
Температура размягчения, °С, не ниже |
65 |
65 |
|
|
Глубина проникания иглы, 0,1 мм, не менее |
|||
|
при 25 °С |
30 |
50 |
|
|
при 0 °С |
- |
30 |
|
|
Растяжимость, см, не менее |
|||
|
при 25 °С |
30 |
10 |
|
|
при 0 °С |
40 |
10 |
|
|
Температура хрупкости, °С, не выше |
- |
Минус 35 |
|
|
Эластичность, %, не менее |
П.11.2.2 |
||
|
при 25 °С |
90 |
80 |
|
|
при 0 °С |
90 |
50 |
|
|
Гибкость на стержне диаметром 10 мм при температуре, °С, не выше |
Минус 40 |
Минус 25 |
П.11.2.4 |
|
Условная вязкость, не более |
50 |
50 |
ГОСТ 11503 доп. п.11.2.5 |
|
Относительное удлинение, %, не менее |
П.11.2.6 |
||
|
при 20 °С |
- |
40 |
|
|
при минус 35 °С |
- |
30 |
|
|
от минус 50 до 50 °С |
50 |
- |
|
|
Прочность в образце шва (трещины), МПа |
|||
|
при 20 °С, не менее |
0,05 |
0,03 |
П.11.26 |
|
при минус 35 °С, не менее |
- |
0,83 |
|
|
Температура условного разогрева, °С |
160-180 |
150-160 |
- |
|
Однородность |
Однородно |
П.11.2.1 |
|
4.7. Области применения предлагаемых (см. п.4.4, 4.5, 4.6) органических вяжущих приведены в прил.3.
5. ПРИНЦИПЫ И МЕТОДОЛОГИЯ ПОДБОРА СОСТАВА КОМПЛЕКСНЫХ,
В ТОМ ЧИСЛЕ ПОЛИМЕРНО-БИТУМНЫХ, ВЯЖУЩИХ
5.1. Основной принцип подбора состава КОВ, в том числе ПБВ, заключается в обеспечении требуемых для данных условий эксплуатации показателей их физико-механических свойств при таких технологических характеристиках, которые бы гарантировали возможность применения данного вяжущего в рамках существующей технологии.
5.2. Основными эксплуатационными показателями свойств органических вяжущих материалов, нормируемых в действующей документации, являются:
-
температура хрупкости по Фраасу характеризует переход вяжущего в хрупкое состояние или нижнюю границу температурного интервала работоспособности и трещиностойкость покрытия с его применением;
-
температура размягчения по методу "Кольцо и Шар" характеризует переход вяжущего из упруго-вязкого в вязкое реологическое состояние или верхнюю границу температурного интервала работоспособности и сдвигоустойчивости покрытия с его применением;
-
эластичность (способность к большим упругим деформациям) при 25 °С характеризует наличие пространственной эластичной структурной сетки полимера в вяжущем, устойчивость к многократным динамическим воздействиям и долговечность покрытия при положительных температурах до образования необратимых сдвиговых деформаций на покрытии и усталостных трещин;
-
эластичность при 0 °С характеризует устойчивость к многократным динамическим воздействиям и долговечность покрытия при низких и отрицательных температурах до образования усталостных и температурных трещин на покрытии.
5.3. Другие, перечисляемые ниже, показатели свойств органических вяжущих материалов позволяют достаточно полно характеризовать их качество и не коррелируют друг с другом:
-
глубина проникания иглы при 25 °С характеризует консистенцию вяжущего, является его маркировочным признаком, пропорциональна технологической вязкости;
-
глубина проникания иглы при 0 °С характеризует деформативность вяжущего при 0 °С;
-
растяжимость при 25 °С характеризует степень структурированности вяжущего, а также косвенно однородность КОВ и ПБВ и их максимальное относительное удлинение;
-
растяжимость при 0 °С характеризует пластичность вяжущих при 0 °С, однородность, а также трещиностойкость покрытий с их применением при минус 20 °С и реальной скорости развития температурных деформаций;
-
изменение температуры размягчения после прогрева характеризует устойчивость вяжущего к старению;
-
сцепление с поверхностью эталонных минеральных материалов характеризует адгезионную способность вяжущих к поверхности минеральных материалов основных и кислых пород;
-
температура вспышки характеризует пожарную безопасность при применении вяжущих.
5.4. Первая задача, которую необходимо выполнить при подборе состава вяжущего, - обеспечить требуемые для заданных условий эксплуатации основные эксплуатационные показатели свойств вяжущего (см. п.5.2). При этом, температура хрупкости вяжущего по Фраасу должна быть равна или ниже температуры наиболее холодных суток, температура размягчения должна быть равна или выше расчетной летней температуры сдвигоустойчивости полимерасфальтобетонного покрытия, а эластичность - приближаться к эластичности эластомеров, для которых более 70% предельной деформации является обратимой.
5.5. За расчетную зимнюю температуру трещиностойкости полимерасфальтобетонного покрытия принята расчетная зимняя температура асфальтобетонного покрытия, которую следует определять по табл.1 СНиП 23.01-99* (температура наружного воздуха наиболее холодных суток) при обеспеченности 0,98 по формуле Я.Н.Ковалева для покрытий без снегового покрова:
 , (5.1)
, (5.1)
где  - расчетная зимняя температура асфальтобетонного покрытия, °С;
- расчетная зимняя температура асфальтобетонного покрытия, °С;
 - температура воздуха наиболее холодных суток, °С.
- температура воздуха наиболее холодных суток, °С.
При проектировании особо ответственных объектов и при согласии заказчика финансировать данное решение, вместо необходимо в (5.1.) подставить абсолютную минимальную зимнюю температуру наружного воздуха  . В этом случае вместо * получим
. В этом случае вместо * получим  . Значения и
. Значения и  приведены в прил.1.
приведены в прил.1.
_____________
* Текст соответствует оригиналу.
".
5.6. За расчетную летнюю температуру сдвигоустойчивости полимерасфальтобетонного покрытия принята температура поверхности асфальтобетонного покрытия в июле, которую следует определять на основе табл.2 и табл.4 СНиП 23.01-99* по формуле, полученной Я.Н.Ковалевым на основе анализа радиационного и теплового баланса асфальтобетонного покрытия, для определения температуры поверхности асфальтобетонного покрытия в летнее время при отсутствии ветра.
_____________
* Вероятно ошибка оригинала. Следует читать СНиП 23-01-99.
 , (5.2)
, (5.2)
где  - температура поверхности асфальтобетонного покрытия в июле, °С;
- температура поверхности асфальтобетонного покрытия в июле, °С;
 - расчетный поток суммарной солнечной радиации для района эксплуатации, ккал/(м·ч) (табл.4 СНиП 23.01-99*);
- расчетный поток суммарной солнечной радиации для района эксплуатации, ккал/(м·ч) (табл.4 СНиП 23.01-99*);
_____________
* Вероятно ошибка оригинала. Следует читать СНиП 23-01-99.
 - альбедо покрытия (коэффициент отражения) для асфальтобетона, по Я.Н.Ковалеву, равно 0,11;
- альбедо покрытия (коэффициент отражения) для асфальтобетона, по Я.Н.Ковалеву, равно 0,11;
 - суммарный расчетный коэффициент теплоотдачи асфальтобетонного покрытия, ккал/м·ч °С,
- суммарный расчетный коэффициент теплоотдачи асфальтобетонного покрытия, ккал/м·ч °С,
 ; (5.3)
; (5.3)
 - коэффициент теплоотдачи за счет излучения; для асфальтобетонных покрытий, по данным В.М.Сиденко, =3 ккал/(м·ч °С),
- коэффициент теплоотдачи за счет излучения; для асфальтобетонных покрытий, по данным В.М.Сиденко, =3 ккал/(м·ч °С),
 - коэффициент теплоотдачи за счет конвекции, ккал/(м·ч °С),
- коэффициент теплоотдачи за счет конвекции, ккал/(м·ч °С),
 , (5.4)
, (5.4)
 - скорость ветра над покрытием для района эксплуатации, м/с;
- скорость ветра над покрытием для района эксплуатации, м/с;
 - коэффициент, учитывающий часть поглощенного покрытием тепла, отдаваемого окружающему воздуху:
- коэффициент, учитывающий часть поглощенного покрытием тепла, отдаваемого окружающему воздуху:
 (5.5)
(5.5)
 - температура воздуха в пограничном слое покрытия, °С; при скорости ветра от 0 до 1,0 м/с определяется по формуле, полученной на основе графических данных Я.Н.Ковалева,
- температура воздуха в пограничном слое покрытия, °С; при скорости ветра от 0 до 1,0 м/с определяется по формуле, полученной на основе графических данных Я.Н.Ковалева,
 , (5.6)
, (5.6)
где  - средняя максимальная температура наружного воздуха в июле, °С (табл.2 СНиП 23.01-99*).
- средняя максимальная температура наружного воздуха в июле, °С (табл.2 СНиП 23.01-99*).
_____________
* Вероятно ошибка оригинала. Следует читать СНиП 23-01-99.
В случае проектирования особо ответственных объектов и при согласии заказчика финансировать данное решение за целесообразно принимать для расчета  абсолютную максимальную температуру наружного воздуха
абсолютную максимальную температуру наружного воздуха  .
.
Значения , приведены в прил.1.
5.7. Эластичность должна соответствовать требованиям, приведенным для каждого типа вяжущих в разд.4.
5.8. Подбор состава КОВ, в том числе ПБВ, следует производить в следующем порядке.
5.8.1. Определяются требуемые для данного района строительства температуры хрупкости и размягчения вяжущего, используя прил.1, и требуемые для выбранного типа и марки вяжущего, показатели эластичности по разд.4.
5.8.2. Устанавливается минимально необходимое содержание пластификаторов ( ) в вяжущем, исходя из требуемой температуры хрупкости, т.е. подбирается экспериментально такое количество пластификатора для данного битума, чтобы его температура хрупкости стала ниже требуемой на 2-3 °С (например, требуемая температура - минус 25 °С, а для битума с пластификатором - минус 28 °С). Если температура хрупкости исходного битума соответствует расчетному значению с требуемым запасом, а ПБВ готовится по второму способу, то необходимость применения пластификатора и его содержание определяются минимально необходимой глубиной проникания иглы 130Ч0,1 мм ПБВ при 25 °С и требуемой производительностью работ по приготовлению ПБВ. (Увеличение содержания пластификатора в ПБВ сокращает время его приготовления).
) в вяжущем, исходя из требуемой температуры хрупкости, т.е. подбирается экспериментально такое количество пластификатора для данного битума, чтобы его температура хрупкости стала ниже требуемой на 2-3 °С (например, требуемая температура - минус 25 °С, а для битума с пластификатором - минус 28 °С). Если температура хрупкости исходного битума соответствует расчетному значению с требуемым запасом, а ПБВ готовится по второму способу, то необходимость применения пластификатора и его содержание определяются минимально необходимой глубиной проникания иглы 130Ч0,1 мм ПБВ при 25 °С и требуемой производительностью работ по приготовлению ПБВ. (Увеличение содержания пластификатора в ПБВ сокращает время его приготовления).
5.8.3. Определяется минимальное содержание полимера ( ) в вяжущем, в зависимости от требуемых температуры размягчения и эластичности. Для этого в битум добавляют минимальное количество пластификатора (см. п.5.8.2) и порционно 2% полимера. Смесь перемешивают до однородного состояния, начиная при температуре 110-120 °С и постепенно повышая до 155-160 °С. Однородность смеси оценивают по стеклянной палочке (см. раздел 11), эластичность - экспресс-методом (разд.11). Если указанные показатели соответствуют требуемым значениям, то готовят ПБВ (около 0,5 кг) для определения всего комплекса показателей свойств по ОСТ 218-010-98; если они не достигли требуемых значений, то увеличивают содержание полимера в смеси с шагом в 0,5%.
) в вяжущем, в зависимости от требуемых температуры размягчения и эластичности. Для этого в битум добавляют минимальное количество пластификатора (см. п.5.8.2) и порционно 2% полимера. Смесь перемешивают до однородного состояния, начиная при температуре 110-120 °С и постепенно повышая до 155-160 °С. Однородность смеси оценивают по стеклянной палочке (см. раздел 11), эластичность - экспресс-методом (разд.11). Если указанные показатели соответствуют требуемым значениям, то готовят ПБВ (около 0,5 кг) для определения всего комплекса показателей свойств по ОСТ 218-010-98; если они не достигли требуемых значений, то увеличивают содержание полимера в смеси с шагом в 0,5%.
5.8.4. Приготавливают несколько образцов ПБВ с , при этом содержание полимера типа должно составлять: +0,5; +1,0; +1,5; +2,0; +2,5; +3,0%. У приготовленных образцов ПБВ определяют, первую очередь однородность и только после ее достижения - весь комплекс показателей*.
_____________
* Текст соответствует оригиналу.
Анализ полученных данных позволяет определить состав ПБВ с минимально необходимым содержанием пластификатора и полимера, свойства которых удовлетворяют техническим требованиям (см. разд.4).
Раствор блоксополимеров типа СБС должен готовиться на отдельных базах только в той концентрации, которая устанавливается при подборе состава ПБВ для данной области эксплуатации. В целях облегчения перекачки и транспортировки высококонцентрированных растворов полимера рекомендуется приготавливать ПБВ (см. п.3.1).
5.9. В производственных условиях необходимо корректировать состав ПБВ, так как промышленные партии битумов разливаются не только по конкретным показателям качества, но и по маркам; партии полимера - по качеству. В связи с этим, на первых этапах освоения производства и применения ПБВ необходимо систематически набирать данные по концентрационным зависимостям всех стандартных показателей свойств от содержания полимера, пластификатора и глубины проникания иглы исходного битума. Эти данные необходимо использовать для составления производственных номограмм в табличной или графической форме.
6. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРИГОТОВЛЕНИЯ, ПРИМЕНЕНИЯ И ПОДБОРА СОСТАВОВ ПОЛИМЕРАСФАЛЬТОБЕТОННЫХ СМЕСЕЙ, ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
6.1. Горячие полимерасфальтобетонные смеси
6.1.1. ПБВ для горячих полимерасфальтобетонных смесей должно удовлетворять требованиям ОСТ 218.010-98 "Вяжущие полимерно-битумные дорожные на основе блоксополимеров типа СБС" (см. разд.4, табл.4.1).
При этом температура хрупкости и размягчения по Фраасу должна быть равна (или ниже) температуре наиболее холодных суток, размягчения - равна (или выше) расчетной летней температуре сдвигоустойчивости полимерасфальтобетонных покрытий для района эксплуатации (см. разд.5 и прил.1).
6.1.2. Горячие полимерасфальтобетонные смеси должны удовлетворять требованиям ТУ 35 1669-88 с изм. 1, 2, 3, 4. При этом, гранулометрические составы минеральной части и показатели свойств должны удовлетворять требованиям ГОСТ 9128-97. Требование по величинам предела прочности полимерасфальтобетона при сжатии на всех типах смесей регламентируется ниже требований ГОСТ 9128-97 на 10% при 50 °С и на 20% при 20 °С в связи с более высокими вязкостью и упругостью полимерасфальтобетона при высоких температурах.
6.1.3. При соответствии полимерасфальтобетона требованиям ТУ 35 1669-88 с изм. 1, 2, 3, 4 для подтверждения достаточной сдвигоустойчивости покрытий рекомендуется провести испытания по вдавливанию штампа при 50 °С на стадии подбора состава смеси или при изменении качества компонентов.
Глубина вдавливания штампа при температуре 50 °С для полимерасфальтобетона марки I для всех дорожно-климатических зон должна быть не более 4 мм, для марки II - не более 6 мм (см. пп.11.3.1 и 11.3.2).
По требованию заказчика полимерасфальтобетон может удовлетворять всем требованиям ГОСТ 9128-97.
Во всех случаях при использовании полимерасфальтобетона необходимо делать соответствующую запись (о соответствии ГОСТ или ТУ) в Проекте до введения в действие нормативных требований.
6.1.4. Водонасыщение образцов из полимерасфальтобетонных смесей всех типов и марок (кроме типа А) должно составлять 1-2,5% и быть близким к нижнему пределу для покрытий на мостах; для смесей типа А - 1-3,5%.
6.1.5. Особенности подбора состава полимерасфальтобетонных смесей обусловлены более высокой степенью разрушения структуры пленок ПБВ по сравнению с пленками битума при высоких напряжениях сдвига, характерных для завершающего этапа разрушения образцов при испытании на одноосное сжатие. На начальном этапе деформирования образца, соответствующем условию работы покрытия, вязкость и динамический предел текучести сдвига для полимерасфальтобетона выше, чем для асфальтобетона. Это позволило снизить требования к пределу прочности полимерасфальтобетона при 20 и 50 °С (см. п.6.1.2). Если требования заказчика жестко ограничены ГОСТ 9128-97, то повысить значения указанных показателей можно либо за счет уменьшения пористости минерального остова смеси, либо увеличения в ее составе содержания фракций мельче 0,071 мм.
6.1.6. Полимерасфальтобетонные смеси на ПБВ следует приготавливать только в асфальтобетонных смесителях, оборудованных лопастными мешалками, принудительного перемешивания при температуре не выше 160 °С.
6.1.7. При устройстве покрытий из горячих полимерасфальтобетонных смесей следует учитывать следующее:
- полимерасфальтобетонные смеси на основе ПБВ имеют более высокий коэффициент уплотнения, поэтому толщину слоя при укладке асфальтоукладчиком (с включенным трамбующим брусом) назначают на 30-35% больше проектной;
- температура горячей полимерасфальтобетонной смеси в шнековой камере асфальтоукладчика должна быть не ниже 130 °С, при уплотнении рекомендуется температура 90-140 °С.
6.1.8. Полимерасфальтобетонные покрытия при пониженных температурах следует устраивать с учетом положений "Пособия по строительству асфальтобетонных покрытий и оснований автомобильных дорог и аэродромов" к СНиП 3.06.03-85 и СНиП 3.06.06-88.
6.1.9. При укладке покрытий из горячих полимерасфальтобетонных смесей рекомендуется в звено катков включать тяжелый самоходный каток на пневматических шинах.
6.1.10. Для обеспечения высокого качества продольных стыков покрытия рекомендуется укладываемые полосы полимерасфальтобетонных смесей в месте сопряжения не укатывать (на ширину 15-20 см с каждой стороны) до уплотнения стыка тяжелым катком.
6.2. Литые полимерасфальтобетонные смеси
6.2.1. Вяжущие, применяемые для приготовления литых полимерасфальтобетонных смесей, должны удовлетворять требованиям, предъявляемым к полимерно-битумным вяжущим марки ПБВЛ (см. разд.4, табл.4.2). При этом, температура хрупкости ПБВЛ по Фраасу должна быть равна (или ниже) температуре наиболее холодных суток, размягчения - равна (или выше) расчетной летней температуре сдвигоустойчивости полимерасфальтобетонных покрытий для района эксплуатации (см. разд.5 и прил.1).
6.2.2. Для приготовления ПБВЛ следует использовать преимущественно битум марки БНД 40/60. Содержание блоксополимера типа СБС должно составлять в этом случае не менее 4%, индустриального масла марки И-40А - не менее 10%.
6.2.3. Температура приготовления ПБВЛ должна быть 155-165 °С, литой полимерасфальтобетонной смеси - 175-180 °С.
6.2.4. Литой полимерасфальтобетон должен удовлетворять требованиям ТУ 400-24-158-89 "Смеси асфальтобетонные литые и литой асфальтобетон", разработанным НИИ "Мосстрой" и АО "Асфальттехмаш" (табл.6.1).
Таблица 6.1
Физико-механические свойства литого асфальтобетона
(Извлечение из ТУ 400-24-158-89, табл.4)
|
N |
Показатели |
Нормы для типов |
||||
|
I |
II |
III |
IV |
V |
||
|
1 |
Пористость минерального остова, % по объему, не более |
20 |
22 |
22 |
22 |
22 |
|
2 |
Водонасыщение, % объема, не более |
1,0 |
1,0 |
5,0 |
7,0 |
0,5 |
|
3 |
Предел прочности при сжатии при температуре 50 °С, не менее |
- |
1,0 |
- |
0,7 |
- |
|
4 |
Подвижность смеси при 200 °С, не менее |
30 |
25 |
- |
- |
30 |
|
5 |
Глубина вдавливания штампа при 40 °С, мм |
1-6 |
1-4 |
- |
- |
1-10 |
|
6 |
Удобообрабатываемость при 200 °С (факультативно), кг |
- |
3-4 |
- |
1,5-2,0 |
- |
|
7 |
Предел прочности на растяжение при изгибе при 0 °С, МПа, не менее (факультативно) |
6,5 |
6,0 |
5,5 |
- |
- |
|
8 |
Модуль упругости при температуре 0 °С, МПа, не более (факультативно) |
8,0 |
9,0 |
7,0 |
- |
- |
Примечания.
-
1. Показатели физико-механических свойств по пп.1, 2, 5 определяют на образцах-кубах 7,07х7,07х7,07 см (типы I, II, III, V) и образцах-цилиндрах диаметром и высотой 50 мм, изготовленных прессованием под удельной нагрузкой 5,0 МПа (тип IV).
-
2. При проектировании состава устанавливают все показатели физико-механических свойств, при контроле качества смеси на заводе - только по пп.2, 3, 4.
-
3. Смеси типов I, II, III применяются для нового строительства и капитального ремонта; типа IV - для тротуаров, типа V - для текущего ремонта (табл.6.2).
-
4. Методы испытания по пп.4, 5, 6, 7, 8 приведены в пп.11.3.1-11.3.6 настоящего Руководства.
Таблица 6.2
Основные классификационные особенности смесей
(Извлечение из ТУ 400-24-158-89)
|
Тип смеси |
Наибольший диаметр, мм |
Массовая доля, % |
Б |
Назначение |
|
|
фракций более 5 мм |
асфальтовяжущего |
||||
|
I |
15 |
45-55 |
25-30 |
0,35-0,45 |
Строительство и капитальный ремонт |
|
II |
20 |
35-50 |
20-25 |
0,40-0,55 |
|
|
III |
40 |
45-65 |
15-20 |
0,50-0,65 |
|
|
IV |
5 |
- |
17-23 |
0,40-0,65 |
Тротуары |
|
V |
20 |
35-50 |
22-28 |
0,55-0,75 |
Текущий ремонт |
6.2.5. Литой полимерасфальтобетон на основе ПБВЛ рекомендуется к применению в опытном порядке под наблюдением и при участии Союздорнии для получения необходимого объема данных, касающихся его технологических особенностей и поведения в условиях эксплуатации.
6.2.6. Транспортировать литые полимерасфальтобетонные смеси следует специальными машинами - "Кохерами", способными поддерживать требуемую температуру.
Время транспортировки автомобилями-самосвалами не должно превышать 30 мин, дно кузова должно прогреваться.
6.2.7. Литая полимерасфальтобетонная смесь хранению не подлежит.
6.2.8. Ниже приведены для примера рекомендуемые составы (%) литой полимерасфальтобетонной смеси для нового строительства и капитального ремонта (смесь I) и текущего ремонта (смесь II).
Смесь I:
|
щебень фракции 5-10 мм |
25 |
|
щебень фракции 10-15 мм |
25 |
|
минеральный порошок |
30 |
|
дробленый песок |
20 |
|
ПБВЛ (сверх минеральной части) |
9,7 |
Смесь II:
|
щебень фракции 5-15 мм |
50 |
|
минеральный порошок |
26 |
|
песок |
24 |
|
ПБВЛ (сверх минеральной части) |
10,2 |
При этом, показатели свойств образцов смесей удовлетворяют требованиям ТУ 400-24-158-89 (табл.6.1), а ПБВЛ - табл.4.2 настоящего Руководства.
6.3. Дренирующие полимерасфальтобетонные смеси
6.3.1. ПБВ для дренирующих полимерасфальтобетонных смесей должно удовлетворять требованиям, предъявляемым к марке ПБВ-7 (см. табл.4.2). При этом, температура хрупкости по Фраасу должна быть равна (или ниже) температуре наиболее холодных суток, а размягчения - расчетным летним температурам сдвигоустойчивости полимерасфальтобетонных покрытий района эксплуатации.
6.3.2. В качестве вяжущих для дренирующего полимерасфальтобетона используют (в частности в Германии) битумы марок В65 и В80, а также ПБВ марок Р 65 и Р80 на основе блоксополимеров типа СБС, битумы марок БНД 60/90 и БНД 40/60 и ПБВ 40, ПБВ 90 и ПБВ-7 (в России) (табл.6.3).
65 и Р80 на основе блоксополимеров типа СБС, битумы марок БНД 60/90 и БНД 40/60 и ПБВ 40, ПБВ 90 и ПБВ-7 (в России) (табл.6.3).
Таблица 6.3
Показатели физико-механических свойств органических вяжущих
(Россия и Германия)
|
Показатель |
Значение показателя для образцов |
||||||||
|
БНД 60/90 (1) |
БНД |
В80 |
В65 |
ПБВ90 |
P |
P |
ПБВ40 |
ПБВ-7 |
|
|
Глубина проникания иглы; 0,1 мм |
|||||||||
|
при 25 °С |
61-90 |
40-60 |
70-100 |
50-70 |
91-130 |
|
50 |
40-60 |
61-90 |
|
при 0 °С, не менее |
20 |
13 |
- |
- |
40 |
- |
- |
25 |
40 |
|
Температура размягчения по КиШ, °С |
|
|
44-49 |
49-54 |
|
40-48 |
48-55 |
|
|
|
Растяжимость, см, не менее |
|||||||||
|
при 25 °С |
55 |
45 |
100 |
100 |
30 |
- |
- |
15 |
40 |
|
при 13 °С |
- |
- |
- |
- |
- |
- |
30 |
- |
- |
|
при 7 °С |
- |
- |
- |
- |
- |
50 |
- |
- |
- |
|
при 0 °С |
3,5 |
- |
- |
- |
15 |
- |
- |
8 |
50 |
|
Температура хрупкости, °С, не выше |
-15 |
-12 |
-10 |
-8 |
-25 |
-20 |
-15 |
-15 |
-30 |
|
Изменение температуры размягчения после прогрева, °С, не более |
5 |
5 |
10 |
10 |
6 |
6,5 |
6,5 |
5 |
6 |
|
Температура вспышки, °С, не ниже |
2 |
230 |
220 |
200 |
200 |
230 |
|||
|
Эластичность, %, не менее |
|||||||||
|
при 25 °С |
- |
- |
- |
- |
85 |
50 |
50 |
80 |
85 |
|
при 0 °С |
- |
- |
- |
- |
75 |
- |
- |
70 |
80 |
 120
1201) Извлечение из ГОСТ 22245-90
2) Извлечение из Din 1995-60* (ФРГ)
3) Извлечение из ОСТ 218.010-98
4) Извлечение из TL Pm В (часть 1, 1991 г.)
6.3.3. Остаточная пористость дренирующего полимерасфальтобетона должна составлять не менее 20%; предел прочности при сжатии при 50 °С - не ниже 0,4 МПа.
6.3.4. Требования к дренирующему полимерасфальтобетону извлечены из "Инструкции по устройству верхних слоев покрытий из дренирующего асфальтобетона" (табл.6.4) для сопоставления с требованиями к дренирующему полимерасфальтобетону и для учета при подборе его зернового состава.
Таблица 6.4
Дренирующий асфальтобетон
(извлечение из "Инструкции по устройству верхних слоев покрытий из дренирующего асфальтобетона") (Германия)
|
Дренирующий асфальтобетон |
0/11 |
0/8 |
0/5 |
|
Минеральный материал |
Высокосортный щебень |
Высокосортный песок |
Минеральный порошок |
|
Содержание частиц, % по массе |
|||
|
мельче 0,09 |
4-6 |
4-6 |
6-12 |
|
крупнее 2 мм |
80-90 |
80-90 |
65-85 |
|
крупнее 5 мм |
70-85 |
50-75 |
|
|
крупнее 8 мм |
50-75 |
|
- |
|
крупнее 11 мм |
|
- |
- |
|
Вяжущее |
|||
|
Марка |
В65, В80, РВ65, РВ80 |
||
|
Содержание, % по массе |
5,0-5,5 |
5,2-5,8 |
5,5-6,5 |
|
Стабилизирующая добавка |
|||
|
Содержание, % по массе |
0,3-0,5 |
||
|
Смесь |
|||
|
Пористость* образца Маршалла, % по объему |
18-24 |
||
|
Слой |
|||
|
Толщина при укладке, см |
3,5-5,0 |
3,0-4,0 |
2,5-3,5 |
|
Вес материала, кг/м |
70-100 |
60-80 |
50-70 |
|
Коэффициент уплотнения, % |
- |
|
- |
|
Пористость, % по объему |
- |
|
- |
 10
10* Определяется по ДИН 1996, ч.7, разд.6 (проект, 1990 г.)
** Ввиду недостаточности практических данных по устройству и укладке, а также технических трудностей при проведении испытаний, эти данные служат, прежде всего, предельными величинами при приемке. Если полученные значения ниже этих величин, то имеет место дефект.
6.3.5. Технология приготовления дренирующих полимерасфальтобетонных смесей должна соответствовать процессу приготовления горячих полимерасфальтобетонных смесей (см. п.6.1).
6.3.6. Слои из дренирующего полимерасфальтобетона не рекомендуется устраивать при температуре воздуха ниже 10 °С.
6.3.7. Покрытия из дренирующего полимерасфальтобетона следует укладывать на водонепроницаемый слой. Дренирующую смесь следует наносить на основание, покрытое вязким полимерно-битумным вяжущим марки ПБВ-7, путем его розлива с расходом 200-300 г/см.
6.3.8. Оптимальная толщина слоя дренирующего полимерасфальтобетона должна составлять 4 см.
При недостаточной толщине возможно снижение механических характеристик покрытия, при большей - возникает опасность переуплотнения материала и, как следствие, снижения дренирующей способности покрытия.
6.3.9. Дренирующий полимерасфальтобетон не рекомендуется укладывать на основание со значительными деформациями. Глубина впадин под 3-метровой рейкой не должна превышать 1 см.
Сильно растрескавшееся основание следует подвергать поверхностной обработке битумной мастикой слоем 10-15 мм с содержанием вяжущего до 10%. Оптимизировать эффект от использования дренирующего полимерасфальтобетона можно с помощью мембранного слоя из ПБВ-7 толщиной 2-3 мм.
Основание считается непроницаемым, если оно удерживает воду при напоре 75 мм ртутного столба в течение 24 ч.
Испытание проводят в соответствии с ГОСТ 2678-94.
6.3.10. Укладку дренирующего полимерасфальтобетона рекомендуется осуществлять при 135-150 °С.
6.3.11. Укладку и уплотнение дренирующей полимерасфальтобетонной смеси следует проводить механизмами, применяемыми при устройстве покрытий из плотного асфальтобетона.
6.3.12. Уплотнение смеси следует производить сначала легким катком массой 7 т, применяя средства от налипания смеси, а затем - катком массой 12-15 т.
6.3.13. Уплотняемая смесь должна иметь температуру 80-100 °С; ниже 80 °С она не укладывается и не уплотняется.
6.3.14. При укладке дренирующего полимерасфальтобетона не рекомендуется подсыпка, заделка раковин после движения уплотняющих средств.
Эти операции при необходимости следует проводить после прохода асфальтоукладчика.
6.3.15. Рассыпать соль на покрытия из дренирующего полимерасфальтобетона в зимний период рекомендуется до образования на нем сугробов или льда.
6.3.16. Смесь для дренирующего полимерасфальтобетона более технологична; при ее укладке и уплотнении требуется меньший расход топлива, чем для традиционных плотных смесей.
6.3.17. Ниже приведен рекомендуемый состав (%) дренирующей полимерасфальтобетонной смеси (по материалам Нижегородавтодора):
|
щебень гранитный фракции 5-10 мм |
86 |
|
отсев дробления фракции 0-25 мм |
10 |
|
минеральный порошок |
4,5 |
|
полимерно-битумное вяжущее (ПБВ-7) |
4,5 |
6.3.18. Дренирующий полимерасфальтобетон на основе ПБВ-7 рекомендуется к применению в экспериментальном порядке под наблюдением и при участии Союздорнии для получения необходимого объема данных, касающихся его технологических особенностей и поведения в условиях эксплуатации.
6.4. Полимерасфальтобетонные смеси для тонких и очень тонких слоев покрытий
6.4.1. Вяжущее для полимерасфальтобетонных смесей, используемое для устройства тонких слоев покрытий, должно удовлетворять требованиям, предъявляемым к ПБВ-7 или КОВ-70 (см. разд.4, табл.4.2 и 4.3). При этом, температура хрупкости по Фраасу должна быть равна (или ниже) температуре наиболее холодных суток, а размягчения - равна (или выше) расчетным летним температурам сдвигоустойчивости полимерасфальтобетонных покрытий района эксплуатации.
6.4.2. Вяжущее марки ПБВ-7 получают при температуре не выше 160 °С либо на основе битума марки БНД 200/300 с добавлением как минимум 6-10% блоксополимера типа СБС, либо на основе более вязкого битума с добавкой необходимого количества пластификатора для получения марки БНД 200/300.
Комплексное органическое вяжущее марки КОВ-70 приготавливают при 170-180 °С на основе сырья для производства нефтяных вязких дорожных битумов (гудрона) с добавлением 12-18% блоксополимера типа СБС.
Качество ПБВ-7 и КОВ-70 не уступает зарубежному полимерно-битумному вяжущему "Карибит-Плас", успешно применяемому для устройства тонкослойных покрытий.
6.4.3. Зерновой состав минеральной части, используемой для устройства тонких и очень тонких слоев, должен соответствовать требованиям ГОСТ 9128-87* к асфальтобетону типа Б.
____________
* Вероятно ошибка оригинала. Следует читать ГОСТ 9128-97.
Технология приготовления смеси для укладки тонких и очень тонких слоев покрытий должна соответствовать приготовлению горячих полимерасфальтобетонных смесей (см. п.6.1).
6.4.4. Толщина слоя покрытия после уплотнения должна быть 2-4 см.
6.4.5. Ровность слоев, на которые укладываются тонкие слои покрытия, должна соответствовать требованиям, предъявляемым к верхним слоям покрытия.
6.4.6. Ниже приведен состав (%) смеси, рекомендуемый для устройства тонких и очень тонких слоев покрытий на объектах Нижегородавтодора. Предложено устраивать тонкослойные покрытия из горячей мелкозернистой плотной полимерасфальтобетонной смеси типа Б:
|
щебень гранитный фракции 5-15 мм |
50 |
|
песок речной |
36 |
|
минеральный порошок |
14 |
|
ПБВ-7 |
6 |
6.5. Складируемые полимерасфальтобетонные смеси, укладываемые и уплотняемые в холодном состоянии
6.5.1. Для складируемых полимерасфальтобетонных смесей следует применять вяжущие марок ПБВ 90, ПБВ 130 и ПБВ 200 (см. табл.4.1) и КОВ-45, КОВ-60 (см. табл.4.3).
6.5.2. Вяжущие, используемые для приготовления складируемых полимерасфальтобетонных смесей, должны характеризоваться повышенными тиксотропными свойствами. При этом, температура хрупкости по Фраасу должна быть равна (или ниже) температуре наиболее холодных суток, а размягчения - расчетным летним температурам сдвигоустойчивости полимерасфальтобетонных покрытий района эксплуатации.
6.5.3. Температура нагрева вязких ПБВ и КОВ при приготовлении складируемых смесей должна составлять 140-160 °С.
6.5.4. Требования к складируемому полимерасфальтобетону на основе органических вяжущих с повышенными тиксотропными свойствами приведены в табл.6.5.
Таблица 6.5
Технические требования к складируемым полимерасфальтобетонам
(извлечение из ТУ 35 1967-90)
|
Наименование показателя |
Норма для смеси |
|
|
на ПБВ |
на КОВ |
|
|
Пористость минерального остова, % по объему |
||
|
мелкозернистых смесей |
20 |
20 |
|
песчаных смесей |
21 |
21 |
|
Остаточная пористость, % по объему |
6-10 |
6-10 |
|
Водонасыщение, % по объему |
5-9 |
5-9 |
|
Набухание, % по объему, не более |
1,0 |
1,0 |
|
Предел прочности при сжатии, МПа (кгс/см |
||
|
при 20 °С |
2,0 (20) |
1,2 (12) |
|
при 50 °С |
0,7 (7) |
0,4 (4) |
|
при 0 °С, не более |
6,5 (65) |
5,0 (5) |
|
Коэффициент водостойкости, не менее |
0,80 |
0,85 |
|
Коэффициент водостойкости при длительном водонасыщении, не менее |
0,70 |
0,75 |
|
Слеживаемость по числу ударов, не более |
10 |
10 |
6.5.5. Приготовление складируемой полимерасфальтобетонной смеси осуществляется в соответствии с ТУ 35 1967-90 и "Пособием по строительству асфальтобетонных покрытий и оснований автомобильных дорог и аэродромов" к СНиП 3.06.03-85 и СНиП 3.06.06-88.
6.5.6. Зерновой состав складируемых полимерасфальтобетонных смесей должен удовлетворять требованиям ГОСТ 9128-97, предъявляемым к холодным смесям типов Д и В. Содержание фракции мельче 0,071 мм рекомендуется назначать по верхнему пределу; допускается его увеличение на 5% сверх требуемого ГОСТом.
и В. Содержание фракции мельче 0,071 мм рекомендуется назначать по верхнему пределу; допускается его увеличение на 5% сверх требуемого ГОСТом.
6.5.7. При приготовлении складируемых полимерасфальтобетонных смесей необходимо соблюдать точную дозировку всех материалов, особенно вяжущего, который оказывает значительное влияние на слеживаемость смесей.
6.5.8. При увеличении содержания ПБВ в смеси от 4,5 до 7% резко снижаются пористость минерального остова, остаточная пористость песчаного полимерасфальтобетона и его водонасыщение, но повышается слеживаемость.
6.5.9. Содержание минерального порошка в песчаной складируемой полимерасфальтобетонной смеси не должно превышать 20-25% по массе.
6.5.10. За критерий слеживаемости смеси принято количество ударов до разрушения образца - не больше 10.
6.5.11. Температура складируемой полимерасфальтобетонной смеси на основе ПБВ на выходе из смесителя должна соответствовать требованиям ГОСТ 9128-97 для горячих асфальтобетонных смесей в зависимости от вязкости применяемого ПБВ.
6.5.12. Складируемые полимерасфальтобетонные смеси приготавливают в асфальтобетонных смесителях, оборудованных лопастными мешалками с принудительным перемешиванием в соответствии с режимами перемешивания горячих асфальтобетонных смесей.
6.5.13. Складируемую полимерасфальтобетонную смесь после выпуска из смесителя транспортируют в горячем виде к месту хранения (в штабель) следующими способами:
- закрытыми или открытыми ленточными транспортерами;
- автопогрузочными средствами (например, экскаваторами с обратной лопатой).
Использовать бульдозеры запрещается.
6.5.14. Перед отсыпкой полимерасфальтобетонной смеси в штабель на АБЗ или близлежащей территории готовят площадку, размеры которой зависят от производительности АБЗ и предполагаемых объемов асфальтобетонных смесей, подлежащих длительному хранению (до 6 мес). Составляют план размещения штабелей, графики их отсыпки и последующей разработки.
6.5.15. Складируемые полимерасфальтобетонные смеси различного состава (песчаные, мелкозернистые) следует хранить раздельно, не допуская их смешения.
6.5.16. Площадка под штабель должна иметь твердое покрытие (цементо- или асфальтобетонное и т.д.) с небольшим (20-30%) уклоном в сторону водоотводного кювета.
6.5.17. Подъездные пути к штабелю должны обеспечивать свободный подъезд автотранспорта и другой техники, необходимой для охлаждения смеси или разработки штабеля.
6.5.18. Штабель отсыпают конической или трапецеидальной формы высотой, зависящей от сроков хранения смеси: для кратковременного хранения (до 5 сут) - 2-4 м; 1,5-2 мес - не менее 4 м; в течение зимы - до 10 м без предварительного охлаждения или до 3 м с предварительным охлаждением смеси до 30-35 °С.
При температуре воздуха 15-20 °С, допускается хранить складируемую смесь до 10 сут в штабеле высотой не менее 3 м без специального охлаждения.
6.5.19. Смесь, уложенную в штабель, независимо от его размера и времени хранения, рыхлят экскаваторами с обратной лопатой (желательно марки УДС-114 "Татра") в целях охлаждения после уменьшения температуры внутри штабеля до 50-60 °С. При снижении температуры до 30-35 °С смесь вновь укладывают в штабель высотой не более 3-4 м.
6.5.20. Запрещается наезд на отсыпаемую в штабель полимерасфальтобетонную смесь машин или механизмов (автомобилей-самосвалов, автопогрузчиков, бульдозеров).
6.5.21. В специальном журнале и на щитах, устанавливаемых перед штабелем, фиксируются порядковый номер, время закладки штабеля и его размеры.
6.5.22. Разработку штабеля следует производить экскаватором, начиная с края. При погрузке в автотранспорт смесь необходимо разрыхлить и удалить комья размером более 15-20 см.
6.5.23. При погрузке и перевозке складируемой полимерасфальтобетонной смеси следует защищать ее от загрязнения; транспортные средства должны быть полностью очищены от пыли и грязи.
6.5.24. Транспортирование складируемой полимерасфальтобетонной смеси осуществляется автомобилями-самосвалами, автопоездами, по железной дороге в открытых вагонах или на платформах, а также водным транспортом (баржами) в соответствии с требованиями ГОСТ 9128-97, предъявляемыми к транспортированию холодных асфальтобетонных смесей.
6.5.25. Полимерасфальтобетонные покрытия из складируемых смесей устраиваются на чистом, сухом и ровном основании, предварительно обработанном жидким или маловязким битумом из расчета 0,5-0,8 л/м.
6.5.26. Складируемая полимерасфальтобетонная смесь укладывается в покрытие асфальтоукладчиком или автогрейдером. При температуре окружающего воздуха ниже 5 °С температура смеси перед укладкой должна составлять не менее 30 °С.
6.5.27. Укатку складируемой полимерасфальтобетонной смеси следует начинать средними катками (8-10 т) за 3-4 прохода по одному следу, а заканчивать - тяжелыми (до 16 т) за 8-10 проходов.
6.5.28. Поровую структуру складируемого полимерасфальтобетона можно улучшить с помощью виброкатков.
6.5.29. В качестве примера приведен состав (%) песчаной складируемой полимерасфальтобетонной смеси:
|
песок |
75 |
|
минеральный порошок |
25 |
|
ПБВ (на основе битума марки БНД 60/90 с 3,5% ДСТ и 10% индустриального масла марки И-40А) |
5,5 |
7. ОСОБЕННОСТИ ПРИМЕНЕНИЯ КОМПЛЕКСНЫХ, В ТОМ ЧИСЛЕ
ПОЛИМЕРНО-БИТУМНЫХ, ОРГАНИЧЕСКИХ ВЯЖУЩИХ ДЛЯ УСТРОЙСТВА
ПОВЕРХНОСТНЫХ ОБРАБОТОК, ТРЕЩИНОПРЕРЫВАЮЩИХ ПРОСЛОЕК
И КАК ГЕРМЕТИЗИРУЮЩИХ, ГИДРОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
7.1. Устройство поверхностных обработок
7.1.1 Вяжущие, рекомендуемые для устройства поверхностных обработок, должны удовлетворять требованиям, предъявляемым к КОВ-60 и ПБВ-90П (см. разд.4, табл.4.3 и 4.2).
При этом температура хрупкости по Фраасу должна быть равна (или ниже) температуре наиболее холодных суток, а размягчения - расчетным летним температурам сдвигоустойчивости полимерасфальтобетонных покрытий района эксплуатации.
7.1.2. Для приготовления КОВ-60 рекомендуется использовать сырье битумное для производства нефтяных вязких дорожных битумов (гудрон) и блоксополимеры типа СБС. Вяжущее марки КОВ-60 готовят при температуре 170-180 °С.
7.1.3. Для приготовления ПБВ-90П рекомендуется использовать вязкие дорожные битумы марок БНД 200/300 и БНД 60/90, применяя (если необходимо) в качестве пластификаторов зимнее дизельное топливо или индустриальное масло марки И-40А, а полимера - блоксополимеры типа СБС. Температура приготовления ПБВ-90П не должна превышать 160 °С.
7.1.4. При использовании щебня кислых пород целесообразно вводить в состав вяжущего ПАВ катионного типа.
7.1.5. Работоспособность поверхностных обработок с применением КОВ-60 или ПБВ-90П оценивается по их способности выдерживать испытание на сцепление со щебнем, например на приборе Виолит. Определяют количество отлетевших щебенок в зависимости от числа динамических воздействий при заданной температуре (см. п.11.3.7).
7.1.6. Наибольшей работоспособностью обладают вяжущие марок КОВ-60.
7.1.7. Для устройства поверхностных обработок рекомендуется применять щебень марки 1000 высокопрочных горных пород фракций 15-20 мм и 5-10 мм, отвечающий требованиям ГОСТ 8267-93.
7.1.8. Работы по устройству поверхностных обработок покрытий следует выполнять при температуре воздуха не ниже 15 °С по технологии СНиП 3.06.03-85.
7.1.9. В зависимости от типа и состояния покрытия поверхностные обработки могут быть одиночными и двойными; на цементобетонных покрытиях - только двойными (см. Пособие по устройству поверхностных обработок на автомобильных дорогах к СНиП 3.06.03-85).
7.1.10. Температура вяжущего марки КОВ-60 во время розлива должна быть 170-180 °С, ПБВ-90П - не выше 160 °С.
7.1.11. Температура щебня при его распределении должна быть не ниже 130 °С.
7.1.12. Щебень распределяют непосредственно после розлива вяжущего слоем в одну щебенку и укатывают катком массой 6-8 т за 4-5 проходов по одному следу. Расстояние между границами разливаемого вяжущего и рассыпаемого щебня не должно превышать 10-15 см.
7.1.13. Ниже предлагается ориентировочная потребность в материалах для устройства поверхностной обработки:
|
одиночной КОВ-60 |
2,5 л/м |
|
щебень марки 1000 фракции 15-20 мм |
25 кг/м |
|
То же, 5-10 мм |
18 кг/м |
|
двойной |
|
|
КОВ-60 для 1-го розлива |
1,8 л/м |
|
щебень марки 1000 фракции 15-20 мм |
30 кг/м |
|
КОВ-60 для 2-го розлива |
1,6 л/м |
|
щебень марки 1000 фракции 5-10 мм |
24 кг/м |
7.2. Компенсирующие и трещинопрерывающие прослойки
7.2.1. Для устройства компенсирующих и трещинопрерывающих прослоек рекомендуется применять КОВ-62, удовлетворяющее требованиям табл.4.3, а также ПБВ 100/120 по табл.4.2. При этом температура хрупкости по Фраасу должна быть равна (или ниже) температуре наиболее холодных суток района эксплуатации (см. прил.1).
7.2.2. Вяжущее марки КОВ-62 готовят на основе битумного сырья и блоксополимеров типа СБС путем механического перемешивания при 170-180 °С.
Полимерно-битумное вяжущее марки ПБВ 100/120 приготавливают на разжиженном битуме и блоксополимерах типа СБС при 155-165 °С путем перемешивания до однородного состояния.
7.2.3. Технология устройства прослоек следующая. По поверхности растрескавшегося асфальтобетонного, или цементобетонного покрытия, либо цементобетонного покрытия (основания) со швами, либо другого жесткого основания наносят слой высокоэластичного вяжущего толщиной 2-3 мм. Для защиты нанесенного вяжущего от воздействия построечного транспорта и обеспечения его проезда по слою вяжущего распределяется щебень или песок либо укладываются защитные плиты типа "Извопол", "Сервипак" для сохранения заданной толщины прослойки. Фактически устраивается одиночная поверхностная обработка; при этом слой вяжущего играет роль и подгрунтовки, т.е. склеивает конструктивные слои.
Сложность устройства такой прослойки заключается в необходимости точно и равномерно распределить высоковязкое вяжущее при температуре 180 °С (не выше). Для этого должен быть в наличии автогудронатор с автономным масляным обогревом, оснащенный автоматическими устройствами для точного дозирования и сливными отверстиями достаточно большого диаметра (15-20 мм) для обеспечения нормального слива вяжущего.
7.2.4. При устройстве прослойки в процессе ремонта старого покрытия необходимо предварительно произвести ямочный ремонт.
7.2.5. Расход вяжущего марок КОВ-62 или ПБВ 100/120 составляет 2,5 л/м, высокопрочного гранитного щебня фракции 5-10 мм - 18-20 кг/м.
7.2.6. В производственных условиях состав прослоек корректируется в зависимости от качества исходных материалов.
7.2.7. Распределять щебень необходимо после полного охлаждения вяжущего. Защитные плиты следует укладывать на горячее вяжущее.
7.2.8. Ниже, в качестве примера, приведены составы (% по массе) вяжущих, рекомендованные для устройства компенсирующих и трещинопрерывающих прослоек на объектах Нижегородавтодора:
|
для КОВ-62 |
|
|
сырье для производства нефтяных вязких дорожных битумов (СБ-20/40) |
88 |
|
дивинилстирольный термоэластопласт ДСТ-30-01 |
12 |
|
для ПБВ 100/120 битум марки БНД 60/90 |
81,5 |
|
индустриальное масло марки И-40А |
12 |
|
ДСТ 30-01 |
6,5 |
7.3. Вяжущие для герметизации деформационных швов в цементобетонных покрытиях и трещин в асфальтобетонных
7.3.1. Материал для герметизации шва должен способствовать сохранению функции шва в цементобетонном покрытии и герметизации возникшей трещины в асфальтобетонном покрытии.
7.3.2. В качестве герметизирующего материала для заливки деформационных швов предлагается вяжущее марки КОВ-65 (ТУ 5718-013-01393697-96), для заливки трещин - ПБВ-65 (ТУ 5718-013-01393697-96) (см. табл.4.4).
При этом температура хрупкости по Фраасу должна быть равна (или ниже) температуре наиболее холодных суток, а размягчения - расчетным летним температурам сдвигоустойчивости полимерасфальтобетонных покрытий района эксплуатации, рассчитанных на основе и скорости ветра 0 м/с (см. прил.1).
7.3.3. Герметизирующие составы могут быть получены на маловязких битумах, битумном сырье (гудроне) или вязких битумах с использованием пластификатора - дизельного топлива, нефтяных товарных масел с температурой вспышки выше 200 °С. Это должно обеспечить пожаробезопасность при производстве работ по заливке швов и трещин.
7.3.4. КОВ-65 приготавливают путем механического перемешивания сырья битумного (СБ) и блоксополимеров типа СБС при температурах не выше 180 °С, что позволяет получать его в условиях АБЗ. Надежная работа КОВ-65 обеспечивается, как правило, без подгрунтовки пазов швов.
7.3.5. ПБВ-65 для заливки трещин в асфальтобетонных покрытиях приготавливается следующим образом: в вязкий битум при 120-130 °С вводят индустриальное масло, перемешивают и в полученную смесь добавляют полимер в виде крошки порциями при постоянном перемешивании, поднимая температуру до 160-165 °С.
7.3.6. Ниже приведены рекомендуемые составы (%) вяжущих для заливки трещин в асфальтобетонных покрытиях (ПБВ-65) и деформационных швов в цементобетонных покрытиях (КОВ-65) на объектах Нижегородавтодора:
|
ПБВ-65 |
|
|
вязкий битум марки БНД 60/90 |
92,4-89,6 |
|
индустриальное масло марки И-40А |
3-5 |
|
ДСТ-30-01 |
4,6-5,4 |
|
КОВ-65 |
|
|
сырье для производства вязких нефтяных дорожных битумов (марки СБ 20/40) |
85 |
|
дивинил стирольный термоэластопласт ДСТ 30-01 |
15 |
8. ПОДБОР СОСТАВА "РЕГЕНЕРАТОРА" ДЛЯ СТАРЫХ АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ, ИСПОЛЬЗУЕМЫХ ПРИ РЕКОНСТРУКЦИИ АСФАЛЬТОБЕТОННЫХ ПОКРЫТИЙ
8.1. При реконструкции асфальтобетонных покрытий рекомендуется использовать старые асфальтобетонные смеси после регенерации, для чего в них добавляют битумы со специальными пластификаторами - "регенераторами". Они позволяют восполнить низкомолекулярную часть старого вяжущего, создать в нем эластичную структурную сетку и тем самым повысить его трещиностойкость, деформативность и динамическую устойчивость, а следовательно, аналогичные характеристики старых асфальтобетонных смесей. Вместе с тем на регенерированный асфальтобетон следует укладывать слой из плотных асфальтобетонных или полимерасфальтобетонных смесей во избежание выкрашивания и шелушения покрытий.
8.2. В качестве пластификаторов-"регенераторов" рекомендуется использовать растворы блоксополимеров типа СБС: в летнем дизельном топливе (ЛДТ) при температуре приготовления 105-130 °С; в битумном сырье (гудроне) при температуре 160-180 °С, а также в индустриальном масле марки И-40А при 80-160 °С.
8.3. Наиболее оптимальный состав имеют "регенераторы" на основе блоксополимеров типа СБС и индустриального масла (табл.8.1), которые соответствуют требованиям, предъявляемым к наиболее высококачественному зарубежному регенератору Iterlene IN|400-R, используемому фирмой "Байкал-Итал-Роуд".
Таблица 8.1
Рекомендуемые составы "регенераторов"
|
Регенератор |
Сорт |
Содержание в регенераторе, % |
Количество регенератора в ПБВ, % |
|
|
СБС |
масла марки И-40 А |
|||
|
РП 1.1 |
1 |
18,5-24,5 |
75,5-81,5 |
14-19 |
|
РП 1.2 |
1 |
24,5-33,0 |
67,0-75,5 |
15-20 |
|
РП2.1 |
2 |
8,5-10,0 |
90,0-91,5 |
35-41 |
|
РП3.1 |
3 |
26,0-27,0 |
73,0-74,0 |
13-14 |
|
РП3.2 |
3 |
17,0-18,0 |
82,0-83,0 |
18-20,5 |
Введение 10% Iterlene трех сортов в битум марки БНД 60/90 позволяет получить маловязкое вяжущее с температурой размягчения 37-39 °С, хрупкости - минус 26 °С и растяжимостью при 0 °С от 33 до 60 см. На основании этих данных регенератор Iterlene имеет три сорта в основном по растяжимости при 0 °С, так как остальные показатели различаются незначительно. Регенераторы 1-го сорта позволяют получить вяжущие с растяжимостью при 0 °С в пределах 55-60 см, 2-го - 46-55 см, 3-го - 30-45 см.
8.4. Целесообразность применения того или иного состава "регенератора" на основе растворов блоксополимеров типа СБС в индустриальном масле определяется исходя из технико-экономических соображений и условий производства работ.
8.5. "Регенератор" РП 1.1, содержащий от 18,5 до 19,9% ДСТ, должен удовлетворять требованиям, предъявляемым к растворам блоксополимеров типа СБС марки РП 15 по ТУ 2294-007-01393697-95, а от 20 до 24,5% - марки РП 20 (табл.8.2).
"Регенератор" РП 1.2, содержащий 24,6-24,9% ДСТ, должен соответствовать требованиям вышеуказанного ТУ к марке РП 20, а 25-29,9% - к марке РП 25 (см. табл.8.2).
Таблица 8.2
Технические требования к растворам
(извлечение из ТУ 2294-007-01393697)
|
Наименование показателя |
Норма по маркам |
Метод испытания |
|||
|
РП-10 |
РП-15 |
РП-20 |
РП-25 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Содержание блоксополимера, % по массе |
10-14,9 |
15-19,9 |
20-24,9 |
25-29,9 |
- |
|
Условная вязкость по вискозиметру с отверстием 5 мм при 160 °С, с, не более |
150 |
170 |
180 |
200 |
|
|
Температура вспышки, °С, не ниже |
180 |
190 |
190 |
200 |
|
|
Температура размягчения, °С, не ниже |
60 |
70 |
75 |
85 |
|
|
Растяжимость, см, не менее |
|||||
|
при 25 °С |
5 |
7 |
7 |
8 |
|
|
при 0 °С |
10 |
12 |
13 |
15 |
|
|
Изменение температуры размягчения после прогрева, °С, не более |
15 |
12 |
12 |
12 |
ГОСТы 18180 и 11506 с доп. по ГОСТ 22245 |
|
Эластичность, %, не менее |
ТУ 35 1669-88 с изм.3 |
||||
|
при 25 °С |
95 |
95 |
95 |
||
|
при 0 °С |
97 |
97 |
97 |
97 |
|
|
Температура хрупкости, °С, не выше |
Минус 60 |
||||
|
Однородность |
Удовлетворяет |
Визуально (п.11.1) |
|||
РП1.2 и РП2.1, содержащие соответственно 30-33% и 8-10% ДСТ, должны отвечать требованиям, приведенным в табл.8.3.
Таблица 8.3
Технические требования к растворам блоксополимеров типа СБС
|
Наименование показателя |
Норма п РП-8э |
Метод испытания |
|
|
РП-8 |
РП-30 |
||
|
1 |
2 |
3 |
4 |
|
Содержание блоксополимера, % по массе |
8-10 |
30-33 |
- |
|
Условная вязкость по вискозиметру с отверстием 5 мм при 160 °С, с, не более |
130 |
230 |
|
|
Температура вспышки, °С, не ниже |
170 |
220 |
|
|
Температура размягчения, °С, не ниже |
55 |
90 |
|
|
Растяжимость, см, не менее |
|||
|
при 25 °С |
2 |
9 |
|
|
при 0 °С |
8 |
16 |
|
|
Изменение температуры размягчения после прогрева, °С, не более |
16 |
12 |
ГОСТы 18180 и 11506 с доп. по ГОСТ 22245 |
|
Эластичность, %, не менее |
ТУ 35 1669-88 с изм. 3 |
||
|
при 25 °С |
- |
95 |
|
|
при 0 °С |
97 |
98 |
|
|
Температура хрупкости, °С, не выше |
-60 |
-60 |
|
|
Однородность |
Удовлетворяет |
Визуально (п.4.3 |
|
______________
* Текст соответствует оригиналу.
"Регенераторы" РП 3.1 и РП 3.2 с ДСТ в пределах 26-27% и 17-18% должны удовлетворять требованиям, предъявляемым к растворам блоксополимеров марки РП 25 и РП 15 соответственно (см. табл.8.2).
8.6. Регенерированный битум на РП представляет собой высококачественное вяжущее и характеризуется высокой эластичностью, широким температурным диапазоном работоспособности, высокими тепло- и трещиностойкостью, что выгодно отличает его от битума, пластифицированного итальянским "регенератором" Iterlene (табл.8.4).
Таблица 8.4
Физико-механические свойства вяжущих на основе*
____________
* Текст соответствует оригиналу.
|
Реге- |
Сорт |
Со- |
Кон- |
Глубина прони- |
Растя- |
Температура, °С |
Изменение после прогрева |
Сцеп- |
Элас- |
|||||||
|
при 25 °С |
при 0 °С |
при 25 °С |
при 0 °С |
раз- |
хруп- |
вспыш- |
мас- сы, % |
тем- |
с мра- |
с пес- |
при 25 °С |
при 0 °С |
||||
|
РП1.1 |
1 |
18,5 |
18,9 |
148 |
77 |
44 |
65 |
53 |
-29 |
258 |
0,02 |
5 |
1 |
87,3 |
87,5 |
|
|
РП1.2 |
1 |
20,0 |
25,0 |
129 |
85 |
38 |
65 |
67 |
-49 |
248 |
0,13 |
1 |
5 |
2 |
84,7 |
89,9 |
|
Iterlene |
1 |
10,0 |
- |
- |
118 |
66,5 |
60 |
37 |
-25 |
- |
0,11 |
4 |
5 |
4 |
- |
- |
|
РП2.1 |
2 |
38,5 |
9,0 |
За 1 с |
19 |
48 |
53 |
-50 |
243 |
0,25 |
9 |
5 |
1 |
84,8 |
93,0 |
|
|
Iterlene |
2 |
10,0 |
- |
- |
119 |
93 |
55 |
37 |
-26 |
>263 |
0,22 |
4 |
5 |
3 |
- |
- |
|
РП3.1 |
3 |
13,5 |
26,0 |
110 |
59 |
41 |
45 |
61 |
-25 |
262 |
0,02 |
0 |
5 |
1 |
87,3 |
87,9 |
|
РП3.2 |
3 |
18,5 |
19,0 |
128 |
74 |
44 |
33 |
60 |
-29 |
255 |
0,10 |
4,5 |
5 |
2 |
86,4 |
76,0 |
|
Iterlene |
3 |
10,0 |
- |
- |
96 |
72 |
33 |
39 |
-26 |
- |
0,33 |
3 |
5 |
4 |
- |
- |
8.7. На основе "регенератора" 1-го сорта можно получить вяжущие марки ПБВ 130, обладающие высокими растяжимостью 65-70 см при 0 °С, трещиностойкостью - температура хрупкости по Фраасу -30 - -40 °С, теплостойкостью - температура размягчения 52 °С-67 °С, эластичностью более 80% при 25 и 0 °С.
8.8. На основе "регенератора" 2-го сорта получают вяжущие марки ПБВ 300 с растяжимостью при 0 °С 48-52 см, температурой размягчения от 53 до 60 °С, температурой хрупкости от -44 до -50 °С, эластичностью при 0 °С выше 90%.
8.9. На основе "регенератора" 3-го сорта можно получить вяжущие марки ПБВ 90 с растяжимостью при 0 °С 33-45 см, температурой хрупкости от -25 до -29 °С, температурой размягчения 60-61 °С, эластичностью 75-85%.
8.10. Физико-механические свойства ПБВ, полученных на основе битума марки БНД 60/90 и "регенераторов" разных сортов (по материалам Нижегородавтодора), приведены в табл.8.4.
9. ТЕХНИЧЕСКИЙ КОНТРОЛЬ
9.1. При использовании КОВ, в том числе ПБВ, необходимо контролировать:
- качество исходных компонентов, самих КОВ, ПБВ и материалов на их основе;
- процессы приготовления вяжущих и смесей на их основе;
- технологию укладки, уплотнения смесей и другие работы, проводимые с применением этих вяжущих.
9.2. Качество материалов, используемых для приготовления КОВ, в том числе ПБВ, а также полимерасфальтобетонных смесей на их основе контролируют методами, установленными соответствующими стандартами:
- битум в каждой новой партии оценивают на соответствие ГОСТ 22245-90 по методикам ГОСТ 11501, ГОСТ 11505, ГОСТ 11506, ГОСТ 11507, ГОСТ 11510, ГОСТ 18180, ГОСТ 4333;
- сырье для производства нефтяных вязких дорожных битумов оценивают на соответствие ТУ 38 101582-88;
- дивинил-стирольные термоэластопласты (ДСТ) - блоксополимеры типа СБС контролируют на соответствие паспортных данных завода-поставщика ТУ 38 103267-99 (на ДСТ 30-01 1-й группы) и ТУ 38.40327-98 (на ДСТ 30Р-01 1-й группы), а зарубежные аналоги (см. разд.2) - по сертификатам качества на соответствие спецификациям фирм-поставщиков этих продуктов;
- индустриальное масло контролируют на соответствие требованиям ГОСТ 20799-88 по паспортным данным предприятий-поставщиков;
- раствор блоксополимеров типа СБС должен соответствовать ТУ 2294-007-01393697-95 с изм.1 по всем нормируемым показателям;
- щебень, песок и минеральный порошок должен соответствовать ГОСТ 8267-93, ГОСТ 8736-93, ГОСТ 3344-83 и ГОСТ 16557-78 по лабораторным испытаниям;
- ПАВ проверяют по паспортным данным предприятий-поставщиков с учетом соответствующих ТУ.
При введении ПАВ в вяжущее на АБЗ проверяют правильность дозирования и равномерность их распределения.
9.3. В процессе приготовления КОВ, в том числе ПБВ, контролируют точность дозирования составляющих компонентов, температурный режим, однородность.
9.4. Качество КОВ необходимо проверять при приготовлении каждой новой партии на соответствие ТУ 35 1932-90 или ТУ 5718-013-01393697-96, в зависимости от марки и области применения.
9.5. Качество ПБВ контролируют на соответствие требованиям ОСТ 218.010-98 и разд.4 настоящего Руководства.
9.6. В процессе приготовления полимерасфальтобетонных смесей контролируют качество исходных материалов, точность их дозирования, температурные режимы приготовления полимерасфальтобетонных смесей, продолжительность перемешивания смесей, качество готовой смеси и соответствие ее заданному составу.
9.7. Готовую полимерасфальтобетонную смесь проверяют в лаборатории на соответствие требованиям ТУ 35 1669-88 и ГОСТ 9128-97 по методикам ГОСТ 12801-98. С этой целью отбор проб при приготовлении смеси в производственных смесительных установках начинают не ранее чем через 30 мин после начала выпуска смеси. Для испытаний необходимо отобрать объединенную пробу, составленную из трех-четырех тщательно перемешанных между собой точечных проб. Их отбирают непосредственно после выгрузки смеси из смесителя или накопительного бункера с интервалом 15-30 мин, в зависимости от производительности смесителя.
9.8. При приготовлении складируемой полимерасфальтобетонной смеси необходимо контролировать точность дозировки всех материалов, особенно вяжущих, так как содержание последних оказывает значительное влияние на слеживаемость смесей, режимы формирования штабелей и их размеры.
9.9. Слеживаемость контролируют по числу ударов до разрушения образца - не более 10.
9.10. При устройстве покрытия контролю подлежат температура смеси при выгрузке в бункер асфальтоукладчика, толщина уложенного слоя, качество уплотнения (особенно в местах сопряжения полос), ровность готового покрытия.
9.11. Готовое покрытие должно отвечать требованиям СНиП 3.06.03-85. Его качество контролируют по результатам испытания вырубок (кернов) в непереформованном и переформованном состояниях на соответствие свойств полимерасфальтобетона требованиям ГОСТ 9128-97.
9.12. Периодический контроль качества полимерасфальтобетона из складируемой смеси следует осуществлять не реже 1 раза в месяц по методикам ГОСТ 12801-98.
9.13. Контролировать качество складируемого полимерасфальтобетона в покрытии следует по показателям водонасыщения, набухания, пористости минерального остова и остаточной пористости, а также по коэффициенту уплотнения (по ГОСТ 9128-97 и СНиП 3.06.03-85).
10. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
10.1. Битумы нефтяные дорожные, сырье для производства нефтяных вязких дорожных битумов (СБ), индустриальное масло, растворы блоксополимеров типа СБС, а также КОВ, в том числе ПБВ, транспортируют и хранят согласно ГОСТ 1510-84.
10.2. Блоксополимеры типа СБС (термоэластопласты) массой 8-10 кг упаковывают:
- в четырехслойные бумажные мешки (ГОСТ 2226-88) с полиэтиленовым вкладышем (ГОСТ 19360-74);
- полиэтиленовые мешки (ГОСТ 17811-78);
- мягкие контейнеры (ТУ 6-52-12-90);
- полиэтиленовые мешки (ГОСТ 17811-78) и ящичные металлические или деревянные поддоны (ТУ 38.103699-89, ТУ 38.103703-90).
Упакованные в мешки блоксополимеры типа СБС (термоэластопласты) хранят в штабелях высотой не более 1,2 м; в ящичные или плоские поддоны - в штабелях, состоящих не более чем из трех поддонов по высоте, в неогнеопасном и сухом помещении при температуре не выше 30 °С.
Хранящиеся термоэластопласты не должны подвергаться воздействию атмосферных осадков, прямых солнечных лучей, а также масел, бензина, керосина, кислот и других химических веществ, разрушающих их.
Блоксополимеры типа СБС (термоэластопласты), упакованные в мешки, транспортируют железнодорожным и автомобильным транспортом, обеспечивающим защиту его от загрязнения, действия прямых солнечных лучей и атмосферных осадков в соответствии с правилами, действующими на данном виде транспорта.
Для железнодорожных перевозок используют крытые вагоны, большегрузные или универсальные контейнеры, поддоны ящичные деревянные по ТУ 38.103703-90 или плоские поддоны по ГОСТ 9078-84.
При перевозке в крытых вагонах ящичные поддоны с термоэластопластом устанавливают в два ряда по ширине и в три яруса по высоте вагона.
Загрузку железнодорожных вагонов и большегрузных контейнеров производят с максимальным использованием их вместимости. При плотной укладке крепление ящичных поддонов не требуется.
Вид отправки - повагонно.
Мелкие партии (массой 8-10 кг) перевозят в крытых автомашинах в соответствии с Правилами перевозок, действующими на данном виде транспорта.
10.3. Гарантийный срок хранения индустриального масла - 5 лет.
10.4. Хранение растворов блоксополимеров типа СБС при температуре 110-150 °С допускается в течение рабочей смены, в охлажденном виде - 1 год.
Транспортировать растворы блоксополимеров типа СБС или битумосодержащие растворы в охлажденном виде можно в металлических и полимерных бочках, в холодном - крафт-мешках и брикетах, упакованных в пленки "Полиформ-3", полиэтиленовую, полипропиленовую, совиленовую, а также в цистернах со сливным прибором и обогревом ( в соответствии с ГОСТ 1510-84).
10.5. Хранение КОВ, в том числе ПБВ, при рабочей температуре не выше 160 °С допускается не более одной рабочей смены; при температуре окружающей среды - 1 год. По истечении гарантийного срока хранения проводится повторный контроль качества. Транспортируют КОВ, в том числе ПБВ, битумовозами, автогудронаторами или в обогреваемых цистернах.
10.6. Вяжущие для заливки швов и трещин перевозят охлажденными в крафт-мешках массой до 50 кг или брикетами массой 10-15 кг, присыпанными минеральным порошком. Транспортирование производят в соответствии с "Правилами перевозки грузов на автомобилях" Минавтотранса РСФСР (1979 г.).
10.7. Органоминеральные смеси на основе КОВ следует хранить в накопительном бункере при рабочей температуре не более 3 ч.
Органоминеральные смеси на основе КОВ, а также полимерасфальтобетонные смеси транспортируют к месту укладки автомобилями-самосвалами в соответствии с вышеуказанными Правилами.
Отгружаемая в каждый автомобиль смесь должна сопровождаться паспортом.
10.8. Складируемые полимерасфальтобетонные смеси после выгрузки из смесителя в горячем виде перевозят к месту хранения (в штабель) автомобилями-самосвалами, а из штабеля к месту строительства - автомобилями-самосвалами, автопоездами; по железной дороге - в открытых вагонах или платформах; водным транспортом - баржами в соответствии с ГОСТ 9128-97 и разд.6 настоящего Руководства.
10.9. Литые полимерасфальтобетонные смеси хранению не подлежат и транспортируются в специальных машинах ("Кохерах"), способных поддерживать требуемую температуру.
В случае использования автомобилей-самосвалов, время транспортировки не должно превышать 30 мин, а их дно должно прогреваться.
11. МЕТОДЫ ИСПЫТАНИЯ
11.1. Подготовка проб вяжущих
Пробы вяжущих перед испытанием нагревают до 160 °С, определяют их однородность с помощью стеклянной палочки, а затем пропускают через сито с сеткой N 07 по ГОСТ 6613-86. Если вяжущее однородно по этим методикам, то заполняют формы для проведения остальных испытаний.
11.2. Методы испытания вяжущих
Качество КОВ, в частности ПБВ, оценивают по методам, принятым для оценки свойств вязких дорожных битумов (ГОСТ 4333-87; ГОСТ 11501-78; ГОСТ 11505-76*; ГОСТ 11506-73; ГОСТ 11507-73**; ГОСТ 11508-74; ГОСТ 18180-72), а также по нестандартным:
- определение однородности;
- показателей эластичности (Э);
- температуры хрупкости (при фиксированном максимальном прогибе пластины);
- гибкости пленки вяжущего при отрицательных температурах;
- вязкости герметизирующего состава;
- предела прочности при разрыве и относительного удлинения вяжущего;
- растворимости блоксополимеров типа СБС в индустриальном масле.
_______________
* Вероятно ошибка оригинала. Следует читать ГОСТ 11505-75.
** Вероятно ошибка оригинала. Следует читать ГОСТ 11507-78.
11.2.1. Определение однородности
11.2.1.1. Однородность вяжущего устанавливают визуально (ОСТ 218.010-98) с помощью стеклянной палочки, извлеченной из вяжущего при температуре приготовления: вяжущее должно стекать с палочки равномерно, а на ее поверхности не должно быть сгустков, комков, крупинок.
Если вяжущее по визуальному методу однородно, то для количественной оценки однородности в нем определяют содержание остатка на сите с сеткой N 07.
11.2.1.2.1. Аппаратура, реактивы и материалы:
- сито из проволочной тканой сетки с квадратными ячейками N 07 по ГОСТ 6613-86;
- весы лабораторные общего назначения и образцовые по ГОСТ 24104-80 с ценой деления 0,01 г, погрешностью ±0,01 г;
- меры массы общего назначения и образцовые по ГОСТ 7328-82;
- электроплитка закрытого типа;
- пробоотборник по ГОСТ 2517-85;
- шкаф сушильный с терморегулятором и температурой нагрева не ниже 160 °С;
- термометры стеклянные для испытания нефтепродуктов по ГОСТ 400-80 с ценой деления 1 °С и пределами измерения от 0 до 250 °С;
- чашка фарфоровая по ГОСТ 9147-73 вместимостью 100 мл;
- керосин по ГОСТ 4753-68 и ГОСТ 18499-73.
11.2.1.3. Подготовка к испытанию
В пробоотборнике взвешивают не менее 500 г вяжущего, нагревают, перемешивая при 160 °С, и пропускают через сито; оставшиеся на стенках и дне пробоотборника инородные включения скальпелем переносят на сито.
11.2.1.4. Проведение испытания
Сито с остатком вяжущего помещают в сушильный шкаф при 160 °С и выдерживают не менее 10 мин. Освободившийся пробоотборник с остатками вяжущего взвешивают.
После выдерживания в сушильном шкафу горячее сито протирают с внешней стороны, остаток на сите отмывают, погружая сито несколько раз в фарфоровую чашку с керосином, последняя порция которого должна стать бесцветной.
После отмывки сито либо остается пустым, либо с остатком нерастворенной части вяжущего. В первом случае испытание считается законченным, остаток равен нулю.
Сито с остатком помещают в сушильный шкаф, где выдерживают в течение 30 мин при 160 °С, после чего охлаждают и взвешивают. Далее остаток удаляют тонким пинцетом, иглой или шилом и сито повторно взвешивают.
11.2.1.5. Обработка результатов измерений
Остаток вяжущего Н (%) на сите определяют по формуле
 , (11.1)
, (11.1)
где  и
и  - масса сита с остатком и без него, соответственно, г;
- масса сита с остатком и без него, соответственно, г;
 - масса вяжущего, пропущенного через сито, г.
- масса вяжущего, пропущенного через сито, г.
Вяжущее считается однородным, если остаток на сите составляет менее 0,02% от массы пропущенного через сито ПБВ.
11.2.2. Определение эластичности
11.2.2.1. Подготовка к испытанию
Эластичность вяжущего устанавливают по ОСТ 218.010-98 непосредственно после испытания образцов на растяжимость (ГОСТ 11505-75).
11.2.2.2. Проведение испытания
Формы с разорвавшимися образцами снимают со штифтов дуктилометра и кладут на дно его ванны с водой или другой емкости.
С целью ускорить сокращение образцов при определении эластичности вяжущего при 25 °С воду нагревают до 35±0,5 °С. Затем проводят замеры (с точностью до 0,1 см) обеих частей образца от свободного его конца до зажима (до момента изменения длины не более чем на 0,1 см за 15 мин).
При определении эластичности ПБВ при 0 °С замеры проводят при 0 °С.
11.2.2.3. Обработка результатов измерений
Показатель эластичности Э (%) вычисляют по формуле
 *, (11.2)
*, (11.2)
где  - растяжимость, см;
- растяжимость, см;
 - длина образца до его растяжения,
- длина образца до его растяжения,  =3, см;
=3, см;
 - сумма длин двух частей образца после их восстановления (по последнему замеру), см
- сумма длин двух частей образца после их восстановления (по последнему замеру), см
________________
* Формула соответствует оригиналу.
Расхождение между результатами трех параллельных определений не должно превышать 10% среднего арифметического значения сравниваемых результатов.
11.2.2.4. Определение эластичности экспресс-методом
11.2.2.4.1. При определении в лабораторных условиях показателя эластичности по экспресс-методу образцы в формах, подготовленные для испытания на растяжимость (ГОСТ 11505-75), помещают, не снимая с пластинки, в морозильную камеру. Через 15 мин формы вынимают, снимают с пластинки, закрепляют в дуктилометре, отсоединяют боковые вкладыши формы "восьмерки", растягивают образец в водяной бане дуктилометра при температуре 25 °С на 20 см и затем разрезают пополам. Если образец разорвался, не достигнув 20 см, то отмечают его максимальное значение и замеряют длины обеих разорвавшихся частей. Формы с образцами оставляют в емкости, где проводилось испытание, и через 15 мин замеряют длину обеих частей от зажима формы до свободного конца образца (с точностью до 0,1 см).
Показатель эластичности Э (%) рассчитывают по формуле (11.2); за растяжимость D принимают длину (см), на которую был растянут образец: 20 см, или ту величину, на которую он разорвался.
При отсутствии дуктилометра формы с вяжущим вынимают из морозильной камеры, снимают с пластинки, отсоединяют боковые вкладыши формы "восьмерки" и медленно, вручную растягивают в воде при температуре 25 °С в любой емкости, позволяющей растянуть его на 20 см. Далее испытывают аналогично описанному способу.
11.2.2.4.2. При определении показателя эластичности в полевых условиях вручную в воде приготавливают образец цилиндрической формы диаметром около 1 см и длиной около 3 см. Для этого либо выливают горячее вяжущее в холодную воду, либо снимают его с поверхности охлажденной в воде палочки, предварительно погруженной в вяжущее, и приготавливают образец.
Подготовленный к испытанию образец опускают в емкость, заполненную водой при температуре 25 °С, и медленно вручную растягивают его на 20 см (общая длина 23 см), замеряют его длину (с точностью до 0,1 см).
Показатель эластичности вычисляют по формуле (11.2), где за растяжимость D принимают длину 20 см, на которую был растянут образец, за - длину образца после его восстановления.
Если образец разорвался, не достигнув 20 см, то испытание продолжают в соответствии с п.11.2.2.4.1.
Вывод формулы для оценки эластичности приведен в прил.2.
11.2.3. Определение трещиностойкости
Для оценки трещиностойкости вяжущего в шве цементобетонного покрытия или трещине асфальтобетонного в методику определения температуры хрупкости по ГОСТ 11507-78 внесены некоторые изменения. Вяжущее в асфальтобетоне подвергается многократному изгибу под действием движения автомобилей, вяжущее в шве или трещине работает на растяжение в толстом слое. Напряжения в направлении растяжения возникают от перепада температур и, следовательно, изменяются медленно. Поэтому в принятой методике пластинку с нанесенным на нее вяжущим не подвергают многократному изгибу, как предусмотрено ГОСТ 11507-78, а изгибают 1 раз при 0 °С до максимального прогиба, создав таким образом в слое вяжущего напряжение, и только после этого понижают температуру со стандартной скоростью до появления трещины (сначала волосяной, а затем глубокой). Температуру хрупкости фиксируют в момент появления глубокой трещины.
11.2.4. Определение гибкости при отрицательной температуре
1.2.4.1. Подготовка к испытанию
Гибкость при отрицательной температуре определяют на пяти образцах пленки вяжущего размером 1х20х50 мм. Для приготовления пленки нагретое вяжущее равномерно распределяют по гладкой стеклянной или металлической поверхности, предварительно покрытой смесью талька с глицерином в соотношении 1:3. Величину навески вяжущего определяют исходя из необходимости получить пленку толщиной 1 мм с точностью до 0,05 мм. После остывания из нее нарезают образцы размером 20х50 мм с точностью до 1 мм, которые вместе со стержнем d=10 мм выдерживают в течение 30 мин в холодильной камере при заданной температуре.
11.2.4.2. Проведение испытания
Образцы вынимают и медленно огибают по полуокружности стержня равномерно в течение 2 с.
Время с момента изъятия образца из холодильной камеры и огибания его по полуокружности стержня не должно превышать 10 с.
11.2.4.3. Обработка результатов
Вяжущее считают выдержавшим испытание, если трещины обнаруживаются не более чем на двух пластинках.
11.2.5. Определение условной вязкости герметизирующего состава
Условную вязкость герметизирующего состава определяют по ГОСТ 11503-74, но при температуре 160 °С. Для этого необходимо специальное (предпочтительно электрообогревающее) устройство, позволяющее производить нагрев и термостатирование вяжущего, находящегося в рабочем цилиндре вискозиметра, до 165 °С.
11.2.6. Определение предела прочности при разрыве и относительного удлинения вяжущего
11.2.6.1. Аппаратура
Предел прочности при разрыве и относительное удлинение вяжущего определяют на разрывной машине ЦД-4. Схема разрывной машины и приспособление для закрепления образца при испытании представлены соответственно на рис.11.1 и 11.2.
Рис.11.1. Схема разрывной машины
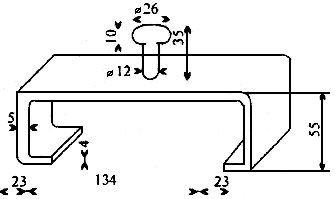
Рис.11.2. Схема закрепления образца вяжущего
11.2.6.2. Подготовка к испытанию
Изготавливают с помощью специальных форм (рис.11.3-11.4) образцы шва (трещины), представляющие собой две цементо- или асфальтобетонные балочки размером 40х40х160 мм, соединенные вяжущим на длину 100 мм, высоту 40 мм и ширину 10 мм. Образцы выдерживают сутки при температуре 20±2 °С. Число испытываемых образцов - не менее трех.
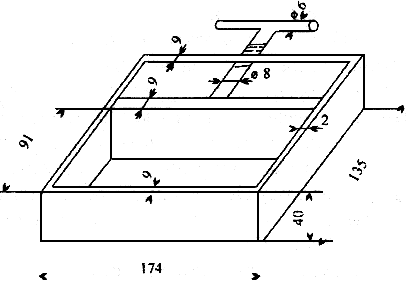
Рис.11.3. Форма для изготовления образца шва
Рис.11.4. Схема формы для испытания образца трещины
11.2.6.3. Проведение испытания
Образцы устанавливают в зажимы (см. рис.11.2) разрывной машины, проверяют установку приборов на ноль, замеряют ширину соединительного слоя вяжущего с точностью до 0,1 мм, включают разрывную машину и растягивают образец до разрушения. Скорость приложения нагрузки - 1 мм/мин, контролируется с помощью индикатора часового типа и секундомера. По шкале прибора фиксируют разрушающую нагрузку, по индикатору - приращение ширины соединительного слоя вяжущего в момент его разрушения.
11.2.6.4. Обработка результатов измерений
Предел прочности при разрыве соединительного слоя вяжущего в образце  (МПа) вычисляют по формуле
(МПа) вычисляют по формуле
 , (11.3)
, (11.3)
где  - нагрузка, при которой происходит разрыв соединительного слоя вяжущего в образце, Н;
- нагрузка, при которой происходит разрыв соединительного слоя вяжущего в образце, Н;
 - площадь сечения соединительного слоя вяжущего в образце, м.
- площадь сечения соединительного слоя вяжущего в образце, м.
При разрушении образца по соединительному слою вычисляют предел прочности вяжущего, а при разрушении по контактному слою с цементо- или асфальтобетоном - прочность сцепления вяжущего со стенкой шва в цементобетонном покрытии или трещины в асфальтобетонном.
Относительное удлинение при растяжении  (%) рассчитывают по формуле
(%) рассчитывают по формуле
 *, (11.4)
*, (11.4)
где  - ширина связующего слоя вяжущего в момент разрыва образца, мм;
- ширина связующего слоя вяжущего в момент разрыва образца, мм;
- начальная ширина связующего слоя вяжущего, мм.
________________
* Формула соответствует оригиналу.
11.2.7. Определение растворимости блоксополимера типа СБС в индустриальном масле
11.2.7.1. Подготовка к испытанию
В фарфоровый стакан помещают 20 г полимера и 80 г индустриального масла И-40А, нагревают до 160±1 °С, постоянно перемешивая сначала стеклянной палочкой 15 мин, а после достижения достаточной подвижности - механической мешалкой не менее 30 мин до однородного состояния. Общее время приготовления раствора полимера не должно превышать 1 ч.
11.2.7.2. Проведение испытания
Однородность полученного раствора определяют по п.11.2.1. Если раствор полимера однороден по этому методу, то его процеживают через сито с сеткой N 07, помещают в сушильный шкаф при 160±1 °С на 10 мин, а затем охлаждают.
11.2.7.3. Обработка результатов
Полимер считается полностью растворимым в индустриальном масле и пригодным для приготовления ПБВ, если он полностью проходит через сито с сеткой N 07 и на ней остается однородная пленка раствора без каких-либо включений.
11.3. Методы испытания полимерасфальтобетонных смесей и полимерасфальтобетона
Испытание полимерасфальтобетонных смесей и полимерасфальтобетона осуществляют в соответствии с методами, принятыми для асфальтобетонных смесей по ГОСТ 12801-98.
Кроме того, применяются нестандартные методы испытаний, используемые для оценки качества литых полимерасфальтобетонных смесей:
- глубины вдавливания штампа и подвижности смеси в соответствии с ТУ 400-24-158-89;
- модуля упругости и предела прочности на растяжение при изгибе при температуре 0 °С по ТУ 400-24-107-91;
- удобообрабатываемости смесей согласно ВСН 175-82.
11.3.1. Определение глубины вдавливания штампа (извлечение из ТУ 400-24-158-89)
11.3.1.1. Аппаратура:
- металлическая форма (рис.11.5);
- прибор для определения глубины вдавливания штампа (рис.11.6);
- круглый металлический штамп площадью 5 см;
- термометр стеклянный с ценой деления 1 °С (ГОСТ 400-80);
- сосуд для термостатирования образцов вместимостью 3-5 л.
Рис.11.5. Схема формы для изготовления образцов-кубиков:
1 - поддон; 2 - форма; 3 - разъемная коробка; 4 - прижимной винт
Рис.11.6. Прибор для определения глубины вдавливания штампа:
1 - образец; 2 - форма; 3 - емкость для выдерживания образца; 4 - стол прибора; 5 - круглый штамп; 6 - шарик;
7 - рукоятка; 8 - шток; 9 - контрольная лампочка; 10 - индикатор часового типа; 11 - опорный столик; 12 - грузы
11.3.1.2. Подготовка к испытаниям
Образцы-кубики (из смесей типов I, V) размером 7,07х7,07х7,07 см изготавливают в металлической форме (см. рис.11.5). На поддон (1) помещают нагретую до температуры 150-170 °С форму (2), закрепляют ее прижимным винтом (4) и заполняют смесью (навеска примерно 750-800 г), разогретой до 220 °С, послойно за 3 раза. Каждый слой тщательно штыкуется. Поверхность образца выравнивается и заглаживается шпателем. Изготовленный образец выдерживается в форме до испытания при комнатной температуре в течение 24 ч.
Образцы из смесей типов II, III изготавливают аналогично п.11.3.1.2 (см. рис.11.5).
В поддон, закрепленный на вибрационном столе, помещают нагретую до 120-140 °С форму (2) вместе с установленной на ней разъемной коробкой (3) и закрепляют прижимным винтом (4). Навеску смеси (примерно 750-800 г), разогретую до температуры 200 °С, переносят в форму, штыкуют, равномерно распределяют по ней и через разъемную коробку (3) вставляют пригруз. Уплотнение образца производится вибрированием под пригрузом (удельное давление 0,03 МПа) в течение 20 с при следующих параметрах вибрационного стола: частота 3000 кол/мин, амплитуда 0,35-0,40 мм. Изготовленный образец выдерживается в форме до испытания при комнатной температуре в течение 24 ч.
11.3.1.3. Проведение испытания
Перед испытанием образец в форме устанавливается в сосуд для термостатирования на 1,5 ч и выдерживается при температуре 40±2 °С.
Подготовленный образец (1) в форме (2) помещают в термостатирующий сосуд (3) прибора и вместе с ним подводят под шток (8). В течение всего испытания вода в термостатирующем сосуде должна иметь температуру 40 °С. На образец устанавливается штамп (5) площадью 5 см, на который от штока (8) передается нагрузка через шарик (6), установленный на штампе. Подведение штока к шарику осуществляется поворотом рукоятки (7). В момент их соприкосновения загорается контрольная лампочка (9). В этом положении стрелка связанного с ним индикатора часового типа (10) устанавливается на 0. Поворачивая рукоятку (7), на образец через штамп и шарик передают нагрузку от штока величиной 52,5 кгс.
11.3.1.4. Глубина вдавливания штампа (мм) определяется по шкале индикатора после действия нагрузки в течение 30 мин. За конечный результат принимается среднее арифметическое двух определений. Расхождение между ними не должно превышать 15%.
11.3.2. Упрощенный метод определения глубины вдавливания штампа
Метод заключается в определении глубины погружения штампа в полимерасфальтобетон в условиях ограничения его перемещения (расширения) в горизонтальном направлении.
11.3.2.1. Аппаратура:
- пресс с механическим приводом, способный обеспечить нагрузку 52,5 кгс;
- штамп металлический диаметром 2,52 см (площадь 5 см);
- форма диаметром и высотой 7 см для изготовления образцов полимерасфальтобетона;
- сосуд вместимостью 3-5 л для термостатирования образца полимерасфальтобетона в форме;
- термометр стеклянный с ценой деления 1 °С по ГОСТ 400-80;
- стойка гибкая типа МС-29 по ТУ 2-034-668-83;
- индикатор часового типа с ценой деления 0,01 мм для измерения деформаций до 10 мм;
- резиновая груша.
11.3.2.2. Подготовка к испытанию
Изготовленный по ГОСТ 12801-93 образец полимерасфальтобетона после удаления вкладышей, не извлекая из формы, охлаждают не менее 3 ч.
В сосуд для термостатирования образца заливают воду при 50 °С выше уровня поверхности образца в форме и выдерживают в нем при температуре воды 50±1 °С в течение 1 ч.
11.3.2.3. Проведение испытания
Сосуд для термостатирования помещают в центре нижней плиты пресса. В течение всего испытания температура воды в сосуде поддерживается 50±1 °С.
На поверхность образца устанавливают металлический штамп, затем опускают верхнюю плиту и останавливают не доходя до уровня поверхности штампа на 1,5-2 мм.
Для измерения деформации индикатор, прикрепленный к стойке, размещают таким образом, чтобы подвижная часть его ножки касалась верхней плиты пресса. После этого включают электродвигатель и начинают нагружать образец через штамп (рис.11.7).
Рис.11.7. Схема испытания на глубину вдавливания штампа:
1 - образец; 2, 4 - нижняя и верхняя плиты пресса; 3 - штамп круглый; 5 - емкость для термостатирования;
6 - штанги; 7 - индикатор; 8 - стойка
Когда стрелка силоизмерителя пресса отклонится от нулевой точки, электродвигатель отключают, устанавливают стрелку индикатора на ноль и продолжают нагружение на штамп.
Нагрузку на штамп задают постоянную (52,5 кг) и выдерживают в течение 30 мин.
По истечении времени испытания фиксируют показания индикатора. Температуру образца 50±1 °С поддерживают во время испытания добавлением воды, избыток которой отбирают резиновой грушей.
11.3.2.4. Обработка результатов
За окончательный результат принимают среднее арифметическое значение показателя индикатора (мм) после испытания трех параллельных образцов.
11.3.3. Определение подвижности смеси
(извлечение из ТУ 400-24-158-89)
Сущность метода заключается в определении величины осадки конуса (мм) литой асфальтобетонной смеси, нагретой до 200 °С.
11.3.3.1. Аппаратура:
- металлическая форма в виде усеченного конуса со шлифованной и ровной внутренней поверхностью, диаметром 80 и 60 мм, высотой 70 мм и толщиной стенок 5 мм;
- металлический лист 300-200 мм;
- сушильный шкаф с термометром;
- измерительная линейка (2 шт.);
- секундомер.
11.3.3.2. Подготовка к испытанию
Форму, металлический лист, линейки очищают и протирают сухой тканью, а сам конус нагревают до 150-170 °С.
Форму устанавливают на металлический лист, лежащий на плоской горизонтальной поверхности, плотно прижимают и заполняют в один прием литой смесью, нагретой до 210 °С. Поверхность смеси выравнивают, срезая излишек смеси вровень с верхними краями формы.
11.3.3.3. Проведение испытания
Форму снимают строго вертикально так, чтобы не разрушить отформованную смесь, и осторожно устанавливают рядом с оседающим конусом из смеси. Время, затрачиваемое на съем формы, должно составлять 3-5 с. Освобожденная литая смесь под действием собственной массы начинает оседать. Через 1 мин с момента снятия формы измеряют осадку конуса. На верхнее основание формы укладывают металлическую линейку, от нижнего ребра которой второй линейкой измеряют осадку конуса из смеси с погрешностью 1 мм. Осадку конуса определяют по двум порциям.
11.3.3.4. Обработка результатов
Общее время испытаний с начала наполнения формы литой смесью при 1-м определении и до момента измерения осадки конуса при 2-м не должно превышать 5 мин.
Осадку конуса вычисляют с округлением до 5 мм как среднее арифметическое результатов двух определений осадки конуса в одной пробе, отличающихся между собой: не более чем на 2 мм при ОК=15-20 мм и 3 мм при ОК=20-30 мм. При большем расхождении результатов испытания повторяют на новой пробе.
11.3.4. Определение модуля упругости
(извлечение из ТУ 400-24-107-91)
Сущность метода заключается в определении величины упругого прогиба на растяжение при изгибе под воздействием кратковременных повторных нагрузок при температуре 0 °С за один цикл "нагрузка-разгрузка" на механических рычажных прессах конструкции НИИМосстроя. Он позволяет учитывать специфику нагрузочного режима работы покрытия как по времени, так и по характеру действия нагрузки.
В комплект пресса входит набор форм, приспособлений и креплений, позволяющих получать истинные значения измеряемых деформаций, максимально исключая влияние побочных факторов на абсолютные значения расчетных величин (местное обмятие образцов на опорах, недостаточная жесткость опор и пр.).
11.3.4.1. Изготовление образцов
Упругие свойства полимерасфальтобетонов определяют на образцах-балочках размером 300х100х40 мм. Образцы изготавливают в металлических разъемных формах со свободно перемещающимися вкладышами. Смесь уплотняют вибропрессованием на стандартной виброплощадке (частота 3000 кол/мин, амплитуда 0,35-0,40 мм) при удельной нагрузке 0,03 МПа в течение 180 с.
Приготовление образцов-балочек производят следующим образом: форму нагревают и устанавливают на стол вибрационной площадки точно по центру, затем внутреннюю поверхность формы и вкладыши тщательно протирают тканью, слегка смоченной маслом, загружают смесь при температуре 130-150 °С, равномерно распределяя в форме, и штыкуют ножом. Ориентировочное количество смеси на один образец-балочку 2,6-2,9 кг при средней плотности образца 2200-2400 кг/м . После этого вставляют вкладыш и осуществляют вибрирование. Затем образец вынимают из формы и хранят на столе с ровной поверхностью.
. После этого вставляют вкладыш и осуществляют вибрирование. Затем образец вынимают из формы и хранят на столе с ровной поверхностью.
Образцы с дефектами в виде обломков кромок и непараллельности верхней и нижней плоскостей бракуются.
11.3.4.2. Аппаратура:
- механический рычажный пресс конструкции НИИМосстроя (рис.11.8);
- термометр стеклянный с ценой деления 1 °С по ГОСТ 400-80;
- сосуды для термостатирования образцов вместимостью 8-10 л.
Рис.11.8. Кинематическая схема механического рычажного пресса:
I - вал;
II - поводок;
1 - ролик; 2 - кольцевой рычаг пресса; 3 - груз, 50-600 Н; 4 - шарикоподшипник радиальный; 5 - колесо
коническое  =30; 6 - то же, =20;
=30; 6 - то же, =20;  =5; 7 - электродвигатель
=5; 7 - электродвигатель  =1 кВт,
=1 кВт,  =15,8 об/с; 8 - редуктор;
=15,8 об/с; 8 - редуктор;
9 - груз, 240 Н; 10 - призма; 12 - стол; 13 - штамп; 14, 18, 19 - рычаги; 15 - призма двухопорная;
16 - подушка; 17 - груз, 600 Н; 20 - шарикоподшипник упорный
11.3.4.3. Подготовка к испытанию
Образцы-балочки готовят для испытания в соответствии с п.11.3.4.1.
Три образца-балочки выдерживают при заданной температуре (18-20 °С) в течение 1,5-2 сут, затем помещают в термостат пресса и выдерживают 2 ч при 0 °С.
Заданный температурный режим обеспечивают с помощью смеси воды с мелко истолченным пищевым льдом и небольшим количеством поваренной соли.
11.3.4.4. Проведение испытания
Параметры упругих свойств полимерасфальтобетона при температуре 0 °С определяются методом изгиба образцов-балочек размером 300х100х40 мм с расчетным пролетом 250 мм при нагружении в центре пролета. Образец подвергается многократному циклическому воздействию нагрузки (возрастающей по периодам), доведенной до разрушающей.
Количество циклов в одном периоде устанавливается исходя из необходимости уменьшить влияние деформации упругого последствия на величину полной упругой деформации за один цикл. Длительность "отдыха" определяется временем, необходимым для исчезновения обратимых деформаций. Режим испытаний принят следующий: 100 циклов "нагрузки-разгрузки" и 120 с - "отдыха". Вначале испытание проводят без установки грузов на поводок. Образец подвергают 100 циклам "нагрузки-разгрузки", затем поводок останавливают в положении, обеспечивающем полное снятие нагрузки, и выдерживают 120 с. Затем на поводок устанавливают следующий груз и испытание повторяют. Нагрузку увеличивают до полного разрушения образца.
Процесс деформации образца под нагрузкой во времени и после снятия ее фиксируется фотозаписью (при стократном увеличении) измеряемых деформаций при помощи отраженного светового луча.
Измерив величину деформации образца в момент наложения и снятия нагрузки, можно построить зависимости "деформация-время" (рис.11.9).
Рис.11.9. Фотодиаграмма испытания образца асфальтобетона на изгиб при температуре 0 °С:
,  ... - возрастающие нагрузки;
... - возрастающие нагрузки;  ,
,  - упругий прогиб
- упругий прогиб
При разрушении образца определяют разрушающую нагрузку.
11.3.4.5. Обработка результатов
Модуль упругости на растяжение при изгибе (Па) за один цикл "нагрузка-разгрузка" при температуре 0 °С определяют по формуле
 *,
*,
где - упругий прогиб образца-балочки, мм, устанавливаемый на обратной ветви разгрузки фотодиаграммы при времени 1,1 с и нагрузках Р, не превышающих 25-30% разрушающей; величина упругого прогиба, измеренная на фотодиаграмме перед внесением в формулу делится на коэффициент увеличения (масштаб М);
 - вертикальная нагрузка на образец-балочку, приложенная к середине пролета, Н;
- вертикальная нагрузка на образец-балочку, приложенная к середине пролета, Н;
 * - пролет образца-балочки, м;
* - пролет образца-балочки, м;
 - безразмерный коэффициент, учитывающий влияние поперечных сил,
- безразмерный коэффициент, учитывающий влияние поперечных сил,
 *;
*;
 - момент инерции поперечного сечения образца-балочки, м
- момент инерции поперечного сечения образца-балочки, м ;
;
 ;
;
 и
и  - ширина и высота образца-балочки соответственно, м.
- ширина и высота образца-балочки соответственно, м.
____________
* Соответствуют оригиналу.
11.3.5. Определение предела прочности на растяжение при изгибе
(извлечение из ТУ 400-24-107-91)
Сущность метода заключается в определении величины максимальной нагрузки, предшествующей разрушению образца-балочки при температуре 0 °С и кратковременных воздействиях повторных нагрузок.
11.3.5.1. Изготовление образцов-балочек, аппаратура для испытаний, подготовка к испытаниям и их проведение аналогичны изложенным в п.11.3.4.
11.3.5.2. Обработка результатов
Предел прочности на растяжение при изгибе образца-балочки (Па) при температуре 0 °С вычисляют с погрешностью 0,01 МПа по формуле
 ,*
,*
где  - разрушающая нагрузка, Н.
- разрушающая нагрузка, Н.
____________
* Формула соответствуют оригиналу.
11.3.6. Определение удобообрабатываемости смеси
Удобообрабатываемость смеси определяют на приборе конструкции проф. А.Н.Рыбьева.
За характеристику удобообрабатываемости смеси принимается усилие (кгс), затрачиваемое на удаление металлического стержня из образца асфальтобетона, уплотненного вибрированием (или время заполнения ведерка дробью, с).
11.3.6.1. Аппаратура (извлечение из ВСН 175-82)
Прибор состоит из следующих основных частей:
- вибростолика с мотором мощностью 0,25 кВт, частотой 50 кол/с и амплитудой 0,3 мм. На поверхности столика имеются две пластинчатые прижимные пружины для прикрепления чашки;
- кронштейна металлического со стрелой по длине примерно 450 мм;
- чашки металлической цилиндрической диаметром 190 и высотой 150 мм. К боковым стенкам чашки приварены две дуговые педали. Внутри, в центре дна, привернут шип квадратного сечения;
- конуса усеченного стального высотой до шейки 71 мм, высотой вместе с нижним конусом 80 мм, нижним диаметром в наиболее широком месте 31 мм, диаметром шейки 13 мм и высотой 24 мм, диаметром штока 10 мм и высотой 29 мм, упорным кругом 25 мм и толщиной 4 мм. Масса конуса примерно 300 г. Верхний его конец имеет крючок, ввернутый в шток; внизу нарезан центрированный квадратный паз для шипа чашки, переходящий в канал, идущий внутри конуса до верха и выходящий наружу;
- комплекта плоских кольцевых гирек массой от 25 до 100 г, надеваемых при необходимости на шток конуса;
- тросика из обожженной мягкой стальной проволоки или шнура из вискозного шелка, на концах тросика имеются крючки;
- роликов шарикоподшипниковых диаметром 15-25 мм, направляющих тросик вдоль стрелы кронштейна; расстояние между роликами 260 мм;
- ведерка массой, примерно равной массе конуса, вместимостью 1,5 л;
- дробеподателя от прибора Михаэлиса, при помощи которого свинцовая дробь высыпается в ведерко со скоростью 200 г/с (±10 г), регулируемой затвором.
Дополнительно к прибору имеется секундомер, термостат или другой нагревательный прибор, весы рычажные на 10 кг с разновесами, термометры на 200 °С или выше (2 шт.), совок, нож, а также смазка - смесь глицерина с тальком или декстрином в соотношении 1:1.
11.3.6.2. Подготовка к испытанию
Прибор устанавливается в непосредственной близости от розетки, к которой подведен трехфазный ток. Отдельные части прибора собираются в такой последовательности:
-
1) чашка прочно крепится к вибростолу при помощи прижимов и педалей;
-
2) тросик протягивается вдоль кронштейна через два направляющих ролика, после чего один конец его соединяется крючком с конусом, другой - с ведерком;
-
3) конус утяжеляется грузиками, чтобы его масса была больше массы ведерка примерно на 100 г и он надежно удерживался в чашке до момента испытания;
-
4) дробеподатель заполняется дробью и проверяется фактическая скорость ее высыпания в секунду. Средняя скорость, определяемая как отношение фактической массы дроби, высыпавшейся за 15 с, к продолжительности высыпания (15 с), должна быть равна 200 г/с (±10 г), что регулируется отверстием затвора.
11.3.6.3. Проведение испытаний
Испытание на удобообрабатываемость производится в следующем порядке: конус нагревается и смазывается, после чего устанавливается в вертикальном положении на дно чашки так, чтобы шип входил в паз. Испытуемая масса с заданной температурой 165 или 200 °С (при испытании литого асфальта) закладывается совком (как можно быстрее и равномернее) в чашку вокруг конуса. Для контроля температуры смеси в чашку опускаются два термометра. Как только средняя температура смеси в чашке снизится на 5 °С, включается прибор. Уложенная смесь с конусом вибрируется на вибростолике в течение 10 с. Через 30 с открывается затвор дробеподателя, и в ведерко равномерно насыпается дробь до тех пор, пока не произойдет полный отрыв конуса из образца асфальтобетона. Ведерко с дробью взвешивается. Масса дроби определяется с точностью до 0,005 кг, а время истечения дроби до полного отрыва конуса - до 0,5 с.
За конечный результат принимается среднее арифметическое трех определений.
11.3.7. Определение работоспособности поверхностной обработки
Работоспособность поверхностной обработки оценивают по прочности приклейки зерен щебня к поверхности КОВ, определяемой по методике Виолит, разработанной во Франции, с изменениями, предложенными Союздорнии. Этот метод позволяет оценить долговечность поверхностной обработки под воздействием циклической нагрузки при разных температурах и сопоставить различные вяжущие.
11.3.7.1. Аппаратура
Прибор (рис.11.10) состоит из штатива (4) с плитой (5). На плите имеются три опоры (7), образующие в плане равносторонний треугольник для установки испытательной металлической пластины (6). На штативе крепится направляющее центрирующее устройство (3), в котором с помощью запора (фиксатора) (2) устанавливается шар-ударник (1) на заданной высоте от поверхности испытательной пластины, чтобы после удара шар не мог скатываться с пластины.
Рис.11.1
0. Схема прибора для определения прочности приклейки зерен щебня к поверхности вяжущего
по методу Виолит:
1 - шар-ударник; 2 - запорное устройство; 3 - направляющее устройство; 4 - штатив;
5 - плита; 6 - испытательная пластина; 7 - опоры
11.3.7.2. Подготовка к испытанию
Вяжущее в количестве 5 г (из расчета 0,5 кг/м) наносится тонким слоем на металлическую пластинку размером 100х100х2 мм путем осторожного расплавления на электроплитке при температуре не выше 150 °С.
На слой вяжущего укладывают 50 щебенок (кубовидной формы) ровными рядами равномерно по всей площади пластинки, отступая на 3-5 мм от краев.
Остывшие (до комнатной температуры) пластинки со щебенками выдерживают под грузом массой 1 кг в течение 1 ч.
11.3.7.3. Проведение испытания
После термостатирования в течение 1 ч при заданной температуре (температуре испытания) пластинку помещают на опоры вниз щебенками и на нее с высоты 0,5 м сбрасывают металлический шар массой 500±5 г.
11.3.7.4. Обработка результатов
Определяют количество (%) удержавшихся щебенок в зависимости от числа ударов. Щебенки, отлетевшие с пленкой вяжущего (т.е. имеющие адгезию к вяжущему), считаются выдержавшими испытание.
12. ТЕХНИКА БЕЗОПАСНОСТИ
12.1. При приготовлении КОВ, в частности ПБВ, а также полимерасфальтобетонных смесей на их основе и при устройстве полимерасфальтобетонных покрытий с их применением следует руководствоваться "Правилами по охране труда в дорожном хозяйстве"* (М., Стройиздат, 1989); "Правилами охраны труда при строительстве, ремонте и содержании автомобильных дорог" (Москва, 1992).
________________
* Документ не приводится. За дополнительной информацией обратитесь по ссылке. - Примечание изготовителя базы данных.
12.2. КОВ, в том числе ПБВ, являются малоопасными веществами и по степени воздействия на организм человека относятся (как и битумы) к 4-му классу опасности по ГОСТ 12.1.007-76. Предельно допустимая концентрация в воздухе рабочей зоны блоксополимера бутадиена и стирола типа СБС, а именно полимера этенил бензола с бутади-1,3-еном составляет 10 мг/м.
12.3. Все работы, связанные с битумами, ПБВ, пластификаторами и растворами полимеров, следует согласовывать с органами Госсаннадзора и Госпожнадзора.
12.4. При работе с КОВ и вязкими ПБВ следует руководствоваться правилами техники безопасности, разработанными для вязких битумов.
12.5. Дорожные битумы, КОВ, ПБВ, сырье для производства нефтяных вязких дорожных битумов (гудрон) и индустриальное масло являются горючими веществами по ГОСТ 12.1.044 с температурой вспышки 220-240, 220-230, 220-230, 190-200 и 200-225 °С соответственно.
Опасные в пожарном отношении места хранения вяжущих, пластификаторов и растворов полимеров, склады горючесмазочных материалов, асфальтобетонные машины, битумоплавильные установки, битумохранилища должны быть оснащены щитами с противопожарным оборудованием, ящиками с сухим чистым песком и огнетушителями.
Запрещается подогрев кранов и насосов факелами при работе с битумами, ПБВ, пластификаторами, растворами полимеров. Для обеспечения нормальной работы краны и насосы должны быть снабжены рубашками для паро- или маслоподогрева.
12.6. При приготовлении и применении КОВ, в том числе ПБВ, и асфальтобетонных смесей на их основе следует применять средства защиты работающих по ГОСТ 12.4.011 и спецодежду согласно требованиям Типовых отраслевых норм.
12.7. При производстве, испытании, хранении и применении КОВ, в частности ПБВ, должны соблюдаться общие требования безопасности по ГОСТ 12.3002* и требования пожарной безопасности по ГОСТ 12.1.004.
________________
* Вероятно ошибка оригинала. Следует читать ГОСТ 12.3.002.
12.8. Лица, занятые в производстве и применении КОВ, в частности ПБВ, проходят при поступлении на работу и периодически медицинский осмотр согласно приказу Министерства здравоохранения РФ. Лица моложе 18 лет и беременные женщины к работе с ПАВ не допускаются.
12.9. Помещение, в котором производятся работы с КОВ, в частности ПБВ, должно быть оборудовано приточно-вытяжной вентиляцией в соответствии с требованиями ГОСТ 12.4.021.
12.10. Не допускается перекачка горячего индустриального масла, раствора полимера и гудрона по резиновым шлангам.
12.11. При загорании небольших количеств КОВ, ПБВ, битума или индустриального масла их следует тушить песком, кошмой или пенным огнетушителем. Развившиеся пожары следует тушить пенной струей.
13. ТРЕБОВАНИЯ ОХРАНЫ ОКРУЖАЮЩЕЙ СРЕДЫ
В плане охраны окружающей среды следует предусматривать следующие мероприятия.
13.1. В процессе приготовления и применения ПБВ необходимо соблюдать требования ГОСТ 17.2.3.02 по охране природы и атмосферы. Эффективными мерами защиты природной среды являются герметизация оборудования, предотвращение розлива ПБВ, битума и пластификаторов.
13.2. Предприятия, производящие ПБВ, должны разрабатывать предельно допустимые выбросы (ПДВ), временно согласованные выбросы (ВСВ) в соответствии с требованиями санитарного и природоохранного законодательства.
13.3. Образующиеся отходы производства либо возвращаются в технологический процесс, либо работа с ними осуществляется согласно "Временному классификатору токсических промышленных отходов" (4286-87), "Предельному количеству накопления токсичных промышленных отходов на территории предприятия (организации)" СП 3209-85, санитарным правилам "Порядок накопления, транспортировки, обезвреживания и захоронения токсичных промышленных отходов" СН 3184-84.
Приложение 1
Расчетные зимние температуры трещиностойкости и летние сдвигоустойчивости полимерасфальтобетонных покрытий
|
Температура наружного воздуха, °С |
Расчетная зимняя и летняя температура, °С |
||||||||
|
Регион |
абсолютная |
наиболее |
абсолютная |
наиболее |
трещиностой- |
сдвигоустойчивости при |
|||
|
|
|
|
|
||||||
|
скорости ветра, м/с |
|||||||||
|
0 |
0 |
1 |
|||||||
|
_____________ * Вероятно ошибка оригинала. Следует читать СНиП 23-01-99. |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Майкоп |
-34 |
-27 |
41 |
29,0 |
-24,1 |
-19,2 |
77,4 |
65,4 |
53,7 |
|
Барнаул |
-52 |
-44 |
38 |
26,0 |
-37,0 |
-31,2 |
73,4 |
61,3 |
49,7 |
|
Уфа |
-49 |
-41 |
39 |
24,2 |
-34,8 |
-29,1 |
74,2 |
59,4 |
47,7 |
|
Улан-Уде |
-51 |
-46 |
40 |
25,9 |
-36,2 |
-32,7 |
75,7 |
61,6 |
49,8 |
|
Катанда |
-48 |
-43 |
36 |
23,8 |
-34,8 |
-30,5 |
71,7 |
59,5 |
47,7 |
|
Махачкала |
-25 |
-21 |
38 |
28,6 |
-17,8 |
-14,9 |
74,6 |
64,7 |
53,5 |
|
Нальчик |
-31 |
-24 |
39 |
27,0 |
-22,0 |
-17,0 |
75,4 |
63,1 |
51,9 |
|
Элиста |
-34 |
-30 |
43 |
31,0 |
-24,1 |
-21,3 |
79,2 |
66,2 |
55,4 |
|
Черкесск |
-29 |
-23 |
39 |
27,2 |
-25,6 |
-16,3 |
75,9 |
63,8 |
52,1 |
|
Петрозаводск |
-38 |
-37 |
33 |
20,3 |
-27,0 |
-26,3 |
66,4 |
54,7 |
42,9 |
|
Сыктывкар |
-47 |
-42 |
35 |
22,2 |
-33,4 |
-29,8 |
68,9 |
56,1 |
44,2 |
|
Йошкар-Ола |
-47 |
-42 |
39 |
24,0 |
-33,4 |
-29,8 |
73,8 |
58,8 |
47,1 |
|
Саранск |
-44 |
-38 |
39 |
24,9 |
-31,2 |
-27,0 |
74,4 |
60,3 |
48,6 |
|
Владикавказ |
-28 |
-24 |
38 |
25,4 |
-19,9 |
-17,0 |
74,6 |
61,2 |
50,3 |
|
Казань |
-47 |
-41 |
38 |
24,7 |
-33,4 |
-29,1 |
73,0 |
59,7 |
48,0 |
|
Кызыл |
-54 |
-49 |
38 |
26,9 |
-38,3 |
-34,8 |
73,0 |
61,9 |
50,2 |
|
Ижевск |
-48 |
-41 |
37 |
24,1 |
-34,1 |
-29,1 |
71,8 |
58,9 |
47,2 |
|
Абакан |
-47 |
-44 |
36 |
24,1 |
-33,4 |
-31,2 |
71,4 |
59,5 |
47,8 |
|
Грозный |
-32 |
-23 |
41 |
30,7 |
-22,7 |
-16,3 |
77,6 |
66,8 |
55,6 |
|
Чебоксары |
-44 |
-40 |
39 |
24,1 |
-31,2 |
-28,4 |
74,0 |
59,1 |
47,4 |
|
Якутск |
-64 |
-59 |
38 |
25,2 |
-45,4 |
-41,9 |
71,6 |
58,8 |
47,0 |
|
Краснодар |
-36 |
-27 |
42 |
29,8 |
-25,6 |
-19,2 |
78,4 |
66,2 |
54,5 |
|
Красноярск |
-53 |
-48 |
36 |
24,3 |
-37,6 |
-34,1 |
71,0 |
59,5 |
47,8 |
|
Ачинск |
-60 |
-49 |
39 |
24,2 |
-42,6 |
-34,8 |
74 |
59,4 |
47,7 |
|
Владивосток |
-30 |
-27 |
35 |
24,8 |
-21,3 |
-19,2 |
71,8 |
61,6 |
49,9 |
|
Ставрополь |
-31 |
-26 |
40 |
27,4 |
-22,0 |
-18,5 |
76,4 |
63,8 |
52,1 |
|
Хабаровск |
-43 |
-37 |
40 |
25,7 |
-30,5 |
-26,3 |
75,9 |
61,6 |
49,8 |
|
Благовещенск |
-45 |
-38 |
41 |
27,0 |
-32,0 |
-27,0 |
76,7 |
62,7 |
51,0 |
|
Архангельск |
-45 |
-39 |
34 |
20,9 |
-32,0 |
-27,7 |
67,1 |
54,0 |
42,2 |
|
Астрахань |
-33 |
-27 |
40 |
31,0 |
-23,4 |
-19,2 |
76,2 |
67,2 |
55,4 |
|
Белгород |
-35 |
-29 |
41 |
26,5 |
-24,9 |
-20,6 |
76,7 |
62,2 |
50,9 |
|
Брянск |
-42 |
-34 |
38 |
25,7 |
-29,8 |
-24,1 |
73,4 |
61,1 |
49,3 |
|
Владимир |
-48 |
-38 |
37 |
23,3 |
-34,1 |
-27,0 |
72,0 |
58,3 |
46,6 |
|
Волгоград |
-35 |
-33 |
44 |
30,0 |
-24,9 |
-23,4 |
79,9 |
65,9 |
54,1 |
|
Вологда |
-47 |
-42 |
39 |
22,3 |
-33,4 |
-29,8 |
73,1 |
56,4 |
44,6 |
|
Воронеж |
-37 |
-32 |
38 |
25,9 |
-26,3 |
-22,7 |
73,7 |
61,6 |
49,9 |
|
Вятка (Киров) |
-45 |
-39 |
37 |
23,1 |
-32,0 |
-27,7 |
72,2 |
59,6 |
47,9 |
|
Екатеринбург |
-47 |
-42 |
38 |
23,1 |
-33,4 |
-29,8 |
72,8 |
57,9 |
46,2 |
|
Иваново |
-45 |
-38 |
38 |
23,3 |
-32,0 |
-27,0 |
72,8 |
58,1 |
49,1 |
|
Иркутск |
-50 |
-40 |
36 |
24,7 |
-35,5 |
-28,4 |
71,0 |
59,7 |
48,0 |
|
Калининград |
-33 |
-29 |
36 |
22,4 |
-23,4 |
-20,6 |
71,2 |
57,6 |
45,9 |
|
Калуга |
-46 |
-34 |
38 |
23,4 |
-32,7 |
-24,1 |
73,4 |
58,8 |
47,1 |
|
Кемерово |
-50 |
-46 |
37 |
25,1 |
-35,5 |
-32,7 |
72,2 |
60,3 |
48,6 |
|
Кострома |
-46 |
-40 |
37 |
23,1 |
-32,6 |
-28,4 |
71,6 |
57,7 |
46,0 |
|
Курган |
-48 |
-43 |
41 |
25,2 |
-34,1 |
-30,5 |
76,2 |
60,4 |
48,7 |
|
Курск |
-35 |
-32 |
37 |
24,0 |
-24,9 |
-22,7 |
72,7 |
59,7 |
48,0 |
|
Липецк |
-38 |
-34 |
39 |
25,9 |
-27,0 |
-24,1 |
74,7 |
61,0 |
49,9 |
|
Магадан |
-35 |
-34 |
26 |
14,9 |
-24,9 |
-24,1 |
60,1 |
49,0 |
37,3 |
|
Москва |
-42 |
-36 |
37 |
23,6 |
-29,8 |
-26,6 |
72,0 |
58,6 |
46,9 |
|
Мурманск |
-39 |
-35 |
33 |
17,5 |
-27,7 |
-24,9 |
65,8 |
50,3 |
38,4 |
|
Нижний Новгород |
-41 |
-38 |
36 |
23,5 |
-29,1 |
27,0* |
71,0 |
58,5 |
46,5 |
|
Новгород |
-45 |
-38 |
34 |
22,7 |
-32,0 |
-27,0 |
67,9 |
56,6 |
44,7 |
|
Новосибирск |
-50 |
-44 |
38 |
24,6 |
-35,5 |
-31,2 |
73,2 |
59,8 |
48,1 |
|
Омск |
-49 |
-42 |
40 |
25,5 |
-34,8 |
-29,8 |
75,2 |
60,2 |
48,5 |
|
Оренбург |
-43 |
-37 |
42 |
28,5 |
-30,5 |
-26,2 |
77,7 |
64,2 |
52,5 |
|
Орел |
-39 |
-35 |
38 |
24,1 |
-27,7 |
-24,9 |
73,7 |
59,8 |
48,1 |
|
Пенза |
-43 |
-35 |
39 |
25,3 |
-30,5 |
-24,9 |
74,5 |
60,8 |
49,1 |
|
Пермь |
-47 |
-42 |
37 |
23,4 |
-33,4 |
-29,8 |
72,7 |
58,8 |
47,4 |
|
Петропавловск- Камчатский |
-32 |
-26 |
29 |
16,8 |
-22,7 |
-18,5 |
64,5 |
52,0 |
40,6 |
|
Псков |
-41 |
-35 |
36 |
22,9 |
-29,1 |
-24,9 |
70,6 |
57,5 |
45,8 |
|
Ростов-на-Дону |
-33 |
-29 |
40 |
29,1 |
-24,4 |
-20,6 |
76,1 |
65,1 |
53,4 |
|
Рязань |
-41 |
-36 |
38 |
24,1 |
-29,1 |
-25,6 |
73,4 |
59,5 |
47,8 |
|
Самара |
-43 |
-39 |
39 |
25,9 |
-30,5 |
-27,7 |
74,2 |
61,4 |
49,4 |
|
Санкт-Петербург |
36* |
-33 |
36 |
22,5 |
-25,6 |
-23,4 |
70,1 |
57,1 |
44,9 |
|
Саратов |
-37 |
-34 |
41 |
27,5 |
-26,3 |
-24,1 |
76,7 |
63,2 |
51,5 |
|
Смоленск |
-41 |
-34 |
35 |
22,3 |
-29,1 |
-24,1 |
70,2 |
55,5 |
45,8 |
|
Тамбов |
-39 |
-34 |
38 |
25,6 |
-27,7 |
-24,1 |
73,7 |
61,3 |
49,6 |
|
Тверь |
-50 |
-37 |
36 |
23,0 |
-35,5 |
-26,3 |
70,2 |
57,8 |
46,0 |
|
Томск |
-55 |
-47 |
36 |
23,7 |
-39,1 |
-33,4 |
70,8 |
57,5 |
46,8 |
|
Тула |
-42 |
-35 |
38 |
24,3 |
-29,8 |
-24,9 |
73,1 |
59,7 |
48,0 |
|
Тюмень |
-50 |
-45 |
38 |
24,0 |
-35,5 |
-32,0 |
72,8 |
58,8 |
47,1 |
|
Салехард (Тюменская обл.) |
-54 |
-48 |
31 |
18,7 |
-38,3 |
-34,0 |
63,9 |
51,6 |
39,8 |
|
Суpryт (то же) |
-55 |
-48 |
34 |
21,7 |
-39,0 |
-34,0 |
67,0 |
55,6 |
42,9 |
|
Ханты-Мансийск (то же) |
-49 |
-47 |
34 |
22,6 |
-34,8 |
-33,4 |
67,9 |
56,5 |
44,6 |
|
Ульяновск |
-48 |
-38 |
40 |
25,7 |
-34,1 |
-27,0 |
75,2 |
60,9 |
49,2 |
|
Челябинск |
-48 |
-39 |
40 |
24,1 |
-34,1 |
-27,7 |
75,2 |
59,3 |
47,6 |
|
Чита |
-47 |
-44 |
38 |
25,2 |
-33,4 |
-31,2 |
73,7 |
60,9 |
49,2 |
|
Южно-Сахалинск |
-36 |
-28 |
34 |
22,1 |
-25,6 |
-20,0 |
70,1 |
58,1 |
46,4 |
|
Ярославль |
-46 |
-37 |
37 |
23,2 |
-32,7 |
-26,3 |
71,6 |
57,8 |
46,1 |
|
Баку |
-13 |
-8 |
40 |
33,0 |
-9,2 |
-5,7 |
77,1 |
70,1 |
58,4 |
|
Ереван |
-27 |
-21 |
42 |
33,2 |
-19,2 |
-14,9 |
79,1 |
70,3 |
58,8 |
|
Брест |
-36 |
-30 |
37 |
24,0 |
-25,6 |
-21,3 |
72,7 |
59,7 |
48,0 |
|
Витебск |
-41 |
-36 |
35 |
23,0 |
-29,1 |
-25,6 |
70,2 |
58,2 |
46,5 |
|
Гомель |
-35 |
-32 |
38 |
24,0 |
-24,9 |
-22,7 |
73,7 |
59,7 |
48,0 |
|
Гродно |
-36 |
-31 |
36 |
24,0 |
-25,6 |
-22,0 |
71,4 |
59,4 |
47,5 |
|
Минск |
-39 |
-33 |
35 |
23,0 |
-27,7 |
23,4* |
70,4 |
58,4 |
46,7 |
|
Уренгой (Тюменская обл.) |
-56 |
-53 |
34 |
20,7 |
-39,8 |
-37,6 |
67,9 |
53,7 |
42,7 |
|
Могилев |
-37 |
-34 |
36 |
23,0 |
-26,3 |
24,1* |
71,2 |
58,4 |
46,5 |
|
Тбилиси |
-22 |
-14 |
38 |
30,9 |
-15,6 |
-9,9 |
74,6 |
67,5 |
55,8 |
|
Астана |
-52 |
-41 |
39 |
27,0 |
-36,9 |
-29,1 |
74,7 |
52,7 |
61,0 |
|
Алматы |
- |
-30 |
43 |
29,7 |
-27,0 |
-21,3 |
79,6 |
66,3 |
54,7 |
|
Бишкек |
- |
-28 |
42 |
- |
- |
-19,9 |
78,3 |
- |
- |
|
Рига |
-31 |
-25 |
35 |
22,7 |
-22,0 |
-17,8 |
69,8 |
57,5 |
45,8 |
|
Вильнюс |
-37 |
-31 |
35 |
23,4 |
-26,3 |
-22,0 |
70,2 |
58,6 |
46,9 |
|
Кишинев |
-32 |
-24 |
39 |
28,1 |
-22,7 |
-17,0 |
75,1 |
64,1 |
52,1 |
|
Душанбе |
- |
- |
43 |
33,9 |
- |
- |
82,9 |
71,9 |
59,5 |
|
Ашхабад |
-24 |
-19 |
48 |
38,2 |
-17,0 |
-13,5 |
85,9 |
76,1 |
63,8 |
|
Ташкент |
-30 |
-19 |
45 |
35,4 |
-21,3 |
-13,5 |
81,3 |
71,7 |
59,8 |
|
Запорожье |
-32 |
-27 |
40 |
28,1 |
-22,7 |
-19,2 |
75,9 |
64,1 |
51,3 |
|
Киев |
-32 |
-29 |
39 |
25,2 |
-22,7 |
-20,6 |
74,7 |
60,9 |
49,2 |
|
Львов |
-34 |
-25 |
37 |
22,9 |
-24,1 |
-17,8 |
72,8 |
58,7 |
47,0 |
|
Одесса |
-29 |
-24 |
38 |
25,4 |
-20,6 |
17,0* |
74,2 |
61,5 |
49,8 |
|
Симферополь |
-30 |
-22 |
39 |
27,6 |
-21,3 |
-16,5 |
75,4 |
64,0 |
52,3 |
|
Харьков |
-36 |
-31 |
39 |
26,4 |
-25,6 |
-22,0 |
74,8 |
62,2 |
50,5 |





______________
* Соответствует оригиналу.
Приложение 2
ВЫВОД ФОРМУЛЫ ДЛЯ ОЦЕНКИ ЭЛАСТИЧНОСТИ ПБВ
Эластичность - это способность к большим по величине упругим (обратимым) деформациям.
Предложено определять показатель эластичности  на стандартном приборе - дуктилометре сразу после определения стандартного показателя "растяжимость" (дуктильность) на тех же образцах. В связи с этим посчитали целесообразным выразить через .
на стандартном приборе - дуктилометре сразу после определения стандартного показателя "растяжимость" (дуктильность) на тех же образцах. В связи с этим посчитали целесообразным выразить через .
 - длина образца, =3 см;
- длина образца, =3 см;
 - максимальная деформация (длина) образца при разрыве:
- максимальная деформация (длина) образца при разрыве:
 , (1)
, (1)
- минимальная (остаточная) деформация (длина) образца после его самопроизвольного сокращения (восстановления), см;
 - обратимая (эластическая) деформация:
- обратимая (эластическая) деформация:
 ; (2)
; (2)
- максимальное удлинение образца - дуктильность:
 ; (3)
; (3)
 - остаточное удлинение образца. (4)
- остаточное удлинение образца. (4)
Отсюда показатель эластичности или доля эластической деформации (% максимального удлинения)
 * (5)
* (5)
Подставив  в числитель и
в числитель и  в знаменатель, получим
в знаменатель, получим
 * (6)
* (6)
К этой же формуле приходим, если рассчитываем (выводим) как разность между максимальной относительной деформацией ( ) и остаточной относительной деформацией (
) и остаточной относительной деформацией ( ), отнесенную к максимальной относительной деформации и выраженной в %:
), отнесенную к максимальной относительной деформации и выраженной в %:
 *, (7)
*, (7)
где
 *; (8)
*; (8)
 *; (9)
*; (9)
Подставив  и
и  в (7), получим
в (7), получим
 *. (10)
*. (10)
Зная и , можно определить .
Для этого из (10) находим
 ;
;
 *.
*.
Затем из формулы (9) рассчитываем:
 *, %. (11)
*, %. (11)
_______________
* Формулы (5)-(11) соответствуют оригиналу.
Таким образом, показано, что в процессе определения дуктильности, нормированной как для битумов (ГОСТ 22245-90), так и для ПБВ (ОСТ 218.010-98), после расчета показателя эластичности, нормированного для ПБВ (ОСТ 218.010-98), можно установить по (8) и (11) максимальную относительную деформацию при разрыве и остаточную относительную деформацию после восстановления.
Приложение 3
ОБЛАСТИ ПРИМЕНЕНИЯ ОРГАНИЧЕСКИХ ВЯЖУЩИХ МАТЕРИАЛОВ НА ОСНОВЕ БЛОКСОПОЛИМЕРОВ ТИПА СБС
|
Область применения |
Марка вяжущего |
Пункт руководства |
|
Горячие полимерасфальтобетонные смеси |
ПБВ40; ПБВ60; ПБВ90; ПБВ130; ПБВ200; ПБВ300; |
4.4; 6.1 |
|
Литые полимерасфальтобетонные смеси |
ПБВЛ |
4.5; 6.2 |
|
Дренирующие полимерасфальтобетонные смеси |
ПБВ-7 |
4.5; 6.3 |
|
Полимерасфальтобетонные смеси для тонких и очень тонких слоев покрытий |
ПБВ-7; КОВ-70 |
4.5; 4.6; 6.4 |
|
Складируемые полимерасфальтобетонные смеси, укладываемые и уплотняемые в холодном состоянии |
ПБВ90; ПБВ130; КОВ-45, КОВ-60 |
4.4; 4.6; 6.5 |
|
Устройство поверхностных обработок |
ПБВ-90П; КОВ-60 |
4.5; 4.6; 7.1 |
|
Компенсирующие и трещинопрерывающие прослойки |
ПБВ 100/120; КОВ-62 |
4.5; 4.6; 7.2 |
Приложение 4
ПЕРЕЧЕНЬ ОСНОВНЫХ НОРМАТИВНЫХ И ТЕХНИЧЕСКИХ ДОКУМЕНТОВ,
ИСПОЛЬЗОВАННЫХ ПРИ РАЗРАБОТКЕ РУКОВОДСТВА
ГОСТ 305-82 Топливо дизельное. Технические условия.
ГОСТ 2517-85 Нефть и нефтепродукты. Методы отбора проб.
ГОСТ 3344-83 Щебень и песок шлаковые для дорожного строительства.
ГОСТ 6613-86 Сетки проволочные тканые с квадратными ячейками. Технические условия.
ГОСТ 8267-93 Щебень и гравий из плотных горных пород для строительных работ. Технические условия.
ГОСТ 8736-93 Песок для строительных работ. Технические условия.
ГОСТ 9128-97 Смеси асфальтобетонные дорожные, аэродромные и асфальтобетон. Технические условия.
ГОСТ 1501-78* Битумы нефтяные. Метод определения глубины проникания иглы.
_____________
* Вероятно ошибка оригинала. Следует читать ГОСТ 11501-78 Битумы нефтяные. Метод определения глубины проникания иглы.
ГОСТ 11503-74 Битумы нефтяные. Метод определения условной вязкости.
ГОСТ 11505-75 Битумы нефтяные. Метод определения растяжимости.
ГОСТ 11506-73 Битумы нефтяные. Метод определения температуры размягчения по кольцу и шару.
ГОСТ 11507-78 Битумы нефтяные. Метод определения температуры хрупкости.
ГОСТ 12801-98 Смеси асфальтобетонные дорожные и аэродромные и асфальтобетон. Методы испытаний.
ГОСТ 16557-78 Порошок минеральный для асфальтобетонных смесей. Технические условия.
ГОСТ 18180-72 Битумы нефтяные. Метод определения изменения массы после прогрева.
ГОСТ 20799-88 Масла индустриальные. Технические условия.
ГОСТ 22245-90 Битумы нефтяные дорожные вязкие. Технические условия.
OCT 218.010-98 Вяжущие полимерно-битумные дорожные на основе блоксополимеров типа СБС. Технические условия.
ТУ 0257-003-35475596-96 Присадка адгезионная "Амдор". Технические условия.
ТУ 301-02-147-91 Присадка адгезионная битумная ПАБ-1. Технические условия.
ТУ 400-24-107-91 Смеси асфальтобетонные (горячие) и асфальтобетон для монолитных дорожных покрытий. Технические условия.
ТУ 400-24-158-89 Смеси асфальтобетонные литые и литой асфальтобетон. Технические условия.
ТУ 2294-007-01393697-95 (с изм. N 1) Растворы блоксополимеров бутадиена и стирола типа СБС. Технические условия.
ТУ 5718-013-01393697-96 Вяжущие на основе блоксополимеров типа СБС для заливки швов и трещин в покрытиях. Технические условия.
ТУ 35 1669-88 Вяжущие полимерно-битумные на основе ДСТ и полимерасфальтобетон (с изм. 1, 2, 3, 4). Технические условия.
ТУ 35 1932-90 Вяжущие органические комплексные и органобетон. Технические условия.
ТУ 35 1967-90 Смеси асфальтобетонные складируемые на вязких органических вяжущих. Технические условия.
ТУ 38.40327-98 Термоэластопласты бутадиенстирольные ДСТ 30Р, ДСТ-РМ. Технические условия.
ТУ 38.101582-88 Сырье для производства нефтяных вязких дорожных битумов. Технические условия.
ТУ 38.103267-99 Термоэластопласты бутадиенстирольные. Технические условия.
СНиП 23.01-99 Строительная климатология и геофизика*.
_____________
* Вероятно ошибка оригинала. Следует читать СНиП 23-01-99 Строительная климатология.
СНиП 3.06.03-85 Автомобильные дороги.
СНиП 3.06.06-88 Аэродромы.
ВСН 175-82 Инструкция по строительству дорожных асфальтобетонных покрытий в г.Москве.
Текст документа сверен по:
официальное издание
/Росавтодор. - М.: ФГУП "Информавтодор", 2003