
ИТС 30-2017 Переработка нефти
ИТС 30-2017
ИНФОРМАЦИОННО-ТЕХНИЧЕСКИЙ СПРАВОЧНИК ПО НАИЛУЧШИМ ДОСТУПНЫМ ТЕХНОЛОГИЯМ
Переработка нефти
Oil refining
Дата введения 2018-05-01
Введение
Настоящий информационно-технический справочник по наилучшим доступным технологиям "Переработка нефти" (далее - справочник) содержит информацию:
-
а) об области его применения;
-
б) о нефтеперерабатывающей отрасли промышленности в Российской Федерации;
-
в) о технологических процессах, применяемых в настоящее время на предприятиях переработки нефти в Российской Федерации;
-
г) о текущих уровнях эмиссий в окружающую среду на предприятиях переработки нефти в Российской Федерации;
-
д) о наилучших доступных технологиях в нефтеперерабатывающей промышленности Российской Федерации;
-
в)* о перспективных технологиях.
_______________
* Нумерация соответствует оригиналу. - Примечание изготовителя базы данных.
Основными законодательными документами, использовавшимися при разработке справочника, являются:
Предисловие
Цели, основные принципы и порядок разработки справочника установлены постановлением Правительства Российской Федерации от 23.12.2014 N 1458 "О порядке определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям".
Статус документа
Настоящий справочник является документом по стандартизации.
Информация о разработчиках
Справочник разработан технической рабочей группой "Переработка нефти" (ТРГ 30,) состав которой утвержден приказом Росстандарта от 17 марта 2016 г. N 270 (в редакции приказа Росстандарта от 12 мая 2016 г. N 564).
Перечень организаций и их представителей, принимавших участие в разработке справочника, приведен в разделе "Заключительные положения и рекомендации".
Справочник представлен на утверждение Бюро наилучших доступных технологий (Бюро НДТ) (www.burondt.ru).
Краткая характеристика
Справочник содержит описание применяемых при переработке нефти технологических процессов, оборудования, технических способов, методов, в том числе позволяющих снизить негативное воздействие на окружающую среду, водопотребление, повысить энергоэффективность, ресурсосбережение. Среди описанных технологических процессов, оборудования, технических способов, методов определены решения, являющиеся наилучшими доступными технологиями (НДТ). Для НДТ в справочнике установлены соответствующие ей технологические показатели.
Взаимосвязь с международными, региональными аналогами
Справочник разработан на основе справочника Европейского союза по наилучшим доступным технологиям "Наилучшие доступные технологии (НДТ). Справочный документ для переработки нефти и газа" (Best Available Techniques (ВАТ) Reference Document For The Refining Of Mineral Oil And Gas) с учетом особенностей переработки нефти в Российской Федерации.
Сбор данных
Информация о технологических процессах, оборудовании, технических способах, методах, применяемых при переработке нефти в Российской Федерации, была собрана в процессе разработки справочника в соответствии с Порядком сбора данных, необходимых для разработки информационно-технического справочника по наилучшим доступным технологиям и анализа приоритетных проблем отрасли, утвержденным приказом Росстандарта от 23 июля 2015 г. N 863.
Взаимосвязь с другими справочниками НДТ
Взаимосвязь настоящего справочника с другими справочниками, разрабатываемыми в соответствии с распоряжением Правительства Российской Федерации от 31 октября 2014 года N 2178-р [56], приведена в разделе "Область применения".
Информация об утверждении, опубликовании и введении в действие
Справочник утвержден приказом Росстандарта от 14 ноября 2017 г. N 2424.
Справочник введен в действие с 1 мая 2018 г., официально опубликован в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru).
Область применения
Справочник распространяется на следующие основные виды деятельности в соответствии с кодами ОКС: 75.020:
-
а) переработка нефти;
-
б) оборудование для переработки нефти;
-
в) устройства для хранения нефти;
-
г) распределительные устройства.
Справочник также распространяется на процессы, связанные с основными видами деятельности, которые могут оказать влияние на объемы эмиссий или масштабы загрязнения окружающей среды:
-
а) производственные процессы;
-
б) методы предотвращения и сокращения воздействий на окружающую среду и образования отходов.
В этом документе не рассматриваются следующие виды деятельности:
-
а) разведка и добыча сырой нефти и природного газа;
-
б) транспортировка сырой нефти и природного газа;
-
в) производство биотоплива;
-
г) маркетинг и сбыт продукции;
-
д) вопросы, касающиеся исключительно обеспечения промышленной безопасности или охраны труда.
Дополнительные виды деятельности при переработке нефти и соответствующие им справочники (названия справочников даны в редакции распоряжения Правительства Российской Федерации от 31 октября 2014 года N 2178-р [56]) приведены в таблице ниже.
Таблица 1 - Дополнительные виды деятельности при переработке нефти и соответствующие им справочники НДТ
|
Вид деятельности |
Соответствующий справочник НДТ |
|
Методы очистки сточных вод, направленные на сокращение сбросов металлов в водные объекты |
Очистка сточных вод при производстве продукции (товаров), выполнении работ и оказании услуг на крупных предприятиях |
|
Промышленные системы охлаждения, например градирни, пластинчатые теплообменники |
Промышленные системы охлаждения |
|
Хранение и обработка материалов |
Сокращение выбросов загрязняющих веществ, сбросов загрязняющих веществ при хранении и складировании товаров (грузов) |
|
Обращение с отходами |
Утилизация и обезвреживание отходов (кроме обезвреживания термическим способом (сжигание отходов) |
|
Размещение отходов производства и потребления |
|
|
Выработка пара и электроэнергии на тепловых станциях |
Сжигание топлива на крупных установках в целях производства энергии |
|
Вопросы производственно-экологического контроля |
Общие принципы производственного экологического контроля и его метрологического обеспечения |
1 Общая информация о нефтеперерабатывающей отрасли промышленности
1.1 Современное состояние нефтеперерабатывающей отрасли
На сегодняшний день экономика России находится под жестким влиянием сразу нескольких негативных факторов. Прежде всего, это низкая цена на нефть. В 2015 году нефть подешевела практически вдвое (рисунок 1.1). На рисунке представлены средние цены на нефть, в 2016 году показан расчетный показатель за 8 месяцев.
Рисунок 1.1 - Цена нефти марки BRENT, в долл. США
Продолжительный период низких цен на нефть может привести к дестабилизации перспектив страны-экспортера нефти. Буферные резервы сокращаются, и страна-экспортер нефти сталкивается с необходимостью резкого сокращения расходов. Любая страна, если она является экспортером нефти, в данных условиях находится в сложной макроэкономической ситуации с резким ухудшением условий торговли и ужесточением внешних финансовых условий.
Второе - это внешнее санкционное давление. Россия в результате санкционной политики США и стран ЕС отрезана от значительной части международных кредитных ресурсов и от рынка современных технологий.
Третье - это нестабильность и плохая предсказуемость глобальных рынков. В данных условиях обострились и структурные проблемы собственной экономики России.
В 2015 году по данным Росстата падение ВВП составило 3.7%. По оценке Минэкономразвития России, в первом полугодии 2016 года происходило последовательное замедление экономического спада. Снижение ВВП за первое полугодие 2016 года составило 0,9% к соответствующему периоду 2015 года.
Также Россия подверглась дополнительному снижению обменных курсов национальной валюты, в результате которого были ослаблены балансы компаний. Произошло резкое сокращение притока капитала, что и вызвало сжатие внутреннего спроса. По данным Минэкономразвития России инфляция на потребительском рынке в первом полугодии 2016 года составила 3,3%, а в 2015 году потребительские цены выросли на 8,5%. Несмотря на низкие цены на нефть, бензин подорожал в первом полугодии 2016 года на 2,3%. За годовой период в июне цены выросли на 6,8%.
Глобальный финансовый кризис, а также и очень частое использование санкций как оружия в экономической борьбе стран, вносит свои коррективы в развитие мировой экономики. По мнению МВФ, мировой рост в 2016 году будет невысоким, 3,2%, что в целом соответствует темпам 2015 года. Прогнозируется, что в 2017 году и в последующий период темпы восстановления повысятся за счет стран с формирующимся рынком. В странах с развитой экономикой темпы роста, по прогнозу, будут оставаться невысокими, на уровне фактических темпов 2015 года.
В России функционирует 33 крупных НПЗ (переработка свыше 1 млн. тонн) и порядка 200 мини-НПЗ. Кроме того, ряд ГПЗ (ООО "Газпром добыча Астрахань", ООО "Газпром переработка" - завод по стабилизации конденсата им.В.С.Черномырдина (Сургутский ЗСК)) также занимаются переработкой жидких фракций (конденсата). При этом имеет место высокая концентрация производства - в 2010 г. 87%, в 2015 году - 80% всей первичной переработки жидких углеводородов (УВ) осуществлялось на НПЗ, входящих в состав 8 вертикально-интегрированных нефтегазовых компаний.
Крупные заводы России, в основном, имеют длительные сроки эксплуатации: количество предприятий, пущенных в эксплуатацию более 60 лет назад - максимальное (рисунок 1.2). Большинство нефтеперерабатывающих заводов на территории России были построены в первые два десятилетия после Великой Отечественной войны: с 1945 по 1965 годы было введено 16 заводов, около половины из ныне действующих. С того времени многие из них были модернизированы и расширены.
Рисунок 1.2 - Сроки эксплуатации российских НПЗ
Объем переработки нефти и газового конденсата в 2015 г. составил 282,4 млн тонн, в том числе газового конденсата 18,7 млн. тонн, при этом было произведено: бензина - 39,2 млн тонн, керосина - 9,5 млн тонн, дизтоплива - 76,1 млн тонн (рисунок 1.3).
Самые крупные переработчики газового конденсата: ООО "НОВАТЭК-Усть-Луга" - 6,7 млн. тонн, ОАО "Газпром нефтехим Салават" - 4,0 млн. тонн, ООО "Газпром переработка", Сургутский ЗСК - 3,1 млн. тонн, ООО "Газпром добыча Астрахань" - 2,1 млн. тонн, АО "Газпромнефть-Омский НПЗ" - 1,4 млн. тонн, ОАО "ТАИФ-НК" - 0,9 млн. тонн. Распределение объема переработки нефти и газового конденсата в 2015 году по компаниям РФ представлено на рисунке 1.4.
Рисунок 1.3 - Переработка нефти и газового конденсата и производство основных нефтепродуктов в РФ, млн тонн
Результаты сбора данных от предприятий для разработки справочника, включая заполненные анкеты и результаты консультационной и информационной деятельности ТРГ 30, представлены в таблице 1.1 и на рисунке 1.4. Мощность нефтеперерабатывающих предприятий варьируется в пределах от 47 млн т/год и до 2 тыс т/год.
Рисунок 1.4 - Переработка нефти и газового конденсата по компаниям РФ в 2015 году, млн тонн
Таблица 1.1 - Мощность нефтеперерабатывающих предприятий, принявших участие в анкетировании
|
N п/п |
Шифр предприятия |
Проектная мощность, т/год |
Установленная мощность, т/год |
Фактическая мощность, т/год |
|
30-01-45-01 |
220 |
12040000 |
10800000 |
|
|
30-15-13-01 |
2205 |
31374550 |
29920374 |
|
|
30-01-30-01 |
11368,2 |
19500 |
3749801 |
|
|
30-01-46-01 |
16800 |
2820000 |
2872540,293 |
|
|
30-13-05-01 |
185500 |
6250000 |
6250000 |
|
|
30-01-28-01 |
275242 |
12200200 |
12200200 |
|
|
30-02-36-01 |
541750 |
370397 |
168600 |
|
|
30-09-06-01 |
2006600 |
18350800 |
13329739 |
|
|
30-03-08-01 |
2500000 |
5980000 |
5980000 |
|
|
30-12-14-01 |
2500000 |
2230 |
2140,3 |
|
|
30-02-11-01 |
5213000 |
3300000 |
3000000 |
|
|
30-03-04-01 |
5500000 |
17203592 |
14822151 |
|
|
30-01-35-01 |
6760000 |
10988900 |
7343654 |
|
|
30-01-42-01 |
7000000 |
32435300 |
31628028 |
|
|
30-02-19-01 |
11368,2 |
17368200 |
12584682 |
|
|
30-01-47-01 |
8000000 |
287013 |
274561 |
|
|
30-01-41-01 |
8477762 |
12000000 |
12000000 |
|
|
30-01-29-01 |
12000000 |
8000 |
7093 |
|
|
30-01-40-01 |
12000000 |
- |
- |
|
|
30-14-01-01 |
12040000 |
14542000 |
12425374,13 |
|
|
30-03-07-01 |
13670000 |
- |
- |
|
|
30-01-32-01 |
14542000 |
699700 |
6143000 |
|
|
30-03-15-01 |
15700000 |
531416 |
||
|
30-03-09-01 |
16068200 |
25453650 |
21832627,68 |
|
|
30-02-24-01 |
19600000 |
15000000 |
12599077,93 |
|
|
30-02-21-01 |
21200000 |
10280722 |
10026636 |
|
|
30-01-37-01 |
25380000 |
7000000 |
6103399,005 |
|
|
30-03-02-01 |
32006850 |
- |
- |
|
|
30-01-31-01 |
- |
317 |
317 |
|
|
30-01-34-01 |
- |
15543 |
9781,852 |
|
|
30-01-44-01 |
- |
8500000 |
8500000 |
Распределение мощностей НПЗ, принявших участие в анкетировании, представлено на рисунке 1.5.
Рисунок 1.5 - Распределение мощностей НПЗ, принявших участие в анкетировании
По итогам 2015 г. лидером по объему первичной нефтепереработки является ПАО "НК "Роснефть" - 75,1 млн. тонн (50,8 млн. тонн в 2010 году) (26,6% от общероссийского (20,3% в 2010 году)). Значительные объемы нефти перерабатывают заводы ПАО "ЛУКОЙЛ" - 41,8 млн. тонн (45,2 млн тонн в 2010 году), группы ПАО "Газпром" - 44,0 млн. тонн (35,6 млн тонн в 2010 году), ОАО "Сургутнефтегаз" - 18,7 млн. тонн (21,2 млн. тонн в 2010 году) и ПАО АНК "Башнефть" - 19,3 млн. тонн (21,2 млн тонн в 2010 году)
Крупнейшими в РФ заводами по объему первичной нефтепереработки в 2015 году являются: АО "Газпромнефть-Омский НПЗ" - 20,9 млн. тонн, ООО ПО "Киришинефтеоргсинтез" (ОАО "Сургутнефтегаз") - 18,7 млн. тонн. Мини-НПЗ переработали 8,4 млн. тонн в 2015 году.
За последние 5 лет были введены в эксплуатацию (или значительно реконструированы) следующие новые НПЗ: АО "Танеко" - объем переработки в 2015 году - 8,7 млн. тонн, ЗАО "Антипинский НПЗ" - объем переработки в 2015 году - 8,1 млн. тонн, ООО "Афипский НПЗ" - объем переработки в 2015 году - 5,8 млн. тонн, ОАО "Новошахтинский завод нефтепродуктов" - объем переработки в 2015 году - 3,2 млн. тонн, ООО "Яйский НПЗ" - объем переработки в 2015 году - 3,0 млн. тонн, ООО "Ильский НПЗ" - объем переработки в 2015 году - 2,9 млн. тонн.
При этом объем переработки нефтяного сырья в 2015 году по сравнению с 2010 г. увеличился на 13,5%, что при росте глубины переработки нефти привело к выпуску значительного количества нефтепродуктов высокого качества.
Так, глубина переработки нефти в 2015 году составила 74,2% за счет мероприятий по модернизации технологической оснащенности российских НПЗ, реализуемых в рамках четырехсторонних соглашений. По сравнению с 2010 годом рост глубины переработки нефти составил 3,2% (рисунок 1.6).
Рисунок 1.6 - Глубина переработки нефти в % и объем переработки нефти в РФ, млн. тонн
В таблице 1.2 представлена глубина переработки нефти и объем переработки нефти по НПЗ РФ в 2015 году.
Таблица 1.2 - Глубина переработки нефти и объем переработки нефти по НПЗ РФ в 2015 году
|
Наименование предприятия |
Глубина переработки, % 2015 год |
Объем переработки, млн. тонн 2015 год |
|
Итого по России |
74,2 |
282,4 |
|
Итого по НПЗ |
73,9 |
0,0 |
|
ПАО "НК "Роснефть" |
70,1 |
75,1 |
|
ООО "РН - Комсомольский НПЗ" |
62,83 |
7,0 |
|
ООО "РН - Туапсинский НПЗ" |
55,0 |
9,6 |
|
АО "Сызранский НПЗ" |
68,9 |
6,5 |
|
АО "Новокуйбышевский НПЗ" |
71,0 |
8,3 |
|
АО "Куйбышевский НПЗ" |
61,1 |
6,1 |
|
АО "Ачинский НПЗ ВНК" |
66,3 |
6,3 |
|
АО "Ангарская НХК" |
83,1 |
9,1 |
|
ЗАО "Рязанская НПК" |
68,5 |
16,2 |
|
ПАО "Саратовский НПЗ" |
72,02 |
6,1 |
|
ПАО "АНК "Башнефть" |
85,8 |
19,3 |
|
Филиал "Башнефть-Новойл" |
88,4 |
6,4 |
|
Филиал "Башнефть-Уфанефтехим" |
94,7 |
7,9 |
|
Филиал "Башнефть-УНПЗ" |
68,3 |
5,0 |
|
ПАО "ЛУКОЙЛ" |
79,4 |
41,8 |
|
ООО "ЛУКОЙЛ-Волгограднефтепереработка" |
90,6 |
12,6 |
|
ООО "ЛУКОЙЛ-Пермьнефтеоргсинтез" |
85,0 |
11,3 |
|
ООО "ЛУКОЙЛ-Ухтанефтепереработка" |
68,1 |
3,4 |
|
ООО "ЛУКОЙЛ-Нижегороднефтеоргсинтез" |
68,2 |
14,6 |
|
ОАО "Сургутнефтегаз" |
58,3 |
18,7 |
|
ООО ПО "Киришинефтеоргсинтез" |
58,3 |
18,7 |
|
ПАО "Газпром нефть" |
85,1 |
31,9 |
|
АО "Газпромнефть-Омский НПЗ" |
91,7 |
20,9 |
|
АО "Газпромнефть-МНПЗ" - Москва |
72,7 |
11,0 |
|
ПАО "Газпром" |
91,8 |
5,6 |
|
ООО "Газпром добыча Астрахань" |
81,0 |
2,0 |
|
ООО "Газпром переработка", ОАО "Сургутский завод стабилизации конденсата" |
97,7 |
3,2 |
|
ООО "Газпром переработка", Уренгойский ЗПКТ |
100,0 |
0,3 |
|
ООО "Газпром добыча Ямбург" |
100,0 |
0,0 |
|
ООО "Газпром нефтехим Салават" |
84,3 |
6,5 |
|
ЗАО "Краснодарский НПЗ-Краснодарэконефть" |
55,0 |
1,7 |
|
ОАО "ТАИФ-НК" |
71,9 |
8,4 |
|
АО "ФортеИнвест" |
72,2 |
5,5 |
|
ОАО "Орскнефтеоргсинтез" |
72,2 |
5,5 |
|
АО "ННК" |
74,2 |
4,2 |
|
АО "ННК-Хабаровский НПЗ" |
74,2 |
4,2 |
|
ОАО "НГК "Славнефть" |
65,8 |
15,3 |
|
ОАО "Славнефть - ЯНОС" |
65,8 |
15,3 |
|
ПАО "НОВАТЭК" |
99,6 |
6,7 |
|
ООО "НОВАТЭК-Усть-Луга" |
99,6 |
6,7 |
|
ООО "Афипский НПЗ" |
55,6 |
5,8 |
|
ООО "Яйский НПЗ" |
58,1 |
3,0 |
|
АО "Антипинский НПЗ" |
50,1 |
8,1 |
|
ООО "Марийский НПЗ" |
84,4 |
1,6 |
|
ОАО "Новошахтинский завод нефтепродуктов" |
97,8 |
3,2 |
|
АО "ТАНЕКО" |
74,1 |
8,7 |
|
ОАО "Ярославский НПЗ имени Д.И.Менделеева" |
61,4 |
0,1 |
|
ООО "Ильский НПЗ" |
52,2 |
2,9 |
|
Мини НПЗ |
8,4 |
В соответствии с четырехсторонними соглашениями (между нефтяными компаниями, ФАС России, Ростехнадзором и Росстандартом), нефтяные компании в части исполнения обязательств по модернизации нефтеперерабатывающих производств взяли на себя обязательства по модернизации 135 установок вторичной переработки нефти, в том числе: углубляющих процессов - 26 установок (каталитический крекинг - 9 установок, гидрокрекинг - 17 установок), облагораживающих процессов - 98 установок (изомеризация - 19 установок, каталитический риформинг - 21 установка, алкилирование - 7 установок, производство МТБЭ - 5 установок, гидроочистка бензина каталитического крекинга - 9 установок, гидроочистка дизельного топлива - 37 установок), 11 установок по переработке нефтяных остатков.
В 2011 году было введено в эксплуатацию и модернизировано 6 установок (план 5 установок), в 2012 - 15 установок (план 15 установок), в 2013 году - 13 установок (план - 13 установок). Срок ввода в эксплуатацию установки каталитического риформинга с непрерывной регенерацией катализатора CCR на Новокуйбышевском НПЗ (ПАО "НК "Роснефть") перенесен с 2013 г. на 2014 г.
В 2014 году было введено в эксплуатацию и модернизировано 13 установок (план 13 установок), в том числе установка гидроочистки дизельного топлива на Ярославском НПЗ (ОАО "НГК "Славнефть") реконструирована сверх плана, установка изомеризации на "Орскнефтеоргсинтез" (ЗАО "ФортеИнвест") мощностью 300 тыс. тонн в год - ранее планового срока ввода в эксплуатацию (2015 г.), а также введена установка низкотемпературной изомеризации ПГИ-ДИГ 280 мощностью 280 тыс. т/год и каталитического риформинга с непрерывной регенерацией катализатора мощностью 1245 тыс. т/год по секции гидроочистки и 1200 тыс. т/год по секции риформинга на Новокуйбышевском НПЗ.
Не введены в установленный срок следующие технологические установки:
-
а) гидроочистки дизельного топлива - на ООО "ЛУКОЙЛ - Пермнефтеоргсинтез";
-
б) гидроочистки дизельного топлива - на Антипинском НПЗ (ЗАО "Антипинский НПЗ").
В 2015 году из 27 установок вторичной переработки нефти пуско-наладочные работы закончены на 10 установках, запланированных к вводу в эксплуатацию в 2015 году:
-
а) производство МТБЭ мощностью 42 тыс. тонн в год на АО "Ангарская НХК" (ПАО "НК "Роснефть");
-
б) гидроочистка дизельного топлива после реконструкции (2 этап) на ОАО "Орскнефтеоргсинтез" (ЗАО "ФортеИнвест");
-
в) гидроочистка дизельного топлива после реконструкции ОАО "ТАИФ-НК";
-
г) алкилирование мощностью 367 тыс. тонн в год на "Нижегороднефтеоргсинтез" ПАО "ЛУКОЙЛ";
-
д) каталитический крекинг мощностью 2000 тыс. тонн в год на ООО "ЛУКОЙЛ - Нижегороднефтеоргсинтез";
-
е) гидроочистка бензина каталитического крекинга мощностью 1100 тыс. тонн в год на ООО "ЛУКОЙЛ - Нижегороднефтеоргсинтез";
-
ж) каталитический крекинг после реконструкции с увеличением мощности на 300 тыс. тонн в год на АО "Газпромнефть - Омский НПЗ"
-
з) гидроочистка дизельного топлива мощностью 2600 тыс. тонн в год на Антипинском НПЗ АО "Антипинский НПЗ" (ввод по плану 2014 год);
-
и) гидроочистка дизельного топлива после реконструкции с увеличением мощности на 85 тыс. тонн в год на ООО ПО "Киришинефтеоргсинтез" (ОАО "Сургутнефтегаз");
-
к) гидроочистка дизельного топлива мощностью 1500 тыс. тонн в год на "Пермнефтеоргсинтез" ПАО "ЛУКОЙЛ".
Также введена в эксплуатацию установка замедленного коксования мощностью 2100 тыс. тонн в год на ООО "ЛУКОЙЛ - Пермнефтеоргсинтез".
ПАО "НК "Роснефть", ОАО "Сургутнефтегаз", ПАО "Газпром", ООО "Ильский НПЗ", ООО "Марийский НПЗ" и ООО "Афипский НПЗ" заявили о переносе сроков ввода в эксплуатацию 16 установок вторичной переработки нефти с 2015 года на более поздний срок.
Не завершена в установленный срок реконструкция установки каталитического риформинга на Куйбышевском НПЗ (Установка действует, работы по реконструкции ведутся в ходе ремонтов).
ПАО "НК "Роснефть" планирует перенос срока ввода в эксплуатацию с 2015 года на последующие года 10 установок вторичной переработки нефти:
-
а) алкилирования мощностью 130 тыс. тонн в год на Ангарской НХК на 2017 год;
-
б) производства МТБЭ мощностью 40 тыс. тонн в год на Куйбышевском НПЗ на конец 2016 - начало 2107 года;
-
в) производства МТБЭ мощностью 40 тыс. тонн в год на Сызранском НПЗ на 2017 год;
-
г) каталитического крекинга мощностью 1150 тыс. тонн в год на Куйбышевском НПЗ на конец 2016 - начало 2017 года;
-
д) каталитического крекинга мощностью 1150 тыс. тонн в год на Сызранском НПЗ на 2017 год;
-
е) гидроочистки бензина каталитического крекинга мощностью 500 тыс. тонн в год на Ангарской НХК на 2017 год;
-
ж) гидроочистки бензина каталитического крекинга (реконструкция) на Рязанской НПК ПАО "НК "Роснефть" на 2019 год;
-
з) гидрокрекинга мощностью 2050 тыс. тонн в год на Комсомольском НПЗ на 2020 год;
-
и) гидроочистки дизельного топлива мощностью 1600 тыс. тонн в год на Комсомольском НПЗ на 2020 год;
-
к) гидроочистки дизельного топлива после реконструкции без увеличения мощности на Рязанской НПК на 2018 год.
ОАО "Сургутнефтегаз" планирует перенос срока ввода в эксплуатацию с 2015 года на 2017 год установки гидроочистки дизельного топлива после реконструкции с увеличением мощности на 20 тыс. тонн в год.
ПАО "Газпром" перенесен срок ввода в эксплуатацию с 2015 года на 2016 год установки изомеризации мощностью 434 тыс. тонн в год и на 2017 год установки каталитического крекинга мощностью 1095 тыс. тонн в год на ОАО "Газпром нефтехим Салават".
ООО "Марийский НПЗ" планирует перенос срока ввода в эксплуатацию с 2015 года на 2020 год установки гидроочистки дизельного топлива мощностью 1200 тыс. тонн в год.
ООО "Ильский НПЗ" планирует перенос срока ввода в эксплуатацию с 2015 года на 2019 год установки гидроочистки дизельного топлива мощностью 1200 тыс. тонн в год.
По планам нефтяных компаний на конец 2016 - начало 2017 года программой модернизации запланирован ввод в эксплуатацию 12 установок по вторичной переработке нефти, из них:
-
а) 1 установка изомеризации;
-
б) 1 установка каталитического риформинга;
-
в) 1 установка алкилирования;
-
г) 1 установка производства МТБЭ;
-
д) 1 установка каталитического крекинга;
-
е) 1 установка гидрокрекинга;
-
ж) 3 установки гидроочистки дизельного топлива;
-
з) 1 установка глубокой переработки тяжелых нефтяных остатков;
-
и) 2 установки замедленного коксования.
По итогам 1 квартала 2016 года, в строительстве и реконструкции установок вторичной переработки нефти на НПЗ наблюдается следующая ситуация.
Завершаются строительно-монтажные работы на следующих установках:
-
а) алкилирования (реконструкция с увеличением мощности на 96 тыс. тонн в год) на АО "Газпромнефть - Омский НПЗ";
-
б) гидрокрекинга мощностью 3500 тыс. тонн в год на ООО "ЛУКОЙЛ - Волгограднефтепереработка";
-
в) замедленного коксования мощностью 2000 тыс. тонн в год на АО "ТАНЕКО" ПАО "Татнефть";
-
г) замедленного коксования мощностью 1200 тыс. тонн в год на АО "Антипинский НПЗ".
По оценке, в 2016 году введены в эксплуатацию и завершена реконструкция следующих установок:
-
а) изомеризации на ООО "Газпром нефтехим Салават" (ПАО "Газпром");
-
б) каталитического риформинга (реконструкция) на Куйбышевском НПЗ (ПАО "НК "Роснефть");
-
в) каталитического крекинга и производства МТБЭ на Куйбышевском НПЗ (ПАО "НК "Роснефть");
-
г) гидроочистки дизельного топлива (реконструкция) на ООО "ЛУКОЙЛ - Пермнефтеоргсинтез";
-
д) гидроочистки дизельного топлива на Антипинском НПЗ (АО "Антипинский НПЗ");
-
е) гидроочистки дизельного топлива (реконструкция) на ООО ПО "Киришинефтеоргсинтез" (ОАО "Сургутнефтегаз");
-
ж) комплекса глубокой переработки тяжелых нефтяных остатков на НПЗ "ТАИФ" (ОАО "ТАИФ-НК").
По программе модернизации планировалось построить и модернизировать 135 установок. Из них - новых установок 99, реконструкция - 36 установки. На сегодняшний день введено в действие 59 установок. Общее состояние отрасли за последние 10 лет существенно изменилось.
Увеличение технологических мощностей, а именно доли облагораживающих процессов нефтепереработки позволило значительно улучшить качество выпускаемого автобензина и дизельного топлива.
Так, в 2010 году доля бензинов, удовлетворяющих требованиям Евро 3,4,* составляет 38% от всего объема выпускаемого бензина, а доля дизельного топлива, удовлетворяющего требованиям класса 4,5* - всего лишь 18%.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
В 2015 году доля автобензинов, удовлетворяющих требованиям экологического класса 5, составила уже 84,5%, а класса 4 составила 9,3% от всего объема, производимого на НПЗ РФ автобензинов (рисунок 1.7), а доля дизельного топлива, удовлетворяющих требованиям экологического класса 5 составила 73,3%, а класса 4 составила 9,8% от всего объема производимого на НПЗ РФ дизтоплива (рисунок 1.8).
Рисунок 1.7 - Производство автобензинов на НПЗ РФ в 2015 году по экологическим классам, %
Рисунок 1.8 - Производство дизтоплива на НПЗ РФ в 2015 году по экологическим классам, %
Ввод новых и реконструкция действующих технологических мощностей происходит преимущественно на НПЗ ВИНК РФ, поэтому средняя по НПЗ ВИНК глубина переработки нефти в 2015 году составила 75,9%.
Выход светлых нефтепродуктов на НПЗ ВИНК РФ составил в 2015 году 59,9%.
НПЗ ВИНК РФ настолько повысили качество выпускаемой продукции в 2015 году, что обеспечили подготовку к переходу на производство топлив экологического класса 5 в объемах, полностью обеспечивающих потребности внутреннего рынка.
Структура производства продукции на российских НПЗ за 2000-2010 гг. практически не менялась, после 2010 года ситуация начала значительно меняться. Так, доля выработки топочного мазута в РФ в 2010 году составляла 28%, а в 2015 году уже снизилась до 25%. Доля выработки топочного мазута в РФ - 25%, что выше аналогичных показателей в мире - около 5% в США, до 15% в Западной Европе.
Качество автомобильных бензинов улучшается вслед за изменением структуры парка автомобилей в РФ. Вырабатываемый в РФ бензин практически в полном объеме используется на внутреннем рынке (рисунок 1.9).
Рисунок 1.9 - Производство и распределение автобензина, млн. т
В то же время значительный избыток дизельного топлива и мазута идет на экспорт (рисунок 1.10, 1.11).
Рисунок 1.10 - Производство и распределение дизельного топлива, млн. т
Рисунок 1.11 - Производство и распределение топочного мазута, млн. т
В структуре выпуска нефтепродуктов концентрация производства наиболее высока на сегменте бензинов. В 2015 г. предприятия ВИНКов обеспечивали производство около 98% (91% в 2010 году) выпуска автомобильного бензина, 88% (88% в 2010 году) - дизельного топлива, 79% (84 % в 2010 году) - мазута. Автомобильные бензины поставляются преимущественно на внутренний рынок, в основном контролируемый ВИНКами. Заводы, входящие в состав компаний, имеют наиболее современную структуру, относительно высокую долю вторичных процессов и глубину переработки.
Технический уровень большинства НПЗ РФ пока еще не соответствует передовому мировому уровню. В российской нефтепереработке основной проблемой отрасли продолжает оставаться низкая глубина переработки нефти - (в России - 74,2%, в Европе - 85%, в США - 96%), отсталая структура производства - минимум вторичных процессов и недостаточный уровень процессов, улучшающих качество получаемых продуктов. Еще одна проблема - высокая степень износа основных фондов и, как следствие, повышенный уровень энергопотребления. На российских НПЗ около половины всех печных агрегатов имеют КПД 50-60% при среднем показателе на зарубежных заводах - 90%.
Значение Индекса Нельсона (коэффициента технологической сложности) в 2010 году для основной массы российских НПЗ было значительно ниже среднего значения этого показателя в мире (4,4 против 6,7) (рисунок 1.12). Что было связано с невысокой глубиной переработки нефти, недостаточным уровнем качества нефтепродуктов и технически устаревшим оборудованием.
Рисунок 1.12 - Индекс Нельсона на НПЗ в РФ в 2010 году
В 2015 году в результате выполнения четырехсторонних соглашений (между нефтяными компаниями, ФАС России, Ростехнадзором и Росстандартом) нефтяные компании в части исполнения обязательств по модернизации нефтеперерабатывающих производств смогли добиться значительных результатов, так, средний уровень Индекса Нельсона для НПЗ РФ в 2015 году составил уже 6,0, что практически составляет среднемировое значение (рисунок 1.13). Это также говорит о значительном росте стоимости НПЗ РФ (порядка 36%).
Рисунок 1.13 - Индекс Нельсона на НПЗ в РФ в 2015 году
Наличие на НПЗ процессов прямой перегонки нефти и установок, улучшающих качество прямогонных фракций, позволяет получить глубину не более 60%, наличие процессов переработки вакуумного газойля увеличивает глубину переработки до 75-80%, и только переработка гудрона и тяжелых остатков вторичных процессов позволяет перейти рубеж в 85-90% (рисунок 30).
Налаживание процессов переработки гудрона и тяжелых остатков вторичных процессов требует колоссальных затрат, поэтому в планах модернизации большинства нефтяных компаний они были отодвинуты на второй этап модернизации 2017-2025 год (первый этап - это улучшение качества бензинов и дизельного топлива).
Рисунок 1.14 - Изменение глубины переработки нефти
НПЗ РФ к 2015 году завершили в целом первый этап своей модернизации, направленный в основном на улучшение качества получаемых топлив и продукции. Строительство мощностей по глубокой переработки нефти планировалось на втором этапе модернизации, и сроки реализации этого этапа в настоящее время сдвинуты к 2025 году.
Динамика изменения мощностей процессов нефтепереработки представлена в таблице 1.3.
Модернизация заводов с целью выполнения требований регламента в первую очередь связана с увеличением доли процессов, улучшающих качество нефтепродуктов. Углубляющие процессы отошли на второй план, их внедрение отодвинулось на более отдаленную перспективу.
Также в нефтеперерабатывающей отрасли РФ отмечается следующая негативная тенденция, по мере роста "старения" и выработанности месторождений увеличивается общая (средняя) сернистость и плотность перерабатываемой нефти: по содержанию серы увеличение составляет в среднем на 0,01% масс, в год, по плотности в среднем на 0,2 кг/м в год.
в год.
Таблица 1.3 - Динамика изменения мощностей процессов нефтепереработки
|
Динамика мощностей по переработке нефти 2005-2015 гг., млн т |
% к 2005 г. |
|||
|
Процессы |
2005 |
2010 |
2015 |
|
|
Первичная переработка нефти |
265,9 |
276,5 |
304,5 |
114,5 |
|
Кат.риформинг на облагораживание |
26,1 |
26,1 |
29,1 |
111,5 |
|
Гидроочистка дизтоплива |
70,5 |
70,6 |
79,2 |
112,3 |
|
Гидроочистка бензина кат.крекинга |
- |
- |
5,0 |
- |
|
Изомеризация |
1,9 |
6,2 |
9,1 |
478,9 |
|
Каталитический крекинг |
17,8 |
21,2 |
24,6 |
138,2 |
|
Алкилирование |
0,6 |
1,3 |
2,1 |
345,0 |
|
Гидрокрекинг |
6,9 |
9,5 |
15,8 |
229,0 |
|
Коксование |
5,3 |
5,9 |
8,0 |
150,9 |
|
Висбрекинг гудрона |
12,7 |
22,7 |
24,3 |
191,3 |
Ожидается дальнейшее увеличение приема в переработку высокосернистой нефти (в 2010 году - 67 млн. тонн, а в 2015 году уже 83 млн. тонн) - как за счет регионов, традиционно добывающих тяжелую нефть (Республика Татарстан, Республика Башкортостан, Удмуртская Республика, Оренбургская область), так и за счет "нетипичных" регионов (Тимано-Печорская провинция и Западная Сибирь). Так как строительство мощностей по глубокой переработке нефти перенесено на второй этап модернизации, и сроки реализации этого этапа в настоящее время сдвинуты к 2025 году, это может отрицательно сказаться на возможностях НПЗ РФ перерабатывать высокосернистое сырье.
Выходом из сложившейся ситуации является ускорение модернизации нефтеперерабатывающей промышленности РФ в направлении строительства установок, углубляющих переработку.
1.2 Основные процессы нефтеперерабатывающих заводов
Нефть приходит на нефтеперерабатывающий завод с промыслов и нуждается сначала в очистке, которая происходит на установках обезвоживания и обессоливания (ЭЛОУ), а затем разделяется на фракции на установках атмосферной и вакуумной перегонки. Далее каждая из этих фракций нуждается в дальнейшей очистке и переработке. Эти процессы осуществляются на установках вторичной переработки (установках физико-химической переработки нефти), имеют определенную последовательность, их осуществление возможно при большом общезаводском хозяйстве, которое включает в себя объекты энергетики, водоснабжения, резервуары, очистные сооружения, железнодорожные эстакады приема и отгрузки нефтепродуктов.
Цель переработки заключается в преобразовании природных сырьевых материалов, таких, как сырая нефть и природный газ, в полезную товарную продукцию. Сырая нефть и природный газ на НПЗ превращаются в различные продукты, такие, как:
-
а) топливо для легковых автомобилей, грузовиков, самолетов, судов и других видов транспорта;
-
б) топливо для сжигания для производства электроэнергии и тепла в промышленности и для домашних хозяйств;
-
в) сырье для нефтехимической и химической промышленности;
-
г) специальные продукты, такие, как смазочные масла, парафины/воск и битум;
-
д) энергия в качестве побочного продукта в виде тепла (пара) и энергии (электричество).
Переработка нефти в пригодные для использования нефтепродукты может быть разделена на два этапа и на ряд вспомогательных операций.
Первый этап - обессоливание нефти и последующая перегонка с получением различных компонентов или фракций. Дальнейшая разгонка более легких компонентов и нафты проводится с целью извлечения метана и этана для использования в качестве нефтезаводского топлива, сжиженного углеводородного газа (пропан и бутан), компонентов смешения бензина и нефтехимического сырья. Разделение легких продуктов производится на каждом НПЗ. Как правило, перегонку (разгонку нефти) проводят в две стадии - с небольшим избыточным давлением, близким к атмосферному, и под вакуумом, при этом используя для подогрева сырья трубчатые печи. Поэтому установки первичной переработки нефти носят названия АВТ - атмосферно-вакуумные трубчатки.
Если процессы первичной переработки нефти основаны, главным образом, на физическом разделении исходного сырья на определенные узкие фракции, и при этом не происходит изменений химического состава получаемых продуктов, то практически все процессы вторичной переработки связаны с химическим превращением углеводородов.
Процессы вторичной переработки позволяют:
-
а) обеспечить рынки дополнительным количеством высококачественных моторных топлив;
-
б) получить ценное сырье для нефтехимических комплексов и шинной промышленности;
-
в) существенно увеличить глубину переработки нефти, что позволяет НПЗ в условиях снижения темпов ее переработки не снижать уровень выпуска основного ассортимента продукции;
-
г) существенно расширить ассортимент выпускаемой продукции, что делает предприятие более конкурентоспособным в условиях рынка.
Большинство вторичных процессов - каталитические, кроме того, в них широко используются растворители, реагенты, адсорбенты. Другими словами, все то, что способствует изменению структуры углеводородов или извлечению определенных химических элементов и веществ. По своим направлениям все вторичные процессы можно разделить на 3 вида:
-
а) облагораживающие (риформинг, гидроочистка, изомеризация и др.);
-
б) углубляющие (термический крекинг, висбрекинг, замедленное коксование, каталитический крекинг, гидрокрекинг и др.);
-
в) прочие (процессы по производству масел, МТБЭ, алкилирование, производство ароматических углеводородов, битумов и др.)
Для осуществления технологического процесса переработки нефти на НПЗ необходимо использовать так называемые общезаводские процессы (вспомогательные), сопровождающие производство нефтепродуктов и включающие в себя производство энергии, очистку сточных вод, производство серы, очистку отходящих газов, системы продувки, обработки и смешения нефтепродуктов, хранение и транспортировку нефтепродуктов в пределах предприятия.
Основными видом продукции любого НПЗ являются топлива. Выпуск топлив может составить до 75-90% от поступаемой нефти в зависимости от набора технологических установок. На ряде НПЗ в зависимости от рынка нефтепродуктов строят масляный блок (производство масел) и блок нефтехимических производств; если этих блоков нет, то такой НПЗ называется топливным.
В последнее время большую прибыльность имеют заводы, где установки по производству топлив соединены с блоком нефтехимических производств. Такие комплексы называют комплексами нефтепереработки и нефтехимии. В настоящее время особо ценятся установки двойного назначения. Например, на установке риформинга можно получать высокооктановый компонент бензина и набор ароматических углеводородов, на установке каталитического крекинга - высокооктановый компонента* бензина и пропилен, на установке гидрокрекинга - высококачественное дизельное топливо и основу для производства базовых масел.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
НПЗ обычно характеризуют по глубине переработки нефти. Различают заводы с неглубокой и глубокой переработкой нефти.
Под неглубокой переработкой нефти понимают переработку нефтяных фракций без переработки мазута. Хотя это понятие достаточно условное, так как на некоторых заводах с неглубокой переработкой нефти построены установки вакуумной перегонки мазута и производство битума окислением гудрона.
Поточная схема НПЗ с неглубокой переработкой нефти представлена на рисунке 1.15. Как правило, в этом случае глубина переработки колеблется от 50 до 65% в зависимости от качества нефти.
Нефтеперерабатывающие заводы, имеющие такую схему, целесообразно строить в районах, где отсутствуют другие источники органического топлива (уголь, природный газ) и где для снабжения энергетических установок используется мазут. На этих заводах нефть подвергается процессам обезвоживания и обессоливания, а затем перегоняется на установках атмосферной перегонки с получением бензинового, керосинового и дизельного дистиллятов. Бензиновый дистиллят разделяется на фракции. Легкий бензин (фракция, выкипающая в интервале НК - 62°С) подвергается изомеризации с получением высокооктанового изокомпонента. Фракция 62-105 (62-140°С) подвергается каталитическому риформингу с получением ароматического концентрата, из которого затем выделяют арены (бензол, толуол, ксилолы). Фракция 105-180°С (140-180°С) направляется на каталитический риформинг с целью получения высокооктанового компонента товарного автомобильного бензина. Если нет необходимости получать ароматические углеводороды, то вся бензиновая фракция 62-180°С или 85-180°С направляется на риформинг с получением высокооктанового компонента товарного бензина. В состав установки каталитического риформинга обязательно входит блок гидроочистки бензина. Средние дистилляты (керосиновый и дизельный) подвергаются облагораживанию и очистке от серы на установках гидроочистки. Благодаря гидроочистке получают реактивное топливо высокого качества и малосернистое дизельное топливо.
Рисунок 1.15 - Поточная схема НПЗ с неглубокой переработкой сернистой нефти
Газовые потоки установок первичной перегонки нефти и каталитического риформинга перерабатываются на газофракционирующей установке. При этом получают товарные сжиженные газы: пропан, бутан и изобутан, а в некоторых случаях еще и пентан и изопентан. На заводах с неглубокой схемой переработки, как и на других нефтеперерабатывающих предприятиях, можно организовать производство битума различных марок. Битум получают окислением гудрона, который выделяется из мазута вакуумной перегонкой. Вакуумный газойль в этом случае можно продавать на НПЗ, где имеются установки каталитического крекинга, гидрокрекинга и производство масел. Основное количество мазута отправляется потребителям в качестве котельного топлива. Сероводород, выделившийся при гидроочистке, утилизируется на установках получения серной кислоты или серы.
Современные НПЗ являются, как правило, заводами глубокой переработки нефти с блоками производства масел и нефтехимии. Схема глубокой переработки нефти приведена на рисунке 1.16. Как следует из данных рисунка, первичная перегонка нефти проводится на атмосферно-вакуумных установках (АВТ). Помимо атмосферных дистиллятов, на этой установке получают вакуумный дистиллят - фракцию 350-500°С и гудрон. Атмосферные дистилляты (бензиновый, керосиновый и дизельный) перерабатываются так же, как на заводе с неглубокой переработкой нефти.
Мазут поступает в вакуумную колонну, где разделяется на фракции - вакуумный дистиллят (350-500°С) и гудрон. Конец кипения дистиллятов может достигать 560-580°С. Вакуумный дистиллят перерабатывается в процессе гидрокрекинга с получением максимального количества светлых нефтепродуктов. Остаток гидрокрекинга поступает на каталитический крекинг с получением высокооктанового бензина, легкого газойля (используемого после облагораживания в качестве компонента дизельного топлива) и тяжелого газойля (сырья для технического углерода и для установок замедленного коксования). Остаток также является сырьем для получения базовых масел II и III группы путем гидродепарафинизации.
В случае отсутствия установки гидрокрекинга для подготовки сырья каталитического крекинга используют гидроочистку вакуумного газойля или негидроочищенный газойль направляют на каталитический крекинг. В последнем случае проводят гидроочистку продуктов каталитического крекинга, гидрирование и гидроочистку бензина и дизельных фракций. Гудрон можно использовать для получения битума, но основное его количество, как правило, направляют на непрерывное коксование с газификацией или на замедленное коксование. Бензин термических процессов целесообразно гидроочищать с применением процессов глубокого гидрирования и последующего риформинга, а легкий газойль коксования после гидроочистки и гидрирования рекомендуется применять как компонент дизельного топлива. Гудрон также может подвергаться деасфальтизации с получением деасфальтизата, который отправляется или на гидрокрекинг, или на производство остаточных масел, а асфальт может являться сырьем для установки замедленного коксования или установки газификации.
Рисунок 1.16 - Поточная схема НПЗ с глубокой переработкой сернистой нефти
В настоящее время хорошо себя зарекомендовал гидрокрекинг гудронов, позволяющий получать дополнительное количество светлых продуктов и сырье для каталитического крекинга.
При недостатке средств на такие высокозатратные установки, как гидрокрекинг и коксование, гудрон направляют на висбрекинг с получением котельного топлива.
Углеводородные газы всех процессов проходят очистку от  : непредельные газы коксования, висбрекинга и каталитического крекинга разделяют на ГФУ непредельных газов, а газы риформинга, изомеризации, АВТ, гидроочистки и гидрокрекинга - на ГФУ предельных газов. Бутан-бутиленовая фракция с ГФУ непредельных газов и изобутан с ГФУ предельных газов служат сырьем для процессов алкилирования, МТБЭ и ЭТБЭ. Пропан-пропиленовую фракцию с ГФУ непредельных газов можно использовать для получения в дальнейшем продуктов нефтехимии. Пропан-бутановую фракцию зачастую используют как бытовое топливо или сырье пиролиза, сероводород направляется на производство серы или серной кислоты. При наличии установок глубокой гидроочистки дистиллятов и гидрокрекинга необходимо строить установки по производству водорода конверсией природного или сжиженного газа. Остальной сухой газ используют в топливной системе завода.
: непредельные газы коксования, висбрекинга и каталитического крекинга разделяют на ГФУ непредельных газов, а газы риформинга, изомеризации, АВТ, гидроочистки и гидрокрекинга - на ГФУ предельных газов. Бутан-бутиленовая фракция с ГФУ непредельных газов и изобутан с ГФУ предельных газов служат сырьем для процессов алкилирования, МТБЭ и ЭТБЭ. Пропан-пропиленовую фракцию с ГФУ непредельных газов можно использовать для получения в дальнейшем продуктов нефтехимии. Пропан-бутановую фракцию зачастую используют как бытовое топливо или сырье пиролиза, сероводород направляется на производство серы или серной кислоты. При наличии установок глубокой гидроочистки дистиллятов и гидрокрекинга необходимо строить установки по производству водорода конверсией природного или сжиженного газа. Остальной сухой газ используют в топливной системе завода.
Благодаря оптимальному подбору мощностей отдельных установок возможно достижение наиболее благоприятных соотношений выходов автобензина, дизельного и реактивного топлива при обеспечении их высокого качества. При этом следует предусматривать использование тяжелых газойлевых фракций коксования в качестве сырья процессов крекинга и гидрокрекинга, а также включать в состав заводов гидроочистку смеси легких газойлевых фракций коксования и крекинга с прямогонными дистиллятами для получения товарного дизельного топлива.
Продукты переработки нефти используют в качестве сырья для разнообразных нефтехимических производств, которые в некоторых случаях сооружаются в составе нефтеперерабатывающих заводов, что позволяет значительно расширить ассортимент продукции предприятий.
На нефтеперерабатывающих заводах, помимо индивидуальных технологических установок, работают различные комбинированные установки (системы).
При комбинировании нескольких технологических процессов в единую централизованно управляемую установку (систему) в сочетании с укрупнением достигается:
-
а) экономия капитальных вложений за счет сокращения резервуарных парков, трубопроводов, технологических коммуникаций и инженерных сетей, более компактного расположения оборудования и аппаратов, объединения насосных, компрессорных, операторных и других помещений, что позволяет увеличить плотность застройки;
-
б) экономия эксплуатационных затрат в результате снижения удельных расходов энергии, пара, топлива и охлаждающей воды за счет объединения стадий фракционирования, теплообмена, исключения повторных операций нагрева и охлаждения, увеличения степени утилизации теплоты отходящих потоков и др., а также в результате сокращения численности обслуживающего персонала за счет централизации управления, более высокого уровня автоматизации и механизации и т.д.;
-
в) снижение потерь нефтепродуктов и количества стоков и, следовательно, количества вредных выбросов в окружающую среду.
Наиболее часто объединяют в комбинированной установке следующие процессы:
-
а) первичная переработка ЭЛОУ-АВТ или AT - гидроочистка бензина - каталитический риформинг;
-
б) гидроочистка вакуумного газойля - каталитический крекинг - газоразделение - алкилирование;
-
в) сероочистка газов - производство серы;
-
г) деасфальтизация - селективная очистка - депарафинизация - обезмасливание и др.
Производство товарных масел на НПЗ выделяют в отдельный масляный блок или завод масел. В настоящее время существуют традиционные поточные схемы производства базовых масел с отдельными процессами гидроочистки, а также поточные схемы, где гидрокрекинг, гидрирование, гидродепарафинизация, гидроизомеризация и гидродоочистка играют решающую роль.
На рисунке 1.17 представлена в общем виде традиционная схема производства базовых масел. Мазут подвергается вакуумной перегонке с получением легких, средних и тяжелых вакуумных дистиллятов или вакуумного газойля (350-500°С) и остатка выше 500°С - гудрона.
Гудрон подвергается деасфальтизации, в результате которой получают деасфальтизат, в дальнейшем отправляемый на гидрокрекинг, и асфальт, направляемый на производство битума или на газификацию. Вакуумные дистилляты направляют на селективную очистку, а вакуумный газойль и деасфальтизат - на гидрокрекинг.
После селективной очистки экстракт направляют на производство техуглерода и на установку замедленного коксования для получения кокса улучшенной структуры, а рафинаты могут направляться на гидроочистку, гидродепарафинизацию и гидроизомеризацию или на депарафинизацию растворителями, если нет на НПЗ гидропроцессов, а также в том случае, когда необходимо получить парафины.
В процессе депарафинизации растворителями получают гач и петролатум, которые после обезмасливания превращаются в парафин и церезин.
После депарафинизации растворителями базовое масло может не соответствовать техническим требованиям по цвету и содержанию полициклических ароматических углеводородов. Поэтому такое масло подвергается гидродоочистке или, если нет на НПЗ такой установки, контактной доочистке. Полученные масла соответствуют базовым маслам I группы и, если есть установки гидроочистки, II группы.
Чтобы перевести производство масел I группы на производство масел II группы, надо после селективной очистки поставить гидроочистку (гидрооблагораживание) рафинатов, а если мы хотим получать масла II и III группы, то после селективной очистки необходимо поставить гидроочистку (гидрооблагораживание) рафинатов, каталитическую депарафинизацию и гидродоочистку.
Рисунок 1.17 - Схема блока производства масел на НПЗ
Для получения высокоиндексных масел все шире применяют процессы гидрокрекинга и гидродепарафинизации остатка гидрокрекинга вакуумного газойля и деасфальтизата, заменяющие селективную очистку. Завершает процесс производства гидродоочистка высокоиндексных базовых масел (ИВ от 100 до 135). Вместо гидродепарафинизации может применяться депарафинизация растворителями.
Таким образом, к основным процессам и технологиям, входящим в состав НПЗ, относятся (таблица 1.4).
Таблица 1.4 - Основные технологические процессы российских НПЗ
|
N п/п |
Этап технологического процесса |
Установка либо процесс |
Технология |
Количество установок |
|
1 |
Подготовка и первичная переработка нефти |
Атмосферная перегонка нефтяного сырья |
Трубчатые установки без отбензиневающей* колонны - (АТ) |
19 |
|
Трубчатые установки с отбензиневающей* колонной - (АТ) |
17 |
|||
|
_______________ * Текст документа соответствует оригиналу. - Примечание изготовителя базы данных. |
||||
|
Атмосферно-вакуумная перегонка нефтяного сырья |
Атмосферно-вакуумные установки (АВТ) |
12 |
||
|
Комплексные установки (ЭЛОУ-АВТ) |
15 |
|||
|
Комплексные установки с блоком вторичной перегонки дистиллятных фракций |
9 |
|||
|
Вакуумная перегонка нефтяного сырья |
Перегонка мазута (ВТ) с получением вакуума за счет водяного пара |
2 |
||
|
Перегонка мазута (ВТ) с получением вакуума на основе гидроциркулляционных вакуум-создающих систем |
4 |
|||
|
Вторичная перегонка дистиллятов |
Вторичная перегонка бензинов |
6 |
||
|
Вторичная перегонка дизельных фракций |
3 |
|||
|
ЭЛОУ |
Одноступенчатая |
3 |
||
|
Двухступенчатая |
10 |
|||
|
Трехступенчатая |
3 |
|||
|
2 |
Производство нефтяных товарных смазочных масел |
Деасфальтизация остатков растворителями |
Деасфальтизация остатков пропаном |
6 |
|
Депарафинизация рафината селективной очистки |
Низкотемпературная в кетон-толуольном растворе |
7 |
||
|
Обезмасливание гача в кетон-толуольном растворе, применяемая для производства парафина |
1 |
|||
|
Дистилляция гидрогенизата |
выделение из гидрогенизата гидрокрекинга керосина осветительного (или компонента дизельного топлива "З"), дистиллята бензина и целевой фракции 280 оС-КК.*, являющейся сырьем для производства трансформаторного масла |
1 |
||
|
_______________ * Текст документа соответствует оригиналу. - Примечание изготовителя базы данных. |
||||
|
Селективная очистка масляного сырья |
Метил пирролидоном |
1 |
||
|
Фенолом |
6 |
|||
|
3 |
Производство смазочных материалов |
Производство масел, присадок и смазок |
Производство масел и присадок |
1 |
|
Производство смазок общего назначения |
1 |
|||
|
Производство специальных смазок |
1 |
|||
|
4 |
Термические процессы |
Коксование |
Замедленное коксование в необогреваемых коксовых камерах |
8 |
|
Прокаливание кокса |
3 |
|||
|
Производство битумов |
Окисление в кубах |
1 |
||
|
Окисление в трубчатых реакторах |
1 |
|||
|
Производство битумов в окислительных колоннах |
9 |
|||
|
Термический крекинг, висбрекинг |
Печной висбрекинг |
5 |
||
|
Печной висбрекинг с сокинг камерой |
4 |
|||
|
5 |
Термогидрокаталитические (Гидрогенизационные) процессы |
Гидрогенизационные процессы (кроме гидрокрекинга) |
Гидрирование дистиллятов вторичного происхождения (бензиновых, керосиновых и дизельных фракций) |
18 |
|
Гидродеароматизация дизельного топлива |
1 |
|||
|
Гидродепарафинизация дизельного топлива |
2 |
|||
|
Гидродоочистка парафина |
1 |
|||
|
Гидродоочистка парафина |
1 |
|||
|
ГО бензина (предгидроочистка сырья установок изомеризации и/или каталитического риформинга) |
9 |
|||
|
ГО бензина каталитического крекинга |
2 |
|||
|
ГО вакуумного газойля |
3 |
|||
|
ГО дизельного топлива |
14 |
|||
|
ГО керосина |
9 |
|||
|
Гидрокрекинг |
Глубокий одноступенчатый гидрокрекинг вакуумных дистиллятов (давление более 10 МПа) |
2 |
||
|
Легкий гидрокрекинг вакуумных дистиллятов (давление до 10 МПа) |
2 |
|||
|
6 |
Термокаталитические процессы |
Изомеризация легких углеводородных фракций (С4-С6) |
Низкотемпературная на оксидных катализаторах с сульфатированным оксидом циркония |
4 |
|
Низкотемпературная на хлорированных (фторированных) алюмоплатиновых катализаторах |
12 |
|||
|
Среднетемпературная на цеолитных катализаторах |
2 |
|||
|
Каталитический крекинг |
С движущимся слоем катализатора |
5 |
||
|
С лифт реактором |
6 |
|||
|
Каталитический риформинг |
Каталитический риформинг со стационарным слоем катализатора для производства ароматических углеводородов |
3 |
||
|
С движущимся слоем регенерируемого катализатора (вертикальное расположение реакторов) |
4 |
|||
|
С движущимся слоем регенерируемого катализатора (вертикальное расположение реакторов) |
4 |
|||
|
Со стационарным слоем катализатора |
26 |
|||
|
7 |
Очистка ВСГ, производство ароматических у/в, кат. Крекинг, ББО |
КЦА, КПА, КТ-1/1, ББО |
Короткоцикловая адсорбция ВСГ |
1 |
|
Комплекс производства ароматических углеводородов |
1 |
|||
|
Комплекс каталитического крекинга |
1 |
|||
|
Блок биологической очистки сточной воды |
1 |
|||
|
Фтористоводородное |
8 |
|||
|
Концентрирование водородсодержащего газа |
Короткоцикловая абсорбция |
1 |
||
|
8 |
Переработка нефтезаводских газов |
Алкилирование |
Сернокислотное |
3 |
|
Фтористоводородное |
8 |
|||
|
Концентрирование водородсодержащего газа |
Короткоцикловая абсорбция |
1 |
||
|
Осушка нефтезаводских газов |
Осушка с использованием твердых поглотителей |
2 |
||
|
Очистка нефтезаводских газов |
Очистка с использованием ДЭА |
1 |
||
|
Очистка с использованием МДЭА |
1 |
|||
|
Очистка с использованием МЭА |
6 |
|||
|
Переработка сероводорода |
Производство серной кислоты из влажных газов (процесс WSA) |
5 |
||
|
Производство серной кислоты контактным способом |
7 |
|||
|
Производство серы гранулированной |
6 |
|||
|
Производство серы комовой |
5 |
|||
|
Производство серы пластинчатой (чешуйчатой) |
1 |
|||
|
Производство водорода |
Производство водорода паровой каталитической конверсией углеводородов |
11 |
||
|
Производство оксигенатов |
Производство МТБЭ (этерификация) |
2 |
||
|
Производство ТАМЭ (этерификация) |
1 |
|||
|
Фракционирование газов |
АГФУ |
2 |
||
|
ГФУ |
11 |
|||
|
9 |
Перспективные: Подготовка и первичная переработка нефти |
Атмосферная перегонка нефтяного сырья (Перспективные) |
Трубчатые установки с использованием двух отбензиневающих колонн (АТ) |
1 |
|
10 |
Перспективные: Термогидрокаталитические (Гидрогенизационные) |
Гидрокрекинг (Перспективные) |
Глубокий гидрокрекинг остаточного сырья на неподвижном слое катализатора |
1 |
|
11 |
Перспективные: Термокаталитические процессы |
Каталитический крекинг (Перспективные) |
С ультракоротким временем контакта (миллисеконд) |
2 |
Таблица 1.5 - Основные этапы, установки/процессы и технологии НПЗ
|
Этапы переработки нефти |
Установки/процессы |
Технологии |
|
Подготовка и первичная переработка нефти |
ЭЛОУ |
Одноступенчатая, двухступенчатая, Трехступенчатая |
|
Установка атмосферной - перегонки нефтяного сырья (нефти, газового конденсата, их смесей) |
Атмосферные трубчатые установки по перегонке нефти (газового конденсата) без отбензиневающей колонны - (АТ) |
|
|
Атмосферные трубчатые установки по перегонке нефти (газового конденсата) с использованием отбензиневающей колонны - (АТ) |
||
|
Установка вакуумной перегонки нефтяного сырья (нефти, газового конденсата, их смесей) |
Вакуумные установки по перегонке мазута (ВТ) с технологией получения вакуума за счет водяного пара |
|
|
Вакуумные установки по перегонке мазута (ВТ) с технологией получения вакуума на основе гидроциркулляционных вакуум-создающих систем. |
||
|
Установка атмосферно-вакуумной перегонки нефтяного сырья (нефти, газового конденсата, их смесей) |
Атмосферно-вакуумные установки по перегонке нефти (газового конденсата), (АВТ) |
|
|
Комплексные установки атмосферно-вакуумной перегонки нефти (газового конденсата), (ЭЛОУ-АВТ) |
||
|
Подготовка и первичная переработка нефти |
Установка атмосферно-вакуумной перегонки нефтяного сырья (нефти, газового конденсата, их смесей) |
Комплексные установки атмосферно-вакуумной перегонки нефти (газового конденсата) с блоком вторичной перегонки дистиллятных фракций, |
|
Установки вторичной перегонки дистиллятов |
Технологии вторичной перегонки бензинов. Технологии вторичной перегонки дизельных фракций |
|
|
Термические процессы |
Установки термического крекинга, висбрекинга |
Технологиия термокрекинга под давлением (Двухпечной глубокий термический крекинг тяжелого дистиллятного или остаточного сырья) |
|
Технология печного висбрекинга |
||
|
Технология печного висбрекинга с сокинг камерой |
||
|
Технология производства нефтяного пека (термический крекинг тяжелого дистиллятного или остаточного сырья при низком давлении) |
||
|
Технология производства ТУ (высокотемпературный термокрекинг тяжелого высокоароматического сырья при низком давлении) |
||
|
Коксование |
Технология замедленного коксования в необогреваемых коксовых камерах |
|
|
Технология прокаливания кокса |
||
|
Производство битумов |
Технология окисления в кубах |
|
|
Технология производства битумов в окислительных колоннах |
||
|
Термокаталитические процессы |
Каталитический риформинг |
Технология со стационарным слоем катализатора |
|
Технология с движущимся слоем регенерируемого катализатора (вертикальное расположение реакторов) |
||
|
Технология с движущимся слоем катализатора и регенерацией (одноуровневое размещение последовательно расположенных реакторов) |
||
|
Технология каталитического риформинга со стационарным слоем катализатора для производства ароматических углеводородов |
||
|
Изомеризация легких углеводородных фракций (С4-С6) |
Высокотемпературная изомеризация на алюмоплатиновых катализаторах, промотированных хлором (фтором) |
|
|
Среднетемпературная на цеолитных катализаторах |
||
|
Низкотемпературная на хлорированных (фторированных) алюмоплатиновых катализаторах |
||
|
Низкотемпературная на оксидных катализаторах с сульфатированным оксидом циркония |
||
|
Каталитический крекинг |
С движущимся слоем катализатора |
|
|
С лифт реактором |
||
|
Термогидрокаталитические (Гидрогенизационные) процессы |
Гидрогенизационные процессы (кроме гидрокрекинга) |
ГО бензина (предгидроочистка сырья установок изомеризации и/или каталитического риформинга); |
|
ГО керосина; |
||
|
ГО дизельного топлива; |
||
|
Гидродепарафинизация дизельного топлива |
||
|
Гидродеароматизация дизельного топлива |
||
|
ГО вакуумного газойля |
||
|
ГО бензина каталитического крекинга |
||
|
Гидродоочистка депарафинированных масел |
||
|
Гидродоочистка рафината |
||
|
Гидродоочистка парафина |
||
|
Гидрирование дистиллятов вторичного происхождения (бензиновых, керосиновых и дизельных фракций) |
||
|
Гидрирование (деароматизация) масляного сырья |
||
|
Гидрокрекинг |
Легкий гидрокрекинг вакуумных дистиллятов (давление до 10 МПа) |
|
|
Легкий гидрокрекинг - депарафинизация масляных фракции (давление до 10 МПа) |
||
|
Легкий гидрокрекинг - гидроизомеризация парафина, гача, петролатума, масляных дистиллятов, фильтрат обезмасливания (давление до 10 МПа) |
||
|
Глубокий одноступенчатый гидрокрекинг вакуумных дистиллятов (давление более 10 МПа) |
||
|
Глубокий двухступенчатый гидрокрекинг вакуумных дистиллятов (давление более 10 МПа) |
||
|
Глубокий гидрокрекинг вакуумного газойля и остаточного сырья в трехфазном слое |
||
|
Переработка нефтезаводских газов |
Установки осушки нефтезаводских газов |
Технология осушки с использованием жидких гликолей. Технология осушки с использованием твердых поглотителей |
|
Установки очистки нефтезаводских газов |
Технология очистки с использованием МЭА, МДЭА, ДЭА |
|
|
Технология регенерации амина |
||
|
Установки фракционирования газов |
Технология ГФУ. Технология АГФУ |
|
|
Алкилирование |
Сернокислотное |
|
|
Фтористоводородное |
||
|
Установка полимеризации пропилена (олигомеризация) с получением топливной фракции |
Технология олигомеризации олефинов на кизельгуре, пропитанном фосфорной кислотой |
|
|
Технология олигомеризации олефинов на кварцевом песке с пленкой жидкой фосфорной кислоты |
||
|
Переработка нефтезаводских газов |
Установки производства оксигенатов |
Технология производства ТАМЭ (этерификация) |
|
Технология производства МТБЭ (этерификация) |
||
|
Переработка сероводорода |
Производство серы комовой. Гранулированной, коллоидной, пластинчатой (чешуйчатой) |
|
|
Производство серной кислоты контактным способом. Производство серной кислоты из влажных газов (процесс WSA) |
||
|
Установки производства водорода |
Технология производства водорода паровой каталитической конверсией углеводородов |
|
|
Производство нефтяных товарных смазочных масел |
Деасфальтизация остатков растворителями |
Деасфальтизация остатков пропаном. Деасфальтизация остатков бутаном |
|
Селективная очистка масляного сырья |
Селективная очистка масляного сырья фенолом, фурфуролом, N-метил пирролидоном |
|
|
Депарафинизация рафината селективной очистки |
Низкотемпературная депарафинизация рафината селективной очистки в кетон-толуольном растворе |
|
|
Депарафинизация в растворе пропана |
||
|
Депарафинизация в растворе дихлорэтан-метиленхлорид |
||
|
Обезмасливание гача в кетон-толуольном растворе", применяемая для производства парафина |
||
|
________________ * Текст документа соответствует оригиналу. - Примечание изготовителя базы данных. |
||
|
Адсорбционная очистка базовых масел |
Технологии непрерывной адсорбционной очистки масляного сырья |
|
|
Технология контактной доочистки базовых масел |
||
|
Кислотная и щелочная очистка масел |
||
|
Вспомогательные процессы и установки |
Энергоснабжение НПЗ |
Теплоснабжение (котельная) |
|
Топливоснабжение |
||
|
Системы охлаждения |
Системы очистки охл. воды и дозирования реагентов ОС |
|
|
Охлаждающие устройства (градирни, башни) |
||
|
Водоснабжение |
Установка подготовки воды из водозабора |
|
|
Канализация и очистные сооружения |
Технологии очистки сточных вод |
|
|
Факельные установки |
Сжигание на факеле |
|
|
Общеобъектовые системы очистки выбросов |
Очистка выбросов |
|
|
Утилизация отходов |
Установка сжигания отходов |
|
|
Установка отпарки кислых стоков |
||
|
Установка переработки отходов |
||
|
Объект размещения отходов |
||
|
Технология утилизации кислого гудрона |
||
|
Товарно-сырьевой парк |
Резервуары хранения нефти и нефтепродуктов |
|
|
Системы слива и налива сырья и товарных продуктов |
||
|
Технология пропарки и подготовки цистерн |
||
1.3 Основные экологические проблемы нефтеперерабатывающих заводов
Экологические проблемы НПЗ обусловлены тем, что эти промышленные объекты состоят из большого числа процессов, связанных огромными количествами сырья и готовой продукции, они также являются интенсивными потребителями энергии и воды, используемыми в ходе выполнения процесса. При операциях хранения сырья и продукции, в процессах переработки на НПЗ происходят воздействия на атмосферу, воду и почву. Управление природоохранной деятельностью - один из основных факторов для поддержание экологической безопасностью* на НПЗ. Нефтеперерабатывающая промышленность России за многие годы существования выработала подходы к обеспечению экологической безопасности производства, в результате чего сократились воздействия на окружающую среду, а также потребление ресурсов и энергии на тонну перерабатываемой нефти, и снижение продолжается.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Изменения в составе нефти могут влиять на состав выбросов, сбросов и отходов процессов нефтепереработки. Это влияние считается незначительным, так как большинство технологических процессов рассчитаны на эти колебания в составе перерабатываемых материальных потоков.
Судя по ответам на вопросы анкеты, крупные российские НПЗ проводят экологическую политику "на конце трубы", прилагая усилия к минимизации природоохранного ущерба от своей деятельности. Почти у всех ответивших на анкету НПЗ есть установки по переработке и утилизации сернистых соединений. Это важно для России, поскольку на большинство заводов идет смесь разных нефтей с высоким содержанием серы. Так, у "ЛУКОЙЛ - Нижегороднефтеоргсинтез" есть установки производства элементарной серы, серной кислоты, регенерации отработанной серной кислоты, нейтрализации сернисто-щелочных стоков и блок регенерации сульфидсодержащих стоков. На Рязанском НПЗ для этих целей имеются установки СКУ WSA-1, WSA-2 и РСК.
Если раньше мало кто из российских НПЗ мог похвастаться наличием современных установок, необходимых для выпуска качественных и, главное, экологичных нефтепродуктов, то сейчас это технологическое отставание преодолевается. На "Ярославнефтеоргсинтезе" появились установки гидрокрекинга, производства водорода, риформинга с непрерывной регенерацией катализатора, блок висбрекинга, установка вакуумной перегонки мазута. "Новокуйбышевский НПЗ" имеет новые установки каталитического риформинга с непрерывной регенерацией катализатора, низкотемпературную изомеризацию ПГИ-ДИГ. У ЛУКОЙЛа в "Нижегороднефтеоргсинтезе" есть установка изомеризации, в "Пермнефтеоргсинтезе" - гидрокрекинга и компримирования водородосодержащего газа, в "Волгограднефтепереработке" - гидроочистки дизельного топлива, изомеризации, гидроизодепарафинизации. На Саратовском НПЗ имеется секция висбрекинга, установка ЭЛОУ-АВТ-6, на Рязанском НПЗ - установка гидроочистки вакуумного газойля, каткрекинга, алкилирования, производства серной кислоты и водорода, на Куйбышевском НПЗ - установки легкого гидрокрекинга вакуумного газойля, измеризации*, производства водорода с блоком КЦА, блок выделения бензолосодержащей фракции на установке риформинга, на Новокуйбышевском НПЗ имеется установка по производству серной кислоты методом мокрого катализа мощностью 100 тыс., а также введен блок очистки кислых стоков на установке замедленного коксования. Поскольку российские НПЗ отличаются высокой энергоемкостью, меры по экономии энергии дадут им экономический и экологический выигрыш. "Киришинефтеоргсинтез", например, внедряет частотное регулирование на электрических приводах технологического оборудования, обновляет физически и морально изношенную "электрику", закупает надежную и экономичную технику.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Не менее актуальный вопрос - снижение выбросов парниковых газов. Для этого Саратовский НПЗ уменьшает долю жидкого топлива в тепловом балансе предприятия и максимально использует заводской газ на производственные нужды. ЛУКОЙЛ - "Ухтанефтепереработка" снизила выбросы на 0,07 тыс.т за счет ввода в эксплуатацию объекта "Автоналив светлых нефтепродуктов". В Рязани для сокращения содержания NOx на установке WSA-1 применяется процесс Denox. Процесс Denox направлен на удаление оксидов азота из выбросов отходящих газов. НПЗ опасны для природы из-за возможных разливов нефтепродуктов, поэтому необходимы мероприятия по их предотвращению. Для этого в Перми проводятся ежегодные учения по ликвидации разливов и ежемесячные тренировки, диагностика трубопроводов, вынос трубопроводов на поверхность. В Саратове - обследование герметичности резервуаров, строительство отсечного дренажа, ликвидация нефтеамбаров и шламонакопителей, техническая рекультивация загрязненной почвы.
1.3.1 Выбросы в атмосферу
Статистические данные по количеству выбросов промышленностью показывают, что нефтепереработка ответственна за значительную долю загрязнения атмосферы - 11%, особенно это относится к оксидам серы. Некоторые данные за 2007 год были опубликованы WWF по выбросам в атмосферу загрязняющих веществ и другим видам воздействий, приведены в таблицах 1.6, 1.7, 1.10, 1.12, 1.15.
по выбросам в атмосферу загрязняющих веществ и другим видам воздействий, приведены в таблицах 1.6, 1.7, 1.10, 1.12, 1.15.
_______________
А.Книжников, Н.Пусенкова, Е.Солнцева. Социально-экологический взгляд на российскую нефтепереработку. - М.: Всемирный фонд дикой природы (WWF), 2008.
Таблица 1.6 - Суммарные выбросы оксидов азота на российских НПЗ
|
Выбросы в атмосферу |
Удельный показатель, т/тыс. т сырья |
||
|
|
Первичная переработка нефтяного сырья, тыс. т |
||
|
АО "Антипинский НПЗ" |
0,010308632 |
3000000 |
0,0000034 |
|
ООО "Афипский НПЗ" |
0,0228 |
2511400 |
0,0000091 |
|
ООО "ПО "Киришинефтеоргсинтез" |
1,77 |
20108600 |
0,0000880 |
|
ООО "ЛУКОЙЛ-Волгограднефтепереработка" |
1,326 |
9589200 |
0,0001383 |
|
ООО "ЛУКОЙЛ-Нижегороднефтеоргсинтез" |
0,808 |
14255900 |
0,0000567 |
|
ООО "ЛУКОЙЛ-Пермнефтеоргсинтез" |
0,87 |
11849400 |
0,0000734 |
|
ООО "ЛУКОЙЛ-Ухтанефтепереработка" |
0,122 |
3561900 |
0,0000343 |
|
ООО "Нижневартовское нефтеперерабатывающее объединение" |
0,185 |
4000000 |
0,0000463 |
|
ЗАО "Петросах" |
0,062 |
200000 |
0,0003100 |
|
ЗАО "Рязанский НПЗ" |
2,69 |
14564800 |
0,0001847 |
|
ПАО "Саратовский НПЗ" |
0,732 |
6100000 |
0,0001240 |
|
ОАО "Славнефть-Ярославнефтеоргсинтез" |
1,301 |
12577100 |
0,0001034 |
Таблица 1.7 - Суммарные выбросы оксидов серы на российских НПЗ
|
Выбросы в атмосферу |
Удельный показатель, т/тыс. т сырья |
||
|
тонн |
первичная переработка нефтяного сырья тыс. т |
||
|
АО "Антипинский НПЗ" |
0,000022579 |
3000000 |
0,000008 |
|
ООО "Афипский НПЗ" |
0,0000401 |
2511400 |
0,000016 |
|
ООО "ПО "Киришинефтеоргсинтез" |
8,69 |
20108600 |
0,432153 |
|
ООО "ЛУКОЙЛ-Волгограднефтепереработка" |
2,016 |
9589200 |
0,210237 |
|
ООО "ЛУКОЙЛ-Нижегороднефтеоргсинтез" |
5,124 |
14255900 |
0,359430 |
|
ООО "ЛУКОЙЛ-Пермнефтеоргсинтез" |
1,54 |
11849400 |
0,129964 |
|
ООО "ЛУКОЙЛ-Ухтанефтепереработка" |
0,087 |
3561900 |
0,024425 |
|
ООО "Нижневартовское нефтеперерабатывающее объединение" |
0,0012 |
4000000 |
0,000300 |
|
ЗАО "Петросах" |
0,009 |
200000 |
0,045000 |
|
ЗАО "Рязанский НПЗ" |
9,59 |
14564800 |
0,658437 |
|
ПАО "Саратовский НПЗ" |
2,07 |
6100000 |
0,350723 |
|
ОАО "Славнефть-Ярославнефтеоргсинтез" |
4,285 |
12577100 |
0,340699 |
Электростанции, котлы, обогреватели и каталитический крекинг являются основными источниками выбросов окиси и двуокиси углерода, оксидов азота ( ), твердых частиц и оксидов серы (
), твердых частиц и оксидов серы ( ) в атмосферу.
) в атмосферу.
Процессы нефтепереработки требуют больших затрат энергии; обычно более 60% выбросов в атмосферу НПЗ связано с производством энергии для различных процессов. Установки производства серы также вносят вклад в эти выбросы. Замена катализаторов и коксование приводят к выбросу твердых частиц. Летучие органические соединения (ЛОС) выделяются при хранении и перевалке нефти и нефтепродуктов, очистными сооружениями заводов; выделяются также неорганизованные выбросы от фланцев, клапанов, уплотнений и дренажных отверстий. Другие выбросы в атмосферу: (сероводород),  (аммиак), БТК (бензол-толуол-ксилол),
(аммиак), БТК (бензол-толуол-ксилол),  (сероуглерод), COS (сульфид крбонила*), HF (фтороводород) и металлы (V, Ni и другие) в качестве компонентов твердых частиц в выбросах. Таблица 1.8 дает очень краткий обзор основных загрязняющих веществ, выбрасываемых типичными НПЗ, и их основные источники.
(сероуглерод), COS (сульфид крбонила*), HF (фтороводород) и металлы (V, Ni и другие) в качестве компонентов твердых частиц в выбросах. Таблица 1.8 дает очень краткий обзор основных загрязняющих веществ, выбрасываемых типичными НПЗ, и их основные источники.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 1.8 - Основные загрязнители воздуха и их основные источники на НПЗ
|
Основные загрязнители воздуха |
Основные источники |
|
Диоксид углерода |
Технологические печи, котлы, газовые турбины Регенераторы установок ФКК (флюид каталитический крекинг) Котлы СО Факельные системы Печи для сжигания отходов Заводы СУГ разделения |
|
Окись углерода |
Технологические печи и котлы Регенераторы установок ФКК Котлы СО Установки производства серы Факельные системы Печи для сжигания отходов |
|
Оксиды азота ( |
Технологические печи, котлы, газовые турбины Регенераторы установок ФКК Установка прокалки нефтяного кокса Котлы СО Печи для сжигания отходов Факельные системы |
|
Закись азота |
Регенераторы установок ФКК |
|
Твердые частицы (включая металлы) |
Технологические печи и котлы, особенно при сжигании жидкого нефтезаводского топлива Регенераторы установок ФКК Котлы СО Установки коксования Печи для сжигания отходов |
|
Оксиды серы |
Технологические печи, котлы, газовые турбины Регенераторы установок ФКК Котлы СО Установки производства серы Факельные системы Печи для сжигания отходов |
|
Летучие органические соединения (ЛОС) |
Объекты для хранений и обработки Установки сепарации газов Системы разделения нефтепродукта/воды Неконтролируемые выбросы (клапаны, фланцы и т.д.) Выпускные отверстия Факельные системы |
Углекислый газ (
 )
считается парниковым газом, который находится в фокусе дискуссии о глобальном изменении климата. Основной источник выбросов - это производство энергии. Со времени первого нефтяного кризиса в 1973 году нефтеперерабатывающие заводы предприняли совместные усилия для повышения энергоэффективности. Несмотря на эти меры энергосбережения, спрос энергии на НПЗ увеличился из-за ужесточения технических характеристик готового продукта и с постепенным переходом от производства тяжелого топлива к топливу для транспорта.
)
считается парниковым газом, который находится в фокусе дискуссии о глобальном изменении климата. Основной источник выбросов - это производство энергии. Со времени первого нефтяного кризиса в 1973 году нефтеперерабатывающие заводы предприняли совместные усилия для повышения энергоэффективности. Несмотря на эти меры энергосбережения, спрос энергии на НПЗ увеличился из-за ужесточения технических характеристик готового продукта и с постепенным переходом от производства тяжелого топлива к топливу для транспорта.
Окись углерода (СО)
всегда выступает как промежуточный продукт процессов сгорания, в частности, при нестехиометрических условиях горения. Тем не менее, отношение выбросов СО с нефтеперерабатывающих заводов не очень высокое по сравнению с .
Оксиды азота (
)
при попадании в атмосферу могут соединяться с водой и стать частью "кислотных дождей". Кроме того, в сочетании с летучими органическими соединениями и солнечным светом могут привести к образованию приземного озона. Источниками в основном являются процессы горения; при сгорании топлива азот преобразуется в смесь  и NO. Условия горения играют здесь важную роль.
и NO. Условия горения играют здесь важную роль.  (веселящий газ) является мощным парниковым газом, который также способствует разрушению стратосферного озона.
(веселящий газ) является мощным парниковым газом, который также способствует разрушению стратосферного озона.
Выбросы твердых частиц вызваны сжиганием жидкого топлива, другим важным источником является установка каталитического крекинга - процессы регенерации катализатора. Частицы, содержащие токсические вещества (например, тяжелые металлы и полициклические ароматические углеводороды), представляют особый интерес в контексте экологичности процессов нефтепереработки.
Оксид серы (
 )
при выделении в атмосферу может соединяться с атмосферной влагой и образовывать сернистую кислоту - компонент "кислотных дождей". Основной источник выбросов в нефтепереработке - нагрев сырья и технологических потоков за счет сжигания топлива собственного производства. При сжигании сера топлива преобразуется в . При недостаточной мощности процессов извлечения из технологических потоков и утилизации серы существует прямая связь между содержанием серы в сырье и выбросами с дымовыми газами диоксида серы. Содержание серы в топливе нефтепереработки - это точный баланс между потребностью в нагреве потоков, содержанием серы в сырье, ограничениями выбросов и экономической целесообразностью.
Другой источник образования диоксида серы - газы с установок производства серы и серной кислоты. Ввиду неполного окисления на катализаторе либо неполного извлечения из продуктов реакции часть сернистых соединений остается в дымовых газах, выходящих с установок производства серы, серной кислоты.
)
при выделении в атмосферу может соединяться с атмосферной влагой и образовывать сернистую кислоту - компонент "кислотных дождей". Основной источник выбросов в нефтепереработке - нагрев сырья и технологических потоков за счет сжигания топлива собственного производства. При сжигании сера топлива преобразуется в . При недостаточной мощности процессов извлечения из технологических потоков и утилизации серы существует прямая связь между содержанием серы в сырье и выбросами с дымовыми газами диоксида серы. Содержание серы в топливе нефтепереработки - это точный баланс между потребностью в нагреве потоков, содержанием серы в сырье, ограничениями выбросов и экономической целесообразностью.
Другой источник образования диоксида серы - газы с установок производства серы и серной кислоты. Ввиду неполного окисления на катализаторе либо неполного извлечения из продуктов реакции часть сернистых соединений остается в дымовых газах, выходящих с установок производства серы, серной кислоты.
Летучие органические соединения (ЛОС)
могут вступать в реакцию с в присутствии солнечного света, формируя низкоуровневый озон. Кроме того, выбросы летучих органических веществ могут привести к проблемам, связанным с запахами, которые вызывают жалобы со стороны жителей близлежащих районов. Источником выбросов ЛОС являются испарение и утечка углеводородных фракций, потенциально связанных со всей деятельностью переработки, например, неорганизованные выбросы от оборудования, работающего под давлением на технологических установках, при хранении и распределении потерь и от испарений при очистке сточных вод. Углеводороды могут также выходить при неоптимальных условиях горения, но это лишь небольшой вклад.
По результатам анкетирования были обработаны данные по суммарным выбросам отдельных нормируемых веществ для российских НПЗ (рисунок 1.18). Анализ показал, что к основным загрязнителям, которые будут считаться маркерными веществами, можно отнести 12 из общего числа, вносящих максимальный вклад в загрязнение атмосферы. Валовый выброс этих веществ представлен в таблице 1.9.
Таблица 1.9 - Валовый выброс основных веществ НПЗ
|
Вещества |
Валовый выброс, т/год |
|
Серы диоксид |
19908,25 |
|
Углеводороды предельные С1-С-5* (исключая метан) |
11928,014 |
|
Азота диоксид |
6917,9 |
|
Углеводороды предельные С6-С10 |
6528,9 |
|
Углерода оксид |
5565,26 |
|
Азота оксид |
1806,3 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
890,35 |
|
Метан |
849,2 |
|
Углеводороды предельные С12-С-19* |
759,64 |
|
Амилены (смесь изомеров) |
674,4 |
|
Углерода диоксид |
543,36 |
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Рисунок 1.18 - Суммарные сбросы загрязняющих сточные воды веществ
1.3.2 Сбросы в водные объекты
НПЗ потребляют воду на постоянной основе для поддержания водного баланса пара, охлаждающей воды, воды системы энергоснабжения и схем подачи противопожарной воды. Вода также применяется для использования в операциях технологического и технического обслуживания оборудования.
Некоторые данные по количеству используемой на НПЗ воды приведены в обзоре WWF.
Таблица 1.10 - Количество воды из водных источников, используемой на НПЗ
|
Общее количество забираемой воды |
|||
|
тыс. куб. м |
Первичная переработка нефтяного сырья |
Удельный показатель, куб.м/тыс.т |
|
|
АО "Антипинский НПЗ" |
4,5 |
3000000 |
0,0015 |
|
ООО "Афипский НПЗ" |
1542,8 |
2511400 |
0,6100 |
|
ООО "ПО "Киришинефтеоргсинтез" |
- |
20108600 |
- |
|
ООО "ЛУКОЙЛ-Волгограднефтепереработка" |
7798,4 |
9589200 |
0,8100 |
|
ООО "ЛУКОЙЛ-Нижегороднефтеоргсинтез" |
451,9 |
14255900 |
0,0300 |
|
ООО "ЛУКОЙЛ-Пермнефтеоргсинтез" |
25733 |
11849400 |
2,1700 |
|
ООО "ЛУКОЙЛ-Ухтанефтепереработка" |
- |
3561900 |
- |
|
ООО "Нижневартовское нефтеперерабатывающее объединение" |
61,6 |
4000000 |
0,0200 |
|
ЗАО "Петросах" |
425,8 |
200000 |
2,1300 |
|
ЗАО "Рязанский НПЗ" |
32417 |
14564800 |
2,2300 |
|
ПАО "Саратовский НПЗ" |
3162,66 |
6100000 |
0,4700 |
|
ОАО "Славнефть- |
8482 |
12577100 |
0,6700 |
Из систем водоснабжения заводов существуют следующие потери за счет пара и контуров охлаждающей воды:
-
а) конденсатом продувки;
-
б) потребляемым паром;
-
в) испарением;
-
г) продувкой охлаждающей водой и протечкой из контура.
Потери от пожарных схем водоснабжения могут включать в себя плановые продувки, воду, используемую для тестирования и/или применения аварийного противопожарного оборудования, и утечки из контура. Часть потребляемого пара, который вводится в системы переработки, вступает в непосредственный контакт с различными фракциями углеводородов и веществами. Получаемые конденсаты подлежат сепарации и очистке, например, в отпарной колонне для извлечения сероводорода () и аммиака () из воды. Затем очищенная вода может быть использована для других процессов переработки, таких, как обессоливание нефти или водная промывка технологических потоков.
Вода, используемая для технологических целей, таких, как обессоливание нефти или промывка, будет вступать в непосредственный контакт с нефтью или другими фракциями углеводородов и соединениями. Промывочная вода и/или пар, используемые для очистки и в системах продувки для работ по техническому обслуживанию, могут также быть источником сточных вод.
Другие источники сточных вод включают следующее:
-
а) вода из резервуаров сырой нефти и продуктов;
-
б) ливневые стоки, вода системы энергообеспечения, паровой конденсат и/или вода для пожаротушения, вода, которая контактирует с сырой нефтью, промежуточными соединениями, готовыми продуктами, присадками, химикатами и/или смазочными маслами в пределах дренажной зоны;
-
в) вода с установок сепарации нефтешламов;
-
г) вода из дренажных систем территории НПЗ;
-
д) вода, сбрасываемая при периодической проверке резервуаров и герметичности трубопроводных соединений и работах пассивирования металлов;
-
е) вода после санитарного использования.
Атмосферная вода с технологических площадок также может контактировать с нефтью и различными фракциями углеводородов и другими веществами, например, в области погрузки и разгрузки для грузовых автомобилей, вагонов, в производственных зонах, которые включают оборудование, содержащее эти вещества, а также в зоне технического обслуживания.
Таким образом, НПЗ производит разнообразные потоки сточных вод, содержащих растворимые и нерастворимые вещества, которые становятся загрязнителями при сбросе в окружающую среду. Технологии очистки сточных вод направлены на сокращение количества загрязняющих веществ перед сбросом в водоемы или на рельеф.
Основные характеристики загрязняющих веществ включают:
-
а) общее содержание нефтепродуктов;
-
б) биохимическую потребность в кислороде (БПК);
-
в) химическую потребность в кислороде (ХПК);
-
г) аммиачный азот, общее содержание азота;
-
д) общее содержание взвешенных частиц;
-
е) общее содержание ионов металлов.
-
ж) общий органический углерод;
-
з) фенолы;
-
и) фосфаты;
-
к) сульфиды и другие микрозагрязнители.
В Таблице 1.11 приведена краткая информация о некоторых основных загрязнителях воды и их источников на НПЗ.
Методы очистки сточных вод НПЗ - это разработанные технологии, поэтому в настоящее время акцент сместился на предотвращение и сокращение загрязненных потоков сточных вод, направляемых на установки доочистки.
Некоторые данные по сточным водам приведено в обзоре WWF .
.
_______________
А.Книжников, Н.Пусенкова, Е.Солнцева. Социально-экологический взгляд на российскую нефтепереработку. - М.: Всемирный фонд дикой природы (WWF), 2008.
Таблица 1.11 - Основные параметры загрязнения воды в процессах на НПЗ
|
Загрязнитель воды |
Источник |
|
Нефтепродукт |
Установки дистилляции, гидроочистки, висбрекинга, каталитического крекинга, гидрокрекинга, производство смазочных масел, отработанная щелочь, коммунальные стоки (дождевые) |
|
H2S* (RSH) |
Установки дистилляции, гидроочистки, висбрекинга, каталитического крекинга, гидрокрекинга, производства масел, отработанная щелочь |
|
NH3 (NH4+)* |
Установки дистилляции, гидроочистки, висбрекинга, каталитического крекинга, гидрокрекинга, производства масел, санитарные блоки |
|
Фенолы |
Установки дистилляции, гидроочистки, висбрекинга, каталитического крекинга, отработанная щелочь, балластная вода |
|
Органические химические соединения (БПК, ХПК, ТОС) |
Установки дистилляции, гидроочистки, висбрекинга, каталитического крекинга, гидрокрекинга, смазочное масло, отработанная щелочь, коммунальные стоки (дождевые), санитарные блоки |
|
CN-, (CNS-) |
Установки висбрекинга, каталитического крекинга, отработанная щелочь |
|
ОВЧ |
Установки дистилляции, висбрекинга, каталитического крекинга, отработанная щелочь, санитарные блоки |
|
Аминовые соединения |
Удаление CO2* на заводах СУГ |
_______________
* Формулы соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 1.12 - Образование сточных вод на российских НПЗ
|
Общий объем жидких отходов |
Удельный показатель, т/тыс. т |
||
|
тыс. т |
первичная переработка нефтяного сырья тыс. т |
||
|
АО "Антипинский НПЗ" |
3,192 |
3000000 |
0,0010640 |
|
ООО "Афипский НПЗ" |
897,500 |
2511400 |
0,3573704 |
|
ООО "ПО "Киришинефтеоргсинтез" |
- |
20108600 |
- |
|
ООО "ЛУКОЙЛ- |
3492,500 |
9589200 |
0,3642118 |
|
ООО "ЛУКОЙЛ-Нижегороднефтеоргсинтез" |
6228,600 |
14255900 |
0,4369138 |
|
ООО "ЛУКОЙЛ-Пермнефтеоргсинтез" |
8438,400 |
11849400 |
0,7121373 |
|
ООО "ЛУКОЙЛ-Ухтанефтепереработка" |
2475,000 |
3561900 |
0,6948539 |
|
ООО "Нижневартовское нефтеперерабатывающее объединение" |
133,300 |
4000000 |
0,0333250 |
|
ЗАО "Петросах" |
35,300 |
200000 |
0,1765000 |
По результатам анкетирования были обработаны данные по валовым сбросам нормируемых загрязняющих веществ для российских НПЗ.
Анализ показал, что к основным загрязнителям, которые будут считаться маркерными веществами, можно отнести 8 из общего числа, вносящих максимальный вклад в загрязнение гидросферы. Валовый сброс этих веществ представлен в таблице 1.13.
Таблица 1.13 - Валовый сброс загрязняющих веществ
|
N |
Вещество |
Валовый сброс, т/год |
|
1 |
Сульфат-анион (сульфаты) |
6666,38 |
|
2 |
Сухой остаток |
3505,59 |
|
3 |
ХПК |
2796,64 |
|
4 |
Хлорид-анион (хлориды) |
1098,59 |
|
5 |
Аммоний-ион |
967,13 |
|
6 |
Взвешенные вещества |
181,74 |
|
7 |
Нитрат-анион |
145,35 |
|
8 |
Нефтепродукты (нефть) |
118,94 |
1.3.3 Образование отходов
Количество отходов, образующихся на заводах, мало, если сравнить его с количеством сырья и продуктов, которые перерабатываются. Отходы НПЗ обычно охватывают три категории материалов:
-
а) шламы, как нефтяные (например, осадок резервуаров), так и не нефтяные (например, из очистных сооружений),
-
б) другие отходы НПЗ, включающие различные жидкие, полужидкие или твердые отходы (например, загрязненные почвы, отработанные катализаторы процессов конверсии, нефтяные отходы, зола установок сжигания, отработанная щелочь, отработанная глина, отработанные химические вещества, кислый гудрон);
-
в) отходы не нефтепереработки, например, бытовые, отходы строительства и сноса.
Таблица 1.14 демонстрирует краткую информацию об основных типах твердых отходов, образуемых на НПЗ, и их источниках.
Таблица 1.14 - Основные твердые отходы НПЗ
|
Тип отходов |
Категория |
Источник |
|
Нефтесодержащие материалы |
Нефтешламы |
Отстой резервуара, ил биоочистки, шлам сепараторов, шлам очистки сточных вод, загрязненные почвы |
|
Твердые материалы |
загрязненные почвы, остатки нефтяного разлива, фильтр кислой глины, остатки смол, фильтровальные материалы, уплотнения, изоляция |
|
|
Не нефтяные материалы |
Отработанные катализаторы (за исключением драгметаллов) |
Катализатор Установки ФКК, катализатор гидрообессеривания/гидроочистки, катализатор установки полимеризации, катализатор глубокой переработки нефтяных остатков |
|
Другие материалы |
Смолы, шламы подпиточной воды котла, влагопоглотители и абсорбенты, нейтральный шлам с установки алкилирования, отходы с десульфуризации дымовых газов |
|
|
Баки и резервуары |
Другие материалы |
Металл, стекло, пластик, краска |
|
Радиоактивные отходы (если используются) |
Катализаторы, отходы лаборатории |
|
|
Продукты коррозии |
Налет свинцовых/несвинцовых труб |
|
|
Строительный/городской мусор |
Металлический скрап, бетон, асфальт, строительный грунт, асбест, минеральные волокна, пластмасса/лесоматериал |
|
|
Отработанные химические вещества |
Химлаборатория, щелочь, кислота, присадки, углекислый натрий, растворители, МЭА/ДЭА (моно- /диэтанол амин) |
|
|
Пирофорные отложения |
Отложения в баках/технологических установках |
|
|
Смешанные отходы |
Бытовые, растительные отходы |
|
|
Отработанное масло |
Смазочное масло, нефтяная эмульсия, масла трансформатора, уловленный нефтепродукт, моторное масло |
Нефть, оставшаяся в шламе или других видах отходов, является потерей продукта, и там, где это возможно, предпринимаются усилия для извлечения этой нефти. Тенденции образования отходов показывают, что образование нефтяного шлама уменьшается в основном за счет хозяйственных мероприятий, в то время как образование биологического ила возросло в результате роста использования биоочистки стоков НПЗ. Образование отработанного катализатора также возрастает за счет монтажа новых установок гидрокрекинга, установок гидроочистки и пылеуловителей на установках каталитического крекинга. Для всех этих категорий отходов возрастает доля привлечения подрядчиков для очистки и удаления за пределами площадки.
Некоторая информация по суммарному количеству твердых отходов НПЗ за 2007 год дана в обзоре WWF.
Таблица 1.15 - Количество твердых отходов, образующихся на НПЗ
|
Общая масса твердых отходов |
Удельный показатель, т/тыс.т |
||
|
тыс. т |
первичная переработка нефтяного сырья тыс. т |
||
|
АО "Антипинский НПЗ" |
0,000110022 |
3000000 |
0,000000037 |
|
ООО "Афипский НПЗ" |
1,3 |
2511400 |
0,000517640 |
|
ООО "ПО "Киришинефтеоргсинтез" |
309,342 |
20108600 |
0,015383567 |
|
ООО "ЛУКОЙЛ- |
5,713 |
9589200 |
0,000595774 |
|
ООО "ЛУКОЙЛ- |
19,945 |
14255900 |
0,001399070 |
|
ООО "ЛУКОЙЛ-Пермнефтеоргсинтез" |
37,2 |
11849400 |
0,003139399 |
|
ООО "ЛУКОЙЛ-Ухтанефтепереработка" |
17,65 |
3561900 |
0,004955221 |
|
ООО "Нижневартовское нефтеперерабатывающее объединение" |
125,831 |
4000000 |
0,031457750 |
|
ЗАО "Петросах" |
0,1 |
200000 |
0,000500000 |
|
ЗАО "Рязанский НПЗ" |
18,359 |
14564800 |
0,001260505 |
|
ПАО "Саратовский НПЗ" |
36,017 |
6100000 |
0,006102404 |
|
ОАО "Славнефть- |
141,155 |
12577100 |
0,011223175 |
Анализ данных по отходам основных процессов нефтепереработки показал следующее количественное распределение (рисунок 1.19).
Рисунок 1.19 - Валовые показатели образования отходов предприятий нефтепереработки
Из приведенного графика видно, что основную долю отходов составляют нефтяные шламы зачистки оборудования и нефтеловушек, а также отработанная щелочь. Количественные данные приведены в таблице 1.16.
Таблица 1.16 - Отходы технологических установок
|
Код ФККО |
Отход |
Значение, т |
Класс опасности отхода |
|
91120002393 |
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
39618,40 |
3 |
|
Аминовый шлам |
11778,18 |
2 |
|
|
40635001313 |
Всплывшие нефтепродукты из нефтеловушек и аналогичных сооружений |
10243 |
3 |
|
72220001394 |
Ил избыточный биологических очистных сооружений в смеси с осадком механической очистки хозяйственно-бытовых и смешанных сточных вод |
1171,2 |
4 |
|
31230000000 |
Раствор отработанной щелочи |
533 |
3 |
|
44250501203 |
Коксовые массы отработанные, загрязненные нефтепродуктами (содержание нефтепродуктов 15% и более) |
473,48 |
3 |
|
40611001313 |
Отходы минеральных масел |
51,5 |
3 |
|
44100602493 |
Катализатор на основе оксида алюминия, содержащий алюмо-кобальт(никель)-молибденовую систему, отработанный |
48,36 |
3 |
|
72310201393 |
Осадок механической очистки нефтесодержащих сточных вод |
32,5 |
3 |
|
Шлам нефтеотделительных установок |
30 |
3 |
|
|
72310201393 |
Осадок механической очистки нефтесодержащих сточных вод, содержащий нефтепродукты в количестве 15% и более |
20 |
3 |
|
30820000000 |
Отходы катализаторов и контактных масс - отработанный катализатор гидроочистки S-120 (идентичен ГО-70) |
18 |
4 |
|
91920102394 |
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) |
17,73 |
4 |
|
72330101393 |
Осадок (шлам) флотационной очистки нефтесодержащих сточных вод, содержащий нефтепродукты в количестве 15% и более |
12,2 |
3 |
|
44250502204 |
Коксовые массы отработанные, загрязненные нефтепродуктами (содержание нефтепродуктов менее 15%) |
11,79 |
4 |
|
72220111394 |
Ил избыточный биологических очистных сооружений в смеси с осадком механической очистки хозяйственно-бытовых и смешанных сточных вод |
10,80 |
4 |
|
44210101495 |
Цеолит отработанный при осушке воздуха и газов |
9,60 |
5 |
|
Отходы катализаторов и контактных масс - отработанный лицензионный пакет ф.Axens |
9 |
3 |
|
|
44100102494 |
Катализатор на основе оксида алюминия с содержанием платины до 0,3%, рения до 0,3% отработанный |
8,6 |
4 |
|
40613001313 |
Масло индустриальное отработанное |
6,03 |
3 |
|
Грунт, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) |
5 |
4 |
|
|
30820000000 |
Сорбент Ni-содержащий от процессов получения моторных топлив |
3,83 |
2 |
|
29112000000 |
Отходы газового конденсата |
1,60 |
|
|
Отходы катализаторов и контактных масс - отработанный катализатор гидроочистки "Албемарле" (идентичен отработанной каталитической системе фирмы "Акзо-Нобель" - (кобальт-молибденовый)) |
1 |
3 |
|
|
94110103104 |
Отходы растворов гидроксида натрия с рн=9,0-10,0 при технических испытаниях и измерениях |
0,04 |
4 |
1.3.4 Загрязнение почвы и грунтовых вод
Большинство НПЗ имеют области, которые загрязнены историческими потерями нефтепродуктов. Текущая практика НПЗ нацелена на предотвращение разливов и утечек в землю. В прошлом осведомленность о потенциальных рисках этих загрязненных территорий была низкой. Двумя основными вопросами здесь являются предотвращение новых разливов и ликвидация последствий прошлых загрязнений. В рамках данного документа рекультивация земли не входит в область рассмотрения.
2 Описание технологических процессов, используемых в настоящее время
2.1 ЭЛОУ
Установка ЭЛОУ используется для удаления солей и воды из нефти перед подачей на переработку. Эффективное обессоливание позволяет значительно уменьшить коррозию технологического оборудования установок по переработке нефти, предотвратить дезактивацию катализаторов, улучшить качество топлив, нефтяного кокса, битумов и других продуктов.
Для разрушения водонефтяных эмульсий используют введение деэмульгаторов, которые, адсорбируясь на границе раздела, диспергируют и пептизируют природные эмульгаторы, тем самым снижая структурно-механическую прочность бронирующих слоев.
Наиболее широко в качестве деэмульгаторов используют поверхностно-активные вещества (ПАВ) - коллоиды (анионактивные, катионактивные, неиногоненные*). Большое распространение получили неионогенные деэмульгаторы, из которых можно выделить водорастворимые (жидкие органические кислоты, алкилфенолы, органические спирты, блок-сополимеры этилен- и пропиленоксидов), нефтерастворимые (дипроксамин 157, оксафоры 1107 и 43, прохинор 2258, прогалит и водонефтерастворимые.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Для обессоливания нефти используют промывку пресной водой. При этом, как правило, подают до 1% свежей пресной воды и 4-5% рециркулирующей.
Число ступеней обессоливания нефти (1, 2 или 3) определяется свойствами исходной эмульсии и содержанием в ней солей. Чем больше ступеней в процессе обессоливания, тем меньше промывной воды требуется.
2.1.1 Одноступенчатая схема обессоливания
Нефть, в которую введены промывная вода, деэмульгатор и щелочь, прокачивается через теплообменник и пароподогреватель в электродегидратор. Обессоленная нефть проходит через теплообменник, холодильник и подается в резервуары обессоленной нефти. Вода, отделенная в электродегидраторах, направляется в нефтеотделитель для дополнительного отстоя. Уловленная нефть возвращается на прием сырьевого насоса, а вода сбрасывается в промышленную канализацию и передается на очистку.
Рисунок 2.1 - Принципиальная технологическая схема одноступенчатого процесса обессоливания нефти:
1 - теплообменники; 2 - подогреватели; 3 - отстойники термохимического обессоливания; 4 - электродегидратор 1 ступени; 5 - сборник обессоленной нефти
2.1.2 Двухступенчатая схема обессоливания
Нефть, в которую введены промывная вода, деэмульгатор и щелочь, насосом прокачивается через теплообменник и пароподогреватель в электродегидратор первой ступени. Здесь удаляется основная масса воды и солей (содержание их снижается в 8-10 раз). Из электродегидратора первой ступени нефть поступает в электродегидратор второй ступени для повторной обработки. Перед этим в нефть вновь подается вода.
Рисунок 2.2 - Принципиальная технологическая схема двухступенчатого процесса обессоливания нефти при противоточной заливке проточной воды:
Н-1 - насос сырой нефти; Н-2 - насос подачи воды; Н-3 - насос подачи деэмульгатора; Т-4, Т-5, Т-6 - теплообменники нагрева С-1 - смесительные клапаны; Е-18 - емкость отстоя дренажной воды; Э - электродегидраторы
2.1.3 Трехступенчатая схема обессоливания
Сырая нефть насосом прокачивается через теплообменники и паровые подогреватели, после чего поступает в электродегидраторы l-ой ступени. Для увеличения эффективности процесса обессоливания и обезвоживания перед сырьевым насосом в нефть вводится деэмульгатор, а после подогревателей - 1 2% раствор щелочи. Кроме этого, в нефть добавляется отстоявшаяся вода, которая отводится из электродегидратора III ступени и закачивается в инжекторный смеситель.
2% раствор щелочи. Кроме этого, в нефть добавляется отстоявшаяся вода, которая отводится из электродегидратора III ступени и закачивается в инжекторный смеситель.
Нефть поступает в низ электродегидратора, выводится сверху через коллектор. Благодаря такому расположению устройств ввода и вывода нефти обеспечивается равномерность потока по всему сечению аппарата.
Из электродегидратора I ступени нефть направляется на II, а затем и на III ступень. При этом перед каждым электродегидратором в нефть вновь подается вода. Свежая вода подается только на III ступень.
Рисунок 2.3 - Принципиальная технологическая схема трехступенчатого процесса обессоливания нефти при противоточной заливке проточной воды
Продуктом установки ЭЛОУ является обессоленная и обезвоженная нефть (~98% масс.), содержащая 3-4 мг/л солей и до 0,1% масс. воды.
2.2 Установка атмосферной перегонки нефтяного сырья (нефти, газового конденсата, их смесей)
Назначение технологического процесса
Перегонка нефти - процесс разделения ее на фракции по температурам кипения - лежит в основе переработки нефти и получения при этом моторного топлива, смазочных масел и различных других ценных химических продуктов.
Для разделения нефти на ряд компонентов требуется выполнить несколько основных условий: необходимо нефть нагреть до температуры, обеспечивающей не только нагрев, но и испарение части нефти, т.е. произвести ее однократное испарение, утилизировать тепло выработанных продуктов, нагревая ими сырую нефть. С этой целью используются: трубчатые нагревательные печи, теплообменные аппараты и ректификационные колонны.
Перегонку нефти на атмосферных установках АТ можно осуществлять несколькими способами:
-
1) Однократным испарением в трубчатой печи и разделением отгона в одной ректификационной колонне. Такая технологическая схема перегонки нефти, как правило, применима для нефтей с низким содержанием светлых нефтепродуктов и незначительным содержанием растворенного углеводородного газа, а также сероводорода.
-
2) Двухкратным испарением и разделением в двух ректификационных колоннах - в колонне предварительного испарения с отделением легких бензиновых фракций и в основной колонне. При этом понижается общее давление в системе и давление в основной ректификационной колонне, в результате чего происходит более полное отделение светлых нефтепродуктов из нефти и более четкое разделение их в колонне. При работе по этой схеме требуется более высокая температура нагрева в печи по сравнению со схемой однократного испарения вследствие раздельного испарения легкокипящих и более тяжелых фракций. Все современные установки АТ в основном работают по схеме двухкратного испарения.
Основные продукты атмосферной перегонки нефтяного сырья
Основные фракции, выделяемые при первичной атмосферной перегонке нефти:
Бензиновая фракция - нефтяной погон с температурой кипения от н.к. (начала кипения, индивидуального для каждой нефти) до 150-205°С (в зависимости от технологической цели получения авто-, авиа-, или другого специального бензина).
Эта фракция представляет собой смесь алканов, нафтенов и ароматических углеводородов. Во всех этих углеводородах содержится от 5 до 10 атомов С.
Керосиновая фракция - нефтяной погон с температурой кипения от 150-180°С до 270-280°С. В этой фракции содержатся углеводороды С10-С15.
Используется в качестве моторного топлива (тракторный керосин, компонент дизельного топлива), для бытовых нужд (осветительный керосин) и др.
Дизельная (газойлевая) фракция - температура кипения от 270-280°С до 320-350°С. В этой фракции содержатся углеводороды С14-С20. Используется в качестве дизельного топлива.
Мазут - остаток после отгона вышеперечисленных фракций с температурой кипения выше 320-350°С.
Мазут может использоваться как котельное топливо или подвергаться дальнейшей переработке - либо перегонке при пониженном давлении (в вакууме) с отбором масляных фракций или широкой фракции вакуумного газойля (в свою очередь, служащего сырьем для каталитического крекинга с целью получения высокооктанового компонента бензина), либо крекингу.
2.2.1 Атмосферные трубчатые установки по перегонке нефти (газового конденсата) без отбензинивающей колонны - (АТ)
Схема установки одноколонной АТ приведена на рисунке 2.4.
Рисунок 2.4 - Схема атмосферной перегонки с однократным испарением нефти:
I - нефть; II - газ; III - бензин; IV - керосин; V - дизельная фракция; VI - мазут; VII - вода
Нефть из промежуточного парка или непосредственно с установки ЭЛОУ забирается сырьевым насосом и пропускается через теплообменники и трубчатую печь в ректификационную колонну. В зоне ввода сырья в колонну происходит однократное испарение нефти. Пары нефти затем разделяют ректификацией на целевые фракции, а из жидкости также с применением процесса ректификации удаляют легкокипящие фракции.
Продуктами установки являются:
-
а) углеводородные газы С1-С4, содержащие сероводород, направляются на очистку и разделение;
-
б) широкая бензиновая фракция нк-150°С направляется на гидроочистку и разделение на узкие фракции для дальнейшей переработки;
-
в) керосиновая фракция 150-250°С направляется в узел смешения;
-
г) дизельная фракция 250-360°С направляется на гидроочистку;
-
д) мазут (остаток >360°С) направляется на вакуумную перегонку или на вторичные процессы.
Материальный баланс установки АТ зависит от перерабатываемого сырья (потенциального содержания фракций в нефти/газовом конденсате). В таблице 2.1 приведен ориентировочный материальный баланс установки одноколонной АТ.
Таблица 2.1 - Материальный баланс установки одноколонной АТ
|
Наименование сырья, продукции |
Количество, % на сырье |
|
Сырье: |
|
|
Нефть |
100,00 |
|
Итого приход: |
100,00 |
|
Продукция: |
|
|
Углеводородный газ |
0,05 |
|
Фракция НК-15°С |
11,03 |
|
Фракция 150-250°С |
9,70 |
|
Фракция 250-350°С |
12,89 |
|
Мазут |
65,86 |
|
Итого продукции: |
99,53 |
|
Потери: |
0,47 |
|
Итого расход: |
100,00 |
2.2.2 Атмосферные трубчатые установки по перегонке нефти (газового конденсата) с использованием отбензинивающей колонны - (АТ)
Для нефтей с большим содержанием растворенного газа и низкокипящих фракций используют схему перегонки с двухкратным испарением нефти и двумя ректификационными колоннами. Схема установки приведена на рисунке 2.5.
Рисунок 2.5 - Схема установки двухколонной АТ
Установка атмосферной перегонки, двухколонная (по числу основных колонн: первая - простая, вторая - сложная, без учета внешних отпарных колонн) с двукратным испарением сырья. До поступления в первую ректификационную колонну, называемую также испарительной колонной, нефть нагревается только в теплообменниках, проходя в них одним, двумя или несколькими параллельными потоками. Верхним продуктом первой колонны являются легкая бензиновая фракция и небольшое количество газа. Остальные дистилляты, выводимые с установки, а также мазут получаются во второй колонне. Обе колонны обслуживаются общей трубчатой печью. Часть нижнего продукта испарительной колонны циркулирует между печью и первой колонной, этим достигается снабжение ее отгонной секции дополнительным количеством тепла. Последовательность прохождения нефтью теплообменников может быть и иной, чем показано на схеме.
Материальный баланс установки зависит от потенциального содержания светлых нефтепродуктов в нефти, от требуемого ассортимента их, а также от четкости фракционирования (приведен в таблице 2.2).
Таблица 2.2 - Материальный баланс установки двухколонной АТ
|
Ромашкинская нефть |
Самотлорская нефть |
Ромашкинская нефть |
Самотлорская нефть |
||
|
Поступило |
Получено |
||||
|
Нестабильная нефть |
100,0 |
100,0 |
Углеводо- |
1,0 |
1,1 |
|
Вода эмульсионная |
0,1 |
0,1 |
Бензиновая фракция НК-140°С |
12,2 |
18,5 |
|
Керосиновая фракция 140-240°С |
16,3 |
17,9 |
|||
|
Дизельная фракция 240-350°С |
17,0 |
20,3 |
|||
|
Мазут >350°С |
52,7 |
41,4 |
|||
|
Потери |
0,9 |
0,9 |
|||
|
Итого |
100,1 |
100,1 |
Итого |
100,1 |
100,1 |
2.3 Установка вакуумной перегонки нефтяного сырья (нефти, газового конденсата, их смесей)
Основное назначение установки вакуумной перегонки мазута - получение легкого и тяжелого вакуумного газойля широкого фракционного состава (350-520°С), затемненной фракции, гудрон (при работе по топливному варианту). При переработке нефти по масляному варианту на блоках вакуумной перегонки получают несколько масляных фракций и гудрон.
Вакуумный газойль используется как сырье установок каталитического крекинга, гидрокрекинга или пиролиза и в некоторых случаях - термического крекинга с получением дистиллятного крекинг-остатка, направляемого далее на коксование с целью получения высококачественных нефтяных коксов.
2.3.1 Вакуумные установки по перегонке мазута (ВТ) с технологией получения вакуума за счет водяного пара
Наибольшее распространение в промышленности получили установки вакуумной перегонки, в которых разряжение создается за счет использования паровых эжекторов. Принципиальная схема такой установки приведена на рисунке 2.6.
Рисунок 2.6 - Принципиальная схема установки ВТ с паровой эжекцией
Сырье, нагнетаемое насосом 11, перед входом в вакуумную колонну 2 нагревается в теплообменниках 10 и 9 и в змеевике печи 1. Получаемые в колонне 2 верхняя и промежуточная фракции собираются соответственно в вакуумных приемниках 5 и 4. Верхняя фракция охлаждается в аппаратах 10 и 14 и насосом 13 направляется в сборник орошения 8. Отсюда насосом 12 часть этой фракции подается на верхнюю тарелку колонны (орошение), а остальное ее количество откачивается с установки в резервуар. Промежуточная фракция из приемника 4 охлаждается в холодильнике 16 и насосом 15 выводится с установки.
Нижняя (остаточная) фракция забирается с низа колонны 2 насосом 3, прокачивается через аппараты 9 и 17 и также отводится с установки.
Вакуум на установке создается двухступенчатым пароструйным эжектором 7 с межступенчатым конденсатором. К двухступенчатому эжектору подведен рабочий водяной пар абсолютным давлением 0,8-1,0 МПа.
Технологический режим:
|
Температура сырья, °С: |
|
|
после теплообменника 10 |
120-130 |
|
после теплообменника 9 |
195-205 |
|
при входе в колонну 2 |
345-35 |
|
Остаточное давление (верх колонны), кПа |
8-10 |
|
Давление сырья перед входом в змеевик печи, МПа |
0,75-0,85 |
Продукты, получаемые при вакуумной перегонке мазута, приведены в таблицах 2.3 и 2.4.
Таблица 2.3 - Продукты вакуумной перегонки мазута на ВТ топливного профиля
|
Наименование |
Фракции |
Выход в % масс. на нефть |
Использование полученного продукта |
|
Газойлевая фракция |
150-280°С |
0,5-0,8 |
Компонент дизельного топлива |
|
Легкий вакуумный газойль |
250-380°С |
2-4 |
Компонент дизельного, котельного и газотурбинного топлива |
|
Вакуумный газойль (или утяжеленный вакуумный газойль) |
300-500°С |
20-25 (25-32) |
На гидроочистку и каталитический крекинг с получением ценных моторных топлив |
|
Гудрон |
Выше 500°С (550°С) |
12-15 (10-12) |
На коксование или висбкрекинг На получение битума, как компонент котельного топлива |
Таблица 2.4 - Продукты вакуумной перегонки мазута на ВТ масляного профиля
|
Наименование |
Фракции |
Выход в % масс. на нефть |
Использование полученного продукта |
|
Масляная фракция |
350-420°С |
8-12 |
На селективную очистку, депарафинизацию, гидроочистку с получением базовых дистиллятных масел |
|
Масляная фракция |
420-500°С |
12-14 |
|
|
Гудрон |
Выше 500°С |
15-18 |
Деасфальтизация, селективная очистка, получение базового масла |
2.3.2 Вакуумные установки по перегонке мазута (ВТ) с технологией получения вакуума на основе гидроциркулляционных вакуум-создающих систем
В последние годы на вакуумных колоннах ряда НПЗ (Московском, Мозырском, Комсомольском, "Уфанефтехиме" и др.) внедрена и успешно эксплуатируется новая высокоэффективная экологически чистая вакуумсоздающая система с использованием жидкостного струйного устройства - вакуумного гидроциркуляционного агрегата. В таких агрегатах конденсация паров и охлаждение газов осуществляется не водой, а охлаждающей рабочей жидкостью (применительно к АВТ - газойлевой фракцией, отводимой из вакуумной колонны).
Схемы установок вакуумной перегонки (см. рисунок 2.7) с использованием гидроциркуляционных агрегатов и с паровой эжекцией идентичны и различаются только блоками вакуумсоздающей аппаратуры. На рисунке 2.8 приведена принципиальная схема вакуумсоздающей системы на базе гидроциркуляционного агрегата.
Рисунок 2.7 - Принципиальная схема ВТ с гидроэжекцией
Для создания вакуума в колонне используется гидроэжекционная вакуумсоздающая система. В качестве рабочей жидкости используется дизельная фракция.
Газы разложения, насыщенные парами углеводородов, с верха вакуумной колонны поступают на вход в конденсаторы-холодильники Е03, в которых происходит конденсация паров и охлаждение конденсата и газов разложения оборотной водой.
Образовавшийся конденсат поступает в емкости дегазации D02. Углеводородный конденсат из емкости D02 откачивается насосом Р06А/В, кислая вода - насосом Р07А/В.
Парогазовая смесь из конденсаторов-холодильников Е03 поступает на прием вакуумсоздающего устройства J01A, в которые насосами Р05А/В подается рабочая жидкость под давлением 6,0-6,5 МПа.
В вакуумсоздающем устройстве J01A газы разложения сжимаются за счет кинетической энергии рабочей жидкости.
Для защиты от коррозии шлемового трубопровода вакуумной колонны и вакуумсоздающей системы в газовый поток шлемовой трубы подается ингибитор коррозии и нейтрализатор.
После сжатия в J01A газы вместе с рабочей жидкостью и сконденсировавшимися парами углеводородов сбрасываются в сепараторы D03, где происходит разделение газов и жидкости.
Выделившиеся из сепаратора D02 и D03 газы разложения сначала направляются в абсорбер для очистки от сернистых соединений, затем направляются на сжигание в печь.
Рабочая жидкость из сепаратора D03 поступает на прием насосов Р02 А/В. Часть рабочей жидкости поступает на дегазацию, основной поток через фильтры F01A/B подается на вход вакуумсоздающих устройств J01A/B насосами Р065А/В.
Предусматривается внешний источник подпитки дизельной фракцией и постоянный отвод балансового избытка рабочей жидкости.
Рисунок 2.8 - Принципиальная схема вакуумсоздающей системы на базе гидроциркуляционного агрегата
2.4 Установка атмосферно-вакуумной перегонки нефтяного сырья (нефти, газового конденсата, их смесей)
На установках АВТ проводится комплексная атмосферно-вакуумная перегонка нефти и мазута, получаемого на блоке АТ, с получением ряда ценных фракций и нефтепродуктов.
2.4.1 Атмосферно-вакуумные установки по перегонке нефти (газового конденсата), (АВТ)
Принципиальная схема установки АВТ приведена на рисунке 2.9.
Рисунок 2.9 - Принципиальная технологическая схема установки АВТ:
I - нефть,
II - углеводородный газ на газофракционирующую установку (ГФУ), III - "головка" стабилизации на ГФУ, IV - бензин, V - керосин, VI - дизельная фракция, VII - вакуум-дистиллят, VIII - гудрон, IX - сброс воды в канализацию, X - газы эжекции на утилизацию, XI - вода оборотная, XII - пар водяной
Нефть проходит теплообменники Т-1, 2, 3, 4, 5 и 6 , где подогревается за счет тепла отводящих продуктов, и поступает в отбензинивающую колонну К-1 . В ней из нефти выделяется легкая бензиновая фракция, которая конденсируется в холодильнике-конденсаторе ХК-1 и собирается в рефлюксной емкости Е-1 , откуда подается в стабилизатор К-4 . В емкости Е-1 выделяется также газ, направляемый на компримирование (сжатие) и дальнейшую переработку.
|
Параметры работы колонны К-1: |
|
|
- температура верха, °С |
- 147; |
|
- давление верха, МПа (абс.) |
- 0,37; |
|
- температура куба, °С |
- 229. |
Нефть подается в среднюю часть колонны К-1 , пары низкокипящих фракций устремляются вверх навстречу стекающей флегме. По высоте колонны через секции отгонной колонны отбираются дистилляты различного состава в строго определенных температурных интервалах. Из верхней части отводятся пары бензина, которые конденсируются и частично возвращаются в колонну в виде флегмы (рефлюкса).
Полуотбензиненную нефть с низа колоны К-1 направляют через трубчатую печь П-1 (нагревая до 350°С) в атмосферную колонну К-2 . Часть полуотбензиненной нефти возвращается в К-1 , сообщая дополнительное тепло, необходимое для ректификации.
В колоне К-2 нефть разделяется на несколько фракций. С верха К-2 в паровой фазе уходит тяжелый бензин, который конденсируется в холодильнике-конденсаторе ХК-2 , а затем поступает в стабилизатор К-4 . В качестве боковых погонов выводятся керосиновая и дизельная фракции, которые первоначально подаются в секции отпарной колонны К-3 . В колонне К-3 из боковых погонов удаляются в присутствии водяного пара легкие фракции. Острый водяной пар подается в количестве 1-3% для снижения температуры кипения и уменьшения коксообразования. Затем керосиновая и дизельная фракции выводятся с установки.
|
Параметры работы колонны К-2: |
|
|
- температура верха, °С |
- 110/125; |
|
- давление верха, МПа (абс.) |
- 0,16; |
|
- температура куба, °С |
- 329/341. |
С низа К-2 выходит мазут, который дополнительно подогревают в печи П-2 до 400-420°С и направляют в колонну К-5 , работающую под вакуумом, где он разделяется на вакуумные дистилляты и гудрон. С верха К-5 с помощью пароэжекторного насоса А-1 отсасываются водяные пары, газы разложения, воздух и некоторое количество легких нефтепродуктов (дизельная фракция). Вакуумные дистилляты и гудрон через теплообменники подогрева нефти и концевые холодильники отводят с установки.
|
Параметры работы колонны К-5: |
|
|
температура верха, °С |
- 89; |
|
остаточное давление верха, мм рт.ст. |
- 50; |
|
температура куба, °С |
- 340. |
В стабилизационной колонне получают с верха "головку" стабилизации - сжиженный углеводородный газ, а с низа - стабильный бензин, не содержащий углеводородов  .
.
Существуют два варианта переработки мазута: масляный и топливный. При масляном варианте получают несколько фракций масляных дистиллятов, которые направляются для получения широкого ассортимента минеральных масел. При топливном варианте получают одну или две фракции дистиллята (вакуумные газойли), которые служат сырьем для установок каталитического крекинга или гидрокрекинга.
Основная продукция установки АВТ приведена в таблице 2.5.
Таблица 2.5 - Основные продукты установки АВТ
|
Наименование |
Направление использования |
|
Прямогонная бензиновая фракция НК-150°С |
В блок вторичной перегонки бензина |
|
Керосиновая фракция для технических целей |
В товарный парк керосина |
|
Дизельная фракция, вакуумный газойль |
В товарный парк дизельного топлива |
|
Топливо печное бытовое |
В парк дизельного топлива |
|
Топливо нефтяное Мазут (котельное топливо) |
В парк котельного топлива |
|
Гудрон |
На вторичные деструктивные процессы |
|
Углеводородный газ |
В топливную сеть или на ГФУ |
2.4.2 Комплексные установки атмосферно-вакуумной перегонки нефти (газового конденсата), (ЭЛОУ-АВТ)
Наиболее распространенной установкой первичной перегонки нефти на НПЗ является комплексная установка ЭЛОУ-АВТ. Принципиальная схема приведена на рисунке 2.10.
Рисунок 2.10 - Принципиальная схема установки ЭЛОУ-АВТ
Сырая нефть на секцию ЭЛОУ-АВТ-7 подается насосами сырьевого парка и параллельными потоками проходит блок рекуперативного теплообмена, где нагревается за счет тепла продуктовых потоков и циркуляционных орошений.
После блока теплообмена потоки сырой нефти смешиваются для усреднения температуры и одним потоком направляются на блок ЭЛОУ. Для увеличения эффективности процесса обессоливания и обезвоживания нефти в линию сырой нефти предусмотрена подача деэмульгатора.
Обезвоженная и обессоленная нефть, нагретая до температуры 220, поступает в середину отбензинивающей колонны 8. С верха колонны 8 выходят пары бензиновой фракции и углеводородные газы. К ним добавляется ингибитор коррозии, после чего они поступают в аппарат воздушного охлаждения (АВО) 11, далее в холодильник 12 и сепаратор 13. С верха из сепаратора уходят углеводородные газы. С низа - бензиновая фракция, часть которой насосом 14 возвращается в верх колоны 8 в виде орошения, а часть направляется в емкость 18.
Отбензиненная нефть с низа колоны 8 насосом 17 подается в печь 15, после чего часть возвращается в низ колоны 8 в виде горячей струи, а часть подается в низ основной атмосферной колонны 16. Также в нижнюю часть основной атмосферной колонны для снижения парциального давления нефтепродуктов подается водяной пар (под нижнюю тарелку). С верха уходят пары бензиновой фракции, которая проходит АВО 19, холодильник 20 и собирается в емкости 21, из которой она частично насосом 22 возвращается в колонну 16, а частично подается в емкость 18. Из емкости 18 насосом 46 подается в теплообменник 45, в котором нагревается за счет тепла легкой дизельной фракции. Далее поступает в стабилизационную колонну 26. С верха колонны 26 уходит головка стабилизации, которая проходит холодильник 37 и собирается в емкости 38, откуда насосом 39 частично возвращается в верхнюю часть колонны 26 в виде орошения, а балансовое количество выводится из установки. С низа колонны 26 уходит стабильный бензин, часть которого насосом 40 подается в печь 41 и подается в виде горячей струи в низ колонны 26, а балансовое количество подается на блок вторичной перегонки бензина, откуда уходят узкие бензиновые фракции.
Из колонны 16 отбираются 3 боковых погона в выносных колоннах 27, 28, 29: верхний - керосиновая фракция, средний - легкая дизельная фракция, нижний - тяжелая дизельная фракция. Под нижнюю тарелку каждой колонны подается водяной пар. Керосиновая фракция из колонны 27 насосом 47 прокачивается через холодильник 48 и выводится с установки. Легкая дизельная фракция из колонны 29 насосом 25 прокачивается через теплообменник 45, в котором охлаждается, нагревая нестабильный бензин, после чего выводится с установки. Тяжелая дизельная фракция насосом 49 прокачивается через холодильник 50 и выводится с установки.
Остаток атмосферной перегонки - мазут насосом 31 подается в печь 32, затем в нижнюю часть вакуумной колонны 30, под нижнюю тарелку которой подается водяной пар. С верха 30 выходят водяные пары, газы разложения, воздух и некоторое количество нефтепродукта (дизельной фракции), которые поступают в конденсатор 33. Не сконденсировавшиеся газы отсасываются многоступенчатым эжектором 34. Верхнее циркуляционное орошение через холодильник 35 насосом 36 частично возвращается в верхнюю часть колоны 30, а балансовое количество выводится с установки (дизельная фракция). Среднее циркуляционное орошение насосом 43 частично подогревает нефть в теплообменнике 5 и возвращается в колонну 30, а балансовое количество выводится с установки (фракция 350-500°С). Нижнее циркуляционное орошение насосом 42 прокачивается через теплообменники 4 и 9 и возвращается в колонну 30, а балансовое количество выводится с установки (вакуумный газойль). Остаток вакуумной перегонки - гудрон насосом 44 прокачивается через теплообменники 6, 7, 10 и выводится с установки.
Основные продукты комплексной установки ЭЛОУ-АВТ приведены в таблице 2.6.
Таблица 2.6 - Продукты ЭЛОУ-АВТ
|
Наименование |
Направление использования |
|
Нестабильная прямогонная бензиновая фракция НК-150°С |
В блок стабилизации нафты |
|
Керосин для технических целей |
В товарный парк керосина |
|
Вакуумный газойль |
В товарный парк дизельного топлива |
|
Топливо печное бытовое |
В парк дизельного топлива |
|
Топливо нефтяное Мазут (котельное топливо) |
В парк котельного топлива |
|
Углеводородный газ |
В топливную сеть |
2.4.3 Комплексные установки атмосферно-вакуумной перегонки нефти (газового конденсата) с блоком вторичной перегонки дистиллятных фракций
Рисунок 2.11 - Принципиальная схема установки АВТ с блоком вторичной перегонки бензиновых фракций
Дистилляты, вырабатываемые на АВТ (кроме топлива ТС-1 или осветительного керосина), подвергают дальнейшей переработке. Она может заключаться в их вторичной перегонке на узкие фракции, очистке от вредных примесей либо в облагораживании химического состава с целью придания дистиллятам определенных свойств. Возможные варианты дальнейшего облагораживания дистиллятов зависят от качества перерабатываемой нефти (малосернистая или сернистая, легкая или тяжелая, мало- или высокопарафинистая, высокоароматизованная и т.д.)
Бензин, получаемый из нефти на АВТ, подвергают стабилизации (удалению газов) и разделяют на фракции в соответствии с их дальнейшей переработкой.
С целью дальнейшего получения компонента высокооктанового бензина при вторичной перегонке отгоняют легкую фракцию (до 85°С), а широкую - 85-180°С (или 90-160°С) направляют на риформинг. Иногда фракцию НК-85°С разгоняют на две - головную (НК-62°С), направляемую далее на изомеризацию с получением изо-пентана.
Индивидуальные ароматические углеводороды получают риформированием фракций 62-85°С, 85-120°С и 120-140°С, концентратов углеводородов  ,
,  и
и  соответственно. Это так называемые бензольная, толуольная и ксилольная фракции, из которых получают соответственно бензол, толуол, ксилолы (БТК или ВТХ). Для нефти типа западносибирской выход фракций (в % масс.) на бензин (НК-180°С) составляет: головная фракция НК-62°С - 10,6; фр. 62-85°С - 14,4; фр. 85-120°С - 23,5; фр. 120-140°С - 17,5; остаток 140-180°С - 34,0. В каждой колонне установки (или секции) вторичной перегонки бензина по 60 тарелок, температура верха 80-105°С, давление 0,18-1,28 МПа.
соответственно. Это так называемые бензольная, толуольная и ксилольная фракции, из которых получают соответственно бензол, толуол, ксилолы (БТК или ВТХ). Для нефти типа западносибирской выход фракций (в % масс.) на бензин (НК-180°С) составляет: головная фракция НК-62°С - 10,6; фр. 62-85°С - 14,4; фр. 85-120°С - 23,5; фр. 120-140°С - 17,5; остаток 140-180°С - 34,0. В каждой колонне установки (или секции) вторичной перегонки бензина по 60 тарелок, температура верха 80-105°С, давление 0,18-1,28 МПа.
2.5 Установки вторичной перегонки дистиллятов
2.5.1 Технология вторичной перегонки бензинов
Установки вторичной перегонки бензинового дистиллята после его стабилизации предназначены для получения из него узких фракций, которые используются как сырье процессов изомеризации и каталитического риформинга.
Для вторичной перегонки широких бензиновых фракций используют различные технологические схемы: одно-, двух- и трехколонные (рисунок 2.12), причем все схемы последовательные, с отбором в каждой колонне целевых фракций в виде дистиллятного продукта.
Рисунок 2.12 - Технологические схемы установок вторичной перегонки бензиновых фракций:
а - одноколонные, б - двухколонные, в - трехколонные; I - сырье, II - фракция нк-62°С, III - фракция 62-85°С, IV - фракция 85-105°С, V - фракция 105-140°С, VI - фракция 140-180°С, VII - фракция 85-130°С
При вторичной перегонке для подготовки сырья каталитического риформинга, направленного на получение высокооктанового компонента автомобильных бензинов, от прямогонной бензиновой фракции отгоняют легкую фракцию до 85°С, а широкую 85-180°С (или 85-160°С) направляют на риформинг, при этом строго нормируется содержание бензолобразующих углеводородов в получаемой фракции, что связано с ограничением по бензолу в товарном бензине. В этом случае чаще всего применяют двухколонные схемы, отличающиеся способом соединения простых колонн.
Рисунок 2.13 - Схема стабилизации и вторичной перегонки бензина на широкие фракции:
а - схема прямого потока, б - схема обратного потока; 1 - ректификационная колонна, 2 - стабилизатор; I - сырье, II - сжиженный углеводородный газ, III - фракция нк-85°С, IV - фракция 85-180°С
Схема установки вторичной перегонки бензинов с получением целевой фракции 62-140°С как сырья установки каталитического риформинга для производства суммы ароматических углеводородов показана на рисунке 2.14.
Рисунок 2.14 - Технологическая схема установки вторичной перегонки бензиновых фракций с получением сырья для производства суммы ароматических углеводородов на установках каталитического риформинга:
1 - депентанизатор, 2, 3 - ректификационные колонны; I - сырье, II - сухой и сжиженный газы, III - фракция нк-62°С, IV - фракция 62-140°С, V - фракция 140-180°С
Схемой предусматривается предварительная депентанизация исходного бензина, в результате чего полнее извлекаются легкие фракции и облегчается дальнейший процесс разделения, т.к. уменьшается унос более тяжелых компонентов с легкой частью.
В результате вторичной перегонки широкой бензиновой фракции получают следующую продукцию (таблица 2.7).
Таблица 2.7 - Продукты вторичной перегонки широкой бензиновой фракции
|
Наименование |
Интервалы кипения, °С |
Где используется (в порядке приоритета) |
|
Стабильная легкая бензиновая фракция |
н.к.-62°С (70°С) |
Изомеризация Смешение бензина Товарная продукция (нафта) |
|
Бензольная фракция |
62-85°С |
Производство соответствующих ароматических углеводородов |
|
Толуольная фракция |
85-105°С |
|
|
Ксилольная фракция |
105-140°С |
|
|
Сырье каталитического риформинга |
85-180°С |
Каталитический риформинг, направленный на производство высокооктанового компонента товарных бензинов |
|
Тяжелая бензиновая фракция |
140-180°С |
Смесевой компонент керосина, зимнего дизтоплива. Каталитический риформинг |
Материальный баланс процесса вторичной перегонки широкой бензиновой фракции вне зависимости от конфигурации установки зависит от качества перерабатываемого сырья, то есть от потенциального содержания получаемых фракций.
2.5.2 Технология вторичной перегонки фракций дизельного топлива
Установки вторичной перегонки фракции дизельного топлива используются для получения компонентов зимнего (реже - арктического) и летнего дизельного топлива, а также получения жидких парафинов  .
.
Обычно в основной ректификационной колонне атмосферного блока АВТ отбирают дизельную фракцию в виде двух боковых погонов: легкого - как компонент зимнего дизельного топлива и тяжелого - как компонент летнего дизельного топлива. Однако, в случае необходимости выделения н-алканов (жидкие парафины) используют вторичную перегонку широкой дизельной фракции. На основе н-алканов получают сырье для производства синтетических моющих средств - линейный алкилбензол (ЛАБ), линейный алкилбензолсульфонат (ЛАБС).
Рисунок 2.15 - Схема установки вторичной перегонки фракции дизельного топлива:
1 - колонна,
2 - отпарные секции; I - фракция дизельного топлива, II - фракция нк-200°С, III - конденсат, IV - водяной пар, V - легкий компонент фракции 200-320°С, VI - тяжелый компонент фракции 200-320°С, VII - фракция 200-320°С, VIII - фракция >320°С
В результате вторичной перегонки дизельной фракции получают следующую продукцию (таблица 2.8).
Таблица 2.8 - Продукты вторичной перегонки фракций дизельного топлива
|
Наименование |
Интервалы кипения, °С |
Где используется (в порядке приоритета) |
|
Легкая дизельная фракция |
200-320°С |
Гидроочистка дизельного топлива Смесевой компонент зимнего (арктического) дизельного топлива Смесевой компонент топочного мазута |
|
Легкий компонент фракции 200-320°С |
200-260°С |
Выделение н-алканов |
|
Тяжелый компонент фракции 200-320°С |
260-320°С |
|
|
Тяжелая дизельная фракция |
320-350°С |
Гидроочистка дизельного топлива Смесевой компонент летнего дизельного топлива Смесевой компонент топочного мазута |
Материальный баланс процесса вторичной перегонки фракций дизельного топлива зависит от качества перерабатываемого сырья, то есть от потенциального содержания получаемых фракций.
2.6 Установки термического крекинга, висбрекинга
2.6.1 Технология термокрекинга под давлением (двухпечной глубокий термический крекинг тяжелого дистиллятного или остаточного сырья)
Это один из самых старых процессов нефтепереработки, разработанный в 1913 г. американским изобретателем В.Бартоном. Новые установки этого процесса сегодня не строят, а действующие уже практически выработали свой ресурс и демонтируются.
В настоящее время термический крекинг дистиллятного сырья сохранил свое значение как поставщик ароматизированного сырья - газойлевых фракций. Тяжелое остаточное сырье (гудрон) в процессе неглубокого термического крекинга используется в основном для снижения вязкости.
Цель процесса: получение дополнительного количества светлых нефтепродуктов, термогазойля (сырья для производства технического углерода), дистиллятного крекинг-остатка (сырья для получения игольчатого кокса), а также крекинг-остатка (котельного топлива заданной вязкости).
Параметры процесса: процесс осуществляется под давлением 2-7 МПа, при температуре 480-540°С. Время пребывания сырья в зоне реакции 1,5-2,5 мин.
Термическому крекингу подвергают различные виды сырья: от легкого газойля до гудрона и тяжелых дистиллятов вторичного происхождения, получаемых при коксовании и каталитическом крекинге.
На установках термокрекинга сохранена оправдавшая себя двухпечная схема с рециркуляцией. При этом в первой печи происходит мягкий крекинг исходного тяжелого остаточного сырья, а во второй - жесткий крекинг более термостойких дистиллятных рециркулируемых фракций, что приводит к необходимому росту глубины ароматизации дистиллятного сырья. На рисунке 2.16 приведена схема потоков установки двухпечного термического крекинга.
Рисунок 2.16 - Схема потоков двухпечного термического крекинга
При утяжелении исходного сырья единственным источником питания печи глубокого крекинга является газойлевая фракция (200-350°С) легкого крекинга, выход которой незначителен. В конечном счете остаточное сырье целесообразно перерабатывать на однопечной установке.
На рисунке 2.17 приведена принципиальная технологическая схема установки термического крекинга тяжелого дистиллятного или остаточного сырья.
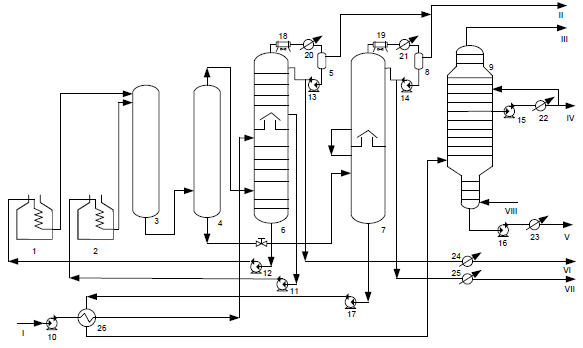
Рисунок 2.17 - Технологическая схема установки термического крекинга под давлением:
1, 2 - трубчатые печи; 3 - выносная реакционная камера; 4, 7 - испарители; 5, 8 - сепараторы; 6, 9 - колонны; 10, 11, 12, 13, 14, 15, 16, 17 - насосы; 18, 19 - аппараты воздушного охлаждения; 20, 21, 22, 23, 24, 25 - холодильники; 26 - теплообменник; I - сырье; II - газы на ГФУ; III - газы и водяной пар к вакуумной системе; IV - термогазойль; V - крекинг-остаток; VI - бензин на стабилизацию; VII - тяжелый бензин; VIII - водяной пар
Исходное сырье после нагрева в теплообменнике 26 поступает в нижнюю секцию колонны 6, которая разделена на две секции полуглухой тарелкой, позволяющей перейти в верхнюю секцию только парам. Продукты конденсации паров крекинга в верхней секции накапливаются в аккумуляторе (кармане) внутри колонны. Потоки тяжелого и легкого сырья, отбираемые с низа и из средней части колонны 6, подаются в змеевики трубчатых печей 1 и 2, где нагреваются до температур соответственно 500 и 550°С и далее поступают для углубления крекинга в выносную реакционную камеру 3. Продукты крекинга затем направляются в испаритель высокого давления 4. Крекинг-остаток и термогазойль через редукционный клапан поступают в испаритель низкого давления 7, а газы и пары бензинокеросиновых фракций - в колонну 6.
Уходящие с верха колонны 6 и испарителя 7 газы и пары бензиновой фракции охлаждаются в конденсаторах-холодильниках и поступают в газосепараторы 5 и 8. Газы поступают на ГФУ. Балансовое количество бензина из колонны 6 направляется на стабилизацию, а тяжелый бензин из испарителя 7 выводится с установки.
Крекинг-остаток, выводимый с низа испарителя 7, подвергается вакуумной перегонке в колонне 9 с получением вакуумного термогазойля и вакуумного дистиллятного крекинг-остатка.
Продукты термического крекинга. При термическом крекинге дистиллятного или тяжелого остаточного сырья под давлением получают газ, бензин, газойль и крекинг-остаток.
В газе термического крекинга содержатся предельные (от метана до бутана) и непредельные (от этилена до бутиленов) углеводороды, водород и сероводород. Газ термического крекинга направляется для дальнейшей переработки на газофракционирующую установку.
Бензины термического крекинга по углеводородному составу отличаются от прямогонных. Если в прямогонных бензинах в основном содержатся парафиновые и нафтеновые углеводороды, то в крекинг-бензине много непредельных и ароматических углеводородов. Октановое число крекинг-бензинов составляет 66-68 пунктов по моторному методу. По своей антидетонационной стойкости крекинг-бензин не соответствует требованиям, предъявляемым современными автомобильными двигателями. Кроме того, крекинг-бензины обладают низкой химической стабильностью. Содержащиеся в крекинг-бензинах непредельные углеводороды, в особенности те, в молекуле которых имеются две двойных связи, под воздействием света, тепла и растворенного кислорода конденсируются, полимеризуются, окисляются и образуют смолы. Наличием смол и полимеров объясняется повышенная склонность крекинг-бензина к нагарообразованию в двигателях. Образование смол замедляется введением в бензины специальных присадок - ингибиторов окисления .
Фракция, выкипающая в пределах 200-350°С, называется газойлем термического крекинга . В ней также содержится большое количество непредельных углеводородов. Она используется как компонент флотских мазутов, газотурбинного и печного топлива. После гидрооблагораживания газойль может использоваться как компонент дизельного топлива.
Крекинг-остаток представляет собой фракцию, выкипающую выше 350°С. Он, как и прямогонный мазут, используется в качестве котельного топлива для теплоэлектростанций, морских судов, печей промышленных предприятий. Качество крекинг-остатка как котельного топлива выше, чем прямогонного сырья, так как крекинг-остаток имеет несколько более высокое теплосодержание, более низкую температуру застывания и вязкость. Особенно важно то, что у крекинг-остатков пониженная вязкость. Это облегчает условия транспортировки котельных топлив по системе подводящих трубопроводов и распыл их в форсунках.
Материальный баланс. Материальный баланс процесса термокрекинга тяжелого дистиллятного сырья по вариантам, предусматривающим получение максимального количества крекинг-остатка (1) или термогазойля (2), приведен ниже, % (мас.):
2.6.2 Висбрекинг (легкий термический крекинг)
Назначение. Процесс в основном используют для снижения вязкости тяжелых нефтяных остатков с целью получения компонента стабильного котельного топлива. Он проводится при давлении 1-5 МПа и температуре 430-500°С.
Висбрекинг может проводиться также и для получения газойля - сырья для процессов каталитического крекинга и гидрокрекинга.
Таким образом, учитывая рост объемов переработки тяжелых нефтей и нефтяных остатков, висбрекинг предоставляет возможность экономичного превращения сырья в дополнительное количество дистиллятов.
Существуют две принципиальные разновидности процесса висбрекинга - печной висбрекинг, который проводится в нагревательно-реакционной печи при температуре 480-500°С и времени пребывания сырья в зоне реакции 1,5-2,0 мин и висбрекинг с выносной реакционной камерой (сокинг-камерой), который осуществляется при температуре 430-450°С и времени реакции 10-15 минут. Технология висбрекинга с выносной реакционной камерой имеет преимущества по сравнению с печным висбрекингом: большая продолжительность межремонтного пробега, меньшее потребление топлива и электроэнергии, меньшие капитальные затраты, более высокая управляемость процесса при эксплуатации за счет возможности регулирования двух переменных - давления в сокинг-камере и температуры в печи.
Конверсия сырья в процессе - невысокая (14-30% от исходного сырья), отбор светлых нефтепродуктов из гудрона не превышает 5-20%, а из мазута - 16-22%. Тем не менее, этот процесс вносит определенный вклад в углубление переработки нефти.
Сырье и продукты. Сырьем обычно является гудрон (>500°С), тяжелые нефтяные остатки, вязкость которых при 80°С составляет сотни сСт, но может превышать 1000. Газы и бензин висбрекинга обладают теми же свойствами, что газы и бензин термического крекинга. Легкий газойль (если выводится) также обладает свойствами легкого газойля термического крекинга. Остаток вместе с легким газойлем используется как котельное топливо, его вязкость соответствует вязкости товарного котельного топлива (не более 7-11 сСт при 80°С). В некоторых случаях остаток разделяют в вакуумном испарителе на легкий, тяжелый и вакуумированный крекинг-остаток. В этом случае примерно две трети газойлей висбрекинга смешивают с отпаренным в вакууме остатком висбрекинга, чтобы получаемое топливо соответствовало требованиям европейских спецификаций. При этом следует отметить, что процесс висбрекинга снижает вязкость гудрона в десятки раз. Однако следует отметить, что гудроны сернистых нефтей в результате висбрекинга дают котельные топлива с не меньшим содержанием серы, чем в исходном гудроне. Сжигание такого топлива без смешения его с менее сернистым недопустимо, т.к. сопровождается отравлением атмосферы сернистым ангидридом.
На рисунке 2.18 представлена схема установки висбрекинга гудрона с выносной камерой (сокинг-камерой).
Рисунок 2.18 - Технологическая схема установки висбрекинга с выносной камерой:
1 - печь; 2 - выносная камера; 3 - ректификационная колонна; 4 - сепаратор; 5 - отпарная колонна; 6 - насос; 7 - холодильник; I - Сырье; II - Пар; III - Газ; IV - Бензин; V - Легкий газойль; VI - Остаток; VII - вода
Подогретое остаточное сырье подается в печь 1, где нагревается до температуры 430-500°С и далее поступает в выносную камеру 2. Продукты крекинга направляются во фракционирующую колонну 3, работающую при атмосферном давлении. Далее после разделения в сепараторе 4 получают газ и бензин, после отпарной колонны 5 - легкий газойль и остаток, который можно использовать в качестве котельного топлива. Бензин и легкий газойль после облагораживания используют в качестве компонентов товарных нефтепродуктов. Имеются схемы получения вакуумного газойля после вакуумной колонны (на рисунке 3* вакуумная колонна не показана).
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Материальный баланс. Ниже приведен материальный баланс висбрекинга гудрона с получением легкого газойля (I) и без получения легкого газойля (II):
|
I |
II |
|
|
Приход, % мас. |
||
|
Гудрон |
100,0 |
100,0 |
|
Всего |
100,0 |
100,0 |
|
Получено, % мас. |
||
|
Углеводородный газ |
2,3 |
2,3 |
|
Нафта |
1,4 |
3,0 |
|
Бензин ( |
4,7 |
6,7 |
|
Легкий газойль (185-371°С) |
10,7 |
- |
|
Остаток |
80,9 |
88,0 |
|
Всего |
100,0 |
100,0 |
Процесс висбрекинга является одним из востребованных в мире процессов, так как позволяет превратить гудрон в топочный мазут заданной вязкости, этим снижается использование дизельных фракций в качестве разбавителя гудрона. Наиболее известны технологии компаний Shell, Lummus, UOP. В России хорошо зарекомендовала себя технология уфимского ГУП "Нефтехимпереработка", которая отличается применением нового типа выносной камеры, имеющей внутренние устройства, обеспечивающие режим "идеального вытеснения" потока и углеводородного турбулизатора. В то же время этот процесс не может конкурировать с гидрокрекингом гудрона по глубине переработки и качеству получаемых продуктов. Поэтому в случае строительства установок гидрокрекинга остатков установки висбрекинга останавливают. Для улучшения показателей процесса в сырье вводят различные поверхностно-активные добавки, снижающие образование и осаждение кокса в змеевиках печи и остаточном продукте, пенообразование в колонне и коррозию в холодильном оборудовании. В настоящее время такие добавки производят компании Cimeck (Италия), GeneralElectric (США), Nalco (США) и Колтек (Россия).
2.6.3 Технология производства нефтяного пека (термический крекинг тяжелого дистиллятного или остаточного сырья при низком давлении)
Общие сведения о процессе
Производство нефтяных пеков осуществляется либо процессом термокрекинга тяжелого дистиллятного или остаточного сырья, проводимого при низком давлении (0,1-0,5 МПа), температуре 360-420°С и времени реакции 0,5-10 ч, либо термополиконденсацией крекинг-остатков или тяжелой смолы пиролиза. В настоящее время нефтяные пеки в промышленном масштабе получают только за рубежом. В России технологии производства нефтяного пека термополиконденсацией разрабатываются на базах ОАО "Ново-Уфимского НПЗ", ПО "Ангарскнефтеоргсинтез", ПО "Салаватнефтеоргсинтез".
Нефтяные пеки находят применение как связующий или пропиточный материал при изготовлении графитированных электродов, анодной массы, обожженных анодов, конструкционных материалов на основе графита, электроугольных изделий, угольных и коксовых брикетов.
Перспективными считаются следующие технологии производства нефтяных пеков:
-
а) термополиконденсацией крекинг-остатка в течение 3-5 ч при температуре 420-430°С с получением пека с температурой размягчения 65-90°С;
-
б) высокотемпературной термополиконденсацией нефтяного сырья при температуре 485-500°С и давлении 1,5-3,5 МПа в термоизолированном реакторе в течение 65-90 мин с последующим фракционированием продуктов с получением нефтяного пека с температурой размягчения 75°С и 140°С;
-
в) термополиконденсацией смолы пиролиза по двухстадийной схеме (при атмосферном давлении и температуре 350-380°С на первой стадии, и под давлением 0,2-0,5 МПа и температуре 390-400°С на второй стадии) с получением мягкого (температура размягчения 50-60°С) и электродного (с температурой размягчения 70-90°С, содержание нерастворимых в толуоле веществ 18-20%) пеков.
Сырье и общие требования к нему
В качестве одного из основных видов сырья для получения нефтяных пеков используют тяжелые смолы пиролиза. Тяжелые смолы пиролиза различного углеводородного сырья имеют близкие характеристики - плотность (1044-1140 кг/м* при 20°С), молекулярную массу (273-334), коксуемость (10-22%). В тяжелой смоле содержится углерода (92,7%), водорода (7,2%), серы (0,02-0,1%), азота (менее 0,1%), практически отсутствуют кислородные соединения; но в ней много непредельных соединений (йодное число 30-50 г  /100 г), таких, как алкилпроизводные индена, склонных при хранении и нагревании к полимеризации.
/100 г), таких, как алкилпроизводные индена, склонных при хранении и нагревании к полимеризации.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Тяжелая смола пиролиза выпускается как товарный продукт марок "А" и "Б", технические характеристики приведены в таблице 2.9.
Таблица 2.9 - Технические характеристики тяжелой смолы пиролиза
|
Наименование показателя |
Марка А |
Марка Б |
|
Плотность при 20°С, г/см |
1,04 |
1,03 |
|
Вязкость кинематическая при 100°С, мм |
25 |
40 |
|
Температура отгона 3%-ного объема, °С, не менее |
180 |
170 |
|
Коксуемость, %, не более |
12 |
16 |
|
Массовая доля воды, %, не более |
0,3 |
0,5 |
|
Массовая доля механических примесей, %, не более |
0,01 |
0,01 |
|
Индекс корреляции, не менее |
125 |
100 |
|
Массовая доля ионов натрия, %, не более |
0,005 |
0,01 |
|
Массовая доля ионов калия, %, не более |
0,0005 |
0,001 |
Продукты:
Углеводородный газ после сероочистки используется в качестве технологического топлива или подвергается газофракционированию с получением сухого газа, пропан-пропиленовой и бутан-бутиленовой фракций для нефтехимии;
Бензиновая фракция характеризуется низкой октановой характеристикой, химической нестабильностью вследствие высокого содержания непредельных углеводородов и повышенным содержанием серы. Подвергается сероочистке и служит в качестве компонента сырья установок каталитического риформинга;
Легкий газойль подвергается гидроочистке в смеси с прямогонными дизельными фракциями с получением высококачественного дизельного топлива;
Термогазойль (тяжелый газойль) , используемый или в качестве компонента сырья процесса гидрокрекинга с получением дизельного топлива, или в качестве компонента сырья после гидрооблагораживания процесса каталитического крекинга с получением высокооктанового бензина;
Нефтяной пек является целевым продуктом, представляет собой битуминозный материал черного цвета с блестящим раковистым изломом.
Свойства нефтяного пека в значительной степени зависят от технологии его получения и характеристик исходного сырья:
Нефтяные пеки из смол пиролиза, полученные с подачей пара, имеют температуру размягчения 60 и 80°С, выход летучих веществ - 72,8 и 68,5%, содержание нерастворимых в толуоле веществ составляло 3,9 и 5,7%, содержание нерастворимых в хинолине - следы и 1,06%;
Пеки из смол пиролиза, полученные под давлением при температуре 400°С, имеют температуру размягчения 84 и 94°С, выход летучих веществ - 61,8 и 56,4%, содержание нерастворимых в толуоле веществ - 20,2 и 23,8%, содержание нерастворимых в хинолине веществ - 1,03 и следы;
Для пеков из вакуумных газойлей с повышенной температурой размягчения и высокотемпературного (температура размягчения пеков составляет 86 и 143°С) получены значения выхода летучих - 60,0 и 47%, содержания нерастворимых в толуоле - 26,1 и 33,3%, нерастворимых в хинолине - 2,9 и 1,2%.
Содержание кислорода и азота в пеках составляет 0,20-0,41%, содержание серы - 0,66-0,85%.
Таблица 2.10 - Типичные свойства нефтяного пека
|
Характеристика |
Tp, °С |
|
Ди, кг/м |
|
|
S, % |
|
Значение |
79 |
70 |
1180 |
2,5 |
следы |
2,2 |
где Тр - температура размягчения по "Кольцу и стержню" ("КиС"), °С;  - выход летучих веществ (% масс.) при 850°С; Ди - пикнометрическая плотность, кг/м;
- выход летучих веществ (% масс.) при 850°С; Ди - пикнометрическая плотность, кг/м;  - массовая доля нерастворимых в толуоле веществ (% масс.);
- массовая доля нерастворимых в толуоле веществ (% масс.);  - массовая доля нерастворимых в хинолине веществ, (% масс.); S - содержание серы.
- массовая доля нерастворимых в хинолине веществ, (% масс.); S - содержание серы.
Технологическая схема процесса
Процесс термокрекинга тяжелого дистиллятного (остаточного) сырья
Схема процесса производства нефтяного пека путем термокрекинга тяжелого дистиллятного или остаточного сырья, проводимого при низком давлении (0,1-0,5 МПа), температуре 360-420°С и времени реакции 0,5-10 час представлена на рисунке 2.19.
Рисунок 2.19 - Схема установки термокрекинга тяжелого дистиллятного (остаточного) сырья
1 - ректификационная колонна; 2 - печь; 3 - реактор; 4 - вакуумная колонна
I - сырье; II - газ; III - водяной пар; IV - бензиновая фракция; V - легкий газойль; VI - тяжелый газойль; VII - пек; VIII - пары с верха вакуумной колонны к вакуумсоздающей аппаратуре
Сырье после очистки от механических примесей и компонентов, нерастворимых в хлороформе, подогревается и поступает в ректификационную колонну 1 для удаления легких дистиллятов. Остаток с низа колонны 1 подогревается в печи 2 и поступает в реактор 3, который представляет собой автоклав периодического действия. На установке может работать каскад реакторов. Остаток после реактора 3 поступает в вакуумную колонну 4 с целью испарения низкомолекулярных продуктов и разгазирования пека. В реакторе процесс ведут при перемешивании с помощью инертного или природного газов, а также механических мешалок. С вакуумной колонны отбирают следующие погоны: дизельные фракции, тяжелый вакуумный газойль и пек.
Материальный баланс
Ниже приведены данные по выходу продуктов пекования из гудрона, % (масс.):
|
Углеводородный газ |
8,5 |
|
Бензиновая фракция |
15,0 |
|
Легкий газойль |
10,0 |
|
Тяжелый газойль |
30,0 |
|
Пек |
36,5 |
|
Итого |
100,0 |
Термический крекинг с перегретым водяным паром
Процесс разработан в Японии компанией Kureha. В настоящее время в Японии работает промышленная устновка термокрекинга гудрона с перегретым водяным паром мощностью 1 млн т/год. Технологическая схема процесса представлена на рисунке 2.20.
Рисунок 2.20 - Схема процесса термокрекинга гудрона с перегретым водяным паром:
1 - сырьевая печь, 2 - реакторы, 3 - ректификационная колонна, 4 - пароперегреватель, 5 - колонна отпарки стоков, 6 - транспортер-рыхлитель; I - сырье, II - пар, III - сероводород, IV - газ, V - бензин, VI - сточные воды на очистку, VII - тяжелый газойль, VIII - пек, IX - вода
Сырье подогревается и поступает в ректификационную колонну 3 для удаления легких дистиллятов. Остаток с низа колонны 3 подогревается в печи 1 до температуры 500°С и поочередно заполняет реакторы 2. Процесс происходит в реакторном блоке, состоящем из двух реакторов. В то время как один заполняется сырьем, через другой (уже заполненный сырьем) с помощью крана-переключателя пропускают перегретый в печи 4 до 600°С водяной пар, в результате чего происходит термокрекинг сырья и отпарка образующихся продуктов. Газообразные и жидкие продукты вместе с водяным паром выводятся сверху из реакторов 2 и направляются на фракционирование в ректификационную колонну 3. С низа реакторов выводится пек, который выдерживают в стабилизаторе, а затем охлаждают на ленточном транспортере-рыхлителе 6. Пек получается высококачественный с высокой температурой размягчения, он используется в качестве связующего при производстве металлургического кокса, а также в качестве сырья процесса газификации для получения водорода и оксида углерода.
Материальный баланс
Материальный баланс процесса представлен ниже, [% (масс.)]:
|
Углеводородный газ |
4,3 |
|
|
0,5 |
|
Бензиновая фракция |
14,2 |
|
Термогазойль |
50,5 |
|
Пек |
30,5 |
|
Итого |
100,0 |
Получение нефтяных пеков методом термополиконденсации
Термополиконденсация позволяет получать пеки с температурой размягчения 65-100°С, плотностью 1250-1300 кг/м при следующих условиях процесса: температура 420-430°С, продолжительность 3-5 часов. Увеличение температуры процесса до 460-510°С при снижении продолжительности процесса до 1-5 мин, и последующая выдержка в реакторе при 380-440°С в течение 1-3 часов позволяют также получить нефтяной пек для алюминиевой промышленности. Нефтяные пеки, полученные термополиконденсацией смолы пиролиза в двух последовательно работающих реакторах и имеющие температуру размягчения 65 и 100°С соответственно, могут быть в последующем смешаны в различных пропорциях.
2.6.4. Технология производства технического углерода (высокотемпературный термокрекинг тяжелого высокоароматического сырья при низком давлении)
Общие сведения о процессе
В настоящее время выпуск технического углерода (ТУ) в России ведется в соответствии с государственным стандартом (ГОСТ 7885-86) или ASTM, предусматривающими градацию ТУ на марки, определяемые способами производства продукта. Выпуск ТУ различных марок налажен на семи действующих предприятиях, особое место среди которых занимают ОАО "Омский завод технического углерода" ("Омсктехуглерод"), ОАО "Нижнекамский завод технического углерода" ("Нижнекамсктехуглерод"), ОАО "Ярославский технический углерод", выпускающие в том числе электропроводный техуглерод для высокоэлектропроводящих резин.
Процессы получения технического углерода можно классифицировать на две категории: основанные на неполном сгорании и термическом разложении углеродов*, зависящие от присутствия или отсутствия кислорода. Существует несколько способов получения технического углерода - печной, канальный, ламповый, основанные на неполном сжигании углеводородов, а также термический, осуществляемый за счет термического разложения природного газа или ацетилена. Перечисленные способы позволяют производить разные типы техуглерода, классифицируемые по способам их получения: печной технический углерод из жидкого сырья, ламповый, канальный, термический и ацетиленовый типы ТУ. Незначительное количество техуглерода, являющегося побочным продуктом производства синтез-газа из жидких углеводородов, находит применение в электропроводных резиновых смесях. Известен плазменный способ получения техуглерода. Многочисленные марки, получаемые различными способами, обладают разнообразными характеристиками. В настоящее время более 99% технического углерода получают процессами неполного сгорания.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Сырье и общие требования к нему
Качество, выход технического углерода и экономическая эффективность производства в значительной мере определяются составом и свойством сырья.
Более 60% получаемого технического углерода приходится на углерод активных марок, характеризующегося определенным комплексом свойств, необходимо использовать специальное высококачественное сырье. Согласно современным требованиям, такое сырье должно отличаться высоким содержанием полициклических ароматических углеводородов с короткими боковыми цепями, ограниченным содержанием нафтенопарафиновых углеводородов, соединений серы, асфальтенов и механических примесей. Сырье для производства ТУ с допустимым содержанием серы получается при использовании продуктов переработки малосернистых нефтей, при гидрогенизационном облагораживании готового сажевого сырья, а также при предварительной гидроочистке исходного сырья.
Таблица 2.11 - Основные виды сырья для производства технического углерода
|
Сырье для получения ТУ |
Исходное сырье |
Процесс производства |
|
Нефтехимические продукты |
||
|
Газойли пиролиза: зеленое масло, масло ПТУ, смолы пиролиза |
Газы, бензиновые фракции, газойли |
Пиролиз с получением олефинов |
|
Газойлевые фракции каталитического крекинга: крекинг-газойль, декантат, тяжелый каталитический газойль |
Керосиновые, газойлевые, вакуумные фракции прямой перегонки нефти, коксования, термического крекинга, деасфальтизаты и экстракты масляного производства |
Различные модификации каталитического крекинга |
|
Газойлевые фракции термолиза: термогазойль, термоконцентрат |
Газойли каталитического крекинга и коксования, дистиллятные экстракты масляного производства |
Термический крекинг под давлением, висбрекинг |
|
Ароматизированные концентраты Экстракты вторичных газойлей Экстракты очистки дистиллятных масел |
Газойли каталитического крекинга и коксования Масляные фракции нефти |
Экстракция селективными растворителями Очистка селективными растворителями |
|
Коксохимические продукты |
||
|
Антраценовые фракция и масло, хризеновая фракция Пековый дистилляты Сланцевое масло |
Смолы высокотемпературного коксования каменных углей и сланцев |
Дистилляция каменноугольных и сланцевых смол Выделение сырого антрацена |
|
Композиционное сырье |
||
|
Углеводородные смеси |
Ароматизованные продукты переработки нефти и угля различного происхождения Добавки и присадки |
Смешение и гомогенизация Термолиз в отделениях подготовки сырья на заводах технического углерода |
Три вида сырья в настоящее время пригодны для получения высококачественного ТУ: каталитический газойль, тяжелая смола пиролиза и коксохимическое сырье (антраценовая фракция, антраценовое масло, пековые дистилляты).
Таблица 2.12 - Требования к коксохимическому сырью для производства ТУ
|
Наименование показателя |
Норма |
Метод анализа |
||||||
|
Антраценовая фракция |
Антраценовое масло |
Пековые дистилляты |
||||||
|
марка А ОКП |
марка Б ОКП 24 5711 0120 |
|||||||
|
1. Плотность при 20°С, г/см |
1,12 |
1,10 |
1,10 |
1,13 |
По ГОСТ 18995.1 и п.3.2 настоящего стандарта |
|||
|
2. Объемная доля воды, %, не более |
1,0 |
1,0 |
1,0 |
1,5 |
По ГОСТ 2477 или по п.3.3 настоящего стандарта |
|||
|
3. Фракционный состав, % (по объему): |
По п.3.3 |
|||||||
|
до 210°С не более |
1 |
1 |
1 |
1 |
||||
|
до 300°С не более |
20 |
25 |
30 |
Не нормируется |
||||
|
до 360°С не менее |
Не нормируется |
35 |
||||||
|
4. Массовая доля сырого антрацена, %, не более |
20 |
18 |
Не нормируется |
По п.3.4 |
4. Массовая доля сырого антрацена, %, не более |
|||
|
5. Осадок при 70°С |
Не нормируется |
Отсутствует |
Не нормируется |
По п.3.5 |
5. Осадок при 70°С |
|||
|
6. Коксуемость (коксовое число), %, не более |
2,0 |
1,0 |
1,5 |
2,0 |
По ГОСТ 19932 и п.3.6.1 настоящего стандарта |
|||
|
7. (Исключен, Изм. N 1). |
||||||||
|
8. Массовая доля иона натрия, %, не более |
0,005 |
0,005 |
0,005 |
0,005 |
По п.3.8 |
|||
|
9. Массовая доля иона калия, %, не более |
0,0005 |
0,0005 |
0,0005 |
0,0005 |
По п.3.8 |
|||
|
10. Массовая доля механических примесей, %, не более |
0,02 |
0,02 |
0,02 |
0,02 |
По п.3.9 |
|||
Газойли каталитического крекинга являются одним из основных источников получения сырья для производства сажи. Однако не все газойли можно непосредственно использовать в производстве сажи из-за недостаточно высокой степени ароматизованности. Для этого требуется их вторичная переработка. В таблице 3 представлены свойства каталитического газойля, получаемого на ОАО "Славнефть-Ярославнефтеоргсинтез", используемые в качестве сырья при производстве технического углерода.
Тяжелая смола пиролиза является одним из основных видов сырья, применяемого для получения высококачественного технического углерода. Это обусловлено высоким содержанием полициклических ароматических углеводородов (до 85% масс.), высоким индексом корреляции (125-140), низкой зольностью (менее 0,01%) и содержанием серы (менее 0,3% масс.). При замене термогазойлей на смолы пиролиза удалось заметно снизить газообразование и в несколько раз уменьшить выбросы соединений серы. В таблице 2.13 представлены свойства смолы пиролиза, получаемой на ОАО "Славнефть-Ярославнефтеоргсинтез", используемые в качестве сырья при производстве технического углерода.
Таблица 2.13 - Характеристика каталитического газойля ОАО "Славнефть-Ярославнефтеоргсинтез" - сырья для производства технического углерода
|
N п/п |
Наименование сырья |
N ГОСТ, ОСТ, ТУ, СТП |
Показатели качества, обязательные для проверки |
Норма |
|
1. |
Газойль тяжелый каталитический |
ТУ* 0258-005-48671436-2006 |
1. Плотность при 20°С г/см |
1,020 |
|
________________ |
||||
|
2. Массовая доля воды, % не более |
0,5 |
|||
|
3. Коксуемость, % не более |
5,0 |
|||
|
4. Массовая доля ионов натрия, % не более |
0,05 |
|||
|
5. Массовая доля ионов калия, % не более |
0,0005 |
|||
|
6. Массовая доля механических примесей, % не более |
0,1 |
|||
|
7. Зольность, % не более |
0,1 |
|||
|
8. Индекс корреляции |
100 |
|||
|
2. |
Газойль тяжелый каталитический |
ТУ-0258-012-00149765-2002 |
1. Плотность при 20°С г/см |
1,01 |
|
2. Массовая доля воды, % не более |
следы |
|||
|
3. Коксуемость, % не более |
4,5 |
|||
|
4. Индекс корреляции |
100 |
|||
Таблица 2.14 - Характеристика свойств смолы пиролиза ОАО "Славнефть-Ярославнефтеоргсинтез" - сырья для производства технического углерода
|
Наименование сырья |
N ГОСТ. ОСТ, ТУ, СТП |
Показатели качества, обязательные для проверки |
Норма |
|
Смола пиролизная тяжелая |
ТУ 38.10212-56-89 |
1. Плотность при 20°С г/см |
|
|
марка А |
1,04 |
||
|
марка В |
1,03 |
||
|
2. Массовая доля воды, % не более |
|||
|
марка А |
0,3 |
||
|
марка В |
0,5 |
||
|
3. Коксуемость, % не более |
|||
|
марка А |
12,0 |
||
|
марка В |
12,0 |
||
|
4. Массовая доля ионов натрия, % не более |
0,05 |
||
|
5. Массовая доля ионов калия, % не более |
0,005 |
||
|
6. Массовая доля механических примесей, % не более |
0,008 |
||
|
7. Индекс корреляции, не менее |
|||
|
марка А |
125 |
||
|
марка В |
120 |
Продукты
Товарный ТУ должен обладать определенным набором свойств и характеристик.
Дисперсность технического углерода при одинаковой температуре процесса возрастает с повышением степени ароматизованности сырья . При получении технического углерода заданной дисперсности повышение степени ароматизованности сырья позволяет снизить температуру процесса (уменьшить расход воздуха) или повысить нагрузку реактора по сырью.
Важное влияние на качество получаемого технического углерода оказывает содержание коксовых частиц . Многократно доказано отрицательное влияние посторонних механических примесей в ТУ на модуль, разрывную прочность резин, уровень которых значительно снижается. Поэтому содержание механических примесей в ТУ строго нормируется: для частиц размером >500 мкм - не более 0,001%, для частиц размером 140 мкм - не более 0,02%, для частиц размером 45 мкм - не более 0,1%.
В техническом углероде серы должно содержаться не более 1,1%. Сера, как в свободном, так и в связанном состоянии оказывает влияние на процесс вулканизации резин. При высоком содержании серы в ТУ может происходить преждевременная вулканизация резин. Принято считать, что примерно 50% серы сырья переходит в ТУ, остальная часть в газы, в основном в и  . В сырье для производства техуглерода содержание серы не превышает, как правило, 0,6%.
. В сырье для производства техуглерода содержание серы не превышает, как правило, 0,6%.
Перспективными считаются присадки к сырью для получения технического углерода заданных свойств. Присадки, содержащие щелочные металлы, снижают степень структурности ТУ. В качестве присадок к сырью используют щелочи или соли щелочных металлов. При получении низкотемпературного техуглерода нормальной структуры необходимо применять присадки в возможно малых концентрациях, например, соли рубидия, цезия и калия.
Технологическая схема процесса
Процесс высокотемпературного термокрекинга тяжелого высокоароматического сырья при низком давлении
Печной способ получения технического углерода является основным в настоящее время. Он позволяет получать различные марки с определенным набором свойств. Более 96% производимого техуглерода получают печным способом из жидкого сырья. Только для шинной и резиновой промышленности выпускается до 50-ти различных марок ТУ, примерно столько же производится других марок техуглерода - пигментного, электропроводного, техуглерода для пластмасс, для электрографических композиций, для видеокассет и т.д.
На рисунке 2.21 показана принципиальная схема производства технического углерода из жидкого углеводородного сырья. Эта схема типична для производственной линии (технологического потока) по промышленному производству технического углерода печным способом. Основное оборудование, показанное на схеме, также типично для этого способа.
В реактор, футерованный высокоогнеупорными материалами, подается природный газ и нагретый до 800°С воздух. За счет сжигания природного газа образуются продукты полного сгорания с температурой 1820-1900°С, содержащие определенное количество свободного кислорода. В высокотемпературные продукты полного сгорания впрыскивается жидкое углеводородное сырье, предварительно тщательно перемешанное и нагретое до 200-300°С. Пиролиз сырья происходит при строго контролируемой температуре, которая в зависимости от марки выпускаемого техуглерода имеет различные значения от 1400 до 1750°С. На определенном расстоянии от места подачи сырья термоокислительная реакция прекращается посредством впрыска воды. Образовавшиеся в результате пиролиза техуглерод и газы реакции поступают в воздухоподогреватель, в котором они отдают часть своего тепла воздуху, используемому в процессе, при этом температура углеродогазовой смеси понижается от 950-1000°С до 500-600°С.
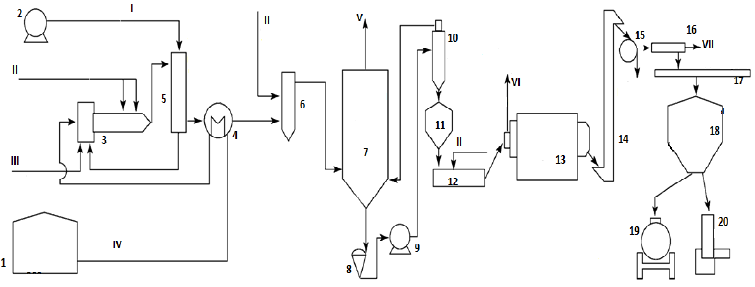
Рисунок 2.21 - Принципиальная схема производства технического углерода
I - воздух в реактор, II - холодная вода; III - топливо; IV - сырье; V - отходящие газы; VI - газы на очистку; VII - некондиционный ТУ.
1 - резервуар сырья; 2 - воздуховка; 3 - реактор; 4 - подогреватель сырья; 5 - подогреватель воздуха и топлива, 6 - холодильник-ороситель; 7 - рукавный фильтр, 8 - микроизмельчитель; 9 - вентилятор аэрозоля; 10 - циклон; 11 - мешалка-уплотнитель; 12 - гранулятор, 13 - сушильный барабан; 14 - элеватор; 15 - магнитный сепаратор; 16 - классификатор; 17 - конвейер; 18 - бункер готовой продукции; 19 - загрузка в хопперы; 20 - упаковка в мешки
Ниже приведен примерный материальный баланс установки [% (масс.)] по производству ТУ из газойлей каталитического крекинга
|
Материальный баланс |
|
|
Взято |
|
|
Сырье |
15,3 |
|
Топливо |
4,6 |
|
Воздух |
79,0 |
|
Всего |
100,0 |
|
Получено |
|
|
Технический углерод |
9,2 |
|
СН4 |
0,4 |
|
CO2 |
4,9 |
|
СО |
8,4 |
|
Н2 |
1,7 |
|
N2 |
60,7 |
|
Всего |
100,0 |
|
Выход ТУ на сырье составляет ~60% (масс.) |
|
2.7 Коксование
2.7.1 Технология замедленного коксования в необогреваемых коксовых камерах
Общие сведения о процессе
Замедленное коксование в настоящее время наиболее распространено на НПЗ. Основное количество кокса производится на этих установках. При замедленном (полунепрерывном) коксовании из гудрона малосернистой нефти получают до 25% (мас.) электродного кокса, а из дистиллятного крекинг-остатка - около 38% (маc.) игольчатого кокса. Отличительная черта процесса: сырье нагревается в печи до 500°С, направляется в необогреваемую камеру, где находится длительное время и за счет аккумулированной им теплоты коксуется. С верха камеры удаляют потоки легких дистиллятов. После заполнения камеры коксом на 70-90% поток сырья переключают на другую камеру, а из отключенной камеры отгружают кокс.
Преимущества процесса замедленного коксования:
-
а) полное превращение остаточного сырья и ликвидация производства остаточного котельного топлива;
-
б) технологическая гибкость, позволяющая перерабатывать любые виды сырья с высоким содержанием асфальтенов, коксового остатка, металлов и одновременно получать продукты, отвечающие соответствующим спецификациям, и которые достаточно легко включить в технологическую схему переработки нефти на НПЗ для получения экологически чистых моторных топлив;
-
в) практически 100% деметаллизация;
-
г) умеренные капитальные вложения и эксплуатационные расходы на техобслуживание;
-
д) процесс хорошо освоен.
В настоящее время в России по технологии замедленного коксования эксплуатируются 10 установок. Перечень установок замедленного коксования на НПЗ России представлен в таблице 2.15.
Таблица 2.15 - Перечень установок замедленного коксования на НПЗ России
|
Предприятие |
Мощность по сырью, тыс. т/г |
Ввод в эксплуатацию |
Кол-во установок |
|
|
Проектная |
Достигнутая |
|||
|
ООО "Лукойл-Волгограднефтепереработка" |
1000 |
1400 |
1982 |
1 |
|
400 |
2012 |
1 |
||
|
ООО "Лукойл-Пермнефтеоргсинтез" |
600 |
600 |
1970 |
1 |
|
2100 |
1500 |
12.2015 |
1 |
|
|
АО "Новокуйбышевский нефтеперерабатывающий завод" |
1500 |
592 |
1985 |
1 |
|
АО "Ангарская нефтехимическая компания" |
600 |
640 |
1970 |
1 |
|
ООО "РН-Комсомольский НПЗ" |
1000 |
1000 |
2012 |
1 |
|
АО "Газпромнефть-Омский НПЗ" |
600 |
766 |
1971 |
1 |
|
ОАО "НОВОЙЛ" |
300 |
700 |
1956 |
1 |
|
ОАО "Уфанефтехим" |
1200 |
1600 |
2009 |
1 |
|
Всего |
9200 |
9749 |
10 |
|
Сырье и общие требования к нему
В качестве сырья процесса замедленного коксования традиционно (в большинстве случаев) используются тяжелые нефтяные остатки первичной переработки нефти (гудроны), остатки от производства масел (асфальты, остаточные экстракты), тяжелые остатки термокаталитических процессов (крекинг-остатки, тяжелые газойли каталитического крекинга, тяжелые смолы пиролиза). За рубежом в качестве сырья часто используются остатки сланцепереработки, каменноугольные смолы, остатки апгрейдинга тяжелых нефтей и битуминозных песков и т.д.
К основным показателям качества исходного сырья коксования относятся: плотность, коксуемость по Конрадсону, содержание серы, азота, металлоорганических соединений, фракционный и групповой составы, зольность, вязкость и т.д.
Типичные физико-химические показатели качества сырья, используемого для производства различных видов кокса, приведены в таблице 2.16.
Таблица 2.16 - Характеристика нефтяных остатков, используемых для производства различных видов кокса
|
Наименование показателей |
Типичные показатели качества сырья для производства кокса |
|||
|
Для алюминиевой промышленности |
КНПС (изотропного) |
Игольчатого (декантойль) |
Топливного (добавка коксующая) |
|
|
Плотность при 20°С, г/см |
0,9818 |
1,1767 |
1,0652 |
1,0342 |
|
Массовая доля серы, % |
1,20 |
0,23 |
0,56 |
3,34 |
|
Коксуемость, % масс. |
11,5 |
21,1 |
5,7 |
17,5 |
|
Групповой углеводородный состав, % мас.: |
||||
|
- парафино-нафтеновые |
20,6 |
- |
10,7 |
7,6 |
|
- ароматические, в т.ч.: |
62,2 |
64,9 |
84,4 |
55,2 |
|
- легкие |
15,2 |
- |
0,7 |
6,0 |
|
- средние |
10,5 |
- |
14,8 |
5,4 |
|
- тяжелые |
36,5 |
64,9 |
68,9 |
43,8 |
|
- смолы |
15,4 |
18,1 |
4,9 |
27,6 |
|
- асфальтены |
1,8-* |
11,4 |
отс. |
9,4 |
|
- карбоиды |
5,6 |
Отс. |
0,2 |
|
|
Содержание металлов, ppm (V/Ni) |
40/15 |
- |
5/1 |
230/100 |
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Продукты
Углеводородный газ после сероочистки используется в качестве технологического топлива или подвергается газофракционированию с получением сухого газа, пропан-пропиленовой и бутан-бутиленовой фракций для нефтехимии;
Бензиновая фракция характеризуется низкой октановой характеристикой, химической нестабильностью вследствие высокого содержания непредельных углеводородов и повышенным содержанием серы. Подвергается сероочистке и служит в качестве компонента сырья установок каталитического риформинга;
Легкий газойль коксования , который подвергается гидроочистке в смеси с прямогонными дизельными фракциями с получением высококачественного дизельного топлива;
Тяжелый газойль коксования , используемый или в качестве компонента сырья процесса гидрокрекинга с получением дизельного топлива, или в качестве компонента сырья без или после гидрооблагораживания процесса каталитического крекинга с получением высокооктанового бензина.
Типичные свойства жидких продуктов коксования приведены в таблице 2.17.
Таблица 2.17 - Типичные свойства жидких продуктов коксования
|
Показатели качества |
Бензин |
Легкий газойль |
Тяжелый газойль |
|
1 |
2 |
3 |
4 |
|
Плотность при 20°С, г/см |
0,72-0,76 |
0,83-0,89 |
0,91-0,98 |
|
Массовая доля серы, % |
0,1-0,7 |
0,3-2,0 |
0,7-3,0 |
|
Йодное число, г |
80-120 |
50-70 |
- |
|
Коксуемость, % масс. |
- |
- |
0,15-2,0 |
|
Фракционный состав: |
|||
|
- температура начала кипения, °С |
35-50 |
190-200 |
280-340 |
|
- температура конца кипения, °С |
170-190 |
340-360 |
460-520 |
|
- 50% об. Выкипает при температуре, °С |
115-125 |
270-300 |
380-420 |
|
Кинематическая вязкость, сСт: |
|||
|
- при 20°С |
4,5-7,0 |
||
|
- при 50°С |
2,0-3,0 |
||
|
- при 80°С |
5-10 |
||
|
Температура вспышки, °С |
70-90 |
>200 |
|
|
Групповой углеводородный состав, % масс.: |
|||
|
- парафиновые |
50-60 |
}30-60 |
|
|
- олефиновые |
19-20 |
||
|
- нафтеновые |
14-15 |
||
|
- ароматические |
8-10 |
30-60 |
|
|
- смолы |
10-20 |
||
|
Коксуемость 10% остатка, % масс. |
- |
0,1-0,4 |
- |
|
Цетановый индекс |
- |
30-35 |
- |
 /100 г
/100 гВ таблице 2.18 приведены основные требования к качеству нефтяных коксов, используемых в производстве алюминия (КЗА), графитированных электродов для электросталеплавления (КЗГ) и конструкционных материалов (КНПС) в соответствии с ГОСТ 22898-78. В настоящее время в РФ полностью отсутствует производство специальных видов кокса - анизотропного (игольчатого) с содержанием серы менее 1,0% (0,5%) и изотропного кокса типа КНПС.
Таблица 2.18 - Нормативные требования к нефтяным коксам
|
Наименование показателей |
Коксы |
||
|
КЗА |
КЗГ |
КНПС |
|
|
Массовая доля летучих веществ, %, не более |
9,0 |
9,0 |
6,0 |
|
Зольность, %, не более |
0,4-0,6 |
0,6 |
0,15-0,30 |
|
Массовая доля серы, %, не более |
1,2-1,5 |
1,0 |
0,2-0,4 |
|
Действительная плотность после прокаливания при 1300°С, в течение 5 час, г/см |
2,08-2,13 |
2,08-2,13 |
2,04-2,08 |
|
Массовая доля, %, не более: |
|||
|
- кремния |
0,04-0,08 |
||
|
- железа |
0,05-0,08 |
||
|
- ванадия |
0,01 |
||
Возможно получение не только стандартного кокса, но и нефтяной коксующей добавки. Коксующая добавка - это кокс с высоким содержанием летучих веществ 15-25%, против 11% для кокса алюминиевой промышленности. Коксующая добавка представляет собой продукт замедленного полукоксования тяжелых нефтяных остатков, получаемый в более "мягком" температурном режиме по сравнению с температурным режимом коксования.
НКД эффективна при производстве различного доменного кокса, крупного литейного кокса и специального кокса для цветной металлургии, обладает широким температурным интервалом пластичности, который перекрывает суммарный температурный интервал пластичности всех коксующихся углей, входящих в угольные шихты для коксования.
Рисунок 2.22 - Принципиальная технологическая схема двухблочной установки замедленного коксования
1, 11 - реакционные камеры; 2 - четырехходовой кран; 3 - печь; 4 - ректификационная колонна; 5, 6 - отпарные колонны; 7 - фракционирующий абсорбер; 8, 9 - сепаратор; 10 - колонна стабилизации бензина; 12, 13 - насосы; 14, 15, 16, 17, 18, 19 - холодильники; 20, 21 - теплообменники;
I - сырье; II - водяной пар; III - пары отпарки камер; IV - кокс; V - головка стабилизации; VI - газ; VII - стабильный бензин; VIII - легкий газойль; IX - тяжелый газойль; X - конденсат
На рисунке 2.22 представлена принципиальная технологическая схема установки замедленного коксования. Сырье - гудрон или крекинг-остаток (или их смесь) - нагревают в теплообменнике 20 и конвекционных змеевиках печи 3 и подают на нижнюю каскадную тарелку колонны 4. Часть сырья подается на нижнюю каскадную тарелку для регулирования коэффициента рециркуляции. Под нижнюю каскадную тарелку этой колонны подают горячие газы и пары продуктов коксования из коксовых камер 1 и 11. В результате контакта сырья с восходящим потоком газов и паров продуктов коксования сырье нагревается (до температуры 390-405°С), при этом низкокипящие его фракции испаряются, а тяжелые фракции паров конденсируются и смешиваются с сырьем, образуя так называемое вторичное сырье.
Вторичное сырье с низа колонны 4 забирают печным насосом и направляют в реакционные радиантные змеевики печи 3 (их две, работают параллельно, на схеме показана одна). В печи 3 вторичное сырье нагревается до 490-510°С и поступает через четырехходовый кран в камеру 1, камера 11 в это время находится под разгрузкой кокса. Входя в низ камеры 1, горячее сырье постепенно заполняет ее; так как объем камеры большой, время пребывания сырья в ней значительно, там и происходит крекинг сырья. Пары продуктов коксования непрерывно уходят из камеры 1 в колонну 4, а утяжеленный остаток задерживается в камере. Жидкий остаток постепенно превращается в кокс.
Фракционирующая часть УЗК включает основную ректификационную колонну 4, отпарные колонны 5 и 6, фракционирующий абсорбер 7 для деэтанизации газов коксования и колонну стабилизации бензина 10.
Колонна 4 разделена полуглухой тарелкой на две части: нижнюю, которая является конденсатором смешения, а не отгонной секцией колонны, и верхнюю, выполняющую функцию концентрационной секции ректификационных колонн. В верхней части 4 осуществляется разделение продуктов коксования на газ, бензин, легкий и тяжелый газойль. В колонне 4 температурный режим регулируется верхним холодным и промежуточным циркуляционным орошениям. Легкий и тяжелый газойль выводят через отпарные колонны соответственно 5 и 6. Газы и нестабильный бензин из сепаратора 8 поступают в фракционирующий абсорбер 7. В верхнюю часть абсорбера 7 подают охлажденный стабильный бензин, в нижнюю часть подводят тепло посредством кипятильника с паровым пространством. С верха абсорбера 7 выводят сухой газ, а снизу - насыщенный нестабильный бензин, который подвергают стабилизации в колонне 10, где от него отгоняют головку - пропан-бутановую фракцию. Стабильный бензин охлаждают в холодильнике 16, очищают от сернистых соединений щелочной промывкой и выводят с установки.
Коксовые камеры 1 и 11 работают по цикличному графику. В них последовательно чередуются циклы: коксование, охлаждение кокса, выгрузка его и разогрев камер. Когда камера 1 заполняется примерно на 70-80% по высоте, поток сырья с помощью переключающих кранов направляют в камеру 11. Заполненную коксом камеру 1 продувают водяным паром для удаления жидких продуктов и нефтяных паров. Удаляемые продукты поступают сначала в колонну 4. После того, как температура кокса понизится до 400-405°С, поток паров отключают от колонны и направляют в скруббер (на рисунке не показан). Водяным паром кокс охлаждают до 200°С, после чего в камеру подают воду.
Закончив охлаждение, приступают к выгрузке кокса из камеры 1 с использованием гидравлического метода. Оборудование, предназначенное для гидровыгрузки, размещают на специальной металлоконструкции, установленной над коксовыми камерами.
Компоновка оборудования изображена на рисунке 2.23. На ряде НПЗ имеются системы автоматической выгрузки.
Выгрузка кокса производят в две стадии. На первой стадии осуществляется гидравлическое бурение центрального ствола (скважины) в слое кокса. В камеру через верхний люк опускают гидрорезак 1, переведенный в положение "бурение", и с помощью водяного насоса под давлением до 18 МПа подают воду.
Три мощные струи воды, истекающие из бурильных сопел, разрушают слой кокса, создавая сквозной канал диаметром от 0,6 до 1,8 м. После окончания первой стадии гидрорезак выводят из камеры; переключают в положение "отбойка" и приступают ко второй стадии выгрузки. Во время второй стадии вода истекает горизонтально из двух боковых сопел гидрорезака, который перемещается по камере, способствуя полному удалению кокса.
Из камер кокс выгружают на прикамерную площадку, где в течение определенного времени отстаивают от воды. Затем кокс подают в дробилку и конвейерами отгружают на склад.
Коксовую камеру, из которой выгружен кокс, опрессовывают и прогревают сначала острым водяным паром, затем горячими парами продуктов коксования из работающей камеры до температуры 360-370°С и после этого переключают в рабочий цикл коксования.
Рисунок 2.23 - Компоновка оборудования для гидравлической выгрузки кокса из камер:
1 - гидрорезак, 2 - бурильная штанга, 3 - лебедка, 4 - вертлюг, 5 - напорный трубопровод, 6 - талевая система, 7 - рукав, 8 - сливной трубопровод
Материальный баланс процесса
Материальный баланс процесса замедленного коксования различных фирм представлен в таблице 2.19.
Таблица 2.19 - Материальный баланс процесса замедленного коксования различных фирм
|
Наименование показателей |
Технология |
||||
|
Foster Wheeller |
Conoco Phillips |
УГНТУ |
|||
|
Качество сырья |
|||||
|
- плотность при 20°С, г/см |
1,0074 |
0,980 |
1,0753 |
||
|
- содержание серы, % мас. |
3,5 |
1,29 |
3,46 |
||
|
- коксуемость, % мас. |
15,0 |
15,4 |
26,0 |
||
|
- содержание металлов (V/Ni), ppm |
112/37 |
54/27 |
290/130 |
||
|
- вязкость |
|
|
|
||
|
Материальный баланс |
|||||
|
Выход продуктов, % мас.: |
1,86 |
1,84 |
1,44 |
||
|
- |
1,1 |
0,4 |
|||
|
- топливный газ |
3,8 |
} 9,5 |
5,5 |
} 12,5 |
} 13,2 |
|
- сжиженный углеводородный газ |
4,6 |
6,6 |
|||
|
- нафта |
14,8 |
15,8 |
5,0 |
||
|
- легкий газойль |
31,8 |
34,6 |
22,2 |
||
|
- тяжелый газойль |
14,0 |
8,7 |
22,0 |
||
|
- кокс |
29,9 |
28,4 |
37,6 |
||
 - 2080 сСт
- 2080 сСт - 356 сСт
- 356 сСт - 17,7°Е
- 17,7°Е2.7.2 Технология прокаливания кокса
Нефтяной кокс перед использованием потребителями подвергают прокаливанию - термической обработке без доступа воздуха при температуре 1000-1500°С. Основная цель прокаливания - обеспечение требуемых показателей кокса по физико-химическим и механическим свойствам путем удаления влаги, летучих веществ, частично сернистых соединений и улучшения углеродной структуры.
Условия процесса прокаливания нефтяных коксов зависят от свойств сырья. Малосернистый кокс обычно прокаливают при мягком режиме с целью удаления летучих веществ (температура 1000-1300°С, время прокаливания 1,0-24 ч). Жесткий режим (температура 1400-1500°С, время прокаливания 1-2 ч) обеспечивает также удаление серы и применяется для обессеривания коксов.
На рисунке 2.24 представлена схема прокаливания кокса.
Сырой кокс из бункера 1 через питатель 2 проходит по ленточному конвейеру 3, попадает в дробилку 5, где происходит его измельчение. Далее измельченный кокс поступает в накопительный бункер 6, проходит через весы-дозатор 7 и входит в печь 8, где осуществляется прокаливание кокса. Затем прокаленный кокс охлаждают в охладителе 10 и выводят через бункер 12 в вагон 13. Коксовую пыль улавливают и дожигают в печи 15. Продукты сгорания уходят в дымовую трубу.
Рисунок 2.24 - Схема прокаливания кокса
1 - бункер сырого кокса, 2 - питатель, 3 - ленточный конвейер, 4 - питатель, 5 - дробилка, 6 - бункер-накопитель, 7 - весы-дозатор, 8 - печь барабанного типа, 9 - горелка, 10 - охладитель кокса, 11 - узел обмасливания, 12 - бункер прокаленного кокса, 13 - вагон-хоппер, 14 - циклон, 15 - печь дожига, 16 - гильотинная заслонка, 17 - котел-утилизатор.
Потоки: I - сырой кокс, II - прокаленный кокс, III - вода, IV - воздух, V - топливный газ, VI - дымовые газы, VII - перегретый пар, VIII - обмасливающий продукт
2.8 Производство битумов
Общие сведения
Целью процесса является получение битумов. Проведение процесса заключается в окислении сырья кислородом воздуха (тяжелые остатки переработки нефти, их смеси с различными экстрактами, смолами или другими тяжелыми продуктами нефтепереработки) до битума. Реакция протекает по радикальному механизму в двух основных направлениях при температуре 180-300°С, расходе воздуха 2,8-5,5 м/(м*мин) и давлении 0,3-0,8 МПа:
Углеводороды  Кислоты Оксокислоты Асфальтогеновые кислоты
Кислоты Оксокислоты Асфальтогеновые кислоты
Углеводороды Смолы Асфальтены Карбены Карбоиды
Наиболее пригодными считаются тяжелые асфальто-смолистые нефти, составы которых соответствуют условию:
 ,
,
где  ,
,  ,
,  - соответственно содержание асфальтенов, смол и парафинов, % мас.
- соответственно содержание асфальтенов, смол и парафинов, % мас.
На протекание процесса окисления существенное влияние оказывают следующие факторы:
-
1) Природа сырья (Чем больше содержание в исходной нефти асфальто-смолистых компонентов, чем выше отношение асфальтенов к смолам и меньше содержание твердых парафинов, тем выше качество получаемых битумов).
-
2) Исходная условная вязкость гудрона, зависящая от содержания в нем масел, смолистых соединений и асфальтенов.
-
3) Температура окисления (Чем выше температура, при которой проходит процесс окисления, тем больше реакция идет по линии образования асфальтенов, карбенов, карбоидов).
-
4) Расход воздуха (Увеличение расхода воздуха до определенного предела ведет к пропорциональному повышению скорости окисления).
-
5) Давление в зоне реакции (Повышенное давления в зоне реакции сокращает продолжительность окисления, улучшает диффузию кислорода в жидкую фазу, в результате увеличивается интервал пластичности получаемых битумов).
-
6) Подогрев сжатого воздуха, подаваемого на окисление.
-
7) Уровень жидкой фазы в окислительной колонне (Увеличение столба жидкости в окислителе повышает температуру размягчения битума и эффективность процесса).
Продукты
Основными продуктами являются дорожные и строительные битумы, побочными продуктами - газы окисления, жидкий отгон ("черный соляр").
Таблица 2.20 - Материальный баланс процесса окисления гудрона в пустотелой колонне
|
Показатель |
% масс. |
|
Приход: |
|
|
Гудрон |
100,00 |
|
Воздух |
12,54 |
|
Итого: |
112,54 |
|
Расход: |
|
|
Нефтебитум |
97,40 |
|
Газы окисления |
13,30 |
|
Отгон ("черный соляр") |
1,70 |
|
Потери |
0,14 |
|
Итого: |
112,54 |
Технологические схемы процесса
Окисление гудрона до битума путем продувки воздуха через слой жидкости осуществляется в окислительных аппаратах различного типа:
-
а) кубах (из-за низкой производительности, высокой металлоемкости и повышенной пожароопасности применение окислительных кубов неэкономично и бесперспективно);
-
б) необогреваемых трубчатых (змеевиковых) реакторах (предпочтительно для производства строительных битумов);
-
в) производство битумов методом окисления с применением в качестве окислительного аппарата трубчатого реактора;
-
г) пустотелой колонне. На рисунке 2.25 представлена технологическая схема установки по окислению гудрона в битумы.
Рисунок 2.25 - Технологическая схема установки по окислению гудрона в битумы
Гудрон с установок АВТ через регулирующий клапан подается в реактор К-1, где происходит его окисление кислородом воздуха. Воздух в колонну подается через влагоотделитель Е-2. Не вступивший в реакцию воздух, газообразные и жидкие продукты окисления поступают в среднюю часть колонн К-2, работающую как выносная секция сепарации, где происходит отделение газообразной фазы от жидкой. Газовая фаза (легкие продукты окисления, не вступивший в реакцию воздух и водяные пары) выводится с верха колонн К-2 и поступает в сепаратор КС-1, а затем на блок обезвреживания газов окисления. Битум из колонны К-1 поступает в колонну К-2 с температурой не более 290°С. Битум с низа колонны К-2 откачивается насосом Н-2, Н-3 в битумораздаточники битумной эстакады. Температура битума при закачке в битумораздаточники должна быть в пределах 180-210°С. Взрывобезопасность процесса окисления битума может быть обеспечена либо путем поддержания температуры поверхности жидкой фазы ниже безопасной, либо путем поддержания концентрации кислорода ниже допустимой (в горячих газах не более 8%, в охлажденных газах окисления не более 10%).
Комбинированное применение на одной битумной установке реакторов двух типов позволяет одновременно получать разные марки битумов и более полно использовать тепло реакции и отходящих потоков.
Аппаратура и оборудование
Окислитель колонного типа имеет диаметр 3358 мм и высоту 23200 мм. Диаметр более 3,5 м нецелесообразен, так как в большом сечении трудно осуществить равномерное диспергирование воздуха. Воздух вводится через маточник в нижней части аппарата, продукт подается в середину колонны и выводится снизу (рисунок 2.26).
Рисунок 2.26 - Окислитель колонного типа
1 - корпус; 2 - штуцер для ввода гудрона; 3 - штуцер для ввода воздуха с распределителем; 4 - штуцер для вывода продукта; 5 - штуцер для вывода газов окисления
В последние годы на некоторых НПЗ проведена модернизация и переобвязка действующих окислительных колонн с целью повышения степени использования кислорода воздуха при получении высокоплавких битумов. Сюда следует отнести создание колонн с внутренним или наружным разделением зон реакции и сепарации и колонн с квенчинг-секцией (рисунок 2.27).
Рисунок 2.27 - Схемы модернизационных колонн: с одной и двумя квенчинг-секциями; с ситчатыми тарелками; с перемешивающим устройством; с внутренним стаканом
Технико-экономические показатели процесса окисления с квенчинг-секцией превосходят соответствующие показатели, характерные для других окислительных аппаратов.
Трубчатый реактор - аппарат с вертикально расположенными трубками, соединенными "калачами" в непрерывный змеевик. Окисление в реакторе протекает в условиях интенсивного перемешивания сырья с воздухом за счет высоких скоростей реакционной смеси. Вертикальное расположение труб препятствует расслоению газовой и жидкой фаз, следовательно, улучшает условия их контакта (рисунок 2.28).
Рисунок 2.28 - Двухпоточный четырехсекционный трубчатый реактор
I - реакционные трубы; 2 - кожух; 3 - распределительный воздушный короб; 4 - вентилятор; 5 - опорные конструкции
Съем тепла, выделяющегося при окислении, производится воздухом, подаваемым вентиляторами. Для обеспечения направленного движения воздуха трубы реактора помещают в общий металлический кожух (для реактора с трубами диаметром 150 мм) либо каждую трубу отдельно помещают в кожух (для реактора с трубами диаметром 200 мм).
2.9 Каталитический риформинг
Каталитический риформинг бензинов является важнейшим процессом современной нефтепереработки и нефтехимии. Представляет собой процесс превращения низкооктанового прямогонного бензина атмосферной перегонки с помощью селективного катализатора и в присутствии водорода в высокооктановый бензин или в компоненты для компаундирования авиабензина; ароматические углеводороды - сырье для нефтехимического синтеза; водородосодержащий газ - технический водород, используемый в гидрогенизационных процессах нефтепереработки. Установки каталитического риформинга имеются практически на всех отечественных и зарубежных нефтеперерабатывающих заводах.
В промышленности в настоящее время используют два варианта риформинга. Первый вариант (топливный) - производство высокооктанового компонента бензина, второй вариант (нефтехимический) - получение ароматических углеводородов. Оба варианта имеют практически одинаковую технологическую схему и отличаются только мощностью, размерами аппаратов, фракционным составом сырья и параметрами ведения технологического процесса. Для нефтехимического варианта технологии дополнительно устанавливается блок экстракции и ректификации, необходимый для покомпонентного разделения ароматических углеводородов или их узких фракций. Основными показателями, определяющими качество и пригодность сырья для процесса риформинга, являются углеводородный и фракционный составы. Для каталитического риформинга применяют в основном прямогонные бензиновые фракции. Риформинг бензиновых фракций вторичного происхождения (например, термического крекинга, коксования, пиролиза) возможен только в смеси с прямогонным сырьем после предварительной глубокой гидроочистки. Фракционный состав сырья каталитического риформинга определяется целевым назначением процесса. Если целью каталитического риформинга является получение катализатов для производства высокооктановых бензинов, оптимальным сырьем для этого служат фракции, выкипающие в пределах 85-180°С. При производстве высокооктановых бензинов, особенно с октановым числом 95-100, каталитическому риформингу подвергается сырье утяжеленного фракционного состава с температурой начала кипения 105°С. Сырьем процесса риформинга для получения бензола и толуола служит узкая бензиновая фракция, выкипающая в пределах 85-105°С. Для получения суммарных ксилолов используют узкую фракцию, выкипающую в температурных пределах 105-127°С.
Основные технологические параметры, в значительной степени определяющие процесс каталитического риформинга и характеристики получаемых продуктов: температура, давление, объемная скорость подачи сырья, кратность циркуляции водородсодержащего газа. Однако в эксплуатационных условиях основным регулируемым параметром является температура на входе в реактор. Давление, скорость подачи сырья и кратность циркулирующего газа обычно поддерживают постоянными, оптимальными для переработки данного сырья. Распределение загрузки катализатора между реакторами зависит от химического состава углеводородного сырья и активности катализатора. Температура промышленных процессов риформинга обычно находится в интервале 450-530°С. С повышением температуры ускоряются все основные реакции, как целевые, так и побочные (реакции крекинга и коксообразования). Объемная скорость подачи сырья определяет удельную нагрузку реакционного объема по сырью и характеризует длительность контакта реагирующих промежуточных продуктов риформинга с катализатором и составляет обычно 1-2 ч. Оптимальные значения рабочих давлений промышленных процессов риформирования бензиновых фракций на алюмоплатиновых катализаторах составляют:
- 2,0-3,0 МПа - для процессов, направленных на получение индивидуальных ароматических углеводородов;
- 4,0 МПа (в последнем реакторе) - для процессов, целевым продуктом которых является высокооктановый компонент бензина.
Применение в последние годы стабильных полиметаллических катализаторов позволило на вновь проектируемых установках с неподвижным слоем катализатора снизить давление до 1,5-2,0 МПа, а на установках с движущимся слоем катализатора - до 0,7-1,5 МПа.
Кратности циркуляции ВСГ в промышленных процессах находятся в пределах 900-1500 м газа на 1 м сырья и зависят также от концентрации водорода в ВСГ. Таким образом, практически целесообразную кратность циркуляции ВСГ устанавливают с учетом качества сырья, активности катализатора, глубины процесса и экономических соображений.
Катализаторы риформинга являются бифункциональными (металлические и кислотные свойства), на которых протекает весь комплекс реакций (гидрирование, дегидрирование, изомеризации, дегидроциклизации и др.). Металлические свойства обеспечивает активные металлы и их кластеры (Pt, Pt-Re-Re-Pt, Pt-lr-lr-Pt). Кислотные свойства определяет носитель (гамма оксид алюминия), промотированый хлором. Для таких контактов характерна высокая стабильность в условиях реакционного периода, что, в конечном счете, обеспечивает возможность получения более высоких выходов как высокооктановых бензинов риформинга, так и ароматических углеводородов.
К биметаллическим катализаторам относят платино-рениевые и платино-иридиевые, содержащие 0,3...0,4% мас. платины и примерно столько же Re и Ir.
Различают сбалансированные (равное соотношение металлов, % масс.) и несбалансированные по Pt и Re. Для первой группы, характерна высокая степень превращения в реакциях ароматизации парафиновых углеводородов, а для второй - низкая степень превращения парафинов в реакциях дегидроциклизации, и повышение октанового числа происходит в основном в реакциях изомеризации парафиновых углеводородов.
Рений или иридий образуют с платиной биметаллический сплав, точнее кластер, типа Pt-Re-Re-Pt, который препятствует рекристаллизации - укрупнению кристаллов платины при длительной эксплуатации процесса. Такие катализаторы характеризуются, кроме высокой термостойкости, еще одним важным достоинством - повышенной активностью по отношению к диссоциации молекулярного водорода и миграции атомарного водорода. В результате отложение кокса происходит на более удаленных от металла центрах, что способствует сохранению активности при высокой закоксованности (до 20% мас. кокса на катализаторе). Из биметаллических катализаторов платино-иридиевый превосходит по стабильности и активности в реакциях дегидроциклизации парафинов не только монометаллический, но и платино-рениевый контакт. Применение биметаллических катализаторов позволило снизить давление риформинга (от 3,5 до 2...1,5 МПа) и увеличить выход бензина с октановым числом (О.Ч.) по исследовательскому методу (И.М.) до 95 пунктов примерно на 6%.
Полиметаллические кластерные контакты обладают стабильностью биметаллических, но характеризуются повышенной активностью, лучшей селективностью и обеспечивают более высокий выход риформата. Срок их службы составляет 6-7 лет.
Совершенствование катализаторов продолжается в основном в направлении увеличения выхода стабильного риформата и водорода, а также удлинения межрегенерационного цикла. Перспективным направлением, являющимся значимым для отечественных разработчиков катализаторных систем ввиду ужесточения экологических требований к товарным бензинам (снижение доли ароматических углеводородов в целом и бензола), является разработка высокоселективных катализаторов к реакциям изомеризации парафинов и/или их циклизации в циклопентан (ОЧИ 101 пункт), метилциклопентан (ОЧИ 91 пункт).
2.9.1 Установка каталитического риформинга со стационарным слоем катализатора
Установки этого типа в настоящее время получили наибольшее распространение среди процессов каталитического риформинга бензинов. Они рассчитаны на непрерывную работу без регенерации в течение 1 года и более. Окислительная регенерация катализатора производится одновременно во всех реакторах. Сырье установок подвергается предварительной глубокой гидроочистке от сернистых, а в случае переработки бензинов вторичных процессов - гидроочистке от азотистых и других соединений, гидрированию непредельных.
Установки каталитического риформинга всех типов включают следующие блоки: гидроочистки сырья, очистки водородсодержащего газа, реакторный блок, блоки сепарации газа и стабилизации катализата.
Схема установки каталитического риформинга со стационарным слоем катализатора приведена на рисунке 2.29. Блок гидроочистки бензина является неотъемлемой частью современной установки риформинга, но относится к гидрокаталитическим процессам переработки и поэтому на схеме не представлен.
Рисунок 2.29 - Технологическая схема установки риформинга со стационарным катализатором:
1, 11, 17, 18 - насосы; 2, 13, 19 - теплообменники; 3 - многосекционная печь; 4, 5, 6 - реакторы; 7, 15, 20 - холодильники; 8, 9 - сепараторы; 10, 14 - колонны, 12 - печь; 16 - емкость; 21 - компрессор;
I - гидроочищенный низкооктановый бензин; II - водородсодержащий газ; III - сухой углеводородный газ; IV - стабильная головка; V - стабильный бензин
2.9.2. Установка каталитического риформинга с движущимся слоем катализатора
В процессе платформинга фирмы UOP (США) с движущимся слоем катализатора, циркулирующим между реактором и регенератором, три реактора расположены друг над другом и выполнены в виде одного колонного аппарата разного диаметра по высоте. Катализатор из первого (верхнего) реактора перемещается во второй, а из второго в третий. Из нижнего реактора катализатор транспортируется в регенератор. На рисунке 2.30 приведена технологическая схема установки риформинга с движущимся слоем катализатора компании UOP, которая получила название CCR-риформинг (continuous catalytic reforming). Она наиболее экономична в случае, когда рабочее давление снижается с одновременным повышением глубины превращения сырья.
Рисунок 2.30 - Технологическая схема установки риформинга с движущимся слоем катализатора (CCR-риформинг):
1, 2, 3 - реакторы; 4 - регенератор; 5, 6 - сепараторы высокого и низкого давления; 7 - стабилизационная колонна; 8 - многосекционная печь; 9, 10, 11, 12 - насосы; 13, 14 - теплообменники; 15, 16 - холодильники; 17 - сепаратор; 18 - печь; 19, 20 - компрессоры; 21 - аппарат воздушного охлаждения;
I - сырье (бензин 85-180°С); II - катализатор на регенерацию; III - регенерированный катализатор; IV - газосырьевая смесь; V - газопродуктовая смесь; VI - циркулирующий водородсодержащий газ; VII - избыточный водородсодержащий газ; VIII - сухой газ; IX - головная фракция стабилизации; X - стабильный риформат
Риформинг с движущимся слоем катализатора обеспечивает постоянно высокие выход бензина и значение октанового числа (до 105), а также максимальный выход водорода при малой жесткости процесса.
2.9.3 Установка каталитического риформинга с движущимся слоем катализатора и регенерацией с одноуровневым расположением реакторов
В процессе риформинга с движущимся слоем катализатора Французского института нефти реакторы расположены обычным образом, один возле другого, и связаны между собой пневмотранспортными линиями и дооборудованы четвертым реактором и регенератором (дуалформинг) (Рисунок 2.31).
Рисунок 2.31 - Принципиальная технологическая схема процесса дуалформинг
1 - действующие реакторы; 2 - действующие печи, 3 - новый реактор; 4 - регенератор; 5 - сырьевой насос; 6 - новая печь; 7 - новый теплообменник сырье/продукт; 8 - рециркуляционный компрессор; 9 - воздушный холодильник; 10 - сепаратор.
I - сырье; II - водородсодержащий газ; III - нестабилизированный катализат
Отрегенерированный и восстановленный катализатор периодически загружается в реактор первой ступени и затем последовательно проходит все реакторы. Транспорт между реакторами осуществляется ВСГ. Из последнего реактора катализатор поступает в бункер-накопитель, где отделяется от пневмоагента. Из бункера-накопителя катализатор периодически ссыпают в регенератор, где в неподвижном или в псевдокипящем слое проводится окислительная регенерация и иные операции по подготовке катализатора к работе в цикле реакции. Единовременно регенерируется  5% общей загрузки катализатора.
5% общей загрузки катализатора.
2.9.4 Установки каталитического риформинга для получения ароматических углеводородов
Прямогонные бензиновые фракции 62-105°С являются сырьем для получения бензола и толуола, а бензиновые фракции 105-140°С - для ксилолов и этилбензола. Процесс проводится на установках как с неподвижным слоем катализатора, так и с движущимся, но в более жестком режиме. Поскольку ароматизация углеводородов С6-С7 происходит труднее, чем тяжелой части сырья, ужесточение режима достигается снижением давления и повышением температуры до 540°С. Кроме того, имеется дополнительный реактор для гидрирования присутствующих в катализате непредельных углеводородов. Гидрирование проходит на алюмоплатиновом катализаторе, содержащем 0,1% платины. После стабилизации риформат поступает на блок экстракции и ректификации. В качестве растворителей применяют ди- и триэтиленгликоли, сульфолан, диметилсульфид, N-метилпирроллидон. Наиболее эффективными являются ди-, три- и тетраэтиленгликоли.
Рисунок 2.32 - Технологическая схема установки экстракции аренов из катализата фракции 62-105°С диэтиленгликолем (ДЭГ):
1, 2, 5, 7, 9 - колонны; 3, 6, 8, 10, 15, 18, 21, 32 - холодильники; 4, 16, 19, 22, 27 - емкости; 11, 17, 20, 23, 24, 25, 28-31 - насосы; 12, 14 - теплообменники; 13 - пароподогреватель; 26 - кипятильник;
I - сырье; II - ДЭГ; III - бензол; IV - рафинат; V - толуол; VI - ксилольная фракция; VII -вода
Материальный баланс установки экстракции (в % на катализат риформинга) приведен ниже:
|
фракция 62-105°С |
фракция 62-85°С |
|
|
Поступило: |
||
|
Сырье |
100,0 |
100,0 |
|
Получено: |
||
|
Бензол |
10,9 |
26,2 |
|
Толуол |
16,5 |
3,5 |
|
Ксилол и этилбензол |
4,5 |
- |
|
Рафинат |
66,6 |
68,5 |
|
Потери |
1,5 |
1,8 |
|
Итого: |
100,0 |
100,0 |
Возросшая потребность в полимерных материалах требует увеличения объема производства индивидуальных ароматических углеводородов. Для этого на нефтеперерабатывающих заводах создаются специальные производства аренов. В их состав входят следующие секции:
-
а) секция риформинга бензиновой фракции 85-140°С;
-
б) секция экстракции бензола и толуола;
-
в) секция деалкилирования толуола с получением бензола 85-90% чистоты; деалкилирование проходит при температуре 666-755°С, давлении 3 МПа, степень превращения сырья 93%:
-
г) секция получения бензола и ксилолов путем реакции трансалкилирования; процесс протекает в среде циркулирующего водорода на платиновом катализаторе при температуре 500°С, давлении 3 МПа;
-
д) секция выделения п-ксилолов из смеси суммарных ксилолов (процесс "парекс") путем адсорбции на цеолитах. В качестве десорбента применяется п-диэтилбензол чистотой 99%. Температура адсорбции 170°С, давление 2 МПа;
-
е) изомеризация смеси этилбензола и м-ксилола с получением о- и п-ксилолов на платиновом катализаторе в среде цирклирующего* водородсодержащего газа с получением о- и п-ксилолов при температуре 400-445°С и давлении 1,4-2,4 МПа;
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
-
ж) фракционирование аренов.
Обобщенный материальный баланс всех секций комплекса производства ароматических углеводородов, % (мас.) представлен ниже:
|
Поступило: |
Получено: |
|
|
Сырье (фракция 85-140°С) 100,0 |
Топливный газ |
15,7 |
|
Водородсодержащий газ |
2,0 |
|
|
Нестабильная головка |
5,9 |
|
|
Бензол |
14,2 |
|
|
о-Ксилол |
18,5 |
|
|
п-Ксилол |
18,5 |
|
|
Ароматические углеводороды |
1,1 |
|
|
|
1,1 |
|
|
Рафинат |
23,1 |
|
|
Потери |
1,0 |
|
|
Итого: |
100,0 |
|
 и выше
и вышеТаблица 2.21 - Материальный баланс отдельных процессов риформинга
|
Показатель |
Л-35-11/1000 |
ЛЧ-35-11/1000 |
ЛФ-35-11/1000 |
|
|
Сырьевая фракция, °С |
62-180 |
85-180 |
85-180 |
85-180 |
|
Октановое число бензина (и.м.) |
90 |
95 |
95 |
100 |
|
Рабочее давление, МПа |
3,0 |
3,0 |
1,5 |
0,8 |
|
Мощность по сырью, млн т/год |
1,0 |
1,0 |
1,0 |
1,0 |
|
Выход продуктов, % мас. масс. |
||||
|
Катализат |
77,5 |
74,4 |
84,9 |
83,5 |
|
рефлюкс С3-С4 |
5,4 |
5,6 |
1,0 |
3,2 |
|
углеводородный газ |
10,6 |
11,6 |
6,5 |
0,8 |
|
водородсодержащий газ |
4,5 |
6,4 |
7,1 |
12,5 |
|
в том числе водород |
0,8 |
1,0 |
(1,9) |
(2,8) |
|
Потери |
2,0 |
2,0 |
0,5 |
- |
Продукцией установок каталитического риформинга являются катализат (риформат, его иногда называют риформинг-бензин), водородсодержащий и углеводородный газы. На установках, предназначенных для производства ароматических углеводородов, из катализата экстракцией выделяют бензол, толуол, ксилолы. Неароматическая часть катализата риформинга, выделенная в процессе экстракции, называется рафинатом и представляет собой смесь парафиновых углеводородов нормального и изостроения с низким октановым числом.
Водородсодержащий газ - ценный продукт риформинга и важнейший источник водорода на НПЗ. Но целевым продуктом является риформат. В риформате содержится большое количество ароматических углеводородов (до 65%), которые обеспечивают высокое октановое число (97-103 по исследовательскому методу). Бензол имеет октановое число 108 по моторному методу и 113 по исследовательскому методу. Фракции риформата различаются октановым числом. Риформат используют как компонент высокооктанового бензина или для получения бензола, толкола*, ксилолов экстракцией.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 2.22 - Характеристика процессов риформинга
|
Входной поток |
Этап процесса (подпроцесс) |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
Фракция 62-105°С, 62-85°, 85-180°С |
Риформинг со стационарным и движимся* слоем катализатора |
Углеводородный газ Водородосод. газ Сжиженный газ. Риформат |
Насосы Компрессоры Теплообменник Холодильники Печи Реактора Колонны Емкости Котлы утилизаторы Экстрактор |
Сточные воды: с колонн стабилизации, с котлов утилизаторов, с охлаждающих контуров (следы углеводородов, повышенное солесодержание, механические примеси) Выбросы в атмосферу: продукты сгорания печей и продукты регенерации катализатора, неплотности и разгерметизация оборудования (углеводороды, окись азота и углерода, сажа, диоксид серы, моноэтаноламин, сероводород) |
|
Риформат |
Экстракция ДЭГ или ТЭГ |
Бензол,толуол, ксилолы, этилбензол и деароматизированный бензин (рафинат), состоящий на 95% из алканов (октановое число по моторному методу 45) |
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Специфическими источниками загрязнения атмосферы являются неорганизованные выбросы, испарение углеводородов при хранении и транспортировке нефтепродуктов, а также организованные выбросы, выделяющиеся при сжигании различных видов топлив и газов в трубчатых печах, на факельных установках, и отходящие газы регенерации.
2.10 Изомеризация легких углеводородных фракций (С4-С6)
Общие сведения о процессе
Процесс изомеризации является одним из самых рентабельных способов получения высокооктановых и экологически чистых компонентов бензина. Он широко применяется в нефтепереработке для повышения октанового числа путем перегруппировки молекулярной структуры нормальных парафинов  в их изомеры с более высоким октановым числом.
в их изомеры с более высоким октановым числом.
Изомеризат - ценнейший компонент товарного автобензина, так как не содержит бензола, ароматических углеводородов, сернистых соединений, олефиновых углеводородов, имеет высокое ОЧ по исследовательскому и моторному методу. Изомеризат характеризуется минимальной разницей (2-3 пункта) между октановыми числами по исследовательскому и моторному методам, поскольку изопарафины, в отличие от ароматических и непредельных углеводородов, имеют почти одинаковое октановое число по каждому из этих методов.
Современная установка изомеризации легких бензиновых фракций состоит из нескольких основных блоков: блока гидроочистки сырья, блока реакторов изомеризации с высокоактивным цеолитным или аморфным катализатором, блока стабилизации изомеризата, блоков выделения и рециркуляции низкооктановых углеводородов нормального строения, как непрореагировавших, так и содержащихся в исходном сырье.
Сырьем установок изомеризации могут быть легкий прямогонный бензин (н.к.-62°С), бензин-рафинат (после экстракции аренов) и непосредственно фракция .
Товарными продуктами изомеризации являются изопентановая и изогексановая фракции. Октановое число изопентановой фракции равно 89 (по моторному методу), а изогексановой, содержащей не более 1% н
-гексана, - 78. Кроме того, на установке выделяют бутановую и гексановую фракции, а также углеводородный газ.
Различают низкотемпературную, среднетемпературную и высокотемпературную изомеризацию.
2.10.1 Низкотемпературная изомеризация на хлорированных (фторированных) алюмоплатиновых катализаторах
Процесс PENEX компании UOP
Процесс Penex специально предназначен для каталитической изомеризации пентанов, гексанов и их смесей. Реакции протекают в присутствии водорода в неподвижном слое катализатора при рабочих условиях, способствующих изомеризации и препятствующих гидрокрекингу. Рабочие условия далеки от жестких, о чем свидетельствуют умеренное рабочее давление, низкая температура и низкое парциальное давление водорода. Области применения процесса включают повышение ОЧ и гидрирование бензола. В процессе Penex применяется улучшенный вариант катализатора третьего поколения.
В России данная технология используется на АО "АНПЗ ВНК", ООО "Лукойл-Пермнефтеоргсинтез", ООО "Лукойл-Волгограднефтепереработка", АО "Газпромнефть-МНПЗ".
На рисунке 2.33 представлена технологическая схема процесса Penex.
Рисунок 2.33 - Технологическая схема процесса Penex
Легкие бензиновые фракции поступают в один из двух аппаратов установки осушки. Аппараты заполнены осушителями на молекулярных ситах, которые поглощают влагу и тем самым защищают катализатор. После смешения с добавочным водородом сырье подогревается сначала путем теплообмена с продуктом реактора, а затем в подогревателе прямого нагрева, после чего поступает в реакторы. Обычно применяются два последовательно соединенных реактора.
Перед поступлением в стабилизационную колонну поток реактора охлаждается. В новых схемах процесса Penex рециркуляционный компрессор и сепаратор продукта исключены. Количество подаваемого водорода лишь незначительно превышает его химический расход. Добавочный водород, который может быть любой приемлемой чистоты, обычно поступает с установки каталитического риформинга. Для удаления HCI, образующегося из органических хлоридов, которые добавляются для поддержания активности катализатора, газообразный верхний продукт стабилизационной колонны отмывается раствором щелочи. После очистки газ поступает в систему топливного газа. Стабилизированный, изомеризованный жидкий нижний продукт колонны используется как компонент бензина.
Другая схема предполагает разделение нижнего продукта стабилизационной колонны фракционированием и/или адсорбцией на молекулярных ситах. В результате получают н-парафин и изопарафин, первый из которых возвращается в реактор вместе с низкооктановыми метилпентанами ( ). Получить продукт с чистым исследовательским октановым числом от 87 до 92 можно применением одной из возможных схем.
). Получить продукт с чистым исследовательским октановым числом от 87 до 92 можно применением одной из возможных схем.
Менее затратная схема с рециркуляцией состоит в объединении процесса Penex с колонной деизогексанизации. Низкооктановые метилпентаны концентрируются в боковом погоне колонны. Этот погон смешивают со свежим сырьем и подают в реактор Penex. Верхний продукт колонны деизогексанизации, состоящий в основном из изопентана, 2,2- и 2,3-диметилбутана, улавливается и используется в качестве компонента бензина. Часть нижнего продукта колонны, состоящего из нафтенов и фракций , также отбирается и используется в качестве компонента бензина или сырья установки риформинга.
Эффективно работающая схема с рециркуляцией получается путем объединения процессов Penex и Molex. Процесс Molex разделяет в сепараторе на молекулярных ситах стабилизированный продукт Penex на высокооктановый изопарафин и низкооктановый н-парафин. Последний вместе со свежим сырьем подается на установку Penex. Изомеризованный продукт денормализуется на установке Molex и извлекается для использования в качестве компонента бензина.
Возможны различные схемы компоновки оборудования для разделения. Оптимальная компоновка определяется составом сырья и целевым октановым числом продукта (рисунок 2.34).
Другое преимущество схем с участием процесса Penex - гидрирование бензола до циклогексана. Этот аспект особенно важен, если требуется снизить содержание бензола в бензине.
Рисунок 2.34 - Варианты стандартной схемы Penex
Катализаторы
Катализаторы: l-8plus, I-82, I-84
Хлорированные катализаторы на основе окиси алюминия обладают самой высокой изомеризующей активностью для углеводородов  и , которая поддерживается непрерывным добавлением органического хлорида. Они также отличаются чрезвычайно высокой стабильностью и не требуют регенерации. Типичная продолжительность рабочих циклов составляет 5 лет на один реактор. Поэтому установки типа Penex оснащены двумя реакторами.
и , которая поддерживается непрерывным добавлением органического хлорида. Они также отличаются чрезвычайно высокой стабильностью и не требуют регенерации. Типичная продолжительность рабочих циклов составляет 5 лет на один реактор. Поэтому установки типа Penex оснащены двумя реакторами.
Однако их применение связано с жесткими требованиями к сырью - по содержанию воды, ароматики, углеводородов  , олефинов, серы и азота, а также со сложностью и трудоемкостью операции загрузки и выгрузки катализатора, значительной коррозией аппаратуры при нарушениях режима эксплуатации.
, олефинов, серы и азота, а также со сложностью и трудоемкостью операции загрузки и выгрузки катализатора, значительной коррозией аппаратуры при нарушениях режима эксплуатации.
Сырье и продукты
В таблице 2.23 показан типичный состав сырья и продуктов установки Penex для переработки .
Таблица 2.23 - Типичный состав сырья и продуктов
|
Процент от суммарного количества |
Сырье |
Продукт |
|
|
Парафины |
47,5 |
||
|
изопентан |
42,0 |
77,0 |
|
|
|
58,0 |
23,0 |
|
|
Парафины |
45,2 |
||
|
2,2-диметилбутан |
0,9 |
31,6 |
|
|
2,3-диметилбутан |
5,0 |
10,4 |
|
|
метилпентаны |
48,2 |
46,9 |
|
|
|
45,9 |
11,1 |
|
|
Циклические |
7,3 |
||
|
метилциклопентан |
57,0 |
52,0 |
|
|
циклогексан |
17,0 |
48,0 |
|
|
бензол |
26,0 |
0 |
|
|
Октановые числа без добавления ТЭС: |
|||
|
ОЧи |
70,1 |
83,8 |
|
|
ОЧм |
66,8 |
81,1 |


2.10.2 Низкотемпературная изомеризация на оксидных катализаторах с сульфатированным оксидом циркония
Процесс Изомалк-2 НПП "Нефтехим"
Технология Изомалк-2 является новейшей разработкой в области изомеризации легких бензиновых фракций. Особенностью технологии является использование катализатора СИ-2, обеспечивающего протекание процесса в термодинамически выгодной для изомеризации парафиновых углеводородов низкотемпературной области 130-170°С, обладающего повышенной устойчивостью к действию каталитических ядов по сравнению с хлорированными катализаторами [4].
В России катализатор СИ-2 успешно используется на российских заводах: "Уфанефтехим", Ново-Уфимском НПЗ, Омском НПЗ, АО "РНПК", ООО "ПО "Киришинефтеоргсинтез", ОАО "Славнефть-ЯНОС", ПАО "Саратовский НПЗ".
Катализаторы процесса
В основе технологии изомеризации "Изомалк-2" лежит оксидный сульфатированный катализатор СИ-2, обеспечивающий протекание процесса в термодинамически выгодной для изомеризации парафиновых углеводородов низкотемпературной области 120-180°С и обладающий повышенной устойчивостью к действию каталитических ядов - воды, серы, азота.
Отличительные особенности катализатора изомеризации СИ-2 заключаются в следующем:
 Изомеризующая активность катализатора СИ-2 значительно выше, чем у цеолитных катализаторов, и не уступает по активности хлорированным катализаторам;
Изомеризующая активность катализатора СИ-2 значительно выше, чем у цеолитных катализаторов, и не уступает по активности хлорированным катализаторам;
Катализатор СИ-2 устойчив к действию каталитических ядов, восстанавливает свою активность даже после краткосрочных проскоков воды до 100 ppm и серы до 5 ppm;
Не требуется подача кислотных реагентов, и, соответственно, отсутствует блок защелачивания отходящих газов;
Высокий выход товарного изомеризата - 97-99%;
Срок службы катализатора СИ-2 10-12 лет.
Октановое число изокомпонента, получаемого по технологии "Изомалк-2" определяется, в основном, выбором варианта технологической схемы.
Различные варианты технологии Изомалк-2
Технология Изомалк-2 позволяет перерабатывать пентан-гексановые фракции со значительным количеством бензола (до 5-8%) и углеводородов до 10%. Но в таких случаях используются специальные технические решения.
Октановое число изокомпонента, получаемого по технологии "Изомалк-2", определяется в основном выбором варианта технологической схемы. Все остальные показатели остаются неизменными - межрегенерационный период не менее 4 лет и может достигать 8 лет, общий срок службы катализатора 10 лет, выход изокомпонента 98-99% мас. и может снижаться только при увеличении концентрации углеводородов более 3%.
На рисунках 2.35-2.38 представлены принципиальные блок-схемы изомеризации пентангексановых фракций на катализаторе СИ-2, отличающиеся требованиями по октановому числу.
Схема Изомалк-2 - "за проход" отличается наименьшими капитальными и эксплуатационными затратами. Эта схема позволяет получать изокомпонент с ИОЧ от 81 до 85 пунктов, в зависимости от состава сырья, при выходе не менее 98% мас.
Рисунок 2.35 - Блок-схема установки изомеризации по технологии "Изомалк-2" (за проход)
Схема Изомалк-2 с рециклом н-пентана (ДИП+ДП) применяется для переработки сырья с содержанием пентанов 50-70%. За счет рецикла н-пентана октановое число изокомпонента можно повысить до 86-88 пунктов по исследовательскому методу, выход изокомпонента составляет не менее 98% мас. Схема позволяет выводить отдельно изопентановую фракцию в количестве, соответствующем содержанию пентанов в сырье установки изомеризации.
Рисунок 2.36 - Блок-схема установки изомеризации по технологии "Изомалк-2" с рециклом н-пентана
Схема Изомалк-2 с рециклом малоразветвленных гексанов (ДИГ) позволяет повысить октановое число вырабатываемого изокомпонента за счет возврата малоразветвленных гексанов на смешение с сырьем реакторного блока. По сравнению с вариантом "за проход" схема включает дополнительную колонну деизогексанизатор и обеспечивает получение изокомпонента с ИОЧ 87-88 пунктов. Установка деизогексанизатора является оптимальным технологическим решением для переработки сырья с содержанием гексанов 50-70% и высоким содержанием примесей углеводородов и бензола.
Рисунок 2.37 - Блок-схема установки изомеризации по технологии "Изомалк-2" с рециклом малоразветвленных гексанов
Схема Изомалк-2 с деизопентанизацией сырья и рециклом малоразветвленных гексанов (ДИП+ДИГ). Дооборудование схемы установки изомеризации колонной деизопентанизации сырья позволяет снизить нагрузку на реакторный блок, повысить глубину изомеризации пентана. Октановое число изокомпонента составляет 89-90 пунктов. Этот вариант установки считается одним из наиболее оптимальных технических решений.
Рисунок 2.38 - Блок-схема установки изомеризации по технологии "Изомалк-2" с рециклом С5 и С6
Технология изомеризации на катализаторе СИ-2 делает экономически целесообразными варианты с рециклом низкооктановых изомеров и получением изомеризата с октановым числом до 89-91 пунктов (ИМ).
Сравнительная оценка технологии "Изомалк-2" "за проход" и с применением рецикла представлена в таблице 2.24.
Таблица 2.24 - Сравнительная оценка технологии Изомалк-2 "за проход" и с применением рецикла
|
Наименование |
Изомалк-2, ОАО "НПП Нефтехим" |
|||
|
"за проход" |
с рециклом н-пентана |
с деизогесанизацией* и рециклом гексанов |
с рециклом гексанов и н-пентана |
|
|
Катализатор |
Pt/ZrO2-SO4 |
Pt/ZrO2-SO4 |
Pt/ZrO2-SO4 |
Pt/ZrO2-SO4 |
|
Содержание платины, % мас. |
0,28 |
0,28 |
0,28 |
0,28 |
|
Температура процесса, °С |
120-140 |
120-140 |
120-140 |
120-140 |
|
Давление, МПа |
2,0-3,0 |
2,0-3,0 |
2,0-3,0 |
2,0-3,0 |
|
Объемная скорость подачи сырья, час-1 |
2-3,5 |
2-3,5 |
2-3,5 |
2-3,5 |
|
Мольное отношение Н2:сырье |
1,5-2:1 |
1,5-2:1 |
1,5-2:1 |
1,5-2:1 |
|
Прирост октанового числа по отношению к сырью, пункты |
11-14 |
12-16 |
17-20 |
18-24 |
|
Октановое число изомеризата, пункты (и.м.) |
82-84 |
85-86 |
87-89 |
89-91 |
|
Выход изомеризата на сырье С5-6, % мас. |
98 |
97-98 |
97-98 |
97-98 |
|
Относительные эксплутационные затраты |
1 |
2,6 |
3,2 |
5,0 |
|
Относительные капитальные затраты |
1 |
1,7 |
1,8 |
3,2 |
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Сырье процесса
Большое количество бутанов может увеличивать температурный перепад в слое катализатора, так как тепловой эффект реакции изомеризации  выше, чем и . Кроме этого, повышенное содержание бутанов (более 2% мас.) снижает время контакта углеводородов и с катализатором, что может привести к снижению октанового числа изомеризата.
выше, чем и . Кроме этого, повышенное содержание бутанов (более 2% мас.) снижает время контакта углеводородов и с катализатором, что может привести к снижению октанового числа изомеризата.
Повышенное содержание углеводородов (более 2% мас.) ведет к развитию реакций гидрокрекинга, разогреву слоя катализатора, что неблагоприятно влияет на термодинамическое равновесие изомеров  и
и  - углеводородов и обуславливает снижение октанового числа и выхода стабильного изомеризата.
- углеводородов и обуславливает снижение октанового числа и выхода стабильного изомеризата.
Повышенное содержание бензола в сырье изомеризации (более 2,5% мас.) ведет к увеличению потребления водорода (0,08%  на 1% бензола) и сильному разогреву слоя катализатора (тепловой эффект составляет примерно 10°С на 1% мас. бензола в сырье). Поэтому повышение содержания бензола в сырье должно сопровождаться увеличением подачи свежего водорода с обязательным охлаждением потока между реакторами.
на 1% бензола) и сильному разогреву слоя катализатора (тепловой эффект составляет примерно 10°С на 1% мас. бензола в сырье). Поэтому повышение содержания бензола в сырье должно сопровождаться увеличением подачи свежего водорода с обязательным охлаждением потока между реакторами.
К снижению глубины изомеризации "за проход" приводит также увеличение содержания в сырье нафтеновых углеводородов. Это обусловлено ингибирующим влиянием нафтеновых углеводородов на реакцию изомеризации парафинов.
Несоблюдение требований по составу сырья приводит к снижению октанового числа стабильного изомеризата.
Продукты
В таблице 2.25 представлена характеристика продуктов процесса изомеризации по данным АО "РНПК".
Таблица 2.25 - Характеристика продуктов процесса изомеризации
|
Показатели качества обязательные для проверки |
Норма по ГОСТ, ТУ, СТП |
|
|
1. Изопентановая фракция |
1. Октановое число ИМ, пункты |
не менее 92,0 |
|
2. Углеводородный состав, % мас.: |
||
|
i- |
не менее 93,0 |
|
|
n- |
не более 4,0 |
|
|
2. Изогексановая фракция |
1. Октановое число ММ, пункты |
не менее 88,0 |
|
2. Содержание |
не более 19,0 |
|
|
3. Тяжелый изомеризат |
1. Октановое число ИМ, пункты |
не менее 84,0 |
|
2. Содержание n-гексана, % масс. |
не более 0,5 |
|
|
4. Углеводородный газ изомеризации |
1. Содержание |
не более 5,5 |
 и 3-метилпентанов, % мас.
и 3-метилпентанов, % мас. , % об.
, % об.2.10.3 Среднетемпературная изомеризация на цеолитных катализаторах
Сырье
Важное значение имеет состав сырья, поскольку он определяет рабочие условия процесса изомеризации. Так как бутаны не подвержены изомеризации на цеолитсодержащих катализаторах, идеальное сырье имеет низкое содержание бутанов, что позволяет уменьшить производительность установки. Парафины С7+ крекируются и гидрируются в пропан и бутаны, что вызывает нежелательное снижение выхода целевого продукта. Для эффективной работы установки, что подразумевает высокий выход изомеризата, и предотвращения преждевременного закоксовывания катализатора содержание в сырье не должно превышать 5%. Соотношение н
-/изо- должно быть как можно выше. Это способствует увеличению прироста октанового числа. Содержание бензола должно быть не более 2% мас., для того, чтобы не устанавливать дополнительный реактор гидрирования бензола.
Катализаторы
Цеолитный катализатор представляет собой платину, нанесенную на цеолит (морденит). Этот катализатор не требует использования галогена в качестве активатора или промотора. Катализатор работает при 250-270°С и рабочем давлении 1,8-3,5 МПа (избыт.). На цеолитных катализаторах изомеризации получается продукт с более низким октановым числом, чем на хлорированном катализаторе на основе окиси алюминия. Однако, как и все цеолитные катализаторы, они обладают повышенной устойчивостью к воздействию серы, воды, азота и легко восстанавливаются после проведения регенерации. Продолжительность межрегенерационного пробега 2-3 года.
Цеолитный катализатор изомеризации Hysopar используется на Новокуйбышевском НПЗ, Хабаровском НПЗ и Ангарской НХК.
Сырье подвергают гидроочистке до содержания серы 0,001%. Схема установки среднетемпературной изомеризации бензиновой фракции н.к. - 62°С представлена на рисунке 2.39.
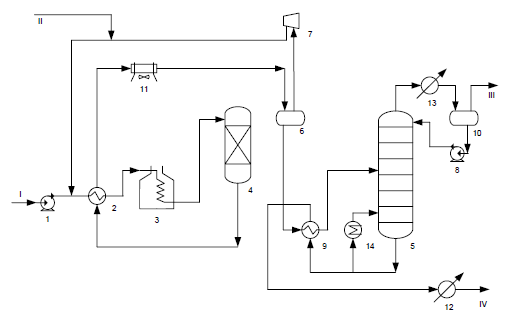
Рисунок 2.39 - Схема среднетемпературной изомеризации бензиновой фракции нк - 62°С на цеолитном катализаторе:
1, 8 - насосы; 2, 9 - теплообменники; 3 - печь; 4 - реактор; 5 - стабилизационная колонна; 6 - сепаратор; 7 - компрессор; 10 - емкость; 11 - аппарат воздушного охлаждения; 12, 13 - холодильники; 14 - кипятильник; I - Бензиновая фракция нк - 62°С; II - Водород; III - Отходящие газы; IV - Изомеризат
Бензиновую фракцию н.к. - 62°С насосом 1 подают на смешение с водородом, нагревают в теплообменнике 2 и печи 3 до температуры реакции (230-280°С) и подают в реактор 4.
Продукты реакции охлаждают в теплообменнике 2 и аппарате воздушного охлаждения 11, подают в сепаратор 6, где отделяют водородсодержащий газ. Изомеризат направляют в стабилизационную колонну 5, откуда после стабилизации и охлаждения в аппаратах 9 и 12 выводят с установки. Если необходимо получать отдельно изопентан и изогексан, то его подают на блок ректификации (см. п.1.4 - высокотемпературная изомеризация). Этот блок предназначен также для возвращения непрореагировавших н -пентана и н -гексана в сырье. С верха колонны 5 выводят отходящие легкие углеводороды, часть которых после конденсации и охлаждения возвращают насосом 8 в колонну 5 в качестве орошения. Среднетемпературная изомеризация сдает свои позиции в пользу низкотемпературной из-за большей энергоемкости и худшего качества изомеризата.
2.10.4 Высокотемпературная изомеризация на алюмоплатиновых катализаторах, промотированных хлором (фтором)
Для процесса высокотемпературной изомеризации характерны невысокие выход изомеризата и октановое число продукта, что резко сужает ее применение в промышленности. В настоящее время эта технология практически не применяется.
Основные параметры процесса высокотемпературной изомеризации парафиновых углеводородов и представлены в таблице 2.26.
Таблица 2.26 - Основные параметры процесса высокотемпературной изомеризации парафиновых углеводородов и
|
Показатель |
Значение |
|
Температура, °С |
380-450 |
|
Давление, МПа |
3-4 |
|
Выход изомеризата, % (об.) |
91 |
|
Октановое число (по исследовательскому методу) за проход |
74-76 |
Описание технологической схемы
Рисунок 2.40 - Схема установки высокотемпературной изомеризации
1, 22, 28, 31 - теплообменники; 2, 21, 24, 25, 27 - холодильники; 3 - изопентановая колонна; 4 - бутановая колонна; 5 - пентановая колонна; 6 - изогексановая колонна; 7 - печь; 8 - реактор; 9 - сепаратор; 10 - адсорбер; 11 - стабилизационная колонна; 12 - компрессор; 13, 14, 15, 29, 30 - емкости; 16, 17, 18, 19, 20, 26 - аппараты воздушного охлаждения;
I - Сырье; II - Свежий водородсодержащий газ; III - Углеводородный газ; IV - Изогексан; V - Изопентан; VI - бутаны; VII - стабильный изомеризат
Схема установки высокотемпературной изомеризации представлена на рисунке 2.40.
Сырье нагревают в теплообменнике 2, подают в изопентановую колонну 3, где смесь свежего сырья и стабильного изомеризата разделяют на смесь бутана с изопентаном (выходит с верха колонны) и смесь н -пентана с гексанами (выходит с низа колонны). В бутановой колонне 4 отделяют целевой изопентан от бутанов. С низа колонны 4 целевую изопентановую фракцию откачивают насосом через теплообменник 22 и холодильник 24 в емкость. Головной погон (бутаны после конденсации в аппарате воздушного охлаждения 17) частично подают на орошение, а балансовое количество отводят с установки. Смесь н -пентана и гексанов с низа колонны 3 проходит через теплообменник 28 и поступает в колонну 5, где н -пентан отделяют от гексанов.
Далее смесь гексанов с низа пентановой колонны 5 подают в изогексановую колонну 6, где изогексан выделяют с верха колонны, охлаждают в аппарате воздушного охлаждения 19, отделяют от примесей в емкости 14, частично для орошения возвращают в колонну 6, а балансовое количество выводят с установки.
Фракции н -пентана и н -гексана смешивают с ВСГ от компрессора 12, подогревают в теплообменнике 1 и в печи 7 и подают в реактор 8, заполненный катализатором. В начале пробега температура в реакторе 380°С, а в конце, вследствие некоторой дезактивации катализатора, она поднимается до 430-450°С.
Газопродуктовую смесь, вышедшую из реактора, охлаждают в теплообменнике 1 и в холодильниках 26 и 23, после чего направляют в сепаратор 9. Из аппарата 9 выводят циркулирующий ВСГ, который смешивают со свежим газом, подвергают осушке цеолитами в адсорбере 10, а затем возвращают во всасывающую линию компрессора 12. Сжатый водородсодержащий газ смешивают с сырьем.
Нестабильный изомеризат из сепаратора 9 направляют через теплообменник 32 в стабилизационную колонну 11, с верха которой уходят углеводороды , а с низа - стабильный изомеризат, который подают на смешение с сырьем и далее в колонну 3. Периодически, один раз в 5-6 месяцев, катализатор подвергают окислительной регенерации.
В зависимости от углеводородного состава бензиновой фракции н.к. - 62°С октановое число изомеризата будет колебаться от 80 до 90 по моторному методу. ОЧ (м.м.) изопентана (2-метилбутана) равно 90,3, н -гексан имеет ОЧ (м.м.) всего 26, а его изомеры характеризуются ОЧ (м.м.):
-
2-Метилпентан - 73,5;
-
3-Метилпентан - 74,5;
-
2,2 - Диметилбутан - 93,4;
-
2,3 - Диметилбутан - 94,3.
Материальный баланс
В таблице 2.27 представлен материальный баланс установки высокотемпературной изомеризации.
Таблица 2.27 - Материальный баланс установки высокотемпературной изомеризации
|
% мас. |
|
|
Поступило: |
|
|
Фракция н.к. - 62 |
100 |
|
Водородсодержащий газ |
0,8 |
|
в том числе водород |
0,22 |
|
Всего: |
100,8 |
|
Получено: |
|
|
Углеводородный газ |
1,6 |
|
Сжиженный газ |
16,8 |
|
Изомеризат (компонент автомобильного бензина) |
82,4 |
|
В том числе: |
|
|
изопентановая фракция |
53,4 |
|
изогексановая фракция |
22,1 |
|
гексановая фракция |
6,9 |
|
Всего |
100,8 |
2.11 Каталитический крекинг
Каталитический крекинг является важнейшим крупнотоннажным процессом переработки нефти. Мировая мощность построенных установок крекинга составляет более 770 млн. т/год [1]. Сырьем процесса служит прямогонный и гидроочищенный вакуумный дистиллят (фр. 350-550°С), а также мазут, как в смеси с более легким сырьем, так и отдельно.
Основными продуктами процесса являются:
-
а) пропан-пропиленовая и бутан-бутиленовая фракции с содержанием олефинов более 60% масс. - сырье для нефтехимического синтеза и производства пластмасс;
-
б) бензиновая фракция (НК-220°С) - высокооктановый компонент автобензинов (октановое число свыше 92 п. по ИМ);
-
в) легкий газойль (фр. 220-270°С) - компонент дизельного топлива, флотореагент;
-
г) тяжелый газойль (фр. 270-420°С) - сырье для производства нефтяного кокса и технического углерода.
В России процесс реализован на 14 предприятиях, суммарная мощность установок крекинга составляет около 24 млн. т/год (таблица 1). Строительство установок каталитического крекинга в нашей стране началось в 1952 году и продолжается в настоящее время одновременно с реконструкцией и выводом из эксплуатации старых установок.
В настоящее время в России функционируют установки следующего типа:
-
а) Реакторы с движущимся слоем катализатора. Слой шарикового катализатора 3-5 мм движется сверху вниз по реактору навстречу поднимающимся парам сырья. При контакте происходит крекинг, катализатор через низ отправляется на регенерацию, продукты на разделение. Регенерация протекает в отдельном аппарате с помощью воздуха; при этом выделяющееся при сгорании кокса тепло используют для генерации пара. Типовая установка - 43-102.
-
б) Реакторы с кипящим слоем катализатора. Микросферический катализатор витает в потоке паров сырья. По мере закоксовывания частицы катализатора тяжелеют и падают вниз. Далее катализатор выводится на регенерацию, которая проходит также в кипящем слое, а продукты идут на разделение. Типовые установки - 1-А/1М, 43-103.
-
в) Реакторы с лифт-реактором. Нагретое сырье в специальном узле ввода диспергируется и смешивается с восходящим потоком катализатора в специальном узле. Далее смесь катализатора и продуктов крекинга разделяется в кипящем слое сепаратора специальной конструкции. Остатки продуктов десорбируются паром в десорбере. Время контакта сырья и катализатора составляет несколько секунд. Типовая установка - Г-43-107.
-
г) Миллисеконд. Характерная особенность процесса - отсутствие лифт-реактора. Катализатор поступает в реактор нисходящим потоком, в катализатор перпендикулярно направлению его движения впрыскиваются пары сырья. Общее время реакции составляет несколько миллисекунд, что позволяет (повысив соотношение катализатор:сырье) добиться повышения выхода бензиновой фракции вплоть до 60-65%.
Несмотря на разнообразие используемых установок, общая схема процесса для них практически не отличается. Основные отличия состоят в конструкции реакторно-регенераторного блока, они будут рассмотрены далее при описании процесса.
Описание технологических подпроцессов, используемых в процессе каталитического крекинга
Установка каталитического крекинга функционально состоит из трех секций, каждая из которых реализует несколько подпроцессов:
-
а) секция гидроочистки сырья каталитического крекинга;
-
б) подготовка сырья для гидроочистки;
-
в) каталитическая гидроочистка вакуумного дистиллята;
-
г) сепарация;
-
д) фракционирование;
-
е) очистка циркулирующего ВСГ и углеводородного газа от сероводорода;
-
ж) секция каталитического крекинга и фракционирования продуктов:
-
1) каталитический крекинг;
-
2) регенерация катализатора в псевдоожиженном слое;
-
3) фракционирование продуктов крекинга
-
-
з) секция абсорбции, газоразделения и сероочистки продуктов:
-
1) стабилизация бензина крекинга;
-
2) очистка легкого бензина от сероводорода;
-
3) демеркаптанизация легкого бензина;
-
4) фракционирование легкого бензина;
-
5) гидроочистка тяжелого бензина.
-
Очистка циркулирующего ВСГ и углеводородного газа от сероводорода
На некоторых предприятиях часть подпроцессов может отсутствовать - секция гидроочистки сырья крекинга, или гидроочистка тяжелого бензина. Общая блок-схема установки приведена на рисунке 2.41. В таблице 2.29 представлено описание технологического процесса каталитического крекинга с указанием основных входных и выходных потоков по стадиям. Подпроцессы очистки ВСГ и углеводородных газов от сероводорода представляют собой типовую аминовую очистку, которая будет описана отдельно во избежание дублирования.
Таблица 2.28 - Перечень установок каталитического крекинга на предприятиях РФ
|
Компания |
Предприятие |
Установка/ лицензиар |
Достиг- |
Год ввода в эксплуа- |
Примечание |
|
ПАО "НК "Роснефть" |
АО "РНПК" (г.Рязань) |
1А/1М (рек. ABB Lummus Global) |
2500 |
1966 (рек. 2001) |
Планируется запуск установки гидроочистки бензина каталитического крекинга (ГОБКК) мощностью 1650 тыс. т/год в 2019 г. (лицензиар Axens, процесс Prime G+) |
|
АО "АНХК" (г.Ангарск) |
ГК-3 (рек. Автотех- |
1200 |
1969 (рек. 2003- |
Планируется запуск установки ГОБКК мощностью 500 тыс. т/год (лицензиар CDTECH, процесс CDHydro/CDHDS) |
|
|
1А/1М (рек. Автотех- |
917 |
1967 (рек. 2003) |
|||
|
АО "Сызранский НПЗ" (г.Сызрань) |
43-102 |
644 |
1960, 1963 |
Две установки. |
|
|
UOP |
1150 |
2017 |
В стадии строительства. |
||
|
АО "Куйбышевский НПЗ" (г.Самара) |
43-102 |
892 |
1952 |
Три установки. Подготавливаются к выводу из эксплуатации. |
|
|
UOP |
1150 |
2016 |
Пуско-наладочные работы. |
||
|
АО "Новокуйбышевский НПЗ" (г.Новокуйбышевск) |
43-102 |
710 |
1955 |
Две установки. |
|
|
ПАО "ЛУКОЙЛ" |
ООО "ЛУКОЙЛ-Нижегород- |
UOP |
4000 |
2010, 2015 |
Два комплекса по 2000 тыс. т/год. В составе второго комплекса, запущенного в 2015 г., отсутствует блок гидроочистки сырья, но присутствует установка ГОБКК мощностью 1100 тыс. т/год (лицензиар Axens, процесс Prime G+) |
|
ООО "ЛУКОЙЛ-Пермь- |
43-102 |
500 |
1959 (рек. 1998) |
Одна установка |
|
|
КТ-1/1 |
2400 |
1994 |
|||
|
ПАО "Газпромнефть" |
АО "Газпромнефть- |
Г-43-107М/1 |
2000 |
1983 |
Комплекс включает в себя установку ГОБКК мощностью 1200 тыс. т/год (лицензиар Axens, процесс Prime G+) |
|
АО "Газпромнефть- |
43-103 |
1550 |
1971 |
Комплекс включает в себя установку ГОБКК мощностью 1200 тыс.т/год (лицензиар Axens, процесс Prime G+) |
|
|
КТ-1/1 |
2400 |
1994 |
|||
|
ПАО "Газпром" |
ПАО "Газпром нефтехим Салават" (г.Салават) |
43-102 |
640 |
1955 |
Две установки. |
|
Shell |
1000 |
2017 |
В стадии строительства. Комплекс будет включать в себя установку ГОБКК мощностью 720 тыс. т/год (лицензиар Axens, процесс Prime G+) |
||
|
ПАО АНК "Башнефть" |
"Башнефть-УНПЗ" (г.Уфа) |
Г-43-107М/1 |
2200 |
1995 |
Комплекс включает в себя установку ГОБКК мощностью 1300 тыс. т /год (лицензиар CDTECH, процесс CDHydro/CDHDS) |
|
"Башнефть-Уфанефтехим" (г.Уфа) |
1А/1М (рек. Автотех- |
1800 |
1963 (рек. 2002) |
||
|
ПАО "НГК "Славнефть" |
ОАО "Славнефть- |
1А/1М (рек. Stone & Webster) |
1500 |
1967 (рек. 2000) |
Включает в себя установку ГОБКК мощностью 870 тыс. т/год (лицензиар Axens, процесс Prime G+) |
|
ПАО "ТАИФ" |
ПАО "ТАИФ-НК" (г.Нижнекамск) |
Технология ИНХС РАН/ ВНИИНП/ ВНИПИНефть |
930 |
2006 |
Отсутствует гидроочистка сырья. Комплекс включает в себя блок ГОБКК мощностью 360 тыс. т/год [проект ИНХС РАН/ ВНИИНП/ ВНИПИНефть) |
Рисунок 2.41 - Общая блок-схема установок каталитического крекинга
Таблица 2.29 - Описание технологического процесса каталитического крекинга (с указанием подпроцессов)
|
N этапа |
Входной поток |
Этап процесса |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
1.1 |
Вакуумный дистиллят с АВТ |
Подготовка сырья для гидроочистки (смешение, подогрев) |
Горячий вакуумный дистиллят в смеси с водородом |
Компрессор ЦВСГ; теплообменники вакуумного дистиллята; печь |
Дымовые газы |
|
Топливный газ из сети завода |
|||||
|
Водородсодержащий газ (ВСГ) из заводской сети |
|||||
|
1.2 |
Горячий вакуумный дистиллят в смеси с водородом |
Гидроочистка вакуумного дистиллята |
Гидрогенизат |
Реакторы гидроочистки |
- |
|
1.3 |
Гидрогенизат |
Выделение газа из гидрогенизата сепарацией |
Дегазированный гидрогенизат |
Сепараторы |
- |
|
ВСГ |
|||||
|
Углеводородный газ |
|||||
|
1.4 |
Дегазированный гидрогенизат |
Фракциони- |
Стабильный гидрогенизат (фр. 350-550°С) |
Ректифика- |
Кислые стоки |
|
Бензин гидроочистки |
|||||
|
Пар |
Дизельное толиво (фр. 180-350°С); |
||||
|
2.1 |
Стабильный гидрогенизат. |
Каталитический крекинг |
Продукты крекинга |
Реактор каталитического крекинга |
- |
|
Пар |
|||||
|
Регенери- |
|||||
|
Свежий катализатор крекинга |
Закоксованный катализатор крекинга |
||||
|
Рециркули- |
|||||
|
Рециркули- |
|||||
|
2.2 |
Закоксованный катализатор крекинга |
Регенерация катализатора в псевдоожи- |
Регенери- |
Регенератор; топка под давлением; высокоэфф. циклоны регенератора; с-ма выносных циклонов; |
Дымовые газы регенерации Катализаторная пыль |
|
Пар |
|||||
|
Воздух |
|||||
|
2.3 |
Продукты крекинга |
Фракциони- |
Жирный газ |
Ректифика- |
Кислые стоки |
|
Нестабильный бензин |
|||||
|
Легкий газойль |
|||||
|
Тяжелый газойль |
|||||
|
Шлам |
|||||
|
3.1 |
Нестабильный бензин |
Стабилизация бензина |
Сухой газ ( |
Фракциони- |
Кислые стоки |
|
Легкий бензин (фр. НК-70°С) |
|||||
|
Жирный газ |
Тяжелый бензин (фр. 70-220°С) |
||||
|
3.2 |
Легкий бензин |
Очистка легкого бензина от сероводорода |
Очищенный легкий бензин |
Абсорбер |
- |
|
МЭА |
Отработанный раствор МЭА |
||||
|
3.3 |
Очищенный легкий бензин |
Демеркап- |
Демеркапти- |
Экстрактор; колонна регенерации катализатора |
Щелочные стоки |
|
Щелочь |
|||||
|
Катализатор демеркап- |
Фракция дисульфидов |
||||
|
Вода |
|||||
|
3.4 |
Демеркапти- |
Ректификация легкого бензина и газоразделение |
Пропан-пропиленовая фракция (ППФ) |
Ректифика- |
- |
|
Бутан-бутиленовая фракция (ББФ) |
|||||
|
Легкий бензин каталитического крекинга |
|||||
|
3.5 |
Тяжелый бензин |
Гидрочистка тяжелого бензина крекинга |
Очищенный тяжелый бензин |
Компрессор ЦВСГ; теплообменники бензина; печь |
Дымовые газы |
|
ВСГ |
|||||
|
1.5; 3.6 |
Серосо- |
Очистка газа от сероводорода |
Очищенный газ |
Абсорбер |
|
|
Свежий раствор моноэта- |
Отработанный раствор МЭА |
Секция гидроочистки сырья каталитического крекинга
Ряд установок каталитического крекинга в России работает на прямогонном вакуумном дистилляте с установок ВТ и АВТ, соответственно, секции гидроочистки сырья на установках нет. Предприятия с установками крекинга без секции/установки гидроочистки вакуумного дистиллята:
-
а) АО "АНХК";
-
б) АО "Новокуйбышевский НПЗ";
-
в) ООО "ЛУКОЙЛ-Нижегороднефтеоргсинтез" (ККК-2, второй комплекс);
-
г) ПАО "ТАИФ-НК";
-
д) ОАО "Славнефть-ЯНОС".
Общая блок-схема секции приведена на рисунке 2.42.
Подготовка сырья для гидроочистки
Исходным сырьем установки служит прямогонный вакуумный дистиллят с установок ВТ и АВТ, на ряде установок в сырье вовлекают также деасфальтизаты, экстракты селективной очистки масел, высококипящий остаток гидрокрекинга. Качество сырья регламентируется стандартами предприятий (СТП) и может варьироваться в широких пределах.
По схеме вакуумный дистиллят из парка поступает в блок теплообменников, где нагревается до 250-300°С теплом газопродуктовой смеси из реакторов гидроочистки, после чего подается в тройники смешения. В эти тройники с помощью компрессоров циркулирующего водородсодержащего газа (ЦВСГ) также подается водородсодержащий газ (ВСГ) с содержанием водорода не менее 80%. Кратность ВСГ:сырье зависит от качества сырья и составляет в общем случае 400-600 нм/м. Далее газосырьевая смесь нагревается в печи до 350-400°С и поступает в реакторный блок.
Рисунок 2.42 - Блок-схема секции гидроочистки сырья каталитического крекинга
Каталитическая гидроочистка вакуумного дистиллята
Гидроочистка вакуумного дистиллята осуществляется в одноступенчатых проточных реакторах. В зависимости от производительности установки гидроочистка может проводиться в одном или двух параллельно работающих реакторах.
Сущность процесса гидроочистки состоит в удалении большей части сернистых, азотистых и кислородсодержащих соединений, содержащихся в сырье, с помощью реакций гидрогенолиза. В условиях повышенного давления и температуры на катализаторе происходит гидрирование этих соединений с образованием сероводорода, воды, аммиака, а также частичный гидрокрекинг с образованием углеводородного газа, бензиновых и дизельных фракций.
Примеры протекающих при этом реакций:
|
- меркаптаны |
|
|
- дисульфиды |
|
|
- сульфиды |
|
|
- тиофены |
|
|
- пирролы |
|
|
- фенолы |
|





В качестве катализаторов для гидроочистки наибольшее распространение получил алюмокобальтмолибденовый и алюмоникельмолибденовый катализаторы, так как они обладают высокой активностью в разрыве связей C-S, малой активностью в нежелательных реакциях разрыва связей С-С и низкой активностью в реакциях полимеризации и конденсации, высокой термической стойкостью и практически полной нечувствительностью к каталитическим ядам.
Условия проведения процесса гидроочистки зависят от фракционного и химического состава сырья, от требуемой степени обессеривания, применяемого катализатора и его состояния. Примерные условия гидроочистки вакуумного дистиллята следующие:
-
а) температура 370-410°С;
-
б) парциальное давление водорода 3,5-5,0 МПа;
-
в) кратность циркуляции водорода 400-600 нм
/м.
Достигаемая глубина обессеривания при этом составляет 90-98%.
В процессе проведения реакции гидроочистки сырья происходит закоксовывание катализатора и снижение его активности. Регенерация катализатора проводится при значительном падении активности катализатора и сводится к окислительному выжигу кокса, серы и тяжелых углеводородов, отложившихся на катализаторе в процессе реакции, непосредственно в реакторах. Выжиг производится кислородом воздуха, подаваемого в потоке инертного газа, с поглощением окислов серы из газов регенерации 5-10% раствором соды (карбонат натрия -  ).
).
После реакторов парогазовая смесь (гидроочищенный вакуумный дистиллят, продукты реакции и циркуляционный водородсодержащий газ) после охлаждения в блоке теплообменников поступает на сепарацию.
Сепарация
Отделение ВСГ и углеводородного газа от гидрогенизата осуществляется двуступенчатой сепарацией. На первом этапе парогазовая смесь охлаждается в теплообменниках примерно до 300°С, после чего поступает в горячий сепаратор высокого давления. В этих условиях происходит частичная конденсация парогазовой смеси и выделение ВСГ в газовую фазу. Далее с низа сепаратора гидрогенизат поступает в теплообменники, где доохлаждается до 40-50°С, и подается в холодный сепаратор высокого давления. В этом сепараторе от гидрогенизата отделяется углеводородный газ  . После сепаратора гидрогенизат подается на фракционирование, а ВСГ и углеводородный газ подвергаются раздельной аминовой очистке от сероводорода. Очищенный углеводородный газ поступает в заводскую топливную сеть или сжигается в печах установки.
. После сепаратора гидрогенизат подается на фракционирование, а ВСГ и углеводородный газ подвергаются раздельной аминовой очистке от сероводорода. Очищенный углеводородный газ поступает в заводскую топливную сеть или сжигается в печах установки.
ВСГ после очистки поступает на вход соответствующих компрессоров. Для поддержания требуемой концентрации водорода (не менее 80-85%) осуществляется сдувка части ВСГ в топливную сеть и соответствующая подпитка свежим ВСГ от установки производства водорода или установок риформинга. Примерный расход водорода на гидроочистку вакуумного дистиллята составляет 0,3-0,6% масс. (в зависимости от жесткости режима).
Фракционирование
Вследствие частичного протекания реакций гидрокрекинга компонентов вакуумного дистиллята, в процессе гидроочистки происходит облегчение фракционного состава сырья. Для стабилизации гидрогенизата (удаления из него фракций, выкипающих до 350-360°С) применяют ректификацию. Процесс проводится в стабилизационной колонне, содержащей около 30 клапанных тарелок, режим ректификации следующий:
-
а) давление 1,5 кгс/см
; -
б) температура верха 120°С;
-
в) температура низа 390°С.
Для снижения температуры низа колонны до величины, исключающей термическое разложение гидроочищенного сырья каталитического крекинга, в нижнюю часть колонны подают водяной пар. С верха колонны отводятся углеводородный газ, пары воды и бензина, которые охлаждаются в воздушных холодильниках и частично конденсируются в емкости. Из емкости часть бензина подается на верхнюю тарелку в качестве острого орошения, балансовое количество откачивается на очистку от сероводорода раствором МЭА. Несконденсирующийся углеводородный газ подается на общезаводскую установку газофракционирования или на блок газофракционирования установки каталитического крекинга.
Боковой погон стабилизационной колонны - компонент дизельного топлива фр. 160-360°С поступает в отпарную колонну. В низ отпарной колонны подается перегретый водяной пар для отпарки нежелательных легких фракций. С низа отпарной колонны компонент дизельного подается в воздушный холодильник и далее выводится с установки. Стабильный гидрогенизат с низа колонны откачивается в секцию каталитического крекинга.
Секция каталитического крекинга и фракционирования продуктов
Сущность процесса каталитического крекинга основана на расщеплении высокомолекулярных компонентов вакуумного газойля на более мелкие молекулы в присутствии микросферического цеолитсодержащего катализатора при высокой температуре.
Постадийно процесс каталитического крекинга может быть представлен следующим образом:
-
а) поступление сырья к поверхности катализатора;
-
б) диффузия сырья в поры катализатора;
-
в) хемосорбция на активных центрах катализатора;
-
г) химическая реакция на поверхности катализатора;
-
д) десорбция продуктов крекинга и не прореагировавшей части сырья с поверхности катализатора и частично из внутренних пор за счет отпарки водяным паром;
-
е) вывод продуктов реакции на последующую ректификацию.
Реакции каталитического крекинга подразделяют на первичные, относящиеся к превращению молекул исходного сырья, и вторичные, в которых участвуют продукты реакции. К наиболее важным первичным и вторичным реакциям, протекающим при каталитическом крекинге, относятся следующие:
Крекинг парафинов с образованием алифатических углеводородов меньшей молекулярной массы:
- Олефин + Парафин
Парафин - Олефин + Олефин + Парафин
- Олефин + Олефин +
Крекинг нафтенов с образованием олефинов:
Нафтен Олефин + Олефин
Нафтен Циклогексан + Олефин
Деалкилирование алкилароматических углеводородов:
Алкилароматический углеводород Ароматический углеводород + Олефин
Расщепление боковых цепей алкилароматических углеводородов:
Алкилароматический углеводород Ароматический с боковой олефиновой цепью + Парафин
Крекинг олефинов с образованием олефинов меньшей молекулярной массы:
Олефин Олефин + Олефин
Изомеризация:
Олефин Изоолефин
Парафин Изопарафин
n-Ксилол о-Ксилол + m-Ксилол
Перераспределение алкильной группы между двумя ароматическими углеводородами:

Диспропорционирование олефинов с низкой молекулярной массой:

Перераспределение водорода:
Нафтен + Олефин Ароматический углеводород + Парафин
Олефин 2 Парафина + Диен
Олефин Парафин + Ароматический углеводород
Циклоолефин Нафтен + Ароматический углеводород
Ароматический углеводород [Предшественник кокса] + Олефин Кокс + Парафин
Полимеризация, конденсация и коксообразование:
Гидрирование сернистых соединений:
- меркаптанов:

- дисульфидов:

- тиофенов

В зависимости от условий крекинга (качество сырья, катализатор, температура, давление, время контакта и др.) соотношение скоростей протекания перечисленных реакций меняется, что и отражается на конверсии сырья, выходе и качестве целевых и побочных продуктов. Получаемые продукты каталитического крекинга по своему химическому составу имеют следующие особенности:
-
а) бензин содержит много изопарафинов и ароматических углеводородов;
-
б) газ имеет высокую концентрацию изобутана и олефинов;
-
в) газойлевые фракции богаты полициклическими и ароматическими углеводородами.
Основными факторами, влияющими на процесс каталитического крекинга, являются:
-
а) качество сырья;
-
б) свойства катализатора;
-
в) температура процесса;
-
г) давление;
-
д) кратность циркуляции катализатора;
-
е) объемная скорость.
Качество сырья
Тяжелое сырье дает больший выход бензина и меньший выход газа, сырье с большим содержанием ароматики дает наибольший выход кокса и наименьший выход бензина. Лучший выход бензина и наименьший выход кокса дает нафтеновое сырье.
Свойства катализатора
Для обеспечения максимального выхода целевых продуктов и достижения высоких технико-экономических показателей катализатор крекинга должен иметь следующие основные свойства:
-
а) высокую активность, определяющую глубину превращения исходного сырья при равных прочих условиях;
-
б) высокую избирательность, которая оценивается способностью катализатора ускорять реакции в требуемом направлении, снижать скорость побочных реакций;
-
в) стабильность. Катализатор должен быть стойким к истиранию, растрескиванию и давлению вышележащих слоев, а также не должен изнашивать аппаратуру;
-
г) регенерируемость. Характеризует способность быстро и многократно восстанавливать свою активность и избирательность при окислительной регенерации без нарушения поровой структуры и разрушения частиц.
Температура процесса
Каталитический крекинг обычно проводят в интервале температур 500540°С.
С ростом температуры в рабочей зоне увеличивается общая глубина превращения сырья, выход сухого газа, выход фракции , количество пропилена и бутилена и в сравнительно небольшой степени повышается выход стабильного бензина. Повышение температуры в реакторе также увеличивает глубину превращения и выход кокса.
Увеличение подогрева сырья повышает температуру в регенераторе и уменьшает отложение кокса на отработанном катализаторе. Увеличение рециркуляции шлама повышает содержание кокса на катализаторе и количество тепла, выделяемого в регенераторе.
Давление
Процесс обычно ведут под давлением 0,15-0,17 МПа (1,5-1,7 кгс/см). С повышением давления содержание олефиновых углеводородов в бензине уменьшается, одновременно снижается октановое число бензина. С понижением давления увеличивается выход газов и концентрация в них непредельных углеводородов.
Кратность циркуляции катализатора
Кратность циркуляции катализатора равна отношению количества тонн циркулирующего катализатора в час к количеству сырья, подаваемого в реактор.
При постоянном количестве и качестве сырья, вносимого в реактор, и нормальных рабочих условиях процесса с ростом кратности циркуляции катализатора глубина превращения сырья, процент отложения кокса на катализаторе увеличивается.
Объемная скорость
Объемная скорость (ч ) - это отношение количества подаваемого сырья в час к количеству катализатора в зоне крекинга реактора. Время пребывания углеводородного сырья в рабочей зоне реактора уменьшается с повышением объемной скорости. С понижением объемной скорости время контакта углеводородных паров с катализатором увеличивается, что приводит к более глубокому их превращению.
) - это отношение количества подаваемого сырья в час к количеству катализатора в зоне крекинга реактора. Время пребывания углеводородного сырья в рабочей зоне реактора уменьшается с повышением объемной скорости. С понижением объемной скорости время контакта углеводородных паров с катализатором увеличивается, что приводит к более глубокому их превращению.
Рисунок 2.43 - Блок-схема секции каталитического крекинга и фракционирования продуктов
Переработка сырья с высокой объемной скоростью (при сохранении неизменных прочих условий процесса) дает больший абсолютный выход бензина, чем крекинг с малой объемной скоростью. Относительный выход (в % вес. на сырье) бензина с ростом объемной скорости снижается. С уменьшением объемной скорости, особенно в области малых численных ее значений, увеличивается выход кокса и плотность каталитического газойля.
Сущность процесса регенерации катализатора состоит в окислительном отжиге кокса с поверхности катализатора при температуре 650-700°С. Для равномерного выжига кокса процесс осуществляется в псевдоожиженном слое, поддерживаемом потоком воздуха.
Общая блок-схема секции представлена на рисунке 2.44. Поскольку реактор и регенератор каталитического крекинга конструктивно исполнены одним блоком, будет дано единое описание подпроцессов каталитического крекинга и регенерации катализатора.
Каталитический крекинг и регенерация катализатора в псевдоожиженном слое
Крекинг данного типа представлен на отечественных заводах установками типа 43-102. Принципиальная схема реакторно-регенераторного блока установки такого типа приведена на рисунке 2.44. Сырье I после нагрева в печи до 470-490°С поступает в реактор 1, где происходят реакции каталитического крекинга. Из зоны крекинга катализатор поступает в зону отпарки в нижней части реактора, где отпаривающим агентом выступает пар III.
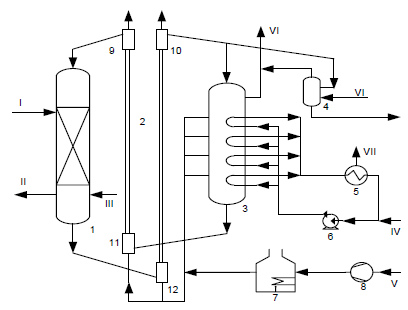
Рисунок 2.44 - Принципиальная схема реакторно-регенераторного блока установок с движущимся шариковым катализатором:
1 - реактор,
2 - напорные стояки катализатора, 3 - регенератор, 4 - сепаратор, 5 - паросборник, 6 - насос, 7 - печь, 8 - воздуходувка, 9, 10 - бункеры-сепараторы, 11, 12 - дозаторы пневмотранспорта.
I - сырье, II - продукты крекинга, III - водяной пар, IV - вода, V - воздух, VI - дымовые газы, VII - водяной пар
Продукты реакции II поступают на фракционирование, а катализатор - в бункер отработанного катализатора 12. Закоксованный катализатор поднимается по стояку 2 в бункер 10, а оттуда - в регенератор 3. В регенераторе при температуре 680-700°С происходит выжиг кокса воздухом с поверхности катализатора, в нижней части регенератора температура снижается до 580-600°С за счет охлаждающих змеевиков. Снятое тепло при этом используется для генерации пара. Регенерированный катализатор по трубопроводу поступает в бункер 11, откуда возвращается в распределительное устройство реактора 9. Для сохранения постоянного фракционного состава катализатора часть циркулирующего катализатора отдувается в сепараторе.
Технологический режим и примерный материальный баланс крекинга вакуумного газойля для установки с движущимся слоем катализатора приведены ниже:
Температура, °С:
|
- нагрева сырья |
470-490 |
|
- в реакторе |
450-490 |
|
- в регенераторе |
680-700 |
Давление, кгс/см:
|
- в реакторе |
1,7 |
|
- в регенераторе |
1,2 |
|
Кратность циркуляции катализатора, т/т сырья |
1,8-2,5 |
|
Время контакта катализатора с сырьем, с |
1200 |
Выход продуктов, % мас.:
|
сухой газ, |
1,5-2,0 |
|
жирный газ ( |
6,5-9,5 |
|
бензин (С5 - 195°С) |
35-38 |
|
легкий газойль (195-350°С) |
23-27 |
|
тяжелый газойль (>350°С) |
20-24 |
|
кокс |
2,5-3,5 |
Большим недостатком установок с гранулированным катализатором явилась недостаточно большая мощность по сырью - фактически она составляла не выше 4000-5000 тонн в сутки из-за большого расхода транспортирующего агента (не менее 1 кг на 20 кг катализатора). Также длительное пребывание катализатора в зоне реакции (15-20 минут) приводит к недостаточно эффективному его использованию. По этой причине новых установок такого типа больше не строится, а старые по мере возможности выводятся из эксплуатации.
Каталитический крекинг в лифт-реакторе на микросферическом цеолитсодержащем катализаторе
Открытие каталитической активности цеолитов и разработка промышленных цеолитсодержащих синтетических катализаторов крекинга привело к существенному изменению конструкции реакторного блока. Для наиболее полного использования активности цеолитсодержащих катализаторов процесс проводят в прямоточном лифт-реакторе при повышенной температуре, высокой кратности циркуляции катализатора и времени контакта катализатора с сырьем порядка 3-5 с.
Принципиальная схема реакторно-регенераторного блока установок с лифт-реактором и циркулирующим микросферическим катализатором приведена на рисунке 85*. Сырье I проходит через теплообменник 2 и печь 1, где нагревается до 310-350°С, после чего через форсунки поступает в низ прямоточного реактора. В реакторе сырье смешивается с катализатором, поступающим из регенератора, и поднимается в полусквозном потоке вверх по реактору 12, где протекают реакции каталитического крекинга. В низ реактора подается водяной пар для разгона катализатора, пар также подается в сырьевые форсунки для более тонкого распыла сырья. Предусмотрена подача шлама с низа основной ректификационной колонны в реактор.
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Газокатализаторный поток из реактора поступает в сепаратор 9. Пары продуктов отделяются от катализатора сначала в сепарирующем устройстве, затем в высокоэффективных циклонах на выходе из сепаратора. Отработанный катализатор поступает в десорбер 10, где потоком пара с катализатора удаляются адсорбированные тяжелые углеводороды. Закоксованный катализатор VIII из десорбера поступает в регенератор 11, где в псевдоожиженном слое потоком воздуха III, подаваемого воздуходувкой 4, происходит его регенерация. Регенерированный катализатор XI поступает обратно в реактор, а дымовые газы регенерации VII сначала отделяются от катализатора в высокоэффективных циклонах 13, затем проходят через котел-утилизатор 8, где часть тепла используется для генерации пара, после чего происходит доочистка от катализаторной пыли в электрофильтре 7. Очищенные дымовые газы V выбрасываются в атмосферу. Уловленный катализатор поступает в бункер 5, куда также загружается свежий катализатор VI, предназначенный для компенсации потерь микросферического катализатора с продуктами реакции и дымовыми газами.
Рисунок 2.45 - Принципиальная схема реакторно-регенераторного блока установок с лифт-реактором
1 - трубчатая печь; 2 - теплообменник; 3 - насос; 4 - подогреватель воздуха; 5 - бункер для катализатора; 6, 13 - циклоны; 7 - электрофильтр; 8 - котел-утилизатор; 9 - сепарационная зона реактора; 10 - отпарная зона реактора; 11 - регенератор с кипящим слоем; 12 - лифт-реактор; 13 - емкость;
I - сырье; II - топливо на нагрев воздуха; III - воздух; IV - свежий катализатор на догрузку системы; V - очищенные дымовые газы; VI - катализаторная пыль; VII - дымовые газы; VIII - закоксованный катализатор; IX - продукты реакции; X - водяной пар; XI - регенерированный катализатор; XII - шлам
Технологический режим и примерный материальный баланс крекинга вакуумного газойля для установки с лифт-реактором приведены ниже:
Температура, °С:
|
- в реакторе |
515-530 |
|
- в регенераторе |
650-700 |
Давление, кгс/см:
|
- в реакторе |
1,3-1,8 |
|
- в регенераторе |
1,4-2,4 |
|
Кратность циркуляции катализатора, т/т сырья |
5-8 |
|
Время контакта катализатора с сырьем, с |
2,5-3,5 |
Выход продуктов, % мас.:
|
сухой газ, |
2,5-3,2 |
|
жирный газ ( |
16,0-16,8 |
|
бензин ( |
48-50 |
|
легкий газойль (195-270°С) |
6,5-7,5 |
|
тяжелый газойль (270-420°С) |
13,5-14,5 |
|
остаток (>420°С) |
5,0-5,5 |
|
кокс |
5,5 |
Рисунок 2.46 - Конструкция реакторных блоков установок с микросферическим катализатором крекинга: а
- Г-43-107М [4], б
- 1А/1М после реконструкции, в
- ГК-3 после реконструкции.
Подписи к а
: 1 - прямоточный реактор; 2 - паровые форсунки; 3 - сырьевые форсунки; 4 - шламовые форсунки; 5 - парораспределительное устройство; 6 - каскадные тарелки; 7 - отпарная секция; 8 - сепарационная камера; 9 - одноступенчатые циклоны; 10 - двухступенчатые циклоны; 11 - регенератор; 12 - трубчатый воздухораспределитель.
Подписи к б
: 1 - сырьевая форсунка; 2 - прямоточный реактор; 3 - шламовая форсунка; 4 - парораспределительное устройство; 5 - двухступенчатая отпарная секция; 6 - инерционный сепаратор; 7 - одноступенчатые циклоны; 8 - транспортная линия регенератора; 9 - воздухораспределительное устройство; 10 - узел распределения отработанного катализатора; 11 - двухступенчатые циклоны.
Подписи к в
: 1 - прямоточный реактор; 2 - сырьевые форсунки; 3 - шламовые форсунки; 4 - циклон грубой очистки; 5 - система охлаждения продуктов крекинга; 6 - двухступенчатая отпарная секция; 7 - парораспределительное устройство; 8 - одноступенчатые циклоны; 9 - транспортная линия; 10 - узел распределения отработанного катализатора; 11 - воздухораспределительное устройство; 12 - двухступенчатые циклоны; 13 - напорная камера; 14 - напорный стояк; 15 - шиберная задвижка; 16 - J-образный переток
Конкретная конструкция реактора и регенератора отличается по установкам (рисунок 2.46). Типовым для новых установок является реакторный блок типа Г-43-107М (рисунок 2.46.а), отличающийся разновысотным расположением регенератора и реактора, соосным расположением сепаратора и лифт-реактора, а также наклонными напорными стояками, которые позволяют катализатору поступать из одного аппарата в другой самотеком под действием перепада давления. Устаревшие типы установок (1А/1М и ГК-3) модернизированы в зависимости от их исходной конструкции. В обоих случаях старый реактор переделан в сепаратор, а новый прямоточный лифт-реактор либо смонтирован взамен транспортной линии катализатора (1А/1М), либо сделан выносным (ГК-3).
Фракционирование продуктов крекинга
Разделение продуктов крекинга осуществляется в основной фракционирующей колонне. Пары продуктов крекинга из реактора по трансферной линии поступают в промывочно-сепарационную секцию основной фракционирующей колонны, оборудованную в нижней части ситчатыми двухпоточными тарелками. На тарелках происходит контакт перегретых и загрязненных катализатором паров, поступающих из реактора с жидкостью в колонне. При контакте паров с жидкостью происходит охлаждение паров для прекращения реакции крекинга, отмывка их от катализаторной пыли и частичная конденсация высококипящих углеводородов. Отмытые от катализаторной пыли и охлажденные до температуры насыщения пары поступают в концентрационную секцию колонны на разделение.
Тяжелый газойль в смеси с катализаторной пылью с низа колонны подается в шламоотстойник, в котором происходит отстаивание катализатора. С низа шламоотстойника шлам направляется в прямоточный реактор каталитического крекинга. Отстоявшийся от катализаторной пыли тяжелый газойль в постоянном количестве возвращается в основную колонну, а балансовый избыток выводится с установки после охлаждения в теплообменнике. Предусмотрена возможность осуществления рециркуляции тяжелого газойля в качестве сырья крекинга.
Фракция легкого газойля из колонны боковым погоном выводится в отпарную колонну (стриппинг). В стриппинге происходит отпарка легких фракций бензина из легкого газойля перегретым водяным паром. Пары из стриппинга возвращаются в колонну. Из куба стриппинга легкий газойль откачивается в теплообменники для охлаждения и далее выводится с установки.
Пары с верха основной колонны (углеводородный газ, нестабильный бензин, водяной пар) поступают в конденсаторы-холодильники и далее в рефлюксную емкость, где происходит разделение на нестабильный бензин, жирный газ и воду. Нестабильный бензин из емкости частично возвращается в колонну в качестве острого орошения для регулирования температуры верха, а балансовый избыток направляется в секцию абсорбции, газоразделения и сероочистки. Загрязненный технологический конденсат из отстойника емкости откачивается на очистку от растворенного сероводорода и аммиака в узел очистки технологического конденсата. Жирный газ из емкости направляется на очистку от и в секцию абсорбции, газоразделения и сероочистки.
Секция абсорбции, газоразделения и сероочистки
Секция предназначена для разделения газа крекинга на фракции, а также очистки газа и бензина от серы. Не на всех предприятиях осуществляется демеркаптанизация легкого бензина крекинга и гидроочистка тяжелого бензина крекинга. Общая блок-схема секции приведена на рисунке 2.47.
Рисунок 2.47 - Блок-схема секции абсорбции, газоразделения и сероочистки
Стабилизация бензина крекинга
Стабилизация бензина крекинга состоит в удалении из него углеводородов, выкипающих до 70°С. На первой стадии осуществляется удаление из него сухого газа - углеводородов  - достигаемое путем абсорбции более тяжелых компонентов стабильным бензином крекинга в специальном аппарате - фракционирующем абсорбере. Разделение углеводородов и более тяжелых возможно вследствие их разной растворимости; так, растворимость пропана в бензине крекинга примерно в 20-30 раз выше, чем этана.
- достигаемое путем абсорбции более тяжелых компонентов стабильным бензином крекинга в специальном аппарате - фракционирующем абсорбере. Разделение углеводородов и более тяжелых возможно вследствие их разной растворимости; так, растворимость пропана в бензине крекинга примерно в 20-30 раз выше, чем этана.
Нестабильный бензин крекинга после выделения в основной фракционирующей колонне поступает во фракционирующий абсорбер. Туда же подается жирный газ крекинга после проведения его очистки от сероводорода раствором амина. Абсорбентом в колонне служит стабильный бензин. С низа абсорбера выводится нестабильный бензин в стабилизационную колонну, где он разделяется на две фракции - НК-70°С и 70-220°С.
С верха абсорбера выводится сухой газ, который далее подается во второй абсорбер для улавливания унесенных углеводородов  . Абсорбентом во втором абсорбере служит легкий газойль. Очищенный от тяжелых углеводородов сухой газ доочищается от сероводорода раствором амина и поступает в топливную сеть завода, а также на горелки печей установки каталитического крекинга. Насыщенный абсорбент с низа абсорбера возвращается в основную ректификационную колонну секции каталитического крекинга.
. Абсорбентом во втором абсорбере служит легкий газойль. Очищенный от тяжелых углеводородов сухой газ доочищается от сероводорода раствором амина и поступает в топливную сеть завода, а также на горелки печей установки каталитического крекинга. Насыщенный абсорбент с низа абсорбера возвращается в основную ректификационную колонну секции каталитического крекинга.
Примерный технологический режим работы абсорберов и колонны стабилизации приведен в таблице 2.30.
Таблица 2.30 - Технологический режим работы фракционирующих абсорберов выделения сухого газа и колонны стабилизации бензина
|
Параметр |
Фракционирующий абсорбер |
Повторный абсорбер |
Колонна стабилизации |
|
Температура верха, °С |
45 |
45 |
100 |
|
Температура низа, °С |
80-115 |
50 |
195-230 |
|
Давление верха, атм |
9,0-11,5 |
8,5-11,0 |
7,8-10,0 |
|
Давление низа, атм |
10,0-12,0 |
9,0-11,0 |
7,8-11,0 |
Демеркаптанизация легкого бензина
Технология процесса очистки фракции НК-70°С направлена на максимальное извлечение из сырья меркаптанов и остаточного количества сероводорода с целью получения при дальнейшем фракционировании углеводородных фракций (ППФ, ББФ, легкого бензина), пригодных для использования в качестве сырья для нефтехимии и производства высокооктановых компонентов товарного бензина.
Процесс очистки включает в себя:
-
а) приготовление катализаторного комплекса (КТК), представляющего собой 15%-ый водный раствор гидроксида натрия, также содержит 0,1% катализатора окисления сульфидов;
-
б) стадию демеркаптанизации сырья, состоящую из следующих процессов:
-
в) экстракция меркаптанов раствором КТК;
-
г) водная промывка очищенного продукта;
-
д) регенерацию раствора КТК;
-
е) отделение дисульфидов от раствора КТК.
Экстракция сероводорода и меркаптанов происходит по следующим реакциям:


Регенерация раствора КТК в присутствии катализатора происходит по следующим реакциям:


Фракция НК-70°С, содержащая меркаптаны и остаточное количество сероводорода после аминовой очистки, подается в куб экстрактора меркаптанов. Циркулирующий раствор КТК из сепаратора дисульфидов подается на верхнюю первую тарелку экстрактора. Давление экстракции составляет 18 атм, температура - 40-50°С.
Очищенная фракция НК-70°С с верха экстрактора направляется в сепаратор щелочи, где происходит ее отделение от унесенных капель раствора КТК. Раствор КТК с низа сепаратора выводится в дегазатор, а фракция НК-70°С с верха сепаратора направляется на стадию водной промывки от следов раствора КТК в колонну водной промывки. Колонна работает при 17-19 атм и температуре 30-40°С. Очищенная и отмытая фракция НК-70°С с верха колонны направляется в колонну выделения фракций  и .
и .
Раствор КТК, насыщенный сульфидами и меркаптидами натрия, из дегазатора подается в куб регенератора, который представляет собой насадочную прямоточную колонну, реакционная зона которой заполнена массообменной насадкой, в качестве которой используются стальные кольца Палля размером 50x50x1. Температура нагрева раствора КТК на входе в регенератор регламентируется 50(±2)°С, т.к. уменьшение температуры ниже 45°С ведет к снижению скорости регенерации, а увеличение температуры раствора КТК выше 60°С ведет к дезактивации катализатора окисления.
В куб регенератора под опорную решетку через распределительное устройство для окисления сульфидов и меркаптидов подается технологический воздух от компрессора с давлением не менее 6 атм. Отработанный воздух и унесенный регенерированный КТК с дисульфидами из регенератора поступает в сепаратор воздуха, где происходит разделение отработанного воздуха и раствора КТК, содержащего дисульфиды. Отработанный воздух направляется к горелкам печи, а регенерированный раствор КТК с дисульфидами поступает в сепаратор дисульфидов, где за счет гравитационного отстоя дисульфиды отделяются от раствора КТК.
Бензин крекинга и растворенные в нем дисульфиды с верха сепаратора дисульфидов перетекают в емкость дисульфидов, а оттуда периодически, по мере накопления откачиваются на блок гидроочистки тяжелого бензина крекинга. Регенерированный раствор КТК с низа сепаратора дисульфидов подается в обратно в экстрактор меркаптанов. По мере разбавления раствора КТК (за счет образования реакционной воды и солей) до концентрации активной щелочи порядка 6% масс., часть его периодически, без прекращения циркуляции откачивается в дренажную емкость. Балансовое количество раствора КТК восполняют путем подкачки концентрированного раствора КТК.
Фракционирование легкого бензина
Очищенная фракция НК-70°С поступает с верха колонны экстракции меркаптанов в колонну выделения фракции . Дегазированный легкий бензин из куба колонны охлаждается в теплообменниках и водяных холодильниках, после чего откачивается в товарный цех. С верха колонны пары углеводородов (фракция ) поступают в аппараты воздушного охлаждения, после чего поступают в рефлюксную емкость. Часть фракции из рефлюксной емкости подается на орошение верха колонны, а балансовый избыток поступает в пропановую колонну.
В пропановой колонне происходит разделение углеводородов фракции на пропан-пропиленовую фракцию (фракция ) и бутан-бутиленовую фракцию (фракция ). С верха пропановой колонны пары пропан-пропиленовой фракции поступают в конденсаторы-холодильники воздушного охлаждения, потом в водяные холодильники, затем в рефлюксную емкость. Часть фракции из рефлюксной емкости подается на орошение верха колонны, а балансовый избыток откачивается в товарный парк.
Бутан-бутиленовая фракция с куба пропановой колонны колонны*, последовательно охлаждаясь в теплообменниках, в холодильниках водяного и воздушного охлаждения, выводится на товарный склад или на установки получения МТБЭ и алкилирования (при наличии на заводе).
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Примерный технологический режим работы колонн приведен в таблице 2.31.
Таблица 2.31 - Технологический режим работы колонны стабилизации легкого бензина и пропановой колонны
|
Параметр |
Колонна стабилизации |
Пропановая колонна |
|
Температура верха, °С |
55-65 |
40-50 |
|
Температура низа, °С |
120-128 |
95-105 |
|
Давление верха, атм |
8,9-9,8 |
15,0-17,3 |
|
Давление низа, атм |
8,9-9,8 |
15,3-18,6 |
Водный конденсат из рефлюксных емкостей колонн отводится в узел очистки технологического конденсата.
Гидроочистка тяжелого бензина
Процесс гидроочистки тяжелого бензина крекинга ведется в токе водорода высокой чистоты и парциального давления. Высокое парциальное давление водорода в реакторе увеличивает скорость реакции гидрообессеривания и уменьшает скорость дезактивации катализатора.
Бензин каталитического крекинга характеризуется значительным содержанием сернистых соединений - сульфидов и тиофенов и непредельных углеводородов - олефинов и диенов. Наблюдается также качественное присутствие меркаптанов. Основная часть непредельных углеводородов концентрируется в легких фракциях крекинга-бензина, выкипающих при температурах до 120°С, в то время как содержание сернистых соединений резко возрастает с утяжелением фракционного состава.
В связи с этим, в условиях гидрогенизационного облагораживания такого вида сырья должны протекать реакции термического разложения меркаптанов, гидрирования как сернистых, так и непредельных углеводородов. При этом доминирующей реакцией будет деструктивное гидрирование сераорганических соединений.
Меркаптаны, обладая свойствами слабых кислот, являются коррозионно-агрессивными, их присутствие в нефтепродуктах снижает их стабильность. Кроме того, вследствие низкой термической стабильности и термодинамической неустойчивости при нагревании в условиях гидроочистки будут протекать реакции термического разложения меркаптанов, приводящие к образованию непредельных углеводородов и выделению сероводорода:
 .
.
Выделение сероводорода увеличит коррозионную активность перерабатываемого сырья, что приведет к коррозионным разрушениям оборудования реакторного блока гидроочистки.
Скорость термического разложения меркаптанов резко возрастает с увеличением их молекулярной массы. Следовательно, возрастает и скорость образования ненасыщенных углеводородов, которые при нагревании в условиях гидроочистки будут вступать в реакции полимеризации и конденсации, образуя высокомолекулярные соединения, забивающие теплообменное, нагревательное и реакционное оборудование.
Также возможна реакция взаимодействия меркаптанов с диеновыми углеводородами, приводящая к образованию высокомолекулярных сернистых соединений.
Сернистые соединения довольно легко подвергаются гидрированию с разрушением связи C-S с образованием соответствующих предельных углеводородов и сероводорода:
Меркаптаны: 
Сульфиды: 
Дисульфиды: 
Тиофены: 
Скорость гидрогенолиза сернистых соединений понижается в ряду:
-
меркаптаны > дисульфиды > сульфиды > тиофены.
В пределах одного класса соединений скорость гидрирования уменьшается с увеличением молекулярной массы, т.е. удаление серы из высококипящих фракций бензина крекинга будет происходить с большим трудом, чем из легких.
Специфика углеводородного состава бензина каталитического крекинга по сравнению с прямогонными бензинами заключается в присутствии большого количества непредельных углеводородов различного строения, в том числе с двумя сопряженными связями (диеновых). Непредельные углеводороды, содержащиеся в бензине каткрекинга, являются продуктами вторичного характера, образовавшимися в результате разложения сырья при его переработке. Все непредельные углеводороды характеризуются большой реакционной способностью. Поэтому в данных условиях легко протекают реакции присоединения водорода с образованием соответствующих предельных углеводородов:
Олефины: 
Диены:  .
.
Склонность различных углеводородов, содержащих в молекуле двойные связи, к насыщению водородом неодинакова. Легче всего гидрируются диеновые по сопряженным двойным связям, хорошо адсорбирующиеся на поверхности катализатора. При этом скорость гидрирования диеновых на два порядка выше, чем олефиновых углеводородов. Среди алифатических олефиновых углеводородов менее разветвленные соединения гидрируются с большей скоростью.
Присутствующие в бензине каталитического крекинга диеновые углеводороды в условиях гидроочистки термически неустойчивы и при нагревании способны вступать в реакции полимеризации и конденсации с образованием высокомолекулярных углеродистых продуктов. Полимеризация и конденсация способствует накоплению отложений на поверхности теплообменной и нагревательной аппаратуры, в верхней части слоя катализатора, что приводит к снижению эффективности теплообмена, сокращению срока службы катализатора и оборудования, межрегенерационного цикла и увеличению расхода энергоресурсов.
Сырье - фракция НК-70°С бензина каталитического крекинга - поступает в тройники для смешения с циркулирующим ВСГ, а затем подается в реактор гидроочистки. Процесс проводится при температуре 250-350°С и давлении ~30 атм, на алюмокобальтмолибденовом катализаторе, где протекает реакция гидрогенолиза серосодержащих соединений и частичное гидрирование непредельных углеводородов, содержащихся в сырьевом потоке.
Далее газопродуктовая смесь с температурой 120-260°С и давлением 26 атм поступает на охлаждение в аппараты воздушного охлаждения и далее в водяной холодильник. Газопродуктовая смесь после холодильника с температурой 40-50°С поступает в сепаратор высокого давления. В этом сепараторе происходит разделение газопродуктовой смеси на жидкие углеводороды, ВСГ и отстой кислой воды.
Кислая вода из сепаратора выводится в дренажную емкость. ВСГ из сепаратора, отделенный от нестабильного гидрогенизата, поступает на аминовую очистку от сероводорода и далее подается на рецикл в тройники смешения с сырьем гидроочистки. Нестабильный бензин снизу сепаратора нагревается в теплообменниках и поступает в стабилизационную колонну.
Легкие газы и пары бензина (смесь углеводородов и бензина) с верха стабилизационной колонны поступают в воздушный холодильник, в котором происходит охлаждение смеси и частичная конденсация бензиновых фракций. Далее газожидкостная смесь доохлаждается в водяном холодильнике и поступает в рефлюксную емкость. В емкости происходит разделение газовой и жидкой фазы и отслоение от нее кислой воды, которая собирается в отстойнике.
Часть жидкой фазы из рефлюксной емкости подается в качестве острого орошения на 1-ю тарелку стабилизационной колонны. Избыток жидкой фазы откачивается в сепаратор жирного газа секции каталитического крекинга и фракционирования продуктов. Технологический конденсат (кислая вода) из отстойника рефлюксной емкости отводится в дренажную емкость и затем на узел очистки технологического конденсата.
Стабильный бензин с куба стабилизационной колонны частично используется в качестве горячей струи для подвода тепла в низ колонны (после нагрева в печи), а балансовый избыток после охлаждения в воздушных и водяных холодильниках откачивается в товарный парк.
Очистка углеводородных потоков от сероводорода раствором моноэтаноламина
Очистка газов и фракции НК-70°С 15% раствором моноэтаноламина основана на процессе хемосорбции (абсорбция с протеканием химических реакций). Основные реакции можно представить следующими уравнениями:
-
а)

-
б)

-
в)

-
г)

-
д)

Присутствие гидроксильной группы снижает давление насыщенных паров и повышает растворимость соединения в воде, а присутствие аминогруппы придает водным растворам щелочность, необходимую для абсорбции кислых газов.
Как видно из уравнений, процесс ведет к образованию химических соединений. Однако эти соединения все же имеют при нормальных условиях заметное давление насыщенных паров, так что состав равновесного раствора меняется в зависимости от парциального давления кислых газов. При повышении температуры давление паров этих соединений быстро растет, нагревом раствора можно десорбировать из него кислые газы (на этом принципе основан процесс регенерации раствора моноэтаноламина).
Реакции абсорбции (поглощения) и идут с выделением тепла:
на 1 кг поглощенного выделяется ~300 ккал
на 1 кг поглощенного выделяется ~400 ккал
Физическая сущность процесса абсорбции заключается в молекулярной и конвективной диффузии вещества из газовой фазы в жидкую вследствие разности парциальных давлений извлекаемого компонента в контактирующих фазах. Различие парциальных давлений компонентов во встречных фазах обеспечивается противоточным движением газа и жидкости. Когда парциальное давление компонента в газе становится меньше, чем в жидкости, начинается выделение его из жидкости, т.е. диффузия вещества из жидкой фазы в газовую. Такой процесс называется десорбцией.
Неочищенный газ направляется на сероочистку в абсорбер. В абсорбере установлена насадка фирмы "Зульцер", обеспечивающая равномерное распределение и контакт жидкой фазы с газовой. В верхней части абсорбера смонтирован сетчатый каплеотбойник для улавливания жидкости, уносимой с потоком газа.
Абсорбер работает при давлении 1,6 атм и температуре 40°С. Абсорбентом является 15% раствор моноэтаноламина в воде.
Газ поступает в нижнюю часть под насадку, а регенерированный раствор МЭА подается над слоем насадки в верхней части абсорбера. В результате абсорбции из газа извлекается сероводород и углекислота. Для отмывки газа от унесенного моноэтаноламина в верхнюю часть колонны подается химобессоленная вода.
Сероочищенный газ из абсорбера направляется на дальнейшую переработку. Насыщенный раствор МЭА и сконденсированные тяжелые углеводороды с куба абсорбера откачиваются в емкость. В емкости от насыщенного раствора МЭА отделяются сконденсированные углеводороды и собираются в отсеке за перегородкой. Углеводороды из емкости откачиваются в газосепаратор.
Узел регенерации МЭА может быть выполнен в составе установки каталитического крекинга; регенерация может также осуществляться централизованно на общезаводском узле. Отстоявшийся насыщенный раствор МЭА подается на регенерацию в регенератор через теплообменник. В регенераторе от насыщенного раствора МЭА отпариваются кислые газы: сероводород и . Тепло в регенератор подводится через термосифонный рибойлер водяным паром.
Смесь сероводорода, и уносимого водяного пара с верха регенератора направляется в воздушный холодильник, где охлаждается, а водяные пары частично конденсируются. Парожидкостная смесь после холодильника поступает в газосепаратор, где происходит отделение газовой фазы от жидкой. Жидкая фаза газосепаратора - кислый водный конденсат - подается на верхнюю насадку регенератора в качестве орошения для сокращения количества подпитки химочищенной водой раствора МЭА и количества стоков, направляемых на очистку. Избыток конденсата из газосепаратора выводится в узел очистки технологического конденсата.
Газовая фаза газосепаратора - смесь сероводорода, с некоторым количеством унесенных водяных паров направляется по трубопроводу на установку переработки серы НПЗ.
Параметры технологического режима узла аминовой очистки:
|
Абсорбер: |
|
|
- температура, °С |
40 |
|
- давление, атм |
1,6 |
|
Колонна регенерации: |
|
|
- температура верха, °С |
95-110 |
|
- температура низа, °С |
120-130 |
|
- давление, атм |
1,0-1,8 |
Узел очистки технологического конденсата
Метод очистки загрязненного технологического конденсата основан на последовательном отделении от технологического конденсата сероводорода и аммиака в ректификационных колоннах с доочисткой аммиака от сероводорода в скруббере (2-колонная схема). Метод обеспечивает глубокую очистку конденсата от указанных газов и позволяет достичь требуемых показателей по остаточному содержанию сульфидной серы и аммонийного азота в очищенном технологическом конденсате. Кроме того, данная схема позволяет непосредственно выделять сероводород и аммиак отдельными высококонцентрированными газовыми потоками. При этом чистота получаемого сероводорода соответствует требованиям, предъявляемым к сырью установок производства серы.
Процесс 2-колонной очистки является непрерывным и состоит из трех стадий:
-
а) отпарка сероводорода из технологического конденсата в первой ректификационной колонне;
-
б) отпарка аммиака и остатков сероводорода от технологического конденсата во второй ректификационной колонне;
-
в) очистка аммиаксодержащего газа от сероводорода в насадочном скруббере.
Загрязненный технологический конденсат подается в первую колонну двумя потоками - верхним холодным и нижним, нагретым до температуры начала кипения воды.
В данной колонне в качестве головного продукта получается практически чистый сероводород, а в качестве остатка - вода, обогащенная аммиаком с остаточным содержанием сероводорода, которая поступает во вторую колонну для удаления из нее аммиака вместе с остаточным сероводородом. Аммиак с остаточным сероводородом получают с верха второй колонны, а с низа ее - очищенный технологический конденсат.
Очистку аммиака от сероводорода проводят в скруббере. Для этого головной продукт второй колонны - аммиак с примесью сероводорода - промывают холодным потоком очищенного конденсата в нижней насадочной секции скруббера. В результате чего остаточный сероводород реагирует с аммиаком с образованием хорошо растворимого в воде гидросульфида аммония. Получаемый раствор возвращается в первую колонну, а аммиак поступает на верхнюю насадочную секцию скруббера. Так как реакция растворения аммиака сопровождается выделением тепла, то для охлаждения аммиака и конденсации избыточных паров воды в верхней части скруббера организовано циркуляционное орошение. Очищенный и охлажденный аммиак с верха скруббера подается на утилизацию на горелку печи или на факел.
Основное оборудование процесса каталитического крекинга
В таблице 2.32 приведено основное оборудование, применяемое на установках каталитического крекинга, применительно к установке производительностью 900 тыс. т/год.
Таблица 2.32 - Основное оборудование установки каталитического крекинга
|
Наименование оборудования |
Назначение оборудования |
Технологические характеристики |
|
Компрессоры ЦВСГ |
Сжатие водородсодержащего газа до рабочего давления |
Производительность, нм Напор, мм вод.ст. |
|
Реакторы гидроочистки |
Проведение гидроочистки |
Диаметр, мм Высота, мм Давление расчетное, МПа Температура расчетная, °С |
|
Реактор каталитического крекинга |
Проведение каталитического крекинга вакуумного дистиллята |
Диаметр, мм Высота, мм Объем, м Давление расчетное, МПа Температура расчетная, °С Давление рабочее (верх), МПа Давление рабочее (низ), МПа Температура рабочая (верх), °С Температура рабочая (низ), °С |
|
Регенератор каталитического крекинга |
Регенерация катализатора крекинга |
Диаметр, мм Высота, мм Объем, м Давление расчетное, МПа Температура расчетная, °С Давление рабочее (верх), МПа Давление рабочее (низ), МПа Температура рабочая, °С |
|
Топка под давлением |
Подогрев воздуха перед регенератором |
Диаметр, мм Высота, мм Объем, м Давление расчетное, МПа Температура расчетная, °С 200/1500/600°С (стенки корпуса аппарата/среды в камере горения/среды в камере смешения) |
|
Топка под давлением |
Подогрев воздуха перед регенератором |
Давление рабочее, МПа Температура рабочая, °С |
|
Колонна стабилизации гидрогенизата |
Удаление легких фракций из гидроочищенного вакуумного дистиллята |
Диаметр, мм Высота, мм Давление расчетное, МПа Температура расчетная, °С Тарелки клапанные, шт. |
|
Отпарные колонны дизтоплива, легкого газойля |
Отпарка легких фракций из средних дистиллятов |
Диаметр, мм Высота, мм Объем, м Давление расчетное, МПа Температура расчетная, °С Тарелки трапециевидно-клапанные однопоточные - 6 шт. |
|
Основная ректификационная колонна |
Разделение газопродуктовой смеси каталитического крекинга |
Диаметр, мм Высота, мм Объем, м Давление расчетное, МПа Температура расчетная: Тарелки: а) трапециевидно-клапанные - 32 шт. б) ситчатые - 3 шт. |
|
Шламоотстойник |
Отделение катализаторного шлама от тяжелого газойля |
Диаметр, мм Высота, мм Объем, м Давление расчетное, МПа Температура расчетная, °С |
|
Компрессор жирного газа |
Сжатие газа крекинга до рабочего давления |
Производительность, нм Напор, кПа |
|
Фракционирующий абсорбер |
Удаление сухого газа из бензина крекинга и жирного газа крекинга |
Диаметр, мм Высота (цилиндр. часть), мм Объем, м Давление расчетное, МПа Температура расчетная, °С Тарелки клапанные, шт. |
|
Стабилизационная колонна бензина крекинга |
Отделение фракции |
Диаметр, мм Высота, мм Вместимость, м Давление расчетное, МПа Температура расчетная, °С Тарелки клапанные, шт. |
|
Пропановая колонна |
Разделение фракции |
Диаметр, мм Высота, мм Объем, м Давление расчетное, МПа Температура расчетная, °С Тарелки клапанные прямоточные, шт. |
|
Экстрактор меркаптанов |
Удаление меркаптанов из легкого бензина крекинга |
Диаметр, мм Высота, мм Объем, м Давление расчетное, МПа Температура расчетная, °С Тарелки ситчатые, шт. Подогреватель наружный, поверхность теплообмена, м |
|
Абсорбер МЭА |
Абсорбция сероводорода и углекислого газа из углеводородных потоков раствором МЭА |
Диаметр, мм Высота (цилиндр. часть), мм Объем, м Давление расчетное, МПа Температура расчетная, °С |
|
Регенератор МЭА |
Десорбция сероводорода и углекислого газа из насыщенного раствора МЭА |
Диаметр, мм Объем, м Высота, мм Давление расчетное, МПа Температура расчетная, °С Тарелки трапециевидно-клапанные, шт. |
2.12 Гидрогенизационные процессы
Общие сведения о процессах
Гидрогенизационные процессы занимают важное место среди процессов переработки нефти и уже давно являются неотъемлемой частью современных нефтеперерабатывающих заводов. Их используют для получения стабильных высокооктановых бензинов, улучшения качества дизельных и котельных топлив, а также смазочных масел. Быстрое развитие гидрогенизационных процессов в последние годы объясняется повышением требований к качеству товарных нефтепродуктов, значительным снижением стоимости производства водорода и созданием высокоэффективных катализаторов.
В технической литературе название "гидрогенизационные" применяется для различных процессов, таких, как гидроочистка, гидрооблагораживание, гидрообессеривание, гидродепарафинизация, гидроизомеризация, гидродеароматизация, гидрирование, гидрокрекинг, гидроконверсия, гидродеметаллизация и т.д. В действительности, все эти процессы можно разделить на две группы - гидроочистка и гидрокрекинг. Гидроочистка - гидрогенизационный процесс, способствующий очистке нефтяных фракций или остатков от вредных примесей - от серы, азота, кислорода, непредельных и полициклических ароматических углеводородов, тяжелых металлов, а гидрокрекинг - гидрогенизационный процесс, способствующий не только очистке нефтяных фракций от вредных примесей, но и расщеплению, деструкции углеводородов. Но при гидроочистке деструкция углеводородов также происходит в небольших количествах. Поэтому условились, если деструкция (конверсия) исходного сырья составляет менее 10% (мас.), то такой гидрогенизационный процесс называется гидроочисткой. Если конверсия составляет 10-50% (мас.), то такой процесс называется легким гидрокрекингом, если более 50% (мас.) - глубоким гидрокрекингом.
Классификация термогидрокаталитических процессов представлена на рисунке 2.48.
Рисунок 2.48 - Классификация термогидрокаталитических процессов
Физико-химический процесс гидроочистки НГС относится, как уже было сказано ранее, к числу термогидрокаталитических. Он предназначен, главным образом, для снижения в дистиллятах и остатках концентрации сернистых, олефиновых и, частично, азотистых и кислородсодержащих соединений. Это обусловлено постоянным ростом в нефтепереработке удельного веса сернистых и парафинистых перерабатываемых нефтей с высоким содержанием гетероэлементов с одновременным ужесточением требований стандартов к содержанию сернистых соединений в топливах.
Вместе с тем процесс гидроочистки используют сегодня как на стадии подготовки сырья (например, для физико-химических процессов каталитического крекинга или риформинга), так и на стадии производства товарной продукции (например, для дистиллятов большинства термических процессов) в составе современных технологических комплексов.
Химизм процесса
Химизм процессов гидроочистки сводится к деструкции связей С-S, С-N, С-О. При этом практически не затрагиваются связи С-С. Среди сернистых углеводородных соединений нефти наиболее легко гидрируются меркаптаны, затем сульфиды, дисульфиды, тиофены, тиофаны и наконец, бенз- и дибензтиофены.
Гетероатомные соединения подвергаются гидрогенолизу быстрее, чем углеводороды, поэтому гетероатомы удаляются из сырья в виде сероводорода, аммиака и воды. Легче всего удаляется сера, далее следует кислород, наиболее устойчив азот. При освобождении металлов из углеводородов они осаждаются на катализаторе, снижая его активность.
Меркаптаны гидрируются до сероводорода и соответствующего углеводорода

Сульфиды гидрируются через образование меркаптанов:
 .
.
Дисульфиды также гидрируются до сероводорода:
 .
.
Тиофен и тиофан (циклические сульфиды) гидрируются до соответствующих алифатических углеводородов:

Бенз- и дибензтиофены гидрируются по схеме:
При гидрировании кислородных соединений образуются соответствующие углеводороды и вода:

При гидрировании азотсодержащих соединений образуются соответствующие углеводороды и аммиак:
Кроме того, может в небольших количествах идти процесс гидрокрекинга

Катализаторы
В процессах гидроочистки применяются алюмокобальтмолибденовые (АКМ) или алюмоникельмолибденовые (АНМ) катализаторы, в которые вводят различные добавки.
Промышленный алюмокобальтмолибденовый катализатор обладает высокой избирательностью. Реакции разрыва связей С-С или насыщения ароматических колец в его присутствии практически не протекают. Катализатор характеризуется высокой активностью в реакциях разрыва связей С-S и хорошей термической стойкостью, вследствие чего имеет длительный срок службы. Важное преимущество данного катализатора - стойкость к потенциальным каталитическим ядам. Кроме того, катализатор отличается приемлемой активностью в реакциях насыщения непредельных соединений, разрыва связей углерод-азот, углерод-кислород и практически используется для гидроочистки всех нефтяных фракций.
Алюмоникельмолибденовый катализатор менее активен в реакциях насыщения непредельных соединений, зато более активен в отношении насыщения ароматических углеводородов (на 10-50% больше по сравнению с АКМ) и гидрирования азотистых соединений (на 10-18% выше, чем с АКМ). Вместе с тем он быстрее теряет высокую первоначальную активность.
Современные катализаторы гидроочистки светлых нефтепродуктов могут работать без потери активности до 3-5 лет.
По мере работы на катализаторе откладываются кокс (17-20% от массы катализатора) и сера (0,5-1,5% от массы катализатора). Активность катализатора падает. Восстановить активность удается при выжиге кокса и серы паро- или газовоздушной смесью. Обычно катализаторы гидроочистки выдерживают не менее трех регенераций.
Активность катализатора может снижаться при потере активного компонента. Это может происходить при регенерации, когда температура поднимается до 600°С и происходит испарение триоксида молибдена. При температуре выше 760°С активный оксид алюминия превращается в неактивный алюминат никеля, происходит спекание катализатора, вследствие чего снижается его активная поверхность.
Установлено, что наивысшей активностью обладают дисульфид молибдена и смешанный сульфид никеля ( ). Катализаторы АНМ и АКМ нуждаются в предварительном осернении. В промышленных процессах гидроочистки моторных топлив достаточно присутствия в водороде незначительных количеств (долей процента) сероводорода для превращения соответствующих металлов в сульфиды низшей валентности.
). Катализаторы АНМ и АКМ нуждаются в предварительном осернении. В промышленных процессах гидроочистки моторных топлив достаточно присутствия в водороде незначительных количеств (долей процента) сероводорода для превращения соответствующих металлов в сульфиды низшей валентности.
Катализаторы гидроочистки состоят из трех компонентов:
- Активные компоненты, осуществляющие гидрирующие-дегидрирующие функции. Основными здесь являются сульфиды и оксиды Mo, Ni и Co, частично Cr, W, Fe. Количество их в катализаторе колеблется от 18 до 25% мас.
- Соединения, отвечающие за кислотные функции (оксиды алюминия, цеолиты и аморфные алюмосиликаты). На них происходят реакции крекинга, изомеризации.
- Соединения, отвечающие за связующие функции. Это могут быть вещества с кислотными функциями ( и алюмосиликаты), но также применяют оксиды кремния, титана, циркония, а также цирконий- и магнийсиликаты. Связующие носители обладают очень развитой поверхностью и высокой механической прочностью.
и алюмосиликаты), но также применяют оксиды кремния, титана, циркония, а также цирконий- и магнийсиликаты. Связующие носители обладают очень развитой поверхностью и высокой механической прочностью.
Катализаторы гидроочистки получают двумя способами: соосаждением  (
( -окиси алюминия) с солями молибдена, никеля или кобальта (в зависимости от того, какой катализатор необходимо получить - АКМ или АНМ), а также пропиткой гидроокиси алюминия
-окиси алюминия) с солями молибдена, никеля или кобальта (в зависимости от того, какой катализатор необходимо получить - АКМ или АНМ), а также пропиткой гидроокиси алюминия  соответствующими солями. Основными стадиями приготовления катализатора являются следующие: пропитка, соосаждение, промывка, просушка, провяливание, прокаливание, восстановление, хлорирование и осернение. Для повышения активности вводят различные промоторы, среди которых цеолиты, редкоземельные металлы и т.д.
соответствующими солями. Основными стадиями приготовления катализатора являются следующие: пропитка, соосаждение, промывка, просушка, провяливание, прокаливание, восстановление, хлорирование и осернение. Для повышения активности вводят различные промоторы, среди которых цеолиты, редкоземельные металлы и т.д.
Лучшие катализаторы гидроочистки выпускают такие катализаторные компании, как Haldor Topsoe, Criterion, Chevron, Albemarle (бывшее производство катализаторов Akzo Nobel N.V) и др. В настоящее время в России катализаторы процессов гидроочистки выпускают катализаторные фабрики в Рязани (ООО "Промкатализ"), в Ангарске (ОАО "Ангарский завод катализаторов и органического синтеза", ОАО "НК "Роснефть"), в Новокуйбышевске (ООО Новокуйбышевская катализаторная фабрика ОАО "НК "Роснефть"), в г.Ишимбай (ООО "Ишимбайский специализированный химический завод катализаторов", KNT GROUP), в г.Новосибирске (ОАО "Новосибирский завод химконцентратов") и др.
Основные факторы, влияющие на процесс:
Сырье. В сырье, поступающем на установку гидроочистки, содержание влаги не должно превышать 0,02-0,03% (мас.), так как оно влияет на прочность катализатора, усиливает интенсивность коррозии. Сырье не должно содержать механических примесей, так как, попадая в реактор, они скапливаются на катализаторе, снижая тем самым эффективность его работы. Во избежание поликонденсации непредельных и кислородных соединений, содержащихся в сырье, за счет контакта последнего с кислородом воздуха, снабжение установок гидроочистки сырьем следует организовывать по схеме прямого питания или хранить его в промежуточных сырьевых парках в резервуарах под "подушкой" инертного газа. Контакт сырья с кислородом воздуха может привести к образованию отложений в системе реакторного блока (теплообменниках, компрессорах, реакторах).
Температура. Оптимальным для реакции гидроочистки является интервал температур 260-420°С. Ниже 260°С реакция обессеривания протекает слабо, выше 420°С усиливаются реакции крекинга и коксования. При работе установки в конце пробега катализатора поддерживают более высокую температуру, так как повышение температуры компенсирует падение активности катализатора.
Давление.
Общее давление в системе колеблется от 2,5 до 6 МПа, парциальное давление водорода составляет 1,53,7 МПа. С утяжелением сырья возрастает содержание в нем непредельных углеводородов, а значит и парциальное давление водорода в водородсодержащем газе на входе в реактор должно увеличиваться, что приводит к улучшению степени очистки сырья, уменьшению коксообразования, увеличению срока службы катализатора.
Кратность подачи (циркуляции) водородсодержащего газа колеблется при 0°С и 0,1 МПа от 200 до 700 объемов газа к одному объему сырья.
При гидроочистке дистиллятов с высоким содержанием непредельных углеводородов или смолистых веществ, например, дизельных фракций коксования или вакуумного газойля, соотношение циркуляционного газа и сырья наибольшее. Повышение кратности циркуляции способствует увеличению длительности безрегенерационного пробега установки.
Объемная скорость колеблется
от 1 до 10 ч и зависит как от качества исходного сырья, так и от требуемой степени очистки. При очистке прямогонного бензина объемная скорость составляет 5 ч, при очистке вакуумного газойля - 1 ч.
Тепловой эффект реакции. Реакция гидрирования непредельных, ароматических и серосодержащих соединений сопровождается выделением теплоты. При гидроочистке легких прямогонных топлив - бензина, керосина, дизельного топлива - тепловой эффект реакции сравнительно невелик и составляет 70-80 кДж на 1 кг сырья. При гидроочистке топлив с высоким содержанием непредельных, а также тяжелых топлив тепловой эффект реакции достигает 260-500 кДж/кг.
Для отвода избыточной теплоты из реакционной зоны применяют подачу в реактор между слоями катализатора холодного циркуляционного газа или смеси холодного газа и холодного жидкого нестабильного продукта гидроочистки (гидрогенизата).
Расход водорода. Водород при гидроочистке расходуется на гидрирование, растворение и отдув. Расход водорода на гидрирование зависит в наибольшей степени от содержания непредельных углеводородов, а также смол в сырье и колеблется от 0,1% на прямогонный бензин до 1,3% на бензин коксования или вакуумный газойль. Потери водорода на растворение в жидких продуктах реакции возрастают с увеличением молекулярной массы очищаемого продукта и общего давления в системе.
В процессе гидроочистки используют не чистый водород, а газ, в котором объемное содержание водорода составляет 50-95%, остальную часть составляют метан, этан, пропан и бутан. В результате реакций гидроочистки водород поглощается, образуются углеводородные газы, сероводород и вода. Поэтому содержание водорода в водородсодержащем газе на входе в реактор выше, чем на выходе.
В процессе гидроочистки дизельных топлив выделяется значительное количество газов разложения - до 2,8% (мас.), поэтому при использовании водородосодержащего газа с содержанием водорода примерно 80,0% (об.) появляется необходимость в отдуве газа. Парциальное давление связано с составом водородосодержащего газа, который подается в реактор.
Промышленные технологии гидроочистки нефтяного сырья
Промышленные установки гидроочистки нефтяного сырья включают следующие блоки:
-
а) подготовки сырья;
-
б) реакторный;
-
в) сепарации газопродуктовой смеси с выделением ВСГ;
-
г) очистки циркулирующего ВСГ и углеводородного газа от сероводорода;
-
д) компрессорный;
-
е) стабилизации гидрогенизата.
Установки имеют много общего по аппаратурному оформлению и схемам реакторных блоков, различаются же - по мощностям (расходам), размерам аппаратов, параметрам технологического режима и схемам секций сепарации и стабилизации гидрогенизатов. На рисунке 2.49 приведение* блок-схема процесса гидроочистки.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Рисунок 2.49 - Блок-схема установки гидроочистки
В схеме с циркуляцией ВСГ легко поддерживается постоянное соотношение водород:сырье. Наличие циркуляционного компрессора позволяет в зависимости от качеств катализатора и сырья, концентрации водорода в ВСГ регулировать требуемую кратность циркуляции ВСГ, дает возможность проводить газовоздушную регенерацию катализаторов.
Применяемые на установках гидроочистки схемы стабилизации гидрогенизатов (отпаркой водяным паром при низком давлении или подогретым ВСГ при повышенном давлении, с подогревом низа стабилизационной колонны "горячей струей" через печь или рибойлер; применительно к гидроочистке масляных дистиллятов - с дополнительной разгонкой под вакуумом) различаются по фракционному составу сырья, ресурсам ВСГ и водяного пара и т.д.
На НПЗ регенерируют насыщенный раствор моноэтаноламина (абсорбент сероочистки ВСГ от ) либо непосредственно на самой установке гидроочистки, либо - централизованно в общезаводском узле.
Гидроочистку прямогонных бензиновых фракций осуществляют на секциях гидроочистки установок каталитического риформинга.
Для гидроочистки реактивных топлив используют специализированные установки, а также секции гидроочистки керосина комбинированной установки.
Гидроочистку прямогонных дизельных фракций в России проводят на установках типа Л-24-6, Л-24-7, ЛЧ-24-7, ЛЧ-24-2000 и секциях гидроочистки комбинированной установки ЛК-6у.
2.12.1 Гидроочистка бензиновых фракций
Существуют два направления в гидроочистке бензиновых фракций - гидроочистка прямогонных бензиновых фракций (нафты) и гидрирование бензинов вторичного происхождения, а именно термических и термокаталитических процессов (коксования, висбрекинга, каталитического крекинга и др.)
Гидроочистка прямогонных бензиновых фракций:
На рисунке 2.50 представлена принципиальная технология гидроочистки бензиновых фракций на стадии подготовки сырья для установки риформинга.
В блоке осуществляются следующие процессы: гидроочистка сырья от серы, отпарка сероводорода и воды из гидрогенизата, очистка циркуляционного и углеводородного газа из гидрогенизата, очистка циркуляционного и углеводородного газа от сероводорода, регенерация раствора моноэтаноламина (МЭА).
Сырье из резервуарного парка через фильтр поступает на прием насоса, которым подается на смешение с циркуляционным водородсодержащим газом блока гидроочистки. Газосырьевая смесь (сырье и циркуляционный водородсодержащий газ) проходит межтрубное пространство теплообменника 3, поступает в двухпоточный змеевик конвекционной камеры печи 2, где происходит ее предварительный нагрев за счет тепла уходящих дымовых газов. Далее двумя потоками газосырьевая смесь поступает в камеру радиации печи 2, где нагревается до температуры не выше 360°С. Нагретая в печи газосырьевая смесь поступает в первый реактор гидроочистки 1, а затем последовательно во второй реактор. В качестве топлива для печи 2 используется топливный газ, жидкое топливо (мазут) используется только как резервное.
Из реактора 1 газопродуктовая смесь с температурой не выше 400°С в качестве теплоносителя поступает в трубное пространство подогревателя (рибойлера) 7 отпарной колонны 6 и далее проходит в трубное пространство теплообменника 3 и далее через систему холодильников 4 с температурой не выше 40°С, поступает в сепаратор 5. Существует возможность последовательного и параллельного подключения системы водяных холодильников, а также схема их байпасирования.
Рисунок 2.50 - Технологическая схема блока гидроочистки бензина установки риформинга:
-
1 - реактор;
2 - секционная печь; 3 - теплообменник; 4 - холодильник; 5 - сепаратор; 6 - отпарная колонна; 7 - рибойлер; 8 - емкость для регенерированного раствора МЭА; 9 - насос; 10 - отгонная колонна; 11 - дегазатор; 12 - абсорбер для очистки газов; 13 - компрессор;
I - сырье (прямогонный бензин); II - водородсодержащий газ; III - гидроочищенный бензин; IV - сероводород; V - водородсодержащий газ в заводскую сеть; VI - углеводородный газ
В сепараторе 5 происходит разделение продуктов реакции на водородсодержащий газ и жидкую фазу (нестабильный гидрогенизат). Водородосодержащий газ из 5 направляется в приемный сепаратор, затем на прием компрессоров 13 блока гидроочистки, и после сжатия основное его количество идет на смешение с сырьем через абсорбер 12 (с кратностью циркуляции не менее 500 нм/м* сырья и концентрацией водорода не менее 70% об.), а избыток сбрасывается с установки. Дренирование жидкой фазы из 12 осуществляется в колонну 10.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Жидкая фаза абсорбера 12 - нестабильный гидрогенизат - проходит трубное пространство теплообменника, где подогревается за счет тепла стабильного гидрогенизата - нижнего продукта колонны 10, а затем подается на 23-ю тарелку отпарной колонны 6. Для регулирования температуры входа в колонну 6 предусмотрено байпасирование потока стабильного гидрогенизата помимо теплообменника 7. Существует схема дренажа отстоявшейся в отстойнике сепаратора 5 воды с растворенными в ней хлоридами, сероводородом и аммиаком в специальную емкость. Откуда затем она дренируется в промканализацию.
В отпарной колонне 6 из нестабильного гидрогенизата отпариваются легкие углеводороды, сероводород, аммиак и влага. Верхний продукт колонны 6 проходит конденсатор-холодильник воздушного охлаждения, водяной холодильник и поступает в сепаратор 5. Температурный режим колонны поддерживают с помощью подогревателя, обогреваемого водяным паром. Верхние продукты колонны (сероводород и пары воды) охлаждаются в конденсаторе-холодильнике и разделяются в сепараторе на сероводород и воду. Вода возвращается в колонну на орошение. Сероводород используется для получения серной кислоты или серы. Выведенный из колонны регенерированный раствор МЭА после охлаждения в теплообменнике и холодильнике вновь возвращается в цикл.
Легкий бензин возвращается в колонну на орошение. Сероводородная вода периодически сбрасывается в сепаратор насыщенного раствора МЭА, а углеводородный газ, содержащий сероводород, направляется на очистку 15%-м раствором МЭА. Насыщенный сероводородом раствор МЭА из абсорберов очистки подвергается дегазации, нагревается в теплообменнике и поступает в отгонную колонну.
Гидрогенизат, освобожденный от сероводорода, аммиака, растворенных газов и воды, из 6 поступает в межтрубное пространство рибойлера 7, где происходит его подогрев за счет тепла газопродуктовой смеси, вышедшей из реактора 1. Паровая фаза из рибойлера 7 возвращается в виде горячей струи в колонну 6 под нижнюю тарелку. Стабильный гидрогенизат направляется через фильтры в блок риформинга.
Режим работы отпарной колонны зависит от качества перерабатываемого сырья: для более легких фракций - это температуры 100°С (верх) и 200°С (низ), а для более тяжелых - это 120°С (верх) и 230°С (низ).
Технологический режим и примерный материальный баланс установки гидроочистки бензина приведены ниже:
|
Температура, °С: |
|
|
- начала цикла |
280 |
|
- конца цикла |
320 |
|
Давление, МПа |
2,5-4,0 |
|
Кратность циркуляции 100%-го водорода, м |
1,8-2,5 |
|
Объемная скорость подачи сырья, ч |
1200 |
|
Взято, % мас. |
|
|
Сырье |
100,00 |
|
Водород 100%-й |
0,15 |
|
Всего: |
100,15 |
|
Получено, % мас. |
|
|
Углеводородный газ |
0,65 |
|
Гидроочищенный бензин |
99,00 |
|
Потери |
0,50 |
|
Всего: |
100,15 |
2.12.2 Гидроочистка бензина каталитического крекинга
Гидроочистка бензинов вторичных процессов осложнена значительным содержанием напредельных* углеводородов. Стоит отметить, что условия протекания реакций гидроочистки - превращения гетерооргнанических* соединений - и реакций гидрирования олефинов различны. Для каждой из этих реакций предпочтительны свои специфические катализаторы, и существует оптимальный диапазон значений параметров технологического режима.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Известны два типа технологий процесса гидрирования бензинов вторичного происхождения: технология гидрирования бензинов термических процессов и технология гидрирования бензинов каталитического крекинга (БКК). Главное различие между ними - обязательное сохранение высокого октанового числа у бензина каталитического крекинга. Октановое число БКК составляет ~9294 пункта по исследовательскому методу, и при гидрировании важно как можно меньше его снизить, сохранив глубину гидроочистки. Поэтому для БКК разработан специальный процесс, получивший название гидроочистки бензина каталитического крекинга, который основан на селективном гидрировании алкенов в его тяжелой части. Этой технологией с некоторыми разновидностями владеют компании "Axens" (Франция), Exxon-Mobil (США), CD TECH (США), ВНИИ НП (Россия) и ВНИПИНефть (Россия).
Компания "Axens" разработала технологию гидроочистки БКК с сохранением высокого выхода бензина и с наименьшей потерей в октановом числе, получившую название Prime  (рисунок 2.51). Переработку сырья проводят на неподвижном двуслойном катализаторе. Весь бензин каталитического крекинга (легкий и тяжелый) после нагрева в теплообменнике 1 и печи 2 направляется в реактор 3, где происходит неглубокая гидроочистка и селективное гидрирование олефинов в жидкой фазе при давлении 2 МПа и температуре 250°С.
(рисунок 2.51). Переработку сырья проводят на неподвижном двуслойном катализаторе. Весь бензин каталитического крекинга (легкий и тяжелый) после нагрева в теплообменнике 1 и печи 2 направляется в реактор 3, где происходит неглубокая гидроочистка и селективное гидрирование олефинов в жидкой фазе при давлении 2 МПа и температуре 250°С.
Рисунок 2.51 - Технологическая схема процесса гидроочистки бензина каталитического крекинга
1, 5 - теплообменники; 2, 6 - печи; 3 - реактор; 4 - разделительная колонна; 7 - реактор глубокой гидроочистки; 8 - стабилизационная колонна;
I - бензин каталитического крекинга; II - водород; III - легкий гидрогенизат бензина каталитического крекинга; IV - газ; V - тяжелый гидрогенизат бензина каталитического крекинга
После реактора 3 гидрогенизат бензина каталитического крекинга направляется в разделительную колонну 4, где гидрогенизат делится на тяжелый и легкий. Легкий гидрогенизат бензина каталитического крекинга выводится с установки, а тяжелый гидрогенизат, снова нагреваясь в теплообменнике 5 и печи 6, подается в реактор глубокой гидроочистки 7, после чего в стабилизационной колонне 8 избавляется от газа. В реакторе 7 происходит глубокая гидроочистка и насыщение олефинов, хотя степень насыщения олефинов ограничена.
При использовании одного реактора происходит более значительное падение октанового числа бензина.
Процесс обладает следующими преимуществами:
-
а) долгий срок службы катализатора и большая длина пробега;
-
б) используются простые бесполочные реакторы, что обеспечивает безопасную загрузку и выгрузку катализатора;
-
в) очень высокая степень обессеривания (98%);
-
г) достигаются необходимые требования к содержанию серы в товарном бензине (<30 ppm);
-
д) слабое гидрирование олефинов; отсутствие гидрирования ароматических углеводородов; отсутствуют реакции крекинга;
-
е) малое потребление водорода;
-
ж) падение октанового числа на 1-2 пункта.
В России аналогичный процесс разработан в ОАО "ВНИИ НП" с участием ОАО "ВНИПИНефть".
Главное отличие технологии компании "Axens" состоит в том, что в ней рекомендовано разделение легкого и тяжелого бензина после первого реактора, а в российской - до реакционного блока.
2.12.3 Гидроочистка керосиновых фракций
Процесс предназначен для улучшения эксплуатационных свойств керосинов за счет снижения содержания в них сернистых, олефиновых соединений и других примесей. При этом повышается термическая стабильность керосинов, улучшаются характеристики их сгорания, стабильность цвета при хранении.
Совершенно очевидна необходимость удовлетворения всех требуемых эксплуатационных характеристик керосинов, обеспечивающих бесперебойную работу авиационных и реактивных двигателей. К числу важнейших из них относятся: теплота сгорания; плотность, термическая стабильность, противоизносные и низкотемпературные свойства, нагарообразование и др.
В зависимости от вида получаемого товарного топлива процессу гидроочистки керосинов подвергают фракции с различными пределами кипения: 130-230°С, 140-240°С, 160-240°С, 170-280°С, 195-315°С. Наиболее массовое сырье - это фракции прямой перегонки нефтей 130-240°С.
Принято, что исходная керосиновая фракция, направляемая на гидроочистку, должна соответствовать ГОСТу на товарную продукцию, за исключением следующих показателей, которые изменяются в процессе гидроочистки: содержание общей и меркаптановой серы, термическая стабильность, йодное число, содержание фактических смол.
Сырье должно храниться в резервуарах под "подушкой" инертного газа или непосредственно "с ходу" подаваться на установку.
Гидроочистку керосина проводят на АКМ или АНМ катализаторе при следующих параметрах:
|
Давление, МПа |
2,5-4,0 |
|
Температура, °С |
|
|
начало цикла |
280 |
|
конец цикла |
340 |
|
Объемная скорость подачи сырья, ч |
2,5-3,0 |
|
Кратность циркуляции водородосодержащего газа, м |
200-300 |
|
Парциальное давление водорода в реакторе, МПа |
1,8 |
Материальный баланс гидроочистки керосина приведен ниже.
|
Взято, % мас. |
|
|
Сырье |
100,00 |
|
Водород 100%-й |
0,25 |
|
Всего |
100,25 |
|
Получено, % мас. |
|
|
Углеводородный газ |
0,65 |
|
Сероводород |
0,20 |
|
Бензиновый отгон |
1,10 |
|
Гидроочищенный керосин |
97,90 |
|
Потери |
0,40 |
|
Всего |
100,25 |
Основной продукт процесса гидроочистки - гидроочищенная керосиновая фракция. Выход отгона зависит от температуры вспышки исходного сырья и режима процесса. При соблюдении требований к сырью и нормальном ведении процесса выход отгона составляет 1,5% мас. на сырье. Если исходное сырье имеет высокую температуру вспышки (низкое содержание фракций, выкипающих до 150°С), то в процессе гидроочистки отгон составит не выше 0,5% мас. В этом случае ухудшаются условия отпарки сероводорода из гидрогенизата.
Побочными продуктами гидроочистки являются также углеводородные газы из стабилизационной колонны и сепаратора низкого давления, сероводород и отдуваемый водородосодержащий газ.
Выход сероводорода, содержащего до 2% (об.) углеводородов, зависит в основном от содержания сернистых компонентов в исходном сырье.
Концентрация водорода в отдуваемом водородсодержащем газе составляет 70-75% (об). Такой газ целесообразно использовать в качестве свежего водородосодержащего газа на установках гидроочистки дизельных топлив и масел.
Предельное содержание коксовых и серосодержащих отложений на катализаторе перед его регенерацией в процессе гидроочистки керосина составляет ~89 и 0,51,0% (мас.) соответственно.
Принципиальная схема установки гидроочистки керосина практически идентична описанной выше схеме гидроочистки бензиновых фракций.
2.12.4 Гидроочистка дизельных фракций
Удаление сернистых соединений из дизельных фракций существенно сложнее, чем из бензиновых, т.к. они менее реакционноспособны. В связи с необходимостью получения сверхнизких по содержанию серы дизельных топлив целесообразно соединять в одном процессе гидроочистку и гидрирование дизельных фракций. Процесс гидроочистки предназначен для очистки дизельных фракций от гетероатомных соединений, прежде всего сернистых, до уровня, определяемого современными экологическими требованиями.
Типичным сырьем процесса гидроочистки дизельных топлив служат прямогонные дизельные фракции, выкипающие в пределах 180-330, 180-360 и 240-360°С.
В сырье, поступающем на установку гидроочистки, содержание влаги не должно превышать 0,02-0,03% мас. Повышенное содержание влаги влияет на прочность катализатора, усиливает интенсивность коррозии, нарушает нормальный режим стабилизационной колонны.
Сырье не должно содержать механических примесей, так как, попадая в реактор, они скапливаются на катализаторе, снижая тем самым эффективность его работы.
Основным способом обеспечения сверхнизкого содержания серы в дизельных топливах на уровне 10 ppm считается сверхглубокая жесткая гидроочистка, проводимая при высоких давлениях (до 9,0-10,0 МПа), температурах в диапазоне 315-360°С, при высоком расходе водорода и низких объемных скоростях движения нефтепродуктов на алюмокобальтмолибденовых или алюмоникельмолибденовых катализаторах. Примерами таких процессов могут служить разработки фирмы ExxonMobil.
На рисунке 2.52 представлена технологическая схема установки гидроочистки дизельного топлива.
Рисунок 2.52 - Принципиальная схема установки гидроочистки дизельного топлива:
-
1 - печь; 2 - реактор; 3, 6, 16 - сепараторы; 4 - стабилизационная колонна; 5, 7 - насосы; 8, 9, 10 - аппараты воздушного охлаждения; 11, 12, 13, 14 - теплообменники; 15 - холодильник;
I - Сырье; II - Водородсодержащий газ; III - Гидрогенизат; IV - Очищенная дизельная фракция; V - Газ; VI - Бензин; VII - пар; VIII - Водородсодержащий газ на очистку
Дизельное топливо (сырье) подается насосом 5 на смешение с водородсодержащим газом. Смесь газа и сырья нагревается в межтрубном пространстве теплообменников 13, 11 и в печи 1 до температуры реакции, далее поступает в реактор гидроочистки 2, где происходит разложение серо-, азот- и кислородсодержащих соединений, а также гидрирование непредельных и отчасти ароматических углеводородов.
Смесь ВСГ и продуктов гидрирования отдает свою теплоту газосырьевой смеси, проходя через трубное пространство теплообменников 11, 12 и 13, охлаждается в аппарате воздушного охлаждения 8, холодильнике 15 и поступает в сепаратор высокого давления 3, где циркулирующий ВСГ отделяют от жидкого гидроочищенного продукта. Из сепаратора 3 ВСГ направляют на очистку от сероводорода в абсорбер (на схеме не показан), где сероводород поглощают раствором моноэтаноламина. Очищенный газ поступает на прием компрессора и возвращается в систему циркуляции водорода. Если в результате реакции содержание водорода в циркулирующем газе резко снижается, то часть этого газа отдувают после абсорбера.
В жидком гидрогенизате после сепаратора 3 содержатся растворенные водород, метан, этан, пропан и бутан. Для их выделения гидрогенизат направляют в сепаратор низкого давления 16, где выделяют часть растворенного газа. С целью окончательной стабилизации гидрогенизат под собственным давлением через теплообменник направляют в стабилизационную колонну 4. С верха колонны 4 пары бензина и газ попадают в конденсатор-холодильник 9, откуда сконденсированный газ и бензин направляют в сепаратор 6 на разделение. Газ из сепараторов 6 и 16 поступает в абсорбер для отмывки от сероводорода раствором моноэтаноламина. Бензин из сепаратора 6 также подают на отмывку от сероводорода раствором щелочи или отдувку углеводородным газом, после чего выводят с установки. Бензин гидроочистки дизельного топлива имеет низкое октановое число. Стабилизированное гидроочищенное дизельное топливо охлаждают в теплообменнике 14 и аппарате воздушного охлаждения 10, затем откачивают с установки.
Технологический режим и материальный баланс [% (маc.)] гидроочистки дизельного топлива представлены ниже:
|
Парциальное давление водорода в реакторе, МПа |
3,0-4,0 |
|
Температура на входе в реактор, °С: |
|
|
в начале работы |
350 |
|
в конце работы (до регенерации катализатора) |
420 |
|
Содержание водорода в циркулирующем газе, % об. |
85 |
|
Объемная скорость подачи сырья, ч |
3,5-4,0 |
|
Взято , % маc. |
|
|
Сырье |
100,0 |
|
100-й водород |
0,4 |
|
Всего |
100,4 |
|
Получено , % маc. |
|
|
Гидроочищенное дизельное топливо |
96,9 |
|
Бензиновый отгон |
1,3 |
|
Углеводородный газ |
0,6 |
|
Сероводород |
1,2 |
|
Потери |
0,4 |
|
Всего |
100,4 |
При таком режиме содержание сернистых компонентов в гидрогенизате колеблется от 0,01 до 0,2% мас. Для обеспечения сверхнизкого содержания серы в гидрогенизате (до 10 ppm) процесс модернизируют по двум технологическим направлениям:
- Сверхглубокая гидроочистка при высоком давлении до 910 МПа, температуре 315360°С, высоком расходе водорода и низкой объемной скорости подачи сырья 0,51,0 ч на катализаторах АКМ или АНМ и в двух последовательно расположенных реакторах.
- Двухступенчатая гидроочистка сырья. На первой ступени осуществляют обычную гидроочистку сырья при температуре 320-400°С до содержания серы 50100 ppm в присутствии катализатора АКМ или АНМ, а на второй ступени - гидрирование при давлении ~35 МПа, температуре 260-340°С, объемной скорости подачи сырья 0,5-1,0 ч на катализаторе с оксидом благородного металла (платины или палладия).
2.12.5 Гидроочистка вакуумного газойля
Вакуумные дистилляты (350-500°С) являются традиционным сырьем для процессов каталитического крекинга, гидрокрекинга и производства базовых масел. Качество вакуумных газойлей определяется глубиной отбора и четкостью ректификации мазута.
Гидроочистка вакуумного газойля 350-500°С не представляет значительных трудностей и проводится в условиях и на оборудовании, аналогичных применяемым для гидроочистки дизельных топлив.
Гидроочистка вакуумных дистиллятов предназначена, прежде всего, для снижения содержания серы в дистиллятах для каталитического крекинга и для получения базовых масел. Увеличение давления в процессе до 9-11 МПа приводит к снижению содержания серы в гидрогенизате до 0,02-0,03% (мас). С учетом современных требований к топливам по содержанию серы, новые установки каталитического крекинга обязательно должны строиться с установками гидроочистки вакуумного газойля. Если на старых установках каталитического крекинга отсутствуют установки гидроочистки сырья, то необходимо обессеривать продукты, вводя установки гидроочистки бензина и легкого газойля каталитического крекинга. Кроме того, гидроочистка вакуумного газойля способствует увеличению выхода продуктов каталитического крекинга, повышению конверсии сырья; увеличению выхода бензина; снижению выхода тяжелого каталитического газойля и коксообразованию на катализаторе
Гидроочистку вакуумного газойля проводят при давлении ~4-5 МПа, температуре 360-410°С и объемной скорости подачи сырья 1-1,5 ч.
Наиболее значимые результаты в развитии технологий гидроочистки вакуумного газойля получены компаниями "Haldor Topsoe", "Chevron", UOP, которые уже сегодня достигают снижения содержания серы в гидроочищенном газойле до 0,03-0,04% (мас.) при низком давлении и невысоком расходе водорода.
Компания "Haldor Topsoe" разработала технологию Aroshift процесса гидроочистки вакуумного газойля. Ее использование при давлении 6,0-12,5 МПа и 360-430°С на Со-Мо- и Ni-Mo-катализаторах позволяет достичь высоких степеней обессеривания и деазотирования.
На рисунке 2.53 представлена принципиальная схема гидроочистки вакуумного газойля.
Рисунок 2.53 - Принципиальная схема гидроочистки вакуумного газойля:
-
1 - печь; 2 - реактор; 3 - сепаратор высокого давления; 4 - колонна стабилизации; 5 - сепаратор низкого давления; 6 - сепаратор разделения бензина от газа; 7 - секция очистки газа; 8, 9, 10 - насосы; 11, 12 - аппараты воздушного охлаждения; 13, 14 - теплообменники; 15, 16 - холодильники;
I - Сырье; II - Водородсодержащий газ; III - Циркулирующий очищенный водородсодержащий газ; IV - Газы отдува; V - Сероводород; VI - Газ стабилизации; VII - Бензин; VIII - Очищенный вакуумный газойль
Вакуумный газойль (сырье) подается сырьевым насосом 8 на смешение с водородсодержащим газом. Смесь газа и сырья нагревается в межтрубном пространстве теплообменников 13 и 14 и в печи 1 до температуры 360-380°С, далее поступает в реактор гидроочистки 2, где происходит разложение серо-, азот- и кислородсодержащих соединений, а также гидрирование непредельных и отчасти ароматических углеводородов.
Смесь водородсодержащего газа и продуктов гидрирования с низа реактора 2 поступает в сепаратор высокого давления 3, где циркулирующий газ отделяется от жидкого гидроочищенного продукта. Уходящий из сепаратора 3 водородсодержащий газ охлаждается в теплообменнике 13, аппарате воздушного охлаждения 11, холодильнике 16 и направляется в сепаратор низкого давления 5 и далее - в секцию очистки от сероводорода 7, где сероводород поглощается раствором моноэтаноламина. Очищенный газ поступает на прием компрессора и возвращается в систему циркуляции водорода. Сероводород выводится с установки на производство серы или серной кислоты.
С целью окончательной стабилизации гидрогенизат под собственным давлением через блок теплообменников направляется в стабилизационную колонну 4.
С верха колонны 4 пары бензина и газ попадают в аппарат воздушного охлаждения 12, откуда сконденсированный газ и бензин направляются в сепаратор 6 на разделение. Газ из сепаратора 6 поступает в секцию очистки газа от сероводорода раствором моноэтаноламина. Бензин из сепаратора 6 выводится с установки. Бензин гидроочистки вакуумного газойля имеет низкое октановое число. Если необходимо получать стабилизированное гидроочищенное дизельное топливо, то оно выводится из стабилизационной колонны 4 через отпарную колонну (на схеме не показано), охлаждается в теплообменнике и холодильнике, после чего откачивается с установки. Водородсодержащий газ частично удаляют с установки в смеси с углеводородными газами.
Дизельную фракцию используют как компонент товарного дизельного топлива, получаемый бензиновый отгон - побочный продукт с низким октановым числом. Если дизельную фракцию не выводят с установки, то она входит в состав гидрогенизата.
Технологический режим и материальный баланс [% (мас.)] гидроочистки вакуумного газойля представлены ниже:
|
Парциальное давление водорода в реакторе, МПа |
4,0-5,0 |
|
Температура на входе в реактор, °С: |
|
|
в начале цикла |
360 |
|
в конце цикла |
410 |
|
Содержание водорода в циркулирующем газе, % об. |
85 |
|
Объемная скорость подачи сырья, ч |
1,0-1,5 |
|
Кратность циркуляции 100%-го водорода, м |
500 |
|
Взято , % мас. |
|
|
Сырье |
100,0 |
|
100-й водород |
0,7 |
|
Всего |
100,7 |
|
Получено , % мас. |
|
|
Гидроочищенный вакуумный газойль |
91,8 |
|
Бензиновый отгон |
1,3 |
|
Дизельная фракция |
4,6 |
|
Углеводородный газ |
1,5 |
|
Сероводород |
1,5 |
|
Потери |
0,4 |
|
Всего |
100,7 |
2.12.6 Гидрирование дистиллятов вторичного происхождения
К дистиллятам вторичного происхождения относят бензиновые, керосиновые, дизельные и вакуумные фракции с установок каталитического крекинга, коксования, висбрекинга, пиролиза и др. Все эти дистилляты содержат значительные количества непредельных и полициклических ароматических углеводородов, производных бензо- и дибензотиофенов.
На многих НПЗ гидрирование непредельных и полициклических ароматических соединений во вторичных дистиллятах проводят вместе с гидроочисткой прямогонных нефтяных фракций. Однако необходимо отметить, что условия протекания реакций гидроочистки - превращения гетероорганических соединений, и реакций гидрирования непредельных, полициклических ароматических соединений - различные. Для каждой из этих реакций предпочтительны свои специфические катализаторы, и существует оптимальный диапазон значений параметров технологического режима. Реакции гидрирования непредельных углеводородов - экзотермические. Количество теплоты, выделяемое в результате этих реакций, значительно превышает тепловые эффекты реакций превращения органических соединений серы, что сопровождается значительным ростом температуры в слое катализатора. Для такого процесса необходимы иные технологические условия и иной катализатор во избежание его быстрого закоксовывания. Повышенное содержание в сырье полициклических ароматических соединений требует более высокого расхода водорода в процессе его гидрирования или деароматизации. Чтобы добиться улучшения качества гидрогенизата, процесс гидрирования дистиллятов вторичного происхождения необходимо отделять от процесса гидроочистки прямогонных дистиллятов. Как правило, в одном реакторе установки проводят гидрирование вторичного сырья, а затем в другом реакторе, который расположен после первого, осуществляют гидроочистку прямогонного.
Гидрирование олефиновых углеводородов происходит преимущественно на катализаторах, в состав которых входят оксиды благородных металлов (например, платины, палладия или никеля) в температурном интервале 50-200°С. Удаление серы, находящейся в замкнутых циклах органических соединений (бензтиофен или дибензтиофен), происходит преимущественно в результате реакций гидрирования и расщепления ароматических колец на алюмоникельмолибденовых катализаторах.
Гидрирование бензинов термических процессов
Большинство бензинов вторичного происхождения (за исключением бензина пиролиза) не имеют высокого октанового числа и их подвергают глубокой гидроочистке с полным насыщением непредельных углеводородов при давлении 5 МПа. После чего гидроочищенные бензины направляют на процессы риформинга или пиролиза. Процесс глубокой гидроочистки вторичных бензинов сопровождается высоким тепловым эффектом реакции и быстрой дезактивацией катализатора. Для предотвращения этих нежелательных явлений применяют полочный реактор, в котором между слоями катализатора вводят смесь холодного циркулирующего ВСГ и рециркулята (гидроочищенного бензина).
Иногда применяют технологию совместной глубокой гидроочистки смесевого сырья - вторичных бензинов (10-30%) с прямогонным дизельным топливом (90-70%).
Оптимальные условия совместной гидроочистки бензинов термических процессов и дизельного топлива: температура 340-360°С, давление 4 Мпа, объемная скорость подачи сырья 2-5 ч, соотношение водород:сырье=300 м/м.
Близкие результаты по степени очистки обеспечивают и при совместной гидроочистке прямогонных и вторичных бензинов. В этом случае содержание бензина коксования или термического крекинга не должно превышать 30-40%.
Гидрирование керосиновых и дизельных фракций вторичного происхождения
Гидрирование дистиллятных фракций вторичного происхождения (смесь керосиновых и дизельных фракций) осуществляют в промышленности в смеси с прямогонными фракциями с последующей гидроочисткой, что позволяет получить компоненты моторных топлив со сверхнизким содержанием серы.
Принципиальная схема такого процесса представлена на рисунке 2.54. Сырье смешивают с ВСГ, нагревают в теплообменниках 5, 6 и печи 1 до 250°С и направляют в реактор 3, где происходит процесс гидрирования непредельных углеводородов. Объемная скорость подачи сырья (от 6 до 10 ч), катализатор, соотношение водород:сырье оптимизированы именно для осуществления реакций гидрирования.
Рисунок 2.54 - Принципиальная схема гидрирования и последующей гидроочистки дистиллятов вторичного происхождения в смеси с прямогонными фракциями
1, 2 - печи; 3, 4 - реакторы; 5, 6 - теплообменники; 7 - сепаратор; 8 - колонна фракционирования;
I - сырье; II - водородсодержащий газ; III - газ; IV - вода; V - стабильный гидрогенизат; VI - бензин; VII - дизельное топливо
Гидрогенизат после реактора 3 подогревают в печи 2, после чего он поступает в реактор 4, где происходит процесс гидроочистки. Состав катализатора в реакторе 4 и технологические параметры процесса гидроочистки определяют исходя из присутствующих в сырье полициклических ароматических, серо- и азотсодержащих соединений, а также от требований к качеству получаемого продукта.
Для получения компонента дизельного топлива с содержанием серы 10 ppm (Евро-5) температура в реакторе должна быть не менее 340°С, давление - 4,0 МПа, объемная скорость подачи сырья - не более 0,8 ч, количество подаваемого в зону реакции водорода должно превышать его химическое потребление не менее, чем в 8 раз. После реактора 3 содержание непредельных компонентов в гидрогенизате снижается в 15 раз, а после реактора 4 содержание полициклических ароматических компонентов уменьшается в 2,5 раза.
Гидрирование дистиллятов вторичного происхождения с получением дизельного топлива со сверхнизким содержанием сернистых компонентов целесообразно проводить в две стадии: сначала гидрирование непредельных, а затем гидрирование полициклических ароматических компонентов, и гидроочистка гетероатомных соединений. Первую стадию с получением продукта с остаточным содержанием серы 50100 ppm проводят так же, как описано выше, а затем осуществляют дополнительное гидрирование на автономном блоке деароматизации в присутствии катализаторов на основе благородного металла (никеля, вольфрама и т.д.). Данная схема хорошо себя зарекомендовала при гидрировании дизельных фракций (легкого газойля) таких процессов, как каталитический крекинг и коксование.
Существуют также технологические процессы, в которых проводят одностадийное (в отдельных случаях - двухстадийное) гидрирование на сероустойчивых катализаторах, таких, как никельмолибденовые или никельвольфрамовые. Эти процессы осуществляют при давлении 510 МПа, температуре 320420°С, объемной скорости подачи сырья 0,51,0 ч. К их числу относится процесс "Синсат" (компании Criterion и Lummus). Аналогичные технологии предложены также фирмами Haldor Topsoe, Sud Chemie, Akzo Nobel и др.
2.12.7 Каталитическая гидродепарафинизация дизельных фракций
В России доля топлив для использования в условиях холодного и арктического климата от общего объема выпускаемых топлив составляет около 19%. Однако особенности географического положения нашей страны обуславливают почти вдвое большую потребность в низкозастывающих дизельных топливах с перспективой к увеличению за счет освоения Севера, Восточной Сибири, Дальнего Востока и Арктики.
До сих пор подавляющее количество низкозастывающих дизельных топлив производится за счет облегчения фракционного состава дизельных дистиллятов установок АВТ, или разбавления керосином летних дизельных топлив. В свою очередь, это приводит к сокращению ресурсов ценного реактивного топлива, снижению температуры вспышки, а также вязкости и цетанового числа топлив.
Для производства дизельных топлив, удовлетворяющих современным эксплуатационным требованиям, международный рынок предлагает помимо менее актуальных, также и эффективные каталитические процессы: различные модификации гидрокрекинга, гидродепарафинизацию, изомеризационную депарафинизацию.
Целевое назначение процесса гидродепарафинизации - проведение реакций гидрокрекинга (разрыв цепи) н-алканов в дистиллятах с целью получения продуктов с улучшенными низкотемпературными свойствами, т.е. компонентов зимнего или арктического дизельного топлива.
Основные реакции процесса - легкий гидрокрекинг и изомеризация н-алканов. Используют катализаторы компании "Sud-Chemie" (Германия), "Shell" или российские катализаторы СКГ-1 или ГКД-3-5н. Как правило, все они представляют собой гранулы, состоящие из высококремнеземного цеолита группы пентасилов, оксида алюминия и гидрирующих компонентов.
На современных установках по производству дизельных топлив с содержанием серы менее 10 мг/кг катализатор депарафинизации может загружаться перед, после или между катализаторами гидрообессеривания; в одном реакторе с катализаторами гидрообессеривания или в отдельном аппарате. Следует заметить, что загрузка катализатора на первой ступени перед катализатором гидрообессеривания возможна только при условии его нечувствительности к азотистым соединениям и при низком содержании серы в сырье. Чаще всего катализатор депарафинизации располагают между катализаторами гидрообессеривания.
Основными зарубежными разработчиками являются компании Esso Res.&Eng., Texaco Inc., British Petroleum, Criterion Catalysts, Albemarle,  Chemie.
Chemie.
Фирмами Exxon Mobil R&E, Albemarle, Kellog Brown and Root, Fina Research S.A. для производства низкозастывающих дизельных топлив предлагаются технологии Mobil's MDDW (Mobil Distillate Dewaxing) и MDDW-CFI/HDS.
Одной из отечественных разработок, находящихся в настоящее время на уровне мировых, является технология ОАО "ВНИИ НП" с использованием катализатора гидродепарафинизации собственной разработки. Технологической схемой предусмотрена возможность получения на установке стабильных компонентов моторных топлив широкого ассортимента, как зимних видов топлив, так и летних. Процесс осуществляется в трех последовательных реакторах. В первые два реактора загружается катализатор депарафинизации, в последний - катализатор гидроочистки. Технология обеспечивает получение зимнего и арктического дизельного топлива с содержанием серы менее 50 мг/кг и депрессию температуры застывания 20-30°С.
На рисунке 2.55 приведена схема гидродепарафинизации дизельных фракций.
Рисунок 2.55 - Принципиальная схема гидродепарафинизации дизельных фракций
1 - насос; 2, 3, 4, 8, 12 - теплообменники; 5 - печь; 6 - реактор гидродепарафинизации; 7 - реактор гидроочистки; 9, 14, 15 - аппараты воздушного охлаждения; 10 - холодильник; 11, 16 - сепараторы высокого и низкого давления; 13 - стабилизационная колонна;
I - сырье; II - свежий водородсодержащий газ (ВСГ); III - отдув газа; IV - газ на очистку; V - бензин; VI - стабильное дизельное топливо; VII - циркулирующий ВСГ
А - блок очистки ВСГ
Сырье подают насосом 1 на смешение с ВСГ и далее нагревают в теплообменниках 2-4 и печи 5. После печи 5 при температуре 330-360°С и объемной скорости подачи сырья примерно 2,5 ч сырье поступает в реактор 6, где при давлении 3,5 МПа ведут процесс гидродепарафинизации.
Процесс завершают в реакторе 7, где проходит процесс гидроочистки на обычном катализаторе при температуре 280-320°С и давлении 3,5 МПа. После реактора 7 продукты реакции охлаждают в теплообменниках 8, 2-4, аппарате воздушного охлаждения 9, холодильнике 10. Затем они поступают в сепаратор высокого давления 11, где отделяют легкий углеводородный и водородсодержащий газ, а оставшийся продукт проходит теплообменник 12 и его направляют в колонну 13. В колонне 13 продуктовую смесь разделяют на газ, бензин и стабильное дизельное топливо.
Сырьем процесса является летнее дизельное топливо (фракция 180-350°С) с содержанием серы 0,70,9% (мас.), температурой застывания минус 17-20°С. После проведения комбинированного процесса гидродепарафинизации и гидроочистки температуру застывания снижают на 5-10°С, а содержание сернистых компонентов - до 0,07-0,1% мас.
Выход продуктов комбинированного процесса с получением дизельного топлива с температурой застывания минус 45°С приведен ниже, % мас.
|
Газ |
9,1 |
|
Бензин |
11,2 |
|
Дизельное топливо |
79,3 |
|
Потери |
0,4 |
|
Всего |
100,0 |
Таким образом, использование процесса каталитической депарафинизации на существующих установках гидроочистки или в интеграции с технологией глубокого гидрообессеривания на проектируемых установках обеспечивает производство высококачественных низкозастывающих моторных топлив, отвечающих современным требованиям к качеству. Однако выход целевого продукта в данном процессе практически не удается поднять даже до 90%, что, безусловно, является существенным недостатком.
2.12.8 Гидроизодепарафинизация (гидроизомеризация) дизельных фракций
В основе процесса гидроизодепарафинизации лежит изомеризация нормальных парафиновых углеводородов в присутствии водорода. В процессе изодепарафинизации длинноцепочечные н-парафины не разрушаются в результате крекинга, а изомеризуются с сохранением молекулярной массы, вследствие чего практически не меняется фракционный состав получаемых продуктов. Значительная депрессия температуры застывания получаемой дизельной фракции не сопровождается заметным снижением значения цетанового числа, поскольку малоразветвленные изомерные парафины имеют гораздо более низкие температуры застывания, но незначительно меньшие значения цетановых чисел по сравнению с н-парафинами. Полученное дизельное топливо содержит меньше ароматических углеводородов, в частности содержание полициклических ароматических углеводородов снижается до значений менее 7-8% масс.
Процесс изодепарафинизации проводится на бифункциональных катализаторах, содержащих гидрирующие металлы, а в качестве кислотного компонента - цеолиты или цеолитоподобные структуры. Катализаторы имеют минимальную активность в отношении реакций гидрокрекинга.
Процесс изодепарафинизации в промышленных условиях при использовании катализатора, содержащего платину, обеспечивает выход целевого продукта не менее 94% масс. на сырье. При этом наряду с высококачественным дизельным топливом с высоким цетановым числом образуется бензиновая фракция, которую можно использовать в качестве компонента товарного бензина.
Промышленно реализованные и разрабатываемые технологии изодепарафинизации дизельных дистиллятов обеспечивают депрессию значений низкотемпературных свойств топлива на уровне 20-60° при выходе целевого продукта не менее 92% масс.
Самым перспективным процессом изодепарафинизации, освоенным в настоящее время в промышленном масштабе, является процесс, разработанный компанией ExxonMobil Research&Engineering Со. (совместно с компаниями KellogBrownandRoot, Albemarle, FinaResearch) - технология MAKFiningHDT/MIDW (Hydrodesulfurization Tecnology/Mobil'slsoDeWaxing). Процесс впервые был внедрен на НПЗ в Джуронге в 1990 г. Процесс отличается высокой гибкостью, технологическая схема сопоставима со схемой процесса гидроочистки.
Процесс MAKFining HDT/MIDW осуществляется в среде водорода на стационарном слое бифункционального металлцеолитсодержащего катализатора, устойчивого к сероводороду и аммиаку. Условия проведения процесса по данной технологии достаточно мягкие: давление 2,4-4,0 МПа, объемная скорость подачи сырья 0,5-1,0 ч [37, 47].
В настоящее время в мире по технологии MIDW работают 7 установок: 2 - в Азии, 3 - в Канаде, 1 - в США и 1 - в Германии. Еще две установки в Европе и Азии находятся на данный момент в стадии проектировании.
Технология MIDW может также эффективно применяться для изомеризации дизельных топлив, полученных из возобновляемого сырья. При этом могут быть получены дизельные топлива с различными температурами помутнения и застывания в зависимости от региональных требований к дизельным топливам. Температура помутнения минус 33°С достигается при низкой реакционной температуре (<330°С).
Компанией Chevron Lummus Global, Inc. разработан процесс изодепарафинизации, получивший название Isodewaxing. Технология обеспечивает высокий выход изомерных структур, использует катализатор на основе платины, в качестве кислотного компонента применяется силикоалюмофосфат.
Группой компаний Shell Global Solutions, Criterion Catalysts Company L.P., ABB Lummus Global Inc. разработана гибкая двухступенчатая технология SYN-Flow, позволяющая максимально улучшать низкотемпературные свойства средних дистиллятов с минимальными потерями в выходах жидких продуктов (выше 95% масс.). Для придания дополнительной гибкости НПЗ по изменению качества продуктов в зависимости от потребностей рынка процесс интегрируется с существующими установками гидроочистки.
Фирмой UOP разработано несколько модификаций технологии MQD Unionfining для облагораживания дистиллятов в высококачественные дизельные топлива, отвечающие современным и перспективным требованиям. Процесс осуществляется при парциальных давлениях водорода 3,5-13,8 МПа. Температура и объемная скорость определяются целями процесса. В качестве сырья могут использоваться прямогонные или вторичные дистилляты. В качестве катализатора депарафинизации в одностадийном процессе применяется металлцеолитный катализатор НС-80, необходимая депрессия достигается за счет крекинга н-парафинов до более легких.
Если используется двухстадийный процесс, то на второй стадии применяется катализатор DW-10 на основе благородного металла - высокоэффективный в гидроизомеризации н-парафиновых углеводородов и, соответственно, обеспечивающий уменьшение температуры застывания дизельной фракции и ее высокий выход.
Процесс изодепарафинизации является наиболее перспективным и обеспечивает высокий выход целевого продукта - дизельного топлива для холодных климатических зон с требуемыми эксплуатационными характеристиками.
2.12.9 Гидродеароматизация дизельных фракций
В последнее время экологические требования к качеству дизельных топлив становятся все более жесткими. В частности, это касается ограничений предельно допустимой концентрации в них ароматических соединений. Так, согласно действующему ГОСТ 32511-2013 (EN 590:2009) и Техническому регламенту таможенного союза, реализуемому на территории России, Белоруссии и Казахстана, содержание полициклических ароматических углеводородов (ПАУ) в дизельных топливах экологического Класса 5 ограничивается значением 8% масс.
Процесс гидродеароматизации направлен на снижение содержания полициклических ароматических соединений в дизельных топливах до требуемого стандартами уровня.
В промышленности широкое распространение получили технологические процессы двухстадийной гидродеароматизации. На первой стадии которой в присутствии Ni-Mo или Ni-W сульфидных катализаторов при температурах 340-400°С происходит удаление большой части гетероатомных соединений. На второй стадии осуществляется непосредственно гидродеароматизация дистиллятных фракций, которая проводится с целью превращения ароматических углеводородов в нафтеновые, парафиновые углеводороды, а также насыщения водородом непредельных соединений. Таким образом, на данной стадии происходит глубокая деароматизация дистиллятов, а также снижение содержания серы до нескольких мг/кг при температурах 260-300°С с использованием катализаторов, содержащих благородные металлы.
Впервые технология двухстадийной гидродеароматизации была разработана и начала применяться в переработке в 90-х годах компанией Shell, с использованием на второй стадии сероустойчивых цеолитсодержащих катализаторов на основе благородных металлов. Разработанная технология Shell Middle Distillates Hydrogenation (SMDH) позволяет проводить глубокое гидрирование ароматических соединений в газойлях при относительно низких парциальных давлениях водорода и температурах.
Компанией Haldor Topsoe был также разработан процесс HDS/HDA для гидрообессеривания и гидродеароматизации дизельных топлив. Этот процесс позволяет производить продукты с низким содержанием ароматических углеводородов.
Фирмой UOP для глубокой деароматизации разработан процесс MQD Unionfining. Деароматизация с использованием благородных металлов является также составной частью процесса MAK Fining, который разработан для получения дизельных топлив, отвечающих строгим техническим и экологическим требованиям. Процесс запатентован совместно ExxonMobil, Akzo Nobel, Kellog и Total-Fina. В результате данного процеса наблюдается:
-
а) сверхглубокое обессеривание на Со-Мо катализаторах;
-
б) гидрокрекинг тяжелых дистиллятов на Ni-Mo катализаторах;
-
в) деароматизация - гидрирование полиароматических соединений на катализаторах, содержащих благородные металлы;
-
г) депарафинизация - снижение содержания н-алканов путем изомеризации в углеводороды изо-строения;
-
д) улучшение низкотемпературных характеристик путем селективного гидрокрекинга н-алканов.
Технология SynSat, разработанная Criterion Catalyst Co. L.P. и ABB Lummus Crest Inc., является одним из гидропроцессов семейства Syn-технологий. В SynSat процессе используется один или два реактора с разделением на две стадии. На первой стадии исходное сырье и водород направляются потоком сверху вниз, а на второй стадии направление водорода может быть изменено в зависимости от условий.
В состав Syn-технологий входят следующие гидропроцессы:
-
а) SynSat HDS: глубокое гидробессеривание;
-
б) SynSat HDS/HDA: глубокое гидробессеривание/глубокое гидрирование ароматических соединений;
-
в) SynShift: улучшение цетанового числа/сдвиг диапазона температур кипения;
-
г) SynFlow: улучшение низкотемпературных свойств.
Так, SynSat процесс промышленно реализован в Швеции, Германии и США. По данной технологии второй реактор используется для производства дизельного топлива с ультранизким содержанием серы, с более низкими содержанием полициклических ароматических углеводородов и температурой выкипания 95% об.
В дополнение к технологии SynSat, которая была разработана для снижения содержания серосодержащих и ароматических соединений в дизельном топливе, также был разработан процесс SynShift для выработки высококачественного дизельного топлива с высоким цетановым числом. В основе данной технологии лежит процесс СРК, целевым назначением которого является не только удаление гетероатомных соединений, но и селективное раскрытие кольца, позволяющее сдвинуть диапазон выкипания конечного продукта для производства более легкого дизельного топлива улучшенного качества.
Рабочие температуры и давления процессов SynSat и SynShift варьируются соответственно в диапазоне 315-400°С и 3-6 МПа в зависимости от подаваемого сырья и требуемого качества продукта.
Процесс деароматизации приобретает все большее значение для получения высококачественных дизельных топлив, однако в настоящее время отсутствуют промышленно реализованные отечественные технологии, а катализаторы на основе благородных металлов отличаются высокой стоимостью.
2.13 Гидрокрекинг
Гидрокрекинг - один из самых быстроразвивающихся процессов нефтепереработки.
Назначение процесса - получение с высоким выходом из любого углеводородного сырья широкого ассортимента высококачественных компонентов основных нефтепродуктов - сжиженных газов, бензинов, реактивных и дизельных топлив, компонентов масел [1].
В качестве сырья на установках гидрокрекинга используют вакуумные и атмосферные газойли, газойли термического и каталитического крекинга, деасфальтизаты, мазуты, гудроны.
Гидрокрекинг - единственный вторичный процесс нефтепереработки, позволяющий расширить ресурсы реактивного топлива. В продуктах процесса гидрокрекинга существенно снижается содержание серы, азота, металлов, они характеризуются невысокой коксуемостью.
Выход продуктов при гидропереработке вакуумных газойлей ближневосточной нефти представлен в таблице 2.33.
Таблица 2.33 - Выход продуктов при гидропереработке вакуумных газойлей ближневосточной нефти
|
Процесс |
Гидроочистка вакуумных газойлей |
Однопроходный |
с рециркуляцией |
с рециркуляцией |
с рециркуляцией |
|
Температура кипения рециркулята, °F (°С) |
725 (385) |
550 (288) |
380 (193) |
||
|
Выход продуктов: |
|||||
|
|
0,09 |
0,63 |
2,5 |
3,0 |
2,64 |
|
|
0,01 |
0,83 |
2,4 |
9,1 |
14,07 |
|
легкая бензиновая фракция, °F (°С) |
|
|
|
|
|
|
выход, % об. (по жидк.) |
2,0 |
6,6 |
15,1 |
32,7 |
|
|
тяжелая бензиновая фракция, °F (°С) |
|
180-310 (82-154) |
180-250 |
180-280 |
180-380 |
|
выход, % об. (по жидк.) |
0,2 |
5,5 |
7,1 |
22,5 |
68,8 |
|
средние дистилляты, °F (°С) |
350-550 |
310-655 |
250-725 |
280-550 |
|
|
выход, % об. (по жидк.) |
7,1 |
35,5 |
96,8 |
68,8 |
|
|
тяжелый продукт, °F (°C) |
>650 (>343) |
>655 (>346) |
>725 (>385) |
>550 (>288) |
>380 (>193) |
|
выход, % об. (по жидк.) |
93,0 |
61,6 |
0 |
0 |
0 |
|
химический расход водорода в н.у., фут3/барр.* продукта |
300 |
1135 |
1250 |
1350 |
1650 |
 , % масс.
, % масс._______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Катализаторы гидрокрекинга
В процессе гидрокрекинга используются несколько типов катализаторов. Эти катализаторы сочетают активность крекинга и гидрогенизации в различных пропорциях для достижения целевого превращения конкретного сырья в желаемый продукт. Активность гидрогенизации достигается за счет использования металлических промоторов, нанесенных на носитель катализатора. Промоторами могут быть металлы VI и VIII групп.
Активность крекинга достигается варьированием кислотности носителя катализатора. Эти варианты, в основном, достигаются за счет использования комбинации аморфного и кристаллического алюминия и оксида кремния или цеолита (молекулярное сито) в качестве материала для носителя. Используются кристаллические цеолиты для носителей катализатора.
2.13.1 Легкий гидрокрекинг вакуумного газойля (давление до 10 МПа)
Назначение процесса. Производство сырья для каталитического крекинга, дизельного топлива или сырья для производства масел.
Сырье. Атмосферный газойль, вакуумный газойль, циркулирующий газойль процесса ККФ дистиллятного и остаточного сырья, газойль коксования, деасфальтизат и нафта для выработки сжиженного нефтяного газа.
Свойства сырья установки мягкого гидрокрекинга представлены в таблице 2.34.
Таблица 2.34 - Свойства сырья установки мягкого гидрокрекинга
|
Комбинированное сырье |
||
|
Сырье |
Н2 |
|
|
Производительность, барр./сут |
70000 |
|
|
% масс. от сырья |
100,00 |
1,43 |
|
% об. от сырья |
100,00 |
|
|
Плотность, °API |
11,8 |
|
|
Содержание серы, % масс. |
4,37 |
|
|
Содержание азота, % масс. |
0,30 |
|
|
Углеродный остаток, % масс. |
13,6 |
|
|
Вязкость, сСт при 50°С |
3240 |
|
|
Содержание никеля, г/т |
34 |
|
|
Содержание ванадия, г/т |
97 |
|
Описание процесса. Современные процессы легкого гидрокрекинга дистиллятного сырья осуществляют по одноступенчатому варианту на стационарном катализаторе.
Технологические схемы процесса легкого гидрокрекинга близки к известным схемам гидроочистки нефтепродуктов. Основные отличия процесса: наличие системы рециркуляции непревращенного остатка, многосекционные реакторы, оборудованные устройствами ввода холодного ВСГ между секциями для снятия теплоты реакций гидрокрекинга, и блок фракционирования.
К числу ведущих мировых компаний, владеющих технологиями легкого гидрокрекинга относят Axens, British Petroleum, ExxonMobil, Chevron, UOP.
На рисунке 2.56 представлена принципиальная схема установки легкого гидрокрекинга компании Chevron Lummus Global.
Рисунок 2.56 - Принципиальная схема установки легкого гидрокрекинга Chevron Lummus Global
Один из вариантов легкого гидрокрекинга - использование каталитической композиции, состоящей из двух катализаторов. Один из них - катализатор деметаллизации, а другой - молибденоникелевый катализатор на основе алюмосиликатов. В качестве сырья используют фракцию 330-550°С, выход дизельной фракции ~19% мас. Углеводородное сырье и водород проходят через реакторы в режиме "без циркуляции". Над каждым слоем катализатора в реакторе размещают контактно-распределительное устройство для смешения реагирующего потока с холодным ВСГ, его охлаждения и последующего распределения. Продукты разделяются в "горячем" и "холодном" сепараторах высокого давления и во фракционирующей ректификационной колонне. Циркулирующий водород очищают в абсорбере .
Обычно процесс проводят при объемной скорости подачи сырья 0,61,0 ч и при температуре 380440°С.
Легкий гидрокрекинг не требует значительных аппаратурных изменений в установке гидроочистки. В основе остается процесс гидроочистки вакуумного газойля с увеличением давления до 1012 МПа и температуры до 400450°C.
Примером подобного процесса служит установка мягкого гидрокрекинга (гидроочистка) вакуумного газойля на Рязанском НПЗ, введенная в эксплуатацию в 2005 году.
Материальный баланс легкого гидрокрекинга представлен ниже:
|
Поступило, % масс. |
|
|
Сырье |
100,0 |
|
Водород 100%-ный |
0,7 |
|
Итого |
100,7 |
|
Получено, % масс. |
|
|
Сероводород + аммиак |
1,5 |
|
Углеводородные газы |
1,3 |
|
Бензиновый отгон |
1,4 |
|
Дизельная фракция |
9,3 |
|
Вакуумный газойль |
87,2 |
|
Итого |
100,7 |
В процессе легкого гидрокрекинга получают компонент дизельного топлива (зимнего) с содержанием сернистых соединений до 10 ppm, а также компонент товарного бензина с низким содержанием серосодержащих веществ и с достаточно высоким октановым числом.
Качество продуктов. В таблице 2.35 показаны выход и свойства продуктов типичной установки мягкого гидрокрекинга, производящей из атмосферных остатков тяжелой аравийской нефти (температура кипения 343,33 и выше) высококачественное сырье для установки RFCC * (с содержанием серы 0,4% масс.).
Таблица 2.35 - Выход и свойства продуктов типичной установки мягкого гидрокрекинга
|
Продукты |
||||||
|
|
|
|
С - 137,78°С |
137,78-343,33°С |
>343,33°С |
|
|
Производительность, барр./сут |
1346 |
10145 |
61058 |
|||
|
% масс. от сырья |
4,28 |
0,22 |
0,23 |
1,38 |
12,51 |
82,81 |
|
% об. от сырья |
1,92 |
14,49 |
87,23 |
|||
|
Плотность, °API |
68,2 |
34,5 |
19,4 |
|||
|
Содержание серы, % масс. |
0,004 |
0,034 |
0,40 |
|||
|
Содержание азота, % масс. |
0,003 |
0,016 |
0,14 |
|||
|
Углеродный остаток, % масс. |
5,5 |
|||||
|
Вязкость, сСт при 50°С |
160 |
|||||
|
Содержание никеля, г/т |
5 |
|||||
|
Содержание ванадия, г/т |
5 |
|||||
* Сырье - атмосферные остатки тяжелой аравийской нефти с температурой кипения выше 343
2.13.2 Легкий гидрокрекинг - гидродепарафинизация масляных фракций (давление до 10 МПа)
Назначение процесса. Получение базовых компонентов масел с высоким индексом вязкости и низкой температурой застывания.
Сырье. Масляные фракции - продукты изогидрокрекинга.
Описание процесса. Процесс гидродепарафинизации основан на реакциях селективного гидрокрекинга н-алканов с образованием масел, имеющих улучшенные низкотемпературные и вязкостно-температурные свойства, что обусловлено катализатором, который селективно отделяет линейные алканы от разветвленных, но не удаляет все алканы. Канальная структура, размеры пор и гибкость изменения физико-химических характеристик катализатора позволяют эффективно осуществлять депарафинизацию масляного сырья различной вязкости.
Серьезным недостатком процесса гидродепарафинизации является снижение индекса вязкости депарафинированных продуктов на 7-8 ед. (особенно легких маловязких).
В качестве катализатора используют металлцеолитные катализаторы. Компания Chevron Lummus Global разработала новые катализаторы ISODEWAXING (ICR 404-424), которые отличаются большей активностью и селективностью, меньшей чувствительностью к сере, лучшими выходами при использовании тяжелого сырья.
На рисунке 2.57 представлена принципиальная технологическая схема установки гидродепарафинизации вакуумного остатка топливного гидрокрекинга вакуумного газойля. Сырье, нагретое в теплообменнике 1 и печи 2, подают в реактор гидропарафинизации 3 сверху на неподвижный слой катализатора, разделенный четырьмя полками для охлаждения. В слой катализатора подают водородсодержащий газ. После реактора 3 газожидкостная смесь проходит теплообменник 4 и поступает в реактор гидродоочистки 5 для очистки от оставшихся примесей, и далее после сепараторов высокого и низкого давления 6, 7 разделяется в ректификационной колонне (на схеме не показана) на светлые нефтепродукты и смазочные масла. Эта схема применена в г.Нижнекамске на АО "ТАНЕКО".
Рисунок 2.57 - Принципиальная схема установки гидродепарафинизации
1, 4 - теплообменники; 2 - печь нагрева сырья; 3 - реактор гидродепарафинизации; 5 - реактор гидродоочистки; 6-8 - сепараторы высокого и низкого давления соответственно
I - сырье - остаток топливного гидрокрекинга; II - водородсодержащий газ (ВСГ); III - газожидкостные продукты реакции; IV- свежий водород
Материальный баланс установки производства масел [% (мас.)]
|
Приход Сырье: |
|
|
Остаток глубокого гидрокрекинга |
100,0 |
|
Водород |
1,0 |
|
Итого |
101,0 |
|
Расход Продукция: |
|
|
Газ |
3,8 |
|
В том числе водородсодержащий газ |
1,5 |
|
Бензиновая фракция |
10,0 |
|
Керосин |
2,6 |
|
Дизельное топливо |
7,9 |
|
Легкое смазочное масло |
34,9 |
|
Смазочное масло |
40,7 |
|
Отходы и потери |
1,1 |
Качество продуктов. Масло, получаемое гидродепарафинизацией, имеет: вязкость при 40°С - 19,5 мм/с; при 100°С - 4,3 мм/с; индекс вязкости - 130; температуру вспышки в открытом тигле - 216°С; испаряемость (по NOAK), % мас. - 12.
В таблице 2.36 показаны возможности производства специальных базовых масел изодепарафинизацией ISODEWAXING вакуумных газойлей легкой суматранской нефти.
Таблица 2.36 - Производство специальных базовых масел из вакуумных газойлей легкой суматранской нефти (изокрекинг - депарафинизация - гидроочистка)
|
Продукт |
Изодепарафинизация |
Депарафинизация растворителями |
|
Вязкость при 100°С, сСт |
4,5 |
3,8 |
|
Индекс вязкости |
130 |
133 |
|
Температура застывания, °С |
-12 |
-12 |
|
Выход, % об. |
65 |
25 |
2.13.3 Легкий гидрокрекинг - гидроизомеризация парафина, гача, петролатума, масляных дистиллятов, фильтрат обезмасливания (давление до 10 МПа)
Назначение процесса гидроизомеризации - получение низкозастывающих масел из высокопарафинистого масляного сырья в результате изомеризации нормальных парафиновых углеводородов в изопарафиновые на специальном катализаторе в присутствии водорода.
Сырье процесса - как правило, очищенные гачи с содержанием масла не выше 7%, серы - не более 30 ppm, азота - не более 100 ppm, металлов никеля, ванадия, железа - не более 0,5 ppm каждого.
Продукция процесса - высокоиндексное (не ниже 125 пунктов) изопарафиновое базовое масло. Побочные продукты - топливный газ, нафта и низкозастывающее дизельное топливо.
Катализаторы - специальные катализаторы, содержащие благородные металлы платиновой группы на цеолитсодержащем носителе. Концентрация водорода в ВСГ не ниже 95% об.
Описание процесса. Принципиальная схема процесса каталитической депарафинизации показана на рисунке 2.58. Процесс MSDW предназначен для переработки продуктов гидрокрекинга или глубокой гидроочистки. Он обладает повышенной селективностью для высокопарафинистых компонентов масла, благодаря чему обеспечивается повышенный выход масла и высокий индекс вязкости.
В процессе применяется несколько реакторов с разными аналитическими системами. Внутренние устройства реакторов запатентованы (для охлаждения применяются паукообразные вихревые устройства). Сырье и циркулирующие газы подогреваются и подаются в реактор, в котором проходят через слой катализатора сверху вниз. На выходе из первого реактора смесь охлаждается и поступает во второй реактор, в котором гидрируются оставшиеся ароматические соединения. Блок MSDW можно включить в схему установки масляного гидрокрекинга или гидроочистки масел. Очистка заканчивается разгонкой смеси в соответствии с требованиями заказчика.
Рисунок 2.58 - Принципиальная схема процесса каталитической депарафинизации
1 - компрессор свежего водорода; 2 - циркуляционный компрессор; 3 - водная промывка; 4 - отпарная колонна высокого давления; 5 - реактор гидродепарафинизации; 6 - реактор гидроочистки; 7 - высокотемпературный сепаратор; 8 - низкотемпературный сепаратор; 9 - вакуумная отпарная колонна; 10 - осушка под вакуумом
|
Условия процесса |
|
|
Температура, °С |
288-427 |
|
Парциальное давление водорода, МПа |
3,45-17,25 |
|
Объемная скорость, ч |
0,4-3,0 |
В таблице 2.37 представлено сравнение показателей процессов каталитической гидродепарафинизации и гидроизомеризации.
Таблица 2.37 - Сравнение показателей процессов каталитической гидродепарафинизации и гидроизомеризации
|
Показатель |
Гидродепарафинизация |
Гидроизомеризация |
|
Конверсия парафинов, % |
До 100 |
До 100 |
|
Выход*, % (масс.) газа |
10-13 |
0-5 |
|
фракции: |
||
|
бензиновой |
10-15 |
5-10 |
|
дизельного топлива |
0-5 |
5-10 |
|
масляной |
65-75 |
80-85 |
|
Индекс вязкости масла |
ниже исходного |
выше исходного |
* при содержании в сырье 20% парафинов
2.13.4 Глубокий одноступенчатый гидрокрекинг вакуумных дистиллятов (давление более 10 МПа)
Назначение процесса. Одноступенчатая схема предусматривает полное превращение с применением рециркуляции непревращенного продукта и применяется наиболее широко вследствие экономичности конструкции, обеспечивающей полное превращение при минимальных затратах. В зависимости от целевого продукта может использоваться сочетание катализаторов гидроочистки и крекинга или просто аморфный катализатор крекинга.
Описание процесса. В промышленном производстве чаще всего применяется одноступенчатая схема гидрокрекинга. Она позволяет осуществлять полное превращение широкого ассортимента сырья и получать максимальный выход практически любого целевого продукта. Конструкция такой установки оптимизирована для снижения капитальных затрат и улучшения эксплуатационных качеств. Коэффициент пребывания в эксплуатации, как правило, превышает 95%.
На рисунке 2.59 представлена принципиальная схема установки гидрокрекинга Unicracking компании UOP.
Сырье и рециркулят получают в теплообменнике. Тепло от потока из реактора проходит через конечный подогреватель сырья и поступает в реактор. Последний содержит катализатор, рассчитанный на максимальный выход целевого ассортимента продуктов. Практически на всех установках гидрокрекинга комбинированные реакции чрезвычайно экзотермичны, поэтому для ограничения температур в реактор требуется вводить холодный водород. Водород подается через точки ввода со сложными внутриреакторными элементами, которые способствуют перемешиванию реагентов, быстрому охлаждению и перераспределению смеси. Правильное перемешивание и перераспределение критически важны как для контроля температур в реакторе, так и для надлежащей работы катализатора.
В этой схеме поток из реактора проходит через теплообменник в горячий сепаратор, с верха которого выходят испаренные продукты превращения, а с низа отбираются в виде жидкости тяжелые непревращенные продукты. Горячий сепаратор повышает энергетическую эффективность процесса, подавая в секцию фракционирования горячую жидкость, и предотвращает нарастание ПАУ на холодных частях оборудования.
Рисунок 2.59 - Принципиальная схема установки одноступенчатого гидрокрекинга Unicracking
Материальный баланс. Одноступенчатые варианты отличаются простотой, экономичностью и позволяют получать максимальные выходы средних дистиллятов (таблица 2.38). Однако одноступенчатые схемы не обеспечивают высоких выходов бензина, что ограничивает их применение.
Таблица 2.38 - Материальный баланс одноступенчатого гидрокрекинга вакуумного газойля [8]
|
Поступило, % (масс.) |
|
|
сырья |
100,00 |
|
водорода |
2,69 |
|
Всего |
102,69 |
|
Получено, % (масс.) |
|
|
|
0,16 |
|
|
2,57 |
|
|
0,43 |
|
|
0,60 |
|
|
1,43 |
|
|
2,33 |
|
|
2,09 |
|
|
3,72 |
|
фракции |
16,25 |
|
Фракции 177-343°С |
73,11 |
|
Всего |
102,69 |


Сырье процесса. Характеристика вакуумного газойля представлена в таблице 2.39.
Таблица 2.39 - Характеристика вакуумного газойля
|
Плотность при 20°С, кг/м |
927 |
|
Фракционный состав, °С |
|
|
н. к. |
310 |
|
10% |
371 |
|
30% |
420 |
|
50% |
449 |
|
70% |
479 |
|
90% |
513 |
|
к. к. |
546 |
|
Содержание, % (масс.) |
|
|
серы |
2,42 |
|
азота |
0,13 |
|
Температура застывания, °С |
21 |
|
Коксуемость, % (масс.) |
0,17 |
|
Содержание ароматических углеводородов, % (масс.) |
50,5 |
Продукция процесса. Характеристика продуктов одноступенчатого гидрокрекинга представлена в таблице 2.40.
Таблица 2.40 Характеристика продуктов одноступенчатого гидрокрекинга
|
Показатели |
Легкий бензин |
Тяжелый бензин |
Дизельное топливо |
|
Плотность при 20 СС*, кг/м |
661,5 |
752,3 |
825,6 |
|
Фракционный состав, °С |
|||
|
н. к. |
32 |
93 |
177 |
|
10% (об.) |
41 |
104 |
202 |
|
50% (об.) |
54 |
129 |
256 |
|
50% (об.) |
71 |
157 |
318 |
|
к. к. |
82 |
168 |
343 |
|
Содержание, % (масс.) |
|||
|
ароматических |
1 |
6 |
- |
|
нафтеновых |
14 |
52 |
- |
|
парафиновых |
85 |
42 |
- |
|
Октановое число (и.м.)* |
76 |
55 |
- |
|
Цетановое число |
- |
- |
50 |
|
Температура застывания, °С |
- |
- |
-43 |
* И.м. - исследовательский метод
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Параметры процесса. Процессы со стационарным слоем катализатора осуществляются при следующих условиях:
|
Параметры процесса: |
|
|
Давление, МПа |
5-20 |
|
Температура, °С |
250-450 |
|
Объемная скорость подачи сырья, ч-1** |
0,5-2,0 |
|
Кратность циркуляции водородсодержащего газа *, м |
400-1000 |
* Объем водородсодержащего газа здесь и ниже приведен к нормальным условиям
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
2.13.5 Глубокий двухступенчатый гидрокрекинг вакуумных дистиллятов (давление более 10 МПа)
Назначение процесса. Превращение разнообразного сырья в продукты меньшей молекулярной массы. [5]
Сырье. Атмосферный газойль, вакуумный газойль, циркулирующий газойль процесса ККФ дистиллятного и остаточного сырья, газойль коксования, деасфальтизат и нафта для выработки сжиженного нефтяного газа. Пример показателей сырья процесса гидрокрекинга (Unicracking) представлена в таблице 2.41.
Таблица 2.41 - Пример показателей сырья процесса гидрокрекинга (Unicracking)
|
Тип сырья, газойли |
Циркулирующий ККФ |
Вакуумный |
Коксования в кипящем слое |
|
Характеристика сырья: |
|||
|
плотность, кг/г |
888,6 |
917,6 |
1011,4 |
|
температура отгона 10%, °С |
249 |
366 |
338 |
|
конец кипения, °С |
357 |
546 |
593 |
|
содержание серы, % масс. |
0,54 |
2,4 |
4,57 |
|
содержание азота, % масс. |
0,024 |
0,08 |
0,269 |
Описание процесса. Различают одноступенчатый и двухступенчатый глубокий гидрокрекинг. Отличие первого от второго в том, что при двухступенчатом гидрокрекинге на первой ступени идет, по существу, гидроочистка сырья, а на второй ступени - непосредственно гидрокрекинг.
Катализаторы. В процессе используются катализаторы гидроочистки и катализаторы гидрокрекинга, запатентованные фирмой ЮОПи. Катализаторы гидроочистки используются для защиты катализатора гидрокрекинга от загрязняющих сырье примесей. Это никель-молибденовые катализаторы, отличающиеся высокой активностью по отношению к обессериванию, удалению азота и гидрированию. В реакторах гидрокрекинга используются катализаторы гидрокрекинга, представляющие собой катализаторы на носителе окиси алюминия, в котором содержится аморфный алюмосиликат и цеолит как активный носитель для металлов, активирующих процесс гидрогенизации. Как аморфные, так и цеолитные катализаторы широко используются в промышленных процессах гидрокрекинга.
Принципиальная схема процесса. На рисунке 106 представлена принципиальная схема установки гидрокрекинга HyCycle Unicracking компании UOP.
Рисунок 2.60 - Принципиальная схема установки двухступенчатого гидрокрекинга HyCycle Unicracking
В этой схеме обычно применяются реакторы крекинга и гидроочистки с обратным расположением и общим последовательным потоком циркулирующего газа. Продукты и непревращенное сырье из реактора гидроочистки разделяются в секции высокого давления, в результате чего образуется рециркулят, возвращаемый в реактор крекинга. Как и в двух последних описанных видах схем, рециркулят здесь не содержит примесей. Качественное отделение возвращаемого непревращенного сырья от продукта позволяет увеличить скорость циркуляции по сравнению с обычной, поэтому катализатор крекинга работает в менее жестких условиях, давая больший выход продуктов. Во многих случаях схема HyCycle обеспечивает минимум капитальных и эксплуатационных затрат.
В процессе HyCycle применяется комбинация нескольких уникальных, защищенных патентами конструктивных особенностей, облегчающих достижение полного превращения сырья (99,5%) при малой (от 20 до 40%) глубине превращения за один проход. Другая важная особенность процесса - пониженное рабочее давление. Проектное давление в реакторе HyCycle Unicracking на 25% ниже, чем обычно практикуемое в настоящее время. Ключевые преимущества процесса - пониженное потребление водорода и повышенная избирательность к тяжелым продуктам. Например, выход средних дистиллятов можно повысить на величину до 5%, а дизельного топлива - до 15% по сравнению с другими схемами полного превращения, работающими в режиме максимального выхода дистиллятов. Такой сдвиг в структуре выхода в сочетании с более избирательным насыщением ароматических углеводородов сырья снижает расход водорода на величину до 20%.
Крекированные продукты и непревращенное сырье разделяются в горячем сепараторе усовершенствованной конструкции при реакторном давлении. Затем отделенные продукты проходят через реактор заключительного гидрирования. Этот уникальный этап переработки максимально повышает качество дистиллятного продукта. К тому же он поднимает эффективность рециркуляции непревращенного сырья в реактор крекинга, позволяя снизить глубину превращения за один проход, что улучшает избирательность и выход продукта. Расположение реакторов называется обратным по той причине, что рециркулят вначале проходит через катализатор гидрокрекинга, а затем уже через катализатор гидроочистки. Преимущества обратного расположения реакторов заключаются в том, что на катализатор крекинга поступает более чистое сырье, а также в повышении парциального давления водорода. В итоге повышается удельная активность катализатора, что снижает его требуемый объем. Для сохранения экономической эффективности одноступенчатой конструкции в схеме применяется общий поток циркулирующего газа, последовательно проходящий через реакторы. В реакторах используются низкотемпературные катализаторы UOP, чтобы можно было повысить скорость подачи комбинированного сырья, не увеличивая диаметр или перепад давлений в реакторе.
Материальный баланс процесса. Качество продуктов. В число целей процесса входит выработка бензина, реактивного и дизельного топлива, дистиллятов смазочных масел, получение сырья для пиролизных этиленовых установок, получение высококачественного сырья для установок ККФ, выработка сжиженного нефтяного газа.
2.13.6 Глубокий гидрокрекинг вакуумного газойля и остаточного сырья в трехфазном слое
Назначение процесса (T-Star). Гидроочистка/гидрокрекинг вакуумных газойлей в реакторе со взвешенным катализатором. Процесс T-Star лучше всего подходит для переработки такого "трудного" сырья, как вакуумный газойль коксования и деасфальтизат для работы в режиме большой жесткости и достижения длительного пробега.
Сырье процесса (T-Star). В качестве компонентов сырья возможно использование прямогонных вакуумных газойлей, газойлей замедленного коксования, легкого газойля каталитического крекинга, ароматических экстрактов селективной очистки масел. Перерабатываемое в Лукойл ПНОС в 2007 г. сырье на установке T-Star имело следующие физико-химические показатели: плотность при 20°С - 902 кг/м; содержание фракции н.к. - 350°С - 22,3% об.; содержание серы - 1,53% мас., азота - 1800 млн-1; коксуемость (по ASTM D 524) - 0,18% мас.
Продукты процесса (T-Star). Дизельное топливо (ДТ) с установки гидрокрекинга (ГК) не удовлетворяет требованиям стандарта "Евро-4" по плотности и содержанию серы. Соответствие качества дизельного топлива требованиям мировых стандартов (таблица 2.43) достигается в блоке гидродеароматизации (ГДА), входящем в состав комбинированной установки гидрокрекинга. Базовая технология процесса ГДА разработана фирмой "Texaco". Процесс проводится в две ступени в реакторах с неподвижным слоем катализатора (Лукойл ПНОС). Установка гидрокрекинга и блок ГДА имеют единый контур циркуляционного газа. Качество продуктов процесса гидрокрекинга представлено в таблице 2.42.
Таблица 2.42 - Содержание серы и азота в продуктах гидрокрекинга
|
Продукты гидрокрекинга |
Содержание, млн |
|
|
серы |
азота |
|
|
Гидроочищенный вакуумный газойль |
850 |
650 |
|
Дизельное топливо |
185 |
110 |
|
Керосин |
70 |
27 |
|
Бензин |
60 |
2,5 |
Таблица 2.43 - Качественная характеристика продуктов гидрокрекинга
|
Показатели |
ДТ с установки гидрокрекинга |
Сырье блока ГДА: ДТ ГК + керосин ГК |
ДТ |
|
|
после первого реактора |
с блока ГДА без присадок |
|||
|
Плотность при 15°С, кг/м |
854 |
849,3 |
848 |
842 |
|
Фракционный состав, °С |
||||
|
н.к. |
196 |
176 |
188 |
185 |
|
20% |
243 |
223 |
236 |
232 |
|
50% |
280 |
271 |
278 |
275 |
|
90% |
331 |
326 |
329 |
324 |
|
к.к. |
350 |
346 |
347 |
346 |
|
Содержание ароматических углеводородов, % мас. |
||||
|
моноциклических |
38,6 |
34,89 |
38,75 |
25,27 |
|
полициклических |
7,03 |
6,07 |
1,46 |
0,51 |
|
Содержание, млн |
||||
|
серы |
230 |
220 |
39 |
3 |
|
азота |
107 |
99 |
7,5 |
0 |
|
Цетановое число |
47 |
47 |
50 |
51 |
Описание процесса. Процесс проводится в мягких условиях - давление 10,6 МПа, температура 430°С и направлен на гидроочистку сырья для установки каталитического крекинга и получение дополнительного количества бензина для установки риформинга, керосиновых и дизельных фракций при конверсии сырья 30% об.
Процесс гидрокрекинга, в котором сырье и катализатор находятся в трехфазном "кипящем" слое, когда твердая фаза представлена мелкосферическим алюмокобальтмолибденовым катализатором, жидкая фаза - смесью еще непрореагировавшего сырья с уже образовавшимися низколетучими продуктами, а газовая фаза - смесью водорода, сероводорода, аммиака и паров углеводородов.
На рисунке 2.61 представлена схема процесса T-Star, включающая гидроочистку среднего дистиллята. Обычно в состав установки входят: огневые подогреватели сырья и водорода, высокотемпературный узел высокого давления, в котором осуществляется разделение фаз и возврат жидкого продукта в реактор, а также узлы промывки циркулирующего газа и разгонки жидкого продукта.
Рисунок 2.61 - Принципиальная схема процесса гидрокрекинг/гидроочистка вакуумного газойля (T-Star)
В реакторе периодически заменяют часть катализатора без остановки процесса. Этим поддерживается постоянная, оптимальная активность катализатора, требуемый состав и качество продуктов. Жидкий продукт после отделения от газа поступает на разгонку и стабилизацию. Установка T-Star может работать безостановочно до четырех лет со степенью превращения сырья 20-60% и глубиной гидрообессеривания 93-99%.
Материальный баланс гидрокрекинга/гидроочистки вакуумного газойля (T-Star) представлен ниже:
|
Поступило, % масс. |
|
|
Сырье |
100,0 |
|
Водород 100%-ный |
2,3 |
|
Итого |
102,3 |
|
Получено, % масс. |
|
|
Сероводород в растворе аммиака |
1,6 |
|
Сероводород в кислой среде |
0,4 |
|
Аммиак в кислой воде |
0,2 |
|
Концентрированный водород |
0,5 |
|
Топливный газ |
3,0 |
|
Стабильный бензин |
8,3 |
|
Дизельное топливо зимнее |
26,2 |
|
Гидроочищенный газойль (сырье КК) |
61,5 |
|
Потери |
0,6 |
|
Итого |
102,3 |
|
Условия процесса: |
|
|
Температура, °С |
400-438 |
|
Парциальное давление водорода, МПа |
4,14-10,4 |
|
Объемная скорость подачи сырья, ч-1* |
0,5-3,0 |
|
Степень превращения вакуумного газойля, % |
20-60 |
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
2.14 Установки осушки нефтезаводских газов
Осушка газа - процесс удаления из него влаги, присутствие которой является нежелательным, а иногда и вредным явлением. Для нефтезаводских газов осушку применяют в случае использования газа в каталитических процессах, при сжижении, а также при разделении газов низкотемпературной ректификацией. Степень осушки оценивается точкой росы.
Точка росы - это максимальная температура, при которой при данном давлении и составе газа происходит конденсация влаги.
Осушку газа проводят с использованием жидких (гликолей) и твердых поглотителей воды (цеолиты).
2.14.1 Технологии осушки с использованием жидких гликолей
В качестве поглотителей используются в основном водные растворы диэитенгликоля* (ДЭГ) и триэтиленгликоля (ТЭГ), которые обладают высокой влагоемкостью, не токсичны, не коррозионноактивны, дешевые.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
 чистого ДЭГ 244,5°С
чистого ДЭГ 244,5°С
 чистого ДЭГ -6,5°С
чистого ДЭГ -6,5°С
Принципиальная схема осушки газа раствором ДЭГ приведена ниже (рисунок 2.62).
Рисунок 2.62 - Технологическая схема установки осушки газа раствором ДЭГ
1 - сепаратор; 2 - абсорбер; 3 - каплеуловитель; 4 - холодильник; 5 - теплообменник; 6 - насос для подачи раствора ДЭГ (или ТЭГ); 7 - выветриватель; 8 - фильтр; 9 - выпарная колонна 9* ((десорбер); 10 - кипятильник; 11 - конденсатор; 12 - насос для подачи раствора ДЭГ(или ТЭГ); 13 - паровой эжектор; 14 - сборник конденсата.
I - влажный газ, II - осушенный газ
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Влажный газ I, пройдя сепаратор 1, поступает в низ абсорбера 2, где сначала очищается в скрубберной части от взвешенных капелек жидкости, а затем поднимается вверх по абсорберу навстречу движущемуся сверху потоку раствора гликоля, который подается на верхнюю тарелку абсорбера. В результате контакта газа и раствора последний поглощает влагу из газа. Осушенный газ II поступает в каплеуловитель 3 и далее направляется по назначению. Раствор ДЭГ собирается в нижней части аппарата и отводится на регенерацию в выпарную колонну десрбер* 9, предварительно проходя теплообменик 5, выветриватель 7 и фильтр 8. В десорбере 9 происходит выпарка раствора и доведение его до первоначальной концентрации. Верх колонны 9 охлаждается водяным конденсатом, подаваемым насосом 12. Подогрев раствора в низу колонны 9 до температуры кипения при заданном давлении происходит с помощью кипятильника 10. Регенерированный раствор гликоля из выпарной колонны проходит теплообменник 5, холодильник 4 и подается в верх абсорбера 2.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 2.44 - Описание технологического процесса осушки газа гликолем
|
N этапа |
Входной поток |
Этап процесса |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
1 |
Влажный газ |
Подготовка газа для нормальной работы абсорбера |
Влажный газ, освобожденный от капельной УВ жидкости |
Сепаратор |
Легкие жидкие углеводороды |
|
2 |
Влажный газ, Регенери- |
Абсорбция гликолем воды |
Осушенный газ |
Абсорбер |
- |
|
Насыщенный водой раствор ДЭГ |
|||||
|
3 |
Подогретый в теплообменнике обводненный раствор ДЭГ |
Выветривание легких углеводородов |
Легкие углеводороды |
Выветриватель |
Легкие углеводороды |
|
Обводненный раствор ДЭГ |
|||||
|
4. |
Обводненный раствор ДЭГ |
Десорбция (регенерация раствора ДЭГ) |
Пары воды и растворенные газы |
Десорбер |
- |
|
Орошение (сконденси- |
Регенери- |
||||
|
5. |
Пары воды и растворенные газы |
Охлаждение и конденсация паров воды |
Сконденси- |
Сборник конденсата |
Сконденси- |
|
Сконденси- |
Несконден- |
||||
|
Несконден- |
Таблица 2.45 - Технологический режим работы основного оборудования осушки газа ДЭГ
|
Параметр |
Абсорбер |
Десорбер |
|
Температура низ, °С |
20-40 |
160-170 |
|
Температура верх, °С |
20-40 |
103-105 |
|
Давление в системе, МПа |
2-6 |
0,12-0,14 |
2.14.2 Технологии осушки с использованием твердых поглотителей
Сущность адсорбционной осушки состоит в избирательном поглощении поверхностью пор твердого адсорбента молекул воды с последующим извлечением их из пор внешними воздействиями (повышением температуры адсорбента или снижением давления среды).
В качестве адсорбентов используются силикагели, алюмосиликаты, активированный оксид алюминия, бокситы и молекулярные сита (цеолиты).
Процессы осушки происходят в периодически работающих адсорберах. Путем пропуска газа через один или нескольких слоев адсорбента. Технологическая схема установки осушки газа твердыми сорбентами представлена на рисунке 2.63.
Рисунок 2.63 - Технологическая схема осушки газа твердыми поглотителями:
1 - водоотбойник; 2, 7 - воронка; 3 - трубчатый нагреватель; 4, 5 - адсорберы; 6 - сепаратор; 8 - теплообменник
Потоки: I - влажный газ; II - осушенный газ; III - обводная линия
Влажный газ, пройдя через каплеотбойник, поступает сверху в один из адсорберов и проходит его насквозь. Другой адсорбер в это время находится на стадии регенерации или охлаждения. Осушенный газ поступает на дальнейшую переработку или в газопровод. Часть исходного газа, пройдя через трубчатый подогреватель, направляется в низ другого адсорбера для регенерации осушителя. Газ с регенерации проходит теплообменник для охлаждения, сепаратор для отделения воды и смешивается с основным потоком влажного газа.
Полный цикл работы одного аппарата включает четыре следующих периода (3):
- адсорбция при температуре 35-50°С, давлении 8-12 МПа, длительности контакта газа с адсорбентом не менее 10 с (скорость газа в аппарате 0,15-0,30 м/с);
- нагрев адсорбента , который производится после переключения аппарата с режима адсорбции на десорбцию;
- десорбция - вытеснение из пор адсорбента поглощенной воды и восстановление его адсорбционной активности. Она начинает происходить, когда температура адсорбента достигнет 200-250°С (для силикагелей) или 300-350°С (для цеолитов). Горячий газ в периоды нагрева и десорбции проходит слой адсорбента в направлении, противоположном направлению осушаемого газа в периоде адсорбции (т.е. снизу вверх);
- охлаждение адсорбента , его начинают после завершения десорбции и переключения аппарата на режим адсорбции (осушки). Охлаждение ведут исходным холодным газом.
Описание технологического процесса осушки газа гликолем представлено в таблице 2.46.
Таблица 2.46 - Описание технологического процесса осушки газа гликолем
|
N этапа |
Входной поток |
Этап процесса |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
1.1 |
Влажный газ |
Адсорбция (поглощение воды) |
Осушенный газ |
Адсорбер 4 |
- |
|
1.2 |
Газ |
Нагрев газа |
Горячий газ |
Трубчатый нагреватель |
- |
|
1.3 |
Горячий газ |
Нагрев адсорбента, десорбция |
Газ и пары воды |
Адсорбер 5 |
Сток воды |
|
1.4 |
Исходный холодный газ |
Охлаждение адсорбента |
Нагретый газ |
Адсорбер 5 |
Сток воды |
2.15 Установки очистки нефтезаводских газов
Предварительная подготовка нефтезаводских газов к переработке включает процесс очистки газа от сероводорода, меркаптановой серы. Наиболее распространенным методом является метод очистки с помощью этаноламинов. Газы нефтепереработки и нефтехимии могут содержать от 0,5 до 15% сероводорода. При очистке технологического газа содержание сероводорода регламентируется требованиями процессов дальнейшей переработки. В частности, для химических синтезов содержание сероводорода в технологическом газе иногда может находиться в пределах от 1 до 50 мг/м. Сероводород, выделяемый при очистке, перерабатывают (утилизируют) в элементарную серу или серную кислоту. При очистке водородсодержащего потока на установках гидроочистки в очищенном газе должно оставаться не менее 5 г/м сероводорода, а при очистке этилена, идущего на производство оксида этилена, суммарное содержание сернистых соединений не должно превышать 0,0001 мг/м.
На НПЗ для очистки нефтезаводских газов используются, в основном, химические абсорбционные (хемосорбционные) способы очистки.
Хемосорбционные процессы очистки газа аминами
Для очистки используются водные растворы моноэтаноламина (МЭА) - первичный амин, диэтаноламина (ДЭА) - (вторичный амин), метилдиэтаноламина (МДЭА). Обычно применяют 15, 20, 30%-ные растворы.
Моно- и диэтаноламины извлекают из газов как сероводород, так и диоксид углерода, а триэтаноламин (третичный амин) - только сероводород. При взаимодействии с кислыми компонентами газа этаноламины образуют химические соединения, легко распадающиеся на исходные компоненты при повышении температуры и снижении давления.
Химизм процесса аминовой очистки газа
Основные химические реакции, протекающие в жидкой фазе:
 (амин) + (сероводород)
(амин) + (сероводород) 
 (1) обратимая реакция
(1) обратимая реакция
 (2)
(2)
где  - это углеводородный радикал
- это углеводородный радикал  .
.
При низкой температуре реакции (1,2) протекают слева направо, а при высокой температуре - наоборот, т.е. они обратимы. Экзотермический эффект реакции составляет: при взаимодействии с МЭА - 1511 кДж/кг; для МДЭА - 1047 кДж/кг. Первичные амины более реакционно способны, и равновесное давление над их растворами ниже, чем над растворами третичных аминов. Первичные амины регенерируются труднее, чем третичные.
Условия проведения процесса
При температурах 20-40°С и повышенном давлении проходит процесс абсорбции - поглощения водным раствором амина кислого газа, а при температуре 105-130°С и давлении, близком к атмосферному, происходит процесс дессорбции - регенерации поглотителя и выделение кислых газов.
Сырьевыми потоками газов для очистки являются водородсодержащий газ с гидроочистки, углеводородный газ, газ стабилизации бензина. Принцип работы данного процесса очистки газа от сероводорода применительно к каждому из вышеназванных аминовых растворов представлен на рисунке 2.64.
Рисунок 2.64 - Схема однопоточной аминовой очистки газа
I - газ на очистку; II - очищенный газ; III - экспанзерный газ; IV - кислый газ; V - водяной пар; 1 - абсорбер; 2, 9 - насосы; 3, 7 - холодильники; 4 - экспанзер; 5 - теплообменник; 6 - десорбер; 8 - сепаратор; 10 - кипятильник; 11 - емкость регенерированного амина
Очищаемый газ подают восходящим потоком через абсорбер навстречу водному раствору абсорбента. Насыщенный химически связанным и физически растворенным и другими примесями раствор выводят из нижней части абсорбера, дросселируют со снижением давления, а затем нагревают в рекуперативном теплообменнике и направляют в десорбер. Необходимая для регенерации теплота сообщается раствору в кипятильнике (рибойлере), обогреваемом глухим водяным паром. Регенерированный аминовый раствор из нижней части десорбера снова подают в абсорбер. С верха десорбера отводят смесь извлеченных кислых компонентов - кислых газов (сероводорода) и водяного пара. Охлажденные кислые газы (сероводород) направляют на переработку в элементарную серу или серную кислоту.
В производственных схемах аминовой очистки газа предусматривается также система фильтрации (очистки) водного раствора амина и ввода антивспенивателя (пеногасителя) в систему.
Приведенная схема имеет совершенно одинаковое оборудование, обвязку аппаратов для всех используемых водных растворов аминов и различается концентрацией раствора, расходами аминов, энергетическими и тепловыми затратами.
Многие предприятия располагают несколькими аминовыми абсорберами и одной общей установкой регенерирации амина (абсорбером).
На рисунке 2.65 представлена принципиальная технологическая схема блока аминовой очистки с тремя абсорберами и одним десорбером.
Рисунок 2.65 - Принципиальная технологическая схема блока аминовой очистки К-202, К-203, К-204 - абсорберы очистки циркулирующего водородсодержащего газа, газа стабилизации бензина, углеводородного газа соответственно К-205 - общий десорбер
Таблица 2.47 - Описание технологического процесса очистки газа МДЭА
|
N этапа |
Входной поток |
Этап процесса |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
1.1 |
Кислый газ |
Абсорбция (поглощение кислых газов) |
Очищенный газ Насыщенный кислыми газами раствор абсорбента |
Абсорбер |
- |
|
1.2 |
Газ |
Нагрев газа |
Горячий газ |
Трубчатый нагреватель |
- |
|
1.3 |
Горячий газ |
Нагрев адсорбента, десорбция |
Газ и пары воды |
Адсорбер |
Сток воды |
|
1.4 |
Исходный холодный газ |
Охлаждение адсорбента |
Нагретый газ |
Адсорбер |
Сток воды |
2.15.1 Технология регенерации амина
Аминовые растворы после некоторого времени работы загрязняются и начинают вспениваться.
Вспенивание растворов аминов - одна из серьезных проблем при эксплуатации установок очистки газа. Вспенивание приводит к нарушению режима работы установки, к снижению производительности установки, ухудшению качества очищенного газа. При вспенивании возрастают потери аминов в результате уноса с газом.
Вспенивание возникает, как правило, в абсорберах. Но бывают случаи, когда начинается вспенивание раствора. Признаками вспенивания являются увеличение объема пены на контактных тарелках, резкое увеличение перепада давления в аппарате, появление значительного уровня жидкости в сепараторах очищенного (абсорбер) и кислого (десорбер) газов.
Основная причина вспенивания - это примеси, поступающие вместе с сырым газом и попадающие в абсорбент (жидкие углеводороды, механические примеси, ингибиторы коррозии, продукты коррозии, различные ПАВы, смолистые вещества, продукты деградации аминов, термостабильные соли (ТСС), и др. Все эти продукты скапливаются в растворе амина, и при определенной их концентрации раствор амина начинает вспениваться.
Для предотвращения пенообразования раствор амина перед входом регенерированного поглотителя в абсорбер подвергается обработке от механических примесей на фильтрах грубой и тонкой очистки.
Но для полного решения этой проблемы необходима реализация следующих основных мероприятий: сведение к минимуму содержания в поступающем на очистку газе примесей, вызывающих или способствующих вспениванию, подача регенерированного амина при температуре на 2-5°С выше температуры уходящего из абсорбера газа для предупреждения конденсации углеводородов, периодическая промывка и очистка аппаратов от шлама.
Наиболее эффективное средство - вывод примесей из системы путем непрерывной фильтрации раствора амина.
Вначале раствор прокачивается через грубый фильтр для вывода из раствора механических частиц. Отфильтрованный от механических примесей раствор подается в абсорбер с активированным углем для улавливания углеводородов, продуктов деградации амина и других примесей. После угольного фильтра устанавливается фильтр для улавливания частиц угля, уносимых раствором из адсорбера. На угольный фильтр подается только часть раствора (5-20%). Высота фильтрующего слоя в одном адсорбере составляет 3-4 м.
По практическим данным для нормального ведения технологического процесса содержание примесей в растворе не должно превышать 2 г/л.
До недавних пор считалось эффективным средством против вспенивания -применение антивспенивателей (пеногасителей). В качестве антипенных добавок используются различные силиконовые композиции, высококипящие спирты и их эфиры и др. Концентрация их составляла 0,001-0,01%.
Пеногасители используют в виде растворов в амине или других растворителях и подают в систему либо постоянно небольшими порциями, либо осуществляют кратковременную подачу их в момент вспенивания раствора. Второй путь является более предпочтительным. Однако продолжительное использование пеногасителя приводит к его накапливанию в растворе амина, он сам становится нежелательной примесью и вызывает еще более активное вспенивание раствора амина и стабилизацию пены.
Наиболее эффективным методом предотвращения и устранения пенообразования является очистка самого абсорбента фильтрацией. Различные фильтры быстро выходят из строя и требуют частой замены.
Среди загрязнителей особенно опасными являются термостабильные соли (ТСС), образованные примесными кислотными анионами (формиаты, карбонаты, ацетаты, хлориды и пр.), соединения класса аминокислот (бицин), которые невозможно удалить обычной фильтрацией. Известны несколько способов удаления ТСС: вакуумная дистилляция, электродиализ на ионообменных мембранах, ионный обмен на ионитах. Последний является наиболее технологичным, экономичным, экологичным. Применение ионитов дополняет в схемах очистки газа систему фильтрации. В зависимости от ситуации удаление ТСС можно проводить в непрерывном и периодическом режимах. Данный процесс реализован компанией ЕКО-ТЕХ ipc, на установке АмиПюр-Plus. Схема очистки с использованием модуля очистки аминового раствора представлена на рисунке 2.66.
Описание работы модуля
Аминовый раствор проходит через патронный фильтр и слой ионообменной смолы в модуле. ТСС удаляются из аминового раствора в результате ионного обмена и удерживаются ионообменной смолой, а очищенный аминовый раствор возвращается в очищаемый контур очистки серосодержащего газа. Затем модуль переключается с режима очистки аминового раствора на регенерацию ионообменной смолы, для чего через слой ионообменной смолы пропускается вода и каустическая сода, выделившиеся ТСС отправляются в отходы. После регенерации смолы аппарат снова переключается на режим очистки аминового раствора.
Рисунок 2.66 - Принципиальная схема очистки серосодержащего газа с использованием модуля очистки аминового раствора
2.16 Установки фракционирования газов
Разделение газов. Для разделения смесей газов на индивидуальные компоненты или пригодные для дальнейшей переработки технические фракции применяют следующие физические, сепарационные процессы: конденсацию, компрессию, адсорбцию, абсорбцию и ректификацию. На газофракционирующих установках (ГФУ) эти процессы комбинируют в различных сочетаниях.
Конденсация - первая стадия разделения газов, с помощью которой газ превращают в двухфазную систему жидкость-газ, а затем механически разделяют на газ и жидкость. В качестве хладагента при конденсации, прежде всего, используют воду или воздух (снижение температуры до 35-40°С), для создания более низких температур используют в качестве хладагентов испаряющийся аммиак, фреон, пропан и этан. Используя пропан и аммиак, можно снизить температуру конденсации до минус 40°С, а используя этан - до минус 80°С.
Компрессия - сжатие газа, при этом конденсируют наиболее тяжелые компоненты газа.
Абсорбция - обратимый (десорбция) процесс разделения углеводородных газов, основанный на избирательном поглощении отдельных компонентов (жирного газа) абсорбентом (бензиновая или керосиновая фракция).
Адсорбция
мало распространена в процессах разделения газов. Она основана на способности некоторых твердых веществ с развитой поверхностью (активированного угля, силикагеля и др.) избирательно поглощать различные компоненты газа. Адсорбцию, как правило, применяют для извлечения компонентов из смесей, в которых содержание извлекаемых углеводородов не превышает 50 мг/м.
Ректификация является заключительным этапом разделения газовых смесей. Разделение смеси газов на компоненты проводят ректификацией сжиженных газов .
Ректификация газов по сравнению с ректификацией нефтяных фракций проходит при повышенном давлении. Сочетание и последовательность вышеуказанных методов фракционирования технологических углеводородных газов зависит от состава последних и от требуемого ассортимента продукции.
Газофракционирующие установки разделяются по типу сырья - на ГФУ предельных и ГФУ непредельных газов. Материальные балансы установок газофракционирования приведены в таблице 2.48. Надо отметить, что по количественному составу газовое сырье на установке ГФУ нестабильно, поэтому материальный баланс, представленный ниже, показан для конкретного состава сырья.
Таблица 2.48 - Материальный баланс установок газофракционирования при переработке предельных (I) и непредельных (II) газов, % мас.
|
I |
II |
|
|
Поступило |
||
|
Газ и головка стабилизации* АТ и АВТ |
72,5 |
- |
|
Головка стабилизации каталитического риформинга |
27,5 |
- |
|
Газ и головка стабилизации: |
||
|
термического крекинга |
- |
25,5 |
|
коксования |
- |
28,5 |
|
каталитического крекинга |
- |
46,0 |
|
Всего |
100,0 |
100,0 |
|
Получено |
||
|
Сухой газ |
4,8 |
30,5 |
|
Фракции: |
||
|
пропановая |
24,5 |
- |
|
пропан-пропиленовая |
- |
25,5 |
|
изобутановая |
14,6 |
- |
|
бутановая |
36,8 |
- |
|
бутан-бутиленовая |
- |
37,5 |
|
|
19,3 |
6,5 |
|
Всего |
100,0 |
100,0 |
_______________
* Под головкой стабилизации понимают смеси газов и газового бензина.
На рисунке 2.67 приведена технологическая схема ГФУ предельных газов, на которой применяют процессы конденсации, компрессии и ректификации. Сырьем служат газ с установок первичной перегонки, головки стабилизации с установок риформинга и гидропроцессов.
Газ с установок первичной переработки нефти через сепаратор 1 подают на сжатие компрессором 5. При сжатии газ нагревают до 120°С. Сжатый газ затем конденсируют в водяном конденсаторе-холодильнике 34 и в конденсаторе-холодильнике 35, охлаждаемом испаряющимся аммиаком. В аппарате 34 охлаждение и конденсация заканчиваются при 40°С, а в аппарате 35 - при 4°С. После каждой ступени конденсации газожидкостную смесь разделяют на газ и жидкость в сепараторах 2 и 3. Газовые конденсаты из сепараторов 2, 3 совместно с головками стабилизации установок первичной перегонки риформинга и гидропроцессов подают на блок ректификации (колонна 15).
Рисунок 2.67 - Технологическая схема ГФУ конденсационно-компрессорно-ректификационного типа
1, 2, 3 - сепараторы; 4, 22, 23, 24, 25, 26, 27 - емкости; 5 - компрессор; 6, 7, 8, 9, 10, 11, 12, 13, 14, 19 - насосы; 15, 16, 17, 18, 20, 21 - колонны; 28, 34, 35 - холодильники;
I - Газ установок первичной переработки нефти; II - Головка стабилизации установок первичной переработки нефти и гидропроцессов; III - Головка стабилизации каталитического риформинга; IV - Пропановая фракция, V - Изобутановая фракция; VI - Бутановая фракция; VII - Изопентановая фракция; VIII - Пентановая фракция; IX - Газовый бензин; X - Сухой газ; XI - Аммиак
В блоке ректификации из углеводородного сырья сначала удаляют метан и этан. Удаление происходит в ректификационной колонне 15, которая называется деэтанизатором. Верхний продукт этой колонны - метан и этан, нижний - деэтанизированная фракция. Верхний продукт деэтанизатора охлаждают аммиаком. Деэтанизированная фракция из колонны 15 поступает в депропанизатор 16, верхним продуктом которого является пропановая фракция, а нижним - депропанизированная фракция. Верхний продукт после конденсации в воздушном конденсаторе-холодильнике 29 и охлаждения в концевом холодильнике выводят с установки, предварительно проведя его щелочную очистку. Нижний продукт из депропанизатора 16 подают в дебутанизатор 17. Ректификатом колонны 17 является смесь бутана и изобутана, а остатком - дебутанизированный легкий бензин. Ректификат конденсируют в конденсаторе-холодильнике 30, а затем подают на разделение в деизобутанизатор 18. Остаток из колонны 17 переходит в депентанизатор 20. Бутановая колонна служит для разделения смеси бутанов на нормальный бутан и изобутан, а колонна 20 (депентанизатор) - для отделения от газового бензина пентанов, которые подают на ректификацию в деизопентанизатор 21. Нижний продукт депентанизатора - газовый бензин (фракция и выше) выводят с установки.
Последующее использование компонентов газа требует достаточно четкого их разделения и высокого отбора от потенциала, поэтому колонны ГФУ содержат большое количество тарелок.
Газофракционирование непредельных газов. Необходимо отметить, что при разделении непредельных газов на ГФУ в сырье может содержаться большое количество сухого газа, который целесообразно отделить методом абсорбции с дальнейшим разделением остальной смеси ректификацией.
Применение одной только абсорбции для отделения сухого газа малоэффективно. Это связано с тем, что 100% выделение из технологических газов сухой части методом абсорбции приведет к уносу некоторого количества более тяжелых компонентов ( ). Достижение же 100% чистоты сухого газа (т.е. отсутствие фракции ) неизбежно приведет к его потере и попаданию во фракцию . Решить эту проблему позволяет использование фракционирующего абсорбера, сочетающего процессы абсорбции фракции и десорбции сухого газа (рисунок 2.68).
). Достижение же 100% чистоты сухого газа (т.е. отсутствие фракции ) неизбежно приведет к его потере и попаданию во фракцию . Решить эту проблему позволяет использование фракционирующего абсорбера, сочетающего процессы абсорбции фракции и десорбции сухого газа (рисунок 2.68).
Фракционирующий абсорбер - это комбинированная колонна в верхнюю часть которой подают холодный абсорбент, в нижнюю - теплоноситель (водяной пар или горячая струя), а в среднюю - технологический углеводородный газ.
В верхней части (2530 тарелок) происходит абсорбция фракций , а в нижней (2530 тарелок) - частичная регенерация абсорбента за счет подводимой теплоты. Основной абсорбент - нестабильный бензин. Дополнительную абсорбцию унесенных фракций осуществляют стабильным бензином. Кроме того, для снятия теплоты абсорбции аппарат оборудован системой циркуляционных орошений.
Рисунок 2.68 - Фракционирующий абсорбер (абсорбер - десорбер)
1 - колонна; 2, 4 - холодильники абсорбента; 3 - насосы; 5 - кипятильник; I - очищенный жирный газ; II - сухой газ; III - нестабильный бензин; IV - стабильный бензин (тощий абсорбент); V - пар; VI - насыщенный абсорбент (нестабильный бензин)
На рисунке 2.69 приведена технологическая схема АГФУ непредельных углеводородных газов, где кроме конденсации, компрессии и ректификации, применяют еще абсорбционный способ разделения газов, что добавляет к названию установки букву "А" - АГФУ.
Жирный газ из газосепаратора через верх каплеотбойника 1 поступает на блок очистки А этаноламином, затем компрессорами подается в газофракционирующий абсорбер 3. Туда же в качестве орошения подается насосом нестабильный бензин с низа емкости 2, а также (несколько выше ввода газа) конденсат, образовавшийся в результате компрессии жирного газа, и жидкость из каплеотбойника 1. С верха фракционирующего абсорбера 3 выводится сухой газ (), а с низа вместе с насыщенным абсорбентом выводятся углеводороды . Деэтанизированный бензин, насыщенный углеводородами , после подогрева в теплообменнике 7 подается в стабилизационную колонну 8, нижним продуктом которой является стабильный бензин, а верхним - головка стабилизации. В пропановой колонне 11 выделяется пропан-пропиленовая фракция. Остаток пропановой колонны направляется в бутановую колонну 14, где разделяется на бутан-бутиленовую фракцию и остаток ( ), который смешивается со стабильным бензином.
), который смешивается со стабильным бензином.
Рисунок 2.69 - Принципиальная схема газофракционирующей установки абсорбционно-ректификационного типа (АГФУ)
1 - каплеотбойник; 2, 10 - емкости; 3 - фракционирующий абсорбер; 4 - холодильники циркуляционного орошения; 5 - газосепаратор; 6 - трубчатая печь; 7 - теплообменники; 8 - стабилизатор; 9 - холодильники-кондесаторы; 11 - пропановая колонна; 12 - холодильники; 13 - рибойлеры; 14 - бутановая колонна; 15 - насосы;
А - блок очистки газа этаноламином; Б - компрессорная; В - блок очистки и осушки отгона стабилизации; Г - блок защелачивания стабильного бензина; I - жирный газ; II - нестабильный бензин; III - сухой газ; IV - конденсат; V - пропан-пропиленовая фракция; VI - стабильный бензин; VII - бутан-бутиленовая фракция
Стабильный бензин проходит через теплообменник 7 и отдает тепло нестабильному бензину и сырью пропановой колонны.
Обычно на блоке ректификации непредельных газов практикуют выделение фракций и без их последующего разделения на предельную и непредельную часть. Если на НПЗ предусмотрены процессы полимеризации полипропилена или использование его в качестве компонента сырья алкилирования, то в них сопутствующий пропилену пропан не оказывает вредного влияния на их проведение. Поскольку пропилен нацело вступает в реакцию, пропан легко выделить затем из продуктов. То же можно сказать и о н
-бутане. Если на предприятии существует установка каталитического крекинга, то ей обычно сопутствует установка алкилирования олефинов изобутаном; балластной фракцией в этом процессе является н
-бутан, который выделяют затем из катализата.
В последнее время на установке полимеризации пропилена предусматривают наличие блока концентрирования пропилена.
Чистота отбираемой фракции  составляет 96, а
составляет 96, а  - 97%; отбор от потенциала - 82 и 95%, соответственно; сухой газ на 90% состоит из фракций
- 97%; отбор от потенциала - 82 и 95%, соответственно; сухой газ на 90% состоит из фракций  .
.
С установок блока разделения непредельных газов АГФУ отводится сухой газ, пропан-пропиленовая и бутан-бутиленовая фракции. Непредельные углеводороды (олефины) в нефтезаводских газах - это этилен, пропилен, н-бутилен, изобутилен.
Таблица 2.49 - Описание технологического процесса газофракционирующей установки непредельных газов
|
N этапа |
Входной поток |
Этап процесса |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
1.1 |
Газ |
Абсорбция жирного газа |
Сухой газ С1-С2 |
Фракцио- |
Аварийный сброс газа |
|
Жидкий остаток газа |
|||||
|
Абсорбент |
Деэтанизированный поток |
||||
|
Горячий абсорбент |
|||||
|
1.2 |
Деэтанизированный поток |
Ректификация |
Пропан-пропиленовая фракция |
Ректифи- |
Аварийный сброс газа |
|
Подогретый депропанизированный поток |
Депропанизированный поток |
||||
|
1.3 |
Депропанизированный поток |
Ректификация |
Бутан-бутиленовая фракция |
Ректифи- |
Аварийный сброс газа |
|
Нагретый абсорбент |
Пентан-амиленовая фракция (абсорбент) |
Таблица 2.50 - Описание технологического процесса газофракционирующей установки предельных газов
|
N этапа |
Входной поток |
Этап процесса |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
1.1 |
Жидкая часть сырья |
Абсорбция жирного газа |
Сухой газ С1-С2 |
Абсорбционная колонна |
Аварийный сброс газа |
|
Газообразная часть сырья |
|||||
|
Подогретый деэтанизированный поток |
Деэтанизированный поток |
||||
|
1.2 |
Фракция газа С3-С5 |
Ректификация |
Пропановая фракция |
Ректифика- |
Аварийный сброс газа |
|
Подогретый депропанизированный поток |
Депропанизированный поток |
||||
|
1.3 |
Депропанизированный поток |
Ректификация |
Бутановая фракция |
Ректифика- |
Аварийный сброс газа |
|
Подогретая фракция С5 |
Пентановая фракция |
2.17 Алкилирование
Во всем мире возрастают требования государственных органов и автомобилестроительной промышленности к нефтепереработчикам по производству более чистых моторных топлив с пониженным содержанием компонентов, которые традиционно использовались для повышения октанового числа. В этом плане алкилат (алкилбензин) - продукт алкилирования изобутана низшими олефинами - является наиболее ценным высокооктановым компонентом, не содержащим олефиновых и ароматических углеводородов, бензола и серы.
Реакция алкилирования изопарафиновых углеводородов олефинами в общем виде описывается уравнением:

Сырьем процесса производства алкилбензина является бутан-бутиленовая фракция каталитического крекинга, содержащая в своем составе как алкилируемый компонент - изобутан, так и алкилирующие агенты - транс бутен-2, цис бутен-2, бутен-1 и изобутен.
Основным разработчиком технологии сернокислотного алкилирования в РФ является ЗАО Грозненский нефтяной научно-исследовательский институт (ЗАО ГрозНИИ) и ИНХС РАН, проектная организация - ОАО ВНИПИНефть. В России отсутствуют организации, осуществляющие НИР в области фтористоводородного алкилирования. Следует, однако, отметить, что в 2011-2016 г. на "Кстовском нефтеперерабатывающем заводе ЛУКОЙЛ-Нижегороднефтеоргсинтез, НОРСИ", г.Кстово были введены в эксплуатацию две установки фтористоводородного алкилирования по лицензии UOP.
В настоящее время в России эксплуатируется 7 установок алкилирования изобутана олефинами (таблица 2.51).
Суммарно проектная мощность установок по алкилату составляет 2110 тыс.т/год.
Таблица 2.51 - Установки алкилирования в РФ
|
N |
Местоположение |
Тип установки, лицензиар |
Производительность по алкилату, тыс. т/год |
|
1 |
Нижний Новгород |
2 установки УПБКА (Установка получения бензинов кислотным алкилированием), UOP |
700 |
|
2 |
Рязань |
Каскадный, EMRE, "Келлог" |
460 |
|
3 |
Уфа |
25-4/2, Стратко DuPont |
450 |
|
4 |
Омск |
25-12, ЗАО ГрозНИИ, Стратко DuPont, Текнип |
300 |
|
5 |
Ярославль |
25-7 (каскадный), ЗАО ГрозНИИ + струйный реактор ("группа РАН") |
100 |
|
6 |
Самара |
24-36, Баджер, ЗАО ГрозНИИ |
100 |
|
ИТОГО: |
2110 |
Серная кислота концентраций 96 или 98% является прекрасным катализатором реакции алкилирования изопарафиновых углеводородов олефинами С3-С4.
На рисунке 2.70 приведена схема взаимосвязи между отдельными стадиями процесса сернокислотного алкилирования.
Рисунок 2.70 - Схема взаимосвязи между отдельными стадиями процесса алкилирования
В таблице 2.52 дано описание технологического процесса алкилирования (с указанием подпроцессов).
Таблица 2.52 - Описание технологического процесса сернокислотного алкилирования (с указанием подпроцессов)
|
N этапа |
Этап подпроцесса |
Входной поток |
Выходной поток |
Основное технологическое оборудование |
Эмиссии |
|
1 |
Блок реакторный |
Бутан-бутиленовая фракция, изобутан свежий, изобутан рецикл, кислота |
Алкилбензин, изобутан рецикл, кислота, алкилсульфаты |
Р-р алкилирования, отстойник для разделения эмульсии кислота- |
Отработанная кислота |
|
2 |
Блок охлаждения |
Изобутан, пропан, н-бутан |
Изобутан, пропан, н-бутан |
Компрессор углеводородный, сепараторы, колонна ректифи- |
Пропан |
|
3 |
Блок кислотной очистки продуктов реакции от апкилсульфатов |
Алкилбензин, и-бутан рецикл, кислота, алкилсульфат |
Алкилбензин, изобутан рецикл, кислота |
Емкость для кислотной промывки |
нет |
|
4 |
Блок щелочной очистки продуктов реакции от следов кислоты |
Алкилбензин, и-бутан рецикл, следы к-ты, щелочь, вода |
Алкилбензин, изобутан рецикл |
Емкости для обработки щелочью и водной промывки |
Отработанная щелочная вода |
|
5 |
Блок разделения продуктов реакции |
Алкилбензин, изобутан рецикл |
Алкилбензин, изобутан рецикл, н-бутан |
Ректифи- |
нет |
Материальный баланс процесса алкилирования представлен ниже [% мас.]:
|
Поступило |
|
|
Бутан-бутиленовая фракция |
67,0 |
|
Изобутановая фракция |
33,0 |
|
Итого |
100,00 |
|
Получено |
|
|
Алкилат |
96,7 |
|
Углеводородный газ (пропановая продувка) |
1,5 |
|
н- Бутан |
1,5 |
|
Полимер |
0,3 |
|
Итого |
100,00 |
Алкилат получают с высокой октановой характеристикой. Октановое число соответствует 95 по исследовательскому методу и 92 - по моторному методу.
2.18 Установки производства оксигенатов
В настоящее время в качестве высокооктановых кислородсодержащих добавок к автомобильным бензинам получили распространение следующие эфиры: метил-трет-бутиловый, этил-трет-бутиловый и трет-амил-метиловый эфиры. Эти эфиры в промышленности получают по реакции этерификации олефинов с соответствующими спиртами. Подробно технологии получения этих веществ описаны в ИТС 18-2016 "Производство основных органических химических веществ" (разделы 4.5 и 4.6).
2.19 Переработка сероводорода
Сероводород, выделяемый из технологических газов термогидрокаталитических процессов нефтепереработки, обычно перерабатывают на заводах в элементную серу.
Химизм и управление процессом
Самым распространенным промышленным способом получения серы из технологических и природных газов считается процесс Клауса, осуществляемый в две стадии.
1. Термическая стадия - высокотемпературное сжигание сероводорода в топочной части реактора при подаче стехиометрического количества воздуха. В ходе реакций


выделяется значительное количество теплоты, которое необходимо утилизировать перед второй стадией процесса, и расходуется до 70% сероводорода.
2. Каталитическая стадия, проводимая на активном оксиде алюминия при 200-300°С в две ступени, позволяет довести конверсию сероводорода до 95%:


Кроме оксида алюминия, бокситов, в качестве катализатора используют диоксид титана.
В ходе процесса Клауса образуются три модификации серы - S2, S6 и S8. Жидкая сера представлена в основном модификацией S8.
На эффективность процесса влияют состав кислого газа, температура процесса, давление, время контакта, эффективность катализаторов и работы конденсаторов серы.
Так, для устойчивого горения кислого газа с содержанием сероводорода менее 50% (об.) необходимы специальные меры (его подогрев, обогащение воздуха кислородом и т.п.). Избыток CO2, более 30% (об.), также дестабилизирует горение газа, увеличивает расход теплоты на его нагрев и способствует образованию сероуглерода (CS2) и сульфооксида углерода (COS). При содержании в газе углеводородов более 5% (об.) интенсивно образуются смола и сажа, портящие цвет и качество серы. Допустимое содержание паров воды в газе - до 5% (об.).
Оптимальная температура, способствующая максимальной степени конверсии на термической ступени - 1100-1300°С. На каталитической ступени имеет место обратная зависимость степени конверсии от температуры: конверсия повышается с понижением температуры; нижний температурный предел ограничен точкой росы серы (118°С). На практике с целью исключения конденсации серы в порах катализатора температуру каталитической ступени процесса поддерживают на уровне 210-220°С.
На каждой из вышеперечисленных ступеней процесса влияние давления другое: на термической снижение давления повышает степень конверсии сероводорода в серу, а на каталитической - наоборот. На современных установках давление поддерживают на уровне 0,12-0,17 МПа.
Повышение времени контакта увеличивает выход серы на обеих ступенях процесса.
Эффективно работающие конденсаторы-коагуляторы снижают потери серы с хвостовыми газами, что способствует росту конверсии.
Активность катализатора, его устойчивость к сульфатации и способность ускорять реакции гидролиза COS и CS2 также определяют эффективность процесса. На установках используют AI2O3 со средним сроком службы 4 года.
Технологическая схема. При концентрации сероводорода в кислом газе выше 50% (об.) используют прямоточный процесс Клауса - пламенный способ. По этому способу весь кислый газ подается на сжигание в печь-реактор термической ступени установки Клауса, выполненную в одном корпусе с котлом-утилизатором. В топке печи-реактора температура достигает 1100-1300°С, и выход серы - 70-75%. Дальнейшее превращение сероводорода в серу осуществляется в две-три ступени на катализаторах при температуре 220-260°С. После каждой ступени пары образовавшейся серы конденсируются в поверхностных конденсаторах. Теплота, выделяющаяся при горении сероводорода и конденсации паров серы, используется для получения пара среднего и низкого давления. Выход серы в этом процессе достигает 96-97%.
Установка прямоточного процесса Клауса состоит из двух ступеней получения серы - термической и каталитической.
Рисунок 2.71 - Технологическая схема процесса Клауса:
1 - сепаратор; 2 - барабан первого котла; 3, 4 - каталитические реакторы первой и второй ступеней; 5 - печь-реактор; 6, 7 - печи подогрева технологического газа; 8 - печь дожига и дымовая труба; 9 - установка доочистки хвостовых газов; 10 - экономайзер; 11 - серная яма; 12, 13, 15 - коагуляторы серы; 14, 16 - конденсаторы серы; 17 - воздуходувка; 18 - емкость горячей воды; 19 - насос
Кислый газ сжигается в печи-реакторе 5, причем кислород воздуха подается в топку в количестве, необходимом для протекания окисления сероводорода до серы.
На термической ступени установок Клауса применяют цилиндрические реакторы, состоящие из топочной камеры и трубчатого теплообменника. В торцевой части топочной камеры расположены горелочные устройства. Основная часть сероводородного газа и воздуха обычно подается по тангенциальным каналам. В зоне смешения горение происходит в закрученном потоке. Проходя решетку из расположенного в шахматном порядке огнеупорного кирпича, продукты сгорания поступают в основной топочный объем также цилиндрической формы, но большего диаметра.
Затем продукты сгорания охлаждаются водой, проходя по трубному пространству трубчатого теплообменника, и поступают в конденсатор, откуда полученная в термической ступени сера выводится в хранилище. Технологический газ после термической ступени, содержащий непрореагированный сероводород, сернистый ангидрид, образовавшийся одновременно с серой при пламенном сжигании сероводорода, а также сульфидоксид углерода и сероуглерод (продукты побочных реакций, протекающих в реакторе), вновь подогреваются в подогревателе до 220-300°С и поступают на каталитическую ступень. В слое катализатора происходит основная реакция:

Каталитических ступеней бывает обычно две или три. На выход серы большое влияние оказывает число ступеней конверсии, способ подогрева газов перед ступенями и соотношение компонентов и (в соответствии со стехиометрией).
Процесс Клауса - многостадийный, энергоемкий и экологически несовершенный. Его приходится дополнять процессом доочистки отходящего газа. Наибольшее распространение получили способы, основанные на совершенствовании процесса Клауса (сероводород и диоксид серы вступают в реакцию при температуре ниже точки росы серы). Степень извлечения серы при этом достигает 99,5%. К таким способам относятся процессы Sulfrene, созданный в Германии и Франции, и Clipsulf, разработанный фирмой Linde. Особенность последнего процесса - встроенный в каталитические реакторы второй и третьей ступени парогенератор, позволяющий в слое катализатора поддерживать температуру, близкую к 120°С, что доводит конверсию сероводорода до 99,9%.
Получившаяся сера находит широкое применение в народном хозяйстве: для производства серной кислоты и ее производных, в качестве вулканизатора резинотехнических изделий, компонента лекарственных препаратов, добавок при производстве строительных материалов.
Следует отметить, что процесс получения серы - больше экологический процесс (цена на серу значительно меньше цены любого нефтепродукта), с учетом цен на транспорт сбыт для производителя не приносит доходов, как правило, имеют место только убытки и трудности.
2.20 Установки производства водорода
Водород в последние годы (вследствие широкого внедрения гидрогенизациионных процессов) становится очень важным реагентом на НПЗ. Его основным источником, до определенного этапа развития, являлись установки каталитического риформинга бензиновых фракций. Однако получаемого на них водорода становится недостаточно для нужд НПЗ, кроме того, он не всегда удовлетворяет нефтепереработчиков по концентрации водорода. В связи с этим в состав заводов включаются как установки по концентрированию водорода, так и установки по его производству методом паровой конверсии.
Установки (секции) концентрирования водорода могут в своей основе опираться на ряд технологий: адсорбционная, мембранная, криогенная и т.д.
Наибольшее распространение в последние годы получила технология адсорбционного концентрирования водорода.
2.20.1 Адсорбционное концентрирование водорода
Процесс адсорбционного концентрирования водорода базируется на технологии короткоцикловой адсорбции при переменном давлении.
Короткоцикловая адсорбция основана на физическом явлении адсорбции - поглощении при высоком давлении твердым адсорбентом "примесей ", содержащихся в водородсодержащем газе при прохождении его через слой адсорбента с последующей десорбцией поглощенных "примесей " при сбросе давления и продувке противотоком чистым водородом (регенерация адсорбента).
Процесс осуществляется в периодически переключаемых автоматической системой управления адсорберах, находящихся на различных заранее заданных стадиях рабочего цикла, что позволяет получать очищенный водород с непрерывным расходом и давлением, близким к исходному давлению сырьевого ВСГ.
Ниже приводится адсорбция компонентов газовой смеси относительно адсорбента:
Таблица 2.53 - Изменение величины адсорбции различных компонентов
|
Компонент |
Адсорбция |
|
слабая |
|
|
водород |
* |
|
гелий |
* |
|
кислород |
* |
|
аргон |
* |
|
азот |
*** |
|
CO |
*** |
|
метан |
*** |
|
CO2 |
***** |
|
этан |
***** |
|
этилен |
******* |
|
пропан |
******* |
|
изобутан |
******* |
|
пропилен |
******* |
|
H2S |
********* |
|
меркаптаны |
********* |
|
бензол |
*********** |
|
толуол |
*********** |
|
этилбензол |
************* |
|
H2O |
*************************** |
|
сильная |
Для получения чистого водорода фаза адсорбции должна быть закончена до полного заполнения пор адсорбента "примесями ". Чтобы получить непрерывный поток очищенного водорода, поток исходного ВСГ должен быть переключен на другой, адсорбер, в котором находится регенерированный адсорбент. Это осуществляется автоматически системой управления PSA.
Технологический процесс на установке PSA можно разделить на три этапа:
-
1) Подготовка сырьевого газа для очистки
-
2) Концентрирование водорода - адсорбционная очистка в блоке PSA с получением основного продукта - водорода с концентрацией не ниже 99,5% об.
-
3) Сброс отдувочных газов в топливную сеть завода.
Подготовка сырьевого газа заключается в смешении в коллекторе отдуваемых с установок НПЗ водородсодержащих газов, отделении углеводородного конденсата в буферной емкости и стабилизации давления и расхода ВСГ на входе в адсорберы.
Процесс адсорбционной очистки осуществляется в адсорберах в соответствии со следующими стадиями:
Адсорбция
- процесс выделения при рабочем давлении "примесей
" из водородсодержащего газа во время его прохождения через слой адсорбента, размещенного в адсорберах. Для отделения водяных паров используется силикагель, помещаемый в I (нижний) слой; для отделения углеводородов  используется аморфный алюмосиликат или цеолит, помещаемый во II слой; для отделения метана используется активированный уголь, помещаемый в III верхний слой.
используется аморфный алюмосиликат или цеолит, помещаемый во II слой; для отделения метана используется активированный уголь, помещаемый в III верхний слой.
Адсорбция проводится в одном из шести адсорберов, находящимся* в данный момент в рабочем цикле. Адсорберы работают в шахматном порядке. Неочищенный сырьевой газ проходит через адсорбер в направлении снизу вверх, при этом осуществляется избирательная адсорбция "примесей": воды и углеводородов.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Водород высокой чистоты выходит с верха адсорбера и направляется в коллектор водород-продукта.
Регенерация - процесс десорбции (удаления) "примесей " с поверхности адсорбента - проводится в четыре цикла:
I Понижение давления в адсорбере прямотоком (по направлению потока сырьевого газа - снизу вверх), при котором водород из этого адсорбера используется для подъема давления и продувки других адсорберов.
II Понижение давления в адсорбере противотоком, при котором удаляется основная часть поглощенных "примесей ". Это фаза быстрой отдувки.
III Продувка адсорбера противотоком при низком давлении чистым водородом для десорбции остаточных "примесей ".
IV Повышение давления в адсорбере противотоком за счет поступления газа из других адсорберов, которые находятся в стадии понижения давления, и затем из коллектора водорода.
"Примеси ", отдуваемые из адсорберов при регенерации, представляют собой углеводородные газы, которые усредняются по составу в емкости сбросного газа. При этом также сглаживаются пульсации давления. Отдувочный газ направляется или в топливную сеть завода, или на сжигание в качестве топливного газа.
Влияние основных условий процесса
Хотя автоматическая система управления блока PSA компенсирует возможные изменения технологических параметров во время работы установки, необходимо учитывать следующее влияние технологических параметров короткоцикловой адсорбционной очистки водорода:
Давление
Рабочее давление адсорбции определяет емкость адсорбента. Емкость адсорбента - количество "примесей ", которое адсорбент может поглотить до состояния насыщения. Чем выше давление, тем больше емкость адсорбента и тем дольше может быть продолжительность цикла адсорбции.
Величина рабочего давления задана в проекте на уровне 25-29 кгс/см, исходя из давления источников водородсодержащего газа на НПЗ.
Давление в емкости сбросного газа - еще один важный параметр. Чем ниже давление отдуваемого газа, тем полнее освобождение поверхностного слоя адсорбента от молекул "примесей " во время сброса давления и, соответственно, меньше требуется очищенного водорода для окончательной продувки адсорбента и тем выше рекуперация водорода, т.е. его суммарная степень извлечения из сырьевого газа.
Температура
Более высокая температура затрудняет адсорбцию "примесей " из сырьевого газа (уменьшается емкость адсорбента), но облегчает десорбцию. Следовательно, при более высокой температуре длительность циклов адсорбции-десорбции укорачивается.
Более низкая температура в адсорберах затрудняет процесс десорбции. При очень низкой температуре, например при пуске установки зимой с нарушенным обогревом адсорберов и трубопроводов, возможно выпадение углеводородного конденсата, который необратимо приводит III слой в неработоспособное состояние.
Нормальная рабочая температура составляет 30-40°С.
Расход сырьевого газа
Расход сырьевого газа влияет на скорость насыщения адсорбента и, таким образом, чем выше расход, тем короче должен быть цикл адсорбции из-за более высокой скорости насыщения. Понижение расхода ниже предела чувствительности диафрагменного расходомера сырьевого газа приводит в нерабочее состояние систему управления процессом.
Рабочие пределы расхода - 30-100% от проектного, который составляет 30210 нм/ч.
Состав газа
Чем выше концентрация водорода в сырьевом газе, тем ниже скорость насыщения адсорбента и, таким образом, цикл адсорбции может быть более продолжительным.
Чем больше концентрация тяжелых углеводородов в сырьевом газе, тем выше температура выпадения конденсата.
Число рабочих адсорберов
Во время эксплуатации установки может возникать необходимость отключения адсорберов для проведения инспекционных или ремонтных работ.
Для обеспечения этого схема предусматривает полное отключение одной пары адсорберов или отключение любого из адсорберов.
В случае отключения адсорберов производительность установки уменьшается.
Таблица 2.54 - Зависимость числа работающих адсорберов от производительности установки
|
Число работающих адсорберов |
Производительность установки |
|
6 |
100% |
|
5 |
90% |
|
4 |
80% |
Технологическая схема
Четырехадсорберный вариант технологической схемы установки адсорбционного концентрирования водорода изображен на рисунке 2.72.
Рисунок 2.72 - Технологическая схема четырехадсорберной установки концентрирования водорода методом PSA
2.20.2 Получение водорода паровой конверсией
Назначение установки получения водорода методом паровой конверсии (парового риформинга)
В состав установки входят следующие основные технологические блоки:
- блок компримирования природного газа с очисткой от сернистых соединений на кобальтмолибденовом катализаторе и дальнейшим удалением H2S на ZnO, включающий сырьевой дожимной компрессор, реактор гидроочистки и два реактора с оксидом цинка;
- паровой риформинг природного газа, включающий печь с катализаторными трубами, конвекционную часть печи, холодильник технологического газа и сепаратор пара высокого давления;
- среднетемпературная конверсия СО, включающая конвертер и систему охлаждения технологического газа;
- адсорбционная очистка технологического газа, включающая установку PSA;
- блок подготовки котловой воды и система пара высокого давления.
Установка получения водорода методом парового риформинга природного газа предназначена для обеспечения водородом установок гидрогеницационных процессов, в частности гидрокрекинга, изомеризации гидродепарафинизации.
Характеристика производимой продукции
Основной продукцией установки является водород высокой чистоты для установок гидрогенизационных процессов.
Вторым продуктом установки является водяной пар высокого давления.
Основные характеристики получаемой продукции:
|
Продуктовый водород |
|
|
Содержание водорода |
не менее 99,9% об. |
|
Оксиды углерода |
не более 20 ppm об. |
|
N2+CH4 |
не более 1000 ppm об. |
|
Условия на границе установки: |
|
|
Давление водорода |
1,65 МПа (16,5 кгс/см |
|
Температура |
34°С |
|
Пар высокого давления |
|
|
Условия на границе установки: |
|
|
Давление |
4,0 МПа (40 кгс/см |
|
Температура |
360°С |
Описание технологического процесса и схемы производства
Характеристика и химизм процесса получения водорода методом парового риформинга природного газа
Очистка природного газа от сернистых соединений
Органические соединения серы являются сильными ядами для катализаторов парового риформинга, поэтому природный газ должен быть очищен от них для предотвращения отравления катализатора парового риформинга.
Очистка природного газа от сернистых соединений производится в две ступени:
- на первой ступени проводится гидрирование органических сернистых соединений на кобальтмолибденовом катализаторе при температуре 350-400°С в присутствии 2-5% водорода на сырье;
- на второй ступени производится очистка природного газа от H2S хемосорбцией на окиде цинка
ZnO + H2S = ZnS + H2O
Хемосорбция является необратимой реакцией, поэтому после насыщения хемосорбент (оксид цинка) подлежит замене.
Основные параметры процесса
Температура
Удаление сернистых соединений из природного газа в значительной степени зависит от температуры:
- гидрирование органических сернистых соединений на кобальтмолибденовом катализаторе проводится при температуре 350-400°С;
- максимальная хемосорбция сероводорода оксидом цинка температуры достигается при температурах 250-410°С, которая считается проектной температурой.
Давление
Незначительное изменение давления не влияет на процесс обессеривания.
Катализатор
Кобальтмолибденовый катализатор, используемый для гидрирования органических сернистых соединений, обеспечивает требуемый уровень очистки природного газа. Используемая окись цинка может понизить содержание сероводорода в продукте до менее 0,1 ppm.
Удаление сероводорода оксидом цинка - это химическая реакция, и хемосорбент, исчерпавший свою емкость, не поддается регенерации, он заменяется свежим. В зависимости от количества сероводорода адсорбированного оксидом цинка, последний может стать самовоспламеняющимся, то есть получить пирофорную форму при контакте с воздухом.
Паровой риформинг
Реакции парового риформинга метана в смеси с водяным паром проходят на никелевом катализаторе.
Основные параметры, характеризующие процесс углеводородного риформинга
Качество сырья
В газе, подвергающемся паровой конверсии, основным источником проблем являются тяжелые углеводороды, так как тип катализатора и условия работы паровой конверсии выбраны и рассчитаны на то, что сырьем служат легкие углеводороды. Повышенное содержание тяжелых углеводородов в сырье при их разложении приведет к усиленному отложению кокса на катализаторе, а это вызовет, кроме прочего, увеличение перепада давления в реакционных трубках печи.
Температура
Температура оказывает значительное влияние на скорость протекания реакции. Углеводородный риформинг лучше идет при более высокой температуре, но необходимо учитывать влияние ее на срок службы оборудования.
Температура должна быть такой, чтобы избегать перегрева катализаторных трубок.
Выходная температура слоев катализатора должна поддерживаться в пределах от 760 до 860°С. Давление оказывает существенное влияние на процесс углеводородного риформинга, процесс протекает лучше при более низком давлении.
Мольное соотношение водяного пара и углерода в сырьевом газе Н/С является главным параметром работы риформинга.
Если соотношение Н/С недостаточно, то углерод откладывается на катализаторе, что приводит к его дезактивации, а следовательно, к увеличению непрореагировавшего метана и снижению чистоты вырабатываемого водорода, а также к повышению перепада давления на слое катализатора, сокращению срока службы катализаторных трубок из-за возможных их местных перегревов. Поэтому следует поддерживать отношение Н/С на проектном уровне - не ниже 3,0 (мольное).
Катализатор
Процесс парового углеводородного риформинга протекает в подогреваемых снаружи трубках, наполненных катализатором. Катализатор представляет собой оксид никеля, нанесенный на огнеупорный оксид алюминия.
Катализатор очень прочен и стоек. Срок его службы зависит от концентрации серы и тяжелых углеводородов в сырье риформинга. Хорошее обессеривание сырья увеличивает срок службы катализатора. Катализатор риформинга не обладает пирофорными свойствами.
Конверсия СО
Цель среднетемпературной конверсии CO в CO2 - максимальный сдвиг реакции в сторону образования водорода и диоксида углерода, которая является побочным продуктом.
Реакция среднетемпературной конверсии CO протекает при температуре 330-350°С на катализаторе, состоящем из оксидов железа и хрома с присадкой меди.
CO+H2O=CO2+H2+Q
Основные параметры, оказывающие влияние на процесс
Температура.
Реакция конверсии СО в CO2 является экзотермической (протекает с выделением теплоты), поэтому ее лучше вести при более низких температурах, хотя активность катализатора уменьшается с понижением температуры.
При среднетемпературной конверсии температура поддерживается в пределах 360-440°С, при этом стараются достичь максимума активности катализатора в конкретный период его эксплуатации. Активность свежего катализатора достаточно высока уже при температуре выше 340°С.
Давление оказывает достаточное влияние на активность катализатора.
При повышении давления от 0 до 2,0 МПа (изб.) активность катализатора растет, но после 2,0 МПа (изб.) повышение давления не оказывает на нее заметного влияния.
Катализаторы.
Процесс среднетемпературной конверсии протекает на катализаторе, состоящем из оксидов железа и хрома с присадкой меди.
Содержание оксида углерода в продукте среднетемпературной конверсии CO в CO2 снижается до 3,77 мольных процентов.
Сера и хлориды являются ядами для катализатора, поэтому необходимо следить за их концентрацией в сырье, поступающем в конвертер.
Адсорбционная очистка H2
Очистка технологического газа до товарного водорода производится адсорбционным методом на блоке PSA, описанном ранее.
Основные параметры, оказывающие влияние на процесс адсорбции
Температура.
Температура является важным параметром влияющим на процесс адсорбции. Чем выше температура, тем ниже адсорбционная емкость адсорбента, поэтому процесс проводят при температуре до 40°С.
Температура проведения процесса выбирается на основе расчета экономической эффективности.
Количество поглощенного вещества и скорость адсорбции зависит от парциального давления удаляемого компонента. Парциальное же давление определяется концентрацией компонента и общим давлением в системе, поэтому процесс адсорбции ведут при давлении 1,2-6,0 МПа.
Описание технологической схемы
Сырьем установки получения водорода служит природный газ, поступающий с магистрального газопровода.
Природный газ поступает в приемный сепаратор и далее на прием сырьевого дожимного компрессора ТК, где компримируется до давления 3,04 МПа, а затем смешивается с водородом, поступающим с установки гидрокрекинга. Потом он направляется в подогреватель, где нагревается паром низкого давления до температуры 100°С, подается в конвекционные змеевики печи П-1, где нагревается до 370°С и поступает в реактор обессеривания Р-1.
В реакторе происходит удаление из природного газа органических соединений серы на кобальтмолибденовом катализаторе с конверсией их в H2S. Прошедший гидрообессеривание природный газ поступает на очистку от сероводорода в реакторы десульфуризации Р-2 (не менее двух аппаратов), где происходит поглощение сероводорода оксидом цинка ZnO.
Обвязка реакторов выполнена таким образом, что они могут работать последовательно, параллельно, и также могут меняться местами. Предусмотрена возможность замены оксида цинка в одном реакторе без остановки установки.
Очищенный от органических соединений серы и сероводорода природный газ поступает в тройник смешения, где смешивается с паром высокого давления и последовательно проходит конвекционные змеевики печи П-2. Парогазовая смесь подогревается в змеевиках конвекционной камеры печи до температуры 540°С и поступает в 102 реакционные трубы печи углеводородного риформинга, где на никелевом катализаторе при температуре 800-860°С протекают реакции паровой конверсии метана в H2, CO и CO2.
Для нормального протекания процесса углеводородного риформинга и предотвращения коксования катализатора необходимо поддерживать мольное соотношение пар: углерод выше стехиометрического, но не ниже 3,0.
После печи углеводородного риформинга реакционный газ с температурой 800-860°С и давлением 2,27 МПа (изб.) поступает в охладитель технологического газа И-1, где охлаждается до температуры 300-340°С, теплота отходящих газов реакции используется для выработки пара высокого давления.
Пройдя охладитель, реакционные газы с температурой 300-340°С и давлением 2,22 МПа (22,2 кгс/см) поступают в высокотемпературный конвертер Р-4, где на железохромовом катализаторе происходит конверсия окиси углерода. Конверсия окиси углерода протекает с выделением тепла, и температура на выходе из него повышается до 420°С.
Конвертированный газ из Р-4 проходит через трубный пучок рибойлера, где отдает тепло на нагрев и частичное испарение технологическому конденсату. Далее реакционные газы поступают в теплообменник, где, охлаждаясь, подогревают питательную воду, поступающую в барабан котла Е-1, а затем они охлаждаются в теплообменнике, подогревая химобессоленную воду, поступающую в деаэратор.
Охлажденные реакционные газы поступают в сепаратор С-1, где происходит выделение из них частично сконденсированного конденсата технологического водяного пара. Газовая фаза из сепаратора направляется на охлаждение в воздушный и водяной холодильник, где доохлаждается оборотной водой до температуры 34°С и поступает на установку адсорбционной очистки PSA, где происходит разделение реакционного газа на 99,9% водород и отходящий газ, используемый в качестве компонента топливного газа печи.
Процесс адсорбционного разделения реакционного газа на установке PSA основан на принципе поглощения примесей на адсорбенте при высоком давлении и десорбции их при низком давлении с последующей продувкой чистым водородом, поэтому процесс называется адсорбцией при переменном давлении.
Установка состоит из шести адсорберов, емкости усреднения состава отходящего газа, комплекта отсекающих клапанов и системы управления.
Установка работает в автоматическом режиме с шестью действующими адсорберами, в случае поступления ошибочного сигнала от прибора КИП, клапана или другого компонента, система управления автоматически проанализирует ситуацию и переключит работу установки на резервный режим работы с пятью адсорберами.
Система выработки пара высокого давления установки производства водорода представляет собой единое целое с технологическим оборудованием остальной установки, и ее подготовка к работе, вывод на режим, остановка рассматриваются совместно с операциями ведения основного технологического процесса.
На установке имеются две системы генерации пара высокого давления.
Принципиальная технологическая схема установки получения водорода паровой конверсией углеводородного газа представлена на рисунке 2.73.
2.21 Деасфальтизация остатков растворителями
Назначение процесса - удаление из нефтяных остатков смолисто-асфальтеновых веществ и полициклических ароматических углеводородов с повышенной коксуемостью и низким индексом вязкости путем использования неполярных растворителей. Целевым продуктом процесса является деасфальтизат, используемый для производства остаточных базовых масел, а также в качестве сырья процессов гидро- и каталитического крекинга. Побочный продукт - асфальт (иногда называют битум деасфальтизации) служит сырьем для приготовления товарных битумов различных марок и является компонентом котельных топлив.
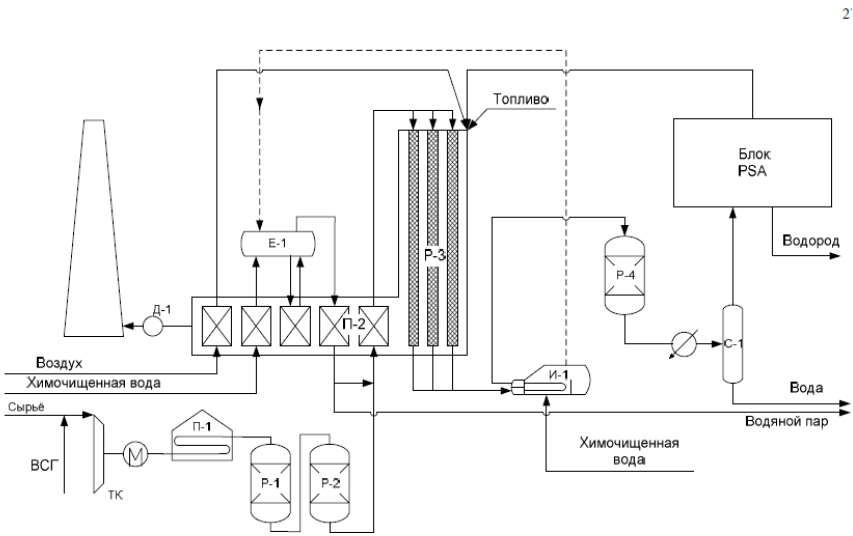
Рисунок 2.73 - Принципиальная технологическая схема установки получения водорода паровой конверсией углеводородного газа
2.21.1 Деасфальтизация остатков пропаном (бутаном)
Промышленные установки деасфальтизации остаточного сырья могут быть одно- и двухступенчатыми. При переработке гудронов по двухступенчатой схеме получают два деасфальтизата разной вязкости; их суммарный выход больше, чем деасфальтизата, вырабатываемого из того же сырья на одноступенчатой установке. Эксплуатируются установки мощностью по сырью от нескольких сотен до нескольких тысяч тонн в сутки. На высокомощных установках деасфальтизацию ведут в двух и более параллельно действующих колоннах.
Так как в промышленности более эффективными считаются установки двухступенчатой деасфальтизации (рисунок 2.74), которая отличается от одноступенчатой еще одной последовательно работающей колонной, то рассмотрим технологическую схему только двухступенчатой деасфальтизации.
На многих установках имеется колонна щелочной очистки пропана. Удаляя щелочным раствором сероводород из циркулирующего на установке пропана, уменьшают коррозионный износ аппаратов и трубопроводов. Во избежание прогара труб змеевиков печи очень важно обеспечить непрерывное поступление в них достаточного количества этого раствора. Трубчатая печь ограждена противопожарной стеной (брандмауэром).
Рисунок 2.74 - Технологическая схема двухступенчатой деасфальтизации гудрона пропаном:
1, 10, 13, 17, 22, 24 - насосы; 2 - паровой подогреватель; 3, 4 - деасфальтизационные колонны; 5, 6, 7 - испарители; 8, 11, 18, 25, 26 - холодильники; 9, 12 - емкости; 15, 20 - колонны; 16 - печь; 19 - теплообменник; 14, 21, 23 - отпарные колонны; 27 - конденсатор смешения; 28 - компрессор;
I - Сырье; II - Пропан; III - Деасфальтизат первой ступени; IV - Деасфальтизат второй ступени; V - Асфальт; VI - Водяной пар; VII - Вода
Технологический режим основных деасфальтизационных колонн 3 и 4 приводится ниже.
|
Колонна 3 |
Колонна 4 |
|
|
Объемное отношение пропан:сырье |
7:1 |
6:1 |
|
Давление, МПа |
4,3 |
3,6 |
|
Температура экстракции, °С |
||
|
Верх |
87 |
82 |
|
Низ |
63 |
60 |
Материальный баланс при работе на волго-уральских нефтях (в %)
|
Поступило |
Получено |
|
Гудрон |
100,0 |
|
Деасфальтизат I |
28,4 |
|
Деасфальтизат II |
10,0 |
|
Асфальт |
61,6 |
|
Итого |
100,0 |
Располагая двумя деасфальтизатами разной вязкости (при 100°С: на I ступени от 18 до 23 мм/с, на II ступени - более 40 мм/с), можно расширить ассортимент товарных остаточных масел. В колонне деасфальтизации II ступени поддерживают меньшие температуру и давление, чем в колонне I ступени; кратность же пропана к сырью для II ступени значительно больше.
Потери технического пропана на промышленных установках деасфальтизации равны 2-4 кг/т перерабатываемого гудрона. Расход топлива, сжигаемого в топке печи, составляет (в зависимости от качества сырья, глубины его деасфальтизации, содержания пропана в битумном растворе, вида топлива и т.д.) 15-30 кг/т гудрона. Для установок деасфальтизации характерен большой расход водяного пара, доля затрат на пар достигает нередко 50% от общей суммы эксплуатационных расходов. На некоторых установках паровой привод сырьевого насоса заменен на электрический, а паровые испарители пропана заменены на аппараты с огневым нагревом.
Деасфальтизация остатков пропаном со сверхкритическим узлом регенерации растворителя
Разработаны различные варианты технологического оформления процесса деасфальтизации нефтяного остатка со сверхкритическим узлом регенерации растворителя совместно с двухступенчатой инжекторной системой компримирования газов низкого давления, что снижает энергозатраты и количество металлоемкого оборудования и повышает гибкость технологического процесса. Двухступенчатая инжекторная система компримирования потока газообразного растворителя низкого давления позволяет организовать абсорбционную очистку растворителя от сероводорода, который образуется при регенерации растворителя из асфальтового раствора за счет высокотемпературного нагрева потока в печи и концентрируется в растворителе.
Принципиальная технологическая схема такой установки представлена на рисунке 2.75.
Рисунок 2.75 - Технологическая схема установки деасфальтизации гудрона со сверхкритическим узлом регенерации растворителя
1 - емкость свежего сырья; 2, 10, 11, 17, 19, 28 - насосы; 3 - смеситель; 4 - экстракционная колонна; 5, 12, 13, 29 - теплообменники; 6 - печь; 7, 15 - испарители; 8, 16 - каплеотбойники; 9, 18 - отпарные колонны; 14 - сверхкритический сепаратор; 20 - конденсатор смешения; 21, 24 - струйные компрессоры; 22, 25, 26 - холодильники; 23 - колонна аминовой очистки газа; 27 - емкость сжиженного растворителя;
I - гудрон;
II - водяной пар; III - рецикл; IV - вода; V - свежий МДЭА; VI - пропан; VII - асфальт; VIII - деасфальтизат; IX - насыщенный МДЭА на регенерацию
Содержание сероводорода в потоке растворителя после 24 не должно превышать допустимого уровня 0,01%.
В результате реализации данной технологии из состава обычной установки деасфальтизации исключаются два испарителя, поршневой двухступенчатый компрессор и ряд других связанных с ним аппаратов.
Для случая пропановой деасфальтизации новая схема дает около 40% экономии энергоресурсов по сравнению с обычной схемой.
2.22 Селективная очистка масляного сырья растворителями
Под масляным сырьем понимают масляные вакуумные фракции и деасфальтизат. Селективная очистка масляного сырья предназначена для удаления из очищаемого сырья полициклических ароматических углеводородов, смолисто-асфальтовых веществ и гетероатомных соединений с помощью растворителей с целью повышения индекса вязкости, стабильности к окислению и снижению коксуемости полученного рафината. Побочным продуктом селективной очистки является экстракт, используемый ранее как компонент котельных топлив, сегодня это дефицитное и ценное сырье для производства кокса, битумов, технического углерода, резинотехнических изделий (пластификатор каучуков и резин) и других целей.
Основными промышленными растворителями селективной очистки являются - фенол, фурфурол и N-метилпирролидон (NMP). Сравнительная характеристика физико-химических свойств растворителей селективной очистки приведена в таблице 2.55.
Таблица 2.55 - Характеристика физико-химических свойств растворителей селективной очистки
|
Наименование показателя |
Растворитель |
||
|
Фенол |
Фурфурол |
NMP |
|
|
1. Плотность при 20°С, кг/м |
1,058 (41°С) |
1,1598 |
1,027 |
|
2. Показатель преломления при 20°С, |
1,5426 (41°С) |
1,5261 |
1,4706 |
|
3. Температура, °С: |
|||
|
- кипения (0,1 МПа) |
181 |
162 |
202 |
|
- кристаллизации |
40,9 |
-36,5 |
-24,0 |
|
- плавления |
41 |
-39 |
-24 |
|
4. Вязкость динамическая при 50°С, МПа С |
- |
1,49 (25°С) |
1,02 |
|
5. Теплоемкость при 20°С, кДж/кг К |
2,039 |
1,59 |
1,97 |
|
6. Поверхностное натяжение при 20°С, мН/м |
38,2 (47°С) |
43,76 |
39,91 |

Сравнительная характеристика растворителей селективной очистки (по 5-балльной шкале)
|
Наименование показателей |
Фенол |
Фурфурол |
N-МП |
|
Растворяющая способность |
4-4,5 |
4,0 |
4,5-5,0 |
|
Избирательность |
4-4,2 |
5,0 |
4,5-4,8 |
|
Стабильность |
4,5 |
4,0 |
5,0 |
|
Токсичность |
5,0 |
4,0-4,5 |
3,0 |
|
Биоразлагаемость |
4,5-5,0 |
5,0 |
5,0 |
|
Температура процесса |
Низкая |
Высокая |
Средняя |
|
Кратность растворителя |
Низкая |
Средняя |
Низкая |
|
Коррозионная агрессивность |
Высокая |
Низкая |
Средняя |
|
Относительная стоимость |
1,5 |
3,0 |
5,0 |
|
Универсальность |
3,5-4,0 |
4,5-5,0 |
4,5-4,8 |
Сопоставление технологической и эксплуатационной эффективности различных растворителей - N-метилпирролидона, фенола и фурфурола приведено ниже.
Таблица 2.56 - Сопоставление технологической и эксплуатационной эффективности различных растворителей - NMP, фенола и фурфурола
|
Показатели |
Величина показателей |
||
|
NMP |
Фенол |
Фурфурол |
|
|
Кратность растворителя к сырью, % отн. |
100 |
100-115 |
130 |
|
Удельные энергозатраты на регенерцию 1 кг растворителя, кДж/кг |
750 |
746 |
629 |
|
Удельные энергозатраты на единицу продукции, % отн. |
100 |
107 |
114-118 |
|
Предельно допустимая концентрация растворителя в воздухе рабочей зоны, мг/м |
100 |
0,3 |
5 |
|
Производительность установки селективной очистки, % отн. |
|||
|
- по сырью |
100 |
87-100 |
64-77 |
|
- по рафинату |
100 |
83-93 |
64-72 |
Из представленных данных видно, что большинство показателей в пользу N-метилпирролидона.
Очистка масляного сырья избирательными растворителями включает: экстракцию компонентов сырья растворителем с образованием двух фаз в аппаратах непрерывного действия; непрерывную регенерацию растворителя из рафинатного и экстрактного растворов, осуществляемую нагревом рафинатного и экстрактного растворов, отгонкой растворителя из растворов, обезвоживанием растворителя.
2.22.1 Селективная очистка масляного сырья фенолом
Фенол представляет собой бесцветные кристаллы с характерным запахом. На воздухе и на свету фенол окрашивается сначала в розовый, а затем в красный цвет.
Фенол токсичен: отравление возможно парами и мельчайшими кристаллами фенола, образующимися при конденсации его паров на холодном воздухе. Предельно допустимая концентрация его в воздухе - 0,005 мг/л. Попадание фенола на кожу вызывает ожог. Эти существенные недостатки фенола привели к постепенному выводу его из промышленной эксплуатации.
Фенол хорошо растворяет ароматические углеводороды с короткими боковыми цепями, особенно полициклические, и смолы, молекулы которых обогащены ароматическими циклами. Азотсодержащие соединения полностью переходят в экстракт. В зависимости от качества сырья и условий очистки содержание серы в результате очистки фенолом снижается на 30-50%.
В заводской практике растворяющую способность фенола уменьшают добавлением к нему воды, однако при этом снижается и его избирательность. С увеличением обводненности фенола повышается выход рафинатов, но ухудшается их качество.
Технологическая схема установки селективной очистки масляного сырья фенолом представлена на рисунке 2.76.
Рисунок 2.76 - Принципиальная технологическая схема установки селективной очистки масляного сырья фенолом:
1, 6, 7, 23 - насосы; 2, 3, 4, 8, 9, 11, 24, 25, 26, 29 - теплообменники; 5 - абсорбер; 10 - экстракционная колонна; 12, 14, 27 - емкости; 13, 28 - конденсаторы воздушного охлаждения; 15, 20 - печи; 16 - рафинатная испарительная колонна; 17 - рафинатная отпарная колонна; 18 - кипятильник; 19 - сушильная колонна; 21 - испарительная колонна; 22 - отпарная колонна;
I - Сырье; II - Сухой фенол; III - Рафинат; IV - Экстракт; V - Рафинатный раствор; VI - Экстрактный раствор; VII - Пары сухого фенола; VIII - Смесь паров фенола и воды; IX - Пары азеотропной смеси фенола и воды; X - Фенольная вода; XI - Водяной пар
Двухблочная укрупненная установка селективной очистки фенолом. Особенностью двухблочной укрупненной установки является наличие двух самостоятельных блоков экстракции и регенерации фенола из рафинатного раствора, позволяющих одновременно перерабатывать сырье двух видов (дистиллятное и остаточное или два разных дистиллята). Блок регенерации фенола из экстрактных растворов - общий. Экстрактные растворы снизу обеих экстракционных колонн поступают на прием одного насоса, которым смесь подается в блок регенерации. Таким образом, с установки отводится смесь экстрактов. Для абсорбции фенола из паров азеотропной смеси установлен двухступенчатый абсорбер. Абсорбентом в первой ступени является остаточное сырье, а во второй - часть получаемого на установке экстракта. Этот рециркулирующий экстракт возвращается из абсорбера в блок регенерации. Вначале азеотропная смесь контактирует в абсорбере с остаточным сырьем.
Производительность каждого блока экстракции, входящего в состав укрупненной установки, равна производительности типовой установки. В связи с удвоением производительности установки в блоке регенерации фенола из экстрактного раствора применены более крупные аппараты и более мощные насосы. По сравнению с типовой установкой (двумя параллельно действующими установками) двухблочная укрупненная установка более экономична. Применение ее вполне оправдано, если не нужно получать раздельно дистиллятный и остаточный экстракты.
Двухступенчатые установки селективной очистки фенолом. Наряду с одноступенчатой очисткой на нефтеперерабатывающих заводах применяют очистку масляного сырья фенолом в две ступени с целью получения: рафината, по свойствам не отличающегося от рафината одноступенчатой очистки; высокоароматизированного рафината и экстракта, используемых в качестве мягчителя шинных резин и наполнителя каучуков. Согласно принципиальной схеме процесса двухступенчатой фенольной очистки, ароматизированный продукт (экстракт I) получают при неглубокой очистке сырья в первой ступени экстракции. Рафинат первой ступени очистки обрабатывают свежей порцией растворителя во второй экстракционной колонне, в результате чего получают рафинат и вторичный экстракт (экстракт II). Технологический режим работы установки двухступенчатой очистки фенолом деасфальтизата смеси сернистых нефтей следующий:
|
Ступень I |
Ступень II |
|
|
Соотношение фенол:сырье об. |
2,1:1 |
3:1 |
|
Подача фенольной воды, % об., на фенол |
||
|
наверх экстракционной колонны |
1,6 |
- |
|
вниз экстракционной колонны |
8,1 |
3,5 |
|
Температура в экстракционной колонне, °С |
||
|
вверху |
88 |
92 |
|
в середине |
85 |
87 |
|
внизу |
80 |
81 |
Качество сырья и получаемых продуктов двухступенчатой очистки фенолом деасфальтизата смеси сернистых нефтей представлено в таблице 2.57.
Таблица 2.57 - Качество сырья и получаемых продуктов двухступенчатой очистки фенолом деасфальтизата смеси сернистых нефтей
|
Деасфальтизат |
Рафинат |
Экстракт |
||
|
I |
II |
|||
|
Выход, % масс, на сырье |
100 |
66 |
15 |
19 |
|
Плотность |
0,914 |
0,889 |
0,995 |
0,931 |
|
Вязкость при 100°С, мм |
23,3 |
18,8 |
85,6 |
22,4 |
|
Показатель преломления, |
1,4991 |
1,482 |
1,5525 |
1,4959 |
|
Коксуемость, % масс. |
1,24 |
0,47 |
- |
1,22 |
|
Содержание серы, % масс. |
1,19 |
0,78 |
3,18 |
2,57 |

Экстракт, полученный в результате неглубокой очистки фенолом деасфальтизата в первой ступени, не содержит нафтеновых углеводородов; содержание полициклических ароматических углеводородов составляет 81,6%, смол - 11%. В экстракте второй ступени содержится значительное количество нафтеновых углеводородов (26,5%) и сравнительно мало смол (5,9%). Рафинат по групповому химическому составу не отличается от рафината одноступенчатой очистки того же сырья, но выход его ниже.
2.22.2 Селективная очистка масляного сырья фурфуролом
Свежеполученный фурфурол представляет собой бесцветную жидкость с приятным запахом ржаного хлеба. На воздухе фурфурол постепенно осмоляется, приобретая сначала желтый цвет, а затем темно-бурый и почти черный. Осмоление фурфурола значительно замедляется при хранении его в темноте и в атмосфере инертного газа, а также под слоем масла.
Структурная формула фурфурола:
Фурфурол токсичен, при местном поражении он оказывает раздражающее действие. Симптомами отравления являются нетвердая походка, нарушенная координация движений. Предельно допустимая концентрация фурфурола в воздухе не должна превышать 0,01 мг/л.
Технологическая схема селективной очистки масляного сырья фурфуролом представлена на рисунке 2.77. На нефтеперерабатывающих заводах действуют как однопоточные, так и укрупненные комбинированные (двухпоточные) установки. Мощность однопоточных установок по сырью - 1000-1500 т/сут; укрупненных комбинированных установок - до 3000 т/сут. В качестве экстракционных аппаратов используют экстракционные колонны и роторно-дисковые контакторы.
В отличие от однопоточной укрупненная комбинированная установка имеет по две секции деаэрации и экстракции, две секции регенерации фурфурола из рафинатных растворов (что позволяет очищать сырье одного или одновременно двух видов) и одну секцию регенерации растворителя из экстрактных растворов. Двухпоточные установки по сравнению с однопоточными более экономичны по себестоимости продукции, повышенной производительности труда и т.д. К недостаткам укрупненных комбинированных установок следует отнести получение экстракта широкого фракционного состава в случае очистки дистиллятного сырья на одном блоке установки, а остаточного сырья - на другом, что усложняет утилизацию экстракта.
Рисунок 2.77 - Технологическая схема установки селективной очистки фурфуролом:
1, 5, 10, 16, 18, 20, 22, 23, 28, 31, 33, 38 - насосы; 2, 7, 8, 9, 11, 13, 14, 21, 32 - колонны; 6 - контактор; 3 - пароподогреватель; 4, 12, 15, 17, 19, 29, 30, 35, 36 - холодильники; 16, 34, 37 - емкости; 24, 27 - печи; 25, 26 - теплообменники;
I - Сырье; II - Фурфурол; III - Рафинат; IV - Экстракт; V - Водяной пар; VI - Вода
Для нейтрализации кислот, содержащихся в свежем фурфуроле, а также образующихся в процессе работы, на установке предусмотрен узел защелачивания фурфурола раствором .
Материальный баланс фурфурольной очистки масляного сырья сернистых нефтей типа ромашкинской (в %):
|
Фракция 300-400°С |
Фракция 400-500°С |
Деасфальтизат |
|
|
Поступило |
|||
|
Сырье |
100,0 |
100,0 |
100,0 |
|
Фурфурол |
150,0 |
150,0 |
400,0 |
|
Итого |
250,0 |
250,0 |
500,0 |
|
Получено |
|||
|
Рафинат |
74,0 |
76,0 |
76,0 |
|
Экстракт |
26,0 |
24,0 |
24,0 |
|
Фурфурол |
150,0 |
150,0 |
400,0 |
|
Итого |
250,0 |
250,0 |
500,0 |
2.22.3 Селективная очистка масляного сырья N-метилпирролидоном
N-метилпирролидон (NMP) - представляет собой прозрачную, слегка желтоватую жидкость с типичным аминовым запахом, имеет высокую растворяющую способность, селективность, гидролитическую и термическую стабильность, низкую коррозионность, малую токсичность. Химическая формула:
N-метилпирролидон в промышленном масштабе производится в Германии (фирма BASF). Высокая стоимость NMP по сравнению с фенолом и фурфуролом обусловлена многостадийностью и сложностью его синтеза.
Основные преимущества N-метилпирролидона по сравнению с другими растворителями: высокая растворяющая способность по сравнению с фурфуролом и фенолом; низкая токсичность; высокая селективность; более высокая стойкость к окислению и термостойкость.
Главный недостаток N-метилпирролидона - способность окисляться под воздействием кислорода с образованием продуктов окисления, вызывающих не только разложение растворителя, но и коррозию оборудования.
С целью предотвращения процесса окисления растворителя на установке селективной очистки масел (УСОМ) N-метилпирролидоном предусмотрены следующие технологические мероприятия: хранение N-метилпирролидона под азотной подушкой для предотвращения контакта растворителя с кислородом в воздухе; деаэрирование сырья перед экстракцией; нейтрализация циркулирующего растворителя, с целью удаления продуктов окисления и органических кислот, поступающих вместе с сырьем; применение в оборудовании легированных металлов, менее подверженных воздействию и коррозии.
Технологическая схема установки селективной очистки масел N-метилпирролидоном приведена на рисунке 2.78.
Рисунок 2.78 - Технологическая схема очистки масел N-метилпирролидоном:
-
1 - деаэратор; 2 - экстрактор; 3 - вакуумная испарительная колонна рафината; 4 - вакуумная отпарная колонна рафината; 5, 6, 7 - испарительные колонны экстракта; 8 - вакуумная испарительная колонна экстракта; 9 - вакуумная отпарная колонна экстракта; 10 - колонна осушки NМП; 11, 12 - печи; 13, 17, 18, 19, 20 - холодильники; 14, 15, 16, 21, 24 - теплообменники; 22, 23 - емкости;
I - Сырье; II - Растворитель; III - Рафинат; IV - Экстракт; V - Водяной пар; VI - Вода
Таблица 2.58 - Показатели процесса очистки масляного сырья N-метилпирролидоном
Наименование показателей
Масляный дистиллят 420-500°С
Деасфальтизат
Характеристика сырья
Плотность
 , кг/м
, кг/м910
917
Вязкость при 100°С, мм
/с9,5
22,0
Коксуемость, % масс.
-
0,25
Содержание серы, % масс.
2,02
1,96
Условия очистки
Кратность NMP к сырью, масс.:
(1,4-1,9):1
(1,4-2,6):1
Температура, °С
вверху колонны
54-66
72-76
внизу колонны
49-60
67-73
Расход NMP воды, % на NMP
1,3-1,4
0,9-,95*
Характеристика рафината
Выход, % мас. на сырье
58,5
55,9
Плотность
, кг/м875
885
Вязкость при 100°С, мм
/с6,5
19,5
Коксуемость, % масс.
-
0,32
Содержание серы, % масс.
0,95
1,20
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Примерный материальный баланс очистки масляного дистиллята 420-500°С N-метилпирролидоном приведен ниже.
|
% масс. от сырья |
Состав, % масс. |
|
|
Взято |
||
|
Сырье |
100,0 |
|
|
N-метилпирролидон |
180,0 |
|
|
NMP вода |
1,4 |
100,0 |
|
в том числе: |
||
|
вода |
1,1 |
92,0 |
|
NMP |
0,1 |
8,0 |
|
Всего |
281,4 |
- |
|
Получено |
||
|
Рафинатный раствор |
||
|
рафинат |
58,0 |
79,5 |
|
NMP |
15,0 |
20,5 |
|
Итого |
73,0 |
100,0 |
|
Экстрактный раствор |
||
|
экстракт |
41,4 |
19,9 |
|
NMP |
165,0 |
70,4 |
|
вода |
1,3 |
0,6 |
|
Итого |
207,7 |
100,0 |
|
Потери |
0,4 |
|
|
Всего |
281,4 |
100,0 |
2.23 Депарафинизация рафината селективной очистки
Процессы депарафинизации предназначены для получения масел с требуемыми температурой застывания и низкотемпературными свойствами путем удаления из рафинатов наиболее высокоплавких (в основном парафиновых) углеводородов. Применяются процессы обычной низкотемпературной депарафинизации - для получения масел с температурой застывания от -10 до -15°С и глубокой (низкотемпературной) депарафинизации путем кристаллизации - для получения масел с температурой застывания -30°С и ниже, карбамидной депарафинизации, адсорбционного разделения сырья на высоко- и низкозастывающие компоненты, микробиологическим воздействием, а также гидродепарафинизации. Депарафинизации кристаллизацией подвергаются рафинаты селективной очистки дистиллятных и остаточных масляных фракций. Рафинаты селективной очистки дистиллятных масляных фракций содержат в основном твердые высокомолекулярные алканы с нормальной или слаборазветвленной цепью атомов углерода. Эти углеводороды выпадают при охлаждении в виде крупных кристаллов правильной формы. Твердый продукт, выделяемый на установках депарафинизации дистиллятных масляных фракций, называется гачем .
Рафинаты селективной очистки остаточных масляных фракций содержат по преимуществу твердые высокомолекулярные циклоалканы и арены с длинными алкановыми радикалами нормального или слаборазветвленного строения. Эти соединения осаждаются в виде мелких игольчатых кристаллов. Твердый продукт, выделяемый из остаточных фракций, называется петролатумом . В настоящее время наиболее распространен процесс депарафинизации с использованием полярных растворителей - низкомолекулярных кетонов, в частности метилэтилкетона и ацетона; иногда применяют метилизобутилкетон или сжиженный пропан.
Процесс депарафинизации является наиболее сложным, трудоемким и дорогостоящим в производстве нефтяных масел.
2.23.1 Низкотемпературная депарафинизация рафината селективной очистки в кетон-толуольном растворе
В промышленности наиболее широкое применение нашли процессы депарафинизации в растворе низкомолекулярных кетонов (метилэтилкетона (МЭК) или ацетона) в смеси с бензолом и толуолом, а в последнее время - только с толуолом. На ряде зарубежных заводов используется метилизобутилкетон. Характеристика растворителей приведена ниже:
|
Ацетон |
МЭК |
Метилизобутилкетон |
Толуол |
|
|
Молекулярная масса |
58,08 |
72,1 |
100,16 |
92,13 |
|
Плотность при 25°С, кг/м |
788,5 |
799,7 |
- |
862,3 |
|
Температура, °С |
||||
|
кипения |
56,1 |
79,6 |
116,9 |
1106 |
|
плавления |
-94,3 |
-86,3 |
-84,7 |
-95,0 |
|
Скрытая теплота испарения, кДж/кг |
522 |
443,5 |
- |
361,8 |
|
Характеристика азеотропной смеси с водой |
||||
|
температура кипения, °С |
- |
73,45 |
87,90 |
84,1 |
|
содержание растворителя, % масс. |
- |
89,0 |
75,7 |
84,4 |
Использование смесей растворителей с разной растворяющей способностью по отношению к жидким и твердым углеводородам позволяет, изменяя соотношение кетона и ароматического компонента в смеси, применять их для депарафинизации сырья любых вязкости и фракционного состава при различных температурах процесса и получать масла с широким диапазоном температур застывания. В настоящее время этот процесс проводят по двухступенчатой схеме с отмывкой гача на второй ступени фильтрования при более высокой температуре. Такая схема дает возможность повысить выход депарафинированного масла и скорость фильтрования суспензии, снизить содержание масла в гаче или петролатуме по сравнению с одноступенчатым процессом.
Технологическая схема установки двухступенчатой низкотемпературной депарафинизации в кетон-толуольном растворе приведена на рисунке 2.79. Установка состоит из двух технологических отделений: 1) кристаллизации и фильтрования; 2) регенерации растворителя из растворов депарафинированного масла и гача (петролатума).
Рисунок 2.79 - Технологическая схема установки низкотемпературной депарафинизации рафинатов в кетон-толуольном растворе:
а - отделение кристаллизации и фильтрования: 1, 16, 19, 21, 22 - насосы; 2 - пароподогреватель; 3 - холодильник; 4, 5, 12, 13, 14 - кристаллизаторы; 6, 8, 17, 18, 20, 23 - емкости; 7, 9 - фильтры; 10, 11, 15 - теплообменники, б - отделение регенерации растворителя: 1, 5, 10, 15, 17, 21, 27, 31, 34, 40 - холодильники; 2, 8, 14, 23, 25, 37, 38, 44 - насосы; 3, 9, 43 - емкости; 4, 7, 11, 13, 16, 24, 28, 36, 41 - колонны; 6, 12, 22, 26, 29, 35, 39, 42 - пароподогреватели; 18, 19, 20, 30, 32, 33 - теплообменники;
I - сырье; II - влажный растворитель; III - обезвоженный растворитель; IV - раствор депарафинированного масла; V - раствор гача или петролатума; VI - аммиак; VII - депарафинированное масло; VIII - гач или петролатум; IX - вода; X - водяной пар
Принципиальные схемы холодильного отделения. На большинстве установок депарафинизации и обезмасливания в качестве хладоагента применяют аммиак, а в последнее время - пропан, циркулирующий по замкнутой системе холодильной установки.
В зависимости от качества исходного сырья и требуемой глубины депарафинизации выход депарафинированного масла составляет обычно 65-85% мас. на рафинат. Ниже в таблице 2.59 приведен материальный баланс двухступенчатой низкотемпературной депарафинизации рафинатов в растворе МЭК - толуол для западносибирских нефтей.
Таблица 2.59 - Материальный баланс двухступенчатой низкотемпературной депарафинизации рафинатов в растворе МЭК - толуол для западносибирских нефтей
|
Дистиллятный рафинат |
Остаточный рафинат |
|
|
% масс. от сырья |
||
|
Взято |
||
|
Сырье |
100 |
100 |
|
Растворитель |
||
|
на разбавление |
300 |
400 |
|
на промывку осадка |
100 |
100 |
|
Всего |
500 |
600 |
|
Получено |
||
|
Раствор депарафинированного масла |
||
|
масло |
80 |
71 |
|
растворитель |
320 |
411 |
|
Раствор гача (петролатума) |
||
|
гач (петролатум) |
20 |
29 |
|
растворитель |
80 |
89 |
|
Всего |
500 |
600 |
Данные о качестве сырья и продуктов депарафинизации представлены в таблице 2.60.
Таблица 2.60 - Данные о качестве сырья и продуктов депарафинизации
|
Маловязкий рафинат |
Депара- |
Средне- |
Депара- |
Высоковязкий рафинат |
Депара- |
|
|
Вязкость при 100°С, мм |
7,6 |
8,5 |
9,8 |
11,6 |
19,3 |
21,5 |
|
Плотность при 20°С, кг/м |
881 |
885 |
890 |
898 |
915 |
920 |
|
Температура застывания, °С |
38 |
-16 |
42 |
-16 |
48 |
-18 |
Применение в качестве осадителя твердых углеводородов МЭК вместо ацетона позволяет повысить выход депарафинированного масла на 2-5% масс., снизить температурный эффект депарафинизации в среднем на 5°С, расширить пределы оптимальных концентраций кетона, что делает процесс более гибким, снизить потери растворителя и улучшить расходные показатели (на 1 т депарафинированного масла), что видно из следующих данных:
|
МЭК - толуол |
Ацетон - толуол |
|
|
Пар, т |
1,31 |
1,37 |
|
Электроэнергия, кВт |
142 |
148 |
|
Вода, м |
41 |
82 |
Глубокая депарафинизация применяется при производстве низкозастывающих маловязких масел, таких, как авиационное (МС-8), трансформаторное, арктическое, конденсаторное и др. Этот процесс проводят в растворе кетон - толуол при температурах конечного охлаждения и фильтрования суспензий от -62 до -64°С. Такая низкая температура охлаждения не может быть достигнута за счет испарения сжиженного аммиака, поэтому в процессе глубокой депарафинизации на конечной стадии охлаждения в качестве хладагента используют сжиженный этилен. Глубокой депарафинизации подвергаются только рафинаты низкокипящих масляных фракций, твердые углеводороды которых состоят в основном из н-алканов, образующих крупные кристаллы, что позволяет при фильтровании с достаточной полнотой отделять твердую фазу от жидкой и получать масла с температурами застывания от -45 до -55°С.
В результате этого процесса показатели качества депарафинированного масла изменяются более резко, чем при обычной депарафинизации. Технологическая схема процесса глубокой депарафинизации аналогична схеме депарафинизации в кетон-ароматическом растворителе за исключением того, что после регенеративных и аммиачных (или пропановых) кристаллизаторов предусмотрено охлаждение до требуемой температуры в этановых кристаллизаторах. Глубокую депарафинизацию обычно проводят с двухступенчатым фильтрованием, а иногда и с трехступенчатым, последовательно повышая температуру.
2.23.2 Депарафинизация в растворе пропана
При депарафинизации в растворе сжиженного пропана существуют два варианта охлаждения раствора сырья: с хладагентом, обычно используемым в последней стадии охлаждения - аммиаком, и за счет испарения из раствора самого пропана, которое осуществляется в вертикальных или горизонтальных аппаратах, действующих попеременно. Скорость охлаждения растворов в них регулируется скоростью снижения давления. Следовательно, в данных аппаратах испарение пропана зависит от отсоса его паров, для чего на установках этого типа предусмотрены компрессоры. Необходимую кратность пропана к сырью поддерживают, непрерывно добавляя пропан по мере его испарения или добавляя охлажденный пропан в конечной стадии охлаждения.
Основным достоинством этого процесса являются его простота и экономичность, так как пропан одновременно является и растворителем, и хладагентом. Кроме того, пары пропана используют и для отдувки осадка на фильтре. Это позволяет исключить из схемы линию инертного газа. При депарафинизации пропаном вследствие малой вязкости раствора при низких температурах скорость охлаждения значительно выше, чем при использовании кетонов. В процессе охлаждения, особенно остаточного сырья, совместная кристаллизация твердых углеводородов и смолистых веществ приводит к образованию крупных дендритных кристаллов, что обеспечивает высокую скорость фильтрования - до 600-1000 кг/(м-ч) по сырью из расчета на полную поверхность фильтра.
При депарафинизации дистиллятного сырья скорость фильтрования снижается в 10-15 раз из-за образования мелкокристаллической структуры твердых углеводородов. Повысить эффективность процесса в этом случае можно добавлением некоторых присадок, приводящих к образованию более крупных кристаллов. Вследствие высокой растворяющей способности пропана кратность его к сырью небольшая - от 0,8:1 до 2:1 (об.). В то же время высокая растворимость твердых углеводородов в пропане требует при депарафинизации низких температур охлаждения для достаточно полного выделения кристаллизующихся компонентов, что является его недостатком.
Принципиальная технологическая схема установки депарафинизации в растворе пропана приведена на рисунке 2.80.
Примерный материальный баланс депарафинизации остаточного рафината пропаном приведен ниже:
|
% масс. от сырья |
Состав растворов, % масс. |
|
|
Взято |
100 |
- |
|
Сырье |
||
|
Пропан |
- |
|
|
на разбавление |
175 |
- |
|
на промывку осадка |
50 |
- |
|
на разжижение осадка |
75 |
- |
|
Всего |
400 |
- |
|
Получено |
||
|
Раствор депарафинизаторного масла |
||
|
Масло |
74-76 |
26 |
|
Пропан |
211 |
74 |
|
Итого |
285 |
100 |
|
Раствор петралатума |
||
|
петралатум |
26-24 |
22,5 |
|
пропан |
89 |
77,5 |
|
Итого |
115 |
- |
|
Всего |
400 |
100 |
Характеристика сырья и получаемых продуктов следующая:
|
Рафинат* |
Деперафи- |
Петролатум |
Рафинат* |
Деперафи- |
Петролатум |
|
|
Плотность при 20°С, кг/м |
883 |
887 |
- |
890 |
897 |
- |
|
Вязкость при 100°С, мм |
17,8 |
- |
||||
|
Температура, °С |
||||||
|
застывания |
-31 |
-21 |
- |
45 |
-18 |
- |
|
плавления |
- |
- |
60,8 |
- |
- |
63,0 |
_______________
* Температура конечного охлаждения и фильтрования - 40°С.
Рисунок 2.80 - Принципиальная технологическая схема установки депарафинизации в растворе пропана:
-
1 - сборник жидкого пропана; 2 - смеситель; 3 - паровой подогреватель; 4, 8 - холодильники; 5-7 - теплообменники; 9 - промежуточная емкость для раствора сырья; 10, 11 - пропановые кристаллизаторы самоохлаждения периодического действия, работающие попеременно; 12 - каплеотбойники; 13 - приемник суспензии петролатума; 14 - барабанный фильтр, работающий под давлением; 15 - емкость для охлажденного пропана; 16 - приемник суспензии петролатума; 17 - приемник пропана от промывки осадка на фильтрах; 18 - приемник раствора депарафинированного масла; 19 - компрессор; 20-22 - насосы.
I - сырье; II - пропан; III - раствор сырья; IV - охлажденный раствор сырья; V - суспензия петролатума; VI - раствор депарафинированного масла на регенерацию растворителя; VII - раствор от промывки осадка на фильтрах; VIII - охлажденный пропан на разбавление лепешки петролатума и на промывку лепешки на фильтрах, на разбавление охлажденного раствора, на добавку к сырьевому раствору для компенсации убыли его при самоохлаждении; IX - суспензия петролатума после фильтра; X - раствор петролатума на регенерацию растворителя; XI - пары пропана на компрессию; XII - вода; XIII - водяной пар
2.23.3 Обезмасливание гача в кетон-толуольном растворе, применяемое для производства парафина
Установки обезмасливания гача или петролатума являются по технологии установками низкотемпературной депарафинизации.
Процесс обезмасливания гача и петролатума предназначен для получения парафинов и церезинов. Обезмасливание можно проводить двумя методами: депарафинизацией без применения растворителей, которая осуществляется фильтр-прессованием с последующим потением полученного гача, или депарафинизацией гача в избирательных растворителях.
Установка обезмасливания гача или петролатума в избирательных растворителях. При производстве парафинов и церезинов наиболее распространенным и универсальным процессом является обезмасливание методом кристаллизации из раствора в избирательных растворителях, который позволяет выделять низкоплавкие парафины из низкокипящих масляных и дизельных дистиллятов без предварительной их очистки, а также обезмасливать гачи и петролатумы, полученные при депарафинизации дистиллятных и остаточных рафинатов. При этом выделяются твердые парафины с температурой плавления 45-65°С и содержанием масла 2,3-0,5% масс. и церезины с температурой плавления 80°С и выше, содержащие до 1% масс., масла. Этот процесс принципиально не отличается от депарафинизации рафинатов с применением растворителей и проводится на таком же оборудовании.
Как и в случае депарафинизации, наибольшее распространение в промышленности получил процесс обезмасливания в растворе кетон-ароматического растворителя, который по сравнению с депарафинизацией характеризуется более высокими температурами конечного охлаждения и фильтрования (от -10 до 25°С), большими кратностью растворителя к сырью и содержанием кетона в смеси с ароматическим компонентом (до 65-75% об.; при использовании метилэтилкетона). Эффективность этого процесса зависит от тех же факторов, которые влияют на процесс депарафинизации. Процесс обезмасливания можно проводить в одну и несколько ступеней. При одноступенчатом обезмасливании сырье смешивается с растворителем, нагревается в паровом подогревателе до полного растворения, а затем постепенно охлаждается в кристаллизаторах до требуемой температуры. Суспензия твердых углеводородов поступает в вакуумные барабанные фильтры, где обезмасленный гач отделяется от раствора. Образующийся парафиновый осадок промывается холодным растворителем, отдувается от фильтровальной ткани инертным газом, срезается ножом и по наклонной плоскости опускается в желоб со шнековым транспортером. Отсюда смесь направляется в приемник, а затем - в секцию регенерации растворителя. Фильтрат от обезмасливания также поступает в секцию регенерации растворителя. При одноступенчатом процессе не удается получить парафин и церезин с низким содержанием масла, поэтому на большинстве заводов обезмасливание проводят по двухступенчатой схеме по гачу (петролатуму). Это позволяет получать глубокообезмасленные парафины с высокой температурой плавления при больших скоростях фильтрования по сравнению с одноступенчатой схемой.
На рисунке 2.81 дана принципиальная технологическая схема кристаллизационного и фильтровального отделений двухступенчатой установки обезмасливания гача.
Рисунок 2.81 - Принципиальная технологическая схема кристаллизационного и фильтровального отделений установки обезмасливания в кетон-ароматическом растворителе:
-
1 - подогреватель; 2 - холодильник; 3 - регенеративный кристаллизатор; 4 - аммиачный кристаллизатор; 5, 7, 9 - теплообменники; 6, 8 - регенеративные кристаллизаторы для охлаждения растворителя; 10 - аммиачный холодильник; 11 - приемник суспензии для фильтра I ступени; 12 - фильтр I ступени; 13 - сборник раствора фильтрата I ступени; 14 - сборник суспензий парафина I ступени; 15 - приемник суспензии для фильтров II ступени; 16 - фильтр II ступени; 17 - сборник раствора фильтрата II ступени; 18 - сборник суспензии парафина II ступени.
I - сырье; II - растворитель; III - раствор сырья; IV - суспензия твердых углеводородов; V - раствор фильтрата I ступени; VI - суспензия твердых углеводородов; VII - раствор фильтрата II ступени; VIII - суспензия парафина II ступени; IX - раствор фильтрата I ступени на регенерацию растворителя; X - раствор парафина на регенерацию растворителя
Регенерация растворителя при обезмасливании принципиально не отличается от схемы этого процесса для депарафинизации. Ниже приведен примерный материальный баланс процесса двухступенчатого обезмасливания (в % масс.):
|
Гач фракции |
Петролатум |
||
|
Взято |
350-420°С |
420-500°С |
|
|
Сырье |
100 |
100 |
100 |
|
Растворитель |
600* |
800* |
900* |
|
Всего |
700 |
900 |
1000 |
|
Получено |
|||
|
Раствор парафина |
|||
|
парафин-сырец |
56 |
45 |
35 |
|
растворитель |
150 |
240 |
270 |
|
Итого |
206 |
285 |
305 |
|
Раствор фильтрата от обезмасливания |
|||
|
фильтрат |
44 |
55 |
65 |
|
растворитель |
450 |
560 |
630 |
|
Итого |
494 |
615 |
695 |
|
Всего |
700 |
900 |
1000 |
_______________
* Включая расход растворителя на промывку осадка и его разжижения.
2.24 Адсорбционная очистка базовых масел
Процесс адсорбции применяют для очистки или доочистки масел. При невысоком содержании в масляном сырье извлекаемых компонентов процесс адсорбции часто бывает более предпочтительным, чем экстракции.
2.24.1 Технологии непрерывной адсорбционной очистки масляного сырья
Непрерывный процесс адсорбционной очистки масляного сырья имеет заметные преимущества перед очисткой в стационарном слое адсорбента. Непрерывную очистку (доочистку) в движущемся слое адсорбента применяют для разных целей: доочистки масел от малых количеств полярных нежелательных веществ как завершающий процесс в поточной схеме масляного производства; глубокой очистки дистиллятного и остаточного сырья взамен селективной очистки; для получения масел узкого углеводородного состава - нафтеновых, ароматических и т.п. В случае высокой вязкости сырье разбавляется растворителем (как правило, бензином). При глубокой очистке можно получать белые масла. Кратность адсорбент/сырье для высоковязкого сырья значительно выше (в 5-8 раз), чем для маловязкого. На промышленных установках непрерывной адсорбционной очистки получают трансформаторные, гидравлические и некоторые технологические масла (наполнители каучуков и мягчители для резин). Изменением расхода адсорбента можно регулировать качественные и количественные показатели адсорбции. В случае адсорбционной очистки остаточного сырья, как правило, используется предварительная неглубокая деасфальтизация. Адсорбционная очистка деасфальтизата "второй ступени" более эффективна, чем использование избирательных растворителей. Депарафинированное масло адсорбционной очистки отличается более высоким выходом и лучшими показателями физико-химических свойств. Для непрерывной адсорбционной очистки с движущимся слоем адсорбента применяются синтетические алюмосиликатные катализаторы - мелкосферический и молотый.
Сырьем установки непрерывной адсорбционной очистки являются маловязкие масляные дистилляты и деасфальтизаты, а продукцией - рафинаты I и II. Рафинат I представляет собой очищенный продукт, а рафинат II - десорбированный с поверхности адсорбента обессмоленный ароматизированный концентрат (ароматизированное масло). Из рафината I получают масла различной вязкости (трансформаторные, специальные электроизоляционные), из рафината II - наполнители каучука и мягчители резиновых смесей. Органические соединения и смолистые вещества, остающиеся на адсорбенте, выжигаются при регенерации.
Свойства сырья и рафинатов приводятся ниже:
|
Сырье |
Рафинаты |
||
|
I |
II |
||
|
Плотность при 20°С, кг/м |
890-950 |
875-890 |
900-920 |
|
Вязкость при 50°С, мм |
7,8-9,0 |
7,5-8,3 |
8,2-9,2 |
|
Показатель преломления при 20°С |
1,4950-1,4490 |
1,4840-1,4980 |
1,4990-1,5080 |
Технологическая схема. Технологическая схема процесса непрерывной адсорбционной очистки с окислительной регенерацией адсорбента приводится на рисунке 2.82.
Рисунок 2.82 - Технологическая схема установки непрерывной адсорбционной очистки масляного сырья:
1, 13, 16, 19, 25, 27, 30 - насосы; 2, 3 - бункеры-сепараторы; 4 - регенератор; 5 - адсорбер; 6 - десорбер; 7, 10, 22, 23 - холодильники; 8 - сушилка адсорбента; 9, 18, 21, 29 - подогреватели; 11, 17 - колонны для отгона растворителя от рафината I; 12, 14, 21 - кипятильники; 15, 24 - емкости; 20, 28 - колонны для отгона растворителя от рафината II; 26, 31 - фильтры;
I - сырье; II - адсорбент; III - рафинат I; IV - рафинат II; V - воздух; VI - вода; VII - водяной пар; VIII - дымовые газы
Технологический режим процесса зависит от природы и концентрации в сырье адсорбируемых веществ; состава и свойств адсорбента. Ниже приведены показатели технологического режима при очистке дистиллята, предназначенной для получения трансформаторного масла:
Температура в основных аппаратах, °С:
|
адсорбер |
35-40 |
|
|
десорбер |
70-90 |
|
|
сушилка |
130-150 |
|
|
регенератор |
620-650 |
|
|
Скорость восходящего потока в адсорбере, м/ч |
1,5-2,5 |
|
|
Кратность адсорбент:сырье (по массе) |
(0,5-1,0):1 |
|
|
Разбавление растворитель:сырье (по объему) |
(0,5-1,0):1 |
|
|
Давление процесса, МПа |
0,1-0,14 |
|
Материальный баланс процесса непрерывной адсорбционной очистки различного масляного сырья приведен ниже (таблица 2.61).
Таблица 2.61 - Материальный баланс процесса непрерывной адсорбционной очистки различного масляного сырья
|
деасфальтизат |
дистиллят |
остаточное депарафинированное масло |
дистиллятное депарафинированное масло |
|
|
Взято |
||||
|
Сырье |
100,0 |
100,0 |
100,0 |
100,0 |
|
Всего |
100,0 |
100,0 |
100,0 |
100,0 |
|
Получено |
||||
|
Рафинат I |
59,3 |
72,7 |
91,7 |
92,0 |
|
Рафинат II |
24,4 |
16,8 |
3,8 |
4,0 |
|
Смолы (на выжиг) |
15,8 |
10,0 |
4,0 |
3,5 |
|
Потери |
0,5 |
0,5 |
0,5 |
0,5 |
|
Всего |
100,0 |
100,0 |
100,0 |
100,0 |
Процесс непрерывной адсорбционной очистки проигрывает в сравнении с термогидрокаталитическими процессами и в настоящее время в промышленности практически не применяется.
2.24.2 Технология контактной доочистки базовых масел
Контактная доочистка. Сырьем служат депарафинированные масла, целевой продукцией - доочищенные базовые масла, побочным продуктом - отгон. Ниже проводятся характеристики дистиллятного (I) и остаточного (II) базового масел до и после очистки.
|
I |
II |
|||
|
Исходное |
Доочищенное |
Исходное |
Доочищенное |
|
|
Плотность при 20°С, кг/м |
885 |
889 |
895 |
898 |
|
Вязкость при 100°С, мм |
8,0 |
8,3 |
20,5 |
20,4 |
|
Индекс вязкости |
85 |
86 |
87 |
87 |
|
Цвет по шкале ЦНТ |
7 |
4,5 |
8 |
6 |
Принципиальная схема установки контактной доочистки масел дана на рисунке 2.83.
Рисунок 2.83 - Принципиальная технологическая схема установки контактной доочистки масел:
1, 4 - поршневые насосы; 2 - подогреватель; 3 - холодный смеситель; 5 - теплообменник; 6 - печь; 7 - контактная колонна; 8, 11, 14, 18 - центробежные насосы; 9, 16 - конденсаторы-холодильники; 10, 17, 20 - приемники; 12 - конденсатор смешения; 13 - горячий смеситель; 15 - дисковый фильтр; 19 - барабанный вакуум-фильтр.
I - сырье; II - свежий адсорбент; III - отработанный адсорбент; IV - очищенное масло; V - водяной пар; VI - вода
Маловязкие масла доочищают на установке контактной очистки по укороченной схеме. В этом случае поступающее на установку масло подается через паровой подогреватель в смеситель 3, где смешивается с отбеливающей глиной II. Суспензия глины в масле подается на фильтры 15 и 19, а отфильтрованное масло - в приемник 20. Технологические показатели процесса очистки по обычной схеме следующие:
|
Температура, °С |
|
|
суспензии в холодном смесителе |
70-80 |
|
на выходе из печи фильтрования |
70-170 |
|
Давление в фильтрах, МПа |
0,4 |
|
Расход адсорбента, % масс. |
5-10 |
|
Длительность контактирования с адсорбентом, мин |
30 |
Материальный баланс доочистки дистиллятных (I) и остаточных масел (II) [% (масс.)] приведен ниже:
|
I |
II |
|
|
Поступило |
||
|
Масло |
100 |
100 |
|
Сухая глина |
5 |
10 |
|
Растворитель |
2 |
2 |
|
Итого |
107 |
112 |
|
Получено |
||
|
Очищенное масло |
95 |
91,5 |
|
Отмытое масло |
3,8 |
7,8 |
|
Отгон |
1,0 |
0,2 |
|
Растворитель |
2,0 |
2,0 |
|
Вода |
0,5 |
1,0 |
|
Глина в отвал |
4,7 |
9,5 |
|
Итого |
107 |
112 |
Выход масла при контактной очистке в основном определяется потерями с отработанным адсорбентом и в значительно меньшей степени - с легкими фракциями, образовавшимися при разложении очищаемого масла и выходящими из контактной колонны. Общее количество отгона составляет 0,5-1% масс. на доочищенное масло.
Расходные показатели (на 1 т очищенного масла)
|
Пар водяной, Гкал |
0,07-0,09 |
|
Электроэнергия, кВт·ч |
1,5-2,5 |
|
Вода оборотная, м |
1,5-2,5 |
|
Глина, кг |
3-6 |
К серьезным недостаткам контактной доочистки по сравнению с другими процессами очистки, используемыми в масляном производстве, относятся:
- большое количество образующегося отработанного адсорбента с высоким содержанием масла (30-40%), представляющее существенную экологическую опасность;
- разложение части желательных компонентов очищаемого сырья при высокой температуре в присутствии алюмосиликатных адсорбентов.
Из-за этих недостатков данный процесс практически не применяется и заменен на более эффективный - гидроочистку.
2.24.3 Кислотная и щелочная очистка масел
Очистку масляных фракций раствором щелочи применяют для удаления кислородсодержащих (нафтеновых кислот, фенолов) соединений, а также для нейтрализации серной кислоты и продуктов ее взаимодействия с углеводородами (сульфокислот, эфиров серной кислоты), остающихся после сернокислотной очистки.
Водный раствор щелочи образует с кислыми соединениями соли, растворимые в воде. Часть этих соединений задерживается нефтепродуктом и удаляется при промывке водой. Щелочные соли нафтеновых кислот, а также феноляты при растворении в воде подвергаются гидролизу с образованием органических кислот, фенолов и щелочи. Так как кислоты и фенолы хорошо растворяются в очищенном продукте, то его практически не удается полностью освободить от них. Степень гидролиза щелочных солей нафтеновых кислот и фенолятов зависит от концентрации щелочи и температуры: с повышением концентрации она снижается, с повышением температуры - возрастает. При очистке масляных дистиллятов пользуются слабым раствором едкого натра (1-3%-ным) и процесс ведут при повышенной температуре во избежание образования эмульсии, разрушение которой весьма затруднительно. Образованию эмульсии способствуют соли нафтеновых кислот и сульфокислот.
Таким образом, при обработке масляных фракций раствором едкого натра извлекаются нафтеновые кислоты и фенолы.
Принципиальные схемы установок очистки масляного сырья раствором щелочи. Масляные дистилляты очищают раствором щелочи под давлением (рисунок 2.84).
Рисунок 2.84 - Принципиальная технологическая схема установки выщелачивания масляных дистиллятов под давлением:
-
1 - колонна;
2 - теплообменник; 3 - печь; 4, 6 - смесители; 5, 7 - отстойники; 8, 5 - холодильники; 10-13 - насосы.
I - неочищенное масло; II - раствор щелочи; III - выщелоченное масло; IV - щелочные отходы; V - промывная вода; VI - воздух
В настоящее время очистка масляных дистиллятов щелочью применяется крайне редко, если отсутствуют на НПЗ термогидрокаталитические процессы.
Очистка серной кислотой
Очистку масляных фракций серной кислотой проводят для удаления из них непредельных, серо-, азотсодержащих и асфальто-смолистых соединений, которые обусловливают малую стабильность топлив при хранении, нестабильность цвета и ухудшают некоторые эксплуатационные свойства.
Кислые эфиры серной кислоты растворимы в воде, при нейтрализации образуют соответствующие соли. При действии воды и особенно водного раствора щелочи они легко гидролизуются с образованием соответствующих спиртов.
Серная кислота как реагент находит применение в производстве трансформаторных и белых масел, при регенерации отработанных нефтяных масел, а также для очистки парафинов, используемых в пищевой промышленности и при производстве белковых веществ. Из масляных фракций при очистке серной кислотой в основном удаляются непредельные соединения и асфальто-смолистые вещества. Вид реакций и результаты очистки зависят от температуры, длительности контактирования, расхода и концентрации серной кислоты, а также от порядка ее введения.
Для получения высококачественных масел кислотную обработку необходимо проводить при возможно более низких температурах
. Очистку масляных дистиллятов вязкостью 18-25 мм/с при 50°С проводят при 55-80°С, дистиллятов вязкостью 3-5 мм/с при 50°С - при 30-35°С. Остаточные продукты (гудроны и полугудроны) очищают серной кислотой при 60-70°С. Однако в некоторых случаях при очистке полугудронов в условиях таких высоких температур качество очищенного масла ухудшается, поэтому температуру очистки приходится понижать. Оптимальную температуру очистки каждой фракции выбирают на основании опытных данных.
При снижении концентрации кислоты уменьшается ее растворяющая и полимеризующая способность, при повышении ее концентрации увеличивается образование сульфокислот, которые переходят в кислый гудрон. Обычно для очистки применяют 92-96%-ную кислоту. Очистка серной кислотой ниже 75%-ной концентрации вообще не дает результатов. Для получения бесцветных масел (медицинских, парфюмерных) применяют дымящую серную кислоту.
Кислый гудрон содержит от 25 до 65-70%  в зависимости от условий очистки и качества обрабатываемого дистиллята. Кислые гудроны, содержащие 60-70% , можно применять для предварительной очистки других масляных фракций.
в зависимости от условий очистки и качества обрабатываемого дистиллята. Кислые гудроны, содержащие 60-70% , можно применять для предварительной очистки других масляных фракций.
Степень удаления из масла асфальто-смолистых веществ возрастает с увеличением расхода кислоты . Требуемый расход определяют экспериментально: для очистки трансформаторных дистиллятов он составляет 6-15% мас.; для очистки гудронов и полугудронов - 12-25% масс. Расход дымящей серной кислоты для получения бесцветных масел составляет 50-60% масс. на исходный дистиллят.
Порядок обработки кислотой имеет существенное значение в процессе очистки масел. Действие серной кислоты в присутствии продуктов реакции заметно ослабляется. Для повышения эффективности ее действия необходимо выводить продукты реакции и вводить кислоту порциями. Каждую новую порцию кислоты подают только после тщательного осаждения и спуска кислого гудрона.
При продолжительном перемешивании возможно растворение некоторых компонентов кислого гудрона в масле, что ухудшает цвет последнего. Обычно перемешивание воздухом продолжается от 30 до 70 мин в зависимости от емкости мешалки и свойств дистиллята.
Серная кислота взаимодействует с составными частями дистиллятов не только при перемешивании, но и при отстаивании кислого гудрона. Длительность отстаивания его частиц, находящихся после перемешивания во взвешенном состоянии в масле, зависит от размера этих частиц. Осаждению частиц кислого гудрона способствуют осадители (6-9%-ный раствор едкого натра, раствор жидкого стекла и др.); их добавляют по окончании перемешивания масла с кислотой. Отстаивание кислого гудрона при использовании осадителей для дистиллятных масел продолжается от 2 до 8 ч, после чего кислый гудрон удаляют из мешалки; при очистке вязких остаточных масел отстаивание более длительно - до 20 ч.
Принципиальные схемы установок очистки масляного сырья серной кислотой.
Очистка масляного сырья серной кислотой в мешалке. Основным аппаратом для сернокислотной очистки является вертикальная цилиндрическая мешалка с коническим дном, снабженным горловиной с задвижкой для выпуска кислого гудрона (рисунок 2.85).
Мешалка снабжена крышкой с трубой для отвода сернистого газа, образующегося в процессе очистки, и смотровым люком для отбора проб масла. Корпус мешалки покрыт изоляцией. Под конусом мешалки устанавливают ковш с железным желобом, в который для разбавления кислого гудрона подают горячий мазут. Из ковша смесь откачивают на регенерацию.
Рисунок 2.85 - Схема сернокислотной мешалки:
I - масляное сырье; II - кислота; III - кислое масло; IV - кислый гудрон с мазутом; V - мазут
Очистка масляного сырья в кислотной мешалке протекает следующим образом. Очищаемое сырье закачивают в мешалку через теплообменник и перемешивают его струей воздуха. При этом в масло подают первую порцию кислоты для подсушки. Перемешивание ведут в течение 0,5-1 ч в зависимости от емкости мешалки. По окончании перемешивания образовавшийся кислый гудрон отстаивают в течение 1,5-2 ч и выводят его из мешалки. Затем в мешалку при бурном перемешивании воздухом (50-70 мин) заливают следующую порцию кислоты. За 10-15 мин до окончания перемешивания интенсивность его снижают и в мешалку подают раствор осадителя. После этого, прекратив перемешивание, кислому гудрону дают отстояться в течение нескольких часов, а затем его спускают. Кислое масло отстаивают в мешалке еще 6-8 ч, а затем переводят в отстойники с обогревательными змеевиками. В них масло отстаивается от 8 до 24 ч и поступает на щелочную или контактную очистку. При порционной очистке масла кислотой после введения каждой новой порции содержимое мешалки перемешивают, после чего следуют отстаивание и спуск кислого гудрона.
Очистка масляного сырья серным ангидридом . Для получения высококачественных белых масел нафтенового компрессорного масла, а также парафина для пищевой и промышленности* проводят очистку сырья олеумом. При получении белых масел сульфирующий агент - серный ангидрид - либо растворен в серной кислоте (очистка олеумом), либо смешан с газом-носителем (очистка газом). Очистка газом имеет следующие преимущества перед очисткой олеумом: уменьшение количества кислого гудрона, увеличение количества маслорастворимых сульфонатов, которые можно использовать в качестве моющих присадок и ингибиторов коррозии.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
На установке непрерывного действия (рисунок 2.86) для получения белого масла с использованием серного ангидрида сырье до поступления в реактор 2 смешивается с циркулирующим кислым маслом. Очищаемое масло и газ-носитель серного ангидрида вводятся в верхнюю часть реактора. Затем смесь поступает в сепаратор непрерывного действия 3. Кислое масло снизу сепаратора 3 направляется через отстойник 1 в систему нейтрализации. По выходе из сепаратора 3 газ-носитель нагнетается газодувкой 4 через холодильник 5 в испаритель 6, где он вновь насыщается серным ангидридом с температурой 35°С.
Рисунок 2.86 - Принципиальная схема установки непрерывного действия для очистки сырья серным ангидридом: 1 - отстойник; 2 - реактор; 3 - сепаратор; 4 - газодувка; 5 - холодильник; 6 - испаритель серного ангидрида.
I - сырье; II - жидкий ; III - кислое масло; IV - кислый гудрон; V - линия связи с кислотным скруббером дыхательной системы
Очистка масляного сырья и парафинов в электрическом поле. В промышленной практике находит применение процесс кислотно-щелочной очистки с разделением фаз в электрическом поле. На установке кислотно-щелочной очистки (рисунок 2.87) сырье насосом 12 через холодильник 1 подается к смесительному насосу 13, куда поступает также 96-98%-ная серная кислота. Смесь направляется в реактор-мешалку 2, где выдерживается для завершения реакции 8-10 мин, а затем под напором около 0,3 МПа - в электроразделитель 3 для отделения кислого гудрона. Кислое масло с верха электроразделителя поступает в смеситель 4; сюда же подается раствор щелочи для нейтрализации продуктов реакции и остатка свободной серной кислоты. С низа электроразделителя уходит кислый гудрон. Смесь масла с раствором щелочи разделяется в отстойнике 5, с низа которого отводятся щелочные отходы. Защелоченное и промытое подщелоченной водой в смесителе 6 масло поступает в отстойник 7. С верха этого отстойника защелоченное масло направляется в смеситель 8, где промывается очищенной водой, и затем поступает в отстойник 9. После отстаивания в отстойнике 9 масло смешивается еще с одной порцией воды в смесителе 10. Вода отделяется от масла практически полностью и дренируется в электроразделителе 11. С верха электроразделителя уходит очищенное масло IX.
Рисунок 2.87 - Принципиальная схема установки сернокислотной очисти с применением электрического поля:
-
1 - холодильник, 2 - реактор-мешалка; 3, 11 - электроразделители; 4, 6, 8, 10 - смесители; 5, 7, 9 - отстойники соответственно щелочи, подщелоченной воды и воды; 12 - сырьевой насос; 13 - смесительный насос.
I - сырье; II - серная кислота; III - раствор щелочи; IV - подщелоченная вода; V - вода; VI - кислый гудрон; VII - щелочные отходы; VIII - отработанная подщелоченная вода; IX - очищенное масло
Ниже приведены условия очистки трансформаторного дистиллята (I) и легкоплавкого парафина-сырца (II) серной кислотой с применением электроразделителей.
|
I |
II |
|
|
Температура сырья, °С |
30-35 |
50-60 |
|
Расход кислоты, % масс. |
8-9 |
4 |
|
Концентрация кислоты, масс. |
96-98 |
96-98 |
|
Напряжение в электроразделителе, кВ |
||
|
кислотном |
15-18 |
10-19 |
|
водном |
15-17 |
15-25 |
|
Расход щелочи на нейтрализацию (в пересчете на сухую), % масс. |
0,6 |
0,3 |
|
Концентрация раствора щелочи, % масс. |
4-5 |
3-5 |
|
Выход очищенного продукта, % масс. |
90 |
98 |
2.25 Энергоснабжение НПЗ
2.25.1 Теплоснабжение (котельная)
Котельная предназначена для обеспечения паром или горячей водой объектов предприятия. В зависимости от назначения различают следующие котельные установки: отопительные - для обеспечения теплом систем отопления, вентиляции и горячего водоснабжения, отопительно-производственные - для обеспечения теплом систем отопления, вентиляции, горячего водоснабжения и технологического водоснабжения, производственные - для технологического водоснабжения.
Отопительная котельная установка
Воздух, необходимый для горения, подается в топку дутьевыми вентиляторами. Дымовые газы удаляются из котла в атмосферу за счет естественной тяги через трубу. На перекрытии котельного здания установлен деаэратор. Вода, нагретая в котле, подается потребителю, где отдает часть тепла и с пониженной температурой снова возвращается в котел для последующего подогрева. Схема котельной установки с водогрейными котлами представлена на рисунке 2.88.
Рисунок 2.88 - Схема котельной установки с водогрейными котлами:
1 - дымовая труба, 2 - котел, 3 - деаэратор, 4 - питательный насос, 5 - дутьевые вентиляторы, 6 - горелки
Продукцией отопительной котельной установки является горячая вода.
Паровая котельная установка
Жидкое и газообразное котельное топливо смешиваются в горелке с воздухом из воздухоподогревателя и сгорают в топке.
Воздух, необходимый для горения топлива, забирается вентилятором из верхней зоны помещения котельной, подается в воздухоподогреватель для подогрева за счет дымовых газов. Тепло, выделившееся при сгорании топлива, передается воде через поверхность нагрева котла излучением в топке и конвекцией от нагретых газообразных продуктов сгорания в газоходах котла.
Образовавшийся в экранных трубах котла насыщенный пар собирается в барабане, откуда, пройдя сепарационные устройства, пар направляется через коллектор в пароперегреватель, где перегревается до заданной температуры, а затем идет к потребителю.
Конденсат отработанного пара, вернувшись от потребителя, направляется в деаэратор, который служит для удаления воздуха из воды. Туда же направляется химочищенная вода.
В состав деаэратора входят:
-
а) деаэрационная колонна,
-
б) деаэраторные баки,
-
в) охладитель выпара.
После деаэрации вся питательная вода подается питательными насосами в водяной экономайзер, где за счет тепла уходящих газов вода подогревается и поступает в барабан, откуда затем направляется в систему экранных труб, где и происходит процесс парообразования.
Уходящие из топки нагретые газы проходят последовательно между трубами пароперегревателя, водяного экономайзера и внутри труб воздухоперегревателя, отдавая тепло на перегрев пара. Подогрев питательную воду и воздух, дымовые газы охлаждаются и дымососом удаляются через трубу в атмосферу.
Схема паровой котельной установки представлена на рисунке 2.89.
Рисунок 2.89 - Схема паровой котельной установки:
1 - насос, 2 - топка, 3 - пароперегреватель, 4 - паровой котел, 5 - экономайзер, 6 - воздухоперегреватель, 7 - дымовая труба
Продукцией паровой котельной установки является пар (обычно высокого или среднего давления). Для получения пара низкого давления используются РОУ (редукционно-охладительные установки) - рисунок 2.90.
Рисунок 2.90 - Схема РОУ:
1 - задвижка, 2 - клапан дроссельный, 3 - охладитель пара, 4 - клапан импульсный, 5 - ГПК, 6, 9 - клапаны запорные, 7 - клапан обратный, 8 - клапан регулирующий, 10 - форсунка механического распыла воды
2.25.2 Топливоснабжение
Описание. На многих технологических установках НПЗ и НХЗ используют трубчатые печи, тепловая мощность которых колеблется от единиц до сотен МВт. Для обеспечения их бесперебойной работы на заводах сооружают системы снабжения топливом.
В качестве топлива на НПЗ и НХЗ применяют газ, получаемый в качестве побочного продукта в основном производстве, и мазут, который на НПЗ получают при переработке нефти, а на НХЗ подают со стороны. На некоторых НПЗ и НХЗ в качестве топлива используют также природный и попутный газы, поступающие из внешних источников по магистральным газопроводам и отводам.
Снабжение жидким топливом. Для обеспечения потребителей жидким топливом на НПЗ и НХЗ проектируют специальное топливное хозяйство, включающее резервуары, насосы и коммуникации. Объем резервуаров должен обеспечивать запас топлива, исходя из суточной работы всех заводских печей. Целесообразно предусматривать в топливном хозяйстве не менее трех стальных вертикальных резервуаров, один из которых служит для приема избыточного топлива от потребителей, второй - для раздачи, а третий - для отстоя между этими двумя операциями.
Во избежание выброса продукта из резервуаров температура хранения мазута не должна превышать 80-90°С. Поскольку для обеспечения требуемой вязкости мазут марки 100 должен поступать к форсункам печей подогретым до температуры 110-120°С, на технологических установках следует предусматривать подогреватели мазута.
Принципиальная схема снабжения НПЗ жидким топливом представлена на рисунке 2.91.
Рисунок 2.91 - Принципиальная схема снабжения НПЗ жидким топливом
Р1, 2 - Резервуары топочного мазута, Т1, 2 - Подогреватели мазута, Н1, 2 - Насосы мазута, Ф1, 4 - Фильтры, 1, 2 - установки потребителя мазута
Потоки I - мазут со стороны для подпитки топливного хозяйства, II - мазут из топливного хозяйства потребителям, III - мазут от потребителей в топливное хозяйство, V - пар, V - конденсат, VI - мазут к горелкам
Снабжение газом. Углеводородные газы, полученные на технологических установках, направляют на газораспределительные пункты (ГРП). В проектах следует предусматривать подачу газов на ГРП по самостоятельным коллекторам с однотипных установок, редуцирование и смешение газов на ГРП с последующей выдачей газа потребителям под различным давлением. На территории предприятий проектируют прокладку нескольких коллекторов топливного газа: для печей беспламенного горения (0,5 МПа), для прочих трубчатых печей (0,3 МПа), для столовых и лабораторий (0,005 МПа).
При проектировании топливных систем необходимо уделять особое внимание стабилизации давления в них. Опыт эксплуатации показал, что зачастую давление в сетях топливного газа повышается, и предприятия вынуждены сбрасывать избыток топливного газа на факел.
Для стабилизации давления в топливной сети могут быть предусмотрены следующие варианты: 1) сброс избытка топливного газа на заводскую ТЭЦ при условии сглаживания колебаний в подаче нефтезаводского газа природным газом; 2) поддержание постоянного давления путем сбрасывания избытка топливного газа через регулятор давления в топливо, поступающее на две-три установки (на этих установках следует предусмотреть смесительную емкость, в которую, кроме сбрасываемого газа, подают через регулятор давления природный газ, прямогонный газ или испаренный сжиженный газ); 3) система автоматического перехода печей с жидкого топлива на газообразное и обратно. Схема газораспределительного пункта представлена на рисунке 2.92.
Рисунок 2.92 - Схема газораспределительного пункта
Т-1 - испаритель жидких газов, К-1, К-2 - адсорберы для очистки газов, А-1 - расширитель водородсодержащего газа
Потоки I - сухой газ риформинга, II - газ гидроочистки, III - газ термического крекинга, IV - возвратный газ с факельного хозяйства, V - водородсодержащий газ риформинга, VI - газ на установку сероочистки, VII - газ с установки сероочистки, VIII - жидкий газ, IX - неочищенный отопительный газ к потребителям, X - газ для лаборатории, XI - газ для потребителей административной зоны, XII - сброс на факел
2.26 Системы охлаждения
2.26.1 Системы очистки охлаждающей воды и дозирования реагентов оборотной воды
Технологические процессы, применяемые на НПЗ, проводятся при повышенных температурах. Все тепло, подводимое в результате сжигания топлива, потребления пара или выжигания кокса, должно отводиться с помощью той или иной системы охлаждения, одной из которых является система водяного охлаждения. Остальные системы реализуются посредством охлаждения воздухом или теплообмена с другими потоками.
На переработку 1 т нефти расходуется 30-60 м воды, а при комплексной переработке нефти и газа с изготовлением синтетических продуктов этот расход достигает 90-120 м.
Основное количество воды расходуется на охлаждение нефтепродуктов, технологических аппаратов и машин. Вода при этом только нагревается до 45°С, а не загрязняется, и лишь при неисправности аппаратуры, неплотности фланцевых соединений и т.д. в воду может попадать некоторое количество нефтепродуктов. Отработавшая охлаждающая вода относится к группе условно чистых вод; после охлаждения она должна быть полностью использована для оборотного водоснабжения. Очистка оборотной воды производится на локальных установках.
Системы оборотного водоснабжения подразделяют на открытые, где вода охлаждается путем контакта с воздухом в градирнях, брызгальных бассейнах или прудах-охладителях, и закрытые, где оборотная вода не имеет непосредственного контакта с атмосферным воздухом и охлаждается в аппаратах воздушного охлаждения и других системах. Применяют также системы оборотного водоснабжения, представляющие собой комбинацию закрытых и открытых.
Для того, чтобы локализовать распространение просочившихся в оборотную воду веществ и тем самым предотвратить загрязнение и коррозионное разрушение всей холодильной аппаратуры на НПЗ и НХЗ проектируются обособленные системы оборотного водоснабжения.
На предприятиях должны предусматриваться следующие системы оборотного водоснабжения:
- первая система водоснабжения - для аппаратов, охлаждающих или конденсирующих продукты, которые при нормальном или аварийном состоянии при атмосферном давлении находятся в жидком состоянии;
- вторая система водоснабжения - для аппаратов, охлаждающих или конденсирующих продукты, которые при нормальном или аварийном состоянии при атмосферном давлении находятся в газообразном состоянии;
- вторая "а" система водоснабжения - для конденсаторов паровых турбин установок ЛК-6у, выделяется в самостоятельный оборотный цикл;
- четвертая система водоснабжения - для аппаратов, в которых возможно загрязнение охлаждающей воды парафином и жирными кислотами;
- отдельные специальные оборотные циклы для производств со специфическими веществами, которые могут загрязнять оборотную воду (серная кислота, олеум и др.), или для производств, требующих оборотную воду определенного качества в соответствии с регламентом на проектирование отдельных технологических процессов.
Блок оборотного водоснабжения состоит из: насосной, водоохладителей-градирен, нефтеотделителей (для первой и второй системы оборотного водоснабжения), установки по обработке воды для предотвращения коррозии, карбонатных отложений и биологических обрастаний холодильной аппаратуры и трубопроводов (для первой и второй систем оборотного водоснабжения).
Реагенты для обработки оборотных систем охлаждения
Реагенты этой группы позволяют решить проблемы, которые неизбежно возникают при работе практически любой оборотной системы - коррозия оборудования, отложение накипи как на теплообменных поверхностях, так и в трубопроводах, биологическое загрязнение системы. Эти проблемы взаимосвязаны, и их решение требует комплексного подхода. Основные типы реагентов для оборотных систем:
-
а) комплексные ингибиторы коррозии и накипеобразования для открытых и закрытых систем;
-
б) биоциды;
-
в) промывочные реагенты.
Реагенты этой группы содержат в определенной пропорции фосфаты, фосфонаты, фосфонкарбоксилаты, силикаты, дисперсанты, комплексообразователи и другие модифицирующие компоненты. Реагенты предотвращают коррозию оборудования, образование накипи, способствуют постепенному разрушению ранее образовавшихся отложений, постепенно очищая систему от твердых отложений. Промывочные реагенты, применяемые в оборотных системах нефтепереработки, позволяют добиться оптимального эффекта для каждой отдельно взятой системы. Применяют реагенты, совместимые с биоцидной обработкой, в том числе с хлорированием и обработкой броморганическими биоцидами или солями меди. Рабочие дозы подбираются в зависимости от химического состава воды (или опытным путем) и составляют от 30 до 120 г/м. Рабочие температуры, при которых реагенты сохраняют эффективность - до 90°С.
Довольно часто при эксплуатации оборотных систем пренебрежительно относятся к биологическому загрязнению. Тем не менее, чрезмерное развитие микроорганизмов усугубляет, а зачастую становится главной причиной отложений на поверхностях теплообменников, повышенной коррозии конструкционных материалов оборудования. Биоциды, применяемые в оборотных системах нефтепереработки, в рабочих концентрациях не токсичны для человека и животных, обладают коротким периодом разложения.
2.26.2 Охлаждающие устройства (градирни, башни)
Принцип работы градирен основан на прямом отводе тепла от воды потоком воздуха и за счет испарения части воды. Оба вида охлаждения осуществляются в режиме противотока воздуха и воды. Градирни, изготовленные из дерева, металла или бетона, для распределения потока воды по площади градирни над оросителем имеют водораспределительную систему. Водораспределитель может быть в виде системы труб с разбрызгивающими соплами или в виде лотков с вставленными на дно насадки.* Часть воды при прохождении через градирню испаряется. Все механические примеси, содержащиеся в воде, задерживаются в ней, так что их концентрация постоянно растет. Во избежание этого и для предотвращения их осаждения на охлаждаемых поверхностях часть оборотной воды необходимо выводить из цикла. Кроме того, имеют место дополнительные водопотери при выносе капель воды из градирни ветром, которые называются потерями на выдувание или уносом ветром.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
На начальном этапе проектирования градирни необходимо определить расчетную температуру и производительность системы, которая зависит от расчетной температуры, определяемой условиями процесса. Обычный диапазон снижения температуры в градирне составляет от 14 до 17°С. Температура воды на входе в охлаждающий агрегат определяется условиями окружающей среды и, как правило, находится в интервале 24-30°С, а температура на выходе (которая зависит от типа и качества воды) - в интервале 40-46°С. Во избежание возникновения коррозии и отложения механических примесей, максимальная температура воды в теплообменнике не должна превышать некоторого допустимого уровня.
Градирни в зависимости от способа охлаждения подразделяются:
-
а) мокрые градирни;
-
б) мокро-сухие комбинированные градирни.
Мокрые градирни получили широкое распространение среди энергоблоков в России. Принцип охлаждения заключается в распылении охлаждающей воды, поднятой на определенную высоту, и продувке образующихся струй воздухом. Распыленная вода в конечном итоге собирается в бассейне и подается насосом обратно в конденсатор. Охлаждение воды в мокрых градирнях достигается в основном за счет испарения воды и конвективного теплообмена. Мокрые градирни используются только для охлаждения промежуточного теплоносителя с поверхностным конденсатором турбины. Данное ограничение связано с предельным содержанием кислорода в основном конденсате, которое не должно превышать 20 мкг/л, а так как при обтекании воздухом охлаждающая вода неизбежно насыщается кислородом, да еще и вдобавок пылью из воздуха, то использование контактного смешивающего конденсатора исключено.
Рисунок 2.93 - Мокрые градирни
Преимущества использования мокрых градирен (рисунок 2.93). Для России, в связи с существующими проблемами коррозии и сурового климата, при производстве градирен компанией SPIG применяются следующие особые технологии защиты оборудования и сооружений:
-
а) применение невосприимчивого к коррозии, высоким и низким температурам запатентованного материала FRP для каркаса и обшивки градирни;
-
б) использование незасоряемых, долговечных и стойких к низким температурам компонентов (сопел, насадок, каплеуловителей, труб);
-
в) применение водоуловителей с низким капельным уносом до 0,001%;
-
г) установка электродвигателей с двумя режимами работы (летний/зимний);
-
д) применение высокоэффективных, энергосберегающих, с пониженным уровнем шума вентиляторов с регулировкой угла атаки лопастей на зимний и летний режим;
-
е) мощная антиобледенительная система.
2.27 Водоснабжение
2.27.1 Установка подготовки воды из водозабора
Под системой водоснабжения подразумевается комплекс сооружений, необходимых для обеспечения водой потребителей в необходимом количестве, требуемого качества.
Вода используется на НПЗ для технологических, хозяйственно-бытовых и питьевых нужд, а также при тушении пожаров.
Требования к качеству воды в зависимости от направления ее использования приводятся в таблице 2.62. Перед ее использованием вода очищается с использованием методов коагуляции, хлорирования, озонирования, нейтрализации, подщелачивания, фосфатирования и др.
Таблица 2.62 - Требования к качеству воды, потребляемой на НПЗ
|
Загрязнения |
Единица изме- |
Свежая вода |
Циркуляционная (оборотная) вода |
Биохимически очищенные стоки 1 системы |
Питьевая вода |
Вода для пожаро- |
|
|
1 система |
2 система |
||||||
|
Взвешенные вещества |
мг/л |
15 |
25 |
15 |
25 |
См. СанПиН 2.1.4-1074-01 "Питьевая вода. Гигиенические требования к качеству воды централи- |
Свежая вода или биохимически очищенные стоки 1 системы |
|
Взвешенные вещества в паводок |
мг/л |
100 |
- |
- |
- |
||
|
Сульфаты |
мг/л |
130 |
500 |
500 |
250 |
||
|
Хлориды |
мг/л |
50 |
300 |
300 |
150 |
||
|
Общее содержание солей (прокаленный остаток) |
мг/л |
500 |
2000 |
2000 |
1000 |
||
|
Временная жесткость |
мг-экв/л |
2,5 |
5 |
5 |
5 |
||
|
Постоянная жесткость |
мг-экв/л |
3,3 |
15 |
15 |
15 |
||
|
БПК полное |
мг/л |
10 |
25 |
15 |
15 |
||
|
Содержание нефтепродуктов |
мг/л |
- |
25 |
5 |
5 |
||
|
Вещества, экстрагируемые эфиром, в том числе углеводороды |
мг/л |
- |
- |
- |
10-15 |
||
|
мг/л |
- |
- |
- |
3-5 |
|||
|
Водородный показатель |
7-8,5 |
7-8,5 |
7-8,5 |
7-8,5 |
|||
Качество воды источника должно быть близко к требуемому качеству воды, что позволит не предусматривать дорогостоящих водоочистных сооружений. Именно из условий качества воды предусматривают в практике нефтеперерабатывающих предприятий водоснабжение их из нескольких источников сразу, например из реки для производственных целей и подземными водами для хозяйственно-питьевых целей. В обоих случаях при благоприятных условиях можно получить воду необходимого качества прямо из источника с небольшой предварительной обработкой.
Очистка воды. В зависимости от качества воды в источнике водоснабжения и назначения водопровода следует предусматривать различную степень и методы водоочистки.
Для удаления взвешенных и гумусовых веществ применяются методы отстаивания в отстойниках и осветлителях любого типа, а также фильтрование в напорных и открытых песчаных фильтрах с предварительной коагуляцией при высоком содержании гумусовых. Для уничтожения органических веществ, планктона и бактериального загрязнения необходимо использовать хлорирование и озонирование, для поддержания рН - подкисление, подщелачивание и фосфатирование; для поддержания допустимого содержания фтора - фторирование при недостатке и сернокислотную обработку при избытке; для обезжелезивания - аэрацию, коагуляцию, подщелачивание, обработку перманганатом калия и катионирование; для умягчения поверхностных вод - известковосодовое умягчение; для умягчения подземных вод - ионный обмен; для обессоливания - ионный обмен, электролиз, дистилляцию и гиперфильтрование.
Практически вода, потребляемая из большинства поверхностных источников для производственных целей и целей пожаротушения, большую часть года не подвергается очистке. Только в период паводков, когда количество механических примесей в воде источника значительно увеличивается, появляется необходимость ее очистки от этих примесей.
При периодичности очистки воды целесообразно во всех возможных случаях осуществлять фильтрование свежей воды на скоростных напорных фильтрах (песчаных или типа ВСФ), устанавливаемых на байпасах к водоводам, подающим свежую воду в систему водоснабжения завода, а хлорирование свежей воды проводить у насосных, подающих воду в эти водоводы.
Вода хозяйственно-питьевого качества должна очищаться с соблюдением всех нормативных требований и перед подачей в трубопроводы обеззараживаться.
При использовании подземных вод, качество которых удовлетворяет требованиям ГОСТ "Вода питьевая", необходимо все же предусматривать установку аварийного обеззараживания хлорированием или бактерицидным методом.
2.28 Канализация и очистные сооружения
2.28.1 Технологии очистки сточных вод
Сточные воды НПЗ образуются на всех технологических установках, в зависимости от которых обусловлен их состав. К производственным сточным водам присоединяются и ливневые воды с площадок технологических установок.
Состав сточных вод нефтеперерабатывающих предприятий (НПЗ) включает в себя следующие загрязнители: нефтепродукты, масла, фенол, карбамид, ароматические углеводороды, аммонийный азот, парафин, сульфаты, сульфиды, щелочь, жирные кислоты ПАВ и др. Характеристика сточных вод типового НПЗ представлена в таблице 2.63.
Таблица 2.63 - Характеристика сточных вод типового НПЗ
|
Виды сточных вод |
Концентрация веществ, мг/л |
||||
|
Фенол |
Взвешенные в-ва |
Нефтепродукты |
Сульфиды |
Сухой остаток |
|
|
Нефтесодержащие нейтральные |
- |
100-300 |
1000-8000 |
- |
700-1500 |
|
Солесодержащие (стоки ЭЛОУ) |
10-20 |
300-800 |
1000-10000 |
30000-40000 |
30000-40000 |
|
Сернисто-щелочные |
6000- |
300 |
8000-14000 |
30000-50000 |
- |
|
Кислые |
- |
- |
2500 |
- |
- |
На нефтеперерабатывающих заводах предусматриваются две основные системы производственной канализации:
I система - для отведения и очистки нефтесодержащих нейтральных производственных и производственно-ливневых сточных вод;
II система - для отведения и очистки производственных сточных вод, содержащих нефть, нефтепродукты и нефтяные эмульсии, соли, реагенты и другие органические и неорганические вещества.
Для очистки сточных вод НПЗ в зависимости от загрязненности и требований к качеству очищаемой воды используют схему очистки, включающую в себя три основные стадии очистки:
-
а) механическая очистка от грубодисперсных примесей;
-
б) физико-химическая очистка от коллоидных частиц;
-
в) биологическая очистка от органических растворенных примесей.
Механическая очистка является одним из основных и самым распространенным методом обработки сточных вод нефтеперерабатывающих заводов. Она применяется для выделения нерастворенных примесей. Механическую очистку осуществляют в песколовках, отстойниках, гидроциклонах, центрифугах, флотаторах и фильтрах.
Эмульгирированные нефтепродукты и взвешенные вещества удаляют фильтрацией на кварцевом песке, дробленом антраците и т.д. Воздушная флотация обеспечивает удаление из сточных вод эмульгированных веществ и коллоидных частиц размером менее 150 мкм.
Механическая очистка сточных вод из бытовых стоков выделяет 60-70% нерастворимых примесей, а из промышленных до 95%. Схема механической очистки ливневых стоков представлена на рисунке 2.94.
Рисунок 2.94 - Схема механической очистки ливневых стоков
Физико-химические методы применяют для очистки нефтесодержащих сточных вод от коллоидных и растворенных загрязнений, количество которых в воде после сооружений механической очистки остается практически неизменным.
Наиболее часто применяются такие физико-химические методы, как коагуляция, электрокоагуляция, флокуляция и сорбция.
Адсорбция широко применяется для удаления из сточных вод органических веществ, трудно поддающихся бактериальной атаке. Активированный уголь является наиболее распространенным промышленным адсорбентом. Он селективно адсорбирует хлоруглеводороды, красители, фенолы, нитропроизводные и т.д. Схема устройства для очистки сточных вод представлена на рисунке 2.95.
Рисунок 2.95 - Схема устройства для очистки сточных вод
Биохимическая очистка является одним из основных методов очистки сточных вод НПЗ как перед сбросом в водоем, так и перед повторным использованием в системах оборотного водоснабжения. Биохимические методы основываются на естественных процессах жизнедеятельности гетеротрофных микроорганизмов. Микроорганизмы способны использовать углеводороды разных классов простого и сложного строения.
При биологической очистке растворенные органические вещества подвергаются с помощью микроорганизмов биологическому распаду в присутствии кислорода (аэробный процесс) или же в отсутствие кислорода (анаэробный).
Аэробный способ очистки вод на НПЗ является самым распространенным. Для очистки используются аэротенки, в которые поступает кислород и насыщает воду.
Аэротенк работает вместе с вторичным осветлителем. Происходит процесс окисления микроорганизмами органических веществ, для которого созданы благоприятные условия в биореакторе (рисунок 2.96, 2.97).
Рисунок 2.96 - Схема биологической очистки сточных вод
Рисунок 2.97 - Схема установки биологической очистки сточных вод (БИО)
2.28.2 Канализационные насосные
Назначение канализационных насосных станций
Канализационные насосные станции сооружают в тех случаях, когда рельеф местности не позволяет отводить бытовые и производственные сточные воды, атмосферные воды и осадки (ил) самотеком к месту их очистки или сброса. Применение КНС позволяет также избежать большого заглубления самотечных коллекторов.
Классификация канализационных насосных станций
По роду перекачиваемой жидкости канализационные насосные станции делятся на четыре группы:
-
а) для перекачивания бытовых сточных вод;
-
б) для перекачивания промышленных сточных вод;
-
в) для перекачивания атмосферных вод;
-
г) для перекачивания осадков.
Рассмотренные виды насосных станций классифицируют следующим образом:
-
а) по расположению приемного резервуара и помещения решеток относительно машинного зала - станции с раздельным расположением резервуара и совмещенные;
-
б) по расположению насосных агрегатов относительно поверхности земли - станции незаглубленные (до 4 м), полузаглубленные (до 7 м) и шахтного типа;
-
в) в соответствии с формой здания в плане - станции круглой и прямоугольной формы;
-
г) в зависимости от типа установленных насосных агрегатов - станции с горизонтальными, вертикальными или осевыми насосами;
-
д) по системе управления агрегатами - станции с ручным управлением, полуавтоматизированные, автоматизированные с местным диспетчерским пунктом и автоматизированные с телеуправлением (управление насосными агрегатами осуществляется с помощью средств телемеханики).
Канализационные насосные станции, как правило, сооружают в самых низких точках территории канализуемого объекта.
Канализационные насосные станции комплектной поставки "КНС"
В современной практике строительства, в том числе на площадках НПЗ широкое распространение получили "КНС" - канализационные насосные станции комплектной поставки. На рисунке 2.98 представлена общая схема устройства "КНС" с погружными насосами.
Рисунок 2.98 - Общая схема устройства "КНС" с погружными насосами
Насосы, устанавливаемые в станцию, разделяют на погружные и самовсасывающие.
В области применения КНС разделяют по типу стоков, с которыми она будет работать: хозяйственно-бытовые, ливневые и промышленные. Конструкционно они отличаются только в специальном оборудовании, которое применяется для каждого типа стока.
Принципы работы КНС
Сточные воды попадают в нижнюю часть насосной станции КНС по подводящему трубопроводу. На дне нижней части системы размещено насосное оборудование (погружные насосы). В процессе работы насосной станции все задвижки, находящиеся на трубопроводах, находятся в "открытом" положении. Каждый трубопровод оснащен обратным клапаном. Он не дает возможности сточной воде попадать обратно в насос.
Отсутствие неприятных запахов гарантирует герметичный закрывающийся люк. Он находится в верхней части канализационной насосной станции. Помимо этого, верхняя часть КНС снабжена вентиляционным патрубком, который производит воздухообмен.
Насосная станция КНС управляется посредством поплавковых датчиков. При их срабатывании включаются световые сигналы, которые находятся на пульте автоматического управления. Местоположение электронного пульта управления - техническое помещение здания либо металлический щит на стойках, находящийся на поверхности. Аварийный сигнал обо всех нештатных ситуациях отражается на передней панели шкафа управления светозвуковой сигнализацией и через "сухой контакт" системы управления может быть передан на пульт дежурного оператора.
2.29 Очистка выбросов (в том числе факельные установки)
Методы предотвращения загрязнения атмосферы выбросами токсичных веществ разделяются на предупреждающие и "на конце трубы". Количество веществ, образующееся в результате сгорания топлива - оксиды азота, углерода - можно сокращать за счет модернизации конструкции печей, обращая внимание не только на их энергоэффективность, но и на предотвращение образования некоторого количества перечисленных токсикантов. Другой способ предотвращения их образования - регулирование процесса горения, в том числе за счет мониторинга отходящих газов. Даже если могут внедряться некоторые предупреждающие технологии или первичные меры, загрязняющие вещества, такие как , твердые частицы, , , другие серные соединения и летучие органические соединения, как правило, удаляются технологиями "на конце трубы". Одной из самых распространенных общеобъектовых систем очистки выбросов на НПЗ является борьба с . Эти системы обычно содержат систему аминовой очистки и установку сероочистки для преобразования в серу (процесс Клауса), которая является побочным продуктом нефтепереработки.
Факельные установки - другой метод, используемый на НПЗ для охраны окружающей среды от нештатных загрязнений атмосферы выбросами.
Факельная установка предназначена для утилизации горючих паров или газов, также используется для сброса и последующего сжигания углеводородов, получаемых при нарушении технологического режима.
Факельные установки бывают: общезаводские, в которых сжигают близкие по составу газовые выбросы (например, углеводороды) с различных производств предприятия, и специальные (в составе отдельных технологических установок или производств).
Существует 2 основных вида конструкции факельных установок - это факельные установки закрытого и открытого типа.
Открытая факельная система, как правило, подразумевает прямолинейный проход газа через факельный ствол, установленный вертикально и имеющий высоту не менее 4 метров.
Закрытые факельные системы (называемые также наземными факелами, факелами для густонаселенных районов или "факелами термического окисления") изготавливаются мобильными (на трейлерах), на треногах, горизонтальными и редко - высотными. Закрытые факельные установки получили еще одно название: "наземные".
Горизонтальные факельные установки предназначены для бездымной утилизации постоянных, аварийных и периодических факельных сбросов.
В связи с тем, что нефтеперерабатывающие заводы часто расположены недалеко от населенных пунктов или непосредственно в населенных пунктах, то на НПЗ, как правило, применяются закрытые факелы.
Преимущества закрытых факельных систем:
- отсутствие дыма, пара, видимого пламени, запаха;
- низкий уровень шума;
- небольшие и контролируемые выбросы;
- отсутствие теплового шлейфа;
- простая система управления с легким доступом ко всем управляющим органам;
- удобство обслуживания всех узлов с земли (например, дежурные горелки могут быть сняты без остановки всей системы);
- отсутствие теплового излучения (нет необходимости сооружать специальный тепловой экран);
- безопасное и надежное уничтожение любых жидких и газообразных отходов.
Закрытая факельная система может быть оснащена одной из двух типов систем утилизации тепла: это может быть предварительный нагрев (через теплообменник) потока холодных отходов с целью более эффективного их сжигания или котел для получения водяного пара.
Если рекуперативная энергия на данном объекте может быть использована, то при проектировании есть смысл рассматривать вопрос о применении и той и другой системы утилизации.
2.30 Утилизация отходов
Количество отходов, образующихся на заводах невелико, если сравнить его с количеством сырья и продуктов, которые заводы перерабатывают. Отходы НПЗ обычно охватывают три категории материалов:
- шламы, как нефтяные (например, осадки из резервуаров), так и не нефтяные (например, из очистных сооружений);
- другие отходы НПЗ, включающие различные жидкие, полужидкие или твердые отходы (например, загрязненные почвы, отработанные катализаторы, нефтяные отходы, зола мусоросжигательной установки, отработанная щелочь, отработанная глина, отработанные химические вещества, кислый гудрон);
- отходы не нефтепереработки, например, бытовые, отходы строительства.
Таблица 2.64 демонстрирует краткую информацию об основных типах твердых отходов, образуемых на НПЗ, и их источниках.
Таблица 2.64 - Основные твердые отходы НПЗ
|
Тип отходов |
Категория |
Источник |
|
Нефтесодержащие материалы |
Нефтешламы |
Осадки резервуаров, илы биоочистки, шламы сепараторов, шламы очистки сточных вод, загрязненные почвы; шлам, образуемый при обессоливании |
|
Твердые материалы |
загрязненные почвы, остатки нефтяного разлива, остатки смол, фильтровальные материалы, уплотнения, изоляция, активированный уголь |
|
|
Не нефтяные материалы |
Отработанные катализаторы (за исключением драгметаллов) |
Катализаторы установки FCC, катализаторы гидрообессеривания/гидроочистки, катализатор установки полимеризации, катализаторы глубокой переработки нефтяных остатков |
|
Другие материалы |
Смолы, шламы подпиточной воды котла, влагопоглотители и абсорбенты, нейтральный шлам с установки алкилирования, отходы с десульфуризации дымовых газов |
|
|
Баки и резервуары |
Металл, стекло, пластик, краска |
|
|
Радиоактивные отходы (если используются) |
Катализаторы, отходы лаборатории |
|
|
Налет |
Налет свинцовых/несвинцовых труб, коррозия |
|
|
Строительный/городской мусор |
Металлический скрап, бетон, асфальт, строительный грунт, асбест, минеральные волокна, пластмасса/лесоматериал |
|
|
Отработанные химические вещества |
Химреагенты лаборатории, щелочь, кислота, присадки, углекислый натрий, растворители, МЭА/ДЭА (моно-/диэтанол амин) |
|
|
Пирофорные отложения |
Отложения в баках/технологических установках |
|
|
Смешанные отходы |
Бытовые, растительные отходы |
|
|
Отработанное масло |
Смазочное масло, нефтяная эмульсия, масла трансформатора, уловленный нефтепродукт, моторное масло |
Наибольшие проблемы переработки и утилизации представляют нефтешламы. Нефть, оставшаяся в шламе или других видах отходов, является потерей продукта, и там, где это возможно, необходимо предпринимать усилия для извлечения этой нефти.
2.30.1 Утилизация кислых гудронов
Основной источник образования кислого гудрона (КГ) - процессы очистки масел олеумом. На сегодня накопление в прудах-отстойниках КГ составляет многие млн.т - так называемый накопленный ущерб. Основная задача на сегодня - ликвидация таких накопителей. Работы по ликвидации должны быть разбиты на следующие этапы:
- экскавация содержимого накопителя с учетом инородных включений и большой эмиссии диоксида серы ;
- расчет конструкций и строительство оборудования для стабилизации и отверждения кислого гудрона с учетом строгих геотехнических и химических требований;
- проектирование и строительство установки для переработки кислой воды и грунтовых вод;
- проектирование и строительство контролируемого пространства для хранения отвержденного материала.
2.30.2 Установка отпарки кислых стоков
Кислая вода с различных установок НПЗ за большей частью отпаривается на отпарной колонне кислой воды (SWS) и обычно может повторно использоваться вместе с промывочной водой верха установки первичной переработки нефти на установке обессоливания.
Одноступенчатая отпарка
Большинство установок отпарки кислой воды одноступенчатые, требующие одну отпарную колонну. Потоки кислой воды с технологических установок собираются в сборнике кислой воды. Он функционирует как отстойник, где происходит отделение углеводородного слоя. Из этого резервуара кислая вода перекачивается через теплообменник "сырье-стоки" на верх отпарной колонны. Кислая вода отпаривается паром противотоком, который подается или производится в ребойлере. Рабочее давление в колонне варьируется от 0,5 до 1,2 бар (изб.) в зависимости от направления отходящих газов.
Кислые отходящие газы с установки отпарки кислой воды направляются на установку по производству серы (SRU), в печь для сжигания отходов или на факел. Как только отходящие газы напрямую направлены в печь или на факел, это серьезно влияет на общий выброс (до 40%) и на НПЗ, поэтому предпочтительнее (и сейчас это является общей практикой) направлять газы на установку по производству серы.
Двухступенчатая отпарка
Двухступенчатая установка очистки кислых стоков отличается от одноступенчатой тем, что первая колонна работает при низком pH=6, при высоком давлении (9 бар изб.), удаляется через верх и /вода - через низ колонны. А вторая колонна - при более высоком pH=10, удаляется через верх и поток отпаренной воды - через низ колонны. Такая установка дает более низкие концентрации и в отпаренной воде.
Рисунок 2.99 - Упрощенная технологическая схема установки отпарки кислой воды
Таблица, приведенная далее, демонстрирует достигаемые уровни для одноступенчатой установки.
Отпаренная кислая вода может быть направлена на установку очистки сточных вод, или, что является более предпочтительным, на технологические установки для повторного использования после охлаждения, если это требуется. Нормально отпаренная кислая вода может использоваться как промывочная жидкость обессоливателя, при условии, что уровень ее загрязнения не превышает нормы ( - менее 150 ppm и - менее 20 ppm).
Таблица 2.65 - Показатели двухступенчатой отпарки кислых вод на НПЗ
|
Параметры |
Подача на первую колонну (мг/л) |
Выход 2 колонны (мг/л) |
Конечные стоки после очистки на установке очистки сточных вод (WWTP) (мг/л) |
|
Химическая потребность в кислороде |
14400 |
599 |
37 |
|
Углеводороды |
98 |
4 |
1,1 |
|
Неорганический азот |
1373 |
6 |
7 |
|
|
1372 |
5 |
5 |
|
Фенолы |
182 |
141 |
0,1 |
|
Сульфиды |
1323 |
5 |
0,5 |

При двухступенчатом процессе отпарки кислых вод может быть в целом достигнуто удаление и соответственно на 98% и 95%, и остаточной концентрацией в отпаренных водах в диапазоне соответственно 0,1-1,0 мг/л и 1-10 мг/л.
Аммиак, образованный в результате двухступенчатого процесса отпарки, может быть использован на НПЗ, а именно для сокращения выбросов (селективное некаталитическое восстановление либо селективное каталитическое восстановление).
2.30.3 Установка переработки отходов
Данные не предоставлены.
2.30.4 Объект размещения отходов
Размещение отходов нефтепереработки осуществляется на полигонах (в накопителях), являющихся сложными инженерными сооружениями, к которым предъявляют повышенные требования экологической безопасности на протяжении всего жизненного цикла, т.е. к выбору площадки и конструкции, строительству, эксплуатации, мониторингу и выводу из эксплуатации.
Полигоны нефтеперерабатывающих заводов, особенно старые, занимают значительные площади, являются постоянными источниками загрязнения окружающей среды вследствие испарения нефтепродуктов, их проникания в грунтовые воды.
2.30.5 Технология утилизации сернокислотных отходов (кислого гудрона)
Основной источник образования кислого гудрона (КГ) - процессы очистки масел олеумом. На сегодня накопление в прудах-отстойниках КГ составляет многие млн.т - так называемый накопленный ущерб. Основная задача на сегодня - ликвидация таких накопителей. Работы по ликвидации должны быть разбиты на следующие этапы:
- экскавация содержимого накопителя с учетом инородных включений и большой эмиссии диоксида серы SO2;
- расчет конструкций и строительство оборудования для стабилизации и отверждения кислого гудрона с учетом строгих геотехнических и химических требований;
- проектирование и строительство установки для переработки кислой воды и грунтовых вод;
- проектирование и строительство контролируемого пространства для хранения отвержденного материала.
2.31 Товарно-сырьевой парк
2.31.1 Резервуары хранения нефти и нефтепродуктов
Резервуары используются для хранения нефти и нефтепродуктов на НПЗ. Резервуары делят на:
- резервуары вертикальные;
- резервуары горизонтальные.
Вертикальные цилиндрические резервуары имеют днище, стенку, крышу, эксплуатационное оборудование. В них хранятся нефтепродукты при малой их оборачиваемости (10-12 раз в год). При большей оборачиваемости нефтепродуктов применяются резервуары с плавающей крышей и понтоном.
Вертикальные резервуары применяют для хранения легковоспламеняющихся жидкостей (например, бензина) при объемах до 20000 м; для хранения горючих жидкостей - до 50000 м.
Объем вертикальных цилиндрических резервуаров колеблется от 100 до 50000 м и более.
В зависимости от объема и места расположения вертикальные резервуары подразделяются на три класса:
-
класс I - особо опасные резервуары: объемами 10000 м
и более, а также резервуары объемами 5000 м и более, расположенные непосредственно по берегам рек, крупных водоемов и в черте городской застройки; -
класс II - резервуары повышенной опасности: объемами от 5000 до 10000 м
; -
класс III - опасные резервуары: объемами от 100 до 5000 м
.
Выбросы
Основные потери нефти и нефтепродуктов на предприятиях, связанных с добычей, переработкой, транспортировкой и хранением нефти и нефтепродуктов, складываются из потерь от испарения в резервуарах и утечек через неплотности соединений оборудования. Основными видами потерь от испарения в резервуарах являются "большие" и "малые" дыхания.
"Большие дыхания" происходят при заполнении резервуара нефтью или нефтепродуктами, в результате чего из газового пространства вытесняется в атмосферу паровоздушная смесь.
"Малые дыхания" возникают за счет ежесуточных колебаний температуры и барометрического давления наружного воздуха, а, следовательно, и колебания давления в газовом пространстве резервуара.
Методы сокращения потерь нефтепродуктов можно разделить на пять групп:
- сокращение объема газового пространства. Это достигается в резервуарах с плавающими крышами (рисунок 2.100) и понтонами (рисунок 2.101).
Понтон представляет собой полый диск. В таких резервуарах потери от испарения сокращаются до 90%. В резервуарах с плавающей крышей почти полностью отсутствует газовое пространство, и, таким образом, предотвращаются потери от больших и малых дыханий;
хранение под избыточным давлением в резервуарах, рассчитанных на это;
уменьшение амплитуды колебаний температуры газового пространства резервуара (тепловая изоляция, охлаждение водой в летнее время и подземное хранение);
Рисунок 2.100 - Резервуар с плавающей крышей
Рисунок 2.101 - Резервуар с понтоном
улавливание паров, уходящих из резервуара. Наибольшее распространение получила газоуравнительная система (рисунок 2.102), представляющая собой сеть газопроводов, соединяющих через огневые предохранители газовые пространства резервуаров между собой.
Рисунок 2.102 - Газоуравнительная система
2.31.2 Системы слива и налива сырья и товарных продуктов
Нефть на НПЗ подают в железнодорожных цистернах маршрутами, грузоподъемность которых определяется путевым развитием и пропускной способностью сети железных дорог. Для перевозки нефти используются цистерны различных типов - четырех-, шести- и восьмиосные. От соотношения в маршруте цистерн разных типов зависит длина маршрута. Длина маршрута достигает 720 м, а грузоподъемность - 3900 т.
Перевалка жидких продуктов осуществляется с помощью специального оборудования - установок слива/налива. На вновь строящихся НПЗ проектируют для приема нефти двухсторонние сливные эстакады длиной 360 м, вдоль которых устанавливают состав после его расцепки на две части. С целью более полного использования территории и уменьшения капитальных и эксплуатационных затрат практикуется оснащение железнодорожных эстакад устройствами для слива нефти и налива нефтепродуктов - мазута или дизельного топлива. На рисунке 2.103 изображена комбинированная двухсторонняя железнодорожная эстакада для слива нефти и налива темных нефтепродуктов.
Рисунок 2.103 - Комбинированная двухсторонняя железнодорожная эстакада для слива нефти и налива темных нефтепродуктов:
1 - наливной стояк; 2 - установка нижнего слива нефти; 3 - коллектор слива нефти; 4 - коллекторы темных нефтепродуктов
Цистерны для перевозки нефти оснащены нижними сливными патрубками, к которым подводят и герметично присоединяют установку для нижнего слива (налива), представляющую собой систему шарнирно сочлененных труб.
Из сливной установки нефть поступает в сливной трубопровод. Ранее сливным трубопроводом нефть передавалась в резервуары, расположенные ниже отметки рельса ("нулевые" резервуары).
Практика показала, что в сооружении "нулевых" резервуаров и заглубленных насосных нет необходимости. Следует предусматривать поступление нефти от сливных приборов к насосам, расположенным на поверхности земли через сливную буферную емкость вместимостью 100-200 м. Однако при этом особое внимание необходимо уделять расчету гидравлических сопротивлений сливного трубопровода, учитывать всасывающую способность сырьевого насоса.
В зимнее время для разогрева нефти в цистернах предусматривают паровые гидромеханические подогреватели, электрогрелки, погружные змеевиковые подогреватели, а также системы циркуляционного разогрева, сущность работы которых заключается в том, что холодный продукт, забираемый из цистерны, подогревается в специальном теплообменнике и в горячем состоянии возвращается в цистерну. Учитывая недостаточную эффективность вышеупомянутых способов непрямого разогрева, в проектах следует также предусматривать подачу в цистерны острого пара.
Для сокращения выделений углеводородов в атмосферу при наливных операциях железнодорожные и автомобильные эстакады оснащают системами герметизации. В состав товарно-сырьевых цехов включают железнодорожные эстакады тактового налива в комплекте с установкой рекуперации паров. Наливные эстакады галерейного типа дооборудуют стояками с герметизирующими крышками и вентиляторами для подачи газовоздушной смеси на установку рекуперации паров, проектируют также сами установки рекуперации паров.
2.31.3 Технология пропарки и подготовки цистерн
Для подготовки цистерн под налив и ремонта цистерн предназначены промывочно-пропарочные станции (ППС), которые проектируют в составе НПЗ и НХЗ.
На ППС предусматривается проведение следующих операций: удаление остатка светлых нефтепродуктов; пропарка котлов цистерн с одновременным сливом остатков темных нефтепродуктов; промывка горячей водой внутренних стенок котлов цистерн; удаление промывочных вод с помощью вакуумных установок; дегазация котлов цистерн вентиляционной установкой; обезвоживание слитых остатков темных нефтепродуктов; очистка сточных вод.
Пропарка производится паром под давлением 0,5-0,6 МПа.
Промывка котлов цистерн производится горячей водой при температуре 70-90°С и давлением 12-16 МПа механическими приборами ММПУ-25.
Для промывки цистерн используется замкнутый цикл водопотребления. При обработке цистерн на эстакадах промывочная вода вместе с нефтеостатками сливается через нижний сливной прибор в лотки. Из лотков смесь воды с нефтеостатками поступает в резервуары для обезвоживания. Затем отстоявшаяся вода перекачивается в нефтеловушку, где происходит окончательная очистка воды. Очищенная вода повторно подается на эстакады для промывки цистерн.
3 Текущие уровни эмиссии в окружающую среду
Этот раздел содержит данные о текущих выбросах и уровнях потребления на существующих установках на момент написания данного документа (2016). Представленная информация позволяет оценить уровень воздействий на окружающую среду, что позволит использовать полученную информацию в процессе получения комплексных разрешений на природопользование.
Этот раздел дает общее представление об основных воздействиях на окружающую среду как российских нефтеперерабатывающих заводов, так и отдельных процессов и установок.
3.1 Текущие выбросы и уровни потребления нефтеперерабатывающих заводов в целом
Нефтеперерабатывающие заводы являются промышленными объектами, которые оперируют огромными количествами сырья и продуктов, а также являются интенсивными потребителями энергии и воды.
Хотя основным сырьем на НПЗ является сырая нефть, в процессах используют и генерируют большое число химических веществ, некоторые из которых выводятся с объектов в виде выбросов в атмосферу, сточных вод или отходов. Производимые загрязняющие вещества обычно включают аммиак (), диоксид углерода (), окись углерода (CO), сероводород (), металлы, оксиды азота (), твердые частицы, отработанные кислоты (например, HF, ), оксиды серы (), летучие органические соединения (ЛОС) и многочисленные другие органические соединения.
Таблица 3.1 показывает отчет процессов НПЗ по состоянию окружающей среды и приводит итог воздействия на различные среды от различных видов деятельности на НПЗ.
Таблица 3.1
|
Процесс/установка |
Виды экологических воздействий |
||||||
|
Воздух |
Сточные воды |
Отходы |
Потребление материалов и энергии |
Потери тепла |
Шум |
Безопасность |
|
|
Основные процессы |
|||||||
|
Доставка |
- |
- |
- |
- |
- |
0 |
X |
|
Загрузка |
X |
- |
- |
- |
- |
X |
X |
|
Хранение |
X |
0 |
X |
0 |
0 |
- |
X |
|
Технологические печи |
X |
- |
0 |
X |
X |
X |
X |
|
Процессы разделения |
|||||||
|
Установка атмосферной дистилляции сырой нефти |
X |
X |
0 |
X |
X |
0 |
X |
|
Установка вакуумной дистилляции |
X |
X |
0 |
X |
X |
0 |
X |
|
Установка разделения газа |
X |
0 |
0 |
0 |
0 |
0 |
X |
|
Процессы конверсии |
|||||||
|
Термокрекинг, висбрекинг |
X |
X |
0 |
X |
X |
0 |
X |
|
Замедленное коксование |
X |
X |
X |
X |
X |
X |
X |
|
Каталитический крекинг |
X |
X |
X |
X |
X |
0 |
X |
|
Гидрокрекинг |
X |
X |
X |
X |
X |
0 |
X |
|
Окисление битума |
X |
X |
X |
X |
X |
0 |
X |
|
Риформинг |
X |
X |
X |
X |
X |
0 |
X |
|
Изомеризация |
X |
X |
X |
X |
X |
0 |
X |
|
Производство МТБЭ |
X |
X |
X |
X |
0 |
0 |
X |
|
Алкилирование |
X |
0 |
X |
X |
0 |
0 |
X |
|
Процессы переработки |
|||||||
|
Гидродесульфуризация |
X |
X |
X |
X |
X |
0 |
X |
|
Десульфуризация |
X |
X |
X |
X |
0 |
0 |
X |
|
Промывка газа |
X |
0 |
X |
X |
0 |
0 |
X |
|
Производство смазочного масла |
X |
X |
X |
X |
0 |
0 |
X |
|
Экстракция |
|||||||
|
- с растворителями |
X |
0 |
0 |
X |
0 |
0 |
X |
|
- с молекулярными ситами |
X |
- |
X |
X |
0 |
- |
X |
|
Другие процессы |
|||||||
|
Установка производства серы |
X |
X |
0 |
0 |
0 |
0 |
X |
|
Факельная система |
X |
X |
0 |
0 |
0 |
X |
X |
|
Градирня |
X |
X |
0 |
0 |
0 |
0 |
0 |
|
Очистка сточных вод |
X |
X |
X |
X |
0 |
- |
0 |
|
Установки смешивания |
X |
X |
0 |
0 |
0 |
- |
X |
|
Извлечение отходящих газов (установка восстановления отработанного газа) |
X |
X |
X |
0 |
0 |
0 |
X |
|
Примечание: X - высокое воздействие; 0 - небольшое воздействие; - очень малое или отсутствие воздействия |
|||||||
Потребление энергии
Нефтепереработка - одна из наиболее энергоемких отраслей производства. В США, например, нефтепереработка потребляет 28% энергии, в целом потребляемой промышленностью.
Энергия в основном расходуется на процессы подогрева сырья и продукции технологическими установками, а также на производство водяного пара. Для получения энергии исрользуют как внутренние, так и внешние источники топлива в печах, объем которого может достигать до 200 МВт общих затрат тепловой энергии НПЗ. Энергия может быть получена от некоторых процессов, таких, как каталитический крекинг, при выжигании кокса, хотя обычная практика - использовать внешние источники энергии.
Доля потребляемых видов энергоресурсов показана на рисунке 3.1.
Рисунок 3.1 - Распределение видов энергоресурсов по процессам/установкам НПЗ
Потребление природного газа составляет в среднем 48% и до 54% общего потребления в балансе заводов. Из полученных заводских данных можно сделать вывод, что наибольшее использование природного газа достаточно хорошо коррелирует с наилучшими удельными потреблениями энергии.
Вода
Вода главным образом используется:
- на НПЗ для производства водорода и для производства водяного пара, для участия в процессах дистилляции или крекинга углеводородов, для промывки, очистки, быстрого охлаждения или отгонки (паром). Установки деминерализации воды, используемые для производства водорода и в энергетических целях, являются самыми большими потребителями воды и основным источником сточных вод на НПЗ (за исключением заводов базовых масел);
- в операциях очистки;
- для парогенерации в котлах;
- и для систем охлаждения.
При контакте с углеводородами вода загрязняется и должна проходить очистку на очистных сооружениях. Количество используемой воды в первую очередь зависит от типа НПЗ и в особенности от используемых систем охлаждения: закрытой или открытой (прямоточный). Наибольшая часть воды на НПЗ (более чем 50% в среднем) используется для охлаждения (рис.3.2).
Рисунок 3.2 - Удельное потребление воды, разделенное по отдельным нефтеперерабатывающим заводам
Выбросы в атмосферу
Основными выбросами в атмосферу с НПЗ являются , , , углеводороды предельные, алканы С12-С19, бензол, ксилол, летучие органические соединения и твердые частицы (пыль, сажа и присоединенные тяжелые металлы (главным образом V и Ni)). Однако нужно учитывать шум, запах, , , CO, , бензин, толуол, диоксины, HF и HCI, которые также загрязняют воздух. Перечисленные загрязнители обычно попадают в атмосферу из таких источников, как дымовые трубы технологических печей и котлов, регенераторов (FCC), отдельных устройств, таких, как клапаны и уплотнения насоса, емкостное оборудование, резервуары и, в меньшей степени, от факелов и дымовых труб установок сжигания отходов и некондиционных жидкостей.
Выбросы диоксида углерода
Главными источниками выбросов являются технологические печи, котлы, газовые турбины, регенераторы установки FCC, факельные системы и установки сжигания. Выбросы от каждого из НПЗ зависят от сложности производства и варьируются от 0,2 до 5,5 млн. т в год.
Выбросы оксидов азота
Термин по определению относится только к NO (оксид азота) и (диоксид азота). также может присутствовать в дымовых газах из установок FCC и некоторых системах селективного каталитического восстановления. В большинстве процессов горения NO вносит вклад более 90% от общего . Однако, так как он быстро окисляется в атмосфере до , выбросы NO обычно пересчитывают в суммарном количестве как .
Главными источниками загрязнения являются процессы горения, т.е. технологические печи и котлы и газовые турбины, установка Клауса, регенераторы FCC и, в меньшей степени, установки дожига отходящих газов и факельные системы.
В случае НПЗ без установки FCC главный вклад в выбросы , очевидно, вносят печи и котлы, на которые приходится чаще всего около 60-90% выбросов. Газовые турбины и установки Клауса, если они работают на НПЗ, отвечают за значительную часть (30-50%) выбросов и связаны с самыми высокими удельными выбросами на уровне завода. Установки Клауса и факельные системы обычно составляют менее чем 5-10% в выбросах .
В тех случаях, когда установка FCC эксплуатируется на НПЗ, то печи и котлы генерируют 50-80% от заводских выбросов, а сама FCC составляет только 15-25% из них. Установка коксования может также давать весьма значительный вклад (свыше 40%) в суммарную величину выбросов оксидов азота.
Выбросы нефтеперерабатывающих заводов зависят от типа топлива, содержания азота или водорода, дизайна оборудования сжигания и условий эксплуатации. В частном случае регенератора FCC, дымовой газ, в основном являются не термическим , произведенным смешением азота, содержащего воздух при высокой температуре сгорания, а напрямую связаны с содержанием азота в исходном сырье. Соответственно, могут быть значительные различия в уровнях выбросов между заводами и даже между различными устройствами сжигания на одном заводе в различное время.
Выбросы твердых частиц
Основными источниками выбросов твердых частиц являются технологические печи/котлы, регенераторы установок каталитического крекинга, установки коксования, установки сжигания отходов, коксоудаление и продувка печей и факела. Как показали статистические данные, диапазон выбросов на большинстве НПЗ составляет приблизительно 20-700 тонн твердых частиц, выброшенных за год, которые соответствуют удельному диапазону выбросов 4-75 тонн твердых частиц на миллион тонн переработанной сырой нефти. Более низкие значения выбросов могут быть достигнуты на НПЗ, если в качестве топлива используют газ или когда установлены эффективные устройства пылеулавливания (электро- или рукавные фильтры).
Опасность твердых частиц в выбросах обусловлена содержанием в них тяжелых металлов и адсорбированных полиароматических соединений. Основными тяжелыми металлами в твердых частичках выбросов являются мышьяк, ртуть, никель и ванадий. Никель и ванадий концентрируются в тяжелых остатках в процессах дистилляции и удаляются с твердыми частицами на электро- или тканевых фильтрах после сгорания в печах или после термической регенерации катализатора.
Выбросы оксидов серы
Вся сырая нефть содержит серные соединения, поэтому выбросы оксидов серы в атмосферу уже давно являются проблемой для НПЗ. При сжигании не- или частично десульфурированного заводского топлива и будут присутствовать в выбросах. Существует стехиометрическое
соотношение между содержанием серы в топливе, расходом топлива и расходом выбрасываемых в атмосферу оксидов серы.
Распределение выбросов оксидов серы может варьироваться между установками FCC, Клауса, установками гидроочистки и зависеть от эксплуатационных режимов печей и котла.
Основными источниками выбросов являются технологические печи/котлы, установки производства серы, регенераторы FCC, факельная система, системы очистки сточных вод и установки сжигания отходящих газов, операции удаления кокса и прокалки кокса.
Таблица 3.2 - Распределение выбросов по установкам как среднее значение
|
Источники |
Процент потребления серы заводом |
Примерный процент заводских выбросов |
|
Топливо, сгораемое в печах/котлах |
1,8% |
48% |
|
Установки FCC |
0,4% |
11% |
|
Установки производства серы |
0,6% |
16% |
|
Факелы |
0,7% |
20% |
|
Прочее |
0,2% |
5% |
|
Итого: |
3,7% |
100% |
Основная доля выбросов оксидов серы приходится на печи и котлы. Для НПЗ, работающих с FCC, эта установка генерирует 15-30% заводских выбросов . К другим источникам выбросов (около 5%) можно отнести следующие процессы:
-
а) сжигания отходов очистки сточных вод и/или технологических неконденсируемых отходящих газов;
-
б) установки коксования;
-
в) факелы.
Выбросы летучих органических соединений
Летучие органические соединения (ЛОС) - общий термин, применяемый ко всем соединениям, содержащим органический углерод, который испаряется при температуре окружающей среды, и вносящим вклад в формирование неприятного запаха, "фотохимического смога" и, при достаточной солнечной радиации, тропосферного озона. Потери ЛОС могут быть посчитаны различными способами, основанными на коэффициентах выбросов или измеренными непосредственно.
Основными источниками ЛОС на НПЗ являются неорганизованные выбросы из систем запорной арматуры трубопроводов, систем очистки сточных вод, резервуаров (дыхание резервуара), систем слива-налива нефти и нефтепродуктов, других хранилищ, систем подачи и продувки. Источники неорганизованных выбросов ЛОС, такие, как уплотнения от насосов, компрессоров, клапанов и фланцев, и утечки из оборудования могут внести значительный вклад в общие выбросы ЛОС.
Самые высокие удельные выбросы ЛОС на уровне завода в основном обусловлены неорганизованными выбросами (утечки из установок и труб) и выбросами при хранении нефти и нефтепродуктов.
Неорганизованные выбросы из технологического оборудования являются одним из наибольших единичных источников, выброшенных в атмосферу ЛОС с нефтеперерабатывающего завода, и могут составлять 50% общих выбросов. Неорганизованные выбросы включают выбросы, происходящие из устройств, таких, как клапаны, уплотнения насоса и компрессора, фланцы, выпускные отверстия и сквозные отверстия. Рассматриваемые клапаны составляют приблизительно 50-60% неорганизованных выбросов.
Другие выбросы в воздух
Другими загрязняющими веществами являются моноокись углерода (технологические печи/котлы, газовые турбины, регенераторы каталитического крекинга, факельная система, установки сжигания, холодные вытяжные трубы), метан (хранение и техническое обслуживание (загрузка), холодные вентиляционные трубы и утечки) и газы из противопожарного оборудования. , , , диоксины и HF также вносят вклад в выбросы в атмосферу НПЗ.
Запахи на НПЗ в основном создаются соединениями серы, такими, как H2S, меркаптанами, но также некоторыми углеводородами (например, ароматическими веществами). Основными источниками запаха на нефтеперерабатывающих заводах являются хранилища (например, нефти с высоким содержанием серы), битумное производство, деминерализатор, канализационные трубы, напорная флотация и биоочистка и факельное сжигание.
Таблица 3.3 - Удельный выброс в воздух различных токсичных веществ от нефтеперерабатывающих заводов
|
Вещество |
Удельный выброс, т/т сырья |
|
Оксид углерода |
1,5·10 |
|
Углерод (Сажа) |
2·10 |
|
Аммиак |
2,5·10 |
|
Сероводород |
4·10 |
|
Серы диоксид |
2·10 |
|
Азота диоксид |
3·10 |
|
Азота оксид |
2·10 |
|
Метан |
2·10 |
|
Углеводороды предельные С1-С5 (исключая метан) |
5·10 |
|
Углеводороды предельные С6-С10 |
3·10 |
|
Углеводороды предельные С12-С19 |
7·10 |
 - 0,04
- 0,04 - 0,095
- 0,095 - 0,035
- 0,035Сточные воды
Сточные воды содержат охлаждающую воду, технологическую воду, воду от бытового использования и ливневые воды. Количество сточных вод генерируется, а их характеристики зависят от технологической конфигурации НПЗ. Характеристики могут меняться с течением времени и могут изменяться от одного объекта к другому, в зависимости от сложностей НПЗ, изменений исходного сырья, интеграции с нефтехимическими комплексами и т.д.
Сточные воды обычно очищаются на локальных и централизованных системах очистки сточных вод и затем выпускаются в водные источники. Вода и потоки продувки из нефтеперерабатывающих установок могут стать загрязненными растворенными газами, растворенными и эмульгированными углеводородами и взвешенными частицами. Почти все процессы НПЗ потребляют пар для интенсификации процессов дистилляции и разделения. Это приводит к образованию кислых потоков воды (конденсатов), которые содержат аммиак, сероводород и углеводороды. Эти воды должны быть очищены перед канализированием или повторным использованием в качестве промывочной воды.
В зависимости от преобладающего климата ливневые и дождевые воды могут также образовывать на НПЗ значительные потоки, которые необходимо очищать. Дождевая вода также может приходить в контакт с возможными поверхностями, загрязненными нефтепродуктами ("поверхностные сточные воды"). Кроме того, коммунальные сточные воды, сбросы из охлаждающих систем и пожарная вода являются источниками загрязненных вод, которые необходимо контролировать и направлять либо на очистку, прямой сброс и/или возможное повторное использование.
Основными показателями загрязненности сточных вод являются: pH, общее число взвешенных частиц (ОВЧ), общее содержание органического углерода (ТОС), общее количество азота и различных его форм (органический  , аммонийный
, аммонийный  , или Кьельдаля, нитрит , и нитрат
, или Кьельдаля, нитрит , и нитрат  ), общее количество фосфористых соединений, ХПК (химическое потребление кислорода), БПК (биохимическая потребность в кислороде, , , углеводороды, ароматические вещества (ВТЕХ), фенолы, соли, абсорбированные органически связанные галогены (АОХ), меркаптаны, цианиды, МТБЭ и ЭТБЭ, фториды, полициклические ароматические углеводороды (ПАУ), тяжелые металлы, температура, электропроводность, бактерии и токсичность для водных организмов, нефтепродукты, сульфиды, ПАВ и др. На основе собранных данных в среднем 2-15 м используется (технические сточные воды, охлаждающая вода и вода коммунальных стоков) на тонну сырья. Это значение сильно зависит от типа используемой на объекте охлаждающей системы. Вода из процессов составляет около 0,01-3,5 м/т сырья.
), общее количество фосфористых соединений, ХПК (химическое потребление кислорода), БПК (биохимическая потребность в кислороде, , , углеводороды, ароматические вещества (ВТЕХ), фенолы, соли, абсорбированные органически связанные галогены (АОХ), меркаптаны, цианиды, МТБЭ и ЭТБЭ, фториды, полициклические ароматические углеводороды (ПАУ), тяжелые металлы, температура, электропроводность, бактерии и токсичность для водных организмов, нефтепродукты, сульфиды, ПАВ и др. На основе собранных данных в среднем 2-15 м используется (технические сточные воды, охлаждающая вода и вода коммунальных стоков) на тонну сырья. Это значение сильно зависит от типа используемой на объекте охлаждающей системы. Вода из процессов составляет около 0,01-3,5 м/т сырья.
Таблица 3.4 - Характерные концентрации загрязняющих веществ в сточных водах НПЗ до очистки
|
Источник |
Углеводороды |
|
|
Фенолы |
БПК ХПК ТОС |
CN- |
BB |
|
Установки дистилляции |
XX |
XX |
XX |
X |
XX |
- |
XX |
|
Гидроочистка |
XX |
XX(X) |
XX(X) |
- |
X(X) |
- |
- |
|
Установка висбрекинга |
XX |
XX |
XX |
XX |
XX |
X |
X |
|
Каталитический крекинг |
XX |
XXX |
XXX |
XX |
XX |
X |
X |
|
Гидрокрекинг |
XX |
XXX |
XXX |
- |
X |
- |
- |
|
Смазочное масло |
XX |
X |
X |
- |
XX |
- |
- |
|
Отработанная щелочь |
XX |
XX |
- |
XXX |
XXX |
X |
X |
|
Балластная вода |
X |
- |
- |
X |
X |
X |
X |
|
Коммуникации |
-(x) |
- |
- |
- |
X |
- |
- |
|
(Дождевые) |
|||||||
|
Санитарные/Бытовые |
- |
- |
X |
- |
X |
- |
XX |
|
Расшифровка: Х=<50 мг/л ХХ=50-500 мг/л ХХХ=>500 мг/л Источник: [The BREF 'Refining of Mineral Oil and Gas'] |
|||||||
3.2 ЭЛОУ
Количество неорганических примесей в сырой нефти сильно зависит от месторождения и от процессов транспортировки сырой нефти от скважины до НПЗ.
Вода, используемая в деминерализации нефти, часто представляет собой неочищенную или частично очищенную воду из других технологических водных источников НПЗ.
Выбросы в воздух
В процессах деминерализации происходят не самые большие в рамках НПЗ выбросы в воздух. Выбросы в воздух от процесса нагревания нефти в печах управляемы, однако могут происходить и неорганизованные выбросы углеводородов.
Образующиеся отходы
Количество образованного шлама деминерализатора зависит от содержания твердых веществ в нефти, эффективности разделения и применяемого режима удаления шлама и частоты. Обычно очистку деминерализатора проводят дважды в год, извлекая 60-1500 т/год нефтяного шлама, зависящего от производительности и эффективности процесса сепарации твердых частиц. Образовавшийся шлам может содержать продукты коррозии, глину, песок, воду (5-10%), эмульгированную нефть и АСПО (20-50% масс.).
Сточные воды
В процессе используется 30-100 л/т технологических вод. Процесс деминерализации генерирует нефтяной шлам и высокотемпературный поток соленой сточной воды (наиболее загрязненной из процессов НПЗ), который обычно направляют на очистку сточных вод. Образовавшиеся сточные воды являются высоко загрязненными.
Далее приведены данные установок ЭЛОУ, полученные по результатам анкетирования российских НПЗ (таблицы 3.5-3.20).
3.2.1 ЭЛОУ одноступенчатая
Таблица 3.5 - Выбросы установки ЭЛОУ одноступенчатой
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
|
Формальдегид |
123 |
0,0003 |
|
Сероводород |
40 |
0,0072 |
|
Спирт метиловый |
105 |
0,02 |
|
Триэтилами* |
149 |
0,0275 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,097 |
|
Метилбензол (толуол) |
70 |
0,195 |
|
Бензол |
67 |
0,258 |
|
Углеводороды предельные С12-С19 |
58 |
2,68 |
|
Углеводороды предельные С6-С10 |
57 |
19,54 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
52,2 |
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.6 - Физические воздействия, производимые установкой ЭЛОУ одноступенчатой
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Насосное, компрессорное оборудование |
дБА |
91,2 |
Нет |
Таблица 3.7 - Материальные ресурсы установки ЭЛОУ одноступенчатой
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Деэмульгаторы Кемеликс, Геркулес 1603 |
Реагенты |
кг |
925 |
973 |
|
Гидроксид натрия |
Реагенты |
г/т сырья |
5,2 |
6 |
Таблица 3.8 - Отходы установки ЭЛОУ одноступенчатой
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел индустриальных |
Замена масла индустриального |
4 06130 01313 |
3 |
0,02 |
Переработка |
Таблица 3.9 - Сточные воды установки ЭЛОУ одноступенчатой
|
Наименование загрязняющего вещества сбросов |
Код загрязняющего вещества по 1316 (II - для водных объектов)/ порядковый номер |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загряз- |
Минималь- |
Макси- |
Средняя концен- |
|
Нефтепродукты (нефть) |
74 |
Да |
0,086 |
0,38 |
598 |
22,9 |
3.2.2 ЭЛОУ двухступенчатая
Таблица 3.10 - Потребление энергетических ресурсов установки ЭЛОУ двухступенчатой
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
0,86 |
8,15 |
|
Потребление пара |
Гкал/т |
0,00017 |
0,02 |
|
Охлаждающая вода |
куб.м/т |
0,05 |
0,18 |
|
Теплофикационная вода |
т.у.т./т |
0,000012 |
0,000013 |
|
Оборотная вода |
т.у.т./т |
7,6 10 |
7,6 10 |

Таблица 3.11 - Выбросы установки ЭЛОУ двухступенчатой
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Летучие органические соединения |
доп.162 |
2,283 |
0,074 |
0,074 |
0,074 |
|
Метан |
33 |
0,029-6,33 |
0,067 |
1,46 |
0,76 |
|
Сероводород |
40 |
0,0002-0,05 |
0,000009 |
0,003 |
0,0015 |
|
Углеводороды предельные С12-С19 |
58 |
0,014 |
0,004 |
0,004 |
0,004 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
2,52-74,41 |
0,087 |
2,36 |
1,22 |
|
Углеводороды предельные С6-С10 |
57 |
0,054-32,296 |
0,0021 |
1,02 |
0,51 |
|
Углерода оксид |
46 |
0,003 |
0,00009 |
0,00009 |
0,00009 |
Таблица 3.12 - Физические воздействия, производимые установкой ЭЛОУ двухступенчатой
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
|
Шум |
Технологическое оборудование |
дБа |
70-84 |
|
Шум |
Насосно-компрессорное, вентиляционное оборудование, аппараты воздушного охлаждения, печное оборудование, электрооборудование |
дБ |
60-96 |
|
Вибрация |
Технологическое оборудование |
дБ |
74 |
|
Вибрация |
Насосно-компрессорное, вентиляционное оборудование, аппараты воздушного охлаждения, печное оборудование, электрооборудование, транспортное средство |
дБ |
97-100 |
|
Тепловое воздействие |
технологическое оборудование |
Вт/м |
125 |
|
Тепловое воздействие |
факторы среды, технологическое оборудование |
°С |
27 |
Таблица 3.13 - Материальные ресурсы установки ЭЛОУ двухступенчатой
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Деэмульгатор |
Реагенты |
та |
0,77 |
18,77 |
|
ФЛЭК-Д |
реагент |
кг |
11894,7 |
15168,5 |
|
Св/вода |
материал |
м |
72436,6 |
72436,6 |
|
Нефть сырая |
Материалы |
т |
2580000 |
4300000 |
|
Dissolvan 3359 |
Реагенты |
кг/т сырой нефти |
0,0006 |
0,0025 |
|
Геркулес 1017 |
Реагенты |
кг/т сырой нефти |
0,00013 |
0,002 |
|
EMBREAK 2W655 |
Реагенты |
кг/т сырой нефти |
0,0007 |
0,005 |
|
СН 2439 |
Реагенты |
кг/т сырой нефти |
0,00035 |
0,00035 |
|
Гидроксид натрия |
Реагенты |
г/т сырья |
0,9 |
4,8 |
Таблица 3.14 - Отходы установки ЭЛОУ двухступенчатой
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104033 |
3 |
4,5-12 |
Переработка или передача на утилизацию другой организации |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
5 |
Переработка |
Таблица 3.15 - Сточные воды установки ЭЛОУ двухступенчатой
|
Наименование загрязняющего вещества сбросов |
Код загрязняющего вещества по 1316 (II - для водных объектов)/ порядковый номер |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп.170 |
Да |
- |
7,1 |
8,3 |
7,7 |
|
Алюминий |
2 |
Да |
5,7 |
0,11 |
1,8 |
0,96 |
|
Аммоний-ион |
5 |
Да |
0,26-965,03 |
0,7 |
245 |
122,85 |
|
АСПАВ (анионные синтетические поверхностно- |
92 |
Да |
8,6 |
0,37 |
1,88 |
1,13 |
|
Железо |
47 |
Да |
19,6 |
0,4 |
6,2 |
3,3 |
|
Марганец |
62 |
Да |
3,45 |
0,19 |
0,56 |
0,38 |
|
Медь |
63 |
Да |
0,037 |
0,04 |
0,04 |
0,04 |
|
Нефтепродукты (нефть) |
74 |
Да |
24,7-74,01 |
0,06 |
150 |
75,03 |
|
Стронций |
97 |
Да |
3,6 |
0,2 |
0,5 |
0,35 |
|
Сульфат-анион (сульфаты) |
98 |
Да |
6301,7 |
305 |
992 |
649 |
|
Сульфиды |
99 |
Да |
- |
0,08 |
1,9 |
1 |
|
Фенол, гидроксибензол |
119 |
Да |
0,2-0,25 |
0,001 |
1,4 |
0,7 |
|
Хлорид-анион (хлориды) |
129 |
Да |
157,2-274,5 |
190,2 |
261,1 |
225,7 |
|
Цинк |
135 |
Да |
- |
0,05 |
0,4 |
0,23 |
|
ХПК |
168 |
Да |
- |
104 |
332 |
218 |
3.2.3 ЭЛОУ трехступенчатая
Таблица 3.16 - Потребление энергетических ресурсов установки ЭЛОУ трехступенчатой
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
0,85 |
2,7 |
|
Потребление пара |
Гкал/т |
0,00004 |
0,0016 |
|
Теплофикационная вода |
т.у.т./т |
0,00002 |
0,25 |
Таблица 3.17 - Выбросы установки ЭЛОУ трехступенчатой
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Амилены (смесь изомеров) |
60 |
1,62 |
0,13 |
0,054 |
0,054 |
|
Бензол |
67 |
0,25 |
0,023 |
0,009 |
0,009 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп.193 |
0,02 |
0,001 |
0,0006 |
0,0006 |
|
Сероводород |
40 |
0,0007 |
0,07 |
0,00002 |
0,00002 |
|
Углеводороды предельные С12-С19 |
58 |
4,9 |
0,23 |
0,16 |
0,16 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,94-76,1 |
0,13 |
8,8 |
4,5 |
|
Углеводороды предельные С6-С10 |
57 |
3,3-37,6 |
0,1 |
3,3 |
1,7 |
Таблица 3.18 - Физические воздействия, производимые установкой ЭЛОУ трехступенчатой
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
26,9 |
Нет |
Таблица 3.19 - Материальные ресурсы установки ЭЛОУ трехступенчатой
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Деэмульгатор |
Реагенты |
тонна |
0,432 |
12,1 |
|
Натр едкий, 100% |
Реагенты |
кг |
37721 |
37721 |
|
Declea (OR-1626) |
Реагенты |
кг |
3595 |
3595 |
Таблица 3.20 - Отходы установки ЭЛОУ трехступенчатой
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104033 |
3 |
4,43475 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел индустриальных |
Отработанное масло насосов |
40613001313 |
3 |
0,121 |
Вторичное использование |
3.3 Установка атмосферной перегонки нефтяного сырья (нефти, газового конденсата, их смесей)
Несмотря на высокий уровень тепловой интеграции и регенерации тепла, которая обычно применяется, установки дистилляции нефти являются одними из наиболее энергозатратных установок НПЗ, так как общий объем обрабатываемой сырой нефти должен быть нагрет до высокой температуры процесса - 350°С. Атмосферная и вакуумная дистилляция составляет 35-40% общего расхода энергии, следующая по потреблению энергии гидроочистка - приблизительно 18-20%.
Выбросы в воздух
Потенциальные выбросы в воздух происходят от:
Отходящих от печей газов, продуктов сжигания топлив в печах для нагрева сырой нефти;
Клапанов понижения давления в верхних частях колонны;
Плохой изоляции верха колонн, включая барометрические конденсаторы;
Уплотнений на насосах, компрессорах и клапанах;
Отводов процесса декоксования из технологических печей;
Некоторых легких газов из конденсаторов на колонне вакуумной дистилляции. Если в вакуумной дистилляции используются барометрические конденсаторы, образуются значительные количества нефтезагрязненной сточной воды. Нефтезагрязненная сточная вода также образуется в ректификационной колонне. Выбросы неконденсированных соединений, содержащие углеводороды и , из установленных конденсаторов вакуумного эжектора составляют 50-200 кг/час, в зависимости от конструкции оборудования, типа нефти и производительности;
Неорганизованных выбросов от установок атмосферной и вакуумной дистилляции, составляющих 5-190 т/год для НПЗ с производительностью 8,7 млн т/год.
Технологические сточные воды
Технологические сточные воды, образующиеся в установках атмосферной дистилляции, составляют 0,08-0,75 м на тонну переработанной сырой нефти. Они содержат нефть, , взвешенные частицы, хлориды, меркаптаны, фенол, повышенный рН, аммоний и каустическую соду, используемую в защите от коррозии верхней части колонны. Сточная вода образуется в верхних частях конденсаторов, в ректификационной колонне. Рефлюксная емкость (конденсатор осушки газойля) производит 0,5% воды на нефть +1,5% пара на сырье с содержанием 10-200 мг/л и 10-300 мг/л. Сульфидсодержащая вода обычно отправляется на отпарку.
Сточные сульфидсодержащие воды образуются в установках вакуумной дистилляции от нагнетания технологического пара в печи и вакуумную колонну. Они содержат , и растворенные углеводороды.
Образующиеся отходы
Шламы могут образовываться при очистке колонн. Количество зависит от режима удаления загрязнений и содержания твердых частиц и воды в переработанной нефти. Диапазон образования твердых отходов от установки нефти мощностью 8,7 млн т/год, варьируется от 6,3 до 20 т/год.
Основные виды загрязнений окружающей среды от установок дистилляции перечислены далее.
3.3.1 Установка АТ без отбензинивающей колонны
Данные по основным видам загрязнений, выбросам, отходам, физическим воздействиям и потреблению энергии на установке АТ без отбензинивающей колонны представлены в таблицах 3.21-3.27.
Таблица 3.21 - Основные виды загрязнений на установке одноколонной АТ
|
Вид загрязнения |
Краткая характеристика |
|
Выбросы в атмосферу |
Источниками выбросов загрязняющих веществ в атмосферу при нормальной работе установки являются: - дымовые трубы печей; - неплотности оборудования, фланцев, арматуры, пробоотборных устройств. |
|
Шумовое воздействие |
Источниками акустического воздействия являются: - печное оборудование; - насосное оборудование; - аппараты воздушного охлаждения. |
|
Водные стоки |
Производственные стоки, дождевые стоки с застроенной территории, содержащие нефтепродукты и химические реагенты, направляются на очистные сооружения. |
|
Отходы |
- коксовые массы отработанные, загрязненные минеральными маслами (удаляются паровоздушным выжигом кокса из змеевиков печей); - шлам очистки трубопроводов и емкостей от нефти; - отработанные масла, ртутные лампы, ветоши; - бытовой мусор. Отходы направляются на нейтрализацию и утилизацию на специализированные предприятия. |
Таблица 3.22 - Выбросы установки AT без отбензинивающей колонны
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
0,86-1209,36 |
0,02 |
72,4 |
36,2 |
|
Азота оксид |
2 |
0,14-196,52 |
0,014 |
11,8 |
5,9 |
|
Амилены (смесь изомеров) |
60 |
0,17-12,78 |
0,6 |
0,6 |
0,6 |
|
Аммиак |
4 |
0,47 |
0,03 |
0,03 |
0,03 |
|
Бензапирен |
7 |
2,63·10 |
8·10 |
1,4·10 |
7·10 |
|
Бензин (нефтяной, малосернистый в пересчете на углерод) |
154 |
0,0015-0,0039 |
0,0016 |
0,0065 |
0,004 |
|
Бензол |
67 |
1,32-10,32 |
0,15 |
0,5 |
0,33 |
|
Взвешенные вещества |
12 |
0,002-0,112 |
0,004 |
0,01 |
0,007 |
|
Дижелезо триоксид (железа оксид) |
доп. 192 |
0,003-0,048 |
0,002 |
0,04 |
0,021 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,19-3,67 |
0,05 |
0,17 |
0,1 |
|
Керосин |
156 |
0,056-0,068 |
0,05 |
1,2 |
0,63 |
|
Летучие органические соединения |
доп. 162 |
3,11 |
0,1 |
0,1 |
0,1 |
|
Марганец и его соединения |
31 |
0,000006- |
0,00004 |
0,01 |
0,005 |
|
Метан |
33 |
0,0009-927,8 |
0,00003 |
2309,2 |
1155 |
|
Метилбензол (толуол) |
70 |
0,27-7,542 |
0,009 |
0,6 |
0,3 |
|
Минеральное масло |
157 |
0,47 |
0,05 |
0,05 |
0,05 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп. 193 |
0,16-0,36 |
0,01 |
0,012 |
0,011 |
|
Пыль абразивная (Корунд белый, Монокорунд) |
доп. 194 |
0,0007-0,037 |
0,0013 |
0,04 |
0,021 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
0,000005- |
0,00002 |
0,3 |
0,15 |
|
Сероводород |
40 |
0,000003-2,7 |
0,0000002 |
0,09 |
0,045 |
|
Серы диоксид |
43 |
0,067-322,6 |
0,055 |
11 |
5,5 |
|
Сольвент нафта |
159 |
1,81 |
0,2 |
0,2 |
0,2 |
|
Углеводороды предельные С12-С19 |
58 |
0,0012-52,4 |
0,008 |
4,9 |
2,45 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
2,4-253,7 |
0,15 |
300 |
150 |
|
Углеводороды предельные С6-С10 |
57 |
16,65-76,9 |
0,6 |
300 |
150,3 |
|
Углерод (Сажа) |
доп. 195 |
0,01-239,5 |
0,02 |
640 |
320 |
|
Углерода оксид |
46 |
0,54-2001,3 |
0,04 |
5352,9 |
2676,5 |
|
Формальдегид |
123 |
0,000017- |
0,002 |
0,05 |
0,03 |
|
Фториды газообразные (гидрофторид, кремний тетрафторид) (в пересчете на фтор) |
49 |
0,000012- |
0,00006 |
0,02 |
0,01 |
|
Фториды твердые |
50 |
0,000005- |
0,00002 |
0,2 |
0,1 |
|
Этилбензол (стирол) |
74 |
0,037-0,41 |
0,006 |
0,03 |
0,02 |
|
Этиленгликоль (1,2-этандиол) |
доп.172 |
0,12 |
0,004 |
0,004 |
0,004 |

Таблица 3.23 - Потребление энергетических ресурсов установки АТ без отбензинивающей колонны
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
1,05 |
45,8 |
|
Потребление пара |
Гкал/т |
7·10 |
0,1 |
|
Свежая вода |
куб.м/т |
0,003 |
1,05 |
|
Охлаждающая вода |
куб.м/т |
0,086 |
0,086 |
|
Теплофикационная вода |
т.у.т./т |
0,0001 |
0,0003 |
|
Потребление топлива (всего) |
т.у.т./т |
0,0004 |
0,05 |
|
Потребление топлива (газового) |
т.у.т./т |
0,0004 |
0,05 |
Таблица 3.24 - Физические воздействия, производимые установкой АТ без отбензинивающей колонны
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
87-96; 86-97; 91-96 |
Нет |
|
Вибрация |
Технологическое оборудование |
дБ |
46,1-99 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. снижение времени пребывания. |
|
Вибрация |
Динамическое оборудование, вентиляционные установки, компрессоры |
дБ |
87,8-109 |
Нет |
|
Вибрация |
Насосное оборудование |
дБ |
110-112 |
Нет |
|
Тепловое воздействие |
технологическое оборудование |
°С |
18,4-26,7 |
Демонтаж покрытия и стен здания цеха печей стабилизации конденсата УСК-1 при реконструкции. Реконструкция вентиляции насосной цеха стабилизации конденсата УСК-1. |
|
Шум |
Технологическое оборудование |
дБа |
84-98 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Шум |
Динамическое оборудование, вентиляционные установки, компрессоры, котлы |
дБА |
88,6-111 |
Нет |
|
Шум |
Насосное оборудование |
дБ |
94-104 |
Нет |
Таблица 3.25 - Материальные ресурсы установки АТ без отбензинивающей колонны
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Аммиак технический жидкий 100% ГОСТ 6221-90 |
Реагенты |
т |
0,35 |
35,14 |
|
Натр едкий очищенный 100% ГОСТ 11078-78 |
Реагенты |
т |
112,5 |
112,5 |
|
Присадка к КГС |
Реагенты |
т/год |
9 |
63 |
|
Деэмульгатор "БОРЕЙ" 101 |
Реагенты |
тн |
0,54 |
0,54 |
|
Деэмульгатор Геркулес 1017 марка А |
Реагенты |
тн |
1,08 |
1,08 |
|
Ингибитор "БОРЕЙ" 102 марка А |
Реагенты |
тн |
1,44 |
1,44 |
|
Нейтрализатор Геркулес 54505 марки Б |
Реагенты |
тн |
17,2 |
17,2 |
|
Присадка ЕС1191А (модификатор) |
Реагенты |
тн |
5,8 |
5,8 |
|
Присадка ЕС2134А |
Реагенты |
тн |
5,5 |
5,5 |
|
нейтрализатор Додикор 1830 |
Реагенты |
кг |
521 |
521 |
|
Ингибиторы коррозии Додиген 481, Геркулес 30617 |
Реагенты |
кг |
791 |
7200 |
|
Ингибитор коррозии ТАЛ 25-13 |
Реагенты |
кг |
1096 |
1166 |
|
Нейтрализатор |
Реагенты |
г/т сырья |
1,8 |
12 |
|
Ингибитор коррозии |
Реагенты |
г/т сырья |
1,6 |
13,7 |
Таблица 3.26 - Отходы установки АТ без отбензинивающей колонны
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел |
Эксплуатация и ремонт производственного оборудования Замена масел в ходе обслуживания и ремонта механизмов и узлов оборудования |
40617001313 |
3 |
0,021-3 |
Вторичное использование |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
УСК, ЭЛОУ-АТ |
91120002393 |
3 |
0,07-128,75 |
Передача на утилизацию другой организации |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) |
Парк |
91920102394 |
4 |
0,07-0,2 |
Передача на утилизацию другой организации |
|
Масла компрессорные, трансмиссионные, моторные отработанные |
Техническое обслуживание и ремонт оборудования автотранспорта |
5410021102033 |
3 |
0,04-0,1 |
Передача на утилизацию другой организации |
|
Отходы шлаковые |
Замена теплоизоляции |
3140160101004 |
4 |
5,3 |
Передача на утилизацию другой организации |
|
Остатки и огарки от стальных сварочных электродов |
Сварочные работы |
3512160101995 |
5 |
0,04 |
Передача на утилизацию другой организации |
Таблица 3.27 - Сточные воды установки АТ без отбензинивающей колонны
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
Да |
- |
7,4 |
7,8 |
7,6 |
|
Алюминий |
2 |
Да |
0,00048- |
0,04 |
0,04 |
0,04 |
|
Аммоний-ион |
5 |
Да |
0,0081-0,069 |
0,45 |
0,9 |
0,7 |
|
АСПАВ (анионные синтетические поверхностно- |
92 |
Да |
0,007 |
0,05 |
0,05 |
0,05 |
|
БПК полн. |
165 |
Да |
0,035-0,052 |
1,3 |
4,5 |
2,9 |
|
Взвешенные |
166 |
Да |
0,11-0,17 |
4,4 |
14,4 |
9,4 |
|
Железо |
47 |
Да |
0,009-0,014 |
0,1 |
1,2 |
0,65 |
|
Магний |
61 |
Да |
0,2-0,35 |
15,8 |
23 |
19,4 |
|
Марганец |
62 |
Да |
0,002 |
0,01 |
0,01 |
0,01 |
|
Медь |
63 |
Да |
0,000007- |
0,0006 |
0,001 |
0,0008 |
|
Нефтепродукты (нефть) |
74 |
Да |
0,0004-0,007 |
0,009 |
0,06 |
0,035 |
|
Никель |
75 |
Да |
0,000009- |
0,0005 |
0,01 |
0,0053 |
|
Нитрат-анион |
76 |
Да |
0,017-5,5 |
0,12 |
40 |
20 |
|
Нитрит-анион |
77 |
Да |
0,0006-0,01 |
0,02 |
0,08 |
0,05 |
|
Общие колиформные бактерии |
162 |
Да |
- |
100 |
190 |
145 |
|
Свинец |
88 |
0,001 |
0,006 |
0,006 |
0,006 |
|
|
Сульфат-анион (сульфаты) |
98 |
Да |
0,12-13,8 |
10 |
100 |
55 |
|
Термотолерантные колиформные бактерии |
163 |
Да |
- |
50 |
90 |
70 |
|
Фенол, гидроксибензол |
119 |
Да |
- |
0,001 |
0,001 |
0,001 |
|
Фосфаты (по фосфору) |
121 |
Да |
0,0012-0,02 |
0,02 |
0,17 |
0,095 |
|
Хлорид-анион (хлориды) |
129 |
Да |
1,55-41,4 |
60 |
300 |
180 |
|
Хром шестивалентный |
131 |
Да |
0,003 |
0,02 |
0,02 |
0,02 |
|
Цинк |
135 |
Да |
0,002 |
0,01 |
0,01 |
0,01 |
3.3.2 Установка АТ с отбензинивающей колонной
Данные по основным видам загрязнений, выбросам, отходам, физическим воздействиям и потреблению энергии на установке АТ с отбензинивающей колонной представлены в таблицах 3.28-3.33.
Таблица 3.28 - Выбросы установки АТ с отбензинивающей колонной
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Минимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
3,98-651 |
0,1 |
33,4 |
16,8 |
|
Азота оксид |
2 |
0,65-105,8 |
0,02 |
5,4 |
2,7 |
|
Азотная кислота |
3 |
0,000042 |
0,000003 |
0,000003 |
0,000003 |
|
Амилены (смесь изомеров) |
60 |
0,7 |
0,02 |
0,02 |
0,02 |
|
Бензапирен |
7 |
0,0000002-0,00008 |
0,00000001 |
0,00004 |
0,00002 |
|
Бензин (нефтяной, малосернистый в пересчете на углерод) |
154 |
0,2-2,7 |
0,007 |
0,13 |
0,07 |
|
Бензол |
67 |
0,003-0,13 |
0,00001 |
0,4 |
0,2 |
|
Ванадия пяти оксид |
9 |
5,8 |
0,3 |
0,3 |
0,3 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,002-0,04 |
0,000004 |
0,03 |
0,015 |
|
Диэтаноламин |
доп.182 |
0,003-0,004 |
0,14 |
0,28 |
0,21 |
|
Железа трихлорид (в пересчете на железо) |
21 |
0,002 |
0,0016 |
0,0016 |
0,0016 |
|
Керосин |
156 |
0,5-17,2 |
0,017 |
0,58 |
0,3 |
|
Марганец и его соединения |
31 |
0,0001 |
0,00006 |
0,00006 |
0,00006 |
|
Метан |
33 |
0,1-64,5 |
0,008 |
3,3 |
1,65 |
|
Метилбензол (толуол) |
70 |
0,01-0,085 |
0,00002 |
0,2 |
0,1 |
|
Моноэтаноламин |
доп.181 |
0,04 |
0,0013 |
0,0013 |
0,0013 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп.193 |
0,00016-0,31 |
0,000009 |
0,01 |
0,005 |
|
Пыль абразивная (Корунд белый, Монокорунд) |
доп.194 |
0,0009 |
0,003 |
0,003 |
0,003 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
69,4 |
3,6 |
3,6 |
3,6 |
|
Сероводород |
40 |
0,0003-0,02 |
0,000007 |
0,07 |
0,035 |
|
Серы диоксид |
43 |
0,000006-3977 |
0,000002 |
204,3 |
102,2 |
|
Сольвент нафта |
159 |
0,02-0,23 |
0,35 |
0,53 |
0,44 |
|
Спирт метиловый |
105 |
0,03-11,6 |
0,0009 |
0,045 |
0,023 |
|
Углеводороды предельные С12-С19 |
58 |
0,32-11,6 |
0,01 |
24,6 |
12,3 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
1,25-336,6 |
0,02 |
10,7 |
5,4 |
|
Углеводороды предельные С6-С10 |
57 |
0,2-137,7 |
0,05 |
4,4 |
2,2 |
|
Углерод (Сажа) |
доп.195 |
0,33 |
0,01 |
0,01 |
0,01 |
|
Углерода оксид |
46 |
3,2-847,8 |
0,007 |
44 |
22 |
|
Фториды твердые |
50 |
0,00014 |
0,00005 |
0,00005 |
0,00005 |
|
Хлористый водород |
53 |
0,00012 |
0,000008 |
0,000008 |
0,000008 |
|
Хром (Cr 6+) |
55 |
0,0003 |
0,00014 |
0,00014 |
0,00014 |
|
Этилбензол (стирол) |
74 |
0,001 |
0,012 |
0,012 |
0,012 |
|
Этиленгликоль (1,2-этандиол) |
доп.172 |
0,000094 |
0,02 |
0,02 |
0,02 |
Таблица 3.29 - Потребление энергетических ресурсов установки АТ с отбензинивающей колонной
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
4,68 |
86,8 |
|
Потребление пара |
Гкал/т |
0,00001 |
0,39 |
|
Свежая вода |
куб.м/т |
0,005 |
0,08 |
|
Теплофикационная вода |
т.у.т./т |
0,00004 |
0,014 |
|
Оборотная вода |
т.у.т./т |
3·10 |
0,00036 |
|
Потребление топлива (всего) |
т.у.т./т |
0,00004 |
0,028 |
|
Потребление топлива (жидкого) |
т.у.т./т |
4·10 |
0,026 |
|
Потребление топлива (газового) |
т.у.т./т |
0,00003 |
0,019 |
Таблица 3.30 - Физические воздействия, производимые установкой АТ с отбензинивающей колонной
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
технологическое оборудование |
дБ |
44,0-101,5 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство вибро- |
|
Вибрация |
Насосные агрегаты |
мм·с |
7,1 |
Нет |
|
Вибрация |
Насосно-компрессорное, вентиляционное оборудование, аппараты воздушного охлаждения, печное оборудование, электрообору- |
дБ |
85 |
не превышает предельно- |
|
Тепловое воздействие |
Печи |
°С |
не более 60 на поверхности |
Нет |
|
Тепловое воздействие |
технологическое оборудование |
°С |
19,3-27,1 |
Нет |
|
Тепловое воздействие |
технологическое оборудование |
Вт/м |
125 |
не превышает предельно- |
|
Шум |
технологическое оборудование |
дБА |
46-112 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизоли- |
|
Шум |
Насосно-компрессорное, вентиляционное оборудование, аппараты воздушного охлаждения, печное оборудование, электро- |
дБ |
51-100 |
Нет |
Таблица 3.31 - Материальные ресурсы установки АТ с отбензинивающей колонной
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Деэмульгаторы (Nalco ЕС2058А, "Геркулес 1017") |
Реагенты |
т |
5,9 |
24,5 |
|
Нейтрализаторы (Petromeen 4Н607Е, "Геркулес 54505", Nalco ЕС1005А) |
Реагенты |
т |
0,06 |
35 |
|
Ингибиторы коррозии (PhilmPLUS 5068Е, "Геркулес 30617", Nalco ЕС1010В) |
Реагенты |
т |
0,058 |
9,5 |
|
Адсорбент Atlas Сорсо Десикант |
Материалы |
т |
0,34 |
0,57 |
|
Гидроксид натрия |
Реагенты |
т |
0,18 |
228,6 |
|
Сода кальциниров. |
Реагенты |
т |
0,6 |
1 |
|
Ингибитор |
Реагенты |
т |
1,28 |
14 |
|
Нейтрализатор |
Реагенты |
т |
0,44 |
16 |
|
Деэмульгатор |
Реагенты |
т |
1,6 |
17 |
|
МТБЭ |
Материалы |
т |
145310 |
145310 |
|
Топливный газ |
Материалы |
м |
29 |
29 |
|
Цетаноповы- |
Реагенты |
т |
8,4 |
526 |
|
Смазывающая присадка |
Реагенты |
т |
228 |
228 |
|
Дипрессорная присадка |
Реагенты |
т |
245 |
245 |
|
Диспергирующая присадка |
Реагенты |
т |
176 |
176 |
|
Уголь активный |
Материалы |
кг |
6500 |
6500 |
|
Катализатор Ивказ |
Реагенты |
кг |
25 |
25 |
|
Силикагель технический |
Материалы |
кг |
12000 |
12000 |
|
Противоизносная присадка Байкат |
Материалы |
т |
7 |
7 |
|
Масло индустриальное |
Материалы |
т |
0,021 |
3,52 |
Таблица 3.32 - Отходы установки АТ с отбензинивающей колонной
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел индустриальных |
Установка ЭЛОУ AT, насосное оборудование |
40612001313 |
3 |
0,0035-1,95 |
Вторичное использование, передача на утилизацию другой организации |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104036 |
3 |
5,4 |
Передача на утилизацию другой организации |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) |
Ликвидация проливов |
91920102394 |
4 |
8,24-9,49 |
Передача на утилизацию другой организации |
|
осадок механической очистки нефтесодержащих сточных вод, содержащий нефтепродукты в количестве 15% и более |
Зачистка ЭДГ |
72310201393 |
3 |
20 |
Переработка |
|
Масло индустриальное отработанное |
Установка AT |
5410020502033 |
3 |
0,28-3,36 |
Вторичное использование |
|
Раствор отработанной щелочи |
Блок защелачивания |
5240020102014 |
4 |
83-264 |
Передача на утилизацию другой организации |
Таблица 3.33 - Сточные воды установки АТ с отбензинивающей колонной
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп.170 |
Да |
нет данных |
4,4 |
11,1 |
7,8 |
|
БПК полн. |
165 |
Да |
1,413 |
8 |
8 |
8 |
|
Взвешенные вещества |
166 |
Да |
52,986 |
300 |
300 |
300 |
|
Нефтепродукты (нефть) |
74 |
Да |
1,956-56,7 |
20 |
800 |
410 |
|
ХПК |
168 |
Да |
1311,2- |
0,95 |
1479,7 |
740,3 |
3.4 Установка вакуумной перегонки нефтяного сырья (нефти, газового конденсата, их смесей)
3.4.1 Установка вакуумной перегонки с системой создания вакуума за счет паровых эжекторов (ВТ с ПЭ)
Данные по выбросам, физическому воздействию, количеству сточных вод, отходов и потреблению энергии для установок вакуумной перегонки с системой создания вакуума за счет паровых эжекторов представлены в таблицах 3.34-3.39.
Таблица 3.34 - Выбросы установки ВТ с ПЭ
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
73,2-77,7 |
2,3 |
2,5 |
2,4 |
|
Азота оксид |
2 |
11,9-12,6 |
0,38 |
0,4 |
0,39 |
|
Бензапирен |
7 |
0,00007 |
0,000002 |
0,000002 |
0,000002 |
|
Метан |
33 |
8,5-29,4 |
0,3 |
0,9 |
0,6 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
0,8 |
0,02 |
0,02 |
0,02 |
|
Сероводород |
40 |
0,7 |
0,02 |
0,02 |
0,02 |
|
Серы диоксид |
43 |
1067,5 |
33,8 |
33,8 |
33,8 |
|
Углеводороды предельные С12-С19 |
58 |
1,95 |
0,06 |
0,06 |
0,06 |
|
Углерода оксид |
46 |
26,35-41,2 |
0,8 |
1,3 |
1,05 |
Таблица 3.35 - Потребление энергетических ресурсов установки ВТ с ПЭ
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
5,98 |
7,24 |
|
Потребление пара |
Гкал/т |
0,0029 |
0,0036 |
|
Свежая вода |
куб.м/т |
0,11 |
0,13 |
|
Оборотная вода |
т.у.т./т |
1,4·10 |
1,5·10 |
|
Потребление топлива (всего) |
т.у.т./т |
0,016 |
0,019 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,004 |
0,005 |
|
Потребление топлива (газового) |
т.у.т./т |
0,011 |
0,014 |
Таблица 3.36 - Физические воздействия, производимые установкой ВТ с ПЭ
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Насосные агрегаты |
дБА |
80 |
Нет |
|
Шум |
Компрессорное оборудование |
дБА |
88 |
Нет |
|
Вибрация |
Насосные агрегаты |
мм·c |
7,1 |
Нет |
|
Тепловое воздействие |
Печи |
°С |
не более 60 на поверхности |
Нет |
Таблица 3.37 - Материальные ресурсы установки ВТ с ПЭ
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Нейтрализаторы (Petromeen 4Н607Е, "Геркулес 54505", Nalco EC1005A) |
Реагенты |
т |
0,4 |
0,4 |
|
Ингибиторы коррозии (PhilmPLUS 5068Е, "Геркулес 30617", Nalco EC1010B) |
Реагенты |
т |
0,4 |
0,4 |
|
Аммиак водный технический ГОСТ 9-92 марка А |
Реагенты |
т |
0,7 |
0,7 |
|
Depositrol BL 5400 |
Реагенты |
кг/мес |
241 |
241 |
|
Биодиспергатор Spectrus BD 1500 |
Реагенты |
кг/мес |
21 |
21 |
|
Depositrol BL 5314 |
Реагенты |
кг/мес |
33 |
57 |
|
Биоцид Spectrus ОХ909 |
Реагенты |
кг/мес |
364 |
364 |
|
Spectrus NX1100 |
Реагенты |
кг/мес |
28 |
28 |
|
Ингибитор отложений и коррозии Ecotech ING1010 |
Реагенты |
кг/мес |
241 |
241 |
|
Биоцид |
Реагенты |
кг/мес |
41 |
333 |
|
Ингибитор отложений и шлама Depositrol BL 6501 |
Реагенты |
кг/мес |
388 |
388 |
|
тринатрийфосфат |
Реагенты |
т/год |
0,035 |
0,035 |
|
раствор промывочный Roclean L404 |
Реагенты |
кг/мес |
120 |
120 |
|
раствор промывочный Roclean Р111 |
Реагенты |
кг/мес |
240 |
240 |
|
раствор промывочный Rocide DB5 |
Реагенты |
кг/мес |
120 |
120 |
Таблица 3.38 - Отходы установки ВТ с ПЭ
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел индустриальных |
Насосное оборудование |
40613001313 |
3 |
0,008 |
Вторичное использование |
Таблица 3.39 - Сточные воды установки ВТ с ПЭ
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максимапь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
- |
- |
45 |
62,2 |
52,2 |
|
Сульфиды |
99 |
- |
- |
0,08 |
0,2 |
0,14 |
3.4.2 Установка вакуумной перегонки с системой создания вакуума за счет гидроциркуляционных агрегатов (ВТ с ГЦ)
Данные по выбросам, физическому воздействию, количеству сточных вод, отходов и потреблению энергии для установок вакуумной перегонки с системой создания вакуума за счет гидроциркуляционных агрегатов представлены в таблицах 3.40-3.45.
Таблица 3.40 - Выбросы установки ВТ с ГЦ
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
0,66-57,2 |
0,52 |
2,2 |
1,36 |
|
Азота оксид |
2 |
0,8-12,6 |
0,008 |
0,4 |
0,2 |
|
Аммиак |
4 |
0,37 |
0,0042 |
0,012 |
0,029 |
|
Бензапирен |
7 |
1,9·10 |
0,00000000001 |
0,000005 |
0,0000025 |
|
Бензол |
67 |
0,02 |
0,0006 |
0,0006 |
0,0006 |
|
Ванадия пяти оксид |
9 |
0,03 |
0,0009 |
0,0009 |
0,0009 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,006 |
0,0002 |
0,0002 |
0,0002 |
|
Метан |
33 |
0,01-4,02 |
0,0003 |
0,154 |
0,077 |
|
Метилбензол (толуол) |
70 |
0,013 |
0,0004 |
0,0004 |
0,0004 |
|
Сероводород |
40 |
0,006-7,1 |
0,00002 |
0,09 |
0,045 |
|
Серы диоксид |
43 |
11,1-701,4 |
1,1 |
27 |
14 |
|
Спирт изопропиловый |
104 |
1,4 |
0,05 |
0,05 |
0,05 |
|
Углеводороды предельные С12-С19 |
58 |
2,1-54 |
0,05 |
1,8 |
0,93 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,45-120,8 |
0,014 |
4 |
2 |
|
Углеводороды предельные С6-С10 |
57 |
1,5-28,1 |
0,05 |
0,06 |
0,055 |
|
Углерода оксид |
46 |
6,7-40,2 |
0,03 |
1,55 |
0,79 |

Таблица 3.41 - Потребление энергетических ресурсов установки ВТ с ГЦ
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
5,5 |
16 |
|
Потребление пара |
Гкал |
0,01 |
0,047 |
|
Свежая вода |
куб.м/т |
0,039 |
80,03 |
|
Охлаждающая вода |
куб.м/т |
3,5 |
3,5 |
|
Теплофикационная вода |
т.у.т./т |
0,00011 |
0,00013 |
|
Оборотная вода |
т.у.т./т |
0,0021 |
0,0075 |
|
Потребление топлива (всего) |
т.у.т./т |
0,009 |
0,05 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0005 |
0,002 |
|
Потребление топлива (газового) |
т.у.т./т |
0,009 |
0,04 |
Таблица 3.42 - Физические воздействия, производимые установкой ВТ с ГЦ
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
насосные |
дБ |
99-107 |
соответствует норме |
|
Вибрация |
Блок технологических печей |
дБ |
99 |
соответствует норме |
|
Вибрация |
Технологическое оборудование |
дБ |
100 |
Нет |
|
Шум |
Блок технологических печей |
дБА |
94 |
Нет |
|
Шум |
насосные |
дБА |
86-91 |
Нет |
|
Шум |
Блок теплообменников |
дБА |
74 |
соответствует норме |
|
Шум |
блок колонн |
дБА |
82 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
80 |
Нет |
Таблица 3.43 - Материальные ресурсы установки ВТ с ГЦ
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Деэмульгатор |
Реагенты |
кг |
Нет данных |
8000 |
|
Нейтрализатор |
Реагенты |
кг |
31000 |
36000 |
|
Секция ХВ-201 к аппарату 2АВГ-9-Ж-1,6-Б1/6-6-4 У1 (шт.) |
Материалы |
шт. |
2 |
2 |
|
Ингибитор коррозии Dodigen 481 |
Реагенты |
т |
0,04 |
0,045 |
|
Дистиллят марки А 3 погон |
Материалы |
тн |
35426 |
77296 |
|
Дистиллят марки Б 3 погон (фр.370-500°С) |
Материалы |
тн |
200749 |
438011 |
|
Дистиллят марки А 2 погон |
Материалы |
тн |
102343 |
223300 |
|
Дистиллят марки Б 2 погон (фр.350-420°С) |
Материалы |
тн |
55108 |
120238 |
|
Азот |
Материалы |
м |
4330 |
48095 |
Таблица 3.44 - Отходы установки ВТ с ГЦ
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Смазочно- |
Смазка муфт между электродви- |
36121101313 |
3 |
0,05 |
Переработка |
|
Отходы минеральных масел индустриальных |
Замена масла в оборудовании |
40613001313 |
3 |
0,05-2,45 |
Переработка |
|
Шлам очистки трубопроводов и емкостей от нефти и нефтепродуктов |
Емкости, аппараты, резервуары |
91120002393 |
3 |
0,12-29,3 |
Передача на утилизацию другой организации |
|
Песок, загрязненный нефтью или нефте- |
Территория установок |
91920101393 |
3 |
0,12-0,69 |
Передача на утилизацию другой организации |
Таблица 3.45 - Сточные воды установки ВТ с ГЦ
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп.170 |
Да |
0,16 |
6,3 |
10,1 |
8,2 |
|
Алюминий |
2 |
Да |
0,0006 |
0,04 |
0,04 |
0,04 |
|
Аммоний-ион |
5 |
Да |
0,01 |
0,45 |
0,9 |
0,68 |
|
БПК полн. |
165 |
Да |
0,04 |
1,3 |
4,5 |
2,9 |
|
Взвешенные вещества |
166 |
Да |
0,14-0,78 |
4,4 |
159 |
81,7 |
|
Железо |
47 |
Да |
0,012 |
0,4 |
1,2 |
0,8 |
|
Магний |
61 |
Да |
0,29 |
15,8 |
23 |
19,4 |
|
Медь |
63 |
Да |
0,000009 |
0,0006 |
0,0006 |
0,0006 |
|
Нефтепродукты (нефть) |
74 |
Да |
0,0005-0,24 |
0,009 |
22 |
11 |
|
Никель |
75 |
Да |
0,00008 |
0,005 |
0,005 |
0,005 |
|
Нитрат-анион |
76 |
Да |
0,02 |
0,12 |
2,7 |
1,41 |
|
Нитрит-анион |
77 |
Да |
0,0007 |
0,02 |
0,08 |
0,05 |
|
Сульфат-анион (сульфаты) |
98 |
Да |
0,15-1,1 |
10 |
340 |
175 |
|
Фосфаты (по фосфору) |
121 |
Да |
0,0014 |
0,02 |
0,2 |
0,11 |
|
Сухой остаток |
167 |
Да |
2,5 |
36 |
577 |
306,5 |
|
Хлорид-анион (хлориды) |
129 |
Да |
0,35-1,9 |
5 |
198 |
101,5 |
3.5 Установка атмосферно-вакуумной перегонки нефтяного сырья (нефти, газового конденсата, их смесей)
3.5.1 Атмосферно-вакуумные установки по перегонке нефти (газового конденсата) (АВТ)
Современные технологии и аппаратурное оформление позволяют минимизировать воздействие установок АВТ на окружающую среду. Основным источником выбросов в атмосферу являются дымовые трубы нагревательных печей, а также факельные установки. Краткая характеристика других видов воздействия на окружающую среду установок АВТ приведена в таблице 3.46.
Таблица 3.46 - Воздействие на окружающую среду установок АВТ
|
Вид загрязнения |
Краткая характеристика |
|
Выбросы в атмосферу |
Источниками выбросов загрязняющих веществ в атмосферу при нормальной работе установки являются: - дымовые трубы печей; - неплотности оборудования, фланцев, арматуры, пробоотборных устройств, емкостное оборудование. |
|
Шумовое воздействие |
Источниками акустического воздействия являются: - печное оборудование; - насосное оборудование; - аппараты воздушного охлаждения. |
|
Водные стоки |
Стоки с ЭЛОУ, нейтрализованные кислые стоки, производственные стоки, дождевые стоки с застроенной территории, содержащие нефтепродукты и химические реагенты, направляются на очистные сооружения. |
|
Отходы |
- коксовые массы отработанные, загрязненные минеральными маслами (удаляются паровоздушным выжигом кокса из змеевиков печей); - шлам очистки трубопроводов и емкостей от нефти; - отработанные масла, ртутные лампы, ветоши; - бытовой мусор. Отходы направляются на нейтрализацию и утилизацию на специализированные предприятия. |
Материальный баланс установки АВТ зависит от перерабатываемого сырья и требуемого ассортимента и качества продуктов. Ориентировочный материальный баланс приведен в таблице 3.47.
Таблица 3.47 - Ориентировочный материальный баланс установки АВТ
|
Наименование сырья, продукции |
Количество, % масс. на сырье |
|
Сырье: |
|
|
Нефть |
100,00 |
|
Итого приход: |
100,00 |
|
Продукция: |
|
|
Углеводородный газ, в том числе: |
0,06 |
|
в топливную сеть |
0,043 |
|
на собственные нужды |
0,017 |
|
Фракция НК-150°С |
13,03 |
|
Фракция 150-220°С |
7,76 |
|
Дизельная фракция , в т.ч. |
|
|
фракция 220-320°С |
8,20 |
|
фракция 320-350°С |
1,11 |
|
Вакуумная дизельная фракция |
10,26 |
|
Вакуумный газойль |
23,25 |
|
Гудрон |
35,86 |
|
Итого продукции: |
99,53 |
|
Потери: |
|
|
- сдувка в заводские сети |
0,17 |
|
- потери через неплотности на открытых площадках |
0,003 |
|
- поступающие в системы водоотведения (по видам систем) |
0,007 |
|
- н/пр-ты из дренажных емкостей, факельных емкостей, сепаратора топливного газа |
0,29 |
|
Итого потерь: |
0,47 |
|
Итого расход: |
100,00 |
Потребление энергоресурсов и реагентов зависит от состава сырья, рекуперации тепла и уровня используемых технологий и оборудования. В таблице 3.48 приведены средние расходные показатели установки АВТ.
Таблица 3.48 - Расходные показатели установки АВТ
|
Наименование |
т/т |
|
Пар среднего давления |
0,020-0,039 |
|
Топливный газ |
0,013-0,015 |
|
Электроэнергия, кВт*час/т |
10,3-11,2 |
|
Ингибитор коррозии для атмосферного блока |
0,0000017-0,0000021 |
|
Нейтрализатор |
0,000006-0,000007 |
|
Ингибитор коррозии для вакуумного блока |
0,00000026 |
Данные по выбросам, физическому воздействию, количеству сточных вод, отходов и потреблению энергии для установок АВТ представлены в таблицах 3.49-3.54.
Таблица 3.49 - Выбросы установки АВТ
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
43,7-348,5 |
0,03 |
13,9 |
6,97 |
|
Азота оксид |
2 |
7,1-56,8 |
0,005 |
2,3 |
1,15 |
|
Амилены (смесь изомеров) |
60 |
0,01 |
0,00032 |
0,00032 |
0,00032 |
|
Бензапирен |
7 |
0,000003- |
0,00000008 |
0,00001 |
0,000005 |
|
Бензол |
67 |
0,02 |
0,001 |
0,001 |
0,001 |
|
Ванадия пяти оксид |
9 |
0,013 |
0,00002 |
0,00009 |
0,000055 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,03 |
0,00174 |
0,00174 |
0,00174 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,004-3,8 |
1,1·10 |
0,12 |
0,06 |
|
Метан |
33 |
1,7-73,3 |
0,005 |
3,2 |
1,6 |
|
Метилбензол (толуол) |
70 |
0,025 |
0,0014 |
0,0014 |
0,0014 |
|
Сероводород |
40 |
0,0007-0,6 |
0,00004 |
0,03 |
0,015 |
|
Серы диоксид |
43 |
157,1-2490 |
0,01 |
34,8 |
17,4 |
|
Углеводороды предельные С12-С19 |
58 |
0,007-3,5 |
0,1 |
0,27 |
0,19 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
10,5-442,9 |
0,003 |
26,1 |
13,05 |
|
Углеводороды предельные С6-С10 |
57 |
0,2-182,8 |
0,006 |
9,8 |
4,9 |
|
Углерод (Сажа) |
доп.195 |
0,6-8,2 |
0,00003 |
0,44 |
0,22 |
|
Углерода оксид |
46 |
14,5-112,3 |
0,02 |
5,1 |
2,6 |
|
Фенол |
73 |
0,001 |
0,00003 |
0,0001 |
0,000065 |
Таблица 3.50 - Потребление энергетических ресурсов установки АВТ
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
3,34 |
12,2 |
|
Потребление пара |
Гкал/т |
0,0006 |
0,02 |
|
Охлаждающая вода |
куб.м/т |
0,6 |
6,9 |
|
Оборотная вода |
т.у.т./т |
1,6·10 |
0,0001 |
|
Потребление топлива (всего) |
т.у.т./т |
4·10 |
0,03 |
|
Потребление топлива (жидкого) |
т.у.т./т |
4·10 |
0,009 |
|
Потребление топлива (газового) |
т.у.т./т |
1,6·10 |
0,019 |
Таблица 3.51 - Физические воздействия, производимые установкой АВТ
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ |
102 |
соответствует норме |
|
Вибрация |
Блок печей |
дБ |
99 |
соответствует норме |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
19,8-25,2 |
Нет |
|
Тепловое воздействие |
Печное оборудование |
интенсивновсть теплового облучения Вт/м |
(Отм +0,5 м) |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
87-96 |
неустранимый фактор |
|
Шум |
Секции печей |
дБА |
68-105 |
предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Насосная |
дБА |
67-94 |
|
|
Шум |
Блок колонн |
дБА |
80 |
соответствует норме |
|
Шум |
Блок теплообменников |
дБА |
75 |
соответствует норме |
|
Электромагнитное загрязнение |
Секции х, ХВ, ВКХ, ВХ, АВО |
дБА |
80,8-90,3 |
предусмотреть обеспечение предельных уровней звукового давления |
Таблица 3.52 - Материальные ресурсы установки АВТ
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Сода кальциниров. |
Реагенты |
т |
0,2 |
1,5 |
|
Нейтрализатор (Геркулес-54505) |
Реагенты |
т |
0,13 |
0,75 |
|
Ингибитор (Геркулес-30617 марка А) |
Реагенты |
т |
0,018 |
0,75 |
|
Азот |
Реагенты |
т |
100 |
100 |
|
Деэмульгатор (Геркулес-1603) |
Реагенты |
т |
1,9 |
2,2 |
|
ингибитор коррозии Додиген 481 |
Реагенты |
кг |
1430 |
4872,2 |
|
ингибитор коррозии Scimol (OR-2001) |
Реагенты |
кг |
810 |
810 |
|
нейтрализатор Додикор 1830 |
Реагенты |
кг |
2028 |
5621,8 |
|
нейтрализатор Scimol (OR-1001) |
Реагенты |
кг |
630 |
630 |
|
Деэмульгатор Диссольван 3431 |
Реагенты |
кг |
26950 |
26950 |
|
TRACAP TRAC 102 |
Реагенты |
кг/сутки |
107 |
107 |
|
Сода каустическая, 100% |
Реагенты |
т |
0,84 |
9,37 |
|
Depositrol BL 5400 |
Реагенты |
кг/мес |
48 |
96 |
|
Биодиспергатор Spectrus BD 1500 |
Реагенты |
кг/мес |
8 |
8 |
|
Depositrol BL 5314 |
Реагенты |
кг/мес |
96 |
96 |
|
Биоцид Spectrus ОХ909 |
Реагенты |
кг/мес |
24 |
270 |
|
Spectrus NX1100 |
Реагенты |
кг/мес |
8 |
384 |
|
Ингибитор отложений и коррозии Ecotech ING1010 |
Реагенты |
кг/мес |
41,7 |
41,7 |
|
Ингибитор отложений и коррозии Ecotech ING1040 |
Реагенты |
кг/мес |
102 |
102 |
|
Биоцид Ecotech DB70 |
Реагенты |
кг/мес |
183 |
183 |
|
Биоцид Ecotech ОВ92 |
Реагенты |
кг/мес |
100 |
100 |
|
Биоцид Ecotech NB80 |
Реагенты |
кг/мес |
33 |
33 |
|
Ингибитор отложений и шлама Depositrol BL 6501 |
Реагенты |
кг/мес |
185 |
185 |
|
Petromeen AF-114E |
Реагенты |
кг/тн мазута |
0,0007 |
0,01 |
|
Фильтровальная ткань |
Материалы |
п.м/т авиакеросина прямогонного |
0,0003 |
0,0003 |
Таблица 3.53 - Отходы установки АВТ
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104036 |
3 |
6-29,3 |
Передача на утилизацию другой организации |
|
отходы минеральных масел индустриальных |
Отработанное масло насосов |
40613001313 |
3 |
0,12 |
Вторичное использование |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) |
Территория установок |
91920101393 |
3 |
0,41-5 |
Переработка |
Таблица 3.54 - Сточные воды установки АВТ
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
Да |
2,4-2,6 |
7 |
10 |
8,5 |
|
Аммоний-ион |
5 |
Да |
0,8 |
0,8 |
1,4 |
1,1 |
|
Нефтепродукты (нефть) |
74 |
Да |
3,1-102,5 |
30 |
150 |
90 |
|
Сульфиды |
99 |
Да |
- |
0,15 |
0,8 |
0,48 |
|
Фенол, гидроксибензол |
119 |
Да |
1,05 |
1 |
3,6 |
2,3 |
3.5.2 Комплексные установки атмосферно-вакуумной перегонки нефти (газового конденсата) (ЭЛОУ-АВТ)
Основные виды загрязнений от установки ЭЛОУ-АВТ представлены в таблице 3.55.
Таблица 3.55 - Виды загрязнений от установки ЭЛОУ-АВТ
|
Вид загрязнения |
Краткая характеристика |
|
Выбросы в атмосферу |
Источниками выбросов загрязняющих веществ в атмосферу при нормальной работе установки являются: - дымовые трубы печей; - неплотности оборудования, фланцев, арматуры, пробоотборных устройств. |
|
Шумовое воздействие |
Источниками акустического воздействия являются: - печное оборудование; - насосное оборудование; - аппараты воздушного охлаждения. |
|
Водные стоки |
Стоки с ЭЛОУ, нейтрализованные кислые стоки, производственные стоки, дождевые стоки с застроенной территории, содержащие нефтепродукты и химические реагенты, направляются на очистные сооружения. |
|
Отходы |
- коксовые массы отработанные, загрязненные минеральными маслами (удаляются паровоздушным выжигом кокса из змеевиков печей); - шлам очистки трубопроводов и емкостей от нефти; - отработанные масла, ртутные лампы, ветоши; - бытовой мусор. Отходы направляются на нейтрализацию и утилизацию на специализированные предприятия. |
Материальный баланс установки зависит как от перерабатываемого сырья, так и от требуемых продуктов и их качества. Ориентировочный матбаланс приведен в таблице 3.55.
Таблица 3.55 - Материальный баланс установки ЭЛОУ-АВТ
|
Наименование сырья, продукции |
Количество, % масс. на сырье |
|
Сырье: |
|
|
Нефть |
100,00 |
|
Итого приход: |
100,00 |
|
Продукция: |
|
|
Углеводородный газ, в том числе: |
0,06 |
|
в топливную сеть |
0,043 |
|
на собственные нужды |
0,017 |
|
Фракция НК-150°С |
13,03 |
|
Фракция 150-220°С |
7,76 |
|
Дизельная фракция, в т.ч. |
|
|
фракция 220-320°С |
8,20 |
|
фракция 320-350°С |
1,11 |
|
Вакуумная дизельная фракция |
10,26 |
|
Вакуумный газойль |
23,25 |
|
Гудрон |
35,86 |
|
Итого продукции: |
99,53 |
|
Потери: |
|
|
- сдувка в заводские сети |
0,17 |
|
- потери через неплотности на открытых площадках |
0,003 |
|
- поступающие в системы водоотведения (по видам систем) |
0,007 |
|
- н/пр-ты из дренажных емкостей, факельных емкостей, сепаратора топливного газа |
0,29 |
|
Итого потерь: |
0,47 |
|
Итого расход: |
100,00 |
Данные по выбросам для установок ЭЛОУ-АВТ представлены в таблице 3.57.
Таблица 3.57 - Выбросы установки ЭЛОУ-АВТ
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняю- |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
2-401 |
0,1 |
174,4 |
87,25 |
|
Азота оксид |
2 |
0,32-186,7 |
0,02 |
28,3 |
14,2 |
|
Амилены (смесь изомеров) |
60 |
0,05-0,34 |
0,0008 |
0,018 |
0,009 |
|
Бензапирен |
7 |
0,00000005- |
0,00000008 |
0,000008 |
0,000004 |
|
Бензол |
67 |
0,004-0,914 |
0,00002 |
0,16 |
0,08 |
|
Ванадия пяти оксид |
9 |
0,006-0,2 |
0,0000004 |
0,015 |
0,0075 |
|
Диметил- |
68 |
0,003-2,2 |
0,0016 |
0,14 |
0,07 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,83-5,83 |
0,026 |
0,27 |
0,15 |
|
Керосин |
156 |
0,001-6,1 |
0,0006 |
0,19 |
0,095 |
|
Метан |
33 |
0,53-97,6 |
0,002 |
4,5 |
2,3 |
|
Метилбензол (толуол) |
70 |
0,0013-0,6 |
0,0003 |
0,31 |
0,16 |
|
Метил- |
34 |
0,04 |
0,0012 |
0,0012 |
0,0012 |
|
Минеральное масло |
157 |
0,00008-0,003 |
0,00014 |
0,097 |
0,049 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп. 193 |
0,003-0,67 |
0,00001 |
0,02 |
0,01 |
|
Сероводород |
40 |
0,00012-0,6 |
0,000001 |
0,14 |
0,07 |
|
Серы диоксид |
43 |
0,27-1958,3 |
0,2 |
190,4 |
95,3 |
|
Сольвент нафта |
159 |
0,000009-0,25 |
0,0001 |
7,8 |
3,9 |
|
Спирт изобутиловый |
102 |
0,16 |
0,005 |
0,005 |
0,005 |
|
Спирт изопро- |
104 |
0,000039-0,11 |
0,0014 |
0,003 |
0,0022 |
|
Углеводороды предельные С12-С19 |
58 |
0,17-21 |
0,016 |
44,2 |
22,1 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,19-144,2 |
0,00007 |
55,5 |
27,75 |
|
Углеводороды предельные С6-С10 |
57 |
0,07-52,83 |
0,00003 |
12,5 |
6,25 |
|
Углерод (Сажа) |
доп. 195 |
0,04-21,8 |
0,0036 |
1,01 |
0,51 |
|
Углерода оксид |
46 |
0,4-215,1 |
0,05 |
14,2 |
7,1 |
|
Фенол |
73 |
0,00004-0,0002 |
0,002 |
0,005 |
0,0035 |
|
Формальдегид |
123 |
0,000001 |
0,00003 |
0,00003 |
0,00003 |
|
Этилбензол (стирол) |
74 |
0,002-0,007 |
0,00019 |
0,00023 |
0,00021 |
Расходные показатели установки ЭЛОУ-АВТ приведены в таблице 3.58. В отличие от аналогичных показателей для установки АВТ увеличивается энергопотребление на электродегидраторы блока ЭЛОУ и учитывается соответствующий расход деминерализованной воды.
Таблица 3.58 - Потребление энергетических ресурсов установки ЭЛОУ-АВТ
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
6,97 |
22,12 |
|
Потребление пара |
Гкал/т |
0,001 |
29 |
|
Свежая вода |
куб.м/т |
0,01 |
0,06 |
|
Охлаждающая вода |
куб.м/т |
1 |
4,5 |
|
Теплофикационная вода |
т.у.т./т |
0,00014 |
0,0002 |
|
Оборотная вода |
т.у.т./т |
0,0003 |
0,0028 |
|
Потребление топлива (всего) |
т.у.т./т |
0,01 |
56 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0004 |
12 |
|
Потребление топлива (газового) |
т.у.т./т |
0,002 |
43 |
Данные по физическому воздействию, количеству сточных вод, отходов и материальным ресурсам для установок ЭЛОУ-АВТ представлены в таблицах 3.59-3.62.
Таблица 3.59 - Физические воздействия, производимые установкой ЭЛОУ-АВТ
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосное оборудование |
дБ |
85-103 |
Нет |
|
Вибрация |
Аппаратный двор |
дБ |
81 |
Нет |
|
Вибрация |
Блок печей |
дБ |
99 |
Соответствует норме |
|
Вибрация |
Блок котлов-утилизаторов |
дБ |
103 |
Соответствует норме |
|
Тепловое воздействие |
Печное оборудование |
интенсивность теплового облучения Вт/м |
180-740 |
Нет |
|
Шум |
Секции печей |
дБА |
84,1-103 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Насосные |
дБА |
56,0-102,5 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Аппаратный двор |
дБА |
74,1-86,2 |
Сокращение времени пребывания. Применение СИЗ |
|
Шум |
Блок колонн |
дБА |
82-83 |
Нет |
|
Шум |
Блок теплообменников |
дБА |
72-80 |
Соответствует норме |
|
Шум |
Блок котлов- |
дБА |
83-86 |
Нет |
|
Шум |
Технологическая установка |
дБА |
92-94 |
Нет |
|
Электромагнитное загрязнение |
Секции х, ХВ, ВКХ, ВХ, АВО |
дБА |
83,1-87,5 |
Предусмотреть обеспечение предельных уровней звукового давления |
Таблица 3.60 - Материальные ресурсы установки ЭЛОУ-АВТ
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Натр едкий, 100% |
Реагенты |
т |
1,3 |
240 |
|
Ингибитор коррозии |
Реагенты |
т |
0,0014 |
31,2 |
|
TRACAP TRAC 102 |
Реагенты |
кг/сутки |
109 |
109 |
|
Нейтрализатор Dodicor 1830 |
Реагенты |
кг/сут |
2,8 |
3,892 |
|
Деэмульгатор (н/раствор.) Диссольван 3431 |
Реагенты |
т |
0,096-24 |
0,299-48 |
|
Нейтрализатор "Геркулес 54505" при выводе на режим |
Реагенты |
кг/т |
0,0006 |
0,0024-0,2 |
|
Деэмульгатор "Геркулес 1603" при расчете на нефть |
Реагенты |
кг/т |
0,0025 |
0,0025 |
|
Ингибитор коррозии "Геркулес 30617 А" при выводе установки на режим |
Реагенты |
кг/т |
0,0009 |
0,0022-0,006 |
|
Аммиак |
Реагенты |
т |
2686908,6 |
3283999,4 |
|
Сода кальцинированная |
Реагенты |
т |
2686908,6 |
3283999,4 |
|
Dissolvan 3359 |
Реагенты |
кг/т сырой нефти |
0,001 |
0,0025 |
|
Геркулес 1017 |
Реагенты |
кг/т сырой нефти |
0,001 |
0,0036 |
|
ЕМBREAK 2W655 |
Реагенты |
кг/т сырой нефти |
0,0002 |
0,004 |
|
Depositrol BL 5400 |
Реагенты |
кг/мес |
36 |
72 |
|
Биодиспергатор Spectrus BD 1500 |
Реагенты |
кг/мес |
4 |
4 |
|
Depositrol BL 5314 |
Реагенты |
кг/мес |
57 |
57 |
|
Биоцид Spectrus OX909 |
Реагенты |
кг/мес |
187 |
187 |
|
Spectrus NX1100 |
Реагенты |
кг/мес |
4 |
192 |
|
Ингибитор отложений и коррозии Ecotech ING1010 |
Реагенты |
кг/мес |
20,8 |
20,8 |
|
Ингибитор отложений и коррозии Ecotech ING1040 |
Реагенты |
кг/мес |
51 |
51 |
|
Биоцид Ecotech DB70 |
Реагенты |
кг/мес |
116,7 |
116,7 |
|
Биоцид Ecotech ОВ92 |
Реагенты |
кг/мес |
66,7 |
66,7 |
|
Биоцид Ecotech NB80 |
Реагенты |
кг/мес |
16,7 |
16,7 |
|
Ингибитор отложений и шлама Depositrol BL 6501 |
Реагенты |
кг/мес |
93 |
93 |
|
Petromeen AF-114E |
Реагенты |
кг/тн мазута |
0,0013 |
0,0076 |
|
Фильтровальная ткань |
Материалы |
п.м/т авиакеросина прямогонного |
0,0003 |
0,0003 |
|
Деэмульгатор |
Реагенты |
кг/т |
0,0011 |
0,0015 |
|
Нейтрализатор |
Реагенты |
кг/т |
0,00098 |
0,00143 |
|
Поглотитель сероводорода |
Реагенты |
кг/т |
0,0621 |
0,1957 |
|
Моноэтаноламин |
Реагенты |
кг/т |
0,2 |
0,2 |
Таблица 3.61 - Отходы установки ЭЛОУ-АВТ
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел индустриальных |
Отработанное масло насосов |
40613001313 |
3 |
0,048-3,44 |
Вторичное использование |
|
Шлам очистки трубопроводов и емкостей от нефти и нефтепродуктов |
Емкости, аппараты, резервуары |
91120002393 |
3 |
7,19-29,3 |
Нет |
|
Песок, загрязненный нефтью или нефтепродуктом (содержание нефти или нефтепродукта менее 15%) |
Территория установок |
91920102394 |
4 |
0,41-1,25 |
Нет |
|
Отходы синтетических и полусинтетических масел индустриальных |
Установка ЭЛОУ-АВТ-12 |
41320001314 |
3 |
1 |
Передача на утилизацию другой организации |
|
Щелочь отработанная при очистке углеводородного сырья от меркаптанов и сероводорода |
Щелочная очистка углеводородных фракций от меркаптанов и сероводорода |
30820401103 |
3 |
180 |
Нет |
|
Отходы смеси затвердевших разнородных пластмасс |
Растаривание реагентов |
5710990001004 |
4 |
0,123 |
Нет |
|
Масла турбинные отработанные |
Замена масел в насосно- |
5410021202033 |
3 |
0,708 |
Передача на утилизацию другой организации |
Таблица 3.62 - Сточные воды установки ЭЛОУ-АВТ
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп.170 |
Да |
- |
7,2 |
8,5 |
7,9 |
|
Аммоний-ион |
5 |
Да |
0,09-0,3 |
0,05 |
3,2 |
1,6 |
|
Железо |
47 |
Да |
0,18 |
0,05 |
0,28 |
0,165 |
|
АСПАВ (анионные синтетические поверхностно- |
92 |
Да |
2,2 |
0,01 |
4 |
2 |
|
БПК полн. |
165 |
Да |
74,1 |
11,6 |
125 |
68,3 |
|
Взвешенные вещества |
166 |
Да |
225,4 |
15,5 |
400 |
207,8 |
|
Нефтепродукты (нефть) |
74 |
Да |
9,5-460,5 |
4,8 |
300000 |
150002,4 |
|
Сульфиды |
99 |
Да/Нет |
1,6-97,5 |
0,004 |
326,4 |
163,2 |
|
Фенол, гидроксибензол |
119 |
Да |
0,3-3,1 |
0,5 |
10,8 |
5,7 |
|
Фосфаты (по фосфору) |
121 |
Да |
1 |
0,13 |
1,7 |
0,92 |
|
Хлорид-анион (хлориды) |
129 |
Да |
286,3 |
9,7 |
518 |
263,9 |
3.5.3 Комплексные установки атмосферно-вакуумной перегонки нефти (газового конденсата) с блоком вторичной перегонки дистиллятных фракций
Данные по выбросам, физическому воздействию, количеству сточных вод, отходов и потреблению энергии для установок ЭЛОУ-АВТ с блоком вторичной перегонки представлены в таблицах 3.63-3.68.
Таблица 3.63 - Выбросы установки ЭЛОУ-АВТ с блоком вторичной перегонки
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
117,5-603,4 |
2,2 |
19,1 |
10,7 |
|
Азота оксид |
2 |
19,2-98 |
0,36 |
3,1 |
1,73 |
|
Амилены (смесь изомеров) |
60 |
0,28-0,9 |
0,009 |
0,03 |
0,02 |
|
Аммиак |
4 |
0,008-0,01 |
0,0004 |
0,0007 |
0,0006 |
|
Бензапирен |
7 |
0,00007-0,001 |
0,0000001 |
0,00004 |
0,00002 |
|
Бензол |
67 |
0,45-3,3 |
0,02 |
0,1 |
0,06 |
|
Ванадия пяти оксид |
9 |
1,06 |
0,029 |
0,032 |
0,03 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,07-1,08 |
0,002 |
0,04 |
0,021 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,027-3,1 |
0,000005 |
0,1 |
0,05 |
|
Карбонат натрия (динатрий карбонат) |
25 |
0,018 |
0,0006 |
0,0006 |
0,0006 |
|
Керосин |
156 |
0,7-31,9 |
0,02 |
1,01 |
0,52 |
|
Метан |
33 |
0,3-39 |
0,01 |
1,9 |
0,96 |
|
Метилбензол (толуол) |
70 |
0,03-2,9 |
0,001 |
0,1 |
0,05 |
|
Минеральное масло |
157 |
0,008-0,05 |
0,0003 |
0,0016 |
0,001 |
|
Моноэ- |
доп. 181 |
0,1-2,6 |
0,004 |
0,08 |
0,042 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп. 193 |
0,006-3,4 |
0,00015 |
0,1 |
0,05 |
|
Сероводород |
40 |
0,02-1,5 |
0,000014 |
0,05 |
0,025 |
|
Серы диоксид |
43 |
377,6-1491,9 |
1,3 |
170 |
85,65 |
|
Спирт изобутиловый |
102 |
0,4 |
0,014 |
0,014 |
0,014 |
|
Спирт изопропиловый |
104 |
0,3 |
0,009 |
0,009 |
0,009 |
|
Углеводороды предельные С12-С19 |
58 |
0,16-22,8 |
0,005 |
0,7 |
0,35 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
28,2-135,5 |
0,03 |
4,6 |
2,32 |
|
Углеводороды предельные С6-С10 |
57 |
0,5-87,5 |
0,01 |
2,98 |
1,5 |
|
Углерод (Сажа) |
доп. 195 |
0,5-5,6 |
0,01 |
0,29 |
0,15 |
|
Углерода оксид |
46 |
3,7-327 |
0,014 |
43,9 |
22 |
|
Этилбензол (стирол) |
74 |
0,005-0,02 |
0,0002 |
0,0007 |
0,0005 |
|
Этиленгликоль (1,2-этандиол) |
доп.172 |
0,7 |
0,02 |
0,02 |
0,02 |
Таблица 3.64 - Потребление энергетических ресурсов установки ЭЛОУ-АВТ с блоком вторичной перегонки
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
6,28 |
13,43 |
|
Потребление пара |
Гкал/т |
0,0006 |
0,14 |
|
Свежая вода |
куб.м/т |
0,06 |
0,2 |
|
Охлаждающая вода |
куб.м/т |
1,8 |
2,2 |
|
Теплофикационная вода |
т.у.т./т |
0,00024 |
0,00025 |
|
Потребление топлива (всего) |
т.у.т./т |
0,019 |
0,05 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,00007 |
0,011 |
|
Потребление топлива (газового) |
т.у.т./т |
0,017 |
0,036 |
Таблица 3.65 - Физические воздействия, производимые установкой ЭЛОУ-АВТ с блоком вторичной перегонки
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосное оборудование |
дБ |
76,5-101 |
Нет |
|
Вибрация |
Блок печей |
дБ |
99 |
соответствует норме |
|
Вибрация |
Блок котлов- |
дБ |
103 |
соответствует норме |
|
Шум |
Насосная |
дБА |
80,7-98 |
Нет |
|
Шум |
Блок печей |
дБА |
87,5-100 |
Нет |
|
Шум |
Блок колонн |
дБА |
83 |
Нет |
|
Шум |
Блок теплообменников |
дБА |
74-80 |
соответствует норме |
|
Шум |
Аппаратный двор |
дБА |
68,8 |
Нет |
Таблица 3.66 - Материальные ресурсы установки ЭЛОУ-АВТ с блоком вторичной перегонки
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Метилдиэтаноламин |
Реагенты |
кг/сут |
4214,6 |
7024,4 |
|
Деэмульгатор Dissolvan 3359 |
Реагенты |
кг/сут |
20,4 |
34 |
|
Ингибитор коррозии Dodigen 481 |
Реагенты |
кг/сут |
30,6 |
51 |
|
Нейтрализатор Dodicor 1830 |
Реагенты |
кг/сут |
20,4 |
34 |
|
Св/вода |
материал |
м |
24016,2 |
894827,4 |
|
Едкий натрий |
реагент |
т |
19 |
328667,4 |
|
Додикор |
реагент |
кг |
14257,8 |
14257,8 |
|
Додиген |
реагент |
кг |
12000,2 |
12000,2 |
|
Азот |
материал |
нм |
9,8 |
9,8 |
|
Аммиак |
реагент |
кг |
11935,7 |
11935,7 |
|
Ингибитор коррозии "NALCO EC 3031 А" |
реагент |
кг |
346,5 |
346,5 |
|
Сода кальцинированная |
Реагенты |
т |
2842536,6 |
3474211,4 |
|
Геркулес 1017 |
Реагенты |
кг/т сырой нефти |
0,0003 |
0,002 |
|
EMBREAK 2W655 |
Реагенты |
кг/т сырой нефти |
0,0006 |
0,0027 |
|
Геркулес 30617 |
Реагенты |
кг/т сырой нефти |
0,0014 |
0,003 |
|
Геркулес 54505 |
Реагенты |
кг/т сырой нефти |
0,00036 |
0,002 |
|
Depositrol BL 5400 |
Реагенты |
кг/мес |
59 |
120 |
|
Биодиспергатор Spectrus BD 1500 |
Реагенты |
кг/мес |
11 |
11 |
|
Depositrol BL 5314 |
Реагенты |
кг/мес |
55 |
115 |
|
Биоцид Spectrus ОХ909 |
Реагенты |
кг/мес |
196 |
396 |
|
Spectrus NX1100 |
Реагенты |
кг/мес |
15 |
539 |
|
Ингибитор отложений и коррозии Ecotech ING1010 |
Реагенты |
кг/мес |
45 |
45 |
|
Ингибитор отложений и коррозии Ecotech ING1040 |
Реагенты |
кг/мес |
119,6 |
119,6 |
|
Биоцид Ecotech DB70 |
Реагенты |
кг/мес |
233,3 |
233,3 |
|
Биоцид Ecotech ОВ92 |
Реагенты |
кг/мес |
55 |
166,7 |
|
Биоцид Ecotech NB80 |
Реагенты |
кг/мес |
70 |
70 |
|
Ингибитор отложений и шлама Depositrol BL 6501 |
Реагенты |
кг/мес |
219 |
219 |
|
Petromeen AF-114E |
Реагенты |
кг/тн мазута |
0,001 |
0,009 |
|
Триэтиленгликоль |
Реагенты |
т/год |
0,98 |
1,67 |
|
Ингибитор коррозии CorrShield MD4100 |
Реагенты |
кг/мес |
11 |
50 |
|
Неокисляющий Биоцид Spectrus NX1164 |
Реагенты |
кг/мес |
11 |
23 |
|
Фильтровальная ткань |
Материалы |
п.м/т авиакеросина прямогонного |
11 |
0,0003 |
|
СН 2439 |
Реагенты |
кг/т сырой нефти |
11 |
0,001 |
Таблица 3.67 - Отходы установки ЭЛОУ-АВТ с блоком вторичной перегонки
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел индустриальных |
Насосное оборудование |
40613001313 |
3 |
1,5-5,3 |
Переработка |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
5-10 |
Переработка |
|
Песок, загрязненный нефтью или нефтепродуктам и (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
5-10 |
Переработка |
|
Щелочь отработанная при очистке углеводородного сырья от меркаптанов и сероводорода |
Щелочная очистка углеводородных фракций от меркаптанов и сероводорода |
30820401103 |
3 |
180 |
Нет |
|
Отходы смеси затвердевших разнородных пластмасс |
Растаривание реагентов |
5710990001004 |
4 |
0,123 |
Нет |
|
Масла турбинные отработанные |
Замена масел в насосно- |
5410021202033 |
3 |
1,36 |
Передача на утилизацию другой организации |
Таблица 3.68 - Сточные воды установки ЭЛОУ-АВТ с блоком вторичной перегонки
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп.170 |
Да |
4,3 |
0,78 |
8,7 |
4,74 |
|
Аммоний-ион |
5 |
Да |
11,3 |
50 |
100 |
75 |
|
БПК полн. |
165 |
Да |
- |
8 |
250 |
129 |
|
Железо |
47 |
Да |
- |
0,5 |
0,5 |
0,5 |
|
Взвешенные вещества |
166 |
Да |
- |
150 |
230 |
190 |
|
Нефтепродукты (нефть) |
74 |
Да |
9,5-714,2 |
0,1 |
50000 |
25000 |
|
Сульфиды |
99 |
Да/Нет |
0,33-188 |
0,1 |
432,5 |
216,3 |
|
Фенол, гидроксибензол |
119 |
Да |
0,009-29,4 |
0,5 |
64,3 |
32,4 |
|
Хлорид-анион (хлориды) |
129 |
Да |
- |
2168 |
2168 |
2168 |
3.6 Установки вторичной перегонки дистиллятов
3.6.1 Вторичная перегонка бензинов
Данные по выбросам, физическому воздействию, количеству сточных вод, отходов и потреблению энергии для установок вторичной перегонки бензинов представлены в таблицах 3.69-3.74.
Таблица 3.69 - Выбросы установки вторичной перегонки бензиновых фракций
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
0,78-42,35 |
0,18 |
24,7 |
12,44 |
|
Азота оксид |
2 |
0,13-260,6 |
0,027 |
9,2 |
4,6 |
|
Бензапирен |
7 |
1,6·10 |
9·10 |
6·10 |
3,4·10 |
|
Бензол |
67 |
0,02-15,2 |
0,001 |
0,7 |
0,35 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,002-14,98 |
0,0015 |
0,5 |
0,25 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,003 |
0,0001 |
0,0001 |
0,0001 |
|
Метан |
33 |
0,96 |
0,05 |
0,05 |
0,05 |
|
Метилбензол (толуол) |
70 |
0,003-9,7 |
0,0018 |
0,3 |
0,15 |
|
Сероводород |
40 |
0,0003-0,11 |
0,0035 |
0,009 |
0,006 |
|
Серы диоксид |
43 |
0,09-321,4 |
0,0001 |
15,1 |
7,6 |
|
Углеводороды |
58 |
0,096 |
3 |
3 |
3 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,9 |
0,007 |
27,7 |
13,9 |
|
Углеводороды предельные С6-С10 |
57 |
0,3-57,2 |
0,4 |
9,8 |
5,1 |
|
Углерода оксид |
46 |
0,3-206,9 |
0,06 |
13,7 |
6,9 |

Таблица 3.70 - Потребление энергетических ресурсов установки вторичной перегонки бензиновых фракций
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
0,14 |
25 |
|
Потребление пара |
Гкал/т |
0,0002 |
3,6 |
|
Охлаждающая вода |
куб.м/т |
1,7 |
1,7 |
|
Теплофикационная вода |
т.у.т./т |
5,5·10 |
5,7·10 |
|
Оборотная вода |
т.у.т./т |
0,00003 |
0,0019 |
|
Потребление топлива (всего) |
т.у.т./т |
8·10 |
0,03 |
|
Потребление топлива (жидкого) |
т.у.т./т |
4·10 |
0,013 |
|
Потребление топлива (газового) |
т.у.т./т |
7·10 |
0,03 |
Таблица 3.71 - Физические воздействия, производимые установкой вторичной перегонки бензиновых фракций
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ |
102 |
Соответствует норме |
|
Вибрация |
Компрессорная |
дБ |
113 |
Соответствует норме |
|
Вибрация |
Источник: Производственные процессы Место измерения: Этажерка |
дБ |
X - 74 |
Нет |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
22,3-26,5 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
90 |
Неустранимый фактор |
|
Шум |
Секции печей |
дБА |
77-98 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Насосные |
дБА |
77-90 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Блок колонн |
дБА |
82 |
Нет |
|
Шум |
Блок теплообменников |
дБА |
80 |
Соответствует норме |
|
Шум |
Компрессорная |
дБА |
97 |
Нет |
|
Шум |
Технологическая установка |
дБА |
94 |
Отсутствует |
|
Электромагнитное загрязнение |
Секции х, ХВ, ВКХ, ВХ, АВО |
дБА |
84,4-85,5 |
Предусмотреть обеспечение предельных уровней звукового давления |
Таблица 3.72 - Материальные ресурсы установки вторичной перегонки бензиновых фракций
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Азот |
Реагенты |
та |
10 |
10 |
|
ингибитор коррозии Додиген 481 |
Реагенты |
т |
0,125 |
0,2 |
|
нейтрализатор Додикор 1830 |
Реагенты |
кг |
16 |
Нет данных |
|
МДЭА,100% (Метилдиэтаноламин) |
Реагенты |
т |
0,002 |
0,004 |
|
Катализатор КСМ-Х |
Материалы |
т |
0,08 |
0,09 |
|
Калий едкий (КОН) 100% |
Реагенты |
т |
0,625 |
1,51 |
Таблица 3.73 - Отходы установки вторичной перегонки бензиновых фракций
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104037 |
3 |
5,94-29,3 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел индустриальных |
Отработанное масло насосов |
40613001313 |
3 |
0,121 |
Вторичное использование |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) |
Территория установок |
91920101393 |
3 |
0,25-0,86 |
Передача на утилизацию другой организации |
Таблица 3.74 - Сточные воды установки вторичной перегонки бензиновых фракций
|
Наимено- |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Сульфиды |
99 |
Да |
0,026 |
0,28 |
51,9 |
3,7 |
|
pH |
доп.170 |
Да |
0,057 |
7,4 |
9,2 |
8,2 |
3.6.2 Вторичная перегонка дизельных топлив
Данные по выбросам, физическому воздействию, материальным ресурсам и потреблению энергии для установок вторичной перегонки бензинов представлены в таблицах 3.75-3.78.
Таблица 3.75 - Выбросы установки вторичной перегонки дизельных фракций
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
1,9-6,2 |
0,07 |
1,1 |
0,59 |
|
Азота оксид |
2 |
1,-1,3 |
0,06 |
0,6 |
0,33 |
|
Бензапирен |
7 |
0,000002 |
0,0000001 |
0,0000001 |
0,0000001 |
|
Метан |
33 |
0,07 |
0,004 |
0,004 |
0,004 |
|
Серы диоксид |
43 |
0,1 |
0,006 |
0,013 |
0,01 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
38 |
1,2 |
2,1 |
1,7 |
|
Углеводороды предельные С6-С10 |
57 |
8,1 |
0,25 |
0,5 |
0,4 |
|
Углерода оксид |
46 |
0,6-3,7 |
0,04 |
1,6 |
0,8 |
Таблица 3.76 - Потребление энергетических ресурсов установки вторичной перегонки дизельных фракций
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
0,04 |
29,1 |
|
Потребление пара |
Гкал/т |
0,0007 |
0,046 |
|
Потребление топлива (всего) |
т.у.т./т |
0,001 |
0,006 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,001 |
0,006 |
|
Потребление топлива (газового) |
т.у.т./т |
0,03 |
0,03 |
Таблица 3.77 - Физические воздействия, производимые установкой вторичной перегонки дизельных фракций
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздейс- |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
94-96; 95; 94-95 |
Нет |
|
Вибрация |
Насосно- |
дБ |
76-80 |
Не превышает предельно допустимый уровень |
|
Шум |
Технологическое оборудование |
дБа |
87-88 |
Нет |
|
Шум |
Насосно- |
дБ |
52-87 |
Нет |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 в, свыше 1000 в (трансформаторные подстанции, распределительные устройства, ПВЭМ (в полосе частот 45-55 Гц) |
Напряженность эл. поля, кВ/м |
0,3 |
Уровни электро- |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 в, свыше 1000 в (трансформаторные подстанции, распределительные устройства, ПВЭМ (в полосе частот 45-55 Гц) |
Напряженность магнитного поля, А/м |
0,3 |
Уровни электро- |
Таблица 3.78 - Материальные ресурсы установки вторичной перегонки дизельных фракций
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Гидрогенизат защелоченный |
- |
т |
125207 |
250000 |
При работе установки возможны выбросы вредных веществ в атмосферу. Выбросы подразделяются на организованные и неорганизованные.
Организованными выбросами установки являются выбросы дымовых газов после трубчатых печей.
Наряду с организованными выбросами в ходе эксплуатации возможны неорганизованные выбросы через неплотности технологической аппаратуры, запорно-регулирующей и предохранительной арматуры, фланцевых соединений, уплотнений вращающихся валов и т.д.
Так как получение узких дизельных фракций возможно непосредственно на установках первичной переработки нефти (АТ, АВТ), данные о выбросах в атмосферу, сточных водах и твердых отходах будут аналогичны.
3.7 Установки термического крекинга, висбрекинга
Висбрекинг
Выбросы в атмосферу
Выбросы в атмосферу от висбрекинга включают выбросы от сжигания топлива в печах, вентиляционные газы и неорганизованные выбросы. Во фракционирующей колонне образуется кислый водный поток.
Полученный газ содержит и должен быть подвергнут дальнейшей обработке. Сероводород и меркаптаны выделяются из потока кислых вод из обратных холодильников. Углеводороды выпускаются из сбросов давления в сосудах с обратным холодильником, при хранении и погрузочно-разгрузочных операциях, разливах и сбросах сточных вод. Выбросы твердых частиц происходят во время операций по очистке печи примерно два раза в год.
Технологические сточные воды
Верхний газ фракционирующей колонны частично конденсируют и накапливают в верхней емкости для разделения на три фазы: поток углеводородного газа, поток жидких углеводородов и поток кислых вод. Кислый поток воды следует направлять в очиститель кислых вод. Поток сточных вод, образующихся в процессе висбрекинга, составляет приблизительно 56 литров на тонну исходного сырья.
Образующиеся отходы
Отходы, образующиеся в процессе висбрекинга, происходят от очистки оборудования процесса, примерно 20-25 тонн в год для нефтеперерабатывающего завода 5 млн. т в год.
Далее приведены данные российских заводов по процессу висбрекинга (таблицы 3.79-3.88).
Таблица 3.79 - Выбросы загрязняющих веществ в атмосферу с установки печного висбрекинга
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
18,3-536 |
0,3 |
17 |
8,7 |
|
Азота оксид |
2 |
7,5-87,8 |
0,1 |
2,8 |
1,5 |
|
Амилены (смесь изомеров) |
60 |
0,1-136,7 |
0,005 |
5,2 |
2,6 |
|
Бензапирен |
7 |
0,000006- |
0,00000009 |
0,0000009 |
0,0000005 |
|
Бензол |
67 |
0,1 |
0,0037 |
0,004 |
0,0039 |
|
Ванадия пяти оксид |
9 |
0,03 |
0,0013 |
0,007 |
0,004 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,008 |
0,00028 |
0,00032 |
0,0003 |
|
Метан |
33 |
0,6-1,6 |
0,004 |
0,083 |
0,044 |
|
Метилбензол (толуол) |
70 |
0,08-0,3 |
0,003 |
0,009 |
0,006 |
|
Метил-трет- |
доп. 180 |
63,3 |
2 |
2 |
2 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп.193 |
0,009 |
0,0003 |
0,0003 |
0,0003 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
586 |
12 |
18,6 |
15,3 |
|
Сероводород |
40 |
0,02-0,3 |
0,0007 |
0,015 |
0,008 |
|
Серы диоксид |
43 |
203-1066,9 |
1,2 |
33,8 |
17,5 |
|
Углеводороды предельные С12-С19 |
58 |
0,08-4,3 |
0,1 |
0,16 |
0,13 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
5,1-846,3 |
0,02 |
47,1 |
23,6 |
|
Углеводороды предельные С6-С10 |
57 |
0,14-100,5 |
0,004 |
5,4 |
2,7 |
|
Углерод (Сажа) |
доп.195 |
0,014 |
0,0006 |
0,003 |
0,0018 |
|
Углерода оксид |
46 |
11,2-348,2 |
0,02 |
11 |
5,5 |
|
Этилбензол (стирол) |
74 |
0,0025 |
0,00009 |
0,0001 |
0,000095 |
Таблица 3.80 - Отходы производства и потребления установки печного висбрекинга
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104038 |
3 |
29,3-241 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел индустриальных |
Отработанное масло насосов |
40613001313 |
3 |
0,1-0,4 |
Вторичное использование |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) |
Территория установок |
91920101393 |
3 |
0,4-0,9 |
Нет |
|
Масла турбинные отработанные |
Замена масел в насосно- |
5410021202033 |
3 |
0,4 |
Передача на утилизацию другой организации |
Таблица 3.81 - Сточные воды установки печного висбрекинга
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
- |
- |
8 |
8,1 |
8,05 |
|
Нефтепродукты (нефть) |
74 |
Да |
2-13 |
8 |
68 |
38 |
|
Сульфиды |
99 |
Да |
0,015 |
0,06 |
1,1 |
0,6 |
Таблица 3.82 - Потребление энергетических ресурсов установкой печного висбрекинга
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
4,7 |
11,5 |
|
Потребление пара |
Гкал/т |
0,0007 |
0,029 |
|
Свежая вода |
куб.м/т |
0,02 |
0,04 |
|
Потребление топлива (всего) |
т.у.т./т |
0,0002 |
0,07 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0001 |
0,024 |
|
Потребление топлива (газового) |
т.у.т./т |
0,0001 |
0,043 |
Таблица 3.83 - Материальные ресурсы установки печного висбрекинга
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Ингибитор коррозии |
Реагенты |
т |
0,02 |
1,66 |
|
Антикоксообразователь |
Реагенты |
т |
0,24 |
3,4 |
|
Диспергатор- |
Реагенты |
т |
0,36 |
3,4 |
|
Нейтрализатор |
Реагенты |
кг/ч |
0,054 |
0,07 |
|
Ингибитор коксообразования |
Реагенты |
кг/тн сырья |
0,001 |
0,02 |
Таблица 3.84 - Выбросы загрязняющих веществ в атмосферу с установки печного висбрекинга с сокинг камерой
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
13,9-40,5 |
0,16 |
1,3 |
0,7 |
|
Азота оксид |
2 |
2,3-18,8 |
0,07 |
0,62 |
0,35 |
|
Амилены (смесь изомеров) |
60 |
0,08-1,96 |
0,005 |
0,062 |
0,034 |
|
Бензапирен |
7 |
0,000001- |
0,00000005 |
0,0000004 |
0,0000002 |
|
Бензол |
67 |
0,02-0,24 |
0,0007 |
0,02 |
0,01 |
|
Ванадия пяти оксид |
9 |
0,15 |
0,004 |
0,01 |
0,007 |
|
Диметиламин |
148 |
0,095 |
0,003 |
0,003 |
0,003 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,003-0,018 |
0,0001 |
0,0007 |
0,0004 |
|
Метан |
33 |
0,025-2,4 |
0,0007 |
0,09 |
0,045 |
|
Метилбензол (толуол) |
70 |
0,0009-0,18 |
0,00003 |
0,007 |
0,0035 |
|
Сероводород |
40 |
0,004-0,03 |
0,0002 |
0,0009 |
0,00055 |
|
Серы диоксид |
43 |
0,6-218,3 |
0,02 |
22 |
11 |
|
Углеводороды предельные С12-С19 |
58 |
1,9-5,7 |
0,2 |
0,3 |
0,25 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,016-11,5 |
0,0001 |
0,5 |
0,25 |
|
Углеводороды предельные С6-С10 |
57 |
0,00016-5,15 |
0,000012 |
0,08 |
0,04 |
|
Углерод (Сажа) |
доп. 195 |
0,07 |
0,0017 |
0,004 |
0,003 |
|
Углерода оксид |
46 |
17-24,1 |
0,6 |
0,9 |
0,75 |
|
Этилбензол (стирол) |
74 |
0,0017-0,006 |
0,00009 |
0,0002 |
0,00015 |
|
Моноэтаноламин |
доп.181 |
0,2 |
- |
- |
- |
Таблица 3.85 - Сточные воды установки печного висбрекинга с сокинг камерой
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Железо |
47 |
Да |
0,012 |
0,3 |
0,3 |
0,3 |
|
pH |
доп.170 |
- |
- |
8 |
8,1 |
8 |
|
Нефтепродукты (нефть) |
74 |
Да |
9,5-16,04 |
21,8 |
536 |
279 |
|
Сульфиды |
99 |
Да/Нет |
0,4 |
0,2 |
14790 |
7395 |
|
Фенол, гидроксибензол |
119 |
Да |
0,009-0,05 |
0,1 |
81 |
40,5 |
|
Хлорид-анион (хлориды) |
129 |
Да |
2,2 |
54,3 |
54,3 |
54,3 |
Таблица 3.86 - Отходы производства и потребления установки печного висбрекинга с сокинг камерой
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Коксовые массы отработанные, загрязненные нефтепродуктами (содержание нефтепродуктов менее 15%) |
Зачистка колонн и змеевика |
44250502204 |
4 |
11,8 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел индустриальных |
Насосное и компрессорное оборудование |
40613001313 |
3 |
0,98-2,8 |
Вторичное использование |
|
Шлам очистки емкостей, трубопроводов от нефти и нефтепродуктов |
Теплообменники, колонны, трубопроводы |
91120002393 |
3 |
8,8 |
Вторичное использование |
|
Масла турбинные отработанные |
Замена масел в насосно- |
5410021202033 |
3 |
2,7 |
Передача на утилизацию другой организации |
Таблица 3.87 - Потребление энергетических ресурсов установкой печного висбрекинга с сокинг камерой
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
9,2 |
13,7 |
|
Потребление пара |
Гкал/т |
0,0004 |
0,033 |
|
Свежая вода |
куб.м/т |
0,034 |
0,033 |
|
Охлаждающая вода |
куб.м/т |
0,72 |
0,88 |
|
Теплофикационная вода |
т.у.т./т |
0,0003 |
0,0005 |
|
Оборотная вода |
т.у.т./т |
1,35-75,231 |
1,7-141,215 |
|
Потребление топлива (всего) |
т.у.т./т |
1,5·10 |
0,00018 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,001 |
0,0037 |
|
Потребление топлива (газового) |
т.у.т./т |
0,0006 |
0,022 |
Таблица 3.88 - Материальные ресурсы установки печного висбрекинга с сокинг камерой
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Стабилизатор |
Реагенты |
кг |
23000 |
30000 |
|
Ингибитор коксообразования |
Реагенты |
т |
12 |
1010552,4 |
|
Метилдиэтаноламин |
Материалы |
кг |
2000 |
3000 |
|
Едкий натр - сода каустическая |
Реагенты |
т |
44967,6 |
54960,3 |
|
Поглотитель сероводорода |
Реагенты |
т |
882395,1 |
1078482,9 |
|
Нейтрализатор |
Реагенты |
кг/т |
0,0009 |
0,001 |
|
Ингибитор коррозии |
Реагенты |
кг/т |
0,0004 |
0,00042 |
|
Моноэтаноламин |
Реагенты |
кг/т |
0,3 |
0,3 |
|
Антикоксоосадитель |
Реагенты |
кг/т |
0,007 |
0,008 |
|
Антикоксообразователь |
Реагенты |
кг/т |
0,01 |
0,012 |
|
Антипенообразователь |
Реагенты |
кг/т |
0,002 |
0,006 |
3.8 Коксование
Самым важным аспектом экологической безопасности процессов коксования является контроль над выделением коксовых частиц.
Выбросы в воздух
Выбросы в воздух при операциях коксования включают выбросы дымовых газов печей и неорганизованные выбросы. Кроме того, удаление кокса из реактора (замедленное коксование) может генерировать выбросы мелких твердых частиц и остаточных углеводородов в атмосферу. Главными загрязнителями процесса коксования являются следующие.
Соединения серы, сероводород, меркаптаны, могут выделяться из потока серосодержащей воды из обратного холодильника;
Углеводороды могут выделяться при понижении давления в сборнике и на клапанах, в выбросах башенного охладителя, операциях хранения и технического обслуживания, утечках и потоках отходов и воды;
Взвешенные частицы могут выделяться из системы очистки дымового газа, системы очистки газа роторной установки коксования, при техническом обслуживании оборудования выгрузки и хранения кокса.
Для предотвращения выделения коксовой пыли для газовых потоков используют циклоны и рукавные фильтры.
Сточные воды
Сточные воды, образующиеся при удалении кокса, водные стоки от процессов выгрузки кокса, серосодержащая вода верхнего продукта ректификационной колонны, стоки после операции охлаждения и закачивании пара направляются на очистные сооружения НПЗ. Количество сточных вод, образованное в процессах коксования, составляет около 140 литров на тонну исходного сырья. Они содержат , , взвешенные частицы (коксовую пыль с содержанием металлов), ХПК, высокий рН, твердые частицы, углеводороды, соединения серы, цианиды и фенолы.
Твердые отходы
Твердые отходы, образующиеся в процессах коксования, представляют собой коксовую пыль (частицы углерода и углеводорода) и продувочные шламы, содержащие углеводороды.
3.8.1 Замедленное коксование в необогреваемых коксовых камерах
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок замедленного коксования представлены в таблицах 3.89-3.94.
Таблица 3.89 - Потребление энергетических ресурсов установкой замедленного коксования в необогреваемых коксовых камерах
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
3,8 |
29,7 |
|
Потребление пара |
Гкал/т |
0,003 |
165,4 |
|
Охлаждающая вода |
куб.м/т |
0,15 |
5 |
|
Теплофикационная вода |
т.у.т./т |
0,0002 |
1,5 |
|
Оборотная вода |
т.у.т./т |
0,00028 |
0,00032 |
|
Потребление топлива (всего) |
т.у.т./т |
0,0001 |
156 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,00002 |
57 |
|
Потребление топлива (газового) |
т.у.т./т |
0,00007 |
189 |
Таблица 3.90 - Выбросы загрязняющих веществ в атмосферу с установки замедленного коксования в необогреваемых коксовых камерах
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
0,4-91,8 |
0,5 |
13,3 |
6,9 |
|
Азота оксид |
2 |
0,07-14,9 |
0,09 |
2,2 |
1,15 |
|
Амилены (смесь изомеров) |
60 |
3,3-91,1 |
0,05 |
4,1 |
2 |
|
Бензапирен |
7 |
2·10 |
1,3·10 |
3·10 |
1,6·10 |
|
Бензол |
67 |
0,01-0,2 |
0,0008 |
0,3 |
0,15 |
|
Взвешенные вещества |
12 |
0,006-61,7 |
0,2 |
2 |
1,1 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,016-2,2 |
2,5·10 |
3,9 |
1,95 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,44 |
0,0132 |
0,0139 |
0,014 |
|
Керосин |
156 |
5·10 |
1,7·10 |
0,04 |
0,02 |
|
Метан |
33 |
0,005-4,4 |
0,02 |
0,14 |
0,8 |
|
Метилбензол (толуол) |
70 |
0,012-1,5 |
0,0008 |
0,4 |
0,2 |
|
Минеральное масло |
157 |
1,6·10 |
2·10 |
0,04 |
0,02 |
|
Моноэтаноламин |
доп.181 |
0,002 |
4·10 |
0,0002 |
0,00012 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп.193 |
0,07 |
0,002 |
0,002 |
0,002 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
2,1 |
0,0004 |
0,1 |
0,05 |
|
Сероводород |
40 |
0,08-0,8 |
0,0005 |
2,4 |
1,2 |
|
Серы диоксид |
43 |
0,2-633,8 |
0,1 |
14,6 |
7,4 |
|
Углеводороды предельные С12-С19 |
58 |
0,08-8 |
0,02 |
47,9 |
24 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,6-1227,2 |
0,05 |
143,7 |
71,9 |
|
Углеводороды предельные С6-С10 |
57 |
0,1-418,9 |
0,07 |
47,2 |
23,6 |
|
Углерод (Сажа) |
доп.195 |
0,001-0,4 |
0,004 |
0,46 |
0,23 |
|
Углерода оксид |
46 |
0,2-12,7 |
0,0018 |
7,8 |
3,9 |
|
Фенол |
73 |
0,0002-0,04 |
2·10 |
0,008 |
0,004 |

Таблица 3.91 - Сбросы загрязняющих веществ на очистные сооружения с установки замедленного коксования в необогреваемых коксовых камерах
|
Наименование загрязняющего вещества сбросов |
Код загрязняющего вещества по 1316 (II - для водных объектов)/ порядковый номер |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Аммоний-ион |
5 |
Да |
0,8 |
0,4 |
6 |
3,2 |
|
pH |
доп.170 |
Да |
- |
7,6 |
8,5 |
8,1 |
|
Взвешенные вещества |
166 |
Да |
1,6 |
40 |
150 |
95 |
|
Нефтепродукты (нефть) |
74 |
Да |
6-23,6 |
3 |
800 |
402 |
|
Фенол, гидроксибензол |
119 |
Да |
0,33 |
1 |
3,6 |
2,3 |
Таблица 3.92 - Отходы производства и потребления установки замедленного коксования в необогреваемых коксовых камерах
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104033 |
3 |
10,6-50 |
Переработка, передача на утилизацию другой организации |
|
Отходы минеральных масел индустриальных |
Насосное оборудование |
40613001313 |
3 |
1 |
Переработка |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
0,9-100 |
Переработка, передача на утилизацию другой организации |
Таблица 3.93 - Физические факторы воздействия установки замедленного коксования в необогреваемых коксовых камерах
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Компрессорное оборудование |
мм·с-1* |
7,1 |
Нет |
|
Вибрация |
Насосное оборудование |
дБ |
83,8-91 |
Нет |
|
Вибрация |
Аппаратный двор |
дБ |
84 |
Нет |
|
Вибрация |
Галерея и отделение дробления |
дБ |
96 |
Нет |
|
Вибрация |
Источник: Производственные процессы |
дБ |
X - 91 |
|
|
Тепловое воздействие |
Печи |
°С |
не более 60 на поверхности |
Нет |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
23,5 |
Нет |
|
Шум |
Насосные агрегаты, компрессорное оборудование |
дБА |
80-93 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
87-97 |
Неустранимый фактор |
|
Шум |
Галерея и отделение дробления |
дБ |
85,9 |
Нет |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 В, свыше 1000 В (трансформаторные подстанции, распределительные устройства) |
Напряженность эл. поля, кВ/м |
0,3 |
Уровни электромагнитных полей (частотой 50 Гц) не превышают предельно допустимые значения |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 В, свыше 1000 в (трансформаторные подстанции, распредилительные* устройства) |
Напряженность магнитного поля, А/м |
4 |
Уровни электромагнитных полей (частотой 50 Гц) не превышают предельно допустимые значения |
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.94 - Материальные ресурсы установки замедленного коксования в необогреваемых коксовых камерах
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Деэмульгатор |
Реагенты |
т |
4,8 |
4,8 |
|
Ингибитор коррозии |
Реагенты |
т |
0,4 |
10,1 |
|
Антивспениватель |
Реагенты |
т |
1,1 |
11 |
|
Полисульфид аммония |
Реагенты |
т |
172,8 |
172,8 |
|
Метилдиэтаноламин (МДЭА) (в пересчете на 100%) |
Реагенты |
т |
2,9 |
6,8 |
|
Азот |
Реагенты |
т |
0,5 |
0,8 |
|
Жидкость ПМС-200А |
Реагенты |
кг/сут |
127,5 |
378 |
|
Уголь активный АГ-3 |
Материалы |
кг/сут |
328,1 |
521,1 |
|
Жидкость гидравлическая "Ecosafe FR 46" |
материал |
кг |
3189,8 |
3189,8 |
|
Канат |
материал |
м |
192,5 |
1340,3 |
|
Натр едкий |
Реагенты |
кг/т |
0,5 |
0,5 |
|
Ингибитор солеотложений "В9305" |
Реагенты |
кг/т |
0,67 |
0,67 |
|
Биодисперсант "В9280" |
Реагенты |
кг/т |
0,3 |
0,3 |
|
Гудрон, тяжелый газойль каталитического крекинга, смола пиролиза, тогон-бензин, ЭСОМ, асфальт |
т |
84970 |
640000 |
3.8.2 Прокаливание кокса
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок прокаливания кокса представлены в таблицах 3.95-3.100.
Таблица 3.95 - Потребление энергетических ресурсов установкой прокаливания кокса
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
37,3 |
55,6 |
|
Потребление пара |
Гкал/т |
0,028 |
0,29 |
|
Теплофикационная вода |
т.у.т./т |
0,0024 |
0,0025 |
|
Оборотная вода |
т.у.т./т |
0,0008 |
0,00082 |
|
Потребление топлива (всего) |
т.у.т./т |
0,032 |
0,082 |
|
Потребление топлива (газового) |
т.у.т./т |
0,00024 |
0,032 |
Таблица 3.96 - Выбросы загрязняющих веществ в атмосферу с установки прокаливания кокса
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
70,7-122 |
1,7 |
3,9 |
2,8 |
|
Азота оксид |
2 |
11,5-19,8 |
0,3 |
0,6 |
0,45 |
|
Бензапирен |
7 |
1·10 |
1,4·10 |
3,5·10 |
2,4·10 |
|
Метан |
33 |
3,9 |
0,022 |
0,12 |
0,06 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
53,3-83,5 |
0,03 |
2,6 |
1,3 |
|
Серы диоксид |
43 |
87,8-111 |
0,8 |
3,5 |
2,15 |
|
Углеводороды предельные С1-С-5 (исключая метан) |
56 |
0,12 |
0,0033 |
0,0037 |
0,0035 |
|
Углеводороды предельные С6-С10 |
57 |
7,1 |
0,07 |
0,2 |
0,14 |
|
Углерод (Сажа) |
доп.195 |
0,7-12,9 |
0,006 |
0,8 |
0,4 |
|
Углерода оксид |
46 |
11,6-31,5 |
0,17 |
1 |
0,6 |
Таблица 3.97 - Сбросы загрязняющих веществ на очистные сооружения с установки прокаливания кокса
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
Да |
- |
800 |
800 |
800 |
|
Взвешенные вещества |
166 |
Да |
- |
150 |
150 |
150 |
Таблица 3.98 - Отходы производства и потребления установки прокаливания кокса
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел индустриальных |
Насосное оборудование |
40613001313 |
3 |
1,5 |
Переработка |
Таблица 3.99 - Физические факторы воздействия установки прокаливания кокса
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосное оборудование |
дБ |
89-102 |
Нет |
|
Вибрация |
Аппаратный двор |
дБ |
78 |
Нет |
|
Вибрация |
Склад кокса |
дБ |
89-109 |
Нет |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
23 |
Нет |
|
Шум |
Насосное оборудование |
дБ |
83,6-89,1 |
Нет |
|
Шум |
Аппаратный двор |
дБ |
78,4 |
Нет |
|
Шум |
Склад кокса |
дБ |
74,3-92,6 |
Нет |
Таблица 3.100 - Материальные ресурсы установки прокаливания кокса
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Азот |
Реагенты |
т |
5 |
10 |
|
Газойль тяжелый УЗК (обмасливающий продукт) |
Реагенты |
кг/сут |
336 |
836 |
3.9 Производство битумов
Окисление битума - процесс с низкими энергетическими затратами. Немного электроэнергии требуется для воздушного компрессора, насоса перегонки продукта и конденсационной системы. Использование электроэнергии в этих процессах составляет 15-35 кВт-час/тонну, и используемый в этом процессе пар составляет 100-200 кг/тонну. Охлаждающая вода используется в качестве конденсатора. При применении прямого водяного охлаждения обычно используется большое количество воды.
Воздействия
|
На атмосферу |
Дымовой газ из печей Отходящие газы верхней части установки производства битума содержат главным образом легкие углеводороды, Главные проблемы производства битума связаны с выпусками сероводорода из дистиллированных остатков, кислым конденсатом, и газом, выработанным в процессе окисления. Углеводороды и соединения серы могут выделяться при утечке из клапанов понижения давления в виде жидких капель, содержащих аэрозоль, из системы вентиляции операций налива. |
|
Технологические сточные воды |
Серосодержащая вода образуется в верхней части окислительной колонны. Этот поток составляет до 5 м Другие потенциальные сбросы в воду представляют углеводороды и соединения серы из уплотнений и утечек. |
|
Отходы |
Эмульсии дренажной нефти формируются в верхней части окислительной колонны. Они содержат углеводороды, воду и твердые частицы. |
 ,
, 3.9.1 Производство битумов в окислительных колоннах
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок производства битумов в окислительных колонах представлены в таблицах 3.101-3.106.
Таблица 3.101 - Потребление энергетических ресурсов установкой производства битумов в окислительных колоннах
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
7 |
43,6 |
|
Потребление пара |
Гкал/т |
0,0005 |
0,5 |
|
Свежая вода |
куб.м/т |
0,042 |
0,045 |
|
Теплофикационная вода |
т.у.т./т |
0,0002 |
3 |
|
Оборотная вода |
т.у.т./т |
0,00003 |
3,33 |
|
Потребление топлива (всего) |
т.у.т./т |
0,0013 |
23 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0013 |
23 |
|
Потребление топлива (газового) |
т.у.т./т |
0,0007 |
0,3 |
Таблица 3.102 - Выбросы загрязняющих веществ в атмосферу с установки производства битумов в окислительных колоннах
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, тонн |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
05*-86,9 |
0,006 |
11,7 |
5,9 |
|
Азота оксид |
2 |
0,08-14,1 |
0,001 |
1,9 |
0,95 |
|
Амилены (смесь изомеров) |
60 |
0,002 |
6·10 |
6·10 |
6·10 |
|
Бензапирен |
7 |
7·10 |
2·10 |
2,8·10 |
1,4·10 |
|
Ванадия пяти оксид |
9 |
0,018 |
0,0006 |
0,0006 |
0,0006 |
|
Дижелезо триоксид (железа оксид) |
доп.192 |
0,007 |
0,002 |
0,002 |
0,002 |
|
Марганец и его соединения |
31 |
0,0006 |
0,0002 |
0,0002 |
0,0002 |
|
Метан |
33 |
0,05-24,2 |
0,003 |
0,82 |
0,41 |
|
Метилмеркаптан, этилмеркаптан |
34 |
0,06 |
0,004 |
0,005 |
0,0045 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
0,001 |
0,0003 |
0,0003 |
0,0003 |
|
Сероводород |
40 |
0,003-35,2 |
0,0001 |
1,2 |
0,6 |
|
Серы диоксид |
43 |
7,9-796,9 |
0,01 |
64,4 |
32,2 |
|
Углеводороды предельные С12-С19 |
58 |
0,6-33,9 |
0,005 |
4,2 |
2,1 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,8-53,2 |
0,03 |
1,8 |
0,92 |
|
Углеводороды предельные С6-С10 |
57 |
2,2-135,6 |
0,1 |
16,8 |
8,5 |
|
Углерод (Сажа) |
доп.195 |
8·10 |
2,6·10 |
2,6·10 |
2,6·10 |
|
Углерода оксид |
46 |
1,3-254 |
0,002 |
8,5 |
4,3 |
|
Фенол |
73 |
0,005-0,17 |
0,0003 |
0,006 |
0,0032 |
|
Фториды газообразные (гидрофторид, кремний тетрафторид) (в пересчете на фтор) |
49 |
5·10 |
1·10 |
1·10 |
1·10 |
|
Фториды твердые |
50 |
0,002 |
6·10 |
6·10 |
6·10 |
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.103 - Отходы производства и потребления установки производства битумов в окислительных колоннах
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104037 |
3 |
5,2-310,1 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел индустриальных |
Отработанное масло насосов |
40613001313 |
3 |
0,121-1,98 |
Вторичное использование |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
0,37-12 |
Переработка |
|
Масла компрессорные отработанные |
Замена масел в насосно- |
541002110203 3 |
3 |
0,1 |
Вторичное использование |
|
Отходы битума, асфальта в твердой форме |
Ликвидация проливов битума, зачистка оборудования битумной установки, лабораторный анализ |
5490120001004 |
4 |
300 |
Нет |
Таблица 3.104 - Сбросы установки производства битумов в окислительных колоннах
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Сульфиды |
99 |
Да |
0,002 |
0,01 |
0,11 |
0,06 |
|
pH |
доп.170 |
- |
- |
7,6 |
8,1 |
7,9 |
|
Нефтепродукты (нефть) |
74 |
Да |
4,1-17 |
12,9 |
100 |
56,5 |
Таблица 3.105 - Физические факторы воздействия установки производства битумов в окислительных колоннах
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ |
86-100 |
Соответствует норме |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
19,9 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
83 |
Неустранимый фактор |
|
Шум |
Насосное оборудование |
La, дБА |
90-97 |
Нет |
|
Шум |
Воздуходувки |
дБА |
82,9-96,5 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Компрессорные воздушные |
дБА |
68,0-86,5 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Блок печей |
дБА |
103 |
Нет |
|
Шум |
Блок колонн |
дБА |
80 |
Соответствует норме |
|
Шум |
Резервуарный парк (парк хранения) |
дБА |
72 |
Соответствует норме |
Таблица 3.106 - Материальные ресурсы установки производства битумов в окислительных колоннах
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Азот |
Реагенты |
т |
5 |
25 |
|
Эмульгатор Stabiram MS6 |
Реагенты |
т |
0,13 |
1,5 |
|
Термоэластопласт ДСТ 30-01 |
Реагенты |
т |
2,4 |
4,2 |
|
Кислота соляная 32% |
Реагенты |
т |
7,5 |
78,7 |
|
Масло И-40А |
Реагенты |
т |
16,7 |
164,2 |
|
БНД 90/130 |
Реагенты |
т |
15,7 |
2339 |
|
Кальций хлористый техн. |
Реагенты |
т |
0,013 |
0,21 |
|
Пластификатор СБ-35/58 |
Реагенты |
т |
1 |
320 |
|
Гудрон, асфальт |
т |
82677 |
300000 |
3.9.2 Окисление в кубах
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок окисления битума в кубах представлены в таблицах 3.107-3.112.
Таблица 3.107 - Потребление энергетических ресурсов установкой окисления в кубах
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
2,2 |
3,9 |
|
Потребление пара |
Гкал/т |
0,0005 |
0,0027 |
|
Свежая вода |
куб.м/т |
0,1 |
0,36 |
|
Потребление топлива (газового) |
т.у.т./т |
0,00067 |
0,0027 |
Таблица 3.108 - Выбросы загрязняющих веществ в атмосферу с установки окисления в кубах
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
7,7-9,37 |
0,26 |
0,29 |
0,28 |
|
Азота оксид |
2 |
1,25-1,51 |
0,04 |
0,046 |
0,043 |
|
Сероводород |
40 |
0,05-0,163 |
0,0016 |
0,0016 |
0,0016 |
|
Серы диоксид |
43 |
9,4-12,3 |
0,28 |
0,37 |
0,33 |
|
Углерода оксид |
46 |
18,9-22,19 |
0,63 |
0,69 |
0,66 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
1-2 |
0,03 |
0,03 |
0,03 |
|
Углеводороды предельные С12-С19 |
58 |
17,6-49,86 |
0,13 |
0,16 |
0,15 |
|
Углеводороды предельные С6-С10 |
57 |
1,47 |
- |
- |
- |
|
Бензапирен |
7 |
2·10 |
- |
- |
- |
|
Взвешенные вещества |
12 |
0,0025 |
- |
- |
- |
|
Метан |
33 |
0,19 |
- |
- |
- |
|
Углерод (Сажа) |
доп.197 |
0,01 |
- |
- |
- |
Таблица 3.109 - Отходы производства и потребления установки окисления в кубах
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел индустриальных |
Замена масла индустриального |
40613001313 |
3 |
0,03 |
Переработка |
Таблица 3.110 - Сбросы установки окисления в кубах
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
Да |
5,2 |
4,8 |
850 |
122 |
Таблица 3.111 - Физические факторы воздействия установки окисления в кубах
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Насосное, компрессорное оборудование |
дБА |
82,3 |
Нет |
|
Шум |
Аппаратный двор (печи, емкости, колонны и др. оборудование) |
дБА |
88,3 |
Нет |
|
Шум |
Кабина погрузчика битума |
дБА |
90,1 |
Нет |
Таблица 3.112 - Материальные ресурсы установки
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Мешок для затаривания битума |
Материалы |
шт./т |
0,015 |
0,024 |
3.9.3 Окисление в трубчатых реакторах
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию и отходам для установок окисления в трубчатых реакторах представлены в таблицах 3.113-3.116.
Таблица 3.113 - Потребление энергетических ресурсов установкой окисления в трубчатых реакторах
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
7,96 |
9,42 |
|
Потребление пара |
Гкал/т |
0,5 |
0,5 |
|
Оборотная вода |
т.у.т./т |
85,8 |
85,8 |
|
Потребление топлива (всего) |
т.у.т./т |
0,36 |
0,36 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,049 |
0,049 |
|
Потребление топлива (газового) |
т.у.т./т |
0,31 |
0,31 |
Таблица 3.114 - Выбросы загрязняющих веществ в атмосферу с установки окисления в трубчатых реакторах
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
35,8 |
18,2 |
18,2 |
18,2 |
|
Азота оксид |
2 |
5,8 |
3 |
3 |
3 |
|
Бензапирен |
7 |
8·10 |
4·10 |
4·10 |
4·10 |
|
Ванадия пяти оксид |
9 |
0,04 |
0,02 |
0,02 |
0,02 |
|
Метан |
33 |
1,05 |
8,1 |
8,1 |
8,1 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
1,2 |
0,61 |
0,61 |
0,61 |
|
Сероводород |
40 |
0,06 |
0,03 |
0,03 |
0,03 |
|
Серы диоксид |
43 |
76,6 |
39 |
39 |
39 |
|
Углерода оксид |
46 |
32,6 |
16,6 |
16,6 |
16,6 |
|
Фенол |
73 |
0,002 |
9·10 |
9·10 |
9·10 |
Таблица 3.115 - Отходы производства и потребления установки окисления в трубчатых реакторах
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Производство, транспортировка, хранение нефтепродуктов |
91120002393 |
3 |
3,5 |
Переработка |
Таблица 3.116 - Физические факторы воздействия установки окисления в трубчатых реакторах
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
технологическое оборудование |
дБА |
87 |
Нет |
|
Вибрация |
технологическое оборудование |
дБ |
74 |
Нет |
3.10 Установки каталитического риформинга
В процессе риформинга очень малое количество сырья нафты преобразуется в кокс, что требует регенерации катализатора. Периодически отходящий газ регенерации катализатора изменяется количественно и качественно в зависимости от применяемой технологии риформинга и распределения отходящего газа. Газ регенерации может содержать воздух с содержанием разбавленного кислорода, пар, , следы HCI,  , CO, , углеводороды и следы диоксинов и фуранов. В зависимости от технологии и конструкции системы, отдувочный газ может быть очищен через слой адсорбента, через щелочной скруббер или промывкой водой. Выбросы в воздух остаточных компонентов значительно варьируются в зависимости от конфигурации установки.
, CO, , углеводороды и следы диоксинов и фуранов. В зависимости от технологии и конструкции системы, отдувочный газ может быть очищен через слой адсорбента, через щелочной скруббер или промывкой водой. Выбросы в воздух остаточных компонентов значительно варьируются в зависимости от конфигурации установки.
Выбросы в воздух
Выбросы в воздух от каталитического риформинга образуются в печах при сжигании топлива, от неорганизованных выбросов (углеводороды из клапанов понижении* давления и утечек) и регенерации. Эмиссии углеводородов и твердых частиц могут происходить при замене катализатора и во время операций очистки.
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Сточные воды
Если на установке риформинга используется водный или щелочной скруббер, то образуются сточные воды, количество составляет около 1-3 литров на тонну исходного сырья. Сточные воды содержат углеводороды, взвешенные частицы, ХПК и относительно низкие уровни (сульфидов), хлориды, аммиак и меркаптаны.
Образующиеся отходы
Катализаторы, включая уловленные при загрузке-выгрузке пылевидные частицы, собираются и отправляются на восстановление платины. Твердые частицы катализатора установки обычно составляют менее чем 1 тонну в год на 1,7 млн. тонн в год установки риформинга. В среднем, срок службы катализатора составляет около 10 лет. Другой потенциальный твердый отход, образующийся периодически - адсорбент на основе алюминия, используемый как уловитель хлоридов в выбросах и отработанные цеолиты.
3.10.1 Каталитический риформинг со стационарным слоем катализатора
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок каталитического риформинга со стационарным слоем катализатора представлены в таблицах 3.117-3.122.
Таблица 3.117 - Выбросы установки каталитического риформинга со стационарным слоем катализатора
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
0,0002-333,6 |
9·10 |
86,5 |
43,3 |
|
Азота оксид |
2 |
0,0005-3968 |
1,9·10 |
14,05 |
7 |
|
Азотная кислота |
3 |
4·10 |
3·10 |
3·10 |
3·10 |
|
Амилены (смесь изомеров) |
60 |
0,003-0,3 |
0,00009 |
0,087 |
0,44 |
|
Аммиак |
4 |
0,3 |
0,014 |
0,014 |
0,014 |
|
Бензапирен |
7 |
6·10 |
9·10 |
1·10 |
5·10 |
|
Бензол |
67 |
0,0004-20,3 |
7·10 |
0,9 |
0,45 |
|
Ванадия пяти оксид |
9 |
0,008-0,2 |
9·10 |
0,02 |
0,01 |
|
Диалюминий триоксид (в пересчете на алюминий) |
18 |
0,02 |
0,05 |
0,05 |
0,05 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,002-12,9 |
2·10 |
0,6 |
0,3 |
|
Диметилсульфид |
146 |
0,3 |
0,034 |
0,034 |
0,034 |
|
Железа трихлорид (в пересчете на железо) |
21 |
0,002 |
0,0016 |
0,0016 |
0,0016 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,004-2 |
1·10 |
0,09 |
0,05 |
|
Карбонат натрия (динатрий карбонат) |
25 |
0,001 |
0,02 |
0,02 |
0,02 |
|
Керосин |
156 |
5,5 |
0,09 |
0,17 |
0,13 |
|
Кобальт и его соединения (кобальта оксид, соли кобальта в пересчете на кобальт) |
27 |
0,00009 |
0,002 |
0,002 |
0,002 |
|
Летучие органические соединения |
доп.162 |
53 |
1,8 |
1,8 |
1,8 |
|
Магний оксид |
30 |
1,7-16,7 |
0,05 |
0,5 |
|
|
Марганец и его соединения |
31 |
1,3·10 |
1·10 |
1·10 |
1·10 |
|
Метан |
33 |
0,025-90 |
0,0001 |
13,4 |
6,7 |
|
Метилбензол (толуол) |
70 |
0,0065-26,6 |
0,0001 |
0,8 |
0,4 |
|
Метилмеркаптан, этилмеркаптан |
34 |
0,003 |
0,0068 |
0,0068 |
0,0068 |
|
Минеральное масло |
157 |
4·10 |
0,02 |
0,2 |
0,11 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп.193 |
0,0085-1,5 |
0,01 |
0,05 |
0,025 |
|
Пропилен |
64 |
0,016-0,1 |
0,0005 |
0,0036 |
0,002 |
|
Пыль абразивная (Корунд белый, Монокорунд) |
доп.194 |
0,0009 |
0,003 |
0,003 |
0,003 |
|
Растворитель мебельный (АМР-3) (контроль по толуолу) |
71 |
0,035 |
0,001 |
0,001 |
0,001 |
|
Сероводород |
40 |
3·10 |
9·10 |
0,07 |
0,035 |
|
Серы диоксид |
43 |
6·10 |
2·10 |
39,1 |
19,6 |
|
Тетрахлорэтилен (перхлорэтилен) |
90 |
0,04-3,1 |
0,1 |
1,3 |
0,7 |
|
Углеводороды предельные С12-С19 |
58 |
0,005-5,8 |
2,4·10 |
24,6 |
12,3 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,02-325,5 |
2,5·10 |
53,3 |
26,7 |
|
Углеводороды предельные С6-С10 |
57 |
0,1-106,8 |
0,01 |
11 |
5,5 |
|
Углерод (Сажа) |
доп.195 |
0,03-7,3 |
5·10 |
0,35 |
0,18 |
|
Углерода оксид |
46 |
0,003-168,2 |
8·10 |
41,8 |
20,9 |
|
Фториды твердые |
50 |
1,4·10 |
5·10 |
5·10 |
5·10 |
|
Хлористый водород |
53 |
1,2·10 |
8·10 |
0,001 |
0,0005 |
|
Хлоропрен |
54 |
0,83-4,33 |
0,03 |
0,14 |
0,09 |
|
Хром (Cr 6+) |
55 |
3,3·10 |
0,00014 |
0,00014 |
0,00014 |
|
Цинк и его соединения |
доп.163 |
0,0015 |
0,03 |
0,03 |
0,03 |
|
Этилбензол (стирол) |
74 |
0,0006-0,081 |
2·10 |
0,1 |
0,05 |
|
Этилен |
65 |
0,06-0,3 |
0,0018 |
0,0091 |
0,0055 |
|
Моноэтаноламин |
доп.181 |
0,08 |
- |
- |
- |
Таблица 3.118 - Отходы установки каталитического риформинга со стационарным слоем катализатора
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104038 |
3 |
2,2-22,2 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел индустриальных |
Использование по назначению с утратой потребительских свойств |
40613001313 |
3 |
0,006-6,9 |
Вторичное использование |
|
Катализатор на основе оксида алюминия содержащий платину отработанный |
Каталитический риформинг |
44100102494 |
4 |
8,6-96,2 |
Передача на утилизацию другой организации |
|
Отходы растворов гидроксида натрия |
Отработанная щелочь |
94110103104 |
4 |
0,02-25 |
Переработка |
|
Катализатор на основе оксида алюминия молибденовый |
Каталитический риформинг |
44100303493 |
3 |
6,1-59,1 |
Передача на утилизацию другой организации |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
0,45-0,5 |
Переработка |
|
Цеолит, отработанный |
Осушка водородсодержащего газа |
44210101495 |
5 |
17,4-20 |
Передача на утилизацию другой организации |
|
Сорбент на основе оксида цинка отработанный |
Улавливание сероводорода, хлороводорода |
44260101203 |
3 |
14,9-37,9 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел турбинных |
Насосное и компрессорное оборудование |
40617001313 |
3 |
0,11-8,5 |
Вторичное использование |
|
сорбент на основе алюмосиликата отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) |
Адсорберы очистки циркулирующего газа |
44250812494 |
4 |
26,1 |
Передача на утилизацию другой организации |
|
Катализатор НК-502 |
Каталитический риформинг с предварительной гидроочисткой |
44100206493 |
3 |
2,7 |
Передача на утилизацию другой организации |
|
Адсорбент АХВ 97 |
Очистка водородсодержащего газа гидроочистки от хлористого водорода |
44260101203 |
2 |
29 |
Передача на утилизацию другой организации |
|
Отходы катализаторов и контактных масс, не вошедших в другие пункты (отработанные катализаторы парового риформера) |
Замена катализаторов парового риформинга ВСГ на установке получения водорода |
5950000000000 |
4 |
10,5-59,7 |
Передача на утилизацию другой организации |
|
Отходы затвердевшего полипропилена |
Растаривание катализаторов |
5710300001000 |
4 |
0,4-1,2 |
Нет |
|
Сорбенты, не вошедшие в другие пункты (отработанные адсорбенты) |
Замена отработанного адсорбента |
5960000000000 |
4 |
40-42,7 |
Нет |
|
Масла автомобильные отработанные |
Замена масла в НКО |
5410020202033 |
3 |
0,03 |
Вторичное использование |
|
Отходы смеси затвердевших разнородных пластмасс |
Растаривание смазочных масел |
5710990001004 |
4 |
0,003 |
Нет |
Таблица 3.119 - Потребление энергетических ресурсов установки каталитического риформинга со стационарным слоем катализатора
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
25,8 |
147,3 |
|
Потребление пара |
Гкал/т |
0,0004 |
0,17 |
|
Свежая вода |
куб.м/т |
0,003 |
0,97 |
|
Охлаждающая вода |
куб.м/т |
7,9 |
53,9 |
|
Теплофикационная вода |
т.у.т./т |
0,0002 |
10,7 |
|
Оборотная вода |
т.у.т./т |
0,0075 |
55,6 |
|
Потребление топлива (всего) |
т.у.т./т |
0,0002 |
0,17 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0001 |
0,044 |
|
Потребление топлива (газового) |
т.у.т./т |
0,003 |
0,144 |
Таблица 3.120 - Физические воздействия, производимые установкой каталитического риформинга со стационарным слоем катализатора
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
48,1-99 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Вибрация |
Насосное оборудование |
дБ |
90,6-102 |
Соответствует норме |
|
Вибрация |
Компрессорное оборудование |
дБ |
46-113 |
Соответствует норме |
|
Вибрация |
Аппаратный двор |
дБ |
87 |
Нет |
|
Вибрация |
Производственные процессы |
дБ |
X - 74 |
Нет |
|
Вибрация |
Газовая компрессорная |
дБ (по оси X, Y, Z) |
84, 85, 86 |
Нет |
|
Вибрация |
Насосная компрессорная |
дБ (по оси X, Y, Z) |
82-84, 84-85, 85-87 |
Нет |
|
Тепловое воздействие |
Технологическое оборудование |
°С |
20-23 |
Нет |
|
Тепловое воздействие |
Технологическое оборудование |
Вт/м |
125 |
Нет |
|
Шум |
технологическое оборудование |
дБА |
55-95 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Шум |
Насосная |
La, дБА |
66-115 |
Нет |
|
Шум |
Секции печей |
дБА |
66-98 |
предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Компрессорные воздушные |
дБА |
70-85 |
предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Аппаратный двор |
дБ |
77,1 |
Шум |
|
Шум |
Блок колонн |
дБА |
82 |
Нет |
|
Шум |
Блок теплообменников |
дБА |
80 |
соответствует норме |
|
Шум |
Технологическая установка |
дБА |
94 |
Отсутствует |
|
Электромагнитное загрязнение |
Секции х, ХВ, ВКХ, ВХ, АВО |
дБА |
80,9-88,0 |
предусмотреть обеспечение предельных уровней звукового давления |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 в, свыше 1000 в (трансформаторные подстанции, распределительные устройства) |
Напряженность эл. поля, кВ/м |
0,3 |
Уровни электромагнитных полей (частотой 50 Гц) не превышают предельно допустимые значения |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 в, свыше 1000 в (трансформаторные подстанции, распределительные устройства) |
Напряженность магнитного поля, А/м |
0,3 |
Уровни электромагнитных полей (частотой 50 Гц) не превышают предельно допустимые значения |
Таблица 3.121 - Материальные ресурсы установки каталитического риформинга со стационарным слоем катализатора
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Дихлорэтан |
Реагенты |
т |
0,04 |
889337,5 |
|
Ингибитор |
Реагенты |
т |
4,4 |
129 |
|
Катализатор гидроочистки |
Материалы |
т |
0,6 |
14 |
|
Катализатор риформинга |
Материалы |
т |
0,3 |
50 |
|
Хлорпоглотитель |
Материалы |
т |
53 |
53 |
|
Углерод четырех- |
Реагенты |
т |
0,2 |
2,3 |
|
Катализатор предгидроочистки (защитный) |
Материалы |
т |
0,8 |
1,6 |
|
ШАР керамический (фарфоровый) Д 12-13 мм |
Материалы |
т |
0,3 |
1,7 |
|
ШАР керамический (фарфоровый) Д 20 мм (Р-1) |
Материалы |
т |
0,066 |
2,7 |
|
ШАР керамические фирмы Denstone 2000 1/4" (литры) (К-3) |
Материалы |
литр |
477,8 |
477,8 |
|
Топливный газ |
Материалы |
м |
65 |
83 |
|
Перхлорэтилен |
Реагенты |
кг |
320 |
893 |
|
Спирт н-бутиловый |
Реагенты |
кг |
5000 |
27000 |
|
Синтетические цеолиты |
Материалы |
кг |
10000 |
20000 |
|
Цеолиты |
Материалы |
кг |
43 |
11668 |
|
Катализатор R-86 |
Материалы |
кг/сут |
0,5 |
43,5 |
|
Диметилдисульфид |
реагент |
кг |
24,4 |
2142,5 |
|
Трихлорэтилен |
реагент |
кг |
5 |
7535,4 |
|
Инертный шар Ду 6 |
материал |
кг |
311,4 |
4204 |
|
Азот |
материал |
Нм |
3 |
3 |
|
Едкий натрий |
реагент |
кг |
2470 |
10650 |
|
Инертный шар Ду 3 |
материал |
кг |
311,4 |
311,4 |
|
Адсорбент |
материал |
кг |
246,3 |
2155,2 |
|
Катализатор R-56 |
материал |
кг |
3220,5 |
8553,1 |
|
Катализатор S-120 S120/600 |
материал |
кг |
2586,3 |
2586,3 |
|
Индикаторные трубки |
материал |
упаковка |
12 |
48 |
|
Инертный шар Ду 5 |
материал |
кг |
307,9 |
307,9 |
|
Трихлорэтилен |
Реагенты |
кг/т |
0,0013 |
0,0035 |
|
Перхлорэтилен |
Реагенты |
кг/т |
53,8 |
53,8 |
|
Спирт изопропиловый |
Реагенты |
кг |
597 |
904 |
|
Изобутиловый спирт |
Реагенты |
кг/т сырья |
0,017 |
0,02 |
|
Этилмеркаптан |
Реагенты |
т |
0,008 |
0,008 |
Таблица 3.122 - Сбросы установки каталитического риформинга со стационарным слоем катализатора
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
Да |
- |
7,2 |
8,5 |
7,9 |
|
Взвешенные вещества |
166 |
Да |
- |
150 |
150 |
150 |
|
Аммоний-ион |
5 |
Да |
0,4 |
0,4 |
1,5 |
1 |
|
ароматические углеводороды |
доп. 183 |
Да |
0,0943642- |
10 |
20 |
15 |
|
Нефтепродукты (нефть) |
74 |
Да |
0,25974- |
1 |
500 |
250,5 |
|
Сульфиды |
99 |
Да/Нет |
0,01335163- |
0,002 |
680 |
340 |
|
Фенол, гидроксибензол |
119 |
Да |
0,32 |
0,6 |
1,1 |
0,85 |
3.10.2 Каталитический риформинг со стационарным слоем катализатора для производства ароматических углеводородов
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок каталитического риформинга со стационарным слоем катализатора по производству ароматических углеводородов представлены в таблицах 3.123-3.128.
Таблица 3.123 - Сбросы установки каталитического риформинга со стационарным слоем катализатора для производства ароматических углеводородов
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Ароматические углеводороды |
доп. 183 |
Да |
44,9 |
300 |
470 |
385 |
|
Нефтепродукты (нефть) |
74 |
Да |
3,5-23,7 |
0,65 |
96 |
48,3 |
|
Сульфиды |
99 |
- |
- |
0,002 |
0,002 |
0,002 |
Таблица 3.124 - Выбросы установки каталитического риформинга со стационарным слоем катализатора для производства ароматических углеводородов
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
20,7-58,6 |
0,5 |
2,8 |
1,65 |
|
Азота оксид |
2 |
3,2-9,1 |
0,08 |
0,46 |
0,27 |
|
Бензапирен |
7 |
6,3·10 |
8,4·10 |
3,1·10 |
1,6·10 |
|
Бензол |
67 |
0,03-2,* |
0,004 |
1,3 |
0,65 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,017 |
6,2·10 |
6,2·10 |
3·10 |
|
Магний оксид |
30 |
15,9 |
0,5 |
0,5 |
0,5 |
|
Метан |
33 |
0,9-40,8 |
0,03 |
16,1 |
8,1 |
|
Метилбензол (толуол) |
70 |
9·10 |
0,0028 |
0,52 |
0,26 |
|
Пропилен |
64 |
4,2 |
0,13 |
0,13 |
0,13 |
|
Сероводород |
40 |
0,012-94,4 |
3 |
3 |
3 |
|
Серы диоксид |
43 |
1,9-267 |
0,17 |
11,2 |
5,7 |
|
Углеводороды предельные С12-С19 |
58 |
0,5 |
0,016 |
0,016 |
0,016 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
19,7-28,7 |
0,6 |
0,6 |
0,6 |
|
Углеводороды предельные С6-С10 |
57 |
0,18-22,7 |
0,12 |
4,5 |
2,3 |
|
Углерод (Сажа) |
доп. 195 |
2,15 |
1,3·10 |
0,1 |
0,05 |
|
Углерода оксид |
46 |
3,8-25,45 |
0,06 |
0,5 |
0,28 |
|
Хлоропрен |
54 |
13,1 |
0,42 |
0,42 |
0,42 |
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.125 - Отходы установки каталитического риформинга со стационарным слоем катализатора для производства ароматических углеводородов
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Катализатор на основе оксида алюминия, содержащий платину, отработанный |
Каталитический риформинг |
44100103493 |
3 |
31,4 |
Передача на утилизацию другой организации |
|
Катализатор на основе оксида алюминия молибденовый, содержащий оксид кобальта, отработанный |
Каталитический риформинг |
44100302493 |
3 |
7,4 |
Передача на утилизацию другой организации |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
10 |
Переработка |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
5 |
Переработка |
|
Масла индустриальные отработанные |
Текущая деятельность (ремонт) |
40613001313 |
3 |
0,02-1,1 |
Вторичное использование |
Таблица 3.126 - Потребление энергетических ресурсов установки каталитического риформинга со стационарным слоем катализатора для производства ароматических углеводородов
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
75,6 |
112,9 |
|
Потребление пара |
Гкал/т |
0,0006 |
0,5 |
|
Свежая вода |
куб.м/т |
0,3 |
4,5 |
|
Охлаждающая вода |
куб.м/т |
14,4 |
14,4 |
|
Потребление топлива (всего) |
т.у.т./т |
0,07 |
0,1 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,07 |
0,07 |
|
Потребление топлива (газового) |
т.у.т./т |
0,005 |
0,077 |
Таблица 3.127 - Физические воздействия, производимые установкой каталитического риформинга со стационарным слоем катализатора для производства ароматических углеводородов
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Насосное, компрессорное оборудование |
дБА |
93,1-100,9 |
Нет |
|
Шум |
Аппаратный двор (печи, емкости, колонны и др. оборудование) |
дБА |
91,4-96,6 |
Нет |
|
Тепловое воздействие |
Реакторный стол, свод печи |
Вт/м |
235 |
Нет |
Таблица 3.128 - Материальные ресурсы установки каталитического риформинга со стационарным слоем катализатора для производства ароматических углеводородов
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Едкий натрий |
Реагент |
кг |
3550 |
3550 |
|
Моноэтаноламин |
Реагент |
кг |
138,6 |
138,6 |
|
Диметилдисульфид |
Реагент |
кг |
22,3 |
22,3 |
|
Сольвент Тектив 100 |
Реагент |
кг |
26324,5 |
26324,5 |
|
Бутспирт |
Реагент |
кг |
4588,3 |
4588,3 |
|
Катализатор |
Материал |
кг |
471,1 |
4151 |
|
Цеолит |
Материал |
кг |
1662,6 |
3325,2 |
|
Этиленгликоль |
Материал |
кг |
1939,7 |
1939,7 |
|
Адсорбент |
Материал |
кг |
831,3 |
831,3 |
|
Шар инерт. 10 мм |
Материал |
кг |
304,8 |
554,2 |
|
Шар инерт. 19 мм |
Материал |
кг |
27,7 |
554,2 |
|
Шар фарфор. 6 мм |
Материал |
кг |
83,1 |
277,1 |
|
Силикон |
Реагент |
кг |
110,8 |
110,8 |
|
Дихлорэтан |
Реагенты |
кг/т сырья |
0,004 |
1,13 |
|
Изобутиловый спирт |
Реагенты |
кг/т сырья |
0,022 |
0,024 |
|
Триэтиленгликоль |
Реагенты |
кг/т сырья |
1,311 |
1,315 |
|
Тринатрийфосфат |
Реагенты |
кг/т химоочищенной воды |
0,01 |
0,01 |
|
Амин |
Реагенты |
кг/т химоочищенной воды |
0,001 |
0,001 |
|
Трихлорэтилен |
Реагенты |
кг/т |
0,0035 |
0,029 |
3.10.3 Каталитический риформинг с движущимся слоем регенерируемого катализатора (вертикальное расположение реакторов)
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок каталитического риформинга с движущемся слоем катализатора представлены в таблицах 3.129-3.134.
Таблица 3.129 - Выбросы установки каталитического риформинга с движущимся слоем регенерируемого катализатора (вертикальное расположение реакторов)
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
94,1-197,7 |
1,5 |
6,4 |
4 |
|
Азота оксид |
2 |
14,9-32,1 |
0,09 |
1,04 |
0,57 |
|
Бензапирен |
7 |
9,3·10 |
3,6·10 |
7·10 |
3,7·10 |
|
Бензол |
67 |
0,18-0,9 |
0,006 |
0,016 |
0,011 |
|
Ванадия пяти оксид |
9 |
9·10 |
4·10 |
3,2·10 |
1,6·10 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,18-0,45 |
0,0061 |
0,015 |
0,01 |
|
Метан |
33 |
6,6 |
0,005 |
0,22 |
0,11 |
|
Метилбензол (толуол) |
70 |
1,5-9,4 |
0,05 |
0,32 |
0,19 |
|
Сероводород |
40 |
0,27-0,3 |
0,009 |
0,01 |
0,01 |
|
Серы диоксид |
43 |
231,9-485 |
3,7 |
10,6 |
7,2 |
|
Углеводороды предельные С12-С19 |
58 |
2,3 |
0,074 |
0,074 |
0,074 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
6-122,9 |
6,5·10 |
4,5 |
2,3 |
|
Углеводороды предельные С6-С10 |
57 |
24,9 |
0,16 |
2,7 |
1,4 |
|
Углерода оксид |
46 |
17,3-31 |
0,01 |
2,9 |
1,46 |
Таблица 3.130 - Отходы установки каталитического риформинга с движущимся слоем регенерируемого катализатора (вертикальное расположение реакторов)
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104033 |
3 |
1,58-29,3 |
Передача на утилизацию другой организации |
|
Отходы катализаторов и контактных масс - отработанный катализатор гидроочистки S-120 (идентичен ГО-70) |
Использование каталитических систем и контактных масс |
5950000009994 |
4 |
18 |
Передача на утилизацию другой организации |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) |
Территория установок |
91920101393 |
3 |
0,41-0,86 |
Нет |
Таблица 3.131 - Потребление энергетических ресурсов установки каталитического риформинга с движущимся слоем регенерируемого катализатора (вертикальное расположение реакторов)
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
72,2 |
124,4 |
|
Потребление пара |
Гкал/т |
0,003 |
251 |
|
Свежая вода |
куб.м/т |
0,004 |
0,048 |
|
Охлаждающая вода |
куб.м/т |
17,6 |
18,1 |
|
Теплофикационная вода |
т.у.т./т |
0,00009 |
0,9 |
|
Оборотная вода |
т.у.т./т |
0,006 |
0,014 |
|
Потребление топлива (всего) |
т.у.т./т |
0,0002 |
136,7 |
|
Потребление топлива (жидкого) |
т.у.т./т |
8,8·10 |
0,038 |
|
Потребление топлива (газового) |
т.у.т./т |
0,00016 |
136,7 |
Таблиц 3.132 - Физические воздействия, производимые установкой каталитического риформинга с движущимся слоем регенерируемого катализатора (вертикальное расположение реакторов)
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБА |
92 |
Нет |
|
Вибрация |
Насосная |
дБ |
102 |
Соответствует норме |
|
Вибрация |
Компрессорная |
дБ |
113 |
Соответствует норме |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
22 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
91 |
Неустранимый фактор |
|
Шум |
Насосная |
дБА |
93 |
Нет |
|
Шум |
Блок печей |
дБА |
98 |
Нет |
|
Шум |
Блок колонн |
дБА |
82 |
Нет |
|
Шум |
Блок теплообменников |
дБА |
80 |
Соответствует норме |
|
Шум |
Компрессорная |
дБА |
90 |
Нет |
Таблица 3.133 - Материальные ресурсы установки каталитического риформинга с движущимся слоем регенерируемого катализатора (вертикальное расположение реакторов)
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Дихлорэтан |
Реагенты |
т |
0,6 |
1,4 |
|
Диметилдисульфид |
Реагенты |
т |
0,005 |
0,07 |
|
JurbySoft 80-5 |
Реагенты |
т |
23,9 |
107 |
|
JurbySoft 99 |
Реагенты |
т |
8 |
36,1 |
|
JurbySoft 63 |
Реагенты |
т |
18,5 |
65 |
|
JurbySoft 67 |
Реагенты |
т |
18,5 |
65 |
|
Катализатор гидроочистки |
Материалы |
т |
0,007 |
31 |
|
Катализатор риформинга |
Материалы |
т |
0,007 |
98 |
|
Хлорпоглотитель фирмы Johnson Matthey |
Материалы |
т |
60 |
60 |
|
Деэмульгатор |
Реагенты |
т |
1,4 |
1,7 |
|
Ингибитор коррозии |
Реагенты |
т |
0,05 |
0,08 |
|
Цеолит NaX |
Материалы |
т |
0,4 |
0,8 |
|
Перхлорэтилен |
Реагенты |
т |
0,7 |
1,1 |
|
Адсорбент |
Материалы |
т |
1,8 |
2,9 |
|
Силикагель технический КСКГ |
Материалы |
т |
0,02 |
0,4 |
Таблица 3.134 - Сбросы установки каталитического риформинга с движущимся слоем регенерируемого катализатора (вертикальное расположение реакторов)
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Аммоний-ион |
5 |
Да |
0,2 |
0,16 |
20 |
2,86 |
|
Нефтепродукты (нефть) |
74 |
Да |
0,43 |
1 |
16 |
6 |
|
Сульфиды |
99 |
Да |
0,013 |
0,05 |
2,3 |
0,19 |
3.11 Изомеризация
Работа оборудования установок изомеризации связана с выбросом загрязняющих веществ. Выбросы установок делятся на организованные и неорганизованные.
К организованным выбросам относятся выбросы дымовых газов от технологических печей через дымовую трубу, выбросы газов регенерации катализатора изомеризации, газов пассивации катализатора гидроочистки, газов регенерации адсорбента-осушителя водородсодержащего газа через свечи, выбросы продуктов сгорания на факеле закрытого типа. К неорганизованным выбросам относятся выбросы непосредственно в атмосферу через неплотности фланцевых соединений аппаратов, трубопроводов, предохранительных клапанов, неплотности сальниковых уплотнений запорно-регулирующей арматуры, торцевые уплотнения насосов и уплотнения подвижных соединений компрессоров.
Технологические сточные воды
Потенциальные сбросы в воду включают углеводороды от рефлюксной емкости дренажного отстойника и от утечек. В изомеризации на основе хлорид-алюминиевого катализатора дополнительная сточная вода образуется из отработанной гидроокиси натрия из системы очистки. В таком случае технологические сточные воды содержат хлористые соли, щелочные промывные воды, следы и и имеют высокий уровень значений рН. Насыщенный раствор от осушителя сырья (влагопоглотитель, безводный  ) содержит растворенный
) содержит растворенный  и углеводороды. Его поток зависит от содержания влаги и обычно очищается на установке очистке стоков.
и углеводороды. Его поток зависит от содержания влаги и обычно очищается на установке очистке стоков.
Отходы
Потенциальные отходы включают загрязненные молекулярные сита и катализатор, хлорид кальция (или другие влагопоглотители). Катализатор, используемый в этих процессах, обычно регенерируется изготовителями катализатора. Платина затем восстанавливается из использованного катализатора за пределами объекта.
3.11.1 Низкотемпературная изомеризация на оксидных катализаторах с сульфатированным оксидом циркония
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок низкотемпературной изомеризации на оксидных катализаторах с сульфатированным оксидом циркония представлены в таблицах 3.135-3.139.
Таблица 3.135 - Выбросы установки низкотемпературной изомеризации на оксидных катализаторах с сульфатированным оксидом циркония
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
18,3-49,2 |
0,08 |
1,7 |
0,9 |
|
Азота оксид |
2 |
8,2-112,7 |
0,06 |
3,6 |
1,3 |
|
Бензапирен |
7 |
8·10 |
1·10 |
7·10 |
4·10 |
|
Бензол |
67 |
0,54 |
0,005 |
0,02 |
0,013 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,15 |
0,001 |
0,005 |
0,003 |
|
Магний оксид |
30 |
0,9-6,8 |
0,03 |
0,25 |
0,14 |
|
Метан |
33 |
4,1 |
0,04 |
0,14 |
0,09 |
|
Метилбензол (толуол) |
70 |
3 |
0,002 |
0,01 |
0,006 |
|
Сероводород |
40 |
0,27-89 |
0,001 |
3,1 |
1,55 |
|
Серы диоксид |
43 |
11,7-63,6 |
0,1 |
2,4 |
1,25 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
31,8-127,7 |
0,003 |
4,3 |
2,2 |
|
Углеводороды предельные С6-С10 |
57 |
14,3 |
0,5 |
0,5 |
0,5 |
|
Углерода оксид |
46 |
46,5-386,6 |
0,2 |
12,9 |
6,6 |
|
Хлоропрен |
54 |
0,5 |
0,02 |
0,02 |
0,02 |
Таблица 3.136 - Отходы установки низкотемпературной изомеризации на оксидных катализаторах с сульфатированным оксидом циркония
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы катализаторов и контактных масс - отработанный катализатор гидроочистки |
Использование каталитических систем и контактных масс |
5950000001013 |
3 |
1 |
Передача на утилизацию другой организации |
|
Шлам очистки трубопроводов и емкостей от нефти и нефтепродуктов |
Емкости, аппараты, резервуары |
91120002393 |
3 |
29,3 |
Нет |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) |
Территория установок |
91920101393 |
3 |
0,41-0,86 |
Нет |
|
Масла индустриальные отработанные |
Текущая деятельность (ремонт) |
40613001313 |
3 |
0,9 |
Вторичное использование |
Таблица 3.137 - Потребление энергетических ресурсов установки низкотемпературной изомеризации на оксидных катализаторах с сульфатированным оксидом циркония
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
16,9 |
125,6 |
|
Потребление пара |
Гкал/т |
0,0001 |
0,2 |
|
Свежая вода |
куб.м/т |
0,02 |
13,1 |
|
Охлаждающая вода |
куб.м/т |
0,1 |
0,1 |
|
Теплофикационная вода |
т.у.т./т |
6,6·10 |
9,9·10 |
|
Оборотная вода |
т.у.т./т |
4,1·10 |
0,0001 |
|
Потребление топлива (всего) |
т.у.т./т |
0,0002 |
0,1 |
|
Потребление топлива (газового) |
т.у.т./т |
0,0002 |
0,1 |
Таблица 3.138 - Физические воздействия, производимые установкой низкотемпературной изомеризации на оксидных катализаторах с сульфатированным оксидом циркония
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБА |
95 |
Нет |
|
Вибрация |
Насосная |
дБ |
102 |
Соответствует норме |
|
Вибрация |
Компрессорная |
дБ |
111 |
Соответствует норме |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
26,8 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
98 |
Неустранимый фактор |
|
Шум |
Насосная |
дБА |
92 |
Нет |
|
Шум |
Компрессорная |
дБА |
88 |
Нет |
|
Шум |
Резервуарный парк (парк хранения) |
дБА |
70 |
Соответствует норме |
Таблица 3.139 - Материальные ресурсы установки низкотемпературной изомеризации на оксидных катализаторах с сульфатированным оксидом циркония
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Деэмульгатор |
Реагенты |
т |
0,8 |
1 |
|
Цеолит NaX |
Материалы |
т |
0,13 |
0,43 |
|
Катализатор |
Материалы |
т |
0,07 |
0,23 |
3.11.2 Низкотемпературная изомеризация на хлорированных (фторированных) алюмоплатиновых катализаторах
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок низкотемпературной изомеризации на хлорированных (фторированных) алюмоплатиновых катализаторах представлены в таблицах 3.140-3.145.
Таблица 3.140 - Выбросы установки низкотемпературной изомеризации на хлорированных (фторированных) алюмоплатиновых катализаторах
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
2,1-171,3 |
0,06 |
38,9 |
19,5 |
|
Азота оксид |
2 |
0,4-27,8 |
0,01 |
0,9 |
0,46 |
|
1,3-бутадиен (дивинил) |
62 |
0,37 |
0,01 |
0,01 |
0,01 |
|
Амилены (смесь изомеров) |
60 |
0,67 |
0,026 |
0,026 |
0,026 |
|
Бензапирен |
7 |
1,8·10 |
6·10 |
5·10 |
2,5·10 |
|
Бензол |
67 |
4·10 |
5·10 |
0,8 |
0,4 |
|
Бутилен |
61 |
2,3 |
38,9 |
38,9 |
38,9 |
|
Диалюминий триоксид (в пересчете на алюминий) |
18 |
0,005 |
0,03 |
0,03 |
0,03 |
|
Дижелезо триоксид (железа оксид) |
доп. 192 |
0,004 |
1,3·10 |
1,3·10 |
1,3·10 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,007-0,1 |
0,0016 |
0,2 |
0,1 |
|
Диметилсульфид |
146 |
0,52-0,554 |
0,02 |
0,02 |
0,02 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,13 |
0,004 |
0,004 |
0,004 |
|
Керосин |
156 |
0,7-2,1 |
0,02 |
0,07 |
0,045 |
|
Кобальт и его соединения (кобальта оксид, соли кобальта в пересчете на кобальт) |
27 |
3,4·10 |
0,001 |
0,001 |
0,001 |
|
Летучие органические соединения |
доп. 162 |
- |
1·10 |
1·10 |
1·10 |
|
Метан |
33 |
0,01-7,2 |
3,6·10 |
3,3 |
1,65 |
|
Метилбензол (толуол) |
70 |
0,013-0,49 |
0,01 |
0,4 |
0,2 |
|
Минеральное масло |
157 |
0,0015-0,08 |
0,0002 |
0,05 |
0,025 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп. 193 |
0,03-0,5 |
4·10 |
0,016 |
0,008 |
|
Никель, оксид никеля (в пересчете на никель) |
28 |
0,0007 |
0,016 |
0,016 |
0,016 |
|
Сероводород |
40 |
0,01-1,2 |
1·10 |
0,02 |
0,01 |
|
Серы диоксид |
43 |
0,13-417,1 |
0,0024 |
5,5 |
2,75 |
|
Спирт изооктиловый |
103 |
0,13 |
2,2 |
2,2 |
2,2 |
|
Спирт пропиловый |
106 |
4,4 |
74,8 |
74,8 |
74,8 |
|
Тетрафторэтилен |
91 |
0,12 |
0,004 |
0,004 |
0,004 |
|
Тетрахлорэтилен (перхлорэтилен) |
90 |
0,53 |
0,017 |
0,017 |
0,017 |
|
Трихлорэтилен |
93 |
0,2 |
3,34 |
3,34 |
3,34 |
|
Углеводороды предельные С12-С19 |
58 |
0,03-0,6 |
5·10 |
0,02 |
0,01 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,008-46,5 |
9·10 |
15 |
7,5 |
|
Углеводороды предельные С6-С10 |
57 |
0,3-17,4 |
0,02 |
9,95 |
5 |
|
Углерода оксид |
46 |
1,7-119,8 |
0,06 |
74,8 |
37,4 |
|
Хлористый водород |
53 |
0,003-0,28 |
9·10 |
0,32 |
0,16 |
|
Этилбензол (стирол) |
74 |
0,015 |
5,2·10 |
5,2·10 |
5,2·10 |
|
Этиленгликоль (1,2-этандиол) |
доп. 172 |
0,7 |
0,02 |
0,02 |
0,02 |
Таблица 3.141 - Отходы установки низкотемпературной изомеризации на хлорированных (фторированных) алюмоплатиновых катализаторах
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Сорбент Ni-содержащий от процессов получения моторных топлив |
Технологический процесс получения моторных топлив. Производство высокооктанового компонента бензинов. Замена отработанных сорбентов в технологических установках |
44200000000(2) |
2 |
3,8 |
Нет |
|
Отходы растворов гидроксида натрия с pH =9,0-10,0 при технических испытаниях и измерениях |
Отработанная щелочь емкости С-8 |
94110103104 |
4 |
0,02 |
Переработка |
|
Отходы минеральных масел индустриальных |
Замена отработанного масла |
40613001313 |
3 |
0,03-5,1 |
Вторичное использование |
|
Отходы минеральных масел компрессорных |
Насосное оборудование |
40616601313 |
3 |
1,5 |
Переработка |
|
Катализатор никель-хромовый отработанный |
Изимеризация* легких бензиновых фракций |
44100207492 |
2 |
7 |
Передача на утилизацию другой организации |
|
Катализатор на основе оксида алюминия, содержащий платину, отработанный |
Изимеризация* легких бензиновых фракций |
44100103493 |
3 |
34,3 |
Передача на утилизацию другой организации |
|
Катализатор на основе оксида алюминия молибденовый отработанный |
Изимеризация* легких бензиновых фракций |
44100301493 |
3 |
0,2-5,9 |
Передача на утилизацию другой организации |
|
Катализатор на основе оксида алюминия молибденовый, содержащий оксид никеля, отработанный |
Изимеризация* легких бензиновых фракций |
44100303493 |
3 |
0,5 |
Передача на утилизацию другой организации |
|
Цеолит отработанный, загрязненный нефтью и нефтепродуктами (содержание нефтепродуктов менее 15%) |
Осушка сырья от влаги |
44250102294 |
4 |
3,3-10 |
Передача на утилизацию другой организации |
|
Отработанный катализатор |
Получение высокооктановых бензинов |
44100202493 |
3 |
45,1 |
Передача на утилизацию другой организации |
|
Отработанный катализатор гидроочистки |
Гидроочистка |
44100603493 |
3 |
10 |
Передача на утилизацию другой организации |
|
Отработанный катализатор защитного слоя |
Гидроочистка |
44100206493 |
3 |
0,5 |
Передача на утилизацию другой организации |
|
Масла автомобильные отработанные |
Замена масла в НКО |
5410020202033 |
3 |
0,7 |
Переработка |
|
Отходы катализаторов и контактных масс, не вошедших в другие пункты (отработанные катализаторы гидроочистки) |
Замена катализаторов гидроочистки |
5950000000000 |
3 |
6,8-48,3 |
Передача на утилизацию другой организации |
|
Сорбенты, не вошедшие в другие пункты (отработанные адсорбенты) |
Замена адсорбентов |
5960000000000 |
4 |
13,6-31,2 |
Нет |
|
Отходы смеси затвердевших разнородных пластмасс |
Растаривание масел |
5710990001004 |
4 |
0,07 |
Нет |
|
Щелочь отработанная при очистке углеводородного сырья от меркаптанов и сероводорода |
Щелочная очистка углеводородных фракций от меркаптанов и сероводорода |
30820401103 |
3 |
50 |
Нет |
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.142 - Потребление энергетических ресурсов установки низкотемпературной изомеризации на хлорированных (фторированных) алюмоплатиновых катализаторах
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
16,9 |
147,5 |
|
Потребление пара |
Гкал/т |
1,5·10 |
1,6 |
|
Свежая вода |
куб.м/т |
0,04 |
13,1 |
|
Охлаждающая вода |
куб.м/т |
7,2 |
13,2 |
|
Теплофикационная вода |
т.у.т./т |
0,0006 |
3,3 |
|
Оборотная вода |
т.у.т./т |
0,00008 |
0,0015 |
|
Потребление топлива (всего) |
т.у.т./т |
2·10 |
0,08 |
|
Потребление топлива (газового) |
т.у.т./т |
0,0046 |
0,08 |
Таблица 3.143 - Физические воздействия, производимые установкой низкотемпературной изомеризации на хлорированных (фторированных) алюмоплатиновых катализаторах
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосное оборудование |
дБ |
94,6 |
Нет |
|
Вибрация |
Компрессорное оборудование |
дБ |
91 |
Нет |
|
Вибрация |
Аппаратный двор |
дБ |
89 |
Нет |
|
Вибрация |
Производственные процессы |
дБ |
X - 74 |
Нет |
|
Вибрация |
Воздушная компрессорная |
дБ (по оси X, Y, Z) |
83, 84, 84 |
Нет |
|
Вибрация |
Газовая компрессорная |
дБ (по оси X, Y, Z) |
82, 84, 85 |
Нет |
|
Вибрация |
Насосная |
дБ (по оси X, Y, Z) |
84, 84-85, 86-87 |
Нет |
|
Вибрация |
Венткамера |
дБ (по оси X, Y, Z) |
83, 84, 84 |
Нет |
|
Вибрация |
Технологическое оборудование |
дБ |
92 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
69-84,9 |
Нет |
|
Шум |
Насосные |
дБА |
77,1-97,1 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Компрессоры |
дБА |
68-98,1 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Котлы |
дБА |
89,8-95,6 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Аппаратный двор |
дБ |
74-105,9 |
Нет |
|
Шум |
Буллитный парк |
дБА |
72 |
Нет |
|
Электромагнитное загрязнение |
Секции х, ХВ, ВКХ, ВХ, АВО |
дБА |
75,1 |
Нет |
Таблица 3.144 - Материальные ресурсы установки низкотемпературной изомеризации на хлорированных (фторированных) алюмоплатиновых катализаторах
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Катализатор гидроочистки |
Реагенты |
т |
0,3 |
5,85 |
|
Катализатор защитный |
Материалы |
т |
0,18 |
0,4 |
|
Адсорбент |
Материалы |
т |
1,8 |
10,2 |
|
ШАР керамический фирмы Axens 1/4" (литры) |
Материалы |
литр |
2660 |
2660 |
|
ШАР керамический фирмы Axens 3/4" (литры) |
Материалы |
литр |
3990 |
3990 |
|
Сода каустическая |
Реагенты |
кг |
50000 |
202388,9 |
|
Перхлорэтилен |
Реагенты |
кг |
40000 |
185355,7 |
|
Катализатор изомеризации |
Материалы |
кг |
16893,3 |
23000 |
|
Теплоноситель |
Материалы |
кг |
74000 |
74000 |
|
Молекулярные сита |
Материалы |
кг |
4767,4 |
1139,9 |
|
Углерод четыреххлористый |
Реагенты |
кг/сут |
168,8 |
274,5 |
|
Инертный шар Ду 19 |
материал |
кг |
6866 |
6866 |
|
Инертный шар Ду 6 |
материал |
кг |
5087,7 |
5087,7 |
|
Адсорбент сероочистки |
материал |
кг |
8051,5 |
8051,5 |
|
Инертный шар Ду 3 |
материал |
кг |
3754,1 |
3754,1 |
|
Адсорбент осушки |
материал |
кг |
1580,7 |
5137,1 |
|
Катализатор ранжированной загрузки |
материал |
кг |
98,8 |
345,8 |
|
Аммиак |
Реагенты |
т |
110475 |
135025 |
|
Ингибитор коррозии |
Реагенты |
т |
233481,3 |
285366,1 |
|
Тетрахлорэтилен |
Реагенты |
г/т сырья с рециклом |
0,05 |
0,14 |
Таблица 3.145 - Сбросы установки низкотемпературной изомеризации на хлорированных (фторированных) алюмоплатиновых катализаторах
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
Да |
- |
6,9 |
8 |
7,5 |
|
Взвешенные вещества |
166 |
Да |
- |
150 |
150 |
150 |
|
Нефтепродукты (нефть) |
74 |
Да |
0,862-10,35 |
0,38 |
590 |
295,2 |
|
Сульфиды |
99 |
Да/Нет |
2·10 |
0,009 |
8,7 |
4,35 |
|
Сухой остаток |
167 |
- |
- |
600 |
600 |
600 |
|
Фенол, гидроксибензол |
119 |
Да |
0,009 |
1,7 |
1,7 |
1,7 |
|
Хлорид-анион (хлориды) |
129 |
Да |
16512 |
40000 |
80000 |
60000 |
3.11.3 Среднетемпературная изомеризация на цеолитных катализаторах
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок среднетемпературной изомеризации на цеолитных катализаторах представлены в таблицах 3.146-3.149.
Таблица 3.146 - Выбросы установки среднетемпературной изомеризации на цеолитных катализаторах
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
65,1 |
2,1 |
2,3 |
2,2 |
|
Азота оксид |
2 |
10,58 |
0,34 |
0,37 |
0,36 |
|
Бензапирен |
7 |
9·10 |
2,7·10 |
3,1·10 |
2,9·10 |
|
Бензол |
67 |
0,001 |
4·10 |
1·10 |
7·10 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
2·10 |
1·10 |
4·10 |
2,5·10 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,57 |
0,018 |
0,025 |
0,034 |
|
Метан |
33 |
0,31 |
0,01 |
0,011 |
0,01 |
|
Метилбензол (толуол) |
70 |
2·10 |
1·10 |
1·10 |
5,5·10 |
|
Серы диоксид |
43 |
217,3 |
6,9 |
7,3 |
7,1 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
15,18 |
0,48 |
0,63 |
0,56 |
|
Углеводороды предельные С6-С10 |
57 |
0,072 |
0,002 |
0,024 |
0,013 |
|
Углерод (Сажа) |
доп. 195 |
1,99 |
0,063 |
0,094 |
0,08 |
|
Углерода оксид |
46 |
3,3 |
0,1 |
0,12 |
0,11 |
Таблица 3.147 - Потребление энергетических ресурсов установки среднетемпературной изомеризации на цеолитных катализаторах
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
13,04 |
83,5 |
|
Потребление пара |
Гкал/т |
0,06 |
337 |
|
Теплофикационная вода |
т.у.т./т |
3,96 |
4,1 |
|
Потребление топлива (всего) |
т.у.т./т |
0,0035 |
84,7 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0006 |
20,3 |
|
Потребление топлива (газового) |
т.у.т./т |
33,5 |
64,4 |
Таблица 3.148 - Физические воздействия установки среднетемпературной изомеризации на цеолитных катализаторах
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосно- |
дБ |
87-90 |
Не превышает предельно допустимый уровень |
|
Шум |
Насосно- |
дБ |
54-89 |
Нет |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 в, свыше 1000 в (трансформаторные подстанции, распределительные устройства) |
Напряженность эл. поля, кВ/м |
0,3 |
Уровни электромагнитных полей (частотой 50 Гц) не превышают предельно допустимые значения |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 в, свыше 1000 в (трансформаторные подстанции, распределительные устройства) |
Напряженность магнитного поля, А/м |
0,3 |
Уровни электромагнитных полей (частотой 50 Гц) не превышают предельно допустимые значения |
Таблица 3.149 - Сбросы установки среднетемпературной изомеризации на цеолитных катализаторах
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Аммоний-ион |
5 |
Да |
0,16 |
0,4 |
1,6 |
1 |
|
Нефтепродукты (нефть) |
74 |
Да |
1,23 |
3 |
15 |
9 |
|
Фенол, гидроксибензол |
119 |
Да |
0,12 |
0,7 |
1,8 |
1,25 |
|
pH |
доп.170 |
Да |
- |
7,5 |
8,5 |
8 |
3.12 Каталитический крекинг
Выбросы в воздух
В составе НПЗ одним из источников с наибольшим потенциалом атмосферных выбросов является установка каталитического крекинга. Выбросы в воздух, в основном, выделяются из регенератора и представляют собой CO, , , твердые частицы (в основном, катализаторная пыль, включая тяжелые металлы) и . Состав выбросов установок каталитического крекинга изменчив, в зависимости от используемого сырья (содержание азота, серы, металлов) и регенератора, а также от условий эксплуатации котла-утилизатора.
Выбросы сточных вод
Как правило, поток сточных вод, образующийся в процессе каталитического крекинга, составляет 60-90 литров сточных вод на тонну очищенного исходного сырья. Образованные сточные воды обычно представляют собой серосодержащие воды из дренажных систем и утечки из ректификационной колонны, содержащие углеводороды (высокие уровни БПК, ХПК), взвешенные частицы, соединения серы (), фенолы, цианиды, аммоний и высокий pH.
Твердые отходы
Существуют потенциально образующиеся объемы отходов катализатора, содержащие Ni+V+Na, образующиеся при периодической замене катализатора.
3.12.1 Установка каталитического крекинга с лифт-реактором
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок каталитического крекинга с лифт-реактором представлены в таблицах 3.150-3.155.
Таблица 3.150 - Выбросы установки каталитического крекинга с лифт-реактором
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, тонн |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
35,4-451,4 |
0,5 |
15,6 |
8,1 |
|
Азота оксид |
2 |
16,9-218,6 |
0,08 |
7 |
3,5 |
|
Амилены (смесь изомеров) |
60 |
1,6-37,9 |
0,02 |
2,2 |
1,1 |
|
Бензапирен |
7 |
1·10 |
2,2·10 |
4,2·10 |
2,2·10 |
|
Бензол |
67 |
0,025-1,2 |
8·10 |
0,04 |
0,02 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,025-1,4 |
8·10 |
0,05 |
0,025 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,2 |
3·10 |
0,006 |
0,0032 |
|
Метан |
33 |
0,6-3,8 |
0,03 |
0,17 |
0,1 |
|
Метилбензол (толуол) |
70 |
0,08-5,9 |
0,012 |
0,19 |
0,1 |
|
Моноэтаноламин |
доп. 181 |
0,1 |
0,004 |
0,007 |
0,006 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
2,8-95,3 |
0,1 |
3,2 |
1,65 |
|
Сероводород |
40 |
0,1-4,2 |
1,5·10 |
0,14 |
0,07 |
|
Серы диоксид |
43 |
24,32-301 |
0,07 |
19,5 |
9,8 |
|
Углеводороды предельные С12-С19 |
58 |
0,5-71,3 |
0,03 |
2,4 |
1,2 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
20,9-434,4 |
0,17 |
43,2 |
21,7 |
|
Углеводороды предельные С6-С10 |
57 |
2,6-76,7 |
0,08 |
5,7 |
2,9 |
|
Углерода оксид |
46 |
31,5-135,5 |
0,18 |
5,5 |
2,8 |
Таблица 3.151 - Отходы установки каталитического крекинга с лифт-реактором
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104033 |
3 |
29,3-110 |
Передача на утилизацию другой организации |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) |
Территория установок |
91920101393 |
3 |
0,33-0,69 |
Нет |
|
Катализатор на основе оксида алюминия с содержанием железа менее 2,0%, отработанный |
Реактор- |
44101203494 |
4 |
704 |
Нет |
|
Цеолит отработанный при осушке воздуха и газов, не загрязненный опасными веществами |
Колонны осушки |
44210101495 |
5 |
197,8 |
Нет |
|
Отходы минеральных масел компрессорных |
Текущая деятельность (ремонт) |
40616601313 |
3 |
22,5 |
Вторичное использование |
Таблица 3.152 - Потребление энергетических ресурсов установки каталитического крекинга с лифт-реактором
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
27,7 |
137,7 |
|
Потребление пара |
Гкал/т |
0,003 |
0,08 |
|
Свежая вода |
куб.м/т |
0,02 |
0,2 |
|
Охлаждающая вода |
куб.м/т |
18,3 |
25,1 |
|
Теплофикационная вода |
т.у.т./т |
2,2·10 |
3,2·10 |
|
Оборотная вода |
т.у.т./т |
0,0003 |
0,06 |
|
Потребление топлива (всего) |
т.у.т./т |
0,0015 |
0,05 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0002 |
0,0025 |
|
Потребление топлива (газового) |
т.у.т./т |
0,008 |
0,014 |
Таблица 3.153 - Физические воздействия, производимые установкой каталитического крекинга с лифт-реактором
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБА |
61 |
Нет |
|
Вибрация |
Насосная |
дБ |
87-102 |
Соответствует норме |
|
Вибрация |
Компрессорная |
дБ |
74-112 |
Соответствует норме |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
20,1 |
Нет |
|
Тепловое воздействие |
Печное оборудование |
интенсивность теплового облучения Вт/м |
200 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
92 |
Неустранимый фактор |
|
Шум |
Секции печей |
дБА |
60,0-90,0 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Компрессорные |
дБА |
86,0-97,5 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Насосные закрытые |
дБА |
71,0-93,0 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Реакторный блок |
дБА |
85 |
Нет |
|
Шум |
Секция 2000 |
дБА |
87 |
Нет |
|
Шум |
Секция 3000 |
дБА |
83 |
Нет |
|
Шум |
Секция 4000 |
дБА |
85 |
Нет |
|
Шум |
Секция 5000 |
дБА |
86 |
Нет |
|
Шум |
Секция 6000 |
дБА |
86 |
Нет |
|
Электромагнитное загрязнение |
Секции х, ХВ, ВКХ, ВХ, АВО |
дБА |
86,7-91,1 |
Предусмотреть обеспечение предельных уровней звукового давления |
Таблица 3.154 - Материальные ресурсы установки каталитического крекинга с лифт-реактором
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Антипенная присадка |
Реагенты |
т |
1,6 |
1,9 |
|
Азот |
Реагенты |
т |
1 |
20 |
|
Катализатор микросферический цеолитсодержащий бицеолитный марка М |
Материалы |
кг |
678022,7 |
678022,7 |
|
Сода каустическая, 100% |
Реагенты |
т |
0,9 |
268,9 |
|
Метилдиэтаноламин |
Реагенты |
т |
0,4-0,8 |
1-1,1 |
|
Адсорбент очистки пропилена |
Материалы |
т |
0,08 |
0,7 |
|
Катализатор кат. крекинга |
Реагенты |
т |
38,1 |
107,8 |
|
Добавка ZSM-5 |
Реагенты |
т |
1,6 |
9 |
|
Адсорбент осушки |
Материалы |
т |
0,04 |
0,39 |
|
МЭА, 100% |
Реагенты |
т |
2 |
10,3 |
|
Этиленгликоль, 40% |
Реагенты |
т |
0,02 |
0,05 |
|
Тринатрийфосфат, 100% |
Реагенты |
т |
0,08 |
0,2 |
|
Вакуум погон, деасфальтизат, ГАЧ, ЭСОМ |
тн. |
525600 |
1138800 |
|
|
Биодиспергатор |
Реагенты |
кг/мес |
21 |
21 |
|
Ингибитор отложений, коррозии и шлама |
Реагенты |
кг/мес |
54,2 |
789 |
|
Биоцид |
Реагенты |
кг/мес |
59 |
521 |
|
Реагент против коксообразования |
Реагенты |
кг/тн тяжелого каталитического газойля |
0,015 |
0,2 |
Таблица 3.155 - Сбросы установки каталитического крекинга с лифт-реактором
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
Да |
- |
6,4 |
11,4 |
8,9 |
|
Аммоний-ион |
5 |
Да |
1 |
0,4 |
6 |
3,2 |
|
Нефтепродукты (нефть) |
74 |
Да |
3,1-12,5 |
1 |
745 |
373 |
|
Сульфат-анион (сульфаты) |
98 |
Да |
616,4 |
25 |
10000 |
5012,5 |
|
Сухой остаток |
167 |
Да |
52,7-1516,9 |
50 |
25000 |
12525 |
|
Фенол, гидроксибензол |
119 |
Да |
0,4 |
1 |
4 |
2,5 |
3.12.2 Установка каталитического крекинга с движущимся слоем катализатора
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок каталитического крекинга с движущимся слоем катализатора представлены в таблицах 3.156-3.159.
Таблица 3.156 - Выбросы установки каталитического крекинга с движущимся слоем катализатора
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
26,9-86,9 |
1,04 |
7,5 |
4,3 |
|
Азота оксид |
2 |
1-14,1 |
0,3 |
1,2 |
0,75 |
|
Амилены (смесь изомеров) |
60 |
0,18-0,2 |
0,003 |
0,0034 |
0,0032 |
|
Бензапирен |
7 |
1,4·10 |
7·10 |
5·10 |
2,9·10 |
|
Бензол |
67 |
0,15-0,17 |
0,0025 |
0,0028 |
0,0039 |
|
Взвешенные вещества |
12 |
108,8-144,6 |
4 |
5,3 |
4,65 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,016-0,019 |
2,3·10 |
2,8·10 |
2,6·10 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,0013 |
4,1·10 |
6,5·10 |
3,3·10 |
|
Метан |
33 |
0,16-13,1 |
0,006 |
2,3 |
1,15 |
|
Метилбензол (толуол) |
70 |
0,11-0,13 |
0,0019 |
0,0022 |
2,1·10 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
165-170,8 |
5,8 |
8,3 |
7,05 |
|
Сероводород |
40 |
0,001-0,0015 |
2,5·10 |
5,4·10 |
4·10 |
|
Серы диоксид |
43 |
51,2-101,2 |
0,2 |
17 |
8,6 |
|
Углеводороды предельные С12-С19 |
58 |
3·10 |
1·10 |
0,06 |
0,03 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
10,6-11 |
0,2 |
0,4 |
0,3 |
|
Углеводороды предельные С6-С10 |
57 |
0,0017-15,8 |
5·10 |
0,75 |
0,38 |
|
Углерод (Сажа) |
доп. 195 |
0,04-0,27 |
0,0003 |
0,014 |
0,0072 |
|
Углерода оксид |
46 |
238,7-2382,9 |
8,5 |
110,9 |
59,7 |
|
Этилбензол (стирол) |
74 |
0,0036-0,00362 |
6·10 |
7·10 |
6,5·10 |
Таблица 3.157 - Отходы установки каталитического крекинга с движущимся слоем катализатора
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы зачистки оборудования реакторного блока каталитического крекинга нефтяных углеводородов |
Зачистка оборудования |
30821209333 |
3 |
20 |
Передача на утилизацию другой организации |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
180 |
Переработка |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
15 |
Переработка |
|
Катализатор алюмосиликатный, содержащий редкоземельные металлы, отработанный (HZ PLUS, Адамант-Экстра) |
Отсев катализатора при каталитическом крекинге сырья |
44102101494 |
4 |
180 |
Передача на утилизацию другой организации |
|
Масла индустриальные отработанные |
Замена масел в насосно- |
5410020502033 |
3 |
0,4 |
Вторичное использование |
|
Отходы катализаторов и контактных масс, не вошедших в другие пункты (отработанный катализатор каталитического крекинга) |
Замена катализатора каталитического крекинга |
5950000000000 |
4 |
378 |
Нет |
|
Масла турбинные отработанные |
Замена масел в насосно- |
5410021202033 |
3 |
0,145-0,155 |
Передача на утилизацию другой организации |
Таблица 3.158 - Потребление энергетических ресурсов установки каталитического крекинга с движущимся слоем катализатора
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
21 |
29 |
|
Потребление пара |
Гкал/т |
0,1 |
93,4 |
|
Охлаждающая вода |
куб.м/т |
20 |
20 |
|
Потребление топлива (всего) |
т.у.т./т |
0,1 |
95,3 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,01 |
49,3 |
|
Потребление топлива (газового) |
т.у.т./т |
0,05 |
46 |
Таблица 3.159 - Сбросы установки каталитического крекинга с движущимся слоем катализатора
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
- |
- |
8,9 |
9,4 |
9,2 |
|
Нефтепродукты (нефть) |
74 |
Да |
10,25-20,4 |
47 |
202 |
124,5 |
|
Сульфиды |
99 |
Да |
32,45-51,76 |
28 |
1278,8 |
653,4 |
|
Фенол, гидроксибензол |
119 |
Да |
1,26-3,43 |
1,2 |
96 |
48,6 |
3.13 Гидрогенизационные процессы
Выбросы в воздух
Выбросы в воздух от процессов гидроочистки могут происходить от технологических печей, продувок, неорганизованных выбросов и регенерации катализаторов (, CO, , ). Поток отходящего газа может быть обогащен сероводородом и топливным газом. Топливный газ и сероводород обычно отправляются на установку очистки сернистого газа и установку восстановления серы. Соединения углеводородов и серы могут в результате утечек поступать в воздух от клапанов снижения давления; утечек из фланцев, уплотнений на насосах, компрессорах и клапанах, частично на трубопроводах сернистого газа и серосодержащей воды; вентилирования в течение процедур регенерации и замены катализатора или в течение операций очистки.
Сточные воды
Гидроочистка и гидропроцессинг генерируют поток сточных вод 30-55 л/тонну. Сточные воды содержат , , высокие значения pH, фенолы, углеводороды, взвешенные частицы, БПК и ХПК, и должны направляться на отпаривание серосодержащей воды. Потенциальные сбросы в воду включают HCI и соединения серы от утечек, особенно из трубопроводов серосодержащей воды. Твердые отложения  и
и  образуются в холодильниках и удаляются посредством водной промывки.
образуются в холодильниках и удаляются посредством водной промывки.
Отходы
Каталитическая пыль образуется при периодической его замене (силикат алюминия и металлы Co/Mo и Ni/Mo) в количестве 50-200 т/год для НПЗ производительностью 5 Мт/год. Для технологических установок, использующих катализаторы с ценными металлами, они направляются для регенерации сторонним организациям. Могут образовываться отходы цеолитов, которые иногда используются для осушким* некоторых потоков (например, гидродесульфуризация дистиллята).
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
3.13.1 Гидроочистка бензина
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок гидроочистки бензина представлены в таблицах 3.160-3.165.
Таблица 3.160 - Выбросы установки гидроочистки бензина
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, тонн |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего |
|
Азота диоксид |
1 |
3,7-68,2 |
0,08 |
2,8 |
1,44 |
|
Азота оксид |
2 |
0,6-11,1 |
0,013 |
0,18 |
0,097 |
|
Бензапирен |
7 |
3,6·10 |
1,4·10 |
2·10 |
1,7·10 |
|
Летучие органические соединения |
доп. 162 |
2,7-32,4 |
1,1 |
1,1 |
1,1 |
|
Метан |
33 |
2,7-18,8 |
0,04 |
0,7 |
0,95 |
|
Сероводород |
40 |
0,031-0,051 |
0,001 |
0,001 |
0,001 |
|
Серы диоксид |
43 |
0,7-163,2 |
6·10 |
1,9 |
0,95 |
|
Углеводороды предельные С1-С-5 (исключая метан) |
56 |
0,004-3,65 |
0,06 |
0,08 |
0,07 |
|
Углеводороды предельные С6-С10 |
57 |
0,4 |
0,013 |
0,013 |
0,013 |
|
Углерода оксид |
46 |
0,07-36,8 |
0,003 |
1 |
0,5 |
|
Минеральное масло |
157 |
0,0035 |
- |
- |
- |
Таблица 3.161 - Потребление энергетических ресурсов установки гидроочистки бензина
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
5,9 |
6,4 |
|
Потребление пара |
Гкал/т |
0,0016 |
0,01 |
|
Теплофикационная вода |
т.у.т./т |
0,00034 |
0,00038 |
|
Потребление топлива (всего) |
т.у.т./т |
0,024 |
0,024 |
|
Потребление топлива (газового) |
т.у.т./т |
0,024 |
0,05 |
Таблица 3.162 - Физические воздействия, производимые установкой гидроочистки бензина
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
47,4-99,4 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Тепловое воздействие |
Технологическое оборудование |
°С |
20,3-23 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
69-99,4 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Шум |
Насосное, компрессорное оборудование |
дБА |
88,5-100,9 |
Нет |
Таблица 3.163 - Материальные ресурсы установки гидроочистки бензина
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Ингибитор |
Реагенты |
т |
0,43 |
0,43 |
|
Нейтрализатор |
Реагенты |
т |
0,5 |
0,5 |
|
Топливный газ |
Материалы |
м |
23 |
23 |
|
Катализатор г/о |
Материалы |
кг |
60,7 |
3707,2 |
|
Катализатор |
Материалы |
кг |
67,4 |
189 |
|
RG 682 А1.6 |
Материалы |
кг |
3627,5 |
3627,5 |
|
KF 851-1,5Q |
Материалы |
кг |
802,5 |
802,5 |
|
KF 542-5R |
Материалы |
кг |
233,7 |
233,7 |
|
KF 542-9R |
Материалы |
кг |
178,3 |
178,3 |
|
KG 55 |
Материалы |
кг |
236,7 |
236,7 |
|
KF 851-3Q |
Материалы |
кг |
367 |
367 |
|
Цеолиты |
Материалы |
кг |
4173,2 |
4173,2 |
|
Дихлорэтан |
Реагенты |
кг |
3347,4 |
3347,4 |
|
ДМДС |
Реагенты |
кг |
200 |
200 |
|
R-98 |
Материалы |
кг |
13334,8 |
13334,8 |
|
ТНК-2004 |
Материалы |
кг |
6834,1 |
6834,1 |
|
Диметилдисульфид |
реагент |
кг |
1100 |
1100 |
|
инертный шар Ду 6 |
материал |
кг |
67,4 |
67,4 |
|
инертный шар Ду 20 |
материал |
кг |
67,4 |
67,4 |
Таблица 3.164 - Отходы установки гидроочистки бензина
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Катализатор на основе оксида алюминия, содержащий алюмо- |
Технологический процесс получения моторных топлив. Гидроочистка углеводородных фракций. Замена отработанных катализаторов в технологических установках |
44100602493 |
3 |
48,4 |
Нет |
|
Цеолит отработанный при осушке воздуха и газов |
Замена отработанного цеолита |
44210101495 |
5 |
4,8 |
Передача на утилизацию другой организации |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
2 |
Переработка |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
0,5 |
Переработка |
Таблица 3.165 - Сбросы установки гидроочистки бензина
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
Да |
1,1 |
20 |
20 |
20 |
3.13.2 Гидроочистка керосина
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок гидроочистки керосина представлены в таблицах 3.166-3.171.
Таблица 3.166 - Выбросы установки гидроочистки керосина
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
6,75-25,2 |
0,14 |
2,4 |
1,3 |
|
Азота оксид |
2 |
1,1-4,1 |
0,02 |
0,39 |
0,2 |
|
Амилены (смесь изомеров) |
60 |
2,2 |
0,07 |
0,07 |
0,07 |
|
Бензапирен |
7 |
2·10 |
7·10 |
7,1·10 |
3,6·10 |
|
Бензол |
67 |
1,6·10 |
1,2·10 |
0,032 |
0,016 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
1·10 |
1,5·10 |
0,015 |
0,0075 |
|
Метан |
33 |
0,23-9,23 |
2·10 |
0,8 |
0,4 |
|
Метилбензол (толуол) |
70 |
2,7·10 |
5·10 |
0,13 |
0,065 |
|
Метил-трет- |
доп. 180 |
0,04 |
0,0013 |
0,0013 |
0,0013 |
|
Сероводород |
40 |
0,009-0,29 |
7·10 |
9,5·10 |
5·10 |
|
Серы диоксид |
43 |
0,2-35,9 |
0,007 |
2,3 |
1,15 |
|
Углеводороды предельные С12-С19 |
58 |
0,001-1,5 |
5·10 |
0,18 |
0,09 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,6-67,2 |
0,019 |
2,3 |
1,16 |
|
Углеводороды предельные С6-С10 |
57 |
0,3-9 |
0,005 |
0,8 |
0,4 |
|
Углерода оксид |
46 |
0,18-28,96 |
0,006 |
1,9 |
0,95 |
Таблица 3.167 - Потребление энергетических ресурсов установкой гидроочистки керосина
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
3 |
5,87-28,7 |
|
Потребление пара |
Гкал/т |
0,0007 |
0,033 |
|
Охлаждающая вода |
куб.м/т |
2,7 |
9,1 |
|
Теплофикационная вода |
т.у.т./т |
0,001 |
0,0011 |
|
Оборотная вода |
т.у.т./т |
0,0018 |
0,0035 |
|
Потребление топлива (всего) |
т.у.т./т |
0,006 |
0,026 |
|
Потребление топлива (газового) |
т.у.т./т |
0,006 |
0,026 |
Таблица 3.168 - Физические воздействия, производимые установкой гидроочистки керосина
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
45,9-99,5 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Вибрация |
Насосная |
дБ |
102 |
Соответствует норме |
|
Вибрация |
Компрессорная |
дБ |
111 |
Соответствует норме |
|
Тепловое воздействие |
Технологическое оборудование |
°С |
20,2-24,6 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
62-91 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Шум |
Насосные закрытые |
дБА |
43-92 |
предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Компрессорная |
дБА |
88 |
Нет |
|
Шум |
Резервуарный парк (парк хранения) |
дБА |
70 |
соответствует норме |
|
Электромагнитное загрязнение |
Секции х, ХВ, ВКХ, ВХ, АВО |
дБА |
77,0-85,5 |
предусмотреть обеспечение предельных уровней звукового давления |
Таблица 3.169 - Материальные ресурсы установки гидроочистки керосина
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Топливный газ |
Материалы |
м |
49 |
49 |
|
ГКД-202 (правый блок ТС) |
Материалы |
кг |
7263,4 |
7263,4 |
|
Моноэтаноламин |
реагент |
кг |
4387,5 |
4387,5 |
|
Диметилдисульфид |
реагент |
кг |
3300 |
3300 |
|
Катализатор г/о |
материал |
кг |
438,8 |
10880,9 |
|
инертный шар Ду 20 |
материал |
кг |
2018,2 |
2018,2 |
|
инертный шар 1/2" |
материал |
кг |
1053 |
1053 |
|
Катализатор ранжированной загрузки |
материал |
кг |
263,2 |
438,7 |
|
Лавсан (фильтрующий материал) |
материал |
м |
254,6 |
254,6 |
|
Катализатор ГКД-300, ГКД-205 (регенер.) |
Материалы |
т |
0,22 |
0,29 |
Таблица 3.170 - Отходы установки гидроочистки керосина
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Катализатор на основе оксида алюминия молибденовый, содержащий оксид кобальта, отработанный |
Гидроочистка топлива |
44100302493 |
3 |
16 |
Передача на утилизацию другой организации |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
20-29,3 |
Переработка |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
0,41-10 |
Переработка |
|
Отходы минеральных масел индустриальных |
текущая деятельность (ремонт) |
40613001313 |
3 |
0,4 |
Вторичное использование |
Таблица 3.171 - Сбросы установки гидроочистки керосина
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
Да |
0,27-0,64 |
1-32,8 |
29-65 |
5-42,1 |
|
Сульфиды |
99 |
- |
- |
0,002 |
0,002 |
0,002 |
3.13.3 Гидроочистка дизельного топлива
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок гидроочистки дизельного топлива представлены в таблицах 3.172-3.177.
Таблица 3.172 - Выбросы установки гидроочистки дизельного топлива
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
1,3-161,9 |
0,02 |
39,5 |
19,8 |
|
Азота оксид |
2 |
0,2-57,2 |
0,04 |
6,4 |
3,2 |
|
Амилены (смесь изомеров) |
60 |
0,01-0,56 |
0,0005 |
0,018 |
0,009 |
|
Аммиак |
4 |
0,003 |
0,0001 |
0,0001 |
0,0001 |
|
Бензапирен |
7 |
2,6·10 |
5·10 |
2,7·10 |
1,4·10 |
|
Бензол |
67 |
0,005-0,024 |
0,00017 |
0,15 |
0,075 |
|
Диалюминий триоксид (в пересчете на алюминий) |
18 |
0,03 |
0,06 |
0,06 |
0,06 |
|
Диметиламин |
148 |
0,26 |
0,008 |
0,008 |
0,008 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
7,8·10 |
3·10 |
0,2 |
0,1 |
|
Диметилсульфид |
146 |
0,9 |
0,05 |
0,05 |
0,05 |
|
Диэтаноламин |
доп.182 |
1,3-2 |
0,04 |
0,07 |
0,055 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,003-0,82 |
8·10 |
0,03 |
0,015 |
|
Керосин |
156 |
0,65 |
0,013 |
0,027 |
0,02 |
|
Кобальт и его соединения (кобальта оксид, соли кобальта в пересчете на кобальт) |
27 |
0,0012 |
0,0026 |
0,0026 |
0,0026 |
|
Метан |
33 |
0,2-10,5 |
0,002 |
1,5 |
0,75 |
|
Метилбензол (толуол) |
70 |
0,006-0,04 |
0,0002 |
0,2 |
0,1 |
|
Минеральное масло |
157 |
7·10 |
1,5·10 |
0,15 |
0,075 |
|
Моноэтаноламин |
доп. 181 |
0,05-0,8 |
0,002 |
0,024 |
0,013 |
|
Нафталин |
75 |
0,4 |
0,013 |
0,013 |
0,013 |
|
Сероводород |
40 |
0,003-0,8 |
6·10 |
0,1 |
0,05 |
|
Серы диоксид |
43 |
0,09-293,7 |
0,06 |
10,6 |
5,3 |
|
Сольвент нафта |
159 |
3,5 |
0,12 |
0,12 |
0,12 |
|
Спирт изооктиловый |
103 |
0,075 |
0,0025 |
0,0025 |
0,0025 |
|
Углеводороды предельные С12-С19 |
58 |
9·10 |
0,001 |
21,2 |
10,6 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,16-73,8 |
0,008 |
4,9 |
2,45 |
|
Углеводороды предельные С6-С10 |
57 |
0,006-4,26 |
2·10 |
1 |
0,5 |
|
Углерод (Сажа) |
доп. 195 |
0,07-5,06 |
0,002 |
0,21 |
0,1 |
|
Углерода оксид |
46 |
0,3-189,4 |
0,01 |
14,2 |
7,1 |
|
Фенол |
73 |
- |
0,004 |
0,004 |
0,004 |
|
Этилбензол (стирол) |
74 |
0,0005 |
1,9·10 |
1,9·10 |
1,9·10 |
Таблица 3.173 - Потребление энергетических ресурсов установкой гидроочистки дизельного топлива
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
10,7 |
33,15 |
|
Потребление пара |
Гкал/т |
0,0006 |
2,9 |
|
Свежая вода |
куб.м/т |
0,05 |
0,21 |
|
Охлаждающая вода |
куб.м/т |
0,27 |
2,7 |
|
Теплофикационная вода |
т.у.т./т |
0,00016 |
0,0004 |
|
Оборотная вода |
т.у.т./т |
4,6·10 |
0,0022 |
|
Потребление топлива (всего) |
т.у.т./т |
0,005 |
35,3 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0007 |
0,0018 |
|
Потребление топлива (газового) |
т.у.т./т |
0,001 |
35,3 |
Таблица 3.174 - Физические воздействия, производимые установкой гидроочистки дизельного топлива
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосное оборудование |
дБ |
82,5-106 |
Нет |
|
Вибрация |
Компрессорное оборудование |
дБ |
91-110 |
Нет |
|
Вибрация |
Аппаратный двор |
дБ |
89 |
Нет |
|
Вибрация |
Воздушная компрессорная |
дБ (по оси X, Y, Z) |
83, 85, 86 |
Нет |
|
Вибрация |
Газовая компрессорная |
дБ (по оси X, Y, Z) |
82-84, 84, 85-86 |
Нет |
|
Вибрация |
Насосная |
дБ (по оси X, Y, Z) |
82-83, 84-85, 84-87 |
Нет |
|
Вибрация |
Венткамера |
дБ (по оси X, Y, Z) |
82-83, 83-86, 83-87 |
Нет |
|
Тепловое воздействие |
Печи |
°С |
не более 60 на поверхности |
Нет |
|
Тепловое воздействие |
Горячая насосная |
Вт/м |
156 |
Нет |
|
Шум |
Насосные агрегаты |
дБА |
80-104,2 |
Нет |
|
Шум |
Секции печей |
дБА |
82,0-86,1 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Аппаратный двор |
дБ |
76-100 |
Нет |
|
Шум |
Блок колонн |
дБА |
72 |
Соответствует норме |
|
Шум |
Реакторный блок |
дБА |
97 |
Нет |
|
Шум |
Компрессорная |
дБА |
53-104,2 |
Нет |
|
Шум |
Венткамера |
дБА |
81-88 |
Нет |
|
Электромагнитное загрязнение |
Секции х, ХВ, ВКХ, ВХ, АВО |
дБА |
90,1-94,2 |
Предусмотреть обеспечение предельных уровней звукового давления |
Таблица 3.175 - Материальные ресурсы установки гидроочистки дизельного топлива
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Катализаторы гидроочистки |
Материалы |
т |
0,2 |
234 |
|
Диметилдисульфид |
Реагенты |
т |
12,2 |
44,4 |
|
Смазывающие присадки |
Реагенты |
т |
660 |
660 |
|
Депрессорно- |
Реагенты |
т |
660 |
660 |
|
Антистатические присадки |
Реагенты |
т |
8,3 |
8,3 |
|
Цетаноповышающие присадки |
Реагенты |
т |
100 |
100 |
|
МЭА |
Реагенты |
кг |
7253,3 |
36279,8 |
|
Ингибитор осадкообразования |
Реагенты |
кг/сут |
51 |
88 |
|
Охлаждающая жидкость |
Реагенты |
кг/сут |
51 |
88 |
|
Противоизносная присадка |
Реагенты |
кг/сут |
765 |
1760 |
|
Антистатическая присадка |
Реагенты |
кг/сут |
10,2 |
17,6 |
|
Защитный слой ACT 069 |
Материалы |
кг/сут |
2,1 |
3,5 |
|
Защитный слой ACT 077 |
Материалы |
кг/сут |
1,5 |
2,6 |
|
Защитный слой ACT 645 |
Материалы |
кг/сут |
2,6 |
4,4 |
|
Защитный слой ACT 961 |
Материалы |
кг/сут |
10,2 |
17,6 |
|
Инертный шар Ду 19 |
материал |
кг |
4283,6 |
6673,03 |
|
Инертный шар Ду 6 |
материал |
кг |
1427,9 |
2901,3 |
|
Инертный шар Ду 3 |
материал |
кг |
475,9 |
660,8 |
|
Инертный шар Ду 13 |
материал |
кг |
2756,3 |
2756,3 |
|
Инертный шар Ду 10 |
материал |
кг |
358,2 |
1110,6 |
|
Фильтроэлемент на 10 микрон |
материал |
штук |
48 |
48 |
|
Фильтроэлемент на 5 микрон |
материал |
штук |
48 |
48 |
|
Азот особой чистоты |
материал |
баллон |
24 |
24 |
|
Стабилизатор |
реагент |
кг |
15865,2 |
15865,2 |
|
Инертный шар Ду 12 |
материал |
кг |
475,9 |
475,9 |
|
МДЭА |
реагент |
кг |
3909,6 |
3909,6 |
|
Ингибитор коррозии |
реагент |
кг |
192 |
2736,7 |
|
Антипенная присадка |
реагент |
кг |
1662,8 |
1662,8 |
|
Катализатор |
Материалы |
т |
4,3 |
24,9 |
|
КОМПЛЕКСАЛ-ЭКО "Д" |
Материалы |
кг/т |
0,13 |
0,3 |
Таблица 3.176 - Отходы установки гидроочистки дизельного топлива
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Коксовые массы отработанные, загрязненные нефтепродуктами (содержание нефтепродуктов 15% и более) |
Замена отработанных катализаторов в реакторах установки |
44250501203 |
3 |
363 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел компрессорных |
насосное оборудование |
40616601313 |
3 |
0,032 |
Нет |
|
Отходы минеральных масел индустриальных |
насосное оборудование |
40613001313 |
3 |
0,003-3,24 |
Переработка |
|
Катализатор на основе оксида алюминия молибденовый отработанный |
Гидроочистка топлива |
44100301493 |
3 |
1-180 |
Передача на утилизацию другой организации |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
20-29,3 |
Переработка |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
0,41-15 |
Переработка |
|
Отходы минеральных масел турбинных |
Насосное и компрессорное оборудование |
40617001313 |
3 |
0,5-0,66 |
Вторичное использование |
Таблица 3.177 - Сбросы установки гидроочистки дизельного топлива
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
Да |
0,07-0,28 |
7,04 |
9,05 |
8,05 |
|
Аммоний-ион |
5 |
Да |
0,29-4,7 |
1,8 |
568 |
284,9 |
|
Взвешенные вещества |
166 |
Да |
нет данных |
150 |
150 |
150 |
|
Нефтепродукты (нефть) |
74 |
Да |
9,5-255,4 |
0,002 |
400000 |
200000 |
|
Сульфиды |
99 |
Да/Нет |
0,009-1383,6 |
0,002 |
57500 |
28750 |
3.13.4 Установка гидродепарафинизации дизельного топлива
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию и материальным ресурсам для установок гидродепарафинизации дизельного топлива представлены в таблицах 3.178-3.181.
Таблица 3.178 - Выбросы установки гидродепарафинизации дизельного топлива
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
20,2 |
0,6 |
0,9 |
0,75 |
|
Азота оксид |
2 |
3,3 |
0,1 |
0,15 |
0,13 |
|
Серы диоксид |
43 |
0,6 |
0,018 |
0,025 |
0,02 |
|
Углерода оксид |
46 |
14,8 |
0,47 |
0,67 |
0,57 |
|
Углеводороды предельные С1-С-5 (исключая метан) |
56 |
1,5 |
0,05 |
0,07 |
0,06 |
Таблица 3.179 - Потребление энергетических ресурсов установкой гидродепарафинизации дизельного топлива
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
16,6 |
18,7 |
|
Потребление пара |
Гкал/т |
0,019 |
0,02 |
|
Свежая вода |
куб.м/т |
0,007 |
0,02 |
|
Теплофикационная вода |
т.у.т./т |
0,00069 |
0,00077 |
Таблица 3.180 - Физические воздействия, производимые установкой гидродепарафинизации дизельного топлива
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосно-компрессорное оборудование |
мм·с-1 |
7,1 |
Нет |
|
Вибрация |
Технологическое оборудование |
дБ |
46,5-96,6 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Тепловое воздействие |
Печи |
°С |
не более 60 на поверхности |
Нет |
|
Тепловое воздействие |
Технологическое оборудование |
°С |
20,1-22,9 |
Нет |
|
Шум |
Насосные агрегаты |
дБА |
80 |
Нет |
|
Шум |
Компрессорное оборудование |
дБА |
80 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
60-104 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.181 - Материальные ресурсы установки гидродепарафинизации дизельного топлива
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Топливный газ |
Материалы |
м |
Нет данных |
28 |
3.13.5 Гидроочистка бензина каталитического крекинга
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам и материальным ресурсам для установок гидроочистки бензина каталитического крекинга представлены в таблицах 3.182-3.186.
Таблица 3.182 - Выбросы установки гидроочистки бензина кат. Крекинга
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
10,2-125,9 |
0,7 |
5,5 |
3,1 |
|
Азота оксид |
2 |
1,7-20,6 |
0,1 |
0,9 |
0,5 |
|
Амилены (смесь изомеров) |
60 |
5,3-10,7 |
0,18 |
0,36 |
0,27 |
|
Бензапирен |
70 |
3,2·10 |
4·10 |
4·10 |
2,2·10 |
|
Бензол |
67 |
0,3-0,7 |
0,001 |
0,012 |
0,007 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,5-2,1 |
0,02 |
0,07 |
0,045 |
|
Диэтаноламин |
доп.182 |
1,2 |
0,04 |
0,04 |
0,04 |
|
Метан |
33 |
1,6-3,5 |
0,004 |
0,16 |
0,08 |
|
Метилбензол (толуол) |
70 |
0,4-3,6 |
0,015 |
0,12 |
0,07 |
|
Моноэтаноламин |
доп. 181 |
0,01 |
0,0004 |
0,0004 |
0,0004 |
|
Сероводород |
40 |
0,0077-0,15 |
0,0003 |
0,005 |
0,0027 |
|
Серы диоксид |
43 |
0,372-23,34 |
0,3 |
0,86 |
0,58 |
|
Углеводороды предельные С12-С19 |
58 |
0,043 |
0,0017 |
0,0017 |
0,0017 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
2,06-43,54 |
0,03 |
1,46 |
0,75 |
|
Углеводороды предельные С6-С10 |
57 |
10,97 |
0,42 |
0,42 |
0,42 |
|
Углерода оксид |
46 |
2,39-34,74 |
0,1 |
1,6 |
0,85 |
Таблица 3.183 - Потребление энергетических ресурсов установкой гидроочистки бензина кат. Крекинга
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
12,3 |
35,7 |
|
Потребление пара |
Гкал/т |
0,0015 |
0,0019 |
|
Охлаждающая вода |
куб.м/т |
4,4 |
4,4 |
|
Оборотная вода |
т.у.т./т |
0,0042 |
0,0084 |
|
Потребление топлива (всего) |
т.у.т./т |
0,013 |
0,017 |
|
Потребление топлива (газового) |
т.у.т./т |
0,013 |
0,017 |
Таблица 3.184 - Физические воздействия, производимые установкой гидроочистки бензина кат. крекинга
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ |
102 |
Соответствует норме |
|
Вибрация |
Компрессорная |
дБ |
112 |
Соответствует норме |
|
Шум |
Насосная |
дБА |
90 |
Нет |
|
Шум |
Компрессорная |
дБА |
94 |
Нет |
|
Шум |
Секция 2000 |
дБА |
87 |
Нет |
|
Шум |
Секция 3000 |
дБА |
83 |
Нет |
|
Шум |
Секция 4000 |
дБА |
85 |
Нет |
|
Шум |
Реакторный блок |
дБА |
85 |
Нет |
|
Шум |
Секция 5000 |
дБА |
86 |
Нет |
|
Шум |
Секция 6000 |
дБА |
86 |
Нет |
Таблица 3.185 - Материальные ресурсы установки гидроочистки бензина кат. крекинга
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Катализатор |
Материалы |
кг |
723 |
8274,3 |
|
Защитный слой АСТ 068 |
Материалы |
кг |
168,9 |
168,9 |
|
Защитный слой АСТ 078 |
Материалы |
кг |
190 |
190 |
|
Защитный слой АСТ 139 |
Материалы |
кг |
203,5 |
203,5 |
|
Защитный слой АСТ 108 |
Материалы |
кг |
179,4 |
179,4 |
|
МДЭА,100% (Метилдиэтаноламин) |
Реагенты |
т |
0,14 |
0,2 |
|
Ингибитор коррозии |
Реагенты |
т |
0,34 |
0,53 |
|
Катализатор гидроочистки |
Материалы |
т |
0,49 |
0,78 |
Таблица 3.186 - Сбросы установки гидроочистки бензина кат. крекинга
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Аммоний-ион |
5 |
Да |
0,5 |
0,93 |
18,25 |
5,3 |
|
Нефтепродукты (нефть) |
74 |
Да |
1,3 |
1 |
28 |
14 |
|
Сульфиды |
99 |
Да |
0,014 |
0,04 |
0,3 |
0,15 |
|
Взвешенные вещества |
166 |
Да |
6,6 |
39 |
171 |
72 |
3.13.6 Гидрирование дистиллятов вторичного происхождения (бензиновых, керосиновых и дизельных фракций)
Данные по потреблению энергетических ресурсов, выбросам загрязняющих веществ, физическому воздействию, сбросам, отходам и материальным ресурсам для установок гидрирования дистиллятов вторичного происхождения представлены в таблицах 3.187-3.192.
Таблица 3.187 - Выбросы установки гидрирования дистиллятов вторичного происхождения (бензиновых, керосиновых и дизельных фракций)
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
0,4-44,1 |
0,013 |
44,3 |
22,16 |
|
Азота оксид |
2 |
0,07-42,3 |
0,021 |
7,2 |
3,6 |
|
Амилены (смесь изомеров) |
60 |
0,16-3,4 |
0,005 |
0,11 |
0,058 |
|
Бензапирен |
7 |
8·10 |
3,2·10 |
4·10 |
2·10 |
|
Бензол |
67 |
0,006-0,7 |
1·10 |
0,09 |
0,045 |
|
Ванадия пяти оксид |
9 |
0,07-1,2 |
0,002 |
1,7 |
0,85 |
|
Диметиламин |
148 |
0,1 |
0,003 |
0,003 |
0,003 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,005-0,01 |
1,6·10 |
0,13 |
0,065 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
0,003-0,2 |
1·10 |
0,01 |
0,005 |
|
Керосин |
156 |
2,9-2,94 |
0,136 |
0,137 |
0,1365 |
|
Метан |
33 |
0,03-15,1 |
8·10 |
3,8 |
1,9 |
|
Метилбензол (толуол) |
70 |
0,009-0,7 |
0,003 |
0,13 |
0,067 |
|
Минеральное масло |
157 |
1,4 |
0,04 |
0,04 |
0,04 |
|
Моноэтаноламин |
доп. 181 |
0,7-2,4 |
0,05 |
0,22 |
0,14 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
7,4 |
10,2 |
10,2 |
10,2 |
|
Сероводород |
40 |
0,095-2,4 |
0,003 |
0,8 |
0,4 |
|
Серы диоксид |
43 |
0,2-1032,8 |
0,002 |
579,3 |
289,7 |
|
Углеводороды предельные С12-С19 |
58 |
0,3-6,1 |
0,08 |
0,2 |
0,14 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,02-201 |
0,0004 |
6,4 |
3,2 |
|
Углеводороды предельные С6-С10 |
57 |
0,003-125,4 |
4·10 |
4 |
2 |
|
Углерод (Сажа) |
доп. 195 |
0,02-0,8 |
0,004 |
0,039 |
0,022 |
|
Углерода оксид |
46 |
0,18-100,2 |
0,019 |
85 |
42,5 |
|
Этилбензол (стирол) |
74 |
0,002-0,003 |
1,7·10 |
0,021 |
0,01 |
Таблица 3.188 - Потребление энергетических ресурсов установкой гидрирования дистиллятов вторичного происхождения (бензиновых, керосиновых и дизельных фракций)
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
14,1 |
40,2 |
|
Потребление пара |
Гкал/т |
0,0004 |
302,4 |
|
Свежая вода |
куб.м/т |
0,009 |
0,006 |
|
Теплофикационная вода |
т.у.т./т |
2,5·10 |
1,9 |
|
Оборотная вода |
т.у.т./т |
1,9·10 |
0,00055 |
|
Потребление топлива (всего) |
т.у.т./т |
0,001 |
356,4 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0003 |
37,7 |
|
Потребление топлива (газового) |
т.у.т./т |
0,008 |
318,7 |
Таблица 3.189 - Физические воздействия, производимые установки* гидрирования дистиллятов вторичного происхождения (бензиновых, керосиновых и дизельных фракций)
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосно-компрессорное, вентиляционное оборудование, аппараты воздушного охлаждения, печное оборудование, электрооборудование, транспортное средство |
дБ |
46-98 |
Не превышает предельно допустимый уровень |
|
Вибрация |
Технологическое оборудование |
дБА |
65,5-91,6 |
Нет |
|
Тепловое воздействие |
Печи |
°С |
не более 60 на поверхности |
Нет |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
20,1-27,1 |
Нет |
|
Шум |
Насосные агрегаты |
дБА |
51-117 |
Нет |
|
Шум |
Компрессорное оборудование |
дБА |
80 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
84-95 |
Неустранимый фактор |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 в, свыше 1000 в (трансформаторные подстанции, распределительные устройства) |
Напряженность эл. поля, кВ/м |
0,3 |
Уровни электромагнитных полей (частотой 50 Гц) не превышают предельно допустимые значения |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 в, свыше 1000 в (трансформаторные подстанции, распределительные устройства) |
Напряженность магнитного поля, А/м |
0,3 |
Уровни электромагнитных полей (частотой 50 Гц) не превышают предельно допустимые значения |
Таблица 3.190 - Материальные ресурсы установки гидрирования дистиллятов вторичного происхождения (бензиновых, керосиновых и дизельных фракций)
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Азот |
Реагенты |
т |
45 |
100 |
|
Эмульгатор |
Реагенты |
т |
2,9 |
4,2 |
|
Термоэластопласт |
Реагенты |
т |
6 |
7,8 |
|
Кислота соляная 32% |
Реагенты |
т |
149,9 |
221 |
|
Масло И-40А |
Реагенты |
т |
311,6 |
459,1 |
|
БНД 90/130 |
Реагенты |
т |
4662,3 |
6985,5 |
|
Пластификатор |
Реагенты |
т |
639 |
958 |
|
Нейтрализатор |
Реагенты |
т |
0,2 |
0,44 |
|
Ингибитор |
Реагенты |
т |
0,11 |
0,18 |
|
Сода кальциниров. |
Реагенты |
т |
0,6 |
1,4 |
|
Катализатор гидроочистки |
Материалы |
т |
90 |
650 |
|
Метилдиэтаноламин |
Материалы |
кг |
12000 |
22000 |
|
Катализатор депарафинизации |
Материалы |
кг |
43000 |
45000 |
|
Катализатор процесса клаусс |
Материалы |
кг |
2000 |
2000 |
|
МЭА |
Реагенты |
кг |
44307 |
- |
|
KF 542-5R |
Материалы |
кг |
765,9 |
873,3 |
|
KF 542-9R |
Материалы |
кг |
707 |
811 |
|
KG 55 |
Материалы |
кг |
998,1 |
1212,7 |
|
KF 851-3Q |
Материалы |
кг |
2616,6 |
2616,6 |
|
KF 757-1,3Q |
Материалы |
кг |
41882,5 |
41882,5 |
|
Диметилдисульфид |
Реагенты |
т/загрузка |
17040 |
17040 |
|
KF 757-3Q |
Материалы |
кг |
3015 |
3015 |
|
KF 770-1,3Q |
Материалы |
кг |
81923,4 |
81923,4 |
|
Налко 3DT250 |
Реагенты |
кг |
13446,2 |
13446,2 |
|
Налко 7385 |
Реагенты |
кг |
4775,3 |
4775,3 |
|
Налко 8506 PLUS |
Реагенты |
кг |
11029,9 |
11029,9 |
|
Налко 7330 |
Реагенты |
кг |
5200 |
5200 |
|
Налко 8514 PLUS |
Реагенты |
кг |
5350 |
5350 |
|
Реагент MOL activ Е30 |
Реагенты |
кг |
3440 |
3440 |
|
Летнее, дизельное топливо "зимнее", бензин |
т |
438000 |
1595000 |
Таблица 3.191 - Отходы установки гидрирования дистиллятов вторичного происхождения (бензиновых, керосиновых и дизельных фракций)
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, тонн |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
очистка емкостей при ппр |
5460150104038 |
3 |
2,76-3,5 |
Передача на утилизацию другой организации |
|
Отходы катализаторов и контактных масс - отработанный |
Использование каталитических систем и контактных масс |
5950000001013 |
3 |
9-66,815* |
Передача на утилизацию другой организации |
|
отходы минеральных масел индустриальных |
замена масла в оборудовании |
40613001313 |
3 |
0,04-2,42 |
Вторичное использование |
|
отходы минеральных масел компрессорных |
замена масла в оборудовании |
40616601313 |
3 |
0,06 |
Нет |
|
Катализатор гидроочистки KF 757-1,3Q |
Гидроочистка дизельного топлива |
44100104493 |
3 |
80 |
Передача на утилизацию другой организации |
|
Катализатор KF 542 |
Гидроочистка бензина |
44100206493 |
3 |
2,3 |
Передача на утилизацию другой организации |
|
Катализатор KG-55 |
Гидроочистка реактивного топлива |
44100000000 |
3 |
2 |
Передача на утилизацию другой организации |
|
Катализатор гидроочистки ГКД-202 |
Гидроочистка керосина |
44100602493 |
3 |
0,35-7,2 |
Передача на утилизацию другой организации |
|
Щелочь отработанная при очистке углеводородного сырья от меркаптанов и сероводорода |
Щелочная очистка углеводородных фракций от меркаптанов и сероводорода |
30820401103 |
3 |
100 |
Нет |
Таблица 3.192 - Сбросы установки гидрирования дистиллятов вторичного происхождения (бензиновых, керосиновых и дизельных фракций)
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
Да |
- |
7,5 |
9 |
8,3 |
|
Аммоний-ион |
5 |
Да |
0,5 |
0,1 |
5,3 |
2,7 |
|
Нефтепродукты (нефть) |
74 |
Да |
3,9-10,3 |
2 |
419 |
210,5 |
|
Сульфиды |
99 |
Да |
10,6-43,6 |
0,1 |
9336,4 |
4668,3 |
|
Фенол, гидроксибензол |
119 |
Да |
0,01-0,4 |
0,1 |
5,2 |
2,7 |
3.13.7 Гидродеароматизация дизельного топлива
Данные по выбросам загрязняющих веществ, потреблению энергетических ресурсов, физическому воздействию, материальным ресурсам, отходам и сбросам для установок гидродеароматизации дизельного топлива представлены в таблицах 3.193-3.196.
Таблица 3.193 - Выбросы установки гидродеароматизации дизельного топлива
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
3,1 |
0,085 |
0,4 |
0,1 |
|
Азота оксид |
2 |
0,5 |
0,014 |
0,06 |
0,04 |
|
Метан |
33 |
0,07 |
0,002 |
0,006 |
0,004 |
|
Серы диоксид |
43 |
11,85 |
0,3 |
2,3 |
1,3 |
|
Углерода оксид |
46 |
1,8 |
0,05 |
0,2 |
0,13 |
Таблица 3.194 - Потребление энергетических ресурсов установки гидродеароматизации дизельного топлива
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0076 |
0,0076 |
|
Потребление топлива (газового) |
т.у.т./т |
0,0076 |
0,0076 |
Таблица 3.195 - Материальные ресурсы установки гидродеароматизации дизельного топлива
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Едкий натрий |
реагент |
кг |
360000 |
360000 |
Таблица 3.196 - Сбросы установки гидродеароматизации дизельного топлива
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
Да |
2,2 |
10 |
20 |
15 |
|
Сульфат-анион (сульфаты) |
98 |
Да |
396,3 |
1500 |
3000 |
2250 |
3.13.8 Гидроочистка парафина
Данные по выбросам загрязняющих веществ, потреблению энергетических ресурсов, физическому воздействию, материальным ресурсам, отходам и сбросам для установок гидроочистки парафина представлены в таблицах 3.197-3.202.
Таблица 3.197 - Выбросы установки гидроочистки парафина
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
9,8 |
0,1 |
0,3 |
0,2 |
|
Азота оксид |
2 |
1,6 |
0,02 |
0,06 |
0,04 |
|
Бензапирен |
7 |
9·10 |
2·10 |
3·10 |
1,6·10 |
|
Метан |
33 |
1,7 |
0,02 |
0,06 |
0,04 |
|
Серы диоксид |
43 |
50,8 |
0,7 |
1,7 |
1,2 |
|
Углерода оксид |
46 |
10,5 |
0,07 |
0,36 |
0,22 |
|
Аммиак |
4 |
0,8 |
0,015 |
0,03 |
0,023 |
|
Сероводород |
40 |
0,9 |
0,008 |
0,03 |
0,02 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
2,7 |
0,05 |
0,09 |
0,07 |
|
Метилбензол (толуол) |
70 |
4,8 |
0,02 |
0,16 |
0,09 |
|
Метилэтилкетон |
126 |
8,5 |
0,1 |
0,3 |
0,2 |
Таблица 3.198 - Потребление энергетических ресурсов установкой гидроочистки парафина
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
316,9 |
552,8 |
|
Охлаждающая вода |
куб.м/т |
115 |
145 |
|
Оборотная вода |
т.у.т./т |
0,17 |
0,25 |
Таблица 3.199 - Физические воздействия, производимые установкой гидроочистки парафина
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ |
100 |
Соответствует норме |
|
Вибрация |
Компрессорная |
дБ |
102 |
Соответствует норме |
|
Шум |
Насосная |
дБА |
88 |
Нет |
|
Шум |
Компрессорная |
дБА |
90 |
Нет |
|
Шум |
Фильтровальное отделение |
дБА |
70 |
Соответствует норме |
Таблица 3.200 - Материальные ресурсы установки гидроочистки парафина
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Катализатор гидроочистки |
Материалы |
т |
0,077 |
0,118 |
Таблица 3.201 - Отходы установки гидроочистки парафина
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти и нефтепродуктов |
Емкости, аппараты, резервуары |
91120002393 |
3 |
39,1 |
Нет |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) |
Территория установок |
91920101393 |
3 |
0,37-0,78 |
Нет |
|
Отходы отбеливающей глины, содержащей масла |
Фильтр |
30822101333 |
3 |
3,1 |
Нет |
Таблица 3.202 - Сбросы установки гидроочистки парафина
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
Да |
0,7 |
1 |
40 |
7 |
3.13.9 Гидроочистка депарафинированных масел
Данные по выбросам загрязняющих веществ, потреблению энергетических ресурсов, физическому воздействию, материальным ресурсам, отходам и сбросам для установок гидроочистки депарафинированных масел представлены в таблицах 3.203-3.208.
Таблица 3.203 - Выбросы установки гидроочистки депарафинированных масел
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
5,6 |
0,23 |
0,23 |
0,23 |
|
Азота оксид |
2 |
0,9 |
0,04 |
0,04 |
0,04 |
|
Бензапирен |
7 |
2·10 |
5·10 |
5·10 |
5·10 |
|
Метан |
33 |
0,1 |
0,023 |
0,023 |
0,023 |
|
Сероводород |
40 |
0,04 |
0,003 |
0,003 |
0,003 |
|
Серы диоксид |
43 |
0,2 |
0,018 |
0,018 |
0,018 |
|
Углерода оксид |
46 |
0,8 |
0,04 |
0,04 |
0,04 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
51,3 |
3,3 |
3,3 |
3,3 |
|
Минеральное масло |
157 |
0,003 |
2·10 |
2·10 |
2·10 |
|
Моноэтаноламин |
доп. 181 |
0,008 |
0,05 |
0,05 |
0,05 |
Таблица 3.204 - Потребление энергетических ресурсов установкой гидроочистки депарафинированных масел
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление пара |
Гкал/т |
0,1 |
0,14 |
|
Свежая вода |
куб.м/т |
0,7 |
0,78 |
|
Оборотная вода |
т.у.т./т |
0,0001 |
0,0001 |
|
Потребление топлива (газового) |
т.у.т./т |
0,038 |
0,05 |
Таблица 3.205 - Физические воздействия, производимые установкой гидроочистки депарафинированных масел
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Насосное, компрессорное оборудование, котел-утилизатор, печи, блок экстракции, фильтровальное отделение, отделение счетчиков, дымососы |
дБ |
82,4-94,1 |
Нет |
|
Тепловое воздействие |
Печи |
Вт/м |
260-400 |
Нет |
|
Вибрация |
Мотокосы, снегоуборщики |
дБ |
126-137 |
Нет |
Таблица 3.206 - Материальные ресурсы установки гидроочистки депарафинированных масел
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Моноэтаноламин |
Реагенты |
т |
3,0 |
5,9 |
Таблица 3.207 - Отходы установки гидроочистки депарафинированных масел
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Катализатор на основе оксида никеля отработанный (СГК-5, НКЮ-100, ГО-38А) |
Замена отработанного катализатора |
44100205493 |
3 |
33,2 |
Нет |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Зачистка резервуаров, технологического оборудования |
91120002393 |
3 |
4,7 |
Нет |
Таблица 3.208 - Сбросы установки гидроочистки депарафинированных масел
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Аммоний-ион |
5 |
Да |
0,076 |
0,9 |
6 |
3,5 |
|
Нефтепродукты (нефть) |
74 |
- |
0,84 |
10 |
40 |
25 |
|
Фенол, гидроксибензол |
119 |
- |
0,067 |
0,8 |
3,5 |
2,2 |
3.13.10 Гидроочистка вакуумного газойля
Данные по выбросам загрязняющих веществ, потреблению энергетических ресурсов, физическому воздействию, материальным ресурсам и отходам для установок гидроочистки вакуумного газойля представлены в таблицах 3.209-3.213.
Таблица 3.209 - Выбросы установки гидроочистки вакуумного газойля
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
58,4-106,2 |
1,6 |
3,6 |
2,6 |
|
Азота оксид |
2 |
11,7-17,3 |
0,26 |
0,58 |
0,42 |
|
Аммиак |
4 |
0,17 |
0,004 |
0,006 |
0,005 |
|
Бензапирен |
7 |
1,5·10 |
5,1·10 |
4·10 |
2·10 |
|
Диэтаноламин |
доп. 182 |
0,15 |
0,005 |
0,005 |
0,005 |
|
Метан |
33 |
1,3-2,2 |
0,0021 |
0,076 |
0,039 |
|
Сероводород |
40 |
0,2-0,6 |
0,003 |
0,2 |
0,1 |
|
Серы диоксид |
43 |
61,3-185,7 |
0,03 |
5,9 |
2,95 |
|
Спирт изопропиловый |
104 |
0,35 |
0,01 |
0,01 |
0,01 |
|
Углеводороды предельные С12-С19 |
58 |
1,7 |
0,05 |
0,06 |
0,055 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
22,4-65,4 |
0,024 |
2,2 |
1,6 |
|
Углерода оксид |
46 |
3,2-80,7 |
0,01 |
2,6 |
1,3 |
|
Этиленгликоль (1,2-этандиол) |
доп. 172 |
0,35 |
0,01 |
0,01 |
0,01 |
Таблица 3.210 - Потребление энергетических ресурсов установкой гидроочистки вакуумного газойля
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
21,8 |
34,1 |
|
Потребление пара |
Гкал/т |
0,002 |
0,01 |
|
Охлаждающая вода |
куб.м/т |
2,8 |
2,8 |
|
Оборотная вода |
т.у.т./т |
0,0026 |
0,0028 |
|
Потребление топлива (всего) |
т.у.т./т |
0,018 |
0,024 |
|
Потребление топлива (газового) |
т.у.т./т |
0,018 |
0,024 |
Таблица 3.211 - Физические воздействия, производимые установкой гидроочистки вакуумного газойля
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ |
102 |
Соответствует норме |
|
Вибрация |
Компрессорная |
дБ |
112 |
Соответствует норме |
|
Шум |
Насосная |
дБА |
83-90 |
Нет |
|
Шум |
Блок печей |
дБА |
83-95 |
Нет |
|
Шум |
Блок колонн |
дБА |
74 |
Нет |
|
Шум |
Компрессорная |
дБА |
83-102 |
Нет |
|
Шум |
Реакторный блок |
дБА |
80 |
Соответствует норме |
Таблица 3.212 - Материальные ресурсы установки гидроочистки вакуумного газойля
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
МЭА |
Реагенты |
кг |
106788,3 |
106788,3 |
|
ТК-10 |
Материалы |
кг |
1097,7 |
1097,7 |
|
ТК 711 |
Материалы |
кг |
1187,2 |
1187,2 |
|
ТК-743 |
Материалы |
кг |
1087,5 |
1087,5 |
|
ТК-831 |
Материалы |
кг |
609,8 |
609,8 |
|
ТК-560 BRIM |
Материалы |
кг |
29069 |
29069 |
|
Гипохлорит натрия |
Реагенты |
кг |
5843,4 |
5843,4 |
|
Полиалюминий хлорид |
Реагенты |
кг |
13188 |
13188 |
|
Кислота серная техническая 93% |
Реагенты |
кг |
814,9 |
814,9 |
|
Натр едкий 100% |
Реагенты |
кг |
870,6 |
870,6 |
|
Антискалант |
Реагенты |
кг |
638,3 |
638,3 |
|
Бисульфит натрия |
Реагенты |
кг |
562,5 |
562,5 |
|
Биоцид |
Реагенты |
кг |
4384,6 |
4384,6 |
|
YurbySoft М 432 |
Реагенты |
кг |
296,1 |
296,1 |
|
YurbySoft М 4330 |
Реагенты |
кг |
173 |
173 |
|
Налко 3DT250 |
Реагенты |
кг |
5234,4 |
5234,4 |
|
Налко 7385 |
Реагенты |
кг |
2009,3 |
2009,3 |
|
Налко 8506 PLUS |
Реагенты |
кг |
4044,7 |
4044,7 |
|
Налко 8514 PLUS |
Реагенты |
кг |
1176 |
1176 |
|
Налко 7330 |
Реагенты |
кг |
1050 |
1190 |
|
Налко CT40 |
Реагенты |
кг |
5800 |
5800 |
|
Налко 3D187 |
Реагенты |
кг |
2488,9 |
2488,9 |
|
Налко 3D185 |
Реагенты |
кг |
1087,1 |
1087,1 |
|
Налко 8506 PLUS |
Реагенты |
кг |
1805,7 |
1805,7 |
|
Налко 8514 PLUS |
Реагенты |
кг |
2170 |
2170 |
|
МДЭА,100% |
Реагенты |
т |
6,6 |
7,7 |
|
Ингибитор коррозии |
Реагенты |
т |
0,22 |
0,26 |
|
Ингибитор коксообразования |
Реагенты |
т |
5,7 |
9,9 |
|
Антивспениватель |
Реагенты |
т |
0,11 |
0,13 |
|
Катализатор гидроочистки |
Материалы |
т |
0,85 |
4 |
|
Тринатрийфосфат |
Реагенты |
т/год |
0,0001 |
0,001 |
Таблица 3.213 - Отходы установки гидроочистки вакуумного газойля
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти и нефтепродуктов |
Емкости, аппараты, резервуары |
91120002393 |
3 |
29,3 |
Нет |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) |
Территория установок |
91920101393 |
3 |
0,33-0,69 |
Нет |
3.14 Установки гидрокрекинга
Основными видами воздействия на компоненты окружающей среды при эксплуатации установок гидрокрекинга являются:
-
а) воздействие на атмосферный воздух (химическое загрязнение атмосферного воздуха выбросами загрязняющих веществ, шумовое воздействие);
-
б) воздействие на почвы, поверхностные воды и грунтовые воды (образование сточных вод, производственных отходов).
Источниками выделения вредных веществ на установке гидрокрекинга являются:
-
а) горелки технологических печей;
-
б) механические соединения подвижных и неподвижных элементов на аппаратах, трубопроводах, запорно-регулирующей арматуре и предохранительных клапанах, торцевые уплотнения насосов, уплотнения компрессоров;
-
в) факельные горелки;
-
г) дыхательные патрубки и трубопроводная обвязка резервуарных парков.
Источниками выбросов загрязняющих веществ в атмосферу являются:
-
а) общая дымовая труба технологических печей;
-
б) венттрубы систем вентиляции производственных помещений (насосных, компрессорных);
-
в) факел;
-
г) неорганизованные источники (совокупность отдельных источников выделения вредных веществ: фланцевые соединения арматуры, трубопроводов, уплотнений насосов, компрессоров, расположенных на локальных открытых площадках).
Выбросы в воздух
Дымовой газ печи содержит CO, , , углеводороды и твердые частицы, которые образуют дым, окалину и пыль в топливном газе, неорганизованные выбросы (углеводороды) и при регенерации катализатора (, CO, , и катализаторную пыль).
Сточные воды
Поток сточных вод гидрокрекинга составляет 50-110 л на переработанную тонну сырья. Сточные воды установки характеризуются высоким ХПК и относительно низким уровнем БПК, содержат взвешенные частицы, , . Серосодержащая вода должна быть направлена в систему отпаривания кислых стоков.
Твердые отходы
Отходы катализатора гидрокрекинга образуются периодически и содержат металлы и углеводороды. Катализатор заменяется один раз каждые 1-3 года, что приводит к образованию в среднем 50-200 т/год для НПЗ 5 Мт/год. В процессе гидроконверсии обычно образуется от 100 до 300 т/год отработанных катализаторов, которые содержат большее количество тяжелых металлов, чем катализаторы гидрокрекинга.
Перечень загрязняющих веществ и выбросы вредных веществ в атмосферу от источников установок гидрокрекинга представлены в таблицах 3.214-3.218.
Таблица 3.214 - Выбросы установки глубокого одноступенчатого гидрокрекинга вакуумных дистиллятов (давление более 10 МПа)
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, тонн |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
16,1-33,2 |
0,25 |
1,3 |
0,8 |
|
Азота оксид |
2 |
2,6-5,5 |
0,04 |
0,2 |
0,12 |
|
Бензапирен |
7 |
3·10 |
2,5·10 |
2,5·10 |
2,5·10 |
|
Метан |
33 |
0,3-3,5 |
0,014 |
0,84 |
0,42 |
|
Сероводород |
40 |
8·10 |
4·10 |
0,09 |
0,045 |
|
Серы диоксид |
43 |
0,14-73,6 |
0,01 |
10,3 |
5,2 |
|
Углеводороды предельные С12-С19 |
58 |
0,001-0,5 |
0,0013 |
0,05 |
0,026 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
13,9 |
0,7 |
0,7 |
0,7 |
|
Углеводороды предельные С6-С10 |
57 |
8·10 |
6·10 |
0,5 |
0,25 |
|
Углерода оксид |
46 |
0,35-1,3 |
0,045 |
8,5 |
4,27 |
|
Фенол |
73 |
4·10 |
2·10 |
2,6·10 |
1,4·10 |
Таблица 3.215 - Выбросы установки легкого гидрокрекинга вакуумных дистиллятов (давление до 10 МПа)
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
28,03 |
0,98 |
0,98 |
0,98 |
|
Азота оксид |
2 |
11,5 |
0,4 |
0,4 |
0,4 |
|
Метан |
33 |
12,3 |
0,43 |
0,43 |
0,43 |
|
Сероводород |
40 |
0,2 |
0,01 |
0,01 |
0,01 |
|
Серы диоксид |
43 |
10,7 |
0,4 |
0,4 |
0,4 |
|
Углерода оксид |
46 |
61,6 |
2,15 |
2,15 |
2,15 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
12,8 |
0,12 |
0,12 |
0,12 |
|
Углеводороды предельные С6-С10 |
57 |
0,72 |
0,008 |
0,01 |
0,009 |
|
Углеводороды предельные С12-С19 |
58 |
3,2 |
0,023 |
0,023 |
0,023 |
|
Амилены (смесь изомеров) |
60 |
0,086 |
9·10 |
9·10 |
9·10 |
|
Бензол |
67 |
0,07 |
8·10 |
8·10 |
8·10 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,006 |
1·10 |
1·10 |
1·10 |
|
Метилбензол (толуол) |
70 |
0,05 |
7·10 |
7·10 |
7·10 |
|
Этилбензол (стирол) |
74 |
0,002 |
1,3·10 |
1,3·10 |
1,3·10 |
|
Керосин |
156 |
0,08 |
0,0025 |
0,0025 |
0,0025 |
|
Минеральное масло |
157 |
0,7 |
0,07 |
0,07 |
0,07 |
|
Моноэтаноламин |
доп. 181 |
1,3 |
0,04 |
0,04 |
0,04 |
Таблица 3.216 - Характеристика производственных и бытовых сточных вод, образующихся при эксплуатации установки
|
Источник стока |
Количество м |
Характеристика сточных вод |
Параметры |
|||
|
Наименование Загрязнения |
Содержание мг/л |
Количество кг/сут |
Р |
Т |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Система промливневой канализации |
||||||
|
Производственные: |
||||||
|
- от холодильника продувки Т-066 |
39,4 |
солесодержание |
До 2000 |
78,8 |
самотек |
Не более 40°С |
Таблица 3.217 - Отходы установки глубокого одноступенчатого гидрокрекинга вакуумных дистиллятов (давление более 10 МПа)
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Катализатор никель-хромовый отработанный |
Гидродеароматизация дизельного топлива |
44100207492 |
2 |
35,5 |
Передача на утилизацию другой организации |
|
Катализатор на основе оксида алюминия молибденовый, содержащий оксид кобальта, отработанный |
Гидрокрекинг |
44100302493 |
3 |
180 |
Передача на утилизацию другой организации |
|
Катализатор на основе оксида алюминия молибденовый, содержащий оксид никеля, отработанный |
Гидрокрекинг |
44100303493 |
3 |
86,2 |
Передача на утилизацию другой организации |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
5 |
Переработка |
|
Цеолит отработанный |
Осушка сырья от влаги |
44250102294 |
4 |
2-16,2 |
Передача на утилизацию другой организации |
|
Ионообменные смолы отработанные при водоподготовке |
Получение деминерализованной воды |
71021101205 |
5 |
8,1 |
Передача на утилизацию другой организации |
|
Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) |
Регенерация раствора МЭА |
44250402204 |
4 |
4,5 |
Передача на утилизацию другой организации |
|
Катализатор на основе оксида никеля отработанный |
Замена отработанного катализатора |
44100205493 |
3 |
16,35 |
Нет |
Таблица 3.218 - Отходы установки легкого гидрокрекинга вакуумных дистиллятов (давление до 10 МПа)
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Катализатор на основе оксида алюминия молибденовый, содержащий оксиды кобальта и никеля отработанный |
реактор легкого гидрокрекинга |
44100304493 |
3 |
50,05 |
Передача на утилизацию другой организации |
|
Масла индустриальные отработанные |
Замена масла в НКО |
5410020502033 |
3 |
0,72 |
Вторичное использование |
|
Отходы катализаторов и контактных масс, не вошедших в другие пункты (отработанные катализаторы гидрокрекинга) |
Замена катализаторов гидроочистки |
5950000000000 |
3 |
54,8 |
Передача на утилизацию другой организации |
Данные по расходу энергоносителей для установок гидрокрекинга представлены в таблице 3.219.
Таблица 3.219 - Данные по расходу энергоносителей для установок гидрокрекинга
|
Тип установки |
Потребление топлива (МДж/т) |
Потребление эл. энергии (кВт-час/т) |
Потребление пара (кг/т) |
Охлаждающая вода (м |
|
Гидрокрекинг |
400-1200 |
20-150 |
30-300 |
10-300 |
 17°С)
17°С)Потребление энергоресурсов установок гидрокрекинга вакуумных дистиллятов (давление более 10 МПа) представлено в таблицах 3.220-3.221.
Таблица 3.220 - Потребление энергоресурсов установки глубокого одноступенчатого гидрокрекинга вакуумных дистиллятов (давление более 10 МПа)
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление пара |
Гкал/т |
0,01 |
0,17 |
|
Свежая вода |
куб.м/т |
5,9 |
6 |
|
Охлаждающая вода |
куб.м/т |
0,0025 |
0,0025 |
|
Потребление топлива (всего) |
т.у.т./т |
0,014 |
0,014 |
|
Потребление топлива (газового) |
т.у.т./т |
0,015 |
0,035 |
Таблица 3.221 - Потребление энергоресурсов установки легкого гидрокрекинга вакуумных дистиллятов (давление до 10 МПа)
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
13,6 |
21,7 |
|
Потребление пара |
Гкал/т |
0,09 |
0,1 |
|
Охлаждающая вода |
куб.м/т |
2,08 |
2,54 |
|
Теплофикационная вода |
т.у.т./т |
0,0028 |
0,0028 |
|
Потребление топлива (всего) |
т.у.т./т |
0,09 |
0,1 |
|
Потребление топлива (газового) |
т.у.т./т |
0,09 |
0,1 |
Материальные ресурсы установок гидрокрекинга вакуумных дистиллятов (давление более 10 МПа) представлены в таблицах 3.222-3.223.
Таблица 3.222 - Материальные ресурсы установки глубокого одноступенчатого гидрокрекинга вакуумных дистиллятов (давление более 10 МПа)
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Едкий натрий |
реагент |
кг |
157500 |
157500 |
|
Гипохлорит натрия |
реагент |
кг |
139200 |
139200 |
|
Моноэтаноламин |
реагент |
кг |
36214,8 |
36214,8 |
|
Аммиак |
реагент |
кг |
5040 |
5040 |
|
Стабилизатор |
реагент |
кг |
29186,7 |
29186,7 |
|
Реагент MOL aktiv Е30 |
реагент |
кг |
8800 |
8800 |
|
Ингибитор коррозии |
реагент |
кг |
6486 |
7199,6 |
|
Сода кальцинированная |
реагент |
кг |
240 |
240 |
Таблица 3.223 - Материальные ресурсы установки легкого гидрокрекинга вакуумных дистиллятов (давление до 10 МПа)
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Моноэтаноламин |
Реагенты |
т |
153796,5 |
187973,5 |
Физические воздействия установок гидрокрекинга вакуумных дистиллятов (давление более 10 МПа) представлены в таблицах 3.224-3.225.
Таблица 3.224 - Физические воздействия установки глубокого одноступенчатого гидрокрекинга вакуумных дистиллятов (давление более 10 МПа)
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Насосное, компрессорное оборудование, котел-утилизатор, печи, блок экстракции, фильтровальное отделение, отделение счетчиков, дымососы |
дБ |
81,7-101,4 |
Нет |
|
Тепловое воздействие |
Печи |
Вт/м |
355 |
Нет |
|
Вибрация |
Мотокосы, снегоуборщики |
дБ |
126-136 |
Нет |
Таблица 3.225 - Физические воздействия установки легкого гидрокрекинга вакуумных дистиллятов (давление до 10 МПа)
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Воздушная компрессорная |
дБ (по оси X, Y, Z) |
83, 85, 86 |
Нет |
|
Вибрация |
Газовая компрессорная |
дБ (по оси X, Y, Z) |
82, 84, 85 |
Нет |
|
Вибрация |
Насосная |
дБ (по оси X, Y, Z) |
83-84, 84-85, 84-87 |
Нет |
|
Вибрация |
Венткамера |
дБ (по оси X, Y, Z) |
83, 86, 87 |
Нет |
|
Шум |
Компрессорная |
дБА |
83-87 |
Нет |
|
Шум |
Насосная |
дБА |
90-92 |
Нет |
|
Шум |
Аппаратный двор |
дБА |
77 |
Нет |
|
Шум |
Венткамера |
дБА |
88 |
Нет |
3.15 Технологии осушки газов
Данные по выбросам загрязняющих веществ, потреблению энергетических ресурсов, физическому воздействию, материальным ресурсам и отходам для установок гидроочистки вакуумного газойля представлены в таблицах 3.226-3.230.
Таблица 3.226 - Выбросы установки осушки с использованием твердых поглотителей
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
0,56 |
0,1 |
0,1 |
0,1 |
|
Азота оксид |
2 |
2,3 |
1 |
1 |
1 |
|
Летучие органические соединения |
доп. 162 |
5,7 |
0,2 |
0,2 |
0,2 |
|
Метан |
33 |
18,3 |
0,77 |
0,77 |
0,77 |
|
Сероводород |
40 |
2·10 |
1·10 |
1·10 |
5·10 |
|
Серы диоксид |
43 |
0,04 |
0,06 |
0,06 |
0,06 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
3,6 |
0,12 |
0,24 |
0,18 |
|
Углерода оксид |
46 |
0,002-0,82 |
9·10 |
0,58 |
0,29 |
Таблица 3.227 - Отходы установки осушки с использованием твердых поглотителей
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел моторных |
Эксплуатация и ремонт производственного оборудования. Замена масел в ходе обслуживания и ремонта механизмов и узлов оборудования |
40611001313 |
3 |
0,024 |
Нет |
Таблица 3.228 - Материальные ресурсы установки осушки с использованием твердых поглотителей
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Метанол 100% ГОСТ 2222-95 |
Реагенты |
т |
341,3 |
341,3 |
|
Цеолит NaA |
Материалы |
т |
126,9 |
126,9 |
|
ШАР фарфоровый Д 12-13 мм |
Материалы |
т |
13,8 |
13,8 |
|
ШАР фарфоровый Д 6-10 мм |
Материалы |
т |
9,5 |
9,5 |
|
Адсорбент |
Материалы |
кг |
831,3 |
14040,5 |
Таблица 3.229 - Физические воздействия установки осушки с использованием твердых поглотителей
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Технологическое оборудование |
дБА |
84-95 |
Нет |
|
Шум |
Компрессорные воздушные |
дБА |
88,1 |
Предусмотреть обеспечение предельных уровней звукового давления |
Таблица 3.230 - Потребление энергоресурсов установки осушки с использованием твердых поглотителей
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
173,4 |
453 |
|
Потребление пара |
Гкал/т |
0,014 |
0,014 |
|
Потребление топлива (газового) |
т.у.т./т |
0,002 |
0,002 |
3.16 Установки очистки нефтезаводских газов
Наибольшие воздействия на установки ГО оказывают следующие объекты:
-
а) помещение газовой компрессорной;
-
б) блок очистки газов от сероводорода и регенерации МЭА;
-
в) колонна отдува сероводорода из бензина К-206;
-
г) места отбора газообразных проб для лабораторных анализов;
-
д) все колодцы промканализации и оборотного водоснабжения, где возможно скопление углеводородных газов.
Данные об отходах, выбросах и сточных водах представлены в таблицах 3.231-3.236.
Таблица 3.231 - Отходы установки очистки с использованием МДЭА
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) |
территория установок |
91920101393 |
3 |
0,41-0,86 |
Нет |
|
Отходы шлакваты незагрязненные |
трубопроводы, аппараты |
45711101204 |
4 |
0,33 |
Нет |
Таблица 3.232 - Отходы установки очистки с использованием МЭА
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
8,75-10 |
Переработка |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
4 |
Переработка |
|
Отходы минеральных масел индустриальных |
Насосное и компрессорное оборудование |
40613001313 |
3 |
0,1-1,8 |
Вторичное использование |
|
Масла компрессорные отработанные |
Замена масел в насосно- |
5410021102033 |
3 |
2,75 |
Вторичное использование |
|
Щелочь отработанная при очистке углеводородного сырья от меркаптанов и сероводорода |
Щелочная очистка углеводородных фракций от меркаптанов и сероводорода |
30820401103 |
3 |
90 |
Нет |
|
Масла турбинные отработанные |
Замена масел в насосно- |
5410021202033 |
3 |
0,092 |
Нет |
Таблица 3.233 - Сточные воды установки очистки с использованием МЭА
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Сульфиды |
99 |
Да/Нет |
11,6-16,9 |
3,9 |
400 |
202 |
|
pH |
доп. 170 |
Да |
7,4-8,1 |
7,4 |
8,5 |
8 |
|
Аммоний-ион |
5 |
Да |
0,01-0,02 |
0,6 |
1,4 |
1 |
|
Нефтепродукты (нефть) |
74 |
Да |
0,026-19,7 |
0,2 |
156,2 |
78,2 |
|
Фенол, гидроксибензол |
119 |
Да |
0,009-0,5 |
0,12 |
21,3 |
10,7 |
Таблица 3.234 - Выбросы в атмосферу установки очистки с использованием ДЭА
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Метан |
33 |
0,4 |
0,014 |
0,014 |
0,014 |
|
Сероводород |
40 |
2 |
0,078 |
0,078 |
0,078 |
|
Летучие органические соединения |
доп. 162 |
0,5 |
0,017 |
0,017 |
0,017 |
Таблица 3.235 - Выбросы в атмосферу установки очистки с использованием МДЭА
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Сероводород |
40 |
0,57 |
0,015 |
0,018 |
0,0165 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
28 |
0,23 |
0,89 |
0,56 |
|
Диэтаноламин |
доп. 182 |
2,7 |
0,086 |
0,086 |
0,086 |
Таблица 3.236 - Выбросы в атмосферу установки очистки с использованием МЭА
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Амилены (смесь изомеров) |
60 |
3,5·10 |
9·10 |
9,2·10 |
4,6·10 |
|
Бензол |
67 |
3·10 |
8·10 |
7,5·10 |
3,8·10 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,004-0,015 |
1·10 |
6·10 |
3·10 |
|
Метан |
33 |
5,1 |
0,16 |
0,175 |
0,17 |
|
Метилбензол (толуол) |
70 |
3·10 |
8·10 |
6·10 |
3·10 |
|
Моноэтаноламин |
доп.181 |
0,009-3,5 |
0,0009 |
0,1 |
0,05 |
|
Сероводород |
40 |
0,07-0,08 |
0,002 |
0,007 |
0,0045 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
2,3-26,15 |
0,085 |
0,68 |
0,38 |
|
Углеводороды предельные С6-С10 |
57 |
0,003-4 |
9·10 |
0,54 |
0,27 |
|
Этилбензол (стирол) |
74 |
8·10 |
2·10 |
1,9·10 |
9,6·10 |
Технологический процесс, протекающий на установке, относится к вредному, так как в процессе участвуют токсичные вещества, действующие отравляюще на организм человека. Физические воздействия установки, потребление энергоресурсов и материальные ресурсы установок представлены в таблицах 3.237-3.244.
Таблица 3.237 - Физические воздействия установки очистки с использованием ДЭА
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Технологическое оборудование |
дБА |
83-90; 82-87 |
Нет |
Таблица 3.238 - Физические воздействия установки очистки с использованием МДЭА
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Блок колонн |
дБА |
83 |
Нет |
|
Шум |
Резервуарный парк (парк хранения) |
дБА |
70 |
Соответствует норме |
|
Шум |
ГРП |
дБА |
95 |
Нет |
Таблица 3.239 - Физические воздействия установки очистки с использованием МЭА
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосно-компрессорное, вентиляционное оборудование, аппараты воздушного охлаждения, печное оборудование, электрооборудование, транспортное средство |
дБ |
до 87 |
Не превышает предельно допустимый уровень |
|
Вибрация |
Насосная |
дБ (по оси X, Y, Z) |
75-79, 73-79, 79-85 |
Нет |
|
Шум |
Насосно-компрессорное, вентиляционное оборудование, аппараты воздушного охлаждения, печное оборудование, электрооборудование |
дБ |
85-90,4 |
Нет |
|
Шум |
Аппаратный двор |
дБА |
63-67 |
Нет |
|
Шум |
Венткамера |
дБА |
68,6 |
Нет |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 в, свыше 1000 в (трансформаторные подстанции, распределительные устройства, ПВЭМ (в полосе частот 45-55 Гц) |
Напряженность эл. поля, кВ/м |
0,3 |
Уровни электромагнитных полей (частотой 50 Гц) не превышают предельно допустимые значения |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 в, свыше 1000 в (трансформаторные подстанции, распределительные устройства, ПВЭМ (в полосе частот 45-55 Гц) |
Напряженность магнитного поля, А/м |
4,0 |
Уровни электромагнитных полей (частотой 50 Гц) не превышают предельно допустимые значения |
Таблица 3.240 - Потребление энергоресурсов установки очистки с использованием ДЭА
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление пара |
Гкал/т |
0,06 |
0,06 |
Таблица 3.241 - Потребление энергоресурсов установки очистки с использованием МДЭА
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
8,3 |
13,1 |
|
Охлаждающая вода |
куб.м/т |
0,6 |
0,6 |
|
Оборотная вода |
т.у.т./т |
0,0002 |
0,00021 |
Таблица 3.242 - Потребление энергоресурсов установки очистки с использованием МЭА
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
4,9 |
181,8 |
|
Потребление пара |
Гкал/т |
0,0004 |
285 |
|
Охлаждающая вода |
куб.м/т |
5,58 |
6,82 |
|
Теплофикационная вода |
т.у.т./т |
0,0004 |
6,5 |
Таблица 3.243 - Материальные ресурсы установки очистки с использованием ДЭА
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Диэтаноламин 100% |
Реагенты |
т |
1895,5 |
1895,5 |
|
Материал фильтрующий |
Материалы |
т |
5,7 |
5,7 |
|
Пеногаситель |
Реагенты |
т |
3,7 |
10,1 |
|
Уголь активный |
Материалы |
т |
310,3 |
310,3 |
|
Поглотитель Купрамит |
Материалы |
т |
9,6 |
9,6 |
|
Ингибитор коррозии |
Реагенты |
т |
9,7 |
9,7 |
Таблица 3.244 - Материальные ресурсы установки очистки с использованием МЭА
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Головка непредельна |
тн. |
135643 |
135643 |
|
|
Моноэтаноламин |
Реагенты |
т |
162285,6 |
198349,1 |
3.17 Установки фракционирования газов
Расходные показатели для ГФУ Предельные газы (на 1 тонну сырья)
|
Пар водяной, Гкал |
0,7 |
|
Электроэнергия кВтч |
57 |
|
Вода оборотная, м |
20-30 |
К отходам производства относятся:
Отработанный щелочной раствор NaOH или KОН.
Горячая вода после холодильной аппаратуры, охлаждения рубашек цилиндров компрессора возвращается в градирни.
На установке отсутствуют отходы. Катализатор КСМ, выработавший свой ресурс, выгружается из регенератора Р-1 и направляется на переработку в специализированные организации.
Для отвода промышленных стоков, образующихся в результате мытья полов в помещениях, атмосферных осадков существует система промышленной канализации, сообщающаяся с заводской системой канализации.
Данные по выбросам загрязняющих веществ, потреблению энергетических ресурсов, физическому воздействию, материальным ресурсам и отходам для установок ГФУ и АГФУ представлены в таблицах 3.245-3.251.
Таблица 3.245 - Отходы установки ГФУ
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, тонн |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104038 |
3 |
1,5-11,3 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел турбинных |
Использование по назначению с утратой потребительских свойств |
40617001313 |
3 |
3,96-14,56 |
Вторичное использование |
|
Отходы минеральных масел индустриальных |
Отработанное масло насосов |
40613001313 |
3 |
0,12-90,12 |
Вторичное использование |
|
Щелочь отработанная при очистке углеводородного сырья от меркаптанов и сероводорода |
Очистка углеводородного сырья от меркаптанов и сероводорода |
30820401103 |
3 |
140-200 |
Передача на утилизацию другой организации |
Таблица 3.246 - Выбросы в атмосферу установки ГФУ
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
0,04-1,8 |
0,04 |
2,1 |
1,1 |
|
Азота оксид |
2 |
0,007-1,1 |
0,016 |
0,56 |
0,29 |
|
Амилены (смесь изомеров) |
60 |
0,06-23,8 |
0,002 |
0,76 |
0,38 |
|
Бензапирен |
7 |
1·10 |
3·10 |
3·10 |
3·10 |
|
Бензол |
67 |
0,041-0,047 |
1,3·10 |
1,6·10 |
1,5·10 |
|
Бутилен |
61 |
0,022 |
0,007 |
0,007 |
0,007 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
3,5·10 |
1,2·10 |
1,2·10 |
1,2·10 |
|
Керосин |
156 |
0,015 |
0,8 |
0,8 |
0,8 |
|
Метан |
33 |
0,12-72,34 |
0,37 |
81 |
40,7 |
|
Метилбензол (толуол) |
70 |
0,034 |
0,001 |
0,001 |
0,001 |
|
Моноэтаноламин |
доп. 181 |
0,022-0,71 |
0,0024 |
0,022 |
0,012 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп. 193 |
0,055 |
4·10 |
2·10 |
1,2·10 |
|
Серная кислота |
42 |
5·10 |
5·10 |
5·10 |
5·10 |
|
Сероводород |
40 |
0,009-0,069 |
3·10 |
0,013 |
0,0067 |
|
Серы диоксид |
43 |
0,006 |
0,3 |
0,3 |
0,3 |
|
Спирт метиловый |
105 |
0,002 |
0,4 |
0,4 |
0,4 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
1,1-399,5* |
0,035 |
12,7 |
6,37 |
|
Углеводороды предельные С6-С10 |
57 |
0,25-13,1 |
0,007 |
66,7 |
33,4 |
|
Углерод (Сажа) |
доп. 195 |
0,003 |
0,14 |
0,14 |
0,14 |
|
Углерода оксид |
46 |
0,03-2,7 |
0,4 |
1,7 |
1,1 |
|
Формальдегид |
123 |
6·10 |
0,03 |
0,03 |
0,03 |
|
Этилбензол (стирол) |
74 |
0,001 |
4·10 |
4·10 |
4·10 |
Таблица 3.247 - Потребление энергоресурсов установки ГФУ
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
6,45 |
200,5 |
|
Потребление пара |
Гкал/т |
0,01 |
0,52 |
|
Свежая вода |
куб.м/т |
0,09 |
0,13 |
|
Охлаждающая вода |
куб.м/т |
53,5 |
65,4 |
|
Теплофикационная вода |
т.у.т./т |
4·10 |
0,005 |
|
Оборотная вода |
т.у.т./т |
0,00013 |
0,001 |
|
Потребление топлива (всего) |
т.у.т./т |
0,038 |
0,047 |
|
Потребление топлива (газового) |
т.у.т./т |
0,017 |
0,047 |
Таблица 3.248 - Потребление энергоресурсов установки АГФУ
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
16,7 |
25 |
|
Потребление пара |
Гкал/т |
385,8 |
463,4 |
Таблица 3.249 - Материальные ресурсы установки ГФУ
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Натр едкий технич. |
Реагенты |
т |
0,6 |
256505,3 |
|
Гетерогенный катализатор КСМ |
Материалы |
кг |
233,1 |
233,1 |
|
Моноэтаноламин |
реагент |
т |
1,2 |
145974,4 |
|
Головка непредельна |
- |
тн. |
40149 |
200000 |
|
Головка предельная |
- |
тн. |
95344 |
292117 |
Таблица 3.250 - Физические воздействия установки ГФУ
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
48,4-97,5 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Вибрация |
Насосно- |
дБ |
до 85 |
Не превышает предельно допустимый уровень |
|
Вибрация |
Газовая компрессорная |
дБ (по оси X, Y, Z) |
95, 95, 102 |
Нет |
|
Вибрация |
Насосная |
дБ (по оси X, Y, Z) |
82-84, 83-87, 84-87 |
Нет |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
22,9 |
Нет |
|
Тепловое воздействие |
Технологическое оборудование |
°С |
17,8-24,9 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
46-95,9 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Шум |
Насосные |
дБА |
81-92 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Газовая компрессорная |
дБА |
92 |
Нет |
|
Шум |
Аппаратный двор |
дБА |
75 |
Нет |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 в, свыше 1000 в (трансформаторные подстанции, распределительные устройства) |
Напряженность эл. поля, кВ/м |
0,3 |
Уровни электромагнитных полей (частотой 50 Гц) не превышают предельно допустимые значения |
|
Электромагнитное загрязнение |
Электрооборудование до 1000 в, свыше 1000 в трансформаторные подстанции, распределительные устройства) |
Напряженность магнитного поля, А/м |
4,0 |
Уровни электромагнитных полей (частотой 50 Гц) не превышают предельно допустимые значения |
Таблица 3.251 - Физические воздействия установки АГФУ
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ |
102 |
Соответствует норме |
|
Вибрация |
Компрессорная |
дБ |
113 |
Соответствует норме |
|
Шум |
Компрессорная |
дБА |
97 |
Нет |
|
Шум |
Насосная |
дБА |
90 |
Нет |
|
Шум |
Блок печей |
дБА |
98 |
Нет |
|
Шум |
Блок колонн |
дБА |
82 |
Нет |
|
Шум |
Блок теплообменников |
дБА |
80 |
Соответствует норме |
3.18 Алкилирование
Выбросы
Источники выбросов, сбросов и отходов установок алкилирования приводятся в таблицах 3.252-3.254.
Таблица 3.252 - Выбросы в воздух от процессов алкилирования
|
Загрязнитель воздуха |
Серная кислота |
Фтористоводородная кислота |
Твердая кислота |
|
|
Нет печи |
Из колонны нагревательной печи |
Нет печи |
|
Углеводороды |
Могут быть выпущены при понижении давления, хранении, погрузо-разгрузочных работах, утечках, неорганизованных выбросах |
||
|
Могут быть выпущены из воды и сточных выбросов |
Нет выброса воды |
||
|
Галогены |
NA |
Фтористые соединения могут быть выпущены при понижении давления, вентиляционных потерях и утечках |
Нет галогенов |
|
Запахи |
NA |
Масло, растворимое в кислоте, может быть выпущено из отстойников после прекращения процесса во время техобслуживания, особенно при удалении накипи труб, передающих фторид водорода. Это может вызывать запахи |
Без запаха |
|
* Выбросы от этих процессов сгорания устраняются на основе комплексного подхода в Разделе 0. |
|||
Таблица 3.253 - Сточные воды, образованные процессами алкилирования
|
Параметр воды |
Серная кислота |
Фтористоводородная кислота |
Твердая кислота |
|
Сточные воды |
Сточная вода, полученная в процессе алкилирования, имеет низкий рН, взвешенные вещества, соли, растворенные примеси, ХПК, |
Нет жидких отходов в целом |
|
|
Углеводороды |
NA |
НС из дренажа сепаратора (расходный бак, сборный резервуар, обезвоживатель) и утечки и возможное содержание растворенных взвешенных хлоридов и фтористые соединения из уплотнительных баков или отстойников |
|
|
Кислота |
Серная кислота |
Выбросы от HF скруббера составляют 2-8 м |
|
Таблица 3.254 - Отходы, выделяемые в процессе алкилирования
|
Твердые отходы |
Серная кислота |
Фтористоводородная кислота |
Твердая кислота |
|
Шлам |
NA |
Поток 7-70 кг шлама на кг использованного HF (содержание сухого твердого вещества 3-30%) |
Нет шлама |
|
Углеводороды |
Шлам, образованный в процессе нейтрализации, содержит углеводороды. Растворенный продукт полимеризации удаляют из кислоты как густой темный нефтепродукт. |
НС из отработанного молекулярного сита, углеродные уплотнения и масло, растворимое в кислоте. Шлам, образованный в процессе нейтрализации, содержит углеводороды. Растворенные продукты полимеризации удаляются из кислоты как густой темный нефтепродукт |
Нет масла, растворимого в кислоте - нет солей |
|
Продукты кислого катализатора в шламе |
Шлам, образованный в процессе нейтрализации, содержит серную кислоту. |
Неорганические соединения фтора (Na/KF) и хлориды из стадий очистки. Шлам, генерируемый в процессе нейтрализации, содержит |
Отработанный катализатор, посланный обратно к источнику для переработки Pt после нескольких лет эксплуатации |
|
Галогениды |
NA |
Состав шлама 10-400 мг/л F после известковой очистки |
Нет галогенидов |
 .
.Результаты обработки данных российских нефтеперерабатывающих заводов приведены в таблицах 3.255-3.266.
Таблица 3.255 - Эмиссии в атмосферу установки сернокислотного алкилирования
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Аммиак |
4 |
2,6 |
0,065 |
0,09 |
0,078 |
|
Анилин |
147 |
5,8 |
1,9 |
1,9 |
1,9 |
|
Бензол |
67 |
1·10 |
8·10 |
8·10 |
8·10 |
|
Бутилен |
61 |
5,7 |
0,16 |
0,18 |
0,17 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
1·10 |
8·10 |
8·10 |
8·10 |
|
Метан |
33 |
32,7 |
3,3 |
3,3 |
3,3 |
|
Моноэтаноламин |
доп. 181 |
2·10 |
3·10 |
5·10 |
4·10 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп. 193 |
0,23 |
0,007 |
0,007 |
0,007 |
|
Серная кислота |
42 |
0,1-8,7 |
0,012 |
0,5 |
0,26 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,15-66,4 |
0,04 |
2,1 |
1,07 |
|
Углеводороды предельные С6-С10 |
57 |
0,02-1 |
0,006 |
31,5 |
15,8 |
Таблица 3.256 - Эмиссии в атмосферу установки фтористоводородного алкилирования
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
21,49-21,7 |
0,4 |
0,9 |
0,65 |
|
Азота оксид |
2 |
3,49-3,53 |
0,07 |
0,14 |
0,11 |
|
Бензапирен |
7 |
5·10 |
2·10 |
2·10 |
1·10 |
|
Метан |
33 |
1,4-1,7 |
0,001 |
0,07 |
0,036 |
|
Серы диоксид |
43 |
25,49-27,49 |
0,015 |
0,9 |
0,46 |
|
Углеводороды предельные С12-С-19 |
58 |
6,2-10,8 |
0,14 |
0,38 |
0,26 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
4,8-56 |
0,02 |
1,9 |
0,96 |
|
Углерода оксид |
46 |
5,2-16,9 |
0,003 |
0,68 |
0,34 |
|
Фтористый водород, растворимые фториды |
51 |
1,4 |
0,02 |
0,05 |
0,04 |
Таблица 3.257 - Сбросы установки сернокислотного алкилирования
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
Да |
9,5 |
3,3 |
18274 |
9138,7 |
|
Сульфиды |
99 |
Нет |
- |
29,6 |
246,5 |
138,1 |
Таблица 3.258 - Сбросы установки фтористоводородного алкилирования
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Сульфат-анион (сульфаты) |
98 |
Да |
64,8 |
92 |
280 |
186 |
|
Хлорид-анион (хлориды) |
129 |
Да |
34,7 |
41 |
108 |
74,5 |
|
Сухой остаток |
167 |
Да |
236,7 |
361 |
978 |
669,5 |
|
pH |
доп.170 |
Да |
- |
8 |
12,3 |
10,2 |
Таблица 3.259 - Отходы установки сернокислотного алкилирования
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104038 |
3 |
2,9 |
Нет |
|
Кислота серная отработанная от процесса алкилирования углеводородов |
Реакторы сернокислотного алкилирования |
30821101102 |
2 |
4647,5 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел индустриальных |
Насосное и компрессорное оборудование |
40613001313 |
3 |
0,2-8 |
Вторичное использование |
Таблица 3.260 - Отходы установки фтористоводородного алкилирования
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти и нефтепродуктов |
Емкости, аппараты, резервуары |
91120002393 |
3 |
29,3 |
Нет |
|
Песок, загрязненный нефтью или нефтепродуктами содержание нефти или нефтепродуктов 15% и более) |
Территория установок |
91920101393 |
3 |
0,33-0,69 |
Нет |
|
Отходы (осадок) механической очистки нейтрализованных стоков производств органического синтеза |
Бассейн нейтрализации УПБКА |
31395931394 |
4 |
249,1 |
Нет |
Таблица 3.261 - Потребление энергетических ресурсов установки сернокислотного алкилирования
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
87,1 |
246,7 |
|
Потребление пара |
Гкал/т |
0,015 |
1,3 |
|
Свежая вода |
куб.м/т |
189 |
269 |
|
Охлаждающая вода |
куб.м/т |
151,8 |
185,5 |
|
Теплофикационная вода |
т.у.т./т |
0,002 |
0,003 |
|
Оборотная вода |
т.у.т./т |
6,6·10 |
6,7·10 |
Таблица 3.262 - Потребление энергетических ресурсов установки фтористоводородного алкилирования
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
61,8 |
96,9 |
|
Потребление пара |
Гкал/т |
0,0001 |
0,0007 |
|
Свежая вода |
куб.м/т |
1,6 |
2,6 |
|
Охлаждающая вода |
куб.м/т |
19,6 |
22,1 |
|
Оборотная вода |
т.у.т./т |
0,02 |
0,12 |
Таблица 3.263 - Материальные ресурсы установки сернокислотного алкилирования
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Едкий натр |
Реагенты |
т |
17,7 |
36065,7 |
|
Аммиак |
Реагенты |
т |
29508,3 |
36065,7 |
|
Кислота серная |
Реагенты |
т |
29508,3 |
36065,7 |
|
Биодиспергатор |
Реагенты |
кг/мес |
0,04 |
0,05 |
|
Биоцид Spectrus ОХ909 |
Реагенты |
кг/мес |
0,05 |
0,75 |
|
Spectrus NX1100 |
Реагенты |
кг/мес |
0,02 |
0,9 |
|
Ингибитор отложений и шлама |
Реагенты |
кг/мес |
0,2 |
0,2 |
|
Ингибитор коррозии |
Реагенты |
кг/мес |
0,8 |
0,8 |
Таблица 3.264 - Материальные ресурсы установки фтористоводородного алкилирования
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Сода каустическая, 100% |
Реагенты |
т |
1,4 |
2,6 |
|
Калий едкий (KOH) 100% |
Реагенты |
т |
0,34 |
11,8 |
|
Перхлорэтилен |
Реагенты |
т |
1,4 |
2,2 |
|
Известь Са(ОН)2 |
Реагенты |
т |
9,5 |
20,6 |
|
Фтористоводородная кислота |
Реагенты |
т |
8,3 |
16,8 |
|
Катализатор изомеризации |
Материалы |
т |
0,09 |
0,2 |
|
Адсорбент |
Материалы |
т |
0,29 |
8,1 |
|
Катализатор гидрирования бутадиенов |
Материалы |
т |
0,29 |
0,5 |
Таблица 3.265 - Физические воздействия установки сернокислотного алкилирования
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
86,7 |
Нет |
|
Вибрация |
Газовая компрессорная |
дБ (по оси X, Y, Z) |
85, 85, 86 |
Нет |
|
Вибрация |
Насосная |
дБ (по оси X, Y, Z) |
84-85, 85-86, 86-87 |
Нет |
|
Вибрация |
Венткамера |
дБ (по оси X, Y, Z) |
84, 85, 86 |
Нет |
|
Вибрация |
Помещение регенерации щелочи |
дБ (по оси X, Y, Z) |
84, 87, 87 |
Нет |
|
Вибрация |
Помещение контакторного блока |
дБ (по оси X, Y, Z) |
82, 83, 84 |
Нет |
|
Вибрация |
Помещение кислотного склада |
дБ (по оси X, Y, Z) |
82, 84,8 4 |
Нет |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
21,5 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
101 |
Неустранимый фактор |
|
Шум |
Газовая компрессорная |
дБА |
85 |
Нет |
|
Шум |
Насосная |
дБА |
85-93 |
Нет |
|
Шум |
Аппаратный двор |
дБА |
76-78 |
Нет |
|
Шум |
Венткамера |
дБА |
81 |
Нет |
|
Шум |
Помещение регенерации щелочи |
дБА |
89 |
Нет |
|
Шум |
Помещение контакторного блока |
дБА |
75 |
Нет |
|
Шум |
Помещение кислотного склада |
дБА |
73 |
Нет |
Таблица 3.266 - Физические воздействия установоки* фтористоводородного алкилирования
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Блок печей |
дБА |
103-104 |
|
|
Шум |
Секция 2000 |
дБА |
80-88 |
соответствует норме |
3.19 Установки производства оксигенатов
Выбросы в воздух
Потенциальные выбросы углеводородов в воздух происходят при уменьшении давления на клапанах, парциального конденсатора, находящегося наверху колонны отгонки пентана и рефлюксной емкости ректификационной колонны, установки метанола.
Сточные воды
Сточные воды образуются в количестве 1-2 м/т и составом ХПК: 50-200 мг/л, содержанием N по Кьельдалю 5-20 мг/л. Другие примеси в сточных водах - метанол (этанол), эфиры и муравьиная кислота (уксусная кислота).
Образующиеся отходы
Образующиеся отходы представляют собой отработанный катализатор, содержащий палладий, который отправляется для восстановления.
Производство оксигенатов входит в область применения ИТС НДТ 18 "Производство основных органических химических веществ" и подробно описано в соответствующем справочнике.
3.20 Переработка сероводорода
Данные по выбросам, сбросам, отходам, материальным ресурсам, физическому воздействию и потреблению энергетических ресурсов для установок производства серной кислоты и серы представлены в таблицах 3.267-3.295.
Таблица 3.267 - Выбросы установки производства серной кислоты из влажных газов (процесс WSA)
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
29,8-101,7 |
0,2 |
3,2 |
1,7 |
|
Азота оксид |
2 |
4,8-14,6 |
0,05 |
0,46 |
0,25 |
|
Аммиак |
4 |
1,2 |
0,0013 |
0,04 |
0,021 |
|
Бензапирен |
7 |
6·10 |
1·10 |
2·10 |
1·10 |
|
Взвешенные вещества |
12 |
2,5 |
0,08 |
0,08 |
0,08 |
|
Диэтаноламин |
доп.182 |
0,7 |
0,02 |
0,02 |
0,02 |
|
Метан |
33 |
0,08-4,5 |
0,004 |
0,15 |
0,077 |
|
Серная кислота |
42 |
3,2-75 |
0,03 |
2,38 |
1,2 |
|
Сероводород |
40 |
0,05-1,4 |
1,6·10 |
0,05 |
0,026 |
|
Серы диоксид |
43 |
203,9-1357,4 |
4,3 |
43,3 |
23,8 |
|
Углеводороды предельные С12-С19 |
58 |
22,9 |
0,004 |
0,13 |
0,067 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
43,7 |
0,9 |
1,5 |
1,2 |
|
Углерода оксид |
46 |
0,6-186,3 |
0,014 |
6,2 |
3,1 |
|
Фенол |
73 |
9,2 |
0,012 |
0,3 |
0,16 |
Таблица 3.268 - Выбросы установки производства серной кислоты контактным способом
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
1,3-54,5 |
0,006 |
2,3 |
1,15 |
|
Азота оксид |
2 |
0,55-11,4 |
0,003 |
0,5 |
0,25 |
|
Бензапирен |
7 |
1·10 |
2·10 |
1,2·10 |
6·10 |
|
Метан |
33 |
0,3-1,1 |
0,002 |
0,04 |
0,021 |
|
Серная кислота |
42 |
0,3-8,8 |
0,005 |
0,28 |
0,14 |
|
Сероводород |
40 |
0,25-0,3 |
0,0045 |
0,01 |
0,007 |
|
Серы диоксид |
43 |
0,6-637 |
0,03 |
20,3 |
10,17 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,004-16,1 |
0,037 |
0,5 |
0,27 |
|
Углерода оксид |
46 |
0,7-80,6 |
0,007 |
3,9 |
1,95 |
Таблица 3.269 - Выбросы установки производства серы гранулированной
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
0,14-36,6 |
0,09 |
4,5 |
2,3 |
|
Азота оксид |
2 |
0,0014-5,95 |
0,015 |
0,19 |
0,1 |
|
Аммиак |
4 |
0,0037-0,7 |
0,0014 |
0,1 |
0,05 |
|
Бензапирен |
7 |
3·10 |
1,3·10 |
7·10 |
3,6·10 |
|
Взвешенные вещества |
12 |
0,16 |
0,006 |
0,006 |
0,006 |
|
Диалюминий триоксид (в пересчете на алюминий) |
18 |
3·10 |
5·10 |
5·10 |
5·10 |
|
Дижелезо триоксид (железа оксид) |
доп.192 |
1·10 |
2,8·10 |
2,8·10 |
2,8·10 |
|
Диметиламин |
148 |
0,08 |
0,0025 |
0,0025 |
0,0025 |
|
Керосин |
156 |
1,7·10 |
5·10 |
0,013 |
0,007 |
|
Летучие органические соединения |
доп.162 |
0,64 |
0,023 |
0,023 |
0,023 |
|
Метан |
33 |
0,001-21,9 |
7·10 |
0,7 |
0,35 |
|
Метилбензол (толуол) |
70 |
0,02 |
0,7 |
0,7 |
0,7 |
|
Минеральное масло |
157 |
0,2 |
6,5·10 |
6,5·10 |
6,5·10 |
|
Моноэтаноламин |
доп.181 |
0,07-0,25 |
2·10 |
0,01 |
6·10 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
2·10 |
6,4·10 |
6,9·10 |
6,7·10 |
|
Сероводород |
40 |
0,001-4,2 |
2·10 |
0,43 |
0,22 |
|
Серы диоксид |
43 |
0,5-479,6 |
0,3 |
31,9 |
16,1 |
|
Сольвент нафта |
159 |
0,2 |
6,1 |
6,1 |
6,1 |
|
Углеводороды предельные С12-С19 |
58 |
2·10 |
6·10 |
0,02 |
0,01 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,07-2 |
0,02 |
2,1 |
1,1 |
|
Углеводороды предельные С6-С10 |
57 |
9·10 |
0,003 |
1 |
0,5 |
|
Углерод (Сажа) |
доп. 195 |
4·10 |
0,018 |
0,14 |
0,08 |
|
Углерода оксид |
46 |
0,2-187 |
0,13 |
6,4 |
3,3 |
|
Циклогексан |
59 |
- |
0,017 |
0,017 |
0,017 |
|
Этиленгликоль (1,2-этандиол) |
доп. 172 |
0,45 |
0,014 |
0,014 |
0,014 |
Таблица 3.270 - Выбросы установки производства серы комовой
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
0,5-58,1 |
0,016 |
0,98 |
0,5 |
|
Азота оксид |
2 |
0,8-5 |
0,002 |
0,16 |
0,08 |
|
Бензапирен |
7 |
1·10 |
4·10 |
4·10 |
2·10 |
|
Керосин |
156 |
3,6 |
0,15 |
0,15 |
0,15 |
|
Метан |
33 |
0,2-1,62 |
0,007 |
0,045 |
0,026 |
|
Метил-трет- |
доп.180 |
0,5 |
0,016 |
0,016 |
0,016 |
|
Моноэтаноламин |
доп.181 |
0,08-0,2 |
0,006 |
0,006 |
0,006 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
3·10 |
2·10 |
2·10 |
2·10 |
|
Сероводород |
40 |
0,12-85,7 |
0,0045 |
2,7 |
1,35 |
|
Серы диоксид |
43 |
0,05-5228,9 |
1,8·10 |
166,2 |
83,1 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,5-14,7 |
0,015 |
0,47 |
0,24 |
|
Углеводороды предельные С6-С10 |
57 |
0,15 |
5·10 |
5·10 |
5·10 |
|
Углерод (Сажа) |
доп.195 |
2,3 |
0,09 |
0,09 |
0,09 |
|
Углерода диоксид |
доп.171 |
542,3 |
0,16 |
17,5 |
8,8 |
|
Углерода оксид |
46 |
2-63,1 |
0,06 |
2 |
1,03 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп.193 |
0,0043 |
- |
- |
- |
|
Взвешенные вещества |
12 |
0,715 |
- |
- |
- |
|
Углеводороды предельные С12-С19 |
58 |
0,05 |
- |
- |
- |
Таблица 3.271 - Выбросы установки производства серы пластинчатой (чешуйчатой)
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
41,2 |
0,4 |
1,4 |
0,9 |
|
Азота оксид |
2 |
6,7 |
0,07 |
0,2 |
0,14 |
|
Метан |
33 |
0,6 |
0,016 |
0,018 |
0,017 |
|
Серы диоксид |
43 |
3072,7 |
22,2 |
130 |
76,1 |
|
Углерода оксид |
46 |
784,1 |
0,14 |
24,9 |
12,5 |
Таблица 3.272 - Сбросы установки производства серной кислоты из влажных газов (процесс WSA)
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп.170 |
Да |
0,65 |
6,5 |
8,9 |
7,7 |
|
Аммоний-ион |
5 |
Да |
14,6 |
3,8 |
28,3 |
16,1 |
|
Нефтепродукты (нефть) |
74 |
Да |
12 |
3 |
40 |
21,5 |
|
Сульфиды |
99 |
Да |
0,1 |
2·10 |
0,2 |
0,1 |
|
Фенол, гидроксибензол |
119 |
Да |
89,7 |
31,3 |
197 |
114,15 |
Таблица 3.273 - Сбросы установки производства серной кислоты контактным способом
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Сульфат-анион (сульфаты) |
98 |
Да |
50,5 |
12 |
537 |
274,5 |
|
Сухой остаток |
167 |
Да |
158,4 |
51 |
988 |
519,5 |
|
pH |
доп. 170 |
Да |
- |
7,9 |
8,85 |
8,4 |
|
Нефтепродукты (нефть) |
74 |
- |
- |
24,6 |
32 |
28,3 |
|
Сульфиды |
99 |
- |
- |
2·10 |
2·10 |
2·10 |
Таблица 3.274 - Сбросы установки производства серы гранулированной
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Аммиак |
6 |
Да |
- |
20 |
20 |
20 |
|
Сульфиды |
99 |
Да |
- |
10 |
10 |
10 |
Таблица 3.275 - Сбросы установки производства серы комовой
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
Да |
0,015-9,5 |
0,2 |
92,2 |
46,2 |
|
Сульфиды |
99 |
Нет |
- |
13,2 |
44,2 |
28,7 |
Таблица 3.276 - Сбросы установки производства серы пластинчатой (чешуйчатой)
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Аммоний-ион |
5 |
Да |
0,03 |
5 |
10 |
7,5 |
|
Сульфат-анион (сульфаты) |
98 |
Да |
1,6 |
50 |
100 |
75 |
|
Хлорид-анион (хлориды) |
129 |
Да |
0,8 |
15 |
30 |
22,5 |
Таблица 3.277 - Отходы установки производства серной кислоты из влажных газов (процесс WSA)
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Катализатор ванадиевый производства серной кислоты с остаточным содержанием оксидов серы отработанный (VK-WSA) |
Производство серной кислоты |
31222102493 |
3 |
27 |
Передача на утилизацию |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
0,3 |
Переработка |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) |
территория установок |
91920101393 |
3 |
0,3-0,7 |
Нет |
|
Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) |
угольный фильтр |
44250402204 |
4 |
30 |
Нет |
Таблица 3.278 - Отходы установки производства серной кислоты контактным способом
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104038 |
3 |
25,4 |
Передача на утилизацию другой организации |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) |
Территория установок |
91920101393 |
3 |
0,41-0,86 |
Нет |
|
Катализатор ванадиевый производства серной кислоты отработанный |
Контактный аппарат |
31222101494 |
4 |
20 |
Нет |
|
Масла автомобильные отработанные |
Замена масла в НКО |
5410020202033 |
3 |
0,13 |
Переработка |
|
Масла турбинные отработанные |
Замена масла в НКО |
5410021202033 |
3 |
0,7 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел индустриальных |
Замена масла в НКО |
40613001313 |
3 |
0,5 |
Вторичное использование |
Таблица 3.279 - Отходы установки производства серы гранулированной
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Коксовые массы отработанные, загрязненные нефтепродуктами (содержание нефтепродуктов 15% и более) |
Замена отработанных катализаторов в реакторах установки |
44250501203 |
3 |
51 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел индустриальных |
насосное оборудование |
40613001313 |
3 |
0,8 |
Нет |
Таблица 3.280 - Отходы установки производства серы комовой
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ППР |
5460150104038 |
3 |
23,5 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел моторных |
Эксплуатация и ремонт производственного оборудования Замена масел в ходе обслуживания и ремонта механизмов и узлов оборудования |
40611001313 |
3 |
0,08 |
Нет |
|
Отходы минеральных масел индустриальных |
Насосное и компрессорное оборудование |
40613001313 |
3 |
0,02-0,3 |
Вторичное использование |
|
Катализатор на основе оксида алюминия с содержание* железа менее 2%, отработанный |
Конвекторы |
44101203494 |
4 |
68 |
Передача на утилизацию другой организации |
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.281 - Отходы установки производства серы пластинчатой (чешуйчатой)
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Катализатор на основе оксида алюминия молибденовый, содержащий оксид кобальта, отработанный |
Средний слой в реакторе гидрирования секции СКОТ |
44100302493 |
3 |
45,6 |
Передача на утилизацию другой организации |
|
Катализатор на основе оксида титана отработанный (Ti-1000Е) |
Средний слой 1-й секции Клаус |
44101102493 |
3 |
16 |
Передача на утилизацию другой организации |
|
Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) |
Очистка раствора МДЭА от механических примесей и продуктов разложения секции СКОТ |
44250402204 |
4 |
2 |
Передача на утилизацию другой организации |
|
Цеолит, отработанный при осушке воздуха и газов, не загрязненный опасными веществами |
Осушка водородсодержащего газа |
44210101495 |
5 |
75,2 |
Передача на утилизацию другой организации |
|
Смесь просыпей и отходов серы от зачистки оборудования при производстве серы |
Погрузка гранулированной серы, зачистка оборудования, уборка территории |
31211381494 |
4 |
84 |
Передача на утилизацию другой организации |
Таблица 3.282 - Материальные ресурсы установки производства серной кислоты из влажных газов (процесс WSA)
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных |
|
Сода кальцинированная |
реагент |
кг |
5800 |
5800 |
|
Тринатрийфосфат |
реагент |
кг |
468 |
468 |
|
Катализатор |
Материалы |
т |
0,1 |
1,06 |
Таблица 3.283 - Материальные ресурсы установки производства серной кислоты контактным способом
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Катализатор |
Материалы |
т |
0,09 |
19 |
|
СОДА кальц. техн. |
Реагенты |
т |
0,5 |
0,5 |
|
Сода каустическая, 100% |
Реагенты |
т |
3,32 |
3,32 |
Таблица 3.284 - Материальные ресурсы установки производства серы гранулированной
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Ингибиторы коррозии |
Реагенты |
т |
8,9 |
8,9 |
|
Антивспениватели |
Реагенты |
т |
1,2 |
1,2 |
|
Метилдиэтаноламин (МДЭА) (в пересчете на 100%) |
Реагенты |
т |
52,1 |
52,1 |
|
Инертные материалы (шары керамические и алюмооксидные) |
Материалы |
т |
2,2 |
2,2 |
|
Уголь активированный |
Материалы |
т |
12,6 |
12,6 |
|
Шары глинозема |
Материалы |
т |
1,7 |
1,7 |
|
Катализаторы производства серы |
Материалы |
т |
0,4 |
61,1 |
|
Натр едкий очищенный 100% ГОСТ 11078-78 |
Реагенты |
т |
26,6 |
26,6 |
|
Катализатор |
Материалы |
кг/сут |
0,2 |
8,3 |
|
Опорные шары SRU ABS 3/8" (9,5 мм) |
Материалы |
кг/сут |
0,2 |
2,6 |
|
Тегопрен (100%) |
Реагенты |
т |
0,27 |
0,34 |
|
Антиадгезив |
Реагенты |
кг |
802,2 |
802,2 |
Таблица 3.285 - Материальные ресурсы установки производства серы комовой
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Катализатор |
Материалы |
т |
1,1 |
26 |
|
МЭА |
Реагенты |
кг |
1640,3 |
1640,3 |
|
Тринатрийфосфат |
Реагенты |
кг |
262,8 |
262,8 |
|
Антиадгезив |
Реагенты |
кг |
802,2 |
802,2 |
|
Уголь активный |
Материалы |
кг |
6007,1 |
6007,1 |
|
Метилдиэтаноламин 98,5%, первый сорт |
Реагенты |
кг |
1400,2 |
1400,2 |
|
Антивспениватель |
Реагенты |
кг |
620 |
620 |
Таблица 3.286 - Материальные ресурсы установки производства серы пластинчатой (чешуйчатой)
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Канат |
материал |
м |
1443,1 |
1443,1 |
|
Тринатрийфосфат |
реагент |
кг |
751,6 |
751,6 |
Таблица 3.287 - Потребление энергетических ресурсов установкой производства серной кислоты из влажных газов (процесс WSA)
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
49 |
260,7 |
|
Потребление пара |
Гкал/т |
0,025 |
0,16 |
|
Охлаждающая вода |
куб.м/т |
4,3 |
4,3 |
|
Оборотная вода |
т.у.т./т |
0,11 |
0,39 |
|
Потребление топлива (всего) |
т.у.т./т |
0,03 |
0,33 |
|
Потребление топлива (газового) |
т.у.т./т |
0,03 |
0,33 |
Таблица 3.288 - Потребление энергетических ресурсов установкой производства серной кислоты контактным способом
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
79,6 |
370,6 |
|
Потребление пара |
Гкал/т |
0,003 |
446,6 |
|
Свежая вода |
куб.м/т |
0,027 |
0,046 |
|
Охлаждающая вода |
куб.м/т |
7,8 |
7,8 |
|
Теплофикационная вода |
т.у.т./т |
3,5 |
4 |
|
Оборотная вода |
т.у.т./т |
0,001 |
0,008 |
|
Потребление топлива (всего) |
т.у.т./т |
0,02 |
0,1 |
|
Потребление топлива (газового) |
т.у.т./т |
0,02 |
0,1 |
Таблица 3.289 - Потребление энергетических ресурсов установкой производства серы гранулированной
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
3 |
3 |
|
Потребление пара |
Гкал/т |
0,0019 |
0,07 |
Таблица 3.290 - Потребление энергетических ресурсов установкой производства серы комовой
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
45,2 |
273,2 |
|
Потребление пара |
Гкал/т |
0,03 |
3,9 |
|
Свежая вода |
куб.м/т |
0,09 |
1,71 |
|
Теплофикационная вода |
т.у.т./т |
0,0005 |
0,0026 |
|
Оборотная вода |
т.у.т./т |
0,0008 |
0,001 |
|
Потребление топлива (всего) |
т.у.т./т |
0,038 |
0,071 |
|
Потребление топлива (газового) |
т.у.т./т |
0,005 |
0,071 |
Таблица 3.291 - Потребление энергетических ресурсов установкой производства серы пластинчатой (чешуйчатой)
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление пара |
Гкал/т |
0,4 |
0,4 |
|
Потребление топлива (всего) |
т.у.т./т |
0,35 |
0,35 |
|
Потребление топлива (газового) |
т.у.т./т |
0,35 |
0,35 |
Таблица 3.292 - Физические воздействия установки производства серной кислоты из влажных газов (процесс WSA)
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Секция 2000 |
дБА |
94 |
Нет |
|
Шум |
Секция 3000 |
дБА |
84 |
Нет |
|
Шум |
Секция 4000 |
дБА |
86 |
Нет |
|
Шум |
Секция 5000 |
дБА |
89 |
Нет |
|
Шум |
Насосное, компрессорное оборудование, печи |
дБ |
82 |
Нет |
Таблица 3.293 - Физические воздействия установки производства серной кислоты контактным способом
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
65,6 |
Нет |
|
Вибрация |
Насосная |
дБ |
106 |
Соответствует норме |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
24,8 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
96 |
Неустранимый фактор |
|
Шум |
Насосная |
дБА |
86-89 |
Нет |
|
Шум |
Котлы-утилизаторы |
дБА |
100 |
Нет |
|
Шум |
Отделение конденсации |
дБА |
84 |
Нет |
|
Шум |
Оросительные холодильники |
дБА |
80 |
Соответствует норме |
Таблица 3.294 - Физические воздействия установки производства серы гранулированной
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосные агрегаты |
мм·с |
7,1 |
Нет |
|
Вибрация |
Насосное оборудование |
дБ |
83 |
Нет |
|
Вибрация |
Блок гранулирования серы |
дБ |
85,8 |
Нет |
|
Тепловое воздействие |
Печи |
°С |
не более 60 на поверхности |
Нет |
|
Шум |
Насосные агрегаты |
дБА |
78,4-80 |
Нет |
|
Шум |
Технологическое оборудование |
дБА* |
79-82 |
Нет |
|
Шум |
Аппаратный двор |
дБ |
74,4-82 |
Нет |
|
Шум |
Блок гранулирования серы |
дБ |
77,73 |
Нет |
|
Шум |
Машинный зал (фасовочная машина, конвейер, наливные колонки) |
дБА |
88-89 |
Нет |
|
Шум |
Площадка хранения готовой продукции, резервуарный парк |
дБА |
72 |
соответствует норме |
Таблица 3.295 - Физические воздействия установки производства серы комовой
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Воздушная компрессорная |
дБ (по оси X, Y, Z) |
85, 85, 86 |
Нет |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
19,8 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
85-95 |
Нет |
|
Шум |
Аппаратный двор |
дБА |
76-83,9 |
Нет |
|
Шум |
Насосное, компрессорное оборудование |
дБА |
89-89,8 |
Нет |
|
Электромагнитное загрязнение |
Секции х, ХВ, ВКХ, ВХ, АВО |
дБА |
88.9 |
Предусмотреть обеспечение предельных уровней звукового давления |
3.21 Установки производства водорода
Выбросы образуются при сжигании топлива в печах, а также образуются другие выбросы, такие, как , CO, . Выбросы от установки парового риформинга, использующей газ или легкий бензин в качестве топлива и с горелками низкого , составляют 25-40 мг/МДж (100-140 мг/Нм, 3%  ).
).
Данные по выбросам загрязняющих веществ, потреблению энергетических ресурсов, физическому воздействию, материальным ресурсам, сбросам и отходам для установок производства водорода представлены в таблицах 3.296-3.301.
Таблица 3.296 - Выбросы установки производства водорода паровой каталитической конверсией углеводородов
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
19,1-266,9 |
0,6 |
8,5 |
4,6 |
|
Азота оксид |
2 |
5,41-43,4 |
0,09 |
1,4 |
0,75 |
|
Бензапирен |
7 |
1·10 |
3·10 |
6,7·10 |
3,5·10 |
|
Метан |
33 |
0,025-16,1 |
0,008 |
0,7 |
0,35 |
|
Сероводород |
40 |
4·10 |
1,4·10 |
0,05 |
0,025 |
|
Серы диоксид |
43 |
0,3-24,4 |
0,01 |
8 |
4 |
|
Углеводороды предельные С12-С19 |
58 |
1,7 |
0,06 |
0,1 |
0,08 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,6-22,8 |
0,23 |
1,5 |
0,87 |
|
Углеводороды предельные С6-С10 |
57 |
1 |
0,03 |
0,07 |
0,05 |
|
Углерода оксид |
46 |
4,4-129,3 |
0,05 |
16,1 |
8,1 |
Таблица 3.297 - Сбросы установки производства водорода паровой каталитической конверсией углеводородов
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп.170 |
Нет |
- |
6,8 |
8,7 |
7,8 |
|
БПК 5 |
164 |
Нет |
- |
1,15 |
35 |
18,1 |
|
Взвешенные вещества |
166 |
Да |
142,25 |
3,6 |
24 |
13,8 |
|
Нефтепродукты (нефть) |
74 |
Да |
0,45-9,52 |
0,04 |
74,3 |
31,2 |
|
Сульфат-анион (сульфаты) |
98 |
Да |
2152,6 |
34,4 |
393,6 |
214 |
|
Сульфиды |
99 |
Да |
0,039 |
0,09 |
2,5 |
1,3 |
|
Хлорид-анион (хлориды) |
129 |
Да |
1737,28 |
20,8 |
475,2 |
248 |
|
Сухой остаток |
167 |
Да |
8306,7 |
187 |
722 |
454,5 |
|
Фенол, гидроксибензол |
119 |
Да |
0,016 |
0,3 |
0,3 |
0,3 |
|
ХПК |
168 |
Нет |
- |
17,2 |
87,4 |
52,3 |
Таблица 3.298 - Отходы установки производства водорода паровой каталитической конверсией углеводородов
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезврежи- |
|
Коксовые массы отработанные, загрязненные нефтепродуктами (содержание нефтепродуктов 15% и более) |
Реактор гидрирования Серопоглотитель, предриформинг, HTCR риформиег*, реактор ВТК СО |
44250501203 |
3 |
59,5 |
Передача на утилизацию другой организации |
|
Катализатор на основе алюминатов магния и кальция, содержащий оксид никеля, отработанный |
Конверсия метана в печи парового риформинга |
44100209493 |
3 |
0,9-27,8 |
Передача на утилизацию другой организации |
|
Катализатор на основе оксида алюминия молибденовый, содержащий оксид кобальта, отработанный |
Гидрирование сероорганических соединений |
44100302493 |
3 |
0,3-5,7 |
Передача на утилизацию другой организации |
|
Катализатор на основе оксида железа с содержанием хрома менее 15,0% отработанный |
Конверсия СО |
44100405493 |
3 |
3,8-39 |
Передача на утилизацию другой организации |
|
Сорбент на основе оксида цинка отработанный |
Поглощение сероводорода |
44260101203 |
3 |
1,9-11 |
Передача на утилизацию другой организации |
|
Цеолит, отработанный при осушке воздуха и газов, не загрязненный опасными веществами |
Осушка водородсодержащего газа |
44210101495 |
5 |
498,8 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел индустриальных |
текущая деятельность (ремонт) |
40613001313 |
3 |
1-3,1 |
Вторичное использование |
|
Масла гидравлические отработанные, не содержащие галогены |
Замена масла в НКО |
5410021302033 |
3 |
0,04 |
Вторичное использование |
|
Отходы катализаторов и контактных масс, не вошедших в другие пункты (отработанные катализаторы обессеривания) |
Замена катализаторов обессеривания ВСГ |
5950000000000 |
3 |
0,4-13,2 |
Передача на утилизацию другой организации |
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.299 - Потребление энергетических ресурсов установкой производства водорода паровой каталитической конверсией углеводородов
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
103,3 |
239,7 |
|
Потребление пара |
Гкал/т |
0,14 |
11,5 |
|
Свежая вода |
куб.м/т |
0,35 |
0,43 |
|
Охлаждающая вода |
куб.м/т |
17,7 |
17,7 |
|
Теплофикационная вода |
т.у.т./т |
0,0055 |
0,0056 |
|
Оборотная вода |
т.у.т./т |
0,037 |
0,04 |
|
Потребление топлива (всего) |
т.у.т./т |
0,19 |
1,9 |
|
Потребление топлива (газового) |
т.у.т./т |
0,48 |
1,9 |
Таблица 3.300 - Материальные ресурсы установки производства водорода паровой каталитической конверсией углеводородов
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Гидроксид натрия (в пересчете на 100%) |
Реагенты |
т |
3 |
3 |
|
Инертные материалы (шары керамические и алюмооксидные) |
Материалы |
т |
3,5 |
3,5 |
|
Тринатрийфосфат |
Реагенты |
т |
0,2 |
1 |
|
Метанол технический (99,85%) |
Реагенты |
т |
36 |
36 |
|
Катализаторы |
Материалы |
т |
0,4 |
48,7 |
|
Антискалант |
Реагенты |
т |
0,1 |
0,1 |
|
Щелочное моющее средство |
Реагенты |
т |
0,3 |
0,3 |
|
Кислотное моющее средство |
Реагенты |
т |
0,4 |
0,4 |
|
Кислота соляная, х.ч., 36,5% |
Реагенты |
т |
0,1 |
0,1 |
|
Натрий хлористый |
Реагенты |
т |
0,2 |
13,2 |
|
Адсорбенты КЦА |
Материалы |
т |
81,1 |
81,1 |
|
Поглотитель хлора |
Материалы |
кг |
332,5 |
332,5 |
|
Цинк-оксидный поглотитель |
Материалы |
кг |
4974,9 |
4974,9 |
|
Аммиак |
реагент |
кг |
1000 |
8297,7 |
|
МДЭА |
реагент |
кг |
6123,1 |
6123,1 |
|
Антипенная присадка |
реагент |
кг |
816 |
816 |
|
Морфолин 40% |
Реагенты |
кг/т сырья |
0,0009 |
0,0076 |
Таблица 3.301 - Физические воздействия установки производства водорода паровой каталитической конверсией углеводородов
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ |
105 |
Соответствует норме |
|
Вибрация |
Компрессорная |
дБ |
112 |
Соответствует норме |
|
Вибрация |
Вентиляционные камеры |
дБ |
106 |
Соответствует норме |
|
Вибрация |
Газовая компрессорная |
дБ (по оси X, Y, Z) |
95, 98, 102 |
Нет |
|
Вибрация |
Насосная |
дБ (по оси X, Y, Z) |
96-97, 98-99, 100-102 |
Нет |
|
Вибрация |
Венткамера |
дБ (по оси X, Y, Z) |
84, 85, 87 |
Нет |
|
Тепловое воздействие |
Печи |
°С |
не более 60 на поверхности |
Нет |
|
Шум |
Насосные агрегаты |
дБА |
79,5-88,0 |
предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Компрессорное оборудование |
дБА |
73-102 |
предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Секции печей |
дБА |
73-95 |
предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Котлы- |
дБА |
86 |
Нет |
|
Шум |
Реакторный блок |
дБА |
80 |
Соответствует норме |
|
Шум |
Вентиляционные камеры |
дБА |
88 |
Нет |
|
Шум |
Аппаратный двор |
дБА |
74 |
Нет |
3.22 Деасфальтизация остатков растворителями
Основные виды экологических воздействий приведены в таблице 3.302.
Таблица 3.302 - Основные виды экологических воздействий деасфальтизации остатков пропаном
|
Воздействия |
||
|
Воздух |
Сточные воды |
Отходы |
|
Выбросы в воздух могут происходить из неорганизованных выбросов растворителя и технологических продувок. Нагретые дымовые газы печей |
Этап восстановления растворителя приводит к образованию воды, загрязненной растворителем и углеводородами, которая обычно направляется в систему очистки сточных вод. |
Твердых отходов образуется очень малое количество или не образуется. |
Данные по выбросам загрязняющих веществ, потреблению энергетических ресурсов, физическому воздействию, материальным ресурсам, сбросам и отходам для установок деасфальтизации пропаном представлены в таблицах 3.303-3.308.
Таблица 3.303 - Выбросы установки деасфальтизации остатков пропаном
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (l - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
2,5-20 |
0,04 |
1,2 |
0,62 |
|
Азота оксид |
2 |
0,45-4,1 |
0,006 |
0,2 |
0,1 |
|
Бензапирен |
7 |
5·10 |
3·10 |
4·10 |
2·10 |
|
Ванадия пяти оксид |
9 |
0,02-0,1 |
7·10 |
4·10 |
2,4·10 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
6·10 |
1·10 |
0,005 |
0,0025 |
|
Метан |
33 |
0,15-12,8 |
0,005 |
1,5 |
0,75 |
|
Сероводород |
40 |
0,07 |
0,005 |
0,005 |
0,005 |
|
Серы диоксид |
43 |
3,2-70,2 |
0,008 |
3,6 |
1,8 |
|
Углеводороды предельные С12-С19 |
58 |
1,3-5,6 |
0,04 |
0,45 |
0,25 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
6,2-64,7 |
0,13 |
2,2 |
1,17 |
|
Углеводороды предельные С6-С10 |
57 |
0,02-11,3 |
7·10 |
0,74 |
0,37 |
|
Углерод (Сажа) |
доп.195 |
0,04-0,8 |
8·10 |
0,062 |
0,031 |
|
Углерода оксид |
46 |
0,17-25,9 |
0,005 |
0,82 |
0,41 |
Таблица 3.304 - Сбросы установки деасфальтизации остатков пропаном
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
Да |
- |
6,9 |
8,6 |
7,8 |
|
Нефтепродукты (нефть) |
74 |
Да |
1,6-34,2 |
1 |
272 |
136,5 |
|
Фенол, гидроксибензол |
119 |
Да |
0,09 |
3,5 |
3,5 |
3,5 |
Таблица 3.305 - Отходы установки деасфальтизации остатков пропаном
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
2,5-39,1 |
Переработка |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
0,37-3 |
Переработка |
Таблица 3.306 - Потребление энергетических ресурсов установкой деасфальтизации остатков пропаном
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
21 |
39,2 |
|
Потребление пара |
Гкал/т |
0,2 |
0,5 |
|
Свежая вода |
куб.м/т |
0,43 |
0,44 |
|
Охлаждающая вода |
куб.м/т |
4,4 |
12,1 |
|
Оборотная вода |
т.у.т./т |
0,0005 |
0,011 |
|
Потребление топлива (всего) |
т.у.т./т |
0,009 |
0,022 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0009 |
0,0039 |
|
Потребление топлива (газового) |
т.у.т./т |
0,0085 |
0,026 |
Таблица 3.307 - Материальные ресурсы установки деасфальтизации остатков пропаном
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Пропан |
реагент |
кг |
186000 |
1080000 |
|
Едкий натрий |
реагент |
кг |
3678 |
8000 |
|
Гудрон |
Материалы |
т |
183940 |
400000 |
Таблица 3.308 - Физические воздействия установки деасфальтизации остатков пропаном
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ |
100 |
Соответствует норме |
|
Вибрация |
Компрессорная |
дБ |
102 |
Соответствует норме |
|
Вибрация |
Мотокосы, снегоуборщики |
дБ |
126-137 |
Нет |
|
Вибрация |
Технологическое оборудование |
дБ |
103-104 |
Нет |
|
Тепловое воздействие |
печи |
Вт/м |
1180 |
Нет |
|
Шум |
Блок экстракции |
дБА |
77 |
Соответствует норме |
|
Шум |
Блок деасфальтизации |
дБА |
72 |
Соответствует норме |
|
Шум |
Блок асфальта |
дБА |
76 |
Соответствует норме |
|
Шум |
Блок низкого давления |
дБА |
70 |
Соответствует норме |
|
Шум |
Технологическое оборудование |
дБА |
81-95 |
Нет |
3.23 Селективная очистка масляного сырья
Основные виды воздействий селективной очистки масел приведены в таблице 3.309.
Таблица 3.309 - Основные виды воздействий установки селективной очистки масел
|
Воздействия |
||
|
Воздух |
Сточные воды |
Твердые отходы |
|
Неорганизованные выбросы ЛОС из емкостей хранения растворителя : фурфурола и N-метилпирролидона (NMP). Дымовые газы из печей. |
Суммарное количество технологической воды составляет около 2-4 м Поток воды из ректификационной колонны, может содержать некоторое количество углеводородов и растворителей. |
Твердых отходов образуется очень малое количество или не образуется. |
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
3.23.1 Селективная очистка масляного сырья метилпирролидоном
Данные по выбросам загрязняющих веществ, сбросам, потреблению энергетических ресурсов, материальным ресурсам и физическому воздействию для установок селективной очистки масляного сырья метилпирролидоном представлены в таблицах 3.310-3.314.
Таблица 3.310 - Выбросы установки селективной очистки масляного сырья метилпирролидоном
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
34,3 |
1,1 |
1,1 |
1,1 |
|
Азота оксид |
2 |
22,2 |
0,7 |
0,7 |
0,7 |
|
Бензапирен |
7 |
3·10 |
1·10 |
1·10 |
1·10 |
|
Ванадия пяти оксид |
9 |
0,09 |
0,003 |
0,003 |
0,003 |
|
Метан |
33 |
2,3 |
0,07 |
0,07 |
0,07 |
|
Серы диоксид |
43 |
138,75 |
4,4 |
4,4 |
4,4 |
|
Углерода оксид |
46 |
18,2 |
0,6 |
0,6 |
0,6 |
|
Углеводороды предельные С12-С-19 |
58 |
52,7 |
1 |
1 |
1 |
|
Углерод (Сажа) |
доп.195 |
0,18 |
0,006 |
0,006 |
0,006 |
Таблица 3.311 - Сбросы установки селективной очистки масляного сырья метилпирролидоном
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
нет данных |
нет данных |
3,1 |
381,6 |
66,3 |
Таблица 3.312 - Потребление энергетических ресурсов установкой селективной очистки масляного сырья метилпирролидоном
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
10,5 |
11,5 |
|
Потребление пара |
Гкал/т |
0,04 |
0,069 |
|
Оборотная вода |
т.у.т./т |
0,0005 |
0,0006 |
|
Потребление топлива (всего) |
т.у.т./т |
0,017 |
0,04 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0016 |
0,0065 |
|
Потребление топлива (газового) |
т.у.т./т |
0,015 |
0,034 |
Таблица 3.313 - Материальные ресурсы установки селективной очистки масляного сырья метилпирролидоном
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Деасфальтизат |
Материалы |
тн |
108900 |
217800 |
|
Н-метил-2-пирролидон |
Реагенты |
тн |
45 |
141 |
|
Азот |
Материалы |
м |
15714 |
104600 |
Таблица 3.314 - Физические воздействия установки селективной очистки масляного сырья метилпирролидоном
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Технологическое оборудование |
дБА |
81 |
Нет |
|
Вибрация |
Технологическое оборудование |
дБ |
69 |
Нет |
3.23.2 Селективная очистка масляного сырья фенолом
Данные по выбросам загрязняющих веществ, сбросам, потреблению энергетических ресурсов, материальным ресурсам, отходам и физическому воздействию для установок селективной очистки масляного сырья фенолом представлены в таблицах 3.315-3.320.
Таблица 3.315 - Выбросы установки селективной очистки масляного сырья фенолом
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
11,9-144,6 |
0,03 |
4,9 |
2,5 |
|
Азота оксид |
2 |
1,9-23,6 |
0,004 |
1,6 |
0,8 |
|
Бензапирен |
7 |
2·10 |
2·10 |
2·10 |
1·10 |
|
Ванадия пяти оксид |
9 |
1,1 |
0,035 |
0,035 |
0,035 |
|
Зола ТЭС мазутная (в пересчете на ванадий) |
23 |
7·10 |
5·10 |
0,062 |
0,031 |
|
Метан |
33 |
0,5-8,7 |
0,03 |
0,6 |
0,32 |
|
Минеральное масло |
157 |
9·10 |
3·10 |
3·10 |
3·10 |
|
Сероводород |
40 |
2·10 |
1·10 |
0,02 |
0,01 |
|
Серы диоксид |
43 |
8,7-486,6 |
0,002 |
17,8 |
8,9 |
|
Углеводороды предельные С12-С19 |
58 |
9·10 |
5·10 |
0,6 |
0,3 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
21,7 |
0,8 |
0,8 |
0,8 |
|
Углеводороды предельные С6-С10 |
57 |
0,004-0,007 |
0,005 |
0,009 |
0,007 |
|
Углерод (Сажа) |
доп.195 |
0,15-4,5 |
4·10 |
1,2 |
0,6 |
|
Углерода оксид |
46 |
2,3-116,1 |
0,07 |
4,4 |
2,2 |
|
Фенол |
73 |
0,03-0,51 |
4·10 |
0,17 |
0,09 |
Таблица 3.316 - Сбросы установки селективной очистки масляного сырья фенолом
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
- |
- |
2,3 |
141,9 |
72,1 |
|
Фенол, гидроксибензол |
119 |
- |
- |
2,1 |
8,9 |
5,5 |
|
pH |
доп.170 |
- |
- |
6,5 |
8 |
7,3 |
Таблица 3.317 - Отходы установки селективной очистки масляного сырья фенолом
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
0,5-3 |
Переработка |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
2,7-20 |
Переработка |
Таблица 3.318 - Потребление энергетических ресурсов установкой селективной очистки масляного сырья фенолом
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
15,6 |
15,8 |
|
Потребление пара |
Гкал/т |
0,05 |
0,15 |
|
Охлаждающая вода |
куб.м/т |
15 |
25 |
|
Оборотная вода |
т.у.т./т |
0,001 |
6,2 |
|
Потребление топлива (всего) |
т.у.т./т |
0,07 |
0,24 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,01 |
0,15 |
|
Потребление топлива (газового) |
т.у.т./т |
0,02 |
0,17 |
Таблица 3.319 - Материальные ресурсы установки селективной очистки масляного сырья фенолом
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Фенол |
реагент |
кг |
1047,1 |
497319 |
|
Вакуумный дистиллят + деасфальтизат |
Материалы |
т |
285350 |
591000 |
|
фенол |
Реагенты |
т |
185,5 |
384,2 |
|
Вакуумный остаток |
Материалы |
тн |
24640 |
28428 |
Таблица 3.320 - Физические воздействия установки селективной очистки масляного сырья фенолом
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Насосное, компрессорное оборудование, котел-утилизатор, печи, блок экстракции, фильтровальное отделение, отделение счетчиков, дымососы |
дБ |
82,1-100,2 |
Нет |
|
Тепловое воздействие |
Печи |
Вт/м |
810-1200 |
Нет |
|
Вибрация |
Мотокосы, снегоуборщики |
дБ |
66-137 |
Нет |
3.24 Депарафинизация рафината селективной очистки
Основные виды воздействий на окружающую среду приведены в таблице 3.321.
Таблица 3.321 - Данные выбросов установок депарафинизации растворителем
|
Выбросы |
||
|
Воздух |
Сточные воды |
Твердые отходы |
|
ЛОС могут выделяться при удалении паров растворителя Из парафинового фильтра, как неорганизованные выбросы. Выбросы из резервуаров для хранения ЛОС летучих растворителей - МЭК (метил этил кетон/толуола). Дымовые газы из печей. |
Этап восстановления растворителя приводит к образованию загрязненной растворителем воды, которая обычно отправляется на установку очистки сточных вод. Потенциальными загрязнителями воды являются углеводороды, соединения серы и органические соединения из технологической воды от операций восстановления растворителя. Сточные воды содержат 1-3 мг/л МЭК/толуола. |
Твердых отходов образуется очень малое количество или не образуется |
3.24.1 Установка низкотемпературной депарафинизации рафината селективной очистки в кетон-толуольном растворе
Данные по выбросам загрязняющих веществ, сбросам, потреблению энергетических ресурсов, материальным ресурсам, отходам и физическому воздействию для установок низкотемпературной депарафинизации рафината селективной очистки в кетон-толуольном растворе представлены в таблицах 3.322-3.327.
Таблица 3.322 - Выбросы установки низкотемпературной депарафинизации рафината селективной очистки в кетон-толуольном растворе
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
10,9-26,7 |
0,17 |
2,15 |
1,16 |
|
Азота оксид |
2 |
4,3-7,5 |
0,03 |
0,35 |
0,2 |
|
Аммиак |
4 |
1,4-60,7 |
0,4 |
2,8 |
1,6 |
|
Бензапирен |
7 |
2·10 |
3·10 |
5,3·10 |
2,8·10 |
|
Ванадия пяти оксид |
9 |
0,026-0,08 |
8·10 |
0,0026 |
0,0017 |
|
Метан |
33 |
0,34-18 |
0,014 |
2,6 |
1,3 |
|
Метилбензол (толуол) |
70 |
0,4-16,1 |
2·10 |
2 |
1 |
|
Метил-трет- |
доп.180 |
0,4-10,4 |
0,016 |
3,4 |
1,7 |
|
Метилэтилкетон |
126 |
22,3-50,2 |
0,001 |
4,8 |
2,4 |
|
Минеральное масло |
157 |
0,001-6,4 |
0,0001 |
0,2 |
0,1 |
|
Серы диоксид |
43 |
1-96,5 |
0,07 |
2,65 |
1,36 |
|
Углеводороды предельные С12-С19 |
58 |
6·10 |
2·10 |
0,4 |
0,2 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
20,2 |
1,3 |
1,3 |
1,3 |
|
Углеводороды предельные С6-С10 |
57 |
0,08-0,09 |
0,004 |
0,13 |
0,067 |
|
Углерод (Сажа) |
доп.195 |
0,036-0,048 |
0,0011 |
0,0015 |
0,0013 |
|
Углерода оксид |
46 |
1,4-3,6 |
0,09 |
0,22 |
0,16 |
|
Фенол |
73 |
2·10 |
8·10 |
8·10 |
8·10 |
Таблица 3.323 - Сбросы установки низкотемпературной депарафинизации рафината селективной очистки в кетон-толуольном растворе
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
нет данных |
нет данных |
6,5 |
8,3 |
7,4 |
|
Аммоний-ион |
5 |
Да |
0,1 |
3,2 |
19,1 |
11,2 |
|
Нефтепродукты (нефть) |
74 |
Да |
1,4-187 |
2 |
577,2 |
289,6 |
|
Фенол, гидроксибензол |
119 |
Да |
0,07 |
1 |
6 |
3,5 |
|
Ароматические углеводороды |
доп. 183 |
Да |
0,07-86,1 |
15 |
70 |
42,5 |
Таблица 3.324 - Отходы установки низкотемпературной депарафинизации рафината селективной очистки в кетон-толуольном растворе
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
3,5-20 |
Переработка |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
4-5 |
Переработка |
Таблица 3.325 - Потребление энергетических ресурсов установки низкотемпературной депарафинизации рафината селективной очистки в кетон-толуольном растворе
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
228 |
234 |
|
Потребление пара |
Гкал/т |
0,14 |
1,3 |
|
Свежая вода |
куб.м/т |
0,27 |
0,28 |
|
Охлаждающая вода |
куб.м/т |
14,5 |
45,2 |
|
Оборотная вода |
т.у.т./т |
0,0003 |
0,0026 |
|
Потребление топлива (всего) |
т.у.т./т |
0,024 |
0,12 |
|
Потребление топлива (жидкого) |
т.у.т./т |
0,0024 |
0,018 |
|
Потребление топлива (газового) |
т.у.т./т |
0,022 |
0,098 |
Таблица 3.326 - Материальные ресурсы установки низкотемпературной депарафинизации рафината селективной очистки в кетон-толуольном растворе
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Азот |
материал |
нм |
32160 |
1113716,8 |
|
Метилэтилкетон |
реагент |
т |
4,35 |
452,3 |
|
Аммиак |
реагент |
т |
2 |
97 |
|
Пропан |
реагент |
кг |
496306,8 |
496306,8 |
|
Многофункциональный ингибитор накипи и коррозии |
реагент |
кг |
3865,5 |
3865,5 |
|
Толуол |
реагент |
т |
68 |
412,6 |
|
Рафинаты |
- |
т |
141370 |
260000 |
Таблица 3.327 - Физические воздействия установки низкотемпературной депарафинизации рафината селективной очистки в кетон-толуольном растворе
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
76-77 |
Нет |
|
Шум |
Насосное, компрессорное оборудование, котел-утилизатор, печи, блок экстракции, фильтровальное отделение, отделение счетчиков, дымососы |
дБ |
88,1-90,4 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
80-82 |
Нет |
3.24.2 Установка обезмасливания гача в кетон-толуольном растворе, применяемом для производства парафина
Данные по выбросам загрязняющих веществ, сбросам, потреблению энергетических ресурсов и физическому воздействию для установок обезмасливания гача в кетон-толуольном растворе, применяемом для производства парафина, представлены в таблицах 3.328-3.330.
Таблица 3.328 - Выбросы установки обезмасливания гача в кетон-толуольном растворе, применяемом для производства парафина
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Аммиак |
4 |
2,4 |
0,02 |
0,08 |
0,05 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
42,2 |
1 |
1,4 |
1,2 |
|
Углеводороды предельные С12-С19 |
58 |
4,3 |
0,13 |
0,15 |
0,14 |
|
Метилбензол (толуол) |
70 |
16,8 |
0,2 |
0,6 |
0,4 |
|
Метилэтилкетон |
126 |
27,5 |
0,6 |
0,9 |
0,76 |
Таблица 3.329 - Потребление энергетических ресурсов установки обезмасливания гача в кетон-толуольном растворе, применяемом для производства парафина
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Охлаждающая вода |
куб.м/т |
115 |
145 |
|
Оборотная вода |
т.у.т. |
0,17 |
0,2 |
Таблица 3.330 - Физические воздействия установки обезмасливания гача в кетон-толуольном растворе, применяемом для производства парафина
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ |
100 |
Соответствует норме |
|
Шум |
Насосная |
дБА |
94 |
Нет |
|
Шум |
Блок печей |
дБА |
105 |
Нет |
|
Шум |
Фильтровальное отделение |
дБА |
82 |
Нет |
|
Шум |
Блок регенерации |
дБА |
82 |
Нет |
|
Шум |
Блок инертного газа |
дБА |
80 |
Соответствует норме |
|
Шум |
Холодильное отделение |
дБА |
98 |
Нет |
|
Шум |
Кристаллизационное отделение |
дБА |
82 |
Нет |
3.25 Энергоснабжение НПЗ
3.25.1 Теплоснабжение
Основные выбросы с котельных установок - это твердые частицы золы, оксиды серы (, ), оксиды азота (). Если сгорание топлива прошло не полностью, то в атмосферу выбрасываются такие вредные вещества, как угарный газ (CO) и углеводороды.
Анализ существующего состояния котельных установок, сжигающих уголь, газ, мазут, показывает большой диапазон значений удельных выбросов загрязняющих веществ. Эти различия могут вытекать из влияния на работу котельной установки основных факторов:
-
а) паропроизводительность котельной установки;
-
б) сроки эксплуатации котлов (и, соответственно, их техническое состояние);
-
в) структура сжигаемого топлива;
-
г) качество сжигаемого топлива;
-
д) различные объемы внедренных мероприятий по подавлению образования оксидов азота (или их отсутствие);
-
е) техническое состояние ЗУУ и степень очистки газов в них.
Данные по выбросам загрязняющих веществ, сбросам, потреблению энергетических ресурсов, материальным ресурсам, отходам и физическому воздействию для котельных установок представлены в таблицах 3.331-3.336.
Таблица 3.331 - Выбросы в атмосферу с котельных установок
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
1,2-437,6 |
0,08 |
101,8 |
50,9 |
|
Азота оксид |
2 |
0,2-71,1 |
0,013 |
16,5 |
8,3 |
|
Бензапирен |
7 |
1·10 |
3,8·10 |
4·10 |
2·10 |
|
Ванадия пяти оксид |
9 |
2,7 |
0,6 |
0,6 |
0,6 |
|
Метан |
33 |
0,6-9,7 |
0,02 |
0,7 |
0,36 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
38,9 |
9,1 |
9,1 |
9,1 |
|
Серы диоксид |
43 |
0,17-805,1 |
0,03 |
262,3 |
131,2 |
|
Углерода оксид |
46 |
2-211,3 |
0,09 |
49,2 |
24,7 |
Таблица 3.332 - Сбросы от котельной
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
Да |
3,5 |
50 |
100 |
75 |
|
Фенол, гидроксибензол |
119 |
Да |
0,52 |
7,5 |
15 |
11,3 |
Таблица 3.333 - Отходы котельной
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы (осадки) при подготовке воды |
Илоуплотнитель |
72200000000 |
5 |
25,1 |
Нет |
|
Сальниковая набивка асбесто- |
Ремонтные работы, замена сальниковой набивки |
91920202604 |
4 |
0,2 |
Передача на утилизацию другой организации |
Таблица 3.334 - Потребление энергетических ресурсов котельной
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
2,1 |
38,9 |
Таблица 3.335 - Материальные ресурсы котельной
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Концентрат минеральный Галит |
Реагенты |
кг |
13483 |
13483 |
|
Натрия гидроокись |
Реагенты |
кг/регенерацию |
0,4 |
0,4 |
|
Кислота лимонная |
Реагенты |
кг/регенерацию |
0,8 |
0,8 |
|
Сода кальцинированная |
Реагенты |
кг/м |
0,025 |
0,0025 |
|
Ингибитор солеобразования |
Реагенты |
мл/м |
2,5 |
2,5 |
Таблица 3.336 - Физические воздействия котельной
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
72 |
Нет |
|
Тепловое воздействие |
Котлы |
Вт/см |
154 |
Нет |
|
Тепловое воздействие |
Технологическое оборудование |
Вт/м |
132 |
Нет |
|
Шум |
Котлы |
дБА |
75-83 |
предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Динамическое оборудование, вентиляционные установки, компрессоры, котлы |
дБА |
86 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
84-89,4 |
Нет |
3.25.2 Топливоснабжение
Данные по выбросам загрязняющих веществ и потреблению энергетических ресурсов процесса топливоснабжения представлены в таблицах 3.337-3.338.
Таблица 3.337 - Выбросы при организации процесса топливоснабжения
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
0,013 |
8·10 |
8·10 |
0,0008 |
|
Азота оксид |
2 |
0,002 |
1,3·10 |
1,3·10 |
1,3·10 |
|
Серы диоксид |
43 |
6·10 |
3,7·10 |
3,7·10 |
3,7·10 |
|
Углерода оксид |
46 |
0,03 |
0,002 |
0,002 |
0,002 |
|
Углеводороды предельные С1-С-5 (исключая метан) |
56 |
0,05 |
1,05 |
1,05 |
1,05 |
Таблица 3.338 - Потребление энергетических ресурсов при организации процесса топливоснабжения
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
1,64 |
1,64 |
3.26 Системы охлаждения
Необходимость охлаждения на НПЗ зависит от проводимых процессов и от степени, до которой они интегрируются, но там, где применяются системы охлаждения воды, они точно рассчитаны для большей части потребления воды. На НПЗ важно максимизировать интеграцию тепла на уровне установки и на уровне процесса/деятельности, для минимизации режима охлаждения. Поэтому потребность в энергии для охлаждения будет зависеть от системы охлаждения, используемой вместе с применяемой техникой охлаждения.
Таблица 3.339 показывает обычное разделение потребностей для охлаждения на НПЗ (Нефтеперерабатывающий завод гидрокрекинга с производительностью 7 млн т/год).
Таблица 3.340 дает распределение мощностей охлаждения в соответствии с диапазоном температуры внутри обычного НПЗ. (Нефтеперерабатывающий завод гидрокрекинга с производительностью 7 млн т/год).
Таблица 3.339 - Потребности для охлаждения на НПЗ
|
Приложения |
Мощности охлаждения |
|
|
МВт |
% |
|
|
Технологические потоки |
400 |
94 |
|
Насосы, компрессоры |
10 |
2 |
|
Вакуумные системы |
15 |
4 |
|
Итог |
425 |
100 |
|
Источник: [119, Bloemkolk и van der Schaaf, 1996 г.] |
||
Таблица 3.340 - Обычный режим охлаждения в соответствии с диапазоном температур
|
Конечная температура (Т) |
Режим охлаждения |
|
|
Технологическая среда (°С) |
МВт |
% |
|
Т>43 |
380 |
95 |
|
43>Т>38 |
15 |
4 |
|
38>Т>30 |
0 |
0 |
|
30>Т |
5 |
1 |
|
Итог |
400 |
100 |
|
Источник: [119, Bloemkolk и van der Schaaf, 1996 г.] |
||
Потребление
Энергия потребляется насосами в системе водяного охлаждения и вентиляторами в системе воздушного охлаждения. Система водяного охлаждения использует воду и требует химических веществ, как ингибиторов роста коррозии и бактерий. Для более подробной информации и данных ежегодного потребления даны ссылки на ICS BREF. Обе системы водяного охлаждения, рециркуляции и прямоточные, требуют добавок для предотвращения засорения и/или коррозии. Так как прямоточные системы обычно используют наземную воду (либо пресную, либо соленую), шансы засорения более высоки по сравнению с рециркулирующими системами. По этой причине в этих системах должно использоваться больше добавок (т.е. хлористый биоцид), предотвращающих загрязнения. С другой стороны, антикоррозийные добавки главным образом применяются в рециркулирующих системах и не используются в прямоточных системах.
Использование воды в системах охлаждения более низкое в рециркулирующих системах, по сравнению с прямоточными системами (только до 3%). В рециркулирующих системах определенное количество воды попадает в систему путем испарения, в виде капелек влаги и как слив или нисходящий поток к системе очистки сточных вод. Таким образом, требуется подпиточная вода в интервале около 5% скорости циркуляции, что эквивалентно использованию 0,23 м охлаждающей воды на тонну переработанной сырой нефти. Однако, чтобы провести пропорциональное сравнение между двумя видами систем охлаждения, необходимо принять во внимание качество используемой воды (часто прямоточные системы). Потребление энергетических ресурсов охлаждающими устройствами (градирни, башни) при организации процесса очистки охлаждающей воды и дозирования реагентов оборотной системы представлены в таблицах 3.341 и 3.342.
Таблица 3.341 - Потребление энергетических ресурсов при организации процесса очистки охлаждающей воды и дозирования реагентов оборотной системы
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
0,26 |
0,51 |
|
пресная вода |
куб.м/т |
0,006 |
0,035 |
Таблица 3.342 - Потребление энергетических ресурсов охлаждающими устройствами (градирни, башни)
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
0,19 |
0,56 |
|
пресная вода |
куб.м/т |
0,23 |
0,29 |
|
Охлаждающая вода |
куб.м/т |
0,06 |
0,14 |
Основным прямым воздействием на окружающую среду систем охлаждения является тепло, увеличивающее температуру используемой охлаждающей жидкости. В водяном охлаждении нефтеперерабатывающего завода увеличение температуры ( ) составляет около 10-15°С.
) составляет около 10-15°С.
Потребление воды (упоминаемое выше), потребление энергии (насосы, вентиляторы воздухоохладителя) и загрязнение воды являются главными проблемами экологии систем охлаждения. Другие эффекты, связанные с окружающей средой, включают производство шума (градирня, насосы, вентиляторы воздухоохладителя (97-105 дБ (А) в источнике)) и образование дымового шлейфа (градирня).
Главные загрязнители, которые должны быть рассмотрены в системах водяного охлаждения, это хлористые или бромированные добавки для предотвращения засорений, и антикоррозийные добавки, включающие в себя цинк, хром, молибден и т.д. Особое внимание должно уделяться использованию диспергирующих добавок в закрытых системах водяного охлаждения, особенно когда сток направляется к установке очистки воды выделения масла, где он может помешать процессу сепарации воды от нефти. Прямоточная система вместе с низким уровнем утечек и высоким объемом воды, означает, что выбросы охлаждающей воды содержат 0,1-1 мг/л масла. Могут происходить выбросы углеводородов в воздух (в результате утечек и очищения). Выбросы в воздух, как упоминалось ранее, варьируются от 0,5 до 85 г углеводородов на м охлаждающей воды, рециркулирующей через градирни [119, Bloemkolk и van der Schaaf, 1996 г.]. Охлаждение путем заливания водой (используется только в установках замедленного коксования на НПЗ) приводит к высоким выбросам пара, значительным потерям энергии, большому объему использования воды и серьезному загрязнению воды.
Данные по выбросам загрязняющих веществ, отходам, материальным ресурсам, и физическому воздействию от охлаждающих устройств (градирни, башни) при организации процесса очистки охлаждающей воды и дозирования реагентов оборотной системы представлены в таблицах 3.343-3.351.
Таблица 3.343 - Выбросы при организации процесса очистки охлаждающей воды и дозирования реагентов оборотной системы
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, тонн |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Амилены (смесь изомеров) |
60 |
0,4-74,5 |
0,013 |
4,7 |
2,4 |
|
Бензол |
67 |
6·10 |
7·10 |
0,7 |
0,35 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
2·10 |
2·10 |
0,7 |
0,35 |
|
Метан |
33 |
0,27-8 |
0,008 |
1,46 |
0,73 |
|
Метилбензол (толуол) |
70 |
4·10 |
4·10 |
1,47 |
0,74 |
|
Сероводород |
40 |
1·10 |
1,4·10 |
0,06 |
0,03 |
|
Углеводороды предельные С12-С19 |
58 |
0,14 |
0,02 |
0,02 |
0,02 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,13-671,2 |
0,014 |
24,8 |
12,4 |
|
Углеводороды предельные С6-С10 |
57 |
0,05-82,3 |
0,005 |
6,2 |
3,1 |
|
Фенол |
73 |
0,017-0,3 |
5·10 |
1,4·10 |
7·10 |
|
Этилбензол (стирол) |
74 |
0,6 |
0,018 |
0,018 |
0,018 |
|
Этиленгликоль (1,2-этандиол) |
доп.172 |
0,4-11,1 |
0,056 |
0,68 |
0,37 |
Таблица 3.344 - Выбросы от охлаждающих устройств (градирни, башни)
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Амилены (смесь изомеров) |
60 |
0,6-34,14 |
0,028 |
33,2 |
16,6 |
|
Бензол |
67 |
0,6-17,7 |
0,029 |
0,64 |
0,33 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
0,6-19 |
0,028 |
1,1 |
0,57 |
|
Метилбензол (толуол) |
70 |
1,1-41,1 |
0,05 |
2,45 |
1,25 |
|
Сероводород |
40 |
0,03-3,5 |
1,4·10 |
0,016 |
8,7·10 |
|
Углеводороды предельные С6-С10 |
57 |
58,5-655,8 |
2,8 |
23,8 |
13,3 |
|
Фенол |
73 |
0,06-0,46 |
0,0036 |
0,015 |
0,009 |
|
Углеводороды предельные С1-С5 |
56 |
159 |
- |
- |
- |
Таблица 3.345 - Отходы при организации процесса очистки охлаждающей воды и дозирования реагентов оборотной системы
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел индустриальных |
Замена масла индустриального |
40613001313 |
3 |
0,02 |
Переработка |
|
Отходы (осадки) при подготовке воды (осадок бассейнов нефтеотделителей и градирен) |
Чистка водосборных бассейнов нефтеотделителей и градирен |
9410000000000 |
4 |
3226,8 |
Нет |
Таблица 3.346 - Отходы охлаждающих устройств (градирни, башни)
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел индустриальных |
Насосное и компрессорное оборудование |
40613001313 |
3 |
0,06 |
Вторичное использование |
Таблица 3.347 - Воздействие на окружающую среду различных систем охлаждения для обычного НПЗ [The BREF "Refining of Mineral Oil and Gas"]
|
Выбросы или содержание |
Прямоточные |
Прямоточные (замкнутая система) |
Градирня |
Градирня (замкнутая система) |
Воздушные охладители |
Воздушные охладители (замкнутая система) |
|
Вода |
||||||
|
Температурный нагрев (МВт) |
300 |
300 |
Ничтож- |
Ничтож- |
||
|
Углеводороды (кг/час) |
2,6-26 |
|||||
|
Химическое кондиционирование |
2,6 |
2,6 |
3-25 |
3-25 |
||
|
Спуск продувочной воды (м |
26000 |
26000 |
156 |
156 |
||
|
Воздух |
||||||
|
Видимый нефтяной шлейф |
+ |
+ |
||||
|
Водяной пар (кг/час) |
468000 |
468000 |
||||
|
Углеводороды (кг/час) |
13 |
+ |
||||
|
Потребление энергии |
3500 |
5500 |
5600 |
7000 |
2000 |
8700 |
|
Потребление свежей воды (м |
В замкнутом цикле |
624 |
624 |
|||
|
Другие вредные воздействия |
||||||
|
Шум |
+ |
+ |
+ |
+ |
+ |
+ |
|
Другое |
Вовлечение рыбы во всасывающий поток |
Вовлечение рыбы во всасывающий поток |
Риск легионеллеза в выпусках воздуха |
|||
|
Отсутствие воды будет означать, что коррозия не является важным фактором, по сравнению с системами водяного охлаждения. Дальнейшее исследование будет необходимо для точной оценки. + Эффект присутствует |
||||||
 (кг/час)
(кг/час)
 (кВт)
(кВт)
 Возможный эффект: утечка воздухоохладителей является не хорошо-описанным явлением.*
Возможный эффект: утечка воздухоохладителей является не хорошо-описанным явлением.*_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.348 - Физические воздействия при организации процесса очистки охлаждающей воды и дозирования реагентов оборотной системы
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
23,4-24,5 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
80-85 |
Неустранимый фактор |
|
Шум |
Насосное, компрессорное оборудование |
дБА |
89.2 |
Нет |
Таблица 3.349 - Физические воздействия охлаждающих устройств (градирни, башни)
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ (по оси X, Y, Z) |
83-85, 85-87, 86-87 |
Нет |
|
Шум |
Насосная |
дБА |
82-85 |
Нет |
|
Шум |
Свечи/Открытая территория |
дБА |
74 |
Нет |
|
Шум |
Аппаратный двор (печи, емкости, колонны и др. оборудование) |
дБА |
96,9 |
Нет |
Таблица 3.350 - Материальные ресурсы, используемые в процессе очистки охлаждающей воды и дозирования реагентов оборотной системы
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Ингибитор |
Реагенты |
т |
0,028 |
5,7 |
|
Дисперсант |
Реагенты |
т |
0,011 |
6,3 |
|
Биоцид |
Реагенты |
т |
2,2 |
5,5 |
|
JurbySoft 80plus |
Реагенты |
т |
0,19 |
0,29 |
|
Zetag 8185 |
Реагенты |
кг |
11000 |
11000 |
|
Налко 68531 |
Реагенты |
кг |
25925 |
25925 |
|
Реагент |
реагент |
кг |
440 |
16513 |
|
Налко 3DT250 |
Реагенты |
кг |
5234,4 |
19301,8 |
|
налко 7385 |
Реагенты |
кг |
2009,3 |
9739,2 |
|
Гипохлорит натрия |
Реагенты |
кг |
5843,4 |
200023 |
|
Налко 3434 |
Реагенты |
кг |
10320 |
23229 |
|
Полиалюминий хлорид |
Реагенты |
кг |
13188 |
13188 |
|
Кислота серная техническая 93% |
Реагенты |
кг |
814,9 |
814,9 |
|
Натр едкий 100% |
Реагенты |
кг |
870,6 |
870,6 |
|
Антискалант |
Реагенты |
кг |
638,3 |
638,3 |
|
Бисульфит натрия |
Реагенты |
кг |
562,54 |
562,54 |
|
YurbySoft М 432 |
Реагенты |
кг |
296,1 |
296,1 |
|
YurbySoft М 4330 |
Реагенты |
кг |
173 |
173 |
|
Налко 8506 PLUS |
Реагенты |
кг |
1805,7 |
13670,4 |
|
Налко 8514 PLUS |
Реагенты |
кг |
1176 |
15937,5 |
|
Налко 7330 |
Реагенты |
кг |
1050 |
16900 |
|
Налко СТ40 |
Реагенты |
кг |
5800 |
7020 |
|
Налко 3D187 |
Реагенты |
кг |
2488,9 |
2488,9 |
|
Налко 3D185 |
Реагенты |
кг |
1087,1 |
1087,1 |
Таблица 3.351 - Материальные ресурсы охлаждающих устройств (градирни, башни)
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Ингибитор биоотложений |
Реагенты |
т |
23,4 |
153,1 |
|
Ингибитор солеотложений |
Реагенты |
т |
153,6 |
2219,8 |
|
Дисперсант |
Реагенты |
т |
5,4 |
52,5 |
3.27 Водоснабжение
Данные по выбросам, сбросам, отходам, материальным ресурсам и физическому воздействию при подготовке воды из водозабора представлены в таблицах 3.352-3.356.
Таблица 3.352 - Выбросы при подготовке воды из водозабора
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (l - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Аммиак |
4 |
4,2 |
0,13 |
0,134 |
0,132 |
|
Серная кислота |
42 |
0,04 |
6·10 |
1,2·10 |
9·10 |
|
Углерода оксид |
46 |
2,2 |
0,065 |
0,072 |
0,069 |
|
Натрий гидроксид (Натрия гидроокись, Натр едкий, Сода каустическая) |
доп.193 |
0,25 |
9·10 |
8·10 |
0,0045 |
Таблица 3.353 - Сбросы при подготовке воды из водозабора
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Сульфат-анион (сульфаты) |
98 |
Да |
64,8 |
10 |
3830 |
1920 |
|
Сухой остаток |
167 |
Да |
80,7 |
29 |
4442 |
2235,5 |
|
pH |
доп. 170 |
Да |
1,4 |
5,2 |
8,1 |
6,7 |
Таблица 3.354 - Отходы при подготовке воды из водозабора
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов 15% и более) |
Территория установок |
91920101393 |
3 |
0,33-0,69 |
Нет |
|
Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) |
Угольный фильтр |
44250402204 |
4 |
270,4 |
Нет |
Таблица 3.355 - Материальные ресурсы при подготовке воды из водозабора
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Сода каустическая, 100% |
Реагенты |
т |
6,4 |
11,1 |
|
Тринатрийфосфат, 100% |
Реагенты |
т |
0,37 |
0,5 |
|
Концентрат минеральный Галит |
Реагенты |
кг |
13152 |
13152 |
Таблица 3.356 - Физические воздействия при подготовке воды из водозабора
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ |
112 |
Соответствует норме |
|
Шум |
Насосная |
дБА |
95 |
Нет |
|
Шум |
Фильтровальное отделение |
дБА |
78 |
Соответствует норме |
|
Шум |
Секция нейтрализации |
дБА |
88 |
Нет |
|
Шум |
Блок деаэраторов, тепловой пункт |
дБА |
86 |
Нет |
|
Шум |
Динамическое оборудование, вентиляционные установки, компрессоры, котлы |
дБА |
81,3 |
Нет |
3.28 Канализационные и очистные сооружения
3.28.1 Канализационные насосы
Потребление энергетических ресурсов и физические воздействия от канализационных насосов представлены в таблицах 3.357, 3.358.
Таблица 3.357 - Потребление энергетических ресурсов канализационными насосами
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
0,021 |
0,18 |
Таблица 3.358 - Физические воздействия от канализационных насосов
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
УУЗ |
дБА |
84 |
Нет |
|
Вибрация |
УУЗ |
дБ (по оси X, Y, Z) |
84, 85, 85 |
Нет |
3.28.2 Технологии очистки сточных вод
Данные по выбросам загрязняющих веществ, сбросам, потреблению энергетических ресурсов, материальным ресурсам, отходам и физическому воздействию от эксплуатации очистных сооружений и канализации представлены в таблицах 3.359-3.364.
Таблица 3.359 - Выбросы от эксплуатации очистных сооружений и канализации
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
0,017-20 |
3,6·10 |
0,63 |
0,32 |
|
Азота оксид |
2 |
0,1-1,9 |
9,6·10 |
0,037 |
0,023 |
|
Амилены смесь изомеров) |
60 |
1·10 |
7·10 |
3,8 |
1,9 |
|
Аммиак |
4 |
0,001-3,4 |
0,07 |
0,07 |
0,07 |
|
Бензапирен |
7 |
2·10 |
1·10 |
1·10 |
1·10 |
|
Бензол |
67 |
2·10 |
1·10 |
1,9 |
0,8 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
3·10 |
1·10 |
0,35 |
0,18 |
|
Керосин |
156 |
4·10 |
- |
- |
- |
|
Летучие органические соединения |
доп.162 |
10,2-2881,5 |
- |
- |
- |
|
Магний оксид |
30 |
78,8-276,3 |
2,5 |
10,8 |
6,7 |
|
Метан |
33 |
0,0024-51,1 |
2,8·10 |
4,4 |
2,2 |
|
Метилбензол (толуол) |
70 |
1·10 |
2·10 |
1,2 |
0,6 |
|
Пропилен |
64 |
0,6-40,3 |
0,018 |
0,5 |
0,26 |
|
Пыль неорганическая с содержанием кремния менее 20, 20-70, а также более 70 процентов |
37 |
0,75-2,1 |
0,02 |
0,19 |
0,1 |
|
Сероводород |
40 |
3·10 |
9·10 |
0,06 |
0,03 |
|
Серы диоксид |
43 |
0,0015-0,05 |
0,0025 |
0,005 |
|
|
Углеводороды предельные С12-С19 |
58 |
0,1-43,03 |
0,026 |
0,068 |
0,047 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,04-1660 |
0,0013 |
6,1 |
3,05 |
|
Углеводороды предельные С6-С10 |
57 |
0,014-1258,81 |
5·10 |
15,3 |
7,65 |
|
Углерод (Сажа) |
доп. 195 |
0,0026-0,0047 |
- |
- |
- |
|
Углерода оксид |
46 |
0,01-0,028 |
- |
- |
- |
|
Фенол |
73 |
3,4·10 |
1·10 |
0,02 |
0,01 |
|
Хлоропрен |
54 |
3-590,1 |
0,09 |
20,65 |
10,4 |
|
Этилбензол (стирол) |
74 |
0,015 |
0,007 |
0,0067 |
0,0067 |
|
Этилен |
65 |
0,33-12,9 |
0,01 |
0,43 |
0,22 |
Таблица 3.360 - Сбросы от эксплуатации очистных сооружений и канализации
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
Да/Нет |
нет данных |
4,9 |
10,1 |
7,5 |
|
Алюминий |
2 |
Да |
0,35 |
0,027 |
1,51 |
0,77 |
|
Аммоний-ион |
5 |
Да |
0,2-38,5 |
0,1 |
29,2 |
14,65 |
|
АСПАВ (анионные синтетические поверхностно- |
92 |
Да |
0,003-9,9 |
0,02 |
0,5 |
0,26 |
|
БПК 5 |
164 |
Да |
0,16 |
1 |
80,2 |
40,6 |
|
БПК полн. |
165 |
Да |
2,7-296,5 |
2,8 |
22,7 |
12,75 |
|
Взвешенные вещества |
166 |
Да |
0,054- |
0,5 |
177,2 |
266,05 |
|
Растворенный кислород |
доп. 183 |
Да |
0,12-0,9 |
2,6 |
8 |
5,3 |
|
Железо |
47 |
Да |
0,04-9,9 |
0,03 |
4,1 |
2,07 |
|
Магний |
61 |
Да |
5 |
4,4 |
6,3 |
5,4 |
|
Марганец |
62 |
Да |
0,025 |
0,006 |
0,12 |
0,063 |
|
Медь |
63 |
Да |
0,0013-0,1 |
0,001 |
0,0065 |
0,0038 |
|
Метанол (метиловый спирт) |
64 |
Да |
0,017-14,25 |
2,3 |
344,5 |
173,4 |
|
Нефтепродукты (нефть) |
74 |
Да |
0,002-9,5 |
0,02 |
742,1 |
371,06 |
|
Нитрат-анион |
76 |
Да |
0,069-889,4 |
0,5 |
44,7 |
22,6 |
|
Нитрит-анион |
77 |
Да |
0,017-1,98 |
0,02 |
68 |
34,01 |
|
НСПАВ (неионогенные синтетические поверхностно-активные вещества) |
94 |
Да |
1,3 |
0,16 |
0,24 |
0,2 |
|
Общие колиформные бактерии |
162 |
Нет |
- |
650 |
650 |
650 |
|
Сульфат-анион (сульфаты) |
98 |
Да |
43,4-9882,1 |
27,9 |
484,3 |
256,1 |
|
Сульфиды |
99 |
Да/Нет |
0,5 |
0,002 |
316,2 |
158,1 |
|
Сухой остаток |
167 |
Да |
1,6- |
61,6 |
1533 |
797,3 |
|
Термотолерантные колиформные бактерии |
163 |
Нет |
нет данных |
650 |
650 |
650 |
|
Фенол, гидроксибензол |
119 |
Да |
0,001-0,1 |
0,0005 |
129,3 |
64,7 |
|
Фосфаты (по фосфору) |
121 |
Да |
0,03-19,8 |
0,02 |
3 |
1,51 |
|
Хлорид-анион (хлориды) |
129 |
Да |
0,18- |
9,9 |
443,3 |
226,6 |
|
ХПК |
168 |
Нет |
0,54 |
24,7 |
287,2 |
156 |
|
Хром шестивалентный |
131 |
Да |
0,002 |
0,0025 |
0,0025 |
0,0025 |
|
Цинк |
135 |
Да |
0,0055-1 |
0,002 |
0,0072 |
0,0037 |
Таблица 3.361 - Отходы от эксплуатации очистных сооружений и канализации
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Всплывшие нефтепродукты из нефтеловушек и аналогичных сооружений |
Нефтеловушка |
40635001313 |
3 |
5-10238 |
Передача на утилизацию другой организации |
|
Отходы (осадки) от механической и биологической очистки сточных вод (шлам остаточный от биологической очистки сточных вод) |
Очистка сточных вод |
72310202394 |
4 |
0,2 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел турбинных |
Замена масла в оборудовании |
40617001313 |
3 |
0,095 |
Переработка |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Зачистка емкостей и оборудования от нефтепродуктов |
91120002393 |
3 |
1,5-2895 |
Передача на утилизацию другой организации |
|
Ил избыточный биологических очистных сооружений в смеси с осадком механической очистки хозяйственно- |
Очистка сточных вод |
72220111394 |
4 |
0,5-32616 |
Вторичное использование |
|
Осадок с песколовок при очистке хозяйственно- |
Эксплуатация песколовки |
72210202395 |
5 |
6,57-59,8 |
Вторичное использование |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
6 |
Переработка |
|
Уголь активированный отработанный, загрязненный нефтепродуктами (содержание нефтепродуктов менее 15%) |
Биохимическая очистка нефтесодержащих сточных вод |
44250402204 |
4 |
42,8 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел индустриальных |
Насосное и компрессорное оборудование |
40613001313 |
3 |
0,01-0,42 |
Вторичное использование |
|
Осадок механической очистки нефтесодержащих сточных вод, содержащий нефтепродукты в количестве 15% и более |
Нефтеловушки и нефтеотделители |
72310201393 |
3 |
1,6-31889,4 |
Вторичное использование |
|
Отходы (осадки) от механической и биологической очистки сточных вод (песок после песколовок, керамзит) |
Механическая и биологическая очистка сточных вод |
72200000000 |
5 |
4,5-48,4 |
Нет |
|
Кек переработки нефтесодержащих отходов |
74235101394 |
4 |
50,9 |
Нет |
|
|
Всплывающая пленка из нефтеуловителей (бензиноуловителей) |
Механическое отстаивание промышленных сточных вод от нефтепродуктов и взвешенных веществ |
5460020006033 |
3 |
21835,5 |
Вторичное использование |
|
Шлам нефтеотделительных установок |
Чистка емкостей хранения ловушечного продукта |
5460030004033 |
3 |
571,4 |
Вторичное использование |
|
Отходы (осадки) при механической и биологической очистке сточных вод (избыточный активный ил) |
Биологическая очистка стоков |
9430000000000 |
5 |
136,9-805,1 |
Нет |
Таблица 3.362 - Потребление энергетических ресурсов при эксплуатации очистных сооружений и канализации
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
0,4 |
1,4 |
|
Потребление пара |
Гкал/т |
0,0001 |
0,005 |
|
Свежая вода |
куб.м/т |
0,001 |
0,001 |
|
Теплофикационная вода |
т.у.т./т |
0,00002 |
0,00036 |
|
Потребление топлива (всего) |
т.у.т./т |
9·10 |
1,7·10 |
|
Потребление топлива (газового) |
т.у.т./т |
9·10 |
1,7·10 |
Таблица 3.363 - Физические воздействия при эксплуатации очистных сооружений и канализации
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосные агрегаты |
мм·с |
7,1 |
Нет |
|
Вибрация |
Насосная |
дБ (по оси X, Y, Z) |
82-84, 83-84, 85 |
Нет |
|
Вибрация |
Воздушная компрессорная |
дБ (по оси X, Y, Z) |
85, 85, 87 |
Нет |
|
Вибрация |
Здание решеток (фекальные стоки) |
дБ (по оси X, Y, Z) |
81, 82, 82 |
Нет |
|
Вибрация |
Технологическое оборудование |
дБ |
112 |
Нет |
|
Шум |
Насосные агрегаты |
дБА |
47-115 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Градирни |
дБА |
74,0-80,0 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Воздушная компрессорная |
дБА |
86-90 |
Нет |
|
Шум |
Здание решеток (фекальные стоки) |
дБА |
70 |
Нет |
|
Шум |
Операторная |
дБА |
58 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
80 |
Нет |
Таблица 3.364 - Материальные ресурсы, используемые при эксплуатации очистных сооружений и канализации
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Тринатрийфосфат |
Реагенты |
т |
15,8 |
15,8 |
|
Фосфорная кислота |
Реагенты |
т |
5,3 |
5,3 |
|
Хлорид железа |
Реагенты |
т |
4,1 |
4,1 |
|
Гипохлорит натрия |
Реагенты |
т |
19,3 |
19,3 |
|
Лимонная кислота |
Реагенты |
т |
14 |
14 |
|
Уголь активированный гранулированный марки СОРБЕР |
Материалы |
т |
84,6 |
84,6 |
|
Меласса свекловичная |
Реагенты |
т |
70 |
70 |
|
Карбамид |
Реагенты |
т |
0,5 |
0,5 |
|
Бактериальный препарат БАК-ВЕРАД® в жидкой форме |
Реагенты |
м |
0,7 |
0,7 |
|
Моющий препарат |
Реагенты |
м |
0,7 |
0,7 |
|
Флокулянт |
Реагенты |
кг |
0,8 |
7093178,4 |
|
Соль таблетированная |
Материалы |
кг |
500 |
27000 |
|
Щавелевая кислота |
Реагенты |
т |
0,16 |
12 |
|
Известь хлорная |
Реагенты |
т |
0,054 |
0,093 |
|
Коагулянт |
Реагенты |
г/м |
2,2 |
34,8 |
3.28.3 Отпарка кислой воды
Кислая вода с различных установок НПЗ по большей части отпаривается на отпарной колонне кислой воды (SWS) и обычно может повторно использоваться вместе с промывочной водой верха установки первичной переработки нефти на установке обессоливания.
3.28.4 Одноступенчатая отпарка
Большинство установок отпарки кислой воды одноступенчатые, требующие одну отпарную колонну. Потоки кислой воды с технологических установок собираются в сборнике кислой воды. Он функционирует как отстойник, где происходит отделение углеводородного слоя. Из этого резервуара кислая вода перекачивается через теплообменник "сырье-стоки" на верх отпарной колонны. Кислая вода отпаривается противоточным паром, который подается из ребойлера. Рабочее давление в колонне варьируется от 0,5 до 1,2 бар (изб) в зависимости от направления отходящих газов. При необходимости применяется контроль рН для оптимизации удаления или .
Кислые отходящие газы с установки отпарки кислой воды направляются на установку по производству серы (SRU), в печь для сжигания отходов или на факел. Как только отходящие газы напрямую направлены в печь или на факел, это серьезно влияет на общий выброс (до 40%) и на НПЗ, поэтому предпочтительнее (и сейчас это является общей практикой) направлять газы на установку по производству серы.
3.28.5 Двухступенчатая отпарка
Двухступенчатая установка очистки кислых стоков отличается от одноступенчатой тем, что первая колонна работает при низком pH=6, при высоком давлении (9 бар изб.), удаляется через верх и /вода через низ колонны. А вторая колонна работает при более высоком pH=10, удаляется через верх и поток отпаренной воды - через низ колонны. Правильно спроектированная емкость предварительного отделения нефтепродуктов и воды может также дать преимущество в сокращении поступления углеводородов в секцию очистки кислых стоков. Такая установка дает более низкие концентрации и в отпаренной воде (таблица 3.365). Дает возможность направлять на установку производства серы только кислые отходящие газы, образованные при первой стадии отпарки, которые не содержат высокие концентрации , что позволяет избежать нарушения протекания реакции Клауса из-за образования аммониевых отложений.
Таблица 3.365 - Экологические преимущества установок отпарки кислых стоков
|
Поток |
Источник |
Расход |
Мин/макс состав |
Комментарии |
|
Выбросы: кислый газ |
Отходящий газ установки отпарки кислой воды направляется на установку производства серы |
Зависит от специфики установки |
В основном H2S и NH3. Состав зависит от качества нефти и конфигурации НПЗ |
2-ступенчатая отпарка могла бы позволить отделение кислого газа в потоках, насыщенных H2S и NH3, которые затем могут быть очищены с большей эффективностью |
|
Стоки: Отпаренная кислая вода |
Стоки установки отпарки кислой воды используются как промывочная вода обессоливателя или направляются на установку очистки сточных вод |
20-50 м |
ХПК: 500 мг/л H2S: 10 мг/* |
Количество отпаренной кислой воды может быть сокращено ограничением закачки пара на технологических установках и увеличению использования ребойлера. |
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.366, приведенная далее, демонстрирует достигаемые уровни для одноступенчатой установки.
Отпаренная кислая вода может быть направлена на установку очистки сточных вод, или, что является более предпочтительным, на технологические установки для повторного использования после охлаждения, если это требуется. Нормально отпаренная кислая вода может использоваться как промывочная жидкость обессоливателя, при условии, что уровень ее загрязнения не превышает нормы ( - менее 150 мг/л и - менее 20 мг/л). Данные ограничения требуются для предотвращения коррозии на установках.
Таблица 3.366 - Показатели двухступенчатой отпарки кислых вод на НПЗ
|
Параметры |
Подача на первую колонну (мг/л) |
Выход 2 колонны (мг/л) |
Конечные стоки после очистки на установке очистки сточных вод (WWTP) (мг/л) |
|
Химическая потребность в кислороде |
14400 |
599 |
37 |
|
Углеводороды |
98 |
4 |
1,1 |
|
Неорганический азот |
1373 |
6 |
7 |
|
|
1372 |
5 |
5 |
|
Фенолы |
182 |
141 |
0,1 |
|
Сульфиды |
1323 |
5 |
0,5 |
При двухступенчатом процессе отпарки кислых вод может быть в целом достигнуто удаление и соответственно на 98% и 95%, и остаточная концентрация в отпаренных водах в диапазоне соответственно 0,1-1,0 мг/л и 1-10 мг/л.
Аммиак, образованный в результате двухступенчатого процесса отпарки, может быть использован на НПЗ, а именно для сокращения выбросов (селективное не каталитическое восстановление).
Информация о производственных показателях по установке двухступенчатой отпарки представлена в таблице 3.367.
Таблица 3.367 - Производственная информация по установке двухступенчатой отпарки
|
Потребление электроэнергии (кВт/n*) |
Расход пара (кг/т) |
Расход кислоты и каустика |
|
2-3 |
100-200 |
Нет данных |
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Большинство установок отпарки кислой воды имеют уравнительную емкость для удаления унесенных парами углеводородов, которые могут вызвать сбой на установке производства серы ниже по потоку. Сырье установки отпарки кислой воды обычно подогревается теплообменниками "сырье-стоки" до температуры ввода в колонну 100°С для сохранения отпаренного потока. Для отпарной колонны, функционирующей при высоком давлении, возможны повышенные температуры. Однако следует избегать такой температуры сырья, при которой может произойти его испарение на линии подачи на отпарную колонну.
Сокращение содержания влаги в отходящем газе до 30 моль% не практикуется, так как могут возникнуть проблемы с отложением солей из паровой фазы. Отложение солей случается в особенности тогда, когда в кислом газе присутствует и уровень бисульфида аммония ( ), вызывающего коррозию, в конденсате, подаваемом в качестве орошения в отпарную колонну, возрастает и превышает допустимый уровень с точки зрения защиты материалов и коррозии.
), вызывающего коррозию, в конденсате, подаваемом в качестве орошения в отпарную колонну, возрастает и превышает допустимый уровень с точки зрения защиты материалов и коррозии.
Использование второй отпарной колонны приводит к расходу дополнительных химических веществ для регулирования pH (кислота, каустик) и к дополнительному расходу энергии.
Двухступенчатая отпарка: в случае, когда кубовый остаток отпарной колонны не используется повторно, а направляется на биоочистку, он все равно содержит слишком много . Для того, чтобы решить данную проблему в установке отпарки кислой воды, отпарная колонна может быть оборудована большим количеством секций или может быть установлена двухступенчатая установка отпарки кислой воды. В случае модернизации в пользу двухступенчатой установки, имеющиеся секции могут быть преобразованы в концентраторы для уменьшения размеров установки.
Экономические аспекты и показатели работы установок отпарки кислой воды представлены в таблице 3.368.
Таблица 3.367* - Экономические аспекты и показатели работы установок отпарки кислой воды [The BREF entitled 'Refining of Mineral Oil and Gas']
_______________
* Нумерация таблицы соответствует оригиналу. - Примечание изготовителя базы данных.
|
Год строительства |
Расчетная концентрация |
Фактическая эффективность (мг/л |
Расчетный расход (м |
Капитальные затраты (млн евро) |
Эксплуатационные затраты в год (10 |
|
1996 |
18 |
22 |
2,7 |
- |
|
|
1996 |
10 |
30 |
4,0 |
21 |
|
|
1992 |
Макс 150 |
13 |
20 |
0,6 |
97 |
|
1993 |
50 |
25 |
5,4 |
43 |
|
|
1995 |
50 |
35 |
32 |
5,3 |
175 |
|
1992 |
100 |
50 |
10,9 |
- |
Почти все процессы нефтепереработки сопровождаются вводом пара для усиления процессов перегонки или сепарации. Это ведет к образованию кислой воды (содержащей аммиак и сероводород) и/или парового конденсата, который будет загрязнен углеводородами. Необходимо произвести отпарку кислой воды перед ее очисткой или повторным использованием в качестве промывочной воды. Типичный состав кислой воды - 900 мг/л сероводорода, 2000 мг/л аммиака, 200 мг/л фенолов и 15 мг/л цианистого водорода.
По результатам анкетирования были получены следующие данные по установке отпарки кислых стоков (таблицы 3.369-3.374 .
Таблица 3.369 - Выбросы установки отпарки кислых стоков
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Сероводород |
40 |
0,004 |
0,00013 |
0,00013 |
0,00013 |
Таблица 3.370 - Сбросы установки отпарки кислых стоков
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
нет данных |
- |
30 |
48 |
39 |
|
Сульфиды |
99 |
нет данных |
- |
0,002 |
0,002 |
0,002 |
Таблица 3.371 - Отходы установки отпарки кислых стоков
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел компрессорных |
Текущая деятельность (ремонт) |
40616601313 |
3 |
0,68 |
Вторичное использование |
Таблица 3.372 - Физические воздействия установки отпарки кислых стоков
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Насосное, компрессорное оборудование, печи |
дБ |
81 |
Таблица 3.373 - Потребление энергетических ресурсов установкой отпарки кислых стоков
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
1,07 |
1,14 |
Таблица 3.374 - Потребление материальных ресурсов установкой отпарки кислых стоков
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Ингибитор коррозии |
Реагенты |
тн/мес |
0,05 |
1,78 |
|
Пеногаситель |
Реагенты |
тн/мес |
0,08 |
0,32 |
3.29 Технологии очистки выбросов (в том числе факельные установки)
По результатам анкетирования получены представленные далее результаты оценки воздействий на окружающую среду от факельных установок (таблицы 3.375-3.379).
Таблица 3.375 - Средние значения выбросов загрязняющих веществ факельных установок
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Азота диоксид |
1 |
1,01-211,8 |
0,03 |
104,6 |
52,3 |
|
Азота оксид |
2 |
0,23-34,4 |
0,007 |
1,1 |
5,05 |
|
Амилены (смесь изомеров) |
60 |
2,4·10 |
0,0013 |
0,096 |
0,049 |
|
Бензапирен |
7 |
1,2·10 |
4·10 |
2·10 |
1·10 |
|
Бензол |
67 |
0,013-0,1 |
0,0013 |
0,007 |
0,0042 |
|
Бромбензол |
76 |
278,7 |
697,3 |
697,3 |
697,3 |
|
Бутилен |
61 |
4·10 |
1,2·10 |
0,09 |
0,045 |
|
Гептен |
63 |
23,9 |
64,7 |
64,7 |
64,7 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
3·10 |
1,5·10 |
1,3·10 |
7,3·10 |
|
Метан |
33 |
0,18-48,7 |
0,006 |
64,7 |
32,35 |
|
Метилбензол (толуол) |
70 |
0,006-0,017 |
0,0014 |
0,0017 |
0,0015 |
|
Моноэтаноламин |
доп. 181 |
0,16 |
0,005 |
0,005 |
0,005 |
|
Сероводород |
40 |
4·10 |
1,3·10 |
1,4 |
0,7 |
|
Серы диоксид |
43 |
0,05-5774,9 |
0,052 |
183,1 |
- |
|
Углеводороды предельные С12-С19 |
58 |
0,2 |
0,007 |
0,007 |
0,007 |
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,18-24,4 |
0,006 |
26,2 |
13,1 |
|
Углеводороды предельные С6-С10 |
57 |
0,32-5,2 |
0,056 |
10,3 |
5,18 |
|
Углерод (Сажа) |
доп. 195 |
5·10 |
0,09 |
5,37 |
2,73 |
|
Углерода оксид |
46 |
12-1764,8 |
0,38 |
697,28 |
348,83 |
|
Фенол |
73 |
0,05 |
0,09 |
0,09 |
0,09 |
|
Этилбензол (стирол) |
74 |
6·10 |
3·10 |
3·10 |
3·10 |
|
Этилен |
65 |
0,002-0,22 |
5·10 |
0,038 |
0,019 |

Таблица 3.376 - Сбросы факельных установок
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
нет данных |
- |
50 |
56 |
53 |
Таблица 3.377 - Отходы факельных установок
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки емкостей и трубопроводов от нефти и нефтепродуктов |
Очистка технологического оборудования и трубопроводов перед ремонтными работами |
91120002393 |
3 |
20 |
Переработка |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
0,4-4 |
Переработка |
|
Отходы минеральных масел турбинных |
Насосное и компрессорное оборудование |
40617001313 |
3 |
0,07-8,3 |
Вторичное использование |
|
Масла индустриальные отработанные |
Замена масел в насосно- |
5410020502033 |
3 |
8,3 |
Вторичное использование |
Таблица 3.378 - Потребление энергетических ресурсов факельными установками
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
36,9 |
567,2 |
|
Потребление пара |
Гкал |
0,0018 |
2,5 |
|
Охлаждающая вода |
куб.м/т |
0,003 |
0,004 |
|
Потребление топлива (всего) |
т.у.т. |
0,023 |
0,12 |
|
Потребление топлива (газового) |
т.у.т. |
0,023 |
0,12 |
Таблица 3.379 - Уровни контролируемых физических воздействий на факельных установках
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Насосная |
дБ |
106 |
Соответствует норме |
|
Вибрация |
Компрессорная |
дБ |
110 |
Соответствует норме |
|
Вибрация |
Газовая компрессорная |
дБ (по оси X, Y, Z) |
83, 84, 85 |
Нет |
|
Вибрация |
Насосная |
дБ (по оси X, Y, Z) |
82-84, 83-85, 84-85 |
Нет |
|
Вибрация |
Венткамера |
дБ (по оси X, Y, Z) |
85, 86, 87 |
Нет |
|
Вибрация |
Свечи/Открытая территория |
дБ (по оси X, Y, Z) |
82, 84, 84 |
Нет |
|
Вибрация |
Технологическое оборудование |
дБ |
112 |
Нет |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
20,4 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
60-91,2 |
Нет |
|
Шум |
Компрессорные |
дБА |
61-93 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Насосная |
дБА |
83-89 |
Нет |
|
Шум |
Узел сбора газового конденсата |
дБА |
72 |
Соответствует норме |
|
Шум |
Территория факельного хозяйства |
дБА |
93 |
Нет |
|
Шум |
Аппаратный двор |
дБА |
72-78,1 |
Нет |
|
Шум |
Венткамера |
дБА |
86 |
Нет |
|
Шум |
Свечи/Открытая территория |
дБА |
85 |
Нет |
3.30 Утилизация отходов
3.30.1 Накопители отходов
Накопление отходов на производственных территориях может привести к интенсивному загрязнению почвы, воздуха и грунтовых вод.
Загрязнение воздуха происходит в результате испарения углеводородов, почва загрязняется за счет слива из амбаров избытка минерализованной воды с большой концентрацией хлоридов и сульфатов, что небезопасно для верхних пресноводных горизонтов. Из веществ, входящих в состав шламов, наибольшую опасность для почвогрунтов представляют минеральные соли, нефть и нефтепродукты.
Известно, что при нефтяном загрязнении тесно взаимодействуют три группы экологических факторов: 1) сложность состава нефти, находящегося в процессе постоянного изменения; 2) сложность, гетерогенность состава и структуры любой экосистемы, находящихся в процессе постоянного развития и изменения; 3) многообразие и изменчивость внешних факторов, влияющих на экосистему (температуры, влажности, давления и т.д.).
Попадая в почву, нефть опускается вертикально вниз под влиянием гравитационных сил и распространяется вширь под действием поверхностных и капиллярных сил. Вертикальное продвижение нефти вдоль почвенного профиля создает хроматографический эффект, приводящий к дифференциации состава нефти: в верхнем, гумусовом горизонте сорбируется высокомолекулярный компонент нефти, содержащий много смолисто-асфальтеновых веществ и циклических соединений; в нижние горизонты проникают, в основном, низкомолекулярные соединения. Эти соединения имеют более высокую растворимость в воде и более высокую диффузионную способность, чем высокомолекулярные компоненты. Скорость продвижения нефти зависит от ее свойств, свойств грунта и соотношения нефти, воздуха и воды в многофазной движущейся системе. Чем меньше доля нефти в такой системе, тем труднее ее фильтрация в грунте. В ходе этих процессов насыщенность грунта нефтью (при отсутствии новых поступлений) непрерывно снижается.
Основную часть легкой фракции составляют метановые углеводороды (алканы) с числом углеродных атомов  . Нормальные алканы, особенно с короткой углеродной цепью, оказывают наркотическое и токсикологическое действие на живые организмы.
. Нормальные алканы, особенно с короткой углеродной цепью, оказывают наркотическое и токсикологическое действие на живые организмы.
С содержанием легкой фракции коррелируют другие характеристики нефти: углеводородный состав, количество смол и асфальтенов. С уменьшением содержания легкой фракции ее токсичность снижается, но возрастает токсичность ароматических соединений, относительное содержание которых растет. Основная часть легкой фракции разлагается и улетучивается еще на поверхности почвы или смывается водными потоками.
Длительность всего процесса трансформации нефти в разных почвенно-климатических зонах различна: от нескольких месяцев до нескольких десятков лет.
Анализ материалов исследований по оценке воздействия нефтешламовых отходов на объекты природной среды подтверждает необходимость применения эффективной техники и технологии их очистки, утилизации и нейтрализации вредного воздействия на компоненты окружающей среды.
3.30.2 Технологии утилизации кислых гудронов
Основными факторами экологического риска при ликвидации прудов-накопителей и переработки кислого гудрона являются:
-
а) агрессивные условия среды;
-
б) недостаток устойчивости тела накопителей, укрепить которые в некоторых случаях не представляется возможным, а также наличие вблизи объектов нефтеперерабатывающего завода;
-
в) потенциальные выбросы SO2 - раздражающего и токсичного газа, для предотвращения попадания в атмосферу которого необходимо постоянное присутствие поверхностного водяного слоя как водяного затвора.
3.30.3 Переработка нефтяных шламов
Выбор метода обезвреживания в основном зависит от количества содержащихся в шламе нефтепродуктов. Все методы переработки шламов можно разделить на недеструктивные и деструктивные.
Недеструктивные методы:
-
а) контролируемая открытая выгрузка;
-
б) захоронение, требующее тщательного обезвоживания;
-
в) применение маслянистых шламов в сельском хозяйстве на заброшенных землях, причем время от времени необходимы затраты на аэробную обработку;
-
г) внесение шлама в качестве органического удобрения, допустимого при выращивании некоторых культур (обусловливает, как и в некоторых из упомянутых выше способах, ограничение концентрации тяжелых металлов и даже полиароматических углеводородов).
Деструктивные методы включают:
-
а) сжигание на месте или вместе с бытовыми отходами, что требует обезвоживания;
-
б) включение в цемент при его производстве влажным путем;
-
в) аэробная обработка, применяемая только в отношении излишков биологического ила в больших количествах.
В настоящее время известно о применении следующих методов (и их комбинаций) обезвреживания и переработки нефтяных шламов:
-
а) сжигание нефтяных шламов в виде водных эмульсий и утилизация выделяющегося тепла и газов;
-
б) обезвоживание или сушка нефтяных шламов с возвратом нефтепродуктов в производство, а сточных вод - в оборотную циркуляцию с последующим захоронением твердых остатков;
-
в) отверждение нефтяных шламов специальными консолидирующими составами с последующим использованием их в других отраслях народного хозяйства, либо захоронением на специальных полигонах;
-
г) переработка нефтяных шламов на газ и парогаз, а также в нефтепродукты;
-
д) использование нефтяных шламов как сырья (компоненты других отраслей народного хозяйства);
-
е) физико-химическое разделение нефтяного шлама (растворители, деэмульгаторы, ПАВ и др.) на составляющие фазы с их последующим использованием.
По результатам анкетирования была представлена одна установка - У* Установка предназначена для обезвреживания нефтесодержащих отходов III и IV классов опасности (нефтешламы, замазученные грунты и буровой шлам) с получением минерального остатка IV (V) класса опасности.
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
По результатам анкетирования получены следующие данные по установке УПНШ (таблицы 3.380-3.383).
Таблица 3.380 - Выбросы установки переработки шламов УПНШ
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (l - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Бензол |
67 |
5·10 |
1·10 |
0,033 |
0,017 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
1,6·10 |
1·10 |
0,1 |
0,05 |
|
Метан |
33 |
0,28 |
0,006 |
6,6 |
3,3 |
|
Метилбензол (толуол) |
70 |
3·10 |
2·10 |
0,22 |
0,11 |
|
Сероводород |
40 |
8,5·10 |
7·10 |
0,006 |
0,003 |
|
Углеводороды предельные С12-С-19* |
58 |
9·10 |
2·10 |
0,07 |
0,035 |
|
Углеводороды предельные С1-С-5* (исключая метан) |
56 |
0,1-4,5 |
0,008 |
0,27 |
0,14 |
|
Углеводороды предельные С6-С10 |
57 |
0,038-33,1 |
0,0029 |
2 |
1 |
|
Фенол |
73 |
0,0028 |
5·10 |
1,2·10 |
6·10 |
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.381 - Потребление энергетических ресурсов установкой переработки шламов УПНШ
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
3,5 |
25 |
|
Потребление пара |
Гкал/т |
0,0004 |
0,0009 |
Таблица 3.382 - Физические воздействия, производимые установкой УПНШ
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
92 |
Нет |
|
Вибрация |
Машзал |
дБ (по оси X, Y, Z) |
90-91, 91-92, 93-94 |
Нет |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
27,9 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
83 |
неустранимый фактор |
|
Шум |
Машзал |
дБА |
85,4-86,4 |
Нет |
Таблица 3.383 - Материальные ресурсы установки перереаботки нефтешламов УПНШ
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Флокулянт |
Реагенты |
т |
2007,9 |
2454,1 |
3.31 Товарно-сырьевой парк
3.31.1 Резервуары хранения нефти
Основные потери нефти и нефтепродуктов при хранении складываются из потерь от испарения в резервуарах и утечек через неплотности соединений оборудования. Потери от испарения составляют значительную часть количественных потерь. А так как при испарении в атмосферу выходят наиболее легкие углеводороды, то происходят и качественные изменения состава нефти и нефтепродуктов. Нередки случаи, когда в результате больших потерь легких фракций углеводородов при хранении бензины оказывались непригодными для использования. Основными видами потерь от испарения в резервуарах являются "большие" и "малые" дыхания.
"Большие дыхания" происходят при заполнении резервуара нефтью или нефтепродуктами, в результате чего из газового пространства вытесняется в атмосферу паровоздушная смесь. В процессе больших дыханий объем паровоздушной смеси приблизительно равен объему закаченной в резервуар нефти.
"Малые дыхания" возникают за счет ежесуточных колебаний температуры и барометрического давления наружного воздуха, а, следовательно, и колебания давления в газовом пространстве резервуара. Уменьшение потерь от малых дыханий достигается сокращением суточных колебаний температур в газовом пространстве путем применения предохранительной окраски резервуаров в светлые тона.
Данные по выбросам загрязняющих веществ, сбросам, потреблению энергетических ресурсов, материальным ресурсам, отходам и физическому воздействию при эксплуатации резервуаров хранения нефти и нефтепродуктов представлены в таблицах 3.384-3.389.
Таблица 3.384 - Выбросы при эксплуатации резервуаров хранения нефти и нефтепродуктов
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
|
1,3-бутадиен (дивинил) |
62 |
0,19 |
0,006 |
0,006 |
0,006 |
|
|
Амилены (смесь изомеров) |
60 |
1·10 |
1·10 |
14,8 |
7,4 |
|
|
Бензапирен |
7 |
6·10 |
5·10 |
7·10 |
3,5·10 |
|
|
Бензин (нефтяной, малосернистый в пересчете на углерод) |
154 |
6·10 |
1,5 |
1,5 |
1,5 |
|
|
Бензол |
67 |
2·10 |
3·10 |
78,2 |
39,1 |
|
|
Бутилен |
61 |
1,3-2,4 |
0,04 |
0,08 |
0,06 |
|
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
1,6·10 |
8·10 |
4 |
2 |
|
|
Керосин |
156 |
0,02-23,3 |
0,016 |
3,9 |
1,96 |
|
|
Метан |
33 |
9·10 |
2·10 |
758,8 |
379,4 |
|
|
Метилбензол (толуол) |
70 |
1,7·10 |
2·10 |
9,1 |
4,5 |
|
|
Метил-трет- |
доп. 180 |
0,1-183,4 |
0,01 |
25,4 |
12,7 |
|
|
Метилэтилкетон |
126 |
1,005 |
1,6 |
1,6 |
1,6 |
|
|
Моноэтаноламин |
доп. 181 |
1·10 |
0,003 |
0,14 |
0,07 |
|
|
Пропилен |
64 |
0,085-12,1 |
0,02 |
1,7 |
0,86 |
|
|
Сероводород |
40 |
1·10 |
5·10 |
0,32 |
0,16 |
|
|
Серы диоксид |
43 |
6·10 |
2·10 |
0,83 |
0,42 |
|
|
Спирт бутиловый |
101 |
0,04 |
0,001 |
0,001 |
0,001 |
|
|
Спирт метиловый |
105 |
8,5·10 |
1,3·10 |
0,42 |
0,21 |
|
|
Теллура диоксид |
44 |
1·10 |
8·10 |
8·10 |
8·10 |
|
|
Углеводороды предельные С12-С19 |
58 |
3·10 |
2·10 |
26,7 |
13,4 |
|
|
Углеводороды предельные С1-С5 (исключая метан) |
56 |
0,14-1206 |
0,015 |
439,5 |
219,8 |
|
|
Углеводороды предельные С6-С10 |
57 |
2·10 |
2·10 |
638,8 |
319,4 |
|
|
Углерода оксид |
46 |
0,02-25,8 |
0,24 |
3,4 |
1,82 |
|
|
Фенол |
73 |
2·10 |
6·10 |
6·10 |
6·10 |
|
|
Формальдегид |
123 |
0,0001 |
0,065 |
0,065 |
0,065 |
|
|
Хлористый водород |
53 |
1,2·10 |
8·10 |
8·10 |
8·10 |
|
|
Метилмеркаптан |
34 |
3·10 |
- |
- |
- |
|
|
Этилбензол |
74 |
0,4 |
- |
- |
- |
|
Таблица 3.385 - Сбросы при эксплуатации резервуаров хранения нефти и нефтепродуктов
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
Да |
- |
6,5 |
9 |
7,8 |
|
БПК полн. |
165 |
нет данных |
- |
8 |
200 |
104 |
|
Взвешенные вещества |
166 |
Да |
- |
20 |
600 |
310 |
|
Нефтепродукты (нефть) |
74 |
Да |
5,5-17 |
3 |
2000 |
1002 |
|
Сульфиды |
99 |
нет данных |
- |
0,002 |
0,002 |
0,002 |
Таблица 3.386 - Отходы при эксплуатации резервуаров хранения нефти и нефтепродуктов
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Шлам очистки трубопроводов и емкостей от нефти |
Очистка емкостей при ппр |
5460150104038 |
3 |
14-21468,7 |
Передача на утилизацию другой организации |
|
Отходы минеральных масел турбинных |
Использование по назначению с утратой потребительских свойств |
40617001313 |
3 |
0,007-1,2 |
Вторичное использование |
|
Отходы минеральных масел индустриальных |
Использование по назначению с утратой потребительских свойств |
40613001313 |
3 |
0,009-1,7 |
Вторичное использование |
|
Отходы минеральных масел трансформаторных, не содержащих галогены |
замена масла в трансформаторах |
40614001313 |
3 |
0,1 |
Переработка |
|
Грунт, загрязненный нефтью или нефтепродуктами (содержание нефти или нефтепродуктов менее 15%) |
сбор проливов нефтепродуктов |
93110003394 |
4 |
5-93,8 |
Передача на утилизацию другой организации |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
0,1-2,7 |
Переработка |
Таблица 3.387 - Потребление энергетических ресурсов при эксплуатации резервуаров хранения нефти и нефтепродуктов
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
0,35 |
10 |
|
Потребление пара |
Гкал |
0,0018 |
0,083 |
|
Свежая вода |
куб.м/т |
0,006 |
0,02 |
|
Теплофикационная вода |
т.у.т./т |
0,00017 |
0,0002 |
|
Оборотная вода |
т.у.т./т |
3,8·10 |
4,4·10 |
Таблица 3.388 - Физические воздействия при эксплуатации резервуаров хранения нефти и нефтепродуктов
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
45-102 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Вибрация общая |
Технологическое оборудование |
дБ |
84; 86; 92 |
Нет |
|
Вибрация |
Резервуарные парки, эстакады |
дБ |
72.5 |
Нет |
|
Вибрация |
Насосная |
дБ |
100 |
Соответствует норме |
|
Вибрация |
Теплопункт |
дБ |
99 |
Соответствует норме |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
18,1-27,6 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
39-100 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Шум |
Насосные |
дБА |
53-110 |
Предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Узел учета нефтепродукта |
дБА |
86 |
Нет |
|
Шум |
Резервуарный парк (парки хранения) |
дБА |
72 |
Соответствует норме |
|
Шум |
Эстакады слива-налива |
дБА |
85 |
Нет |
|
Шум |
Теплопункт |
дБА |
83 |
Нет |
Таблица 3.389 - Материальные ресурсы, используемые в процессе эксплуатации резервуаров хранения нефти и нефтепродуктов
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Антистатическая присадка |
Реагенты |
т |
0,4 |
1,8 |
|
Цетаноповышающая присадка |
Реагенты |
кг |
190000 |
250000 |
|
Противоизносная присадка |
Реагенты |
кг |
150000 |
200000 |
|
Депрессорная присадка |
Реагенты |
кг |
100000 |
200000 |
|
Поглотитель сероводорода |
Реагенты |
кг |
600000 |
700000 |
|
Высокооктановая добавка |
Реагенты |
кг |
3000000 |
6000000 |
|
Метилтретамиловый эфир (МТАЭ) |
Материалы |
кг/т |
1,1 |
150 |
|
Моющая присадка |
Материалы |
см |
500 |
500 |
3.31.2 Системы слива и налива сырья и товарных продуктов
Данные по сбросам, отходам, потреблению энергетических ресурсов, материальным ресурсам и физическому воздействию при организации процесса слива и налива сырья и товарных продуктов представлены в таблицах 3.390-3.394.
Таблица 3.390 - Сбросы при организации процесса слива и налива сырья и товарных продуктов
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
pH |
доп. 170 |
Да |
- |
6 |
8 |
7 |
|
БПК полн. |
165 |
Да |
3,6-7,3 |
200 |
200 |
200 |
|
Взвешенные вещества |
166 |
Да |
10,7-21,9 |
150 |
600 |
375 |
|
Нефтепродукты (нефть) |
74 |
Да |
5,5-36,5 |
3 |
1000 |
502 |
Таблица 3.391 - Отходы при организации процесса слива и налива сырья и товарных продуктов
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел индустриальных |
Замена отработанного масла |
40613001313 |
3 |
0,005-0,3 |
Вторичное использование |
|
Песок, загрязненный нефтью или нефтепродуктами (содержание нефти и нефтепродуктов 15% и более) |
Ликвидация (засыпка песком) проливов и утечек при работе оборудования |
91920101393 |
3 |
0,1-0,9 |
Переработка |
|
Отходы (осадки) при механической и биологической очистке сточных вод |
Локальные очистные сооружения хозяйственно- |
9430000000000 |
4 |
23,5 |
Передача на утилизацию другой организации |
|
Шлам очистки трубопроводов и емкостей |
На территории объекта |
5460150104033 |
3 |
0,05-837,6 |
Передача на утилизацию другой организации |
|
Масла турбинные отработанные |
Замена масел в насосно- |
5410021202033 |
3 |
0,01 |
Передача на утилизацию другой организации |
|
Масла автомобильные отработанные |
Замена масел в насосно- |
5410020202033 |
3 |
0,004 |
Вторичное использование |
Таблица 3.392 - Потребление энергетических ресурсов при организации процесса слива и налива сырья и товарных продуктов
|
Наименование энергетических ресурсов |
Единицы измерения энергетических ресурсов |
Минимальный расход энергетических ресурсов в год |
Максимальный расход энергетических ресурсов в год |
|
Потребление электроэнергии |
кВт*ч/т |
0,27 |
9,95 |
|
Потребление пара |
Гкал/т |
0,00015 |
0,00015 |
|
Свежая вода |
куб.м/т |
0,004 |
0,004 |
|
Теплофикационная вода |
т.у.т./т |
2,8·10 |
2,8·10 |
Таблица 3.393 - Физические воздействия при организации процесса слива и налива сырья и товарных продуктов
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Вибрация |
Технологическое оборудование |
дБ |
84; 86; 92 |
Нет |
|
Вибрация |
Резервуарные парки, эстакады |
дБ |
105 |
Нет |
|
Вибрация |
Насосное оборудование |
дБ |
102-111 |
Нет |
|
Тепловое воздействие |
Факторы среды, технологическое оборудование |
°С |
23,2 |
Нет |
|
Шум |
Технологическое оборудование |
дБА |
75,6-89 |
Применение звукоизолирующих покрытий наземных технологических трубопроводов. Устройство виброизолированных фундаментов и амортизаторов под оборудование для предотвращения передачи вибрации строительным конструкциям. |
|
Шум |
Блок адсорбции |
дБА |
88 |
|
|
Шум |
Компрессорные газовые |
дБА |
46-66 |
предусмотреть обеспечение предельных уровней звукового давления |
|
Шум |
Насосная |
дБА |
74-96 |
Нет |
|
Шум |
Резервуарные парки, эстакады |
дБ |
61,3-88 |
Нет |
Таблица 3.394 - Материальные ресурсы, используемые в процессе слива и налива сырья и товарных продуктов
|
Наименование материальных ресурсов |
Тип материальных ресурсов |
Единицы измерения материальных ресурсов |
Минимальный расход материальных (сырьевых) ресурсов в год |
Максимальный расход материальных (сырьевых) ресурсов в год |
|
Многофункциональная присадка |
Реагенты |
кг |
113652 |
151536 |
|
Этиленгликоль |
Реагенты |
кг/ч |
876 |
876 |
|
Триэтиленгликоль |
Реагенты |
кг/ч |
876 |
876 |
|
Уголь активный |
Материалы |
кг/ч |
1007,4 |
1270,2 |
3.31.3 Технология пропарки и подготовки цистерн
Данные по выбросам, сбросам, отходам, и физическому воздействию при организации процесса пропарки и подготовки цистерн представлены в таблицах 3.395-3.398.
Таблица 3.395 - Выбросы при организации процесса пропарки и подготовки цистерн
|
Наименование загрязняющего вещества выбросов |
Код загрязняющего вещества по 1316 (I - для атм. воздуха) |
Годовая масса выбросов загрязняющего вещества, т |
Минимальный выброс загрязняющего вещества, г/с |
Максимальный выброс загрязняющего вещества выбросов, г/с |
Средний выброс загрязняющего вещества, г/с |
|
Амилены (смесь изомеров) |
60 |
0,016 |
0,02 |
0,02 |
0,02 |
|
Бензол |
67 |
0,016 |
0,018 |
0,018 |
0,018 |
|
Диметилбензол (ксилол) (смесь мета-, орто- и параизомеров) |
68 |
2,5·10 |
2,3·10 |
2,3·10 |
2,3·10 |
|
Метилбензол (толуол) |
70 |
0,015 |
0,017 |
0,017 |
0,017 |
|
Сероводород |
40 |
1,7·10 |
2·10 |
2·10 |
2·10 |
|
Углеводороды предельные С12-С-19* |
58 |
0,06 |
0,07 |
0,07 |
0,07 |
|
Углеводороды предельные С1-С-5* (исключая метан) |
56 |
0,81 |
0,55 |
0,55 |
0,55 |
|
Углеводороды предельные С6-С10 |
57 |
0,45 |
0,42 |
0,42 |
0,42 |
|
Этилбензол (стирол) |
74 |
4·10 |
5·10 |
5·10 |
5·10 |
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Таблица 3.396 - Сбросы при организации процесса пропарки и подготовки цистерн
|
Наименование загрязняющего вещества сбросов |
Код загрязняю- |
Наличие вещества сбросов в разрешении |
Годовая масса сброса загрязняю- |
Минималь- |
Максималь- |
Средняя концентра- |
|
Нефтепродукты (нефть) |
74 |
Да |
нет данных |
250 |
250 |
250 |
Таблица 3.397 - Отходы при организации процесса пропарки и подготовки цистерн
|
Наименование отхода |
Источник образования отходов |
Код отхода по ФККО |
Класс опасности отхода для ОС |
Масса образования отхода в референтном году, т |
Наименование способа утилизации (вторичное использование) или обезвреживания отхода |
|
Отходы минеральных масел индустриальных |
Насосное оборудование |
40613001313 |
3 |
0,9 |
Переработка |
Таблица 3.398 - Физические воздействия при организации процесса пропарки и подготовки цистерн
|
Фактор воздействия |
Источник воздействия |
Единицы измерения воздействия |
Уровень воздействия |
Метод снижения уровня воздействия до нормативных показателей |
|
Шум |
Резервуарные парки, эстакады |
дБ |
66,7 |
Нет |
|
Вибрация |
Резервуарные парки, эстакады |
дБ |
94 |
Нет |
4. Определение наилучших доступных технологий
4.1 Общая методология определения технологии нефтепереработки в качестве НДТ
В Российской Федерации критерии определения технологии в качестве НДТ установлены статьей 28.1 Федерального закона N 219-ФЗ*. Согласно указанной статье ФЗ, применение наилучших доступных технологий направлено на комплексное предотвращение и (или) минимизацию негативного воздействия на окружающую среду. Сочетанием критериев достижения целей охраны окружающей среды для определения НДТ являются:
________________
* Вероятно, ошибка оригинала. Следует читать: статьей 28.1 Федерального закона от 10.01.2002 N 7-ФЗ "Об охране окружающей среды". - Примечание изготовителя базы данных.
а) наименьший уровень негативного воздействия на окружающую среду в расчете на единицу времени или объем производимой продукции (товара), выполняемой работы, оказываемой услуги либо другие предусмотренные международными договорами Российской Федерации показатели (критерий 1);
б) экономическая эффективность ее внедрения и эксплуатации (критерий 2);
в) применение ресурсо- и энергосберегающих методов (критерий 3);
г) период ее внедрения (критерий 4);
д) промышленное внедрение этой технологии на двух и более объектах, оказывающих негативное воздействие на окружающую среду (критерий 5).
Статья 28.1 ФЗ также устанавливает следующее:
-
а) порядок определения технологии в качестве НДТ устанавливается Правительством Российской Федерации;
-
б) методические рекомендации по определению технологии в качестве наилучшей доступной технологии разрабатываются уполномоченным Правительством Российской Федерации федеральным органом исполнительной власти.
В настоящее время постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458 утверждены Правила определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям (далее - Правила). Указанные Правила устанавливают порядок определения технологии в качестве НДТ, в том числе определения технологических процессов, оборудования, технических способов, методов для конкретной области применения.
В Правилах уточнена формулировка вышеназванных критериев, на основании которых технологические процессы, оборудование, технические способы и методы оцениваются в качестве НДТ:
-
а) наименьший уровень негативного воздействия на окружающую среду в расчете на единицу времени или объем производимой продукции (товара), выполняемой работы, оказываемой услуги либо соответствие другим показателям воздействия на окружающую среду, предусмотренным международными договорами Российской Федерации (критерий 1);
-
б) экономическая эффективность внедрения и эксплуатации (критерий 2);
-
в) применение ресурсо- и энергосберегающих методов (критерий 3);
-
г) период внедрения (критерий 4);
-
д) промышленное внедрение технологических процессов, оборудования, технических способов, методов на двух и более объектах в Российской Федерации, оказывающих негативное воздействие на окружающую среду (критерий 5).
Правила также устанавливают, что определение технологических процессов, оборудования, технических способов, методов (далее - технологии) в качестве НДТ проводится в соответствии с методическими рекомендациями по определению технологии в качестве НДТ, которая, как указано в статье 28.1, разрабатывается уполномоченным Правительством Российской Федерации федеральным органом исполнительной власти. В настоящее время приказом Министерства промышленности и торговли Российской Федерации (Минпромторг России) от 31 марта 2015 г. N 665 утверждены (разработанные в соответствии с указанными выше нормативными правовыми актами) Методические рекомендации по определению технологии в качестве наилучшей доступной технологии (далее - Рекомендации). Главной целью Рекомендаций является формирование научно-методической базы для технических рабочих групп (ТРГ) по технологии в качестве НДТ на основании данных, полученных от промышленности и других информированных сторон. В Рекомендациях установлена совокупность критериев отнесения технологии к НДТ, рассмотрены общие методологические подходы к определению НДТ, порядок отнесения технологии к НДТ и принципы взаимодействия членов ТРГ.
Отдельные методические аспекты определения наилучших доступных технологий, в том числе технологий обезвреживания отходов термическим способом (сжигания отходов), содержатся в ряде других документов, в которых отмечено, что при определении технологии в качестве НДТ целесообразно учитывать соответствие ее новейшим разработкам в данной сфере применения; экономическую и практическую приемлемость технологии для объекта хозяйственной деятельности; оправданность применения технологии с точки зрения минимизации техногенного воздействия на окружающую среду.
В общем случае при отнесении технологии к НДТ соблюдается следующая последовательность действий:
-
а) первоначально целесообразно выделить технологии, направленные на решение ранее выделенных экологических проблем (с учетом маркерных загрязняющих веществ, отходов обезвреживания, выбросов, сбросов и иных видов негативного воздействия, а также потребляемых ресурсов и материалов);
-
б) для выделенных технологий проводится оценка воздействия на различные компоненты окружающей среды и уровней потребления различных ресурсов и материалов;
-
в) оценка, при наличии необходимой информации, затрат на внедрение технологий и содержание оборудования, возможные льготы и преимущества после внедрения технологий, период внедрения;
-
г) по результатам оценки из выделенных технологий нефтепереработки выбираются технологии:
-
1) обеспечивающие предотвращение или снижение воздействия на различные компоненты окружающей среды (для выбросов - по каждому из основных загрязняющих веществ, для отходов обезвреживания - по каждому из основных видов отходов, определенных ранее) или потребления ресурсов;
-
2) внедрение которых не приведет к существенному увеличению объемов выбросов других загрязняющих веществ, сбросов загрязненных сточных вод, образования отходов обезвреживания, потребления ресурсов, иных видов негативного воздействия на окружающую среду и увеличению риска для здоровья населения выше приемлемого или допустимого уровня;
-
3) внедрение которых не приведет к чрезмерным материально-финансовым затратам (с учетом возможных льгот и преимуществ при внедрении);
-
4) имеющие приемлемые сроки внедрения;
-
-
д) установление технологий, имеющих положительное заключение государственной экологической экспертизы на проекты технической документации на новые технику, технологию, использование которых может оказать воздействие на окружающую среду.
4.2 Методы, позволяющие пошагово рассмотреть несколько технологий и выбрать наилучшую доступную технологию
На практике, согласно Рекомендациям, оценка технологий на их соответствие установленным нормативными правовыми актами критериям определения в качестве НДТ осуществляется в следующей очередности, включающей 5 последовательных шагов. Заключительным (6-м) шагом является принятие членами ТРГ решения об отнесении технологии к НДТ, которое осуществляется в соответствии с установленным Рекомендациями порядке (таблица 4.1).
Таблица 4.1 - Очередность рассмотрения критериев, учитываемых при отнесении технологии нефтепереработки к НДТ
|
Очередность (шаг) рассмотрения (алгоритм оценки) технологии |
Основные действия |
|
1 |
Рассмотрение критерия 5. Промышленное внедрение технологических процессов, оборудования, технических способов, методов на 2 и более объектах в Российской Федерации, оказывающих негативное воздействие на окружающую среду |
|
2 |
Рассмотрение критерия 1. Наименьший уровень негативного воздействия на окружающую среду в расчете на единицу времени или объем производимой продукции (товара), выполняемой работы, оказываемой услуги либо соответствие другим показателям воздействия на окружающую среду, предусмотренным международными договорами Российской Федерации |
|
3 |
Рассмотрение критерия 2. Экономическая эффективность внедрения и эксплуатации |
|
4 |
Рассмотрение критерия 4. Период внедрения |
|
5 |
Рассмотрение критерия 3. Применение ресурсо- и энергосберегающих методов |
|
6 |
Принятие членами ТРГ решения об отнесении технологии к НДТ |
Шаг 1. Рассмотрение критерия 5 "Промышленное внедрение технологических процессов, оборудования, технических способов, методов на 2 и более объектах в Российской Федерации, оказывающих негативное воздействие на окружающую среду"
Рассмотрение данного критерия осуществляется в два этапа:
Этап 1. Получение общей информации о применяемых на практике технологиях нефтепереработки.
Этап 2. Выбор технологий нефтепереработки, внедренных на двух или более предприятиях в Российской Федерации.
На этапе 1 (этап сбора и обработки данных) проводится сбор и анализ общих сведений о применяемых на практике технологиях нефтепереработки.
Основным источником информации о применяемых на практике технологиях нефтепереработки являются сведения, полученные в результате анкетирования предприятий, которое осуществляется на основе специальной анкеты.
Анкета для каждого предприятия, на котором применяются технологии нефтепереработки, в обязательном порядке включает следующие разделы (вопросы, на которые должны быть получены ответы):
-
а) информация о предприятии;
-
б) сведения о составе производства с указанием используемого технологического процесса (сушка, сжигание, пиролиз, газификация, плазменный метод) и оборудования, включая перечень основных технологических узлов, срок эксплуатации, мощность основного оборудования;
-
в) графическая схема технологического процесса, на которой должны быть указаны этапы технологического процесса (накопление и предварительная подготовка обезвреживаемых отходов, термическое обезвреживание, теплоиспользование, получение и обращение с побочными продуктами, очистка газовых выбросов, обращение с образующимися отходами) и все возможные источники эмиссий (с указанием среды, в которую происходит эмиссия);
-
г) описание производственного процесса и основных этапов производства, включая описание основных его стадий; технологии очистки газообразных выбросов, которые группируются по веществам; утилизация остаточных продуктов газообразных продуктов сгорания; контроль за выбросами; контроль и очистка сточных вод, в том числе в результате дренажа площадок; утилизация и обработка отходов. Отдельные технологии описываются по следующим параметрам:
-
д) техническая характеристика и технологические параметры используемого оборудования (основного и природоохранного) с указанием производителя (фирмы, страны);
-
е) сведения о материальном балансе;
-
ж) сведения об удельных эмиссиях вредных веществ (сбросы, выбросы, отходы), включая данные о соблюдении нормативов качества атмосферного воздуха после рассеивания выбросов;
-
з) сведения об опасных и вредных факторах производства;
-
и) сведения о пожаро- и взрывоопасности технологических сред;
-
к) сведения о соответствии производства требованиям пожарной безопасности;
-
л) сведения о выполненных технологических, технических и организационных мероприятиях;
-
м) сведения о разработчике технологии и оборудования;
-
н) копии технических и разрешительных документов (паспорта оборудования, заключения государственной экологической экспертизы, разрешения на применение, сертификаты соответствия и т.п.).
Анкета заполняется предприятиями и организациями, внедрившими технологические процессы, оборудование, технические способы, методы нефтпереработки. Для целей определения перспективных НДТ анкета заполняется также и предприятиями (организациями), осуществляющими научно-исследовательские и опытно-конструкторские работы или опытно-промышленное внедрение технологий в данной сфере. Необходимо учитывать, что к НДТ, помимо технологических процессов непосредственно нефтепереработки, могут быть отнесены такие стадии технологического процесса, как очистка отходящих газов, очистка сточных вод, методы обращения с отходами, образующимися в результате обезвреживания отходов термическим способом, методы утилизации получаемых вторичных энергоресурсов.
В качестве дополнительных источников информации используются международные справочники НДТ, статистические сборники, результаты научно-исследовательских и диссертационных работ, иные источники, а также информация, полученная в ходе консультаций с экспертами в соответствующей области.
На этапе 2 осуществляется выбор технологий нефтепереработки, внедренных на 2 и более предприятиях в России, который осуществляется в соответствии с алгоритмом, приведенным в Методических рекомендациях (см. рисунок 4.1).
Рисунок 4.1 - Алгоритм выбора технологий нефтепереработки в качестве НДТ
Обработка информации для выбора технологий нефтепереработки, внедренных на 2 и более предприятиях в Российской Федерации, включает:
-
а) группировку (классификацию) используемых и перспективных технологий нефтепереработки по типам;
-
б) группировку технологических процессов, оборудования, технических способов, методов, приемов и средств по стадиям, на которых они применяются;
-
в) учет ограничений по применимости каких-либо технологий, связанных с территориальными (региональными) условиями, в том числе климатическими; при наличии существенных различий в применяемых технологиях в зависимости от территориальных (региональных), в том числе климатических условий технологии следует сгруппировать в зависимости от условий, в которых они применяются; в таком случае НДТ определяются как для области применения НДТ в целом, так и для каждой группировки технологий в отдельности;
-
г) оценку воздействия на окружающую среду и потребления ресурсов на всех стадиях производства, включая определение стадий производства, характеризующихся наибольшим воздействием на окружающую среду (по видам воздействия, по видам загрязняющих веществ и классам опасности отходов) и потреблением ресурсов (по видам ресурсов - вода, энергия, реагенты и т.д.).
Шаг 2. Рассмотрение критерия 1 "Наименьший уровень негативного воздействия на окружающую среду в расчете на единицу времени или объем производимой продукции (товара), выполняемой работы, оказываемой услуги либо соответствие другим показателям воздействия на окружающую среду, предусмотренным международными договорами Российской Федерации"
Данный критерий рассматривается в двух основных аспектах:
-
а) опасность используемых и (или) образующихся в технологических процессах веществ для атмосферы, почвы, водных систем, человека, других живых организмов и экосистем в целом;
-
б) характер негативного воздействия и удельные (на единицу обезвреженных отходов) значения эмиссий вредных веществ (в составе выбросов/сбросов/отходов).
В первом случае устанавливаются все виды эмиссии вредных веществ (в составе выбросов/сбросов/отходов) и их объемы (масса). При оценке опасности используемых и (или) образующихся в ходе технологических процессов вредных веществ устанавливаются так называемые маркерные загрязняющие вещества, выделяющиеся в атмосферу, поступающие в водные объекты, в промежуточные продукты и твердые отходы. По степени воздействия на организм вредные вещества подразделяются на четыре класса опасности: 1-й - вещества чрезвычайно опасные; 2-й - вещества высокоопасные; 3-й - вещества умеренно опасные; 4-й - вещества малоопасные. Особое внимание следует обратить на данные о соблюдении нормативов качества атмосферного воздуха после рассеивания выбросов, особенно веществ 1-го и 2-го классов опасности, а также на состав отходов обезвреживания (остаточных продуктов переработки отходов), образующихся в ходе технологических процессов, и на состав выбросов в атмосферу.
При оценке выбросов в атмосферу необходимо учитывать следующие параметры:
-
а) характер последствий воздействия - долгосрочные необратимые воздействия рекомендуется рассматривать как наносящие больший вред окружающей среде, чем обратимые краткосрочные последствия;
-
б) загрязняющие вещества, характеризующиеся высокой стойкостью, биоаккумуляцией, токсическими и канцерогенными эффектами, рекомендуется рассматривать как приоритетные в связи с возможностью их переноса на дальние расстояния (в том числе трансграничным переносом).
Характер негативного воздействия и удельные значения эмиссий (в составе выбросов/сбросов/отходов) оцениваются на основании следующих показателей:
-
а) для выбросов загрязняющих веществ в атмосферный воздух:
-
1) характеристика источников выбросов загрязняющих веществ в атмосферу;
-
2) перечень загрязняющих веществ, содержащихся в выбросах в атмосферу;
-
3) объем и (или) масса выбросов загрязняющих веществ до очистки в расчете на тонну переработанного сырья (обезвреженных отходов);
-
4) газоочистное оборудование;
-
5) метод очистки, повторного использования;
-
6) объем и (или) масса выбросов загрязняющих веществ после очистки в расчете на тонну переработанного сырья;
-
7) информация о соблюдении установленных нормативов ПДВ;
-
-
б) для сбросов загрязняющих веществ:
-
1) характеристика источников сбросов загрязняющих веществ;
-
2) направление сбросов (в водный объект, в системы канализации и т.д.);
-
3) перечень загрязняющих веществ, содержащихся в сбросах;
-
4) объем и (или) масса сбросов загрязняющих веществ до очистки в расчете на тонну переработанного сырья (обезвреженных отходов);
-
5) наличие очистных сооружений;
-
6) метод очистки, повторного использования;
-
7) объем и (или) масса сбросов загрязняющих веществ после очистки в расчете на тонну переработанного сырья;
-
-
в) для отходов обезвреживания (остаточных продуктов) и отходов потребления:
-
1) источники образования;
-
2) перечень образующихся отходов по классам опасности;
-
3) объемы образования отходов (абсолютные и удельные) и источники их образования;
-
4) перечень размещаемых отходов по классам опасности;
-
5) объемы размещения отходов (абсолютные и удельные);
-
6) перечень обезвреживаемых, перерабатываемых и повторно используемых отходов;
-
7) объемы обезвреживания, переработки и повторного использования отходов (абсолютные и удельные);
-
-
г) для прочих факторов воздействия (шум, запах, электромагнитные и тепловые воздействия):
-
1) перечень факторов;
-
2) источники воздействия;
-
3) уровень загрязнения окружающей среды до снижения в расчете на тонну продукции (или постоянный уровень);
-
4) метод снижения уровня воздействия;
-
5) уровень загрязнения окружающей среды после снижения в расчете на тонну продукции (перерабатываемого сырья).
-
Возможное (вероятное) изменение (снижение) рисков негативного воздействия эмиссий (в составе выбросов/сбросов/отходов) после внедрения данной технологии рекомендуется считать дополнительным критерием отнесения технологии к НДТ.
Рекомендуется из анализа исключить все виды воздействия, которые не оказывают существенного влияния на окончательный результат при определении технологии в качестве НДТ. Для обеспечения прозрачности при представлении конечных результатов виды воздействия, которые были исключены как незначимые, должны быть указаны, а их исключение обосновано.
По результатам рассмотрения критерия 1 "Наименьший уровень негативного воздействия на окружающую среду в расчете на единицу времени или объем производимой продукции (товара), выполняемой работы, оказываемой услуги либо соответствие другим показателям воздействия на окружающую среду, предусмотренным международными договорами Российской Федерации" формируется соответствующий подраздел справочника НДТ, включающий следующие положения:
-
а) характеристику окружающей обстановки, которая предусматривает анализ основных физических параметров исследуемой области и характеристику популяций, потенциально подверженных воздействию;
-
б) идентификацию маршрутов воздействия, источников загрязнения, потенциальных путей распространения и точек воздействия на человека;
-
в) количественную характеристику экспозиции - установление и оценку величины, частоты и продолжительности воздействий для каждого анализируемого пути поступления эмиссий.
Шаг 3. Рассмотрение критерия 2 "Экономическая эффективность внедрения и эксплуатации"
Анализ экономической эффективности заключается в оценке затрат на внедрение и эксплуатацию технологии и выгоды от ее внедрения путем применения метода анализа затрат и выгод. Если внедрение различных технологий дает положительные результаты, то технологией с самой высокой результативностью считается та, которая дает наилучшее соотношение "цена/качество". Недостаток данного вида анализа заключается в необходимости обработки большого количества данных, причем некоторые выгоды сложно представить в денежной форме. Альтернативой методу анализа затрат и выгод, как указано в Рекомендациях, может служить анализ эффективности затрат, используемый для определения того, какие мероприятия являются наиболее предпочтительными для достижения определенной экологической цели при самой низкой стоимости.
Экономическую эффективность технологии рекомендуется определять следующим образом:
Экономическая эффективность = Годовые затраты, руб/Сокращение эмиссий, т/год
В контексте определения НДТ использование подхода экономической эффективности не является исчерпывающим. Тем не менее, ранжирование вариантов НДТ по мере возрастания их экономической эффективности является полезным, например, чтобы исключить варианты, которые необоснованно и неоправданно дороги по сравнению с полученной экологической выгодой.
Методология расчета затрат устанавливает алгоритм, позволяющий собрать и проанализировать данные о капитальных затратах и эксплуатационных издержках для сооружения, установки, технологии или процесса с учетом критерия 2 "Экономическая эффективность внедрения и эксплуатации".
Использование последовательного (поэтапного) подхода позволяет сравнить альтернативные варианты даже в том случае, если данные были получены из различных компаний, различных отраслей промышленности, различных регионов или стран.
Основные принципы (этапы) оценки схематично показаны на рисунке 4.2.
Рисунок 4.2 - Основные принципы оценки экономической целесообразности внедрения НДТ/методология оценки затрат
Основной принцип 1 - определение области применения и идентификации альтернативных технологий. Этот принцип аналогичен основному принципу 1 в методологии оценки комплексного воздействия технологий на окружающую среду.
Основной принцип 2 - сбор и проверка правильности (валидация) данных о затратах на внедрение технологий. Этот принцип помогает пользователю пройти все этапы, необходимые для сбора, анализа и обоснования, учитывая любую неопределенность в имеющихся данных.
Основной принцип 3 - определение структуры затрат. Этот принцип устанавливает состав затрат, которые должны быть включены в оценку или исключены из оценки. При оценке результатов этот принцип полезен для лица, принимающего решение, тем, что помогает понять структуру затрат и статьи, на которые затраты были отнесены: капитальные или эксплуатационные затраты. Принцип требует, чтобы затраты были представлены настолько прозрачно, насколько возможно.
Распределение затрат по компонентам (например, инвестиционные затраты, эксплуатационные затраты и т.д.) является существенным для обеспечения прозрачности процесса, хотя нередко на практике трудно сделать разграничение между затратами на реализацию процесса и экологическими затратами (затратами на мероприятия по защите окружающей среды).
Основной принцип 4 - обработка и представление информации о затратах. Этот принцип излагает процедуры по обработке и представлению информации о затратах. Здесь необходимо принять во внимание норму дисконтирования и годовую процентную ставку, полезный срок службы оборудования и ценность лома, образующегося в конце жизненного цикла оборудования. Там, где это возможно, затраты должны быть представлены в виде ежегодных затрат.
Основной принцип 5 - определение затрат, относящихся к охране окружающей среды. Этот принцип устанавливает различия между затратами на охрану окружающей среды и другими затратами (например, затратами на модернизацию процесса или затратами на повышение эффективности процесса).
В ходе выполнения оценки экономической целесообразности внедрения НДТ необходимо также рассмотреть:
-
а) опыт предыдущего успешного использования в промышленном масштабе сопоставимых технологий;
-
б) информацию об известных авариях, связанных с внедрением и эксплуатацией данной технологии на производстве;
-
в) географические факторы климата внедрения технологий (расположение относительно источников энергии, ее доступность, логистические цепочки), а также технологические ограничения, связанные с региональными физико-географическими и геологическими условиями и наличием особо охраняемых природных территорий, памятников культуры и объектов рекреации.
При сборе и обосновании данных, касающихся затрат на внедрение технологии, рекомендуется обратить особое внимание на следующие положения:
-
а) источник и дата происхождения информации должны быть ясно указаны;
-
б) данные о затратах должны быть максимально полными;
-
в) данные о затратах следует получать из нескольких (независимых) источников;
-
г) источники получения и происхождения всех данных необходимо указывать по возможности точно;
-
д) рекомендуется использовать современные доступные и действующие в настоящее время данные;
-
е) для обоснования данных следует представить диапазон количественных показателей; если же это не представляется возможным, то рекомендуется использовать качественный признак.
Для проведения оценки предлагаемой к внедрению технологии рекомендуется определить структуру затрат с выделением капитальных затрат (на строительство сооружений, приобретение и монтаж оборудования) и эксплуатационных. В эксплуатационных затратах необходимо выделить затраты на техническое обслуживание и ремонт, энергоносители, материалы и услуги, затраты на оплату труда.
По итогам сбора информации о затратах рекомендуется обработать ее для обеспечения дальнейшего объективного сравнения рассматриваемых альтернативных вариантов. При этом может потребоваться рассмотрение таких вопросов, как различные эксплуатационные сроки службы технологий (оборудования), годовая процентная ставка по кредиту, расходы на кредитные выплаты, влияние инфляции и валютный курс.
Внедрение технологии является сложным и трудоемким процессом. Это объясняется необходимостью внедрения автоматизированных методов управления, а также наличием на действующих объектах технических систем различного назначения.
При определении экономической эффективности осуществления природоохранных мероприятий и оценки экономического ущерба, причиняемого народному хозяйству загрязнением окружающей среды, рекомендуется руководствоваться положениями, подходами и методическими приемами, обоснованными во Временной типовой методике определения экономической эффективности осуществления природоохранных мероприятий и оценки экономического ущерба, причиняемого народному хозяйству загрязнением окружающей среды.
Шаг 4. Рассмотрение критерия 4 "Период внедрения"
Для оценки времени внедрения технологии следует использовать период окупаемости определенной технологии в сравнении с затратами, относящимися к обеспечению охраны окружающей среды. Необходимо провести оценку скорости внедрения НДТ, так как именно сроки внедрения могут быть критичными для промышленности. При этом рекомендуется раздельно рассматривать скорости внедрения НДТ следующих временных масштабов в соответствии с Рекомендациями: краткосрочный (от нескольких недель до месяцев); среднесрочный (от нескольких месяцев до года); долгосрочный (обычно составляет несколько лет).
Технические и технологические решения НДТ должны обеспечивать возможность создания производственно-технических комплексов путем их интеграции, открытых для модернизации и развития, отвечающих положениям настоящего справочника.
Выбор времени модернизации должен совпасть с плановой заменой существующего оборудования, а инвестиционные циклы могут быть эффективным средством для рентабельного внедрения технологии. Оценивая скорость (период) внедрения НДТ, рекомендуется также проанализировать предельные затраты на модернизацию. Для НДТ, которые требуют существенных инвестиционных капитальных затрат или значительных модификаций производственных процессов и инфраструктуры, представляется необходимым предусматривать более длительные периоды их внедрения.
Шаг 5. Рассмотрение критерия 3 "Применение ресурсо- и энергосберегающих методов"
При рассмотрении данного критерия следует учитывать требования Методических рекомендаций и положения существующих нормативно-правовых документов по энерго- и ресурсосбережению. Основным методическим приемом, используемым при рассмотрении данного критерия, является сравнительный анализ технологий с точки зрения их энергоэффективности и ресурсосбережения. Целью данного анализа является установление технологии или технологий, которые характеризуются (среди рассматриваемых) лучшими показателями энерго- и ресурсосбережения.
Следует, прежде всего, провести сравнительный анализ технологий по потреблению основных ресурсов, принимая во внимание:
-
а) потребление энергии:
-
1) уровень энергопотребления в целом и в различных (основных, вспомогательных и обслуживающих) технологических процессах (с оценкой основных возможностей его снижения);
-
2) вид и уровень использования топлива (природный газ, мазут, горючие отходы и т.д.);
-
-
б) потребление воды:
-
1) технологические процессы, в которых используется вода;
-
2) объем потребления воды в целом и в различных технологических процессах (с оценкой возможностей его снижения или повторного использования);
-
3) назначение воды (промывная жидкость, хладагент и т.д.);
-
4) наличие систем повторного использования воды;
-
-
в) объем потребления сырья и вспомогательных материалов (реагентов и т.п.) с оценкой возможностей их повторного использования.
Затем необходимо также рассмотреть возможность регенерации и рециклинга веществ и рекуперации энергии, использующихся в технологическом процессе, принимая во внимание, что:
-
а) для снижения энергопотребления могут быть использованы следующие методы и приемы:
-
1) внедрение на предприятии систем энергоменеджмента;
-
2) энергоэффективное проектирование на этапе строительства предприятия;
-
3) беспламенное сжигание (беспламенное окисление);
-
4) использование сжатого воздуха в качестве средства хранения энергии и т.д.;
-
-
б) для снижения потребления воды:
-
1) изменение технологического процесса (воздушное охлаждение вместо водного, замкнутый водооборот);
-
2) предварительная обработка воды и ее повторное использование и т.д.;
-
-
в) для снижения потребления сырья:
-
1) возврат не подвергнутых смешиванию реагентов;
-
2) возврат боя/лома изделий в технологический процесс;
-
3) использование отходов других отраслей промышленности (например, как топливо).
-
В качестве основных показателей энергоэффективности и ресурсосбережения, применяемых для сравнительной оценки рассматриваемых технологий, используются (при регламентированных условиях эксплуатации оборудования) удельные показатели - удельные расходы электроэнергии, тепла, топлива, воды, различных материалов, т.е. фактические затраты того или иного ресурса (электроэнергии, тепла, воды, реагента и т.д.) на единицу обезвреженных отходов, выражаемые, например, для электроэнергии в кВт-ч на 1 т обезвреженных отходов, для тепловой энергии - в Гкал/т отходов, для воды - в м/т отходов и т.д.
Ресурсосбережение (т.е. сбережение энергии и материалов) оценивается также с точки зрения возможности реализации соответствующих правовых, организационных, научных, производственных, технических и экономических мер, направленных на эффективное (рациональное) использование и экономное расходование топливно-энергетических и других материальных ресурсов. На практике потенциал ресурсосбережения реализуется через конкретные энерго- и ресурсосберегающие мероприятия, которые можно разделить на организационно-технические, предполагающие повышение культуры производства, соблюдение номинальных режимов эксплуатации оборудования, обеспечение оптимального уровня загрузки агрегатов, ликвидацию прямых потерь топливно-энергетических ресурсов, своевременное выполнение наладочных и ремонтно-восстановительных работ, использование вторичных энергоресурсов (сюда же можно условно отнести утилизацию низкопотенциального тепла вентиляционных выбросов, а также процессы регенерации и рекуперации энергии), оснащение приборами учета используемых энергетических и других ресурсов, и инвестиционные, связанные с своевременным замещением морально устаревших производственных мощностей (производственных узлов), внедрением современного энергоэффективного и энергосберегающего оборудования, модернизацией и автоматизацией существующих технологических процессов.
Любое возможное преобразование технологического процесса и (или) используемого оборудования, влекущее за собой уменьшение удельного расхода энерго- и других ресурсов на единицу обезвреженных отходов, особенно при снижении (или, хотя бы, при остающемся уровне выбросов и сбросов вредных веществ) следует оценивать как повышение его энергоэффективности и ресурсосбережения (с учетом экономической эффективности и технологической надежности данного преобразования).
Особое внимание следует уделить анализу возможностей вторичного использования образующихся при термическом обезвреживании отходов побочных продуктов (зола от сжигания, шлак, металлом*, стекло, пиролизное топливо, пиролизный газ и др.).
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
В настоящее время все большее внимание уделяется интеграции НПЗ и установок по производству электроэнергии за счет использования ресурсов и продуктов, производимых на НПЗ (топливный газ, сжиженный газ, котельное топливо).
Результаты рассмотрения данного критерия являются дополнительным положительным фактором при принятии решения в отношении определения той или иной технологии нефтепереработки в качестве НДТ.
Шаг 6. Принятие членами ТРГ решения об отнесении технологии к НДТ
Технология нефтепереработки может быть определена в качестве НДТ при достижении соглашения между всеми членами ТРГ по данному вопросу. При возникновении различных мнений в ТРГ по какому-либо вопросу федеральным органом исполнительной власти, ответственным за разработку информационно-технических справочников НДТ, может быть предложено компромиссное решение. При возникновении серьезных разногласий относительно того, какие технологии определить в качестве НДТ, может быть проведена более углубленная комплексная оценка технологий.
Окончательное решение о выборе технологии принимают не только с учетом ее "экологичности", но и с учетом ее доступности с финансовой точки зрения. В данном случае рекомендуется ориентироваться на следующий логический подход (рисунок 4.3).

Рисунок 4.3 - Подход для принятия решения по НДТ
При наличии особого мнения по определению технологии нефтепереработки в качестве НДТ, не поддерживаемого всеми членами ТРГ, такая технология может быть определена в качестве НДТ и включена в информационно-технический справочник НДТ, что сопровождается специальными указаниями на особое мнение и допускается при соблюдении следующих условий:
-
а) в основе особого мнения лежат данные, которыми располагает ТРГ и федеральный орган исполнительной власти, ответственный за разработку информационно-технических справочников НДТ, на момент подготовки выводов относительно НДТ;
-
б) заинтересованными членами ТРГ представлены обоснованные доводы для включения технологии в перечень НДТ. Доводы являются обоснованными, если они подтверждаются техническими и экономическими данными, данными о воздействии на различные компоненты окружающей среды, соответствием рассматриваемой технологии понятию "наилучшая доступная технология" и критериям определения НДТ в соответствии с Федеральным законом от 10 января 2002 г. N 7-ФЗ "Об охране окружающей среды".
5 Наилучшие доступные технологии
5.1 ЭЛОУ
Для снижения потребления воды и образования сточных вод в процессе обессоливания нефти в качестве НДТ рекомендуются следующие технологии:
Таблица 5.1 - Технологии НДТ для ЭЛОУ
|
Способ/технология |
Описание |
Применение |
|
Рециркуляция воды и оптимизация процесса обессоливания |
Совокупность мер по повышению эффективности работы ЭЛОУ и сокращение потребления промывочной воды, например, используя смеситель с низким сдвигом. При этом необходимо строго контролировать ключевые технологические параметры процесса (интенсивность перемешивания, рН, плотность, вязкость, электростатический потенциал) Применение современных высокоэффективных экологичных, нефтерастворимых деэмульгаторов |
Общеприменимо |
|
Многоступенчатое обессоливание нефти |
Многократное повторение циклов ввода промывочной воды и отведения воды после обезвоживания нефти, что ведет к эффективному обессоливанию нефти |
Общеприменимо |
|
Дополнительный этап сепарации |
Дополнительный этап разделения водонефтяной смеси для сокращения количества нефтепродуктов в сточной воде. Для этих целей может использоваться барабанный отстойник, использование контроллеров оптимального уровня раздела фаз |
Общеприменимо на новых установках |
|
Оптимизация сырья |
Исключение вовлечения в переработку на ЭЛОУ совместно с сырой нефтью не прошедших предварительную подготовку ловушечных нефтей и нефтешламов, отличающихся аномально высоким содержанием механических примесей |
Общеприменимо |
5.2 Установка атмосферной перегонки нефтяного сырья
Для сокращения объемов образования сточных вод на установках АВТ в качестве НДТ рекомендуется использование водокольцевого вакуумного насоса или поверхностного конденсатора.
НДТ является:
- направление потока кислой воды на установку отпарки кислых стоков для снижения загрязнения сточных вод;
- утилизация технологических неконденсируемых дымовых газов на установке удаления кислых газов (в качестве такой установки рассматривается СКВ и НСКВ, установка Клауса) для снижения выбросов загрязнителей в атмосферу;
- использование эффективных контактных устройств и конструкций колонн;
- тепловая интеграция атмосферной дистилляции нефти. Рациональная и эффективная обвязка теплообменников;
- применение пластинчатых теплообменников;
- использование методологии оптимизации состава сырья путем регулирования коллоидно-дисперсного состояния нефтяных дисперсных систем.
5.3 Установка вакуумной перегонки нефтяного сырья
НДТ для установок вакуумной перегонки нефтяного сырья являются:
- для ограничения или сокращения образования потока сточных вод с процесса вакуумной дистилляции НДТ является использование жидкостно-кольцевых вакуумных насосов, поверхностных конденсаторов, вихревых эжекторов, комбинированных систем и замкнутых конденсационно-вакуумсоздающих систем с использованием вакуумных гидроциркулярных агрегатов;
- очистка неконденсируемых паров от конденсатов из вакуумного эжектора;
- использование современных высокоэффективных насадок;
- тепловая интеграция процессов вакуумной дистилляции;
- для ограничения или снижения загрязнения воды в процессе вакуумной дистилляции НДТ является направление кислой воды на установку отпарки в замкнутой системе;
- для ограничения или сокращения выбросов в воздух с установок вакуумной дистилляции НДТ является обеспечение должной очистки технологических отходящих газов, особенно неконденсирующихся, направлением их на установку удаления кислых газов перед дальнейшим использованием.
5.4 Установка атмосферно-вакуумной перегонки нефтяного сырья
НДТ для АВТ является:
- направление потока кислой воды на установку отпарки кислых стоков для снижения загрязнения сточных вод;
- утилизация технологических неконденсируемых дымовых газов на установке удаления кислых газов (в качестве такой установки рассматривается СКВ и НСКВ, установка Клауса), для снижения выбросов загрязнителей в атмосферу.
Предложения по улучшению экологических и энергетических показателей процесса первичной перегонки нефти следующие:
Метод дробной перегонки с использованием двух отбензинивающих колонн. Данный процесс включает установку атмосферной перегонки (отбор легких фракций), вакуумной перегонки, фракционирования газойля, стабилизации нафты, и, при необходимости, газогенераторную установку. С применением данного метода экономия энергоресурсов достигает 30%. Движущей силой внедрения таких установок является снижение потребления энергоресурсов и, как следствие, снижение операционных затрат.
Для увеличения эффективности работы установок и уменьшения экологической нагрузки на производстве использование комбинирования установок АВТ с процессами вторичной переработки углеводородного сырья.
Среди разработок по сокращению потребления энергии в процессе первичной перегонки нефти на НПЗ выделяется технология комплексного анализа и интеграции тепла, оптимизация схемы управления процессом.
Использование современных технологий управления технологическими процессами с использованием АСУТП с распределенной системой на базе микропроцессорной техники и он-лайн анализаторов, что позволяет значительно снизить вероятности отклонений от параметров технологического режима, а также осуществлять контроль за состоянием воздушной среды на территории НПЗ.
С применением таких технологий достигается снижение уровня энергопотребления и сокращение выбросов .
Очистка и повторное использование сточных вод:
- методом повторного использования сточных вод, образующихся в конденсаторе вакуумной колонны. Такая вода может повторно использоваться в качестве промывочной воды на установке обессоливания сырой нефти.
- методом отведения кислой воды конденсаторов установки вакуумной дистилляции в колонну отпарки кислой воды в закрытых системах.
5.5 Установки вторичной перегонки дистиллятов
5.5.1 Технология вторичной перегонки бензинов
Таблица 5.2 - Рекомендуемые НДТ
|
Способ/технология |
Описание |
Применение |
|
Сокращение загрязнений воды |
Направление кислой воды в десорбер |
Общеприменимо |
|
Сокращение выбросов в атмосферу |
Очистка отходящих газов, от серосодержащих соединений, перед их сжиганием в технологических печах. |
Общеприменимо |
|
Сокращение потребления тепла и энергии |
Использование оборудования для рекуперации тепловых потоков. Использование интегрированных энергетических и материальных потоков. |
Общеприменимо |
|
Оптимизация процессов горения |
Применение тепловой интеграция* (для увеличения производительности печей). |
Общеприменимо |
|
Сокращение потребления пара |
Систематическое составление карты контроля клапанов дренажной системы для сокращения расхода пара и оптимизации его использования. |
Общеприменимо |
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
5.5.2 Технологии вторичной перегонки дизельных топлив
Таблица 5.3 - Рекомендуемые НДТ
|
Способ/технология |
Описание |
Применение |
|
Сокращение выбросов в атмосферу |
Проведение процесса фракционирования дизельного топлива на установках АВТ |
Общеприменимо для новых установок |
|
Сокращение потребления тепла и энергии |
Использование оборудования для рекуперации тепловых потоков. Использование интегрированных энергетических и материальных потоков. |
Общеприменимо |
|
Оптимизация процессов горения |
Оптимизация процессов нагрева. Применение тепловой интеграция* (для максимального использования теплотворной способности топлива) |
Общеприменимо |
|
Сокращение потребления пара |
Систематическое составление карты контроля клапанов дренажной системы для сокращения расхода пара и оптимизации его использования. |
Общеприменимо |
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
5.6 Установки термического крекинга, висбрекинга
5.6.1 Термокрекинг под давлением
Для сокращения выбросов в атмосферу от установок термического крекинга под давлением и других термических процессов в качестве НДТ рекомендуется обеспечить надлежащую очистку технологических отходящих газов направлением их на установку удаления кислых газов перед дальнейшим использованием. Для сокращения сбросов в сточные воды и снижения уровня загрязнителей НДТ является локальная очистка образующихся стоков.
5.6.2 Висбрекинг
Для сокращения выбросов в атмосферу от установок висбрекинга и других термических процессов в качестве НДТ рекомендуется обеспечить надлежащую очистку технологических отходящих газов направлением их на установку удаления кислых газов перед дальнейшим использованием. Для сокращения сбросов в сточные воды и снижения уровня загрязнителей НДТ является локальная очистка образующихся стоков.
5.6.3 Технология производства нефтяного пека
Регулирование процессов обработки неочищенных газов и сточных вод установки термического крекинга.
Для сокращения выбросов в атмосферу от установок термического крекинга под давлением и других термических процессов в качестве НДТ рекомендуется обеспечить надлежащую очистку технологических отходящих газов направлением их на установку удаления кислых газов перед дальнейшим использованием. Для сокращения сбросов в сточные воды и снижения уровня загрязнителей НДТ является локальная очистка образующихся стоков.
5.6.4 Технология производства технического углерода
Перечень НДТ для предотвращения (сокращения) выбросов и сбросов вредных веществ в окружающую среду при использовании технологии производства технического углерода:
- применение современных систем улавливания и утилизации всех продуктов процесса производства ТУ, их охлаждения (позволяют значительно улучшить экологическую обстановку на территории самих установок и НПЗ в целом, безвозвратные потери снизить до уровня менее 1%). Одновременно повышается экономическая эффективность процесса. Утилизация вторичной энергии отходящих газов создает предпосылки создания энерготехнологического производства;
- осуществление технологического процесса под избыточным давлением в герметичном оборудовании;
- использование насосов с двойными торцевыми уплотнениями, применение которых позволяет снизить утечки через уплотнение вала на 80%;
- оснащение технологических печей горелками с низким образованием окислов азота;
- опорожнение аппаратов в закрытые дренажные емкости для предотвращения сбросов технологических сред в окружающую среду при аварийных остановках установок;
- исключение сбросов газовых сред в атмосферу от предохранительных клапанов - сбросы производятся только в факельные системы и обезвреживаются или направляются в систему утилизации для выработки вторичной энергии;
- управление технологическим процессом с использованием АСУТП с распределенной системой на базе микропроцессорной техники, что позволяет значительно снизить вероятности отклонений от параметров технологического режима, а также осуществлять контроль за состоянием воздушной среды на территории установки;
- сжигание отходящих газов в собственных котельных, расположенных на расстоянии не более 300 м от установки производства технического углерода, так как передача отходящих газов на расстояние более 300 м связана со значительными затратами электроэнергии. Кроме того, в газопроводах возможна конденсация паров воды, что также вызывает трудности при эксплуатации газопровода. Отходящие газы с теплотворной способностью 650-800 ккал/м сжигают в паровых котлах общего назначения в горелках беспламенного сжигания газов. Для сжигания влажных отходящих газов имеются специальные паровые котлы, которые помещают в непосредственной близости к установкам по получению ТУ.
Необходима установка систем доулавливания и нейтрализация вредных выбросов, действие которых заключается в улавливании ТУ из нейтральных дымовых газов до содержания ТУ в них не более 100 мг/м и рассеивания этих газов через дымовую трубу. Они могут направляться на централизованную дымовую трубу котельной или выбрасываться через индивидуальные трубы для каждого технологического потока.
В системах аспирации нейтрализация вредных выбросов заключается в очистке воздуха, отсасываемого из аппарата, от ТУ и рассеивания очищенного воздуха через дымовую трубу котельной. Содержание ТУ в очищенном воздухе также не должно превышать 100 мг/м.
Для снижения количества отходящих газов после фильтров улавливания применяют специальные котлы-утилизаторы и установки дожига газов. Котлы предназначены для получения пара с давлением 2,4 МПа (24 кгс/см), температурой перегрева до 370°С с различной производительностью (29, 30 и 75 т/ч).
Использование электрокоагулятора при очистке сточных вод установки производства технического углерода.
5.7 Коксование
В таблице 5.4 представлены рекомендуемые НДТ для снижения количества выбросов в атмосферу от установок коксования (включая обжиг кокса).
Таблица 5.4 - Рекомендуемые НДТ
|
Способ/технология |
Описание |
Применение |
|
Первичные методы (режимные методы) |
||
|
Сбор и утилизация коксовой мелочи |
Систематический сбор и переработка коксовой мелочи (пыли), образующейся во время процесса коксования (сверление, выгрузка, дробление, обжиг, охлаждение и т.д.) |
Общеприменимо |
|
Замкнутая система продувки |
Арретирующая система для сброса давления с коксового барабана |
Общеприменимо |
|
Рекуперация коксового газа отдувки и использование его в качестве топливного газа НПЗ |
Удаление газа отдувки с коксового барабана на газовый компрессор для использования его в качестве топливного газа вместо сжигания на факеле. Для процессов термоконтактного коксования с газификацией кокса (флексикокинг), необходима предварительная стадия очистки (конверсия карбонилсульфида COS в H2S) перед направлением дымовых газов на очистку. |
Общеприменимо |
5.8 Производство битумов
В качестве НДТ для предотвращения и снижения выбросов в атмосферу от процессов производства битума рекомендуется проводить очистку отходящих технологических газов с использованием:
-
а) Термического окисления газообразных фракций, отводимых с верха колонны при температуре свыше 800°С;
-
б) "Мокрой" очистки газовой фракции, отводимой с верха колонны при температуре свыше 800°С.
5.9 Каталитический риформинг
Для снижения выбросов ПХДД и ПХДФ в атмосферу от установок каталитического риформинга в качестве НДТ рекомендуются следующие технологии:
Таблица 5.5 - Рекомендуемые НДТ
|
Технология |
Описание |
Применение |
|
Выбор промотора катализатора |
Промотирование катализатора для снижения количества образующихся ПХДД/ПХДФ при регенерации катализатора. |
Общеприменимо |
|
Очистка дымовых газов |
||
|
Непрерывная рециркуляция газа регенерации (через абсорбирующий слой) |
Очистка дымовых газов регенерации от хлорсодержащих соединений путем постоянной рециркуляции его через слой поглотителя. |
Общеприменимо для новых установок. Необходимость реконструкции существующих установок зависит от конструкционных особенностей установки регенерации катализатора. |
|
Мокрая очистка |
- |
Не применимо для полурегенеративного риформинга. |
|
Электрофильтр |
- |
Не применимо для полурегенеративного риформинга. |
5.10 Изомеризация
Рекомендуемые НДТ:
- для снижения выбросов в атмосферу хлорсодержащих соединений от установок изомеризации НДТ является оптимизация или исключение применения хлорсодержащих органических веществ, используемых для поддержания активности катализатора, или поддержание активности катализатора без использования хлорорганических соединений;
- использование блоков осушки ВСГ и сырья с периодическим переключением на регенерацию, что позволяет сократить металлоемкость установки, расходы материалов, реагентов, энергоресурсов и эксплуатационные расходы;
- использование в качестве топлива природного газа и горелок с низким образованием окислов азота позволяет снизить их концентрацию в дымовых газах технологической печи и котельной.
5.11 Каталитический крекинг
В таблице 5.6 представлены рекомендуемые НДТ для снижения количества выбросов в атмосферу от установок каталитического крекинга.
Таблица 5.6 - Список наилучших доступных технологий для снижения выбросов в процессе каталитического крекинга
|
N п/п |
Наименование НДТ |
Описание НДТ |
Эффект от внедрения НДТ |
Ограничение применимости |
Основное оборудование |
|
НДТ для снижения выбросов оксидов азота ( |
|||||
|
1 |
Оптимизация процесса регенерации катализатора |
Набор технологических приемов: - снижение избытка кислорода в дымовых газах регенерации; - снижение температуры в слое катализатора при регенерации; - перераспределение подачи воздуха на установках с неполным сожжением кокса на стадию дожига СО в выносном котле (если присутствует в схеме). |
Снижение выбросов |
Без ограничений. |
- |
|
2 |
Применение бесплатиновых промоторов дожига СО |
Использование промоторов дожига СО, которые не содержат платину. |
Снижение выбросов |
Применимо только для установок, работающих в режиме полного дожига с применением платино- |
- |
|
3 |
Применение промоторов восстановления |
Интенсификация восстановления оксидов азота монооксидом углерода с помощью специальных каталитических добавок. |
Снижение выбросов |
Применимо только для установок, работающих в режиме полного дожига с возможностью регулирования концентрации кислорода в газе регенерации. |
- |
|
4 |
Селективное каталитическое восстановление |
Удаление оксидов азота из дымовых газов регенерации путем каталитического восстановления с использованием аммиака или мочевины при температуре 200-500°С. |
Снижение выбросов |
В целом без ограничений. При внедрении на существующих установках могут возникнуть проблемы с размещением оборудования. При внедрении на сущ. установках может потребоваться дополнительная очистка дымовых газов от твердых частиц. |
Реактор восстановления. |
|
5 |
Селективное некатали- |
Удаление оксидов азота из дымовых газов регенерации путем восстановления с использованием аммиака или мочевины при температуре 850-1100°С. |
Снижение выбросов |
В целом без ограничений. Может потребоваться дополни- |
Реактор восстановления. |
|
6 |
Низко- |
Удаление оксидов азота из дымовых газов регенерации путем каталитического окисления озоном до оксида азота (V) c последующим поглощением оксида водой. |
Снижение выбросов |
В целом без ограничений. Требуются ресурсы жидкого кислорода для синтеза озона. Требуется запас мощности системы утилизации кислых стоков. При внедрении на существующих установках могут возникнуть проблемы с размещением оборудования. |
Реактор окисления; скруббер; генератор озона. |
|
НДТ для снижения выбросов оксидов серы ( |
|||||
|
7 |
Использование промоторов связывания |
Связывание оксидов серы в регенераторе путем применения каталитических добавок на основе магния к основному катализатору с последующим восстановлением серы в реакторе до сероводорода. |
Снижение выбросов |
В целом без ограничений. Требуется запас мощности системы утилизации сероводорода. |
- |
|
8 |
Использование низкосернистого сырья для крекинга |
Использование в процессе крекинга низкосернистого сырья, получаемого в результате гидроочистки вакуумного дистиллята или гидрокрекинга тяжелого сырья. |
Снижение выбросов |
Требуется строительство установки гидроочистки. Требуются ресурсы водорода. Требуется запас мощности заводской аминовой очистки газа или строительство новой установки. Требуется запас мощности установки производства серы bили* строительство новой установки. |
Оборудование гидроочистки: реактор; компрессор ВСГ; сепараторы высокого и низкого давления; колонна стабилизации гидрогенизата; оборудование для аминовой очистки циркулирующего ВСГ. |
|
________________ * Текст документа соответствует оригиналу. - Примечание изготовителя базы данных. |
|||||
|
9 |
Нерегенеративная мокрая очистка |
Промывка дымовых газов регенерации щелочными растворами в высоко- |
Снижение выбросов |
В целом без ограничений. Требуется запас мощности системы нейтрализации кислых стоков. При внедрении на существующих установках могут возникнуть проблемы с размещением оборудования. |
Скруббер Вентури. |
|
НДТ для снижения выбросов оксида углерода (CO) |
|||||
|
11 |
Использование промоторов дожига CO. |
Полное окисление CO в |
Снижение выбросов CO до уровня 500-1000 мг/нм |
Применимо только на установках с полным дожиuом. |
- |
|
12 |
Дожиг CO в отдельном аппарате. |
Полное окисление CO в |
Снижение выбросов CO до уровня 100 мг/нм |
Применимо только на установках с неполным дожиuом. |
Выносной котел-утилизатор |
|
НДТ для снижения выбросов неорганической пыли и металлов |
|||||
|
13 |
Использование стойких к истиранию катализаторов. |
Выбор катализатора с максимальной стойкостью к истиранию для предотвращения разрушения гранул катализатора в процессе реакции и регенерации. |
Снижение выбросов пыли до уровня 15-20 мг/нм |
Без ограничений. |
- |
|
14 |
Отделение катализаторной пыли в дополнительной системе циклонов. |
Прим. доп. ступеней выносных сепарационных устройств, вкл. в себя батареи высоко- |
Снижение выбросов пыли до уровня 50-100 мг/нм |
Без ограничений. |
Высоко- |
|
15 |
Отделение катализаторной пыли в электро- |
Применение электрофильтров, для отделения катализаторной пыли от дымовых газов регенерации. |
Снижение выбросов пыли до уровня 20-50 мг/нм |
В целом без ограничений. При внедрении на существующих установках могут возникнуть проблемы с размещением оборудования. |
Электрофильтры |
|
16 |
Отделение катализаторной пыли в механических фильтрах. |
Применение механических фильтров с керамическими или металлическими фильтрующими элементами для отделения катализаторной пыли от дымовых газов регенерации. |
Снижение выбросов пыли до уровня 1-15 мг/нм |
Без ограничений. |
Керамические или металлические фильтры |
5.12 Гидрогенизационные процессы
К НДТ относятся:
- направление выбросов в заводскую факельную систему на обезвреживание (сжигание) для предотвращения выбросов взрывоопасных углеводородных газов в атмосферу при аварийных остановах установки;
- использование блоков осушки ВСГ и сырья с периодическим переключением на регенерацию, что позволяет сократить металлоемкость установки, расходы материалов, реагентов, энергоресурсов и эксплуатационные расходы;
- использование в качестве топлива природного газа и горелок с низким образованием окислов азота позволяет снизить их концентрацию в дымовых газах технологической печи и котельной;
- для предотвращения выбросов взрывоопасных углеводородных газов в атмосферу при аварийных остановах установки выбросы направляются в факельную систему на обезвреживание (сжигание);
- аминовая доочистка отходящих газов от Sox;
- использование современных катализаторов, позволяющих снизить температуру процессов и, как следствие, снизить количество выбросов;
- регенерация амина.
5.13 Гидрокрекинг
Технологическое оборудование, используемое на установке, по надежности и конструктивным особенностям должно быть выбрано с учетом физико-химических свойств перемещаемых продуктов и параметров технологического процесса, а также с учетом климатических условий.
Конструкция аппаратов, работающих под давлением, должна обеспечивать надежность и безопасность эксплуатации в течение расчетного срока службы с учетом заданных условий эксплуатации, состава и характера среды и влияния температуры окружающего воздуха.
Для управления и обеспечения безопасных условий эксплуатации емкостные аппараты, работающие под давлением, должны быть оснащены необходимой запорной или запорно-регулирующей арматурой, приборами для измерения давления и температуры, указателями уровня жидкости и предохранительными устройствами.
В аппаратах, где возможно превышение технологического давления выше расчетного давления аппарата, должно быть предусмотрено регулирование давления клапанами КиА и защита аппарата предохранительными клапанами со сбросом в факельную систему или в атмосферу, в соответствии с российскими нормами и правилами.
Центробежные насосы с торцевыми уплотнениями должны быть оснащены системами контроля подшипников по температуре с сигнализацией предельных значений и блокировкой при превышении этого параметра.
Для компрессоров должно быть предусмотрено их дистанционное отключение и установка на линиях всасывания и нагнетания отсекающих устройств с дистанционным управлением.
Для отделения жидкой фазы из перемещаемой газовой среды на всасывающих линиях компрессоров установлены сепараторы.
5.14 Алкилирование
Фтористоводородное алкилирование
Для предотвращения выбросов фтористоводородной кислоты (HF) в воздух в процессе фтористоводородного алкилирования НДТ является применение мокрой очистки щелочным раствором для очистки потоков неконденсирующегося газа перед отводом на факел.
Технология общеприменима. Необходимо соблюдать требования безопасности ввиду опасной природы фтористоводородной кислоты.
Для снижения выбросов в воду в процессе фтористоводородного алкилирования следует использовать технологии, приведенные далее (таблица 5.7):
Таблица 5.7 - Технологии НДТ для процесса фтористоводородного алкилирования
|
Технология |
Описание |
Применение |
|
Осаждение/ нейтрализация |
Осаждение (например, присадками на основе кальция или алюминия) или нейтрализация (где сток не напрямую нейтрализуется KOH) |
Общеприменимо. Необходимо соблюдать требования безопасности ввиду опасной природы фтористоводородной кислоты |
|
Этап сепарации |
Нерастворимые компоненты, образовавшиеся на первом этапе ( |
Общеприменимо |
 ), отделяются в отстойнике, например
), отделяются в отстойнике, напримерПроцесс сернокислотного алкилирования
Для сокращения выбросов в воду в процессе сернокислотного алкилирования НДТ являются снижение использования серной кислоты регенерацией отработанной кислоты и нейтрализация сточных вод, образуемых в результате данного процесса, перед направлением на очистку.
Технология общеприменима. Необходимо соблюдать требования безопасности ввиду опасной природы серной кислоты.
5.15 Установки получения водорода
Рекомендуемые НДТ:
- для снижения выбросов в атмосферу оксидов углерода необходимо контролировать температуру реакционных труб, не допуская превышения оптимальной температуры конверсии сырья;
- использование блоков КЦА и мембранных блоков для отказа от абсорбентов на основе амин, что позволяет сократить металлоемкость установки, расходы материалов, реагентов, энергоресурсов и эксплуатационные расходы;
- использование в качестве топлива природного газа и горелок с низким образованием окислов азота позволяет снизить их концентрацию в дымовых газах технологической печи;
- для снижения выбросов в воздух с установок, потребляющих водород, НДТ является обеспечение должной очистки технологических отходящих газов, направляя их на установку удаления кислых газов;
- для снижения выбросов в воздух с установок, потребляющих водород, НДТ является обеспечение должной очистки дымовых газов, направляя их в систему обессеривания дымовых газов;
- для снижения выбросов в воду НДТ является обеспечение должной очистки потоков сточных вод.
5.16 Деасфальтизация остатков растворителями
Для предотвращения и сокращения выброса опасных веществ в воздух в процессах производства базовых масел в качестве НДТ рассматриваются следующие технологии (таблица 5.8):
Таблица 5.8 - Технологии НДТ для процесса деасфальтизации остатков эастворителями
|
Технология |
Описание |
Применение |
|
Многократная экстракция |
Процесс экстракции растворителями, включая несколько этапов испарения: двойной и тройной эффект |
Использование процесса тройного эффекта может быть ограничено незагрязняющим сырьем |
|
Общая система горячего масла |
Система, где жидкость (горячее масло) с определенной температурой/давлением циркулирует через масляный, газовый или электрический нагреватель для обеспечения требуемой температуры теплоносителя для конкретного применения и затем возвращается в резервуар после соответствующей фильтрации для сохранения эффективности. |
Общеприменимо |
|
Каталитические процессы гидрогенизации |
Конверсия нежелательных соединений путем каталитической гидрогенизации, схожей с процессом гидроочистки. |
Общеприменимо для новых установок |
5.17 Селективная очистка масляного сырья
Для предотвращения и сокращения выброса опасных веществ в воздух в процессах производства базовых масел в качестве НДТ рассматриваются следующие технологии (таблица 5.9):
Таблица 5.9 - Технологии НДТ
|
Технология |
Описание |
Применение |
|
Применение менее токсичных растворителей в процессе экстракции |
Проектирование (новой установки) или реконструкция (существующей) установки таким образом, чтобы предусматривалось использование в процессе наименее токсичных и опасных растворителей. Например, замена фурфурола и фенола метилпирролидоном (N-МП) |
Общеприменимо для новых установок |
|
Многократная экстракция |
Процесс экстракции растворителями, включая несколько этапов испарения: двойной и тройной эффект |
Использование процесса тройного эффекта может быть ограничено незагрязняющим сырьем |
|
Общая система горячего масла |
Система, где жидкость (горячее масло) с определенной температурой/давлением циркулирует через масляный, газовый или электрический нагреватель для обеспечения требуемой температуры теплоносителя для конкретного применения и затем возвращается в резервуар после соответствующей фильтрации для сохранения эффективности. |
Общеприменимо |
|
Каталитические процессы гидрогенизации |
Конверсия нежелательных соединений путем каталитической гидрогенизации, схожей с процессом гидроочистки. |
Общеприменимо для новых установок |
5.18 Депарафинизация рафината селективной очистки
На депарафинизационных установках толуол и хлорированные углеводороды могут заменяться менее опасными веществами, такими, как пропан и смеси на основе метилэтилкетона (МЕК) с метилизобутилкетоном (MIBK).
Для предотвращения и сокращения выброса опасных веществ в воздух в процессе производства базовых масел в качестве НДТ рассматриваются следующие технологии (Таблица 5.10):
Таблица 5.10 - Технологии НДТ
|
Технология |
Описание |
Применение |
|
Многократная экстракция |
Процесс экстракции растворителями, включая несколько этапов испарения: двойной и тройной эффект |
Использование процесса тройного эффекта может быть ограничено незагрязняющим сырьем |
|
Общая система горячего масла |
Система, где жидкость (горячее масло) с определенной температурой/давлением циркулирует через масляный, газовый или электрический нагреватель для обеспечения требуемой температуры теплоносителя для конкретного применения и затем возвращается в резервуар после соответствующей фильтрации для сохранения эффективности. |
Общеприменимо |
|
Каталитические процессы гидрогенизации |
Конверсия нежелательных соединений путем каталитической гидрогенизации, схожей с процессом гидроочистки. |
Общеприменимо для новых установок |
5.19 Адсорбционная очистка базовых масел
Для предотвращения и сокращения выброса опасных веществ в воздух в процессах производства базовых масел в качестве НДТ рассматриваются следующие технологии (таблица 5.11):
Таблица 5.11 - Технологии НДТ
|
Технология |
Описание |
Применение |
|
Общая система горячего масла |
Система, где жидкость (горячее масло) с определенной температурой/давлением циркулирует через масляный, газовый или электрический нагреватель для обеспечения требуемой температуры теплоносителя для конкретного применения и затем возвращается в резервуар после соответствующей фильтрации для сохранения эффективности. |
Общеприменимо |
|
Каталитические процессы гидрогенизации |
Конверсия нежелательных соединений путем каталитической гидрогенизации, схожей с процессом гидроочистки. |
Общеприменимо для новых установок |
5.20 Энергоснабжение НПЗ
5.20.1 Теплоснабжение
Для предотвращения или сокращения выбросов в атмосферу с котельных установок рекомендуются следующие способы и технологии (таблица 5.12):
Таблица 5.12 - Рекомендуемые НДТ
|
Способ/технология |
Описание |
Применение |
|
Соблюдение правил эксплуатации оборудования |
Периодическая очистка поверхности нагрева котельных для предотвращения уноса сажевых образований вместе с паром. |
Общеприменимо |
|
Контроль качества сырья |
Проведение лабораторных анализов котельного сырья |
Общеприменимо |
|
Усовершенствование горелочных устройств |
Применение разных типов горелочных устройств улучшенной конструкции |
Общеприменимо после ремонтов или на новых установках |
5.20.2 Топливоснабжение
Достижение экологического преимущества
Одним из преимуществ газообразного топлива является сравнительная легкость его отчистки от сернистых соединений, способствующих образованию окислов серы при его сжигании. Очистку газового топлива от окислов серы осуществляют с помощью абсорбции аминами.
Топливо, подаваемое в лаборатории и столовые, должно по качеству соответствовать требованиям ГОСТ 20448-90 "Газы углеводородные сжиженные топливные для коммунально-бытового потребления".
Согласно требованию охраны окружающей среды по ГОСТ 10585-2013 "Топливо нефтяное. Мазут" основным средством охраны окружающей среды от вредных воздействий мазута является использование герметичного оборудования в технологических процессах и операциях, связанных с производством, транспортированием и хранением мазута, а также строгое соблюдение технологического режима.
При производстве, хранении и применении мазута должны быть предусмотрены меры, исключающие попадание мазута в системы бытовой и ливневой канализации, а также в открытые водоемы и почву. Для охраны атмосферного воздуха от загрязнения выбросами вредных веществ должен быть предусмотрен контроль за содержанием выбросов в соответствии с ГОСТ 17.2.3.02. Рекомендуемые технологии представлены в таблице 5.13.
Таблица 5.13 - Технологии НДТ
|
Технология |
Описание |
|
Очистка топливного газа НПЗ |
Некоторые топливные газы НПЗ могут быть без содержания серы на источнике (т.е. с каталитического риформинга и процесса изомеризации), но большинство других процессов производят газы с содержанием серы. Данные газовые потоки требуют должной очистки для обессеривания газа (например, на установке удаления кислых газов - см. ниже - для удаления |
|
Обессеривание жидкого топлива |
В дополнение к отбору нефти с низким содержанием серы, обессеривание топлива производится процессом гидроочистки (см. ниже), где имеют место реакции гидрогенизации, ведущие к снижению содержания серы. |
|
Использование газа вместо жидкого топлива |
Снижение использования жидкого нефтезаводского топлива (обычно тяжелое топливо, содержащее серу, азот, металлы) путем замены сжиженным нефтяным газом с площадки или топливным газом, производимым на НПЗ или поставляемым извне газообразным топливом (например, природный газ) с низким уровнем серы и других нежелательных веществ. |
Пути экономного использования топлива
Поскольку затраты топлива довольно ощутимо влияют на себестоимость вырабатываемой продукции, а следовательно, и на прибыль, экономное использование топлива является повседневной заботой и необходимым условием в работе НПЗ.
На расход топлива влияют следующие факторы:
- использование эффективных горелочных устройств, обеспечивающих хороший распыл жидкого топлива и его контакт с воздухом. Использование максимально подогретого за счет рекуперации тепла в регенерационных устройствах воздуха с целью оптимального снижения температуры уходящих в трубу дымовых газов;
- проведение профилактики горелочных устройств не только в период текущих и капитальных ремонтов трубчатых печей, но и ежесменно по разработанному графику чистки от отложений кокса;
- поддержание стабильно-оптимальной температуры жидкого топлива для обеспечения необходимой вязкости перед подачей к форсунке;
- проведение работ по герметизации нагревательных печей для исключения подсоса воздуха и связанного с этим дополнительного расхода топлива, внедрение кислородомеров для контроля содержания кислорода в печи;
- подача такого количества воздуха к форсункам и горелочным устройствам, которое может обеспечить оптимальные условия для сгорания топлива с избытком воздуха, близким к теоретическому.
Соблюдение этих условий способствует рациональному, экономному использованию и снижению материальных затрат при переработке нефти.
5.21 Системы охлаждения
5.21.1 Сегрегирование охлаждающей и технологической воды
Описание
Поскольку технологическая вода обычно более загрязненная, чем охлаждающая вода, их необходимо постоянно сегрегировать. Исключительно в случаях необходимой очистки охлаждающей воды (в системах рециркуляции), смешивания и затем в наиболее подходящих случаях (после проведения первичной очистки технологической воды).
Экологические преимущества
В процессе сегрегации охлаждающую воду очищают от нефтепродуктов, поступающих из других потоков воды. Данная технология увеличивает показатели регенерации нефтепродуктов на установке очистки сточных вод.
Воздействие на различные компоненты окружающей среды
О каких-либо межсредовых воздействиях не сообщается.
Применимость
Установки для очистки сточных вод должны быть изначально спроектированы в целях выполнения комбинированной обработки потоков технологической и охлаждающей воды и могут подлежать модернизации после внедрения процесса сегрегации с целью эффективной очистки получаемых менее и более концентрируемых стоков.
Экономические аспекты
На некоторых секциях действующих установок внедрение процесса сегрегации может оказаться дорогостоящим способом.
Мотивы внедрения
Целью является предотвращение загрязнения охлаждающей воды за счет потока технологической воды, которая является наиболее загрязненной, во избежание растворения в ней технологической воды до начала ее очистки.
5.21.2 Меры по предотвращению стока нефтепродуктов в воду для охлаждения
Описание
Потери нефтепродуктов в результате утечек можно минимизировать за счет проведения непрерывного мониторинга, относящегося к системе обнаружения утечек и системе ремонта. Первый этап включает мониторинг сепараторов охлаждающей воды для накопления масла, проводимый с целью обнаружения источника утечки, таким образом, чтобы сохранялась возможность корректировки. Составление детальных чертежей систем и схем технологического процесса является обязательным условием в рамках данной деятельности. Метод дактилоскопии также может ускорить процесс обнаружению утечек. Данная технология является наиболее эффективной в случае установки масляно-водяных регистраторов на различных участках системы охлаждения воды. Данная технология способствует быстрому обнаружения утечек и принятию коррективных мер. Резервные и критические теплообменники могут использоваться в целях достижения максимальной эффективности при выполнении данной процедуры.
Экологические преимущества
Уменьшение количества объемов нефтепродуктов, поступающих в воду для охлаждения.
Мотивы внедрения
Обнаружение и устранение поступления нефтепродуктов в воду для охлаждения.
5.21.3 Совершенствование процесса сепарации нефтепродуктов/воды перед началом подачи на установку очистки воды
Описание
В этом случае применяют следующие технологии:
-
а) Перекачивание стоков воды из установок обессоливания в отстойные барабаны, в которых затем происходит процесс сепарации нефтепродуктов и воды. Нефтепродукты могут регенерировать напрямую в систему остатков нефти и воды.
-
б) Выбор подходящих регуляторов уровня поверхности раздела. В функциональном порядке рассмотрения факторов плотности и ряда обработанных классов тяжелой нефти рассматривается возможность выбора наиболее точных уровнемеров среди поплавковых уровнемеров, емкостных датчиков уровня и радиоволновых датчиков. Точность определения уровня поверхности раздела является основополагающим условием для нормальной эксплуатации установки для обессоливания.
-
в) Совершенствование процесса сепарации нефтепродуктов/воды достигается путем использования "влажных" реагентов, целью которых является обезжиривание твердых загрязняющих веществ и извлечение нефтепродуктов и воды.
-
г) Применение нетоксичных, поддающихся биологическому разложению, невоспламеняющихся специальных деэмульгаторов в целях промотирования коалесценции капель воды.
Экологические преимущества
Описанные выше системы используют для совершенствования процесса сепарации нефтепродуктов/воды за счет снижения ввода нефтепродуктов на установку очистки воды и циклического нагнетания на технологическую установку, а также за счет уменьшения образования масляного шлама. На первой из указанных выше установок нефтепродукты в объеме менее 10-20% направляют на установку сепаратора сбора нефти из открытых стоков. На второй установке нефтепродукты в объеме 5-10%, отделяют от жидкой фазы.
Воздействие на различные компоненты окружающей среды
В рамках некоторых подходов предлагается использовать химикаты.
Применимость
Применима во всех случаях.
Мотивы внедрения
Целью является совершенствование процесса сепарации нефтепродуктов/воды.
5.21.4 Совершенствование процесса сепарации твердых частиц/нефтепродуктов
Описание
Твердые вещества, поступающие на установку дистилляции нефти, в конечном итоге притягивают большие объемы нефтепродуктов генерации дополнительных эмульгированных стоков и шлама. Поэтому твердые вещества из установок для обессоливания необходимо удалять в максимальном объеме. Другой целью является снижение твердых веществ, выходящих из установки для обессоливания вместе с нефтью, до минимальных объемов. Для исполнения указанных целей применяется ряд технологий, представленных ниже:
-
а) Способ применения смесителей с низким сдвигом для смешивания промывной воды из установок для обессоливания с нефтью;
-
б) Способ предупреждения турбулентности внутри емкостей обессоливания за счет снижения давления потока воды;
-
в) Способ замены насадок для воды на лопасти для грязи. Наименьшие значения турбулентности наблюдаются в процессе эксплуатации указанных устройств в момент удаления осаждаемых твердых остатков;
-
г) Способ сепарации жидкой фазы (суспензии) в тарелочном сепараторе напорного типа;
-
д) В качестве альтернативы может применяться комбинированная система гидроциклонов для обессоливания и обезжиривания;
-
е) Способ оценки эффективности системы шламовой очистки. Шламовая очистка представляет собой ряд периодических операций по перемешиванию жидкой фазы на установке для обессоливания с целью торможения и удаления твердых веществ, аккумулируемых на дне емкости. Данная операция по очистке способствует повышению эффективности параметров установок обессоливания во время нормального режима работы, в частности, во время продолжительного периода работы.
Экологические преимущества
Увеличение содержания масла в составе генерируемого шлама за счет применения вышеуказанных технологий и улучшение процесса сепарации шлама из жидкой фазы.
Воздействие на различные компоненты окружающей среды
Применение данных технологий способствует увеличению генерации шлама внутри НПЗ. При величине содержания серы в донных осадках равной 0,015 в весовом соотношении теоретически объем сбора шлама может составлять 1500 т/год на НПЗ мощностью 10 мт/год.
Применимость
На случай достижения параметрами на дне резервуара, параметрами донных остатков и воды критических значений на выходе из технологических установок, на установках для обессоливания предусмотрена система промывки донных остатков для удаления осаждаемых твердых веществ.
Мотивы внедрения
Совершенствование процесса сепарации твердых частиц, нефтепродуктов и жидкой фазы.
Примеры
Установки для обессоливания с устройствами для обессоливания встречаются довольно редко. Случаи эксплуатации установок для обессоливания мазута также встречаются довольно редко, при этом по мере увеличения новых комплексных процессов для конверсии остатков на нефтеперерабатывающих предприятиях наблюдается увеличение случаев эксплуатации таких установок. На некоторых НПЗ установки для обессоливания оборудуют системами промывки донных остатков.
5.21.5 Повторное использование воды для обессоливания
Описание
Процесс обессоливания играет важную роль в рамках стратегии, принятой на НПЗ, для управления процедурами очистки воды. Вода, используемая для других процессов, может повторно использоваться на установке для обессоливания. Например, в случае использования очищенной кислой воды на установке промывки и обессоливания воды входящие в ее состав аммиак, сульфиды и фенолы до некоторой степени могут быть ресорбированы в нефть.
В качестве промывной воды для обессоливания используют следующие виды технологической воды:
-
а) Вода, накапливаемая в барабане, находящемся наверху установки первичной переработки нефти, в объеме равном 1-2% весового соотношения от сырой смеси из пара нагнетания;
-
б) (Неочищенный) пароконденсат из сушилок легкого и тяжелого газойля и от верхней части колонны вакуумной перегонки (около 3,5% весового соотношения от сырья);
-
в) Очищенная кислая вода и другие потоки технологической воды, не содержащие твердой фазы. Вода, поступающая из скруббера и колонны отпарки, довольно грязная, в связи с чем необходимо производить сепарацию нефтепродуктов и твердой фазы перед выполнением биохимической очистки и/или перед повторным использованием воды на установке для обессоливания и промывки воды. Кислая вода перед ее повторным использованием и/или перед выполнением окончательной очистки на очистных сооружениях сточных воды сначала направляется на очистку в колонну отпарки кислой воды;
-
г) Замедленные стоки из установок для охлаждения воды и котлов.
Экологические преимущества
В случае подобного использования воды показатели гидравлической нагрузки на установке очистке воды и показатели потребления воды в целом на НПЗ могут снижаться.
Воздействие на различные компоненты окружающей среды
Циклическое нагнетание потоков эмульгированной воды, способствующих ухудшению сепарации нефтепродуктов/воды на установке для обессоливания, чрезмерный выброс нефтепродуктов в воду. Воду с высоким общим содержанием взвешенных частиц не используют на установке для обессоливания и промывки воды для снижения движущей силы извлечения соли из нефти водой.
Применимость
Примеры эмульгированных стоков на установках для обессоливания встречаются на следующих установках: на установках для окисления битума, установках для гидрокрекинга, установках коксования (где пыль является стабилизатором эмульсионных фаз) и на установках фтористоводородного алкилирования (с коррозионными фтористыми отложениями). Способ повторного использования потоков воды из установки для обессоливания полностью применим на новых НПЗ и применим с некоторыми трудностями на действующих НПЗ. Применение данного способа ограничивается в том случае, когда процент содержания солей в сточной воде может превышать установленные пределы и нарушать тем самым нормальный режим эксплуатации установки для биовыщелачивания.
Экономические аспекты
Расходы на сбор, очистку, перекачку и транспортировку таких потоков подлежат рассмотрению.
Мотивы внедрения
Снижение гидравлической нагрузки на установках для очистки воды НПЗ и уменьшение объемов потребляемой воды.
5.22 Водоснабжение
Выбор технологической схемы очистки воды на основе НДТ. Очистные сооружения являются одним из составных элементов системы водоснабжения и тесно связаны с ее остальными элементами. Вопрос о месте расположения очистной станции решается при выборе схемы водоснабжения объекта. Часто очистные сооружения располагают вблизи источника водоснабжения и, следовательно, в незначительном удалении от насосной станции первого подъема. Наибольшее распространение в практике водоочистки (особенно в городских водопроводах) имеют схемы очистных сооружений с самотечным движением воды (рис.5.1). Вода, поданная насосами станции первого подъема, самотеком проходит последовательно все очистные сооружения и поступает в сборный резервуар (резервуар чистой воды), из которого забирается насосами станции второго подъема. Таким образом, резервуар чистой воды непосредственно связан с комплексом очистных сооружений и должен быть расположен вблизи от них, так же как и насосная станция второго подъема.
Рисунок 5.1 - Схема осветления, обесцвечивания и обеззараживания воды с применением отстойников и фильтров
1 - насосы I подъема; 2 - реагентный цех; 3 - смеситель; 4 - камера хлопьеобразования; 5 - отстойники; 6 - фильтры; 7 - резервуары чистой воды; 8 - насосы II подъема
Решению вопроса о компоновке очистных сооружений должны предшествовать выбор схемы технологического процесса очистки воды с использованием НДТ, а также установление типа, числа и размеров отдельных сооружений (отстойников, фильтров и др.). Этот выбор производится на основе результатов технологических анализов воды источника и в зависимости от требований потребителей к качеству воды. Выбор схемы очистки воды, типа сооружений и их компоновки должен быть сделан на основании технико-экономических сравнений возможных вариантов.
5.23 Канализация и очистные сооружения
5.23.1 Технологии очистки сточных вод
Рекомендуемые НДТ представлены в таблице 5.14.
Таблица 5.14 - Рекомендуемые НДТ
|
Способ/технология |
Описание |
Применение |
|
Оптимизация процесса очистки |
Использование технологий и оборудования в соответствии со степенью загрязнения сточных вод |
Общеприменимо |
|
Комплексные закрытые очистные сооружения с замкнутым циклом водопользования |
Использование комплексных закрытых очистных сооружений с замкнутым циклом водопользования, включающих блоки флотации, биологической очистки, мембранные и угольные фильтры, установку обратного осмоса, мембранные биореактора (МБР) |
Общеприменимо для новых и реконструируемых установок |
|
Контроль поступающих на очистные сооружения сточных вод |
Использование для пробоотбора автоматических пробоотборников, проведение анализов проб сточных вод |
Общеприменимо |
|
Предотвращение разливов и утечек |
Проведение специальных мероприятий и/или подключение временного оборудования при особых обстоятельствах, таких как утечки, разгерметизация и т.д. |
Общеприменимо |
5.23.2 Канализационные насосы
НДТ являются:
- Совершенствование процедуры технического обслуживания канализационной системы и, следовательно, повышения качества сырьевых стоков, поступающих на водоочистные сооружения;
- Выделение отдельных потоков воды без содержания нефтепродуктов, потоков, периодически загрязняемых нефтепродуктами и потоков, постоянно загрязняемых нефтепродуктами. Последний из потоков подразделяют на потоки низкого и высокого ВПК (биохимического потребления кислорода), которые могут направлять на биохимическую очистку, доочистку сточных вод или повторное использование;
- В процессе строительства преимущественно устанавливается несколько небольших КНС вместо одной крупногабаритной.
5.24 Система очистки выбросов и факельные установки
5.24.1 Мониторинг выбросов в воздух и ключевых технологических параметров
НДТ заключаются в мониторинге выбросов в воздух и ключевых технологических параметров на установках, перечисленных в таблице 5.15.
Таблица 5.15 - Мониторинг выбросов
|
Описание |
Технологическая установка |
Минимальная частота |
|
Мониторинг выбросов в воздух |
||
|
Мониторинг |
Установки каталитического крекинга и установки сжигания |
Непрерывно (1) |
|
Установки производства серы |
Непрерывно (2) для |
|
|
Мониторинг выбросов |
Все установки с ИКВ и ИНКВ |
Непрерывно |
|
Мониторинг выбросов СО при неполном сгорании, особенно на установках ФКК или там, где применяются первичные технологии для снижения выбросов |
Установки каталитического крекинга и сжигательные установки |
Непрерывно |
|
Мониторинг выбросов металлов (Ni, Sb, V) |
Установки каталитического крекинга и сжигательные установки |
Ежемесячно |
|
Мониторинг диоксинов и фурана |
Установка каталитического риформинга |
Ежегодно |
|
Мониторинг ключевых технологических параметров |
||
|
Мониторинг параметров для предотвращения/сокращения загрязнения, например, содержание |
Установки каталитического крекинга и сжигательные установки |
Непрерывно на содержание |
|
Мониторинг ключевых параметров для обеспечения устойчивости процесса, например, температуры, потока воздуха |
Установки каталитического крекинга, сжигательные установки, установки производства серы |
Непрерывно или периодически, основываясь на устойчивости процесса. |
|
Мониторинг, основанный на измерении выбросов Непрерывный мониторинг выбросов |
||
5.24.2 Эксплуатация систем очистки отходящих газов
Наилучшими доступными технологиями являются технологии извлечения из отходящих газов и утилизации серосодержащих соединений путем производства элементарной серы и серной кислоты. Суммарная мощность процессов, утилизирующих серу, должна обеспечивать переработку в товарную продукцию всей серы, поступающей с сырьем.
НДТ не является сжигание, например, в факеле неочищенных от серы отходящих газов, без полезного использования, выделяющегося при горении тепла. Для предотвращения и сокращения выбросов аммиака () в воздух при применении технологий селективного каталитического и некаталитического восстановления (СКВ, СНКВ) НДТ является поддержание подходящих рабочих условий для систем очистки отработанного газа СКВ и СНКВ с целью сокращения выбросов непрореагировавшего .
Для предотвращения и снижения выбросов в воздух с установки отпарки кислой воды НДТ является направление кислых отходящих газов с данной установки на установку производства серы или на любой эквивалентный процесс очистки газа. НДТ не является прямое сжигание газа с установки отпарки кислой воды и неконденсирующихся неочищенных газов.
5.24.3 Заключения НДТ для факелов
Для предотвращения выбросов в атмосферу от факелов НДТ является применение факельного сжигания только в экстренных ситуациях или при особых эксплуатационных условиях (например, пуск, останов).
5.24.4 Перечень доступных технологий для снижения выбросов в атмосферу маркерных веществ
Наилучшими доступными технологиями, обеспечивающими минимизацию выбросов маркерных загрязняющих веществ в атмосферу, считать технологии, описанные в таблицах 5.16-5.22.
Таблица 5.16 - Технологии снижения эмиссии в атмосферу пыли
|
Технология |
Описание |
|
Электростатический осадитель |
Электростатические осадители работают таким образом, что частицы заряжаются и разделяются под влиянием электрического поля. Электростатические осадители способны функционировать при широком диапазоне условий. Эффективность в снижении уровня запыленности может зависеть от продолжительности работы (размеров), характеристик катализатора и устройств по удалению частиц, находящихся выше по потоку |
|
Мешочный фильтр |
Мешочные фильтры производятся из проницаемой тканевой основы или войлока, через который проходят газы для удаления частиц. Использование мешочного фильтра требует выбора материала, соответствующего характеристикам отходящих газов и максимальной рабочей температуре |
|
Многоступенчатые циклонные сепараторы |
Термин сепаратор третьей ступени относится к устройству ловушки циклонным способом или системе, установленной за двумя ступенями циклонов. Наиболее принятая конструкция сепаратора состоит из одного сосуда, содержащего много циклонов или это может быть улучшенная технология - вихревой-трубчатый сепаратор. Работа в основном зависит от концентрации частиц и распределения по размерам катализаторной пыли, находящейся ниже по потоку циклонов внутри регенератора |
|
Центробежные промыватели |
В центробежных промывателях совмещен принцип циклона и интенсивного контакта с водой, например скруббер Вентури |
|
Фильтр третьей ступени с обратной промывкой |
Керамические или металлокерамические фильтры обратной промывки - устройства, на которых задержанные в качестве фильтрационного осадка на поверхности твердые элементы удаляются обратным потоком. Отделенные твердые частицы затем выдуваются из системы фильтрации |
Таблица 5.17 - Технологи снижения эмиссии в атмосферу оксидов азота ()
|
Технология |
Описание |
|
Модификации сжигания |
|
|
Снижение соотношения воздух/топливо |
Технология основывается в основном на следующем: Снижение до минимума утечек воздуха в печь Тщательный контроль воздуха, используемого для горения Модифицированная конструкция камеры горения печи |
|
Ступенчатое сжигание |
Ступенчатая подача воздуха - горение с недостатком воздуха и ввод оставшегося воздуха или кислорода в печь для завершения горения Ступенчатая подача топлива - первичное пламя с низким импульсом развивается в устье горелки, вторичное пламя покрывает корень первичного пламени, снижая его внутреннюю температуру |
|
Рециркуляция дымового газа |
Подразумевается повторный выпуск отходящего газа из печи на пламя для снижения содержания кислорода и тем самым температуры пламени. Использование специальных горелок основано на внутренней рециркуляции отработавших газов, которые охлаждают корень пламени и сокращают содержание кислорода в самой горячей части пламени |
|
Горелки с низким выходом оксидов азота |
Технология (включая горелки с ультранизким выходом оксидов азота) основана на принципах снижения максимальных температур пламени, откладывая, но завершая горение и увеличивая теплообмен (возросшая излучательная способность пламени). Это может быть связано с модифицированной конструкцией камеры сгорания печи. |
|
Оптимизация горения |
Основываясь на постоянном мониторинге параметров горения (например, |
|
Ввод разбавителей |
Добавленные в оборудование системы сжигания инертные разбавители, такие, как дымовой газ, пар, вода и азот, сокращают температуру пламени и соответственно концентрацию |
|
Избирательное каталитическое восстановление |
Технология основана на восстановлении |
|
Низкотемпературное окисление |
При процессе низкотемпературного окисления вводится озон в поток дымового газа при оптимальных температурах ниже 150°С для окисления нерастворимых NO и |
 .
. Таблица 5.18 - Технологии снижения эмиссии в атмосферу оксидов серы ( )
)
|
Технология |
Описание |
|
Очистка топливного газа НПЗ |
Некоторые топливные газы НПЗ могут быть без содержания серы на источнике (т.е. с каталитического риформинга и процесса изомеризации), но большинство других процессов производят газы с содержанием серы. Данные газовые потоки требуют должной очистки для обессеривания газа (например, на установке удаления кислых газов - см. ниже - для удаления |
|
Обессеривание жидкого топлива |
В дополнение к отбору нефти с низким содержанием серы, обессеривание топлива производится процессом гидроочистки (см. ниже), где имеют место реакции гидрогенизации, ведущие к снижению содержания серы. |
|
Использование газа вместо жидкого топлива |
Снижение использования жидкого нефтезаводского топлива (обычно тяжелое топливо, содержащее серу, азот, металлы) путем замены сжиженным нефтяным газом с площадки или топливным газом, производимым на НПЗ, или поставляемым извне газообразным топливом (например, природный газ) с низким уровнем серы и других нежелательных веществ. |
|
Использование каталитических присадок для сокращения |
Использование вещества (например, катализатора на основе оксида металла), переносящего серу, связанную с коксом, с регенератора обратно в реактор. Это происходит более эффективно в режиме полного, а не частичного сгорания. Примечание: каталитические присадки для сокращения |
|
Гидроочистка |
Основываясь на реакциях гидрогенизации, целью гидроочистки является в основном производство топлива с низким содержанием серы (например, 10 ppm бензин и дизельное топливо) и оптимизация технологической конфигурации (конверсия мазута и производство среднего дистиллята). В результате гидроочистки сокращается содержание серы, азота и металла в сырье. Так как требуется водород, то необходима достаточная производственная мощность. Соединения серы, присутствующие в сырье, гидрогенизируются с превращением серы в сероводород в технологическом газе, поэтому производительность очистки (например, установка аминной очистки, установка Клауса) может также быть проблемным вопросом. |
|
Удаление кислого газа, например аминной очисткой |
Отделение кислого газа (в основном сероводород |
|
Установки производства серы |
В основном это производство серы методом Клауса - удаление серы из насыщенных сероводородом потоков газа с установок аминной очистки и установок отпарки кислой воды. За установкой производства серы идет установка очистки хвостовых газов для удаления остаточного |
|
Установка очистки хвостовых газов |
Дополняющая технология для лучшего удаления соединений серы. Установки могут быть разделены на 4 категории согласно применяемым принципам: Прямое окисление до серы Продолжение реакции Клауса (при условиях ниже температуры точки росы серы) Окисление до Восстановление серы до |
|
Обессеривание дымового газа |
Технология или совокупность технологии очистки, с помощью которых сера удаляется из дымовых газов с помощью различных процессов, в основном включающих щелочной сорбент для захвата |
|
Мокрая очистка |
В процессе мокрой очистки газообразные соединения растворяются в соответствующей жидкости (вода или щелочной раствор). Может быть достигнуто одновременное удаление твердых и газообразных соединений. Ниже по потоку установки мокрой очистки дымовые газы насыщаются водой, поэтому перед выпуском дымовых газов требуется отделение капель. Образовавшаяся жидкость очищается процессом обработки сточных вод, и нерастворимые вещества собираются за счет осаждения или фильтрации. В зависимости от типа промывочного раствора это может быть: - Нерегенеративная технология (например, на основе натрия или магния); - Регенеративная технология (например, амин или содовый раствор). В зависимости от способа контакта, для различных технологий могут потребоваться: - трубка Вентури, использующая энергию входящего газа, распыляя жидкость газом; - насадочный скруббер, тарельчатая колонна, оросительная камера. Так как скрубберы в основном служат для удаления |
|
Нерегенеративная очистка |
Раствор на основе натрия или магния используется в качестве щелочного реагента для абсорбции - мокрое известкование - водный раствор аммиака - морская вода |
|
Очистка морской водой |
Особый нерегенеративный тип очистки, в котором используются щелочные свойства морской воды как растворителя там, где она доступна в большом объеме. Обычно требуются меры по борьбе с запыленностью выше по потоку. |
|
Регенеративная очистка |
Использование специального абсорбирующего реагента для |
|
Сухая или полусухая очистка вместе с системой фильтрации |
Сухой порошок или суспензия/раствор щелочного реагента вводятся и распространяются по потоку отходящего газа. Вещество реагирует с газообразными соединениями серы для формирования твердого вещества, которое удаляется в процессе фильтрации (мешочный фильтр или электростатический осадитель). Как правило, использование реакционной башни улучшает эффективность удаления системы очистки. |
Таблица 5.19 - Технологи снижения эмиссии в атмосферу монооксида углерода (CO)
|
Технология |
Описание |
|
Контроль за операцией горения |
Рост выбросов CO из-за применения модификаций процесса сжигания (первичные технологии) с целью сокращения выбросов |
|
Катализаторы с промоторами окисления оксида углерода (CO) |
Использование вещества, которое селективно способствует окислению CO до |
|
Котел CO (оксид углерода) |
Специальное устройство дожигания, где CO, присутствующий в дымовом газе, потребляется ниже по потоку каталитического регенератора для рекуперации энергии. Обычно используются только с установками ФКК неполного сжигания. |
Таблица 5.20 - Комплексная очистка от смеси оксидов серы и азота
|
Мокрая очистка |
Использование скрубберов с поглощающими растворами (дисперсиями). |
|
Комбинированная технология |
Комбинированная технология по удалению |

Таблица 5.21 - Ограничение выбросов ЛОС и контроль
|
Технология |
Описание |
|
Балансировка паров |
Технология, при которой для предотвращения выбросов в атмосферу с операций загрузки вытесненная смесь возвращается в бак подачи и замещает выкаченный объем. Может использоваться, где имеет место операция загрузки с резервуаров, судов или барж. Пар может храниться до улавливания или разрушения. |
|
Улавливание паров |
Борьба с выбросами летучих органических соединений во время операций загрузки и выгрузки большинства летучих продуктов, особенно нефти и более легких продуктов, осуществляется с помощью различных технологий: Абсорбция: молекулы пара растворяются в соответствующей абсорбирующей жидкости (например, гликоли или нефтяные фракции, такие, как керосин или риформат). Загруженный промывочный раствор десорбируется повторным нагреванием на следующем этапе. Выделенные газы должны либо быть конденсированы и переработаны, либо сожжены. Адсорбция: молекулы пара задерживаются активными местами на поверхности адсорбирующих твердых веществ, например, активированный уголь или цеолит. Адсорбент периодически регенерируется. Полученный десорбат затем абсорбируется в циркулирующем потоке, содержащем бензин, промывочной колонны ниже по потоку. Остаточный газ направляется на дальнейшую очистку. Мембранная сепарация: молекулы пара проходят через селективные мембраны для разделения паро-воздушной смеси на обогащенную углеводородом фазу (пермеат), которая затем конденсируется или абсорбируется, и обедненную углеводородом фазу (ретентат). Двухступенчатая низкотемпературная конденсация/конденсация: при охлаждении паро-газовой смеси молекулы пара конденсируются и отделяются как жидкость. Так как влажность приводит к обледенению теплообменника, требуется двухступенчатый процесс конденсации для попеременной работы. Гибридные системы: комбинация доступных технологий по улавливанию паров. Примечание: достигаемая концентрация выражена для неметановых ЛОС, так как процессы абсорбции и адсорбции не могут значительно снизить выбросы метана. |
|
Окисление ЛОС |
|
|
Программа обнаружения и устранения утечек LDAR |
|
|
Высоко герметичное оборудование |
Разложение ЛОС происходит за счет применения термического окисления (сжигание) или каталитического, когда улавливание нецелесообразно. Для предотвращения взрыва необходимо соблюдать меры безопасности (например, пламегасители). Термическое окисление происходит в камере, окислителях с огнеупорной футеровкой, оборудованных газовой горелкой и трубой. Если присутствует бензин, то эффективность теплообменника будет ограничена, и температура подогрева должна поддерживаться ниже 180°С для предотвращения возгорания. Диапазон рабочей температуры - от 760 до 870°С, время пребывания обычно 1 секунда или меньше. Для каталитического окисления требуется катализатор, увеличивающий скорость окисления адсорбцией кислорода и ЛОС на своей поверхности. Катализатор позволяет реакции окисления протекать при более низкой температуре, чем требуется для термического окисления: обычно в диапазоне от 320° до 540°С. На первом этапе подогрева (электрически или с газом) достигается температура, необходимая для начала каталитического окисления ЛОС. Этап окисления происходит, когда воздух проходит через слой твердого катализатора. |
Таблица 5.22 - Другие методы ограничения и контроля выбросов
|
Технология |
Описание |
|
Технологии по предотвращению или снижению выбросов с факельного горения |
Правильная конструкция установки подразумевает достаточную мощность системы регенерации, использование высоко герметичных предохранительных клапанов и других мер для использования факельного сжигания только в качестве системы безопасности в особых случаях (запуск, останов, аварийная ситуация). Управление установкой включает организационные меры и меры контроля для снижения вероятности использования факельного сжигания, например, контролируя систему производства газообразного топлива с применением передовых методов. Проектирование факела - включает высоту, давление, подачу пара, воздуха или газа, тип факельного оголовка и т.д. Целью является достижение бездымной и надежной работы и обеспечение эффективного сжигания избыточного газа при особых операциях. Мониторинг и отчетность: непрерывный мониторинг свойств и количества газа, направляемого на факел и связанных параметров сжигания (например, течение газовой смеси и теплосодержание, коэффициент вспомогательных средств, скорости, загрязняющих выбросов). Фактор сжигания, заносимый в отчеты - это требование Системы экологического менеджмента (EMS) для предотвращения будущих сжиганий. |
|
Выбор катализатора для исключения образования диоксинов |
Во время регенерации катализатору установки риформинга требуется органический хлорид для его эффективной работы (для восстановления нужного хлоридного баланса в катализаторе и обеспечения правильного диспергирования металлов). Выбор хлористого вещества повлияет на возможность выбросов диоксинов и фуранов. |
5.25 Утилизация отходов
Наилучшими доступными технологиями предотвращения, а там, где невозможно, сокращения образования отходов, является внедрение плана управления отходами, который в первую очередь обеспечивает рециркуляцию отходов, утилизацию или уничтожение.
Методы сокращения объемов накопления шламов представлены в таблице 5.23.
Таблица 5.23 - Методы сокращения объемов накопления шламов
|
Технология |
Описание |
Применение |
|
Предварительная очистка шлама |
Перед финальной очисткой (например, в печи с псевдоожиженным слоем) шламы осушаются и/или обезмасливаются (например, с помощью центробежных декантеров или паровых сушилок) для снижения их объема |
Общеприменимо |
|
Повторное использование шлама на технологических установках |
Определенные типы шламов (например, нефтешлам) могут быть переработаны на установках (например, коксования) в качестве сырья благодаря содержанию нефтепродукта |
Использование только тех шламов, которые соответствуют требованиям для переработки на установке с необходимой очисткой |
Для сокращения объемов накопления нефтешлама в качестве НДТ рассматривается использование одной или нескольких технологий, приведенных в таблице.
5.26 Товарно-сырьевой парк
5.26.1 Резервуары хранения нефти
Для предотвращения или сокращения выбросов с резервуаров НПЗ рекомендуются следующие способы и технологии (таблица 5.24):
Таблица 5.24 - Рекомендуемые НДТ
|
Способ/технология |
Описание |
Применение |
|
Конструкция резервуара |
Использование уплотнителей, для ограничения потерь паров углеводородов. Сокращение объема газового пространства резервуаров. |
Общеприменимо |
|
Технологии, относящиеся к эксплуатации |
Система управления, включающая обнаружение утечек и эксплуатационный контроль для предотвращения возможности перелива нефти и нефтепродуктов, контроль за состоянием запасов, температурным режимом, давлением и т.д. |
Общеприменимо |
5.26.2 Системы слива и налива сырья и товарных продуктов
Для ограничения или сокращения выбросов летучих органических соединений с операций налива и слива НДТ является использование одной или нескольких технологий, предоставленных далее (таблица 5.25), для достижения степени рекуперации минимум 95%:
Таблица 5.25 - Технологии НДТ
|
Технология |
Применение |
|
Балансировка паров |
Общеприменимая технология |
|
Рекуперация летучих органических соединений Конденсация Абсорбция Адсорбция Мембранная технология Гибридные системы |
Общеприменимая технология в качестве альтернативы в исключительных обстоятельствах может также применяться сжигание |
Установка сжигания летучих органических соединений может заменить установку по рекуперации в случае, если рекуперация небезопасна или технически невозможна из-за объема возвращаемой паровоздушной смеси.
5.26.3 Технологии пропарки и подготовки цистерн
К НДТ относится:
- использование закрытых (замкнутых) рециркуляционных технологий отмывки, основанных на использовании высокоэффективных моющих реагентов и компактного аппаратурного оснащения процесса, обеспечивающих экологическую безопасность за счет отвода и транспортировки рабочих сред (в том числе моющего раствора, смешанных нефтеостатков (СНО) и т.п.) по закрытым трубопроводам и воздуховодам.
6 Экономические аспекты реализации наилучших доступных технологий
Основные принципы (1-4) методологии определения НДТ с учетом оценки аспектов ее комплексного воздействия на окружающую среду представлены в разделе 4.
Применение этих основных принципов должно позволить как пользователю, так и лицу, принимающему решение, сравнить прозрачным и равноправным способом имеющиеся варианты, единственно приемлемым методом.
На практике данные о затратах оцениваются достаточно часто, но редко детализируются по компонентам или до уровня, когда ежегодные изменения затрат могут быть показаны с заданной степенью точности. Это ограничивается возможностями выполнения объективного сравнительного анализа технико-экономических и экологических характеристик.
Затраты следует структурировать с достаточным уровнем детализации, который показывает, какие затраты относятся к инвестиционным расходам и какие относятся к эксплуатационным затратам относительно результатов анализа значимых стадий жизненного цикла установки.
Классификация (виды) оборудования:
- технологическое, энергетическое, подъемно-транспортное, насосно-компрессорное и другое;
- приборы, средства контроля, автоматики, связи;
- инженерное оборудование зданий и сооружений;
- транспортные средства;
- оборудование средств пожаротушения;
- оборудование вычислительных центров, лабораторий, мастерских различного назначения и пр.;
- прочее оборудование.
Затраты на приобретение оборудования:
Проектно-изыскательские работы;
Сметная стоимость оборудования, в том числе:
- цена приобретения оборудования;
- стоимость запасных частей;
- стоимость тары, упаковки и реквизита;
- транспортные расходы и услуги посредников или снабженческо-сбытовых организаций;
- расходы на комплектацию;
- заготовительно-складские расходы;
- другие затраты, относимые к стоимости оборудования.
Монтажные работы, в том числе:
- сборка и установка в проектное положение всех видов оборудования;
- прокладка линий электроснабжения и сетей к электросиловым установкам;
- прокладка технологических трубопроводов и устройство подводок к оборудованию;
- монтаж и установка технологических металлоконструкций, обслуживающих площадок, лестниц и других устройств, конструктивно связанных с оборудованием;
- другие работы, предусмотренные в сборниках сметных нормативов на монтаж оборудования;
Прочие затраты (включая непредвиденные).
Данные о капитальных затратах могут быть получены из различных источников, но, каким бы ни был источник получения этих данных, пользователю необходимо оценить достоверность полученных данных, пробелы и неопределенности предварительной оценки о потенциальном воздействии технологий на окружающую среду.
Для повышения обоснованности данных о капитальных затратах пользователь должен собрать их по возможности из нескольких независимых источников. Источники происхождения всех собранных данных следует документировать. Это позволит проследить путь получения и обоснования данных, если позднее в этом возникнет необходимость. Если источник данных - это опубликованное сообщение (отчет, доклад) или база данных, то достаточно стандартной библиографии. Если же источником данных служит устное или другое недокументированное сообщение, то в этом случае должен быть зафиксирован источник информации и указана дата ее получения.
Возможными источниками получения данных о капитальных затратах являются:
- информация отраслей экономики (например, планы строительства, проектная документация о планируемых к реализации промышленных объектах, документация);
- поставщики технологии, оборудования и пр. (например, каталоги, предложения, конкурсы);
- органы исполнительной власти;
- эксперты и консультанты;
- специализированные компании (например, в случае проведения пилотных проектов);
- официальная информация (например, доклады, отчеты, специализированные журналы, материалы выставочно-конгрессных мероприятий);
- государственная статистическая отчетность;
- исследования затрат в идентичных проектах в смежных отраслях.
Ранжирование вариантов НДТ по мере возрастания экономической эффективности предусматривает учет экологической выгоды. Например, реализация практической возможности утилизировать тепло отходящих газов печей.
После того, как возможные варианты ранжируются с точки зрения экологической результативности, вариант с наименьшим воздействием на окружающую среду может быть признан наилучшим, но только в том случае, если такой вариант доступен с экономической точки зрения.
В состав оценки капитальных затрат иногда включаются непредвиденные расходы, чтобы покрыть затраты, которые не могут быть точно оценены. Сюда относятся те расходы, о которых известно, что они возникнут, но определить их детально и добавить в смету затрат не представляется возможным. По мере реализации проекта статьи затрат становятся более детальными и непредвиденные расходы уменьшаются. Размер резерва на непредвиденные расходы - вопрос обсуждения и опыта, который будет зависеть прежде всего от степени технической достоверности (определенности), которая закладывается в проект. Непредвиденные расходы обычно указываются как процент от капитальных затрат. Любые обстоятельства, которые могут привести к непредвиденным расходам, должны указываться отдельно и гарантировать прозрачность. Если для рассматриваемых альтернативных вариантов технологий указаны различные непредвиденные затраты, включая, например, необходимость и практические возможности биологической обработки отходов после их раздельного сбора, они должны быть обоснованы и подтверждены.
Наиболее явный способ сравнить затраты на реализацию мероприятия и извлекаемые выгоды состоит в представлении в денежной форме и сравнении их методом анализа затрат и выгод. Если сравнение показывает, что выгоды перевешивают затраты, то это означает, что инвестиции в мероприятие оправданы. Например, целесообразна реализация проектов по модернизации и новому строительству с использование интеграции энергетических потоков для энергосбережения.
Если различные альтернативные мероприятия дают положительные результаты, то мероприятием с самым высоким результатом считается такое, которое дает самое лучшее соотношение "цена/качество".
При выборе технологий необходимо учитывать природно-климатические условия и экономические возможности предприятия, которое внедряет НДТ.
Экономическая целесообразность как таковая является неотъемлемой составной частью концепции НДТ. Углубленную оценку экономической целесообразности следует проводить только в тех случаях, когда существуют явные разногласия относительно того, какие именно НДТ могут быть внедрены в отрасли промышленности экономически эффективным образом.
При использовании методологии оценки соответствия НДТ критерий экономической целесообразности не является самодостаточным - необходимо учитывать и остальные описанные подходы.
При этом детальный анализ необходимо проводить только в том случае, если существуют реальные основания полагать, что технология (или комбинация технологий) является чрезмерно дорогостоящей, чтобы считаться НДТ.
НДТ также часто обеспечивают и существенное снижение производственных затрат, связанное, в том числе, с ресурсосбережением. Поэтому показатели производственных затрат наряду с характеристиками загрязняющих веществ необходимо включить в максимальный набор эколого-экономических показателей.
Экономия инвестиционных и эксплуатационных затрат может быть связана:
- с обязательным контролем поступающих на обезвреживание отходов, обеспечивающим снижение рисков выхода из штатного режима эксплуатации оборудования и вероятности превышения допустимых уровней воздействия на окружающую среду и нанесения вреда здоровью людей;
- с выбором альтернативных вариантов НДТ, оснащенных системой очистки дымовых газов, обеспечивающей допустимый уровень воздействия на атмосферный воздух;
- со снижением потребления ресурсов при условии достижения проектных значений эмиссий загрязняющих веществ.
После оценки комплексного воздействия технологий на окружающую среду может потребоваться сравнение затрат на внедрение рассматриваемых технологий. Для объективной оценки альтернатив важно, чтобы информация о затратах, которая может быть получена из различных источников, была собрана и обработана одинаково.
Использование последовательного (поэтапного) подхода заключается в выборе наилучшей (оптимальной) или приемлемой, удовлетворительной альтернативы посредством определенных действий над множеством альтернатив, в результате которых получается подмножество допустимых (возможных) альтернатив, удовлетворяющих налагаемым ограничениям.
Сравнительный анализ должен проводиться при равных технологических условиях (например, производительности) и одинаковых физико-химических показателей обезвреживаемых отходов с целью упрощения, удешевления, повышения надежности.
В качестве ограничений выступают затраты, способы использования ресурсов на осуществление альтернативы. Это позволяет сравнить альтернативные варианты даже в том случае, если данные были получены из различных компаний, различных отраслей промышленности с учетом географических факторов климата, а также сезонных и региональных колебаний объема и состава обезвреживаемых отходов.
Если рассматриваемые альтернативные варианты могут дать также выгоды и доходы "неэкологического" характера или могут привести к экономии некоторых затрат, то они должны быть указаны отдельно от капитальных затрат или затрат на эксплуатацию и техническое обслуживание.
К ожидаемым эксплуатационным расходам относятся:
- страховые премии;
- лицензионные платежи;
- резерв на непредвиденные случаи и аварийные работы;
- другие общие накладные расходы (например, административные).
Все затраты должны оцениваться по отношению к альтернативному варианту (технологии). В качестве альтернативного варианта (технологии) обычно берется существующая ситуация или базовый вариант, при котором не было установлено природоохранное оборудование. Базовый вариант устанавливают по методологии оценки НДТ, а затраты на альтернативные варианты выражают относительно базового варианта.
Опыт внедрения НДТ показал, что значительные затраты могут быть связаны с модификацией конструкции оборудования и возможным снижением эмиссий. Например, необходимо учитывать дополнительные затраты, которые требуются для решения задачи сопряжения применяемого котла-утилизатора с системой газоочистки.
При детальной оценке в энергетическом отношении следует также учитывать минимизацию затрат на приобретение расходных материалов, включая возможности применения высококалорийных и малозольных топлив.
Оптимизация затрат, достигаемая в период эксплуатации за счет снижения технического обслуживания и возможности реализации энергии, может привести к очень коротким периодам окупаемости и может затем оправдать применение такой концепции на новых и модернизируемых установках.
Чистая прибыль может складываться из планируемых доходов от оказания услуг по обезвреживанию отходов, от выработки горячей воды, электроэнергии и вычитания эксплуатационных затрат и налогов.
Для облегчения процесса сравнения данных должны быть четко установлены компоненты затрат с учетом возможностей использования вторичных материальных ресурсов.
Например, затраты на дополнительные блоки технологического процесса и производственные ресурсы можно скомпенсировать снижением затрат на размещение шламов и осадков очистки сточных вод, а также их использованием, например, в цементной промышленности.
Общие ежегодные затраты на НДТ корреспондируются к унифицированным ежегодным затратам, требуемым, чтобы покрыть как соответствующие эксплуатационные затраты и затраты на обслуживание, так и капитальные затраты.
Капитальные затраты при реконструкции и модернизации действующих установок являются значительными, и в некоторых случаях они могут превышать величину рассчитываемой выгоды.
С целью оптимизации временных и финансовых затрат, связанных с проектированием, строительством и реконструкцией соответствующих природоохранных технологий, с учетом требований по охране и восстановлению окружающей среды, предполагается реализовывать типовые проектные решения (ТПР).
Использование апробированных ТПР позволит исключить необходимость самостоятельной разработки технологических решений и проектно-конструкторской проработки ответственных узлов и отдельных блоков, проектных и строительных решений и программы реконструкции.
Методология оценки затрат
Технология, обеспечивающая наивысший уровень защиты окружающей среды, согласно предыдущим шагам методики, обычно является НДТ. Однако, технология может не относиться к НДТ, если будет доказано, что она экономически не является доступной (UK Environmental Agencies, 2002). Представленная методика оценки затрат основана на работе, представленной в документе "CostingMethodologyforBATPurposes" (Vercaemst, 2001). Методика представляет собой инструмент для сбора и обработки информации о затратах и дальнейшем сравнении альтернатив. В ней представлены рекомендации для сравнения данных полученных из разных источников.
Методические указания в этой главе состоят из 5-ти шагов:
-
1) Определение границ системы и альтернатив;
-
2) Сбор и проверка на достоверность полученных данных о затратах;
-
3) Определение компонентов затрат;
-
4) Обработка и представление информации о затратах;
-
5) Отнесение затрат, направленных непосредственно на защиту окружающей среды или на другие цели.
Цель методики - сделать определение отнесения технологии к НДТ максимально ясным и подробным. Для этого затраты разбиваются настолько, чтобы их можно было отнести к отдельному компоненту. Методика предлагает ее пользователю некоторую гибкость за счет возможности выбирать ставку кредитования, норму дисконта и др. показатели. Однако для всех альтернативных технологий следует выбирать эти величины одинаковыми для равнозначности сравнения.
Шаг 1. Определение границ системы и альтернатив
На этом шаге может появиться некоторая новая информация о технологии. Например, информация о выгодах для окружающей среды при внедрении той или иной технологии. Эффективность технологии можно оценивать двумя способами:
-
а) Указав концентрацию загрязнителя до внедрения технологии и эффективность внедренного процесса;
6) Указав остаточную концентрацию загрязнителя после внедрения технологии.
В России оценку эффективности очистки можно проводить и тем, и другим способом.
Шаг 2. Сбор и проверка на достоверность полученных данных о затратах
Все источники, из которых можно получать информацию о затратах, различаются с точки зрения применимости, своевременности и достоверности получаемой информации. В этом шаге методики даны указания, какие источники следует использовать, как на них ссылаться и как учесть различия данных. Любая информация обычно имеет цель, для которой она используется. Использование этой информации для других целей не всегда возможно из-за субъективности. В связи с этим, критический подход должен быть использован при применении этих данных для других целей. Кроме непосредственной оценки затрат, следует также учитывать случаи, когда использование технологий ведет к уменьшению затрат. Так как основная цель всего внедрения НДТ и должна быть - уменьшение затрат.
Источниками для получения данных о затратах могут служить:
-
а) Государственная статистическая отчетность;
-
б) Информация об объектах отрасли, например, планы, проектная документация;
-
в) Поставщики оборудования, например, через каталоги;
-
г) Законодательные органы, например, разрешения;
-
д) Консультанты;
-
е) Исследовательские группы;
-
ж) Публичные источники, например, отчеты, журналы, сайты компаний;
-
з) Оценки затрат для подобных объектов.
Для повышения надежности данных следует пользоваться множеством источников, при этом отдавать предпочтение более современным. Информация о времени и источнике получения данных должна быть указаны. Кроме того, необходимо ясно указывать, к какому году относятся затраты, и давать используемые показатели для вычисления затрат, такие, как курс валют, кредитная ставка, ставка дисконта и т.д.
Для повышения достоверности данных используется та же система, что и при оценке воздействия на окружающую среду в прошлой главе. Если есть количественные данные о погрешности в затратах, то ее необходимо учитывать. Если таких данных нет, то используется рейтинговая система достоверности данных.
Шаг 3. Определение структуры затрат
Для удобства и простоты проведения оценки затрат на внедрение технологий необходимо определить структуру затрат. В данном шаге методике приведены рекомендации о том, какие затраты должны быть включены или исключены из рассмотрения, и как их обрабатывать. Удобно пользоваться следующими правилами:
Инвестиционные затраты, годовые операционные и эксплуатационные расходы, годовые доходы и прибыли должны быть указаны раздельно.
Инвестиционные затраты должны быть разделены на затраты на предотвращение загрязнения и на затраты на сам процесс.
Операционные и эксплуатационные годовые расходы по возможности должны быть разделены на расходы на энергию, сырье и услуги, затраты на рабочую силу и фиксированные операционные и эксплуатационные расходы.
Все затраты на оборудование сравнивают с затратами на базовый случай, в котором предлагаемое оборудование не установлено.
В таблицах ниже приведены те аспекты компонентов затрат, которые необходимо обязательно учитывать при оценке затрат на технологию. Также следует помнить, что в конкретных случаях могут появиться аспекты, которые не представлены в таблицах, но должны быть учтены. В таблице 6.1 представлены статьи затрат, которые необходимо учесть в инвестиционном компоненте затрат.
Таблица 6.1 - Инвестиционные затраты
|
Расходы на оборудование процесса |
Расходы на оборудования, для контроля загрязнения |
Непредвиденные расходы |
|
- Проектно-изыскательные работы; - Получение государственных экспертиз/согласований/ деклараций; - Покупка/аренда земельного участка; - Подготовка территории под строительство/реконструкцию; - Строительно-монтажные работы; - Материально-техническое обеспечение; - Пуско-наладочные работы; - Проверка, поверка и сертификация оборудования; - Транспортные расходы на доставку оборудования; - Потери произведенной продукции из-за работ по внедрению технологии; - Оборотные средства; - Резервные средства на ликвидацию объекта/страхование объекта. |
- Средства контроля первичного загрязнения; - Контрольно-измерительная аппаратура; - Материально-техническое обеспечение; - Пуско-наладочные работы; - Проверка, поверка и сертификация оборудования; - Транспортные расходы на доставку оборудования; - Затраты на модернизацию имеющегося оборудования. |
Резерв средств, предназначенный для возмещения стоимости работ и затрат, потребность в которых возникает в процессе разработки рабочей документации или в ходе строительства/реконструкции/ модернизации в результате уточнения проектных решений или условий в отношении и объектов (выполнения видов работ), предусмотренных в утвержденном проекте. Процент резервных средств устанавливается в соответствии с действующими методиками. |
В таблице 6.2 представлены статьи затрат, которые необходимо учесть в операционном и эксплуатационном компоненте затрат.
Таблица 6.2 - Операционные и эксплуатационные затраты
|
Энергетические затраты |
Затраты на сырье и услуги |
Затраты на рабочую силу |
Фиксированные операционные и эксплуатационные затраты |
Возможные последующие затраты |
|
- затраты на производство/ покупку электроэнергии; - затраты на производство/ покупку теплоэнергии; - затраты на закупку топлива (нефтепродукты; газ; уголь и т.д.). |
- закупка сырья; - закупка услуг, в том числе экологических |
Зарплата операционным работникам, управленческому и ремонтному персоналу Обучение персонала |
Страховые взносы Плата за лицензии Противоаварийные мероприятия Другие фиксированные расходы |
Внедрение новой техники может привести к изменению процесса, а, следовательно, дополнительным затратам |
Внедрение новой техники может привести к получению дохода, устранению затрат или получение других выгод. В таблице 6.3 представлены возможные статьи доходов, устранимых затрат и выгод.
Таблица 6.3 - Доходы, прибыли и устранимые затраты
|
Доходы |
Устранимые затраты |
Возможные последующие выгоды |
|
Продажа очищенных стоков для нужд ирригации Продажа/использование вторичных ресурсов Продажа выработанной электроэнергии Продажа сажи для строительных материалов Остаточная стоимость оборудования |
Экономия на сырье Экономия на вспомогательных веществах и услугах Экономия энергии Экономия рабочей силы Экономия на ремонте Экономия капитала Следующие статьи должны быть также указаны в натурных величинах: Объем сохраненной энергии Количество реализованных побочных продуктов Количество сохраненных трудовых ресурсов |
Внедрение новой техники может привести к изменению процесса и уменьшению затрат. |
Методика также предполагает учет налогов и субсидий, возлагаемых на компанию. Они должны быть учтены вне указанной выше иерархии, так как они не являются затратами в классическом смысле (перераспределение ресурсов от одной группы общества к другой). Косвенные затраты, которые представляют собой затраты, связанные с изменениями спроса, занятости и т.д., также должны быть указаны отдельно для того, чтобы не учитывать их в оценке, т.к. зачастую они уже учтены в исходной информации. Внешние издержки, которые могут быть результатом воздействия загрязнителя на окружающую среду и людей, исключаются из оценки.
Если известны издержки предприятия одного размера, то можно приблизительно вычислить издержки предприятия другого размера (большего или меньшего), используя метод коэффициентов масштабирования. Для расчета используется формула:
 ,
,
где  - затраты предприятия
- затраты предприятия  ;
;  - затраты предприятия
- затраты предприятия  ; - масштаб предприятия у (размер или выпуск продукции); - масштаб предприятия (размер или выпуск продукции);
; - масштаб предприятия у (размер или выпуск продукции); - масштаб предприятия (размер или выпуск продукции);  - приблизительный коэффициент.
- приблизительный коэффициент.
Значение коэффициента "е" зависит от типа оборудования, отрасли, а также вида различия между предприятиями. Если заводы имеют одинаковый набор оборудования, то коэффициент приблизительно равен 0,6. Если производительность завода различается за счет различной производительности основного производящего оборудования, то коэффициент принимает значения от 0,6 до 0,7. Для заводов, где увеличение выпуска осуществляется за счет дублирования оборудования, коэффициент принимает значение от 0,8 до 1,0. Данная методика является лишь приближением и все допущения должны быть четко указаны.
Шаг 4. Обработка и представление информации о затратах
После того, как информация о затратах собрана, она должна быть обработана таким образом, чтобы возможно было сравнение альтернативных технологий. Зачастую срок использования, процентные ставки по кредиту, курсы валют и инфляция различны для альтернативных вариантов. Далее представлены методы, которые позволят обрабатывать информацию о затратах, тем самым обеспечивая равнозначность сравнения альтернатив.
Иногда затраты могут быть представлены в разных валютах, поэтому для сравнения необходимо привести их к одной валюте. При использовании обменного курса валют его источник и дата должны быть указаны.
Так как уровень цен изменяется год от года за счет инфляции, необходимо привести информацию к одному периоду времени - базовому году. Кроме того, данные о затратах на альтернативные техники защиты окружающей среды могут быть даны для разных годов. В связи с этим их прямое сравнение некорректно, поэтому необходимо также привести их к базовому году. Это делается следующим образом: На первом этапе вычисляется коэффициент цен, используя индексы цен для двух лет.
 .
.
На втором этапе вычисляются затраты на технологию в базовом году по формуле:
Затраты в базовом году = Затраты в текущем году · коэффициент цен.
Рекомендуется использовать реальные цены, в отличие от номинальных, которые исключают влияние инфляции. Перевод между реальными и номинальными ценами может быть выполнен по формуле:
 .
.
Принцип дисконтирования используется в методике для приведения затрат разных периодов к базовому году. Использование этого общепринятого метода удобно для сравнения затрат и прибылей альтернативных технологий. Используются концепции дисконтированной стоимости и чистого дисконтированного дохода (ЧДД), который рассчитывается по формуле, представленной ниже. Этот метод - один из используемых для выбора наиболее выгодного проекта для инвестирования и требует положительного ЧДД. Однако при сравнении альтернатив при инвестировании в технику для защиты окружающей среды ЧДД может быть и отрицательным, так как экологические выгоды, полученные за счет защитных техник, не продаются и, следовательно, не учитываются при расчете ЧДД.
 .
.
Выбор ставки дисконта важен для проведения оценки. Различные организации дают финансы под различные проценты для разных проектов. Рекомендуется использовать реальную ставку дисконта, а не номинальную, так как в ней уже учтена инфляция, но при этом следует пользоваться реальными ценами. Связь между реальной и номинальной ставками дисконта представлен в формуле:
 .
.
При использовании ставки дисконта необходимо привести следующую информацию:
-
а) Источник ставки;
-
б) Причины поправок ставок и объяснение их необходимости;
-
в) Если ставки различны для разных периодов, то обоснование этого различия;
-
г) Ставку следует применять до вычета налогов.
Информацию о затратах предпочтительно выражать в виде годовых затрат. Для этого необходимо перевести все денежные потоки в годовые затраты. Для этой цели используется два метода, однако один из них обладает большей гибкостью, поэтому он приведен ниже. Полные годовые затраты рассчитываются как инвестиционные затраты плюс операционные и эксплуатационные затраты, умноженные на фактор возврата капитала.
 ,
,
где  - инвестиционные затраты на период
- инвестиционные затраты на период  (обычно 1 год);
(обычно 1 год);  - сумма операционных и эксплуатационных затрат и доходов за период (может быть положительной или отрицательной);
- сумма операционных и эксплуатационных затрат и доходов за период (может быть положительной или отрицательной);  - ставка дисконта (кредитный процент);
- ставка дисконта (кредитный процент);  - срок полезного использования оборудования в годах.
- срок полезного использования оборудования в годах.
Данные о затратах могут быть взяты из практики зарубежных заводов, для которых затраты могут быть другими, чем если бы они находились в одной стране. Эти данные возможно использовать, но необходимо ввести коэффициенты. В оценке необходимо указать, какие коэффициенты были использованы, как они были рассчитаны, чтобы обеспечить ясность оценки.
Шаг 5. Отнесение затрат, направленных непосредственно на защиту окружающей среды и на другие цели
Данные о затратах следует различать между затратами на внедрение техники для защиты окружающей среды и затратами на другие цели. Другими целями может быть снижение потребления энергии, которое приводит к увеличению прибыли компании. Поэтому следует различать затраты, которые будут компенсированы за счет экономии и увеличении прибыли, и затраты, которые не могут быть компенсированы и относятся непосредственно к защите окружающей среды.
Так, затраты на природоохранное оборудование перед сбросом/выбросом загрязнителя в окружающую среду следует сразу отнести к защите окружающей среды, т.к. они служат только этой цели. В противоположность, технологии, внедренные в сам процесс, могут служить не только улучшению экологических показателей, но и другим целям. Если внедрение технологии ведет к выгодам (дополнительный доход, уменьшение расходов и т.д.), эти выгоды превосходят затраты и срок окупаемости меньше чем 10 лет, то проект считается экономически выгодным и, следовательно, повышение уровня защиты окружающей среды не является первопричиной внедрения технологии (European Environment Agency, 1999). Дальнейшее использование методики в таком случае не имеет смысла.
Если срок окупаемости больше, чем 10 лет, то следует сравнить проект с подобными, где не берется во внимание улучшение экологичности производства. Разницу в затратах между двумя проектами можно отнести к затратам непосредственно на защиту окружающей среды.
Отнесение затрат к защите окружающей среды не всегда очевидно, но это обязательная часть методики. Пользователь должен указать допущения, обосновать причины для принятии решения и указать их четко и ясно в оценке.
В табл.6.4 приведены капитальные и эксплуатационные затраты, характеризующие применение наилучших доступных технологий, табл.6.5 - мероприятия по снижению воздействий на окружающую среду и энерго- и ресурсосбережение объектов российских НПЗ.
Таблица 6.4 - Экономические аспекты реализации НДТ
|
N |
Наименование НДТ |
Капитальные затраты |
Эксплуатационные затраты |
|
НДТ для снижения выбросов оксидов азота ( |
|||
|
1. |
Оптимизация процесса регенерации катализатора |
- |
- |
|
2. |
Применение бесплатиновых промоторов дожига CO |
- |
Для установки крекинга мощностью 1,6 млн. т/год эксплуатационные затраты составляют 17-72 млн руб. (11-45 руб./т). В расчете на тонну |
|
3. |
Применение промоторов восстановления |
- |
Для установки крекинга мощностью 1,6 млн. т/год эксплуатационные затраты составляют 6-12 млн руб. (4-7 руб./т). В расчете на тонну |
|
4. |
Селективное каталитическое восстановление |
Для установки крекинга мощностью 1,5 млн. т/год капитальные затраты на сооружение блока СКВ составляют 85-220 млн руб. (60-175 руб./т) |
Для установки крекинга мощностью 1,5 млн. т/год эксплуатационные затраты на блок СКВ составляют 9-35 млн руб. (6-23 руб./т). В расчете на тонну |
|
5. |
Селективное некаталитическое восстановление |
Для установки крекинга мощностью 1,6 млн. т/год капитальные затраты на сооружение блока СНКВ составляют 32-140 млн руб. (20-90 руб./т) |
Для установки крекинга мощностью 1,6 млн. т/год эксплуатационные затраты на блок СНКВ составляют 5-37 млн руб. (3-24 руб./т). В расчете на тонну |
|
6. |
Низкотемпературное окисление |
Для установки крекинга мощностью 1,5 млн. т/год капитальные затраты на сооружение блока низкотемпературного окисления составляют 80-200 млн руб. (53-133 руб./т) |
Стоимость удаления оксидов азота составляет 100-115 тыс. руб./т |
|
НДТ для снижения выбросов оксидов серы ( |
|||
|
7. |
Использование промоторов связывания |
- |
Эксплуатационные затраты для установок, работающих в режиме полного дожига, составляют 18-43 руб./т сырья, в зависимости от степени удаления оксидов серы (45-60 тыс. руб. на тонну удаленных оксидов серы). Для установок, работающих в режиме частичного дожига, эти показатели составляют 12-30 руб./т сырья, в зависимости от степени удаления оксидов серы (28-48 тыс. руб. на тонну удаленных оксидов серы). |
|
8. |
Использование низкосернистого сырья для крекинга |
Капитальные затраты на строительство новой установки гидроочистки ваккуумного дистиллята зависят от мощности установки: - мощность 1,25 млн. т/год - 14 млрд руб. (11,4 тыс. руб./т); - мощность 2,5 млн. т/год - 22 млрд руб. (8,7 тыс. руб./т); - мощность 3,75 млн. т/год - 28 млрд руб. (7,6 тыс. руб./т). Капитальные затраты не включают затраты на строительство установки производства водорода (УПВ). В случае необходимости стоимость УПВ для обеспечения потребностей в водороде установки гидроочистки вакуумного дистиллята мощностью 2,5 млн. т/год составляет 4,5-5,5 млрд руб. |
Эксплуатационные затраты на строительство новой установки гидроочистки вакуумного дистиллята зависят от мощности установки: - мощность 1,25 млн. т/год - 0,65 млрд руб./год (518,4 руб./т); - мощность 2,5 млн. т/год - 1,1 млрд руб./год (461 руб./т); - мощность 3,75 млн. т/год - 1,2 млрд руб./год (324 руб./т); |
|
9. |
Нерегенеративная мокрая очистка |
Капитальные затраты на сооружение нерегенеративной мокрой очистки составляют 500-800 млн руб. |
Эксплуатационные затраты нерегенеративной мокрой очистки составляют 17-30 млн руб./год (1,3 млн руб./т удаленных оксидов серы) |
|
10. |
Регенеративная мокрая очистка |
Капитальные затраты на сооружение регенеративной мокрой очистки составляют 1,2-1,9 млрд руб. |
Эксплуатационные затраты регенеративной мокрой очистки составляют 10-18 млн руб./год (0,8 млн руб./т удаленных оксидов серы) |
|
НДТ для снижения выбросов оксида углерода (CO) |
|||
|
11. |
Использование промоторов дожига CO |
- |
Для установки крекинга мощностью 1,6 млн. т/год эксплуатационные затраты составляют 20-95 млн руб. (13-28 руб./т). |
|
12. |
Дожиг CO в отдельном аппарате. |
Капитальные затраты на сооружение выносного котла утилизатора для дожига CO составляют 0,8-1,2 млрд. руб. |
Несущественны. |
|
НДТ для снижения выбросов неорганической пыли и металлов |
|||
|
13. |
Использование стойких к истиранию катализаторов. |
- |
Минимальные (покупка катализатора является неотъемлемой частью операционных расходов установки каталитического крекинга) |
|
14. |
Отделение катализаторной пыли в дополнительной системе циклонов. |
Для установки крекинга мощностью 2,4 млн. т/год капитальные затраты на сооружение третьей ступени циклонов составляют 0,8-1,0 млрд руб. (330-420 руб./т) |
Несущественны. |
|
15. |
Отделение катализаторной пыли в электрофильтрах. |
Для установки крекинга мощностью 2,4 млн. т/год капитальные затраты на сооружение батареи электрофильтров составляют 1,3-2,6 млрд руб. (550-1100 руб./т) |
Для установки крекинга мощностью 2,4 млн. т/год эксплуатационные затраты на батарею электрофильтров составляют 11-13 млн руб. (4,6-5,4 руб./т). В расчете на тонну катализаторной пыли стоимость удаления составляет 28 тыс. руб. |
|
16. |
Отделение катализаторной пыли в механических фильтрах. |
Для установки крекинга мощностью 2,4 млн. т/год капитальные затраты на сооружение третьей ступени циклонов составляют 1,4-2,0 млрд руб. (580-830 руб./т). Капитальные затраты на фильтры существенно зависят от необходимой температуры эксплуатации. |
Несущественны. |

Таблица 6.5 - Реализация мероприятий по строительству, реконструкции и капитальному ремонту с эффектом снижения воздействий на окружающую среду и энерго- и ресурсосбережение объектов российских НПЗ
|
N |
Технология |
Наименование и описание объекта/ установки/ технического решения |
Полученный эффект (снижение эмиссий, энергоэф- |
Год строительства объекта/ установки/ внедрение технического решения |
Капитальные затраты на ввод объекта в эксплуатацию, млн. руб. |
Эксплуа- |
Сокращение платы за негативное воздействие на окружающую среду на единицу перерабаты- |
|
1. |
Трубчатые установки с отбензини- |
Печь П-3 |
Улучшение схемы теплообмена, снижение температуры отходящих с установки нефте- |
1939 |
0,44 |
0,0425 |
|
|
2. |
Перегонка мазута (ВТ) с получением вакуума на основе гидроцир- |
Печь П-201 |
Улучшение схемы теплообмена |
2012 |
0,01 |
0,5439 |
|
|
3. |
ГО вакуумного газойля |
Нанесение сверхтонкого теплоизоля- |
774 (тыс. руб. в год) |
||||
|
4. |
Производство серной кислоты из влажных газов (процесс WSA) |
Сокращение сроков ремонта установки производства серной кислоты 2-й очереди |
2555,76 (тыс. руб. в год) |
337,5516567 |
|||
|
5. |
Каталити- |
Реконструкция сущест- |
44351 (тыс. руб. в год) |
828,002811 |
|||
|
6. |
Со стационарным слоем катализатора |
Оптимизация энерго- |
1252,69 (тыс. руб. в год) |
489,1355241 |
|||
|
7. |
Со стационарным слоем катализатора |
1. Выявление и устранение пропусков углеводо- 2. Чистка поверхностей нагрева КУ с помощью реагентов. 3. Программа по увеличению межремонт- 4. Проведение параллель- |
1. Суммарный эффект по всем объектам 14366,111349 (тыс. руб. в год) 2. Суммарный эффект по всем объектам 6719 (тыс. руб. в год) 3. Суммарный эффект по всем объектам 803004,16 (тыс. руб. в год 4. Суммарный эффект по всем объектам 32040,70 (тыс. руб. в год) |
770,5995624 |
|||
|
8. |
Резервуары хранения нефти и нефте- |
1. Оптимизация схемы приготовления товарных автобензинов 2. Производство бензина АИ-92 ЕВРО-5 |
1.592007,831 (тыс. руб. в год) 2. 574171,869 (тыс. руб. в год) |
71,60468816 |
|||
|
9. |
Системы слива и налива сырья и товарных продуктов |
оснащение товарных резервуаров понтоном |
снижение эмиссий |
2013 |
0 |
||
|
10. |
Резервуары хранения нефти и нефте- |
оснащение сырьевых резервуаров понтоном |
снижение эмиссий |
2012 |
0 |
||
|
11. |
Низкотем- |
Строитель- |
Возможность производства автобензина класса Евро-5 без вовлечения в этот процесс привозных компонентов |
2013 |
6852 |
1249,331 |
|
|
12. |
ГО дизельного топлива |
Комплекс установки ГО ДТ, включая установку получения элементарной серы |
Увеличение мощности установки на 30% и обеспечение производства ДТ класса Евро-5 |
2013 |
4595 |
874,806 |
7 Перспективные технологии
7.1 Установка атмосферной перегонки нефтяного сырья (нефти, газового конденсата, их смесей)
7.1.1 Атмосферные трубчатые установки по перегонке нефти (газового конденсата) с использованием двух отбензинивающих колонн - (АТ)
В качестве перспективной технологии атмосферной перегонки нефтяного сырья следует указать атмосферные трубчатые установки по перегонке нефти (газового конденсата) с использованием двух отбензинивающих колонн - (АТ).
Атмосферная перегонка с использованием двух отбензинивающих колонн - это процесс последовательной перегонки, позволяющий с минимальными суммарными затратами энергии разгонять нефти или конденсаты на углеводородные фракции, число и свойства которых оптимальны с учетом сложных схем НПЗ и ужесточающихся нормативов. Обычно эта технология рассчитана на применение на новых атмосферных или атмосферно-вакуумных установках, но может быть использована для ликвидации узких мест на существующих установках, например, для увеличения производительности процесса без добавления новой печи.
Процесс особенно пригоден в тех случаях, когда нужно получить более двух фракций нафты. Обычно в оптимальной версии процесса получают не менее трех фракций нафты, одну или две фракции керосина, две фракции атмосферного газойля, одну - вакуумного газойля, две - вакуумного дистиллята и вакуумный остаток.
Принципиальная схема процесса атмосферной перегонки нефти с использованием двух отбензинивающих колонн приведена на рисунке 7.1. Нефть подогревают и обессоливают (1), после чего подают в колонну (2) предварительной отгонки, снабженную кипятильником и работающую без острого пара, а далее - в колонну предварительной отгонки (3), работающую с острым паром. Верхние продукты этих колонн разгоняют в секции (4), получая сжиженный газ и фракции нафты.
Отбензиненную нефть, из которой отогнано около 2/3 содержавшейся в ней нафты, подогревают в обычной трубчатой печи и разгоняют в атмосферной колонне (5). Затем, если нужно, мазут разгоняют в вакуумной колонне (6), рассчитанной на четкое разделение фракций - вакуумного газойля, двух вакуумных дистиллятов и вакуумного остатка, который может найти применение в качестве дорожного битума.
Синтез сетей рекуперативного теплообмена (в том числе с использованием пинч-технологий) позволяет минимизировать количество теплоты, передаваемой в огневых подогревателях и отводимой в воздушных и водяных холодильниках.
Процесс лучше всего подходит для крупных установок перегонки нефти производительностью от 24 до 40 тыс. м/сут.
В настоящее время данная технология представлена на двух установках фирмы "Technip" - на установке перегонки нефти и установке перегонки конденсата.
Рисунок 7.1 - Установка AT с использованием двух отбензинивающих колонн
1 - обессоливание; 2 - предварительная отгонка без острого пара; 3 - предварительная отгонка с острым паром; 4 - секция получения сжиженных газов и фракции нафты; 5 - колонна атмосферной перегонки; 6 - вакуумная колонна
Экономические показатели
Типичные энергозатраты на 1 м нефти:
|
сожженное топливо, МДж |
330-429 |
|
электроэнергия, кВтч |
5/7-7,5 |
|
пар, кг |
0-14 |
|
охлаждающая вода, м |
1,2-2,4 |
Суммарное потребление первичных энергоресурсов: для легкой аравийской нефти или российской экспортной смеси - 1,25 т топлива на 100 т нефти; для тяжелой аравийской нефти - 1,15 т топлива на 100 т нефти.
7.2 Коксование
7.2.1 Непрерывное коксование в токе теплоносителя с получением кокса (Fluidcoking)
Описание процесса
Процесс Fluidcoking по-другому называют непрерывным коксованием в псевдоожиженном слое с получением кокса, или термоконтактным коксованием. Целевым назначением процесса является получение из тяжелых нефтяных остатков дистиллятных продуктов, направляемых на последующую гидрокаталитическую переработку в высококачественные моторные топлива. Получающийся в этом процессе порошкообразный кокс является побочным малоценным продуктом, непригодным для изготовления анодных и графитированных изделий.
Кокс, полученный по технологии Fluidcoking, используется по следующим направлениям [2]:
-
а) около 20% получаемого кокса сжигается для производства технологического тепла;
-
б) кокс, получаемый на установках Fluidcoking, как правило, реализуется на рынках твердого топлива. Около половины его продается в качестве топлива для цементной промышленности, а другая половина сжигается в бойлерах и на электростанциях (кокс низкого качества);
-
в) газы процесса обычно направляют в котел-утилизатор (бойлер) дожига оксида углерода для утилизации теплоты.
Характеристика сырья процесса Fluidcoking представлена в таблице 7.1.
Таблица 7.1 - Характеристика сырья процесса Fluidcoking
|
Наименование показателей |
Значение |
|
Сырье - гудрон |
|
|
Плотность, кг/м |
1078 |
|
Коксуемость, % мас. |
24,7 |
Технологическая схема процесса
Рисунок 7.2 - Схема установки непрерывного коксования в псевдоожиженном слое кокса (Fluidcoking)
1 - парциальный конденсатор (скруббер); 2 - реактор; 3 - коксонагреватель; 4 - топка; 5 - холодильник-классификатор кокса; 6 - ректификационная колонна; 7 - конденсатор; 8 - компрессор; 9 - холодильник; 10, 14 - сепараторы; 11 - стабилизатор; 12 - отпарная колонна; 13 - котел-утилизатор;
I - Сырье; II - Пар; III - Рециркулят; IV - Флегма (тяжелый газойль) в ап.1; V - Холодный кокс; VI - Товарный кокс; VII - Тяжелый газойль; VIII - Легкий газойль; IX - Газ; X - Стабильный бензин; XI - Воздух; XII - Горячий кокс
Технологическая схема установки Fluidcoking показана на рисунке 7.2 [2]. Кокс-теплоноситель (порошок - округлые частицы диаметром 0,075-0,3 мм) непрерывно циркулирует через систему реактор 2 - коксонагреватель 3. Оба аппарата работают в режиме псевдоожиженного слоя кокса. В реакторе псевдоожижение слоя кокса происходит путем подачи вниз водяного пара и частично при помощи паров и газов, образовавшихся при коксовании. В коксонагревателе псевдоожижение создают, подавая воздух; при этом часть кокса сгорает, а остальная масса нагревается до 600-620°С.
Сырье (гудрон) подают в реактор 2 при температуре (300-350°С) через систему распылителей под уровень псевдоожиженного слоя кокса. Пары и газы коксования пропускают через систему циклонных сепараторов для отделения коксовой пыли и направляют в скруббер - парциальный конденсатор 1, который для уменьшения закоксовывания передаточных линий располагают непосредственно на реакторе. За счет тепла циркуляционного орошения в нижней части скруббера конденсируют наиболее тяжелую часть дистиллята коксования; ее возвращают в реактор 2. Газопродуктовую смесь выводят с верха парциального конденсатора 1 и разделяют в ректификационной колонне 6. Газобензиновую смесь пропускают через систему, включающую конденсатор 7, холодильник 9, а также сепараторы 10 и 14, и подают в стабилизатор 11, где газ отделяют от бензина. В отпарной колонне 12 отделяют легкий газойль, а с низа колонны 6 выводят тяжелый газойль.
Поток кокса с нижней части реактора поступает в коксонагреватель, где частично выжигается, а основная часть возвращается в реактор 2. Избыток горячего кокса непрерывно выводится из коксонагревателя через холодильник-классификатор 5.
Материальный баланс процесса
Материальный баланс установки непрерывного коксования (Fluidcoking) тяжелого гудрона с содержанием серы 6,0% (мас.) и углерода 28% (мас.) представлен в таблице 7.2.
Таблица 7.2 - Материальный баланс процесса Fluidcoking
|
Поступило: |
% мас. |
|
Гудрон |
100,0 |
|
Итого: |
100,0 |
|
Получено: |
|
|
Сухой газ ( |
6,2 |
|
Жирный газ ( |
12,4 |
|
Бензин ( |
16,9 |
|
Легкий газойль (182-343°С) |
15,0 |
|
Тяжелый газойль (343-524°С) |
30,3 |
|
Кокс |
19,2 |
|
Итого: |
100,0 |
Степень проработки
В настоящее время по технологии Fluidcoking эксплуатируются 8 установок суммарной мощностью ~460 тыс. бар/сут. (~27 млн. т/г) на НПЗ США и Канады. В России подобных установок нет.
Достигаемые экологические преимущества
Достоинства процесса состоят в его непрерывности, исключении операций гидравлической резки и удаления кокса, очистки печных змеевиков от коксовых отложений, устранении циклических изменений температурных нагрузок аппаратуры, обеспечении собственным топливом, автономности теплоснабжения.
Экономические аспекты внедрения
Одним из достоинств процесса непрерывного коксования является снижение удельных капиталовложений по мере укрупнения единичных мощностей вплоть до 6,0 млн т/год (15,9 тыс. м в сутки) и более.
Удельные капиталовложения в оборудование установки Fluidcoking, включая необходимые очистные сооружения, в диапазоне единичных мощностей 0,6-6,0 млн т. по сырью составляют 60,0-36,6 млн долл. на один млн т/год (для побережья Мексиканского залива США) [3].
7.2.2 Непрерывное коксование в токе теплоносителя с газификацией кокса (Flexicoking)
Описание процесса
Flexicoking представляет собой модифицированный вариант Fluidcoking, дополненный блоком газификации балансового кокса и очистки низкокалорийных топливных газов с получением углеводородных газов и жидких продуктов коксования. Топливный газ, получаемый газификацией (флексигаз) может сжигаться на собственном НПЗ или на соседних объектах.
Характеристика сырья процесса Flexicoking представлена в таблице 7.3.
Таблица 7.3 - Характеристика сырья процесса Flexicoking
|
Наименование показателей |
Значение |
|
Сырье - гудрон |
|
|
Плотность, кг/м |
1032 |
|
Коксуемость по Конрадсону, % мас. |
21,8 |
|
Содержание серы, % мас. |
5,6 |
Продукты
Характеристика основных продуктов процесса Flexicoking представлена в таблице 7.4.
Таблица 7.4 - Характеристика основных продуктов процесса Flexicoking
|
Показатель |
Данные |
|
|
Проектные до очистки |
Фактические после очистки |
|
|
Бензин (после гидроочистки): |
||
|
бромное число |
-/1,0 |
0,4 |
|
содержание серы, % мас. |
3,5/0,01 |
0,00026 |
|
содержание азота, % мас. |
-/0,001 |
0,00003 |
|
Газойль коксования (после гидроочистки): |
||
|
содержание серы, % мас. |
5,3/0,1 |
0,05 |
|
содержание азота, % мас. |
-/0,13 |
0,03 |
|
Коксовый газ: |
||
|
содержание сероводорода, % об. |
-/0,002 |
0,0001 |
|
содержание серооксида углерода, % об. |
-/0,0142 |
0,0134 |
|
низшая теплопроводная способность, ккал/м |
-/1148 |
1006 |
Технологическая схема процесса
Технологическая схема установки Flexicoking показана на рисунке 7.3.
Рисунок 7.3 - Технологическая схема процесса Flexicoking
1 - скруббер; 2 - реактор; 3 - ректификационная колонна; 4 - воздуходувка; 5 - коксонагреватель; 6 - отпарная колонна; 7 - газификатор; 8 - компрессор; 9, 13 - холодильники; 10, 12 - сепараторы; 11 - стабилизатор;
I - Сырье; II - Пар; III - Продукты реакции; IV - Газ; V - Бензин; VI - Легкий газойль; VII - тяжелый газойль; VIII - Рециркулят; IX - Горячий кокс в реактор; X - холодный кокс из реактора; XI - Товарный кокс; XII - Кокс из газификатора; XIII - Низкокаллорийный газ; XIV - Воздух; XV - Кокс в газификатор; XVI - Продукт с верха газификатора
Сырье - гудрон подают в реакционную зону реактора 2, где его крекируют с получением газожидкостных продуктов и кокса (схема аналогична схеме Fluidcoking, кроме газификатора).
Избыток горячего кокса из коксонагревателя подают в газификатор 7, где происходит его газификация воздухом и водяным паром.
Газообразные продукты вместе с негазифицированными частицами кокса из газификатора 7 возвращают в коксонагреватель 5, откуда выводят в небольшом количестве товарный кокс и низкокалорийный газ. Материальный баланс процесса представлен в таблице 7.5.
Таблица 7.5 - Материальный баланс процесса Flexicoking
|
Получено: |
% мас. |
|
Топливный газ ( |
6,7 |
|
Жирный газ ( |
4,4 |
|
Бензин ( |
15,3 |
|
Легкий газойль (177-343°С)** |
11,0 |
|
Тяжелый газойль (343-523°С) |
32,2 |
|
Кокс |
|
|
в т.ч. газифицированный |
30,3 |
|
или израсходованный в качестве топлива |
28,6 |
_______________
* фр. -221°С;
** фр.221-343°С.
Степень проработки
В настоящее время по технологии Flexicoking эксплуатируются 5 установок суммарной мощностью ~200 тыс. бар/сут. (~11 млн. т/г) в Японии, Венесуэле, Нидерландах, в штатах Калифорния и Техас в США. В России подобных установок нет.
Достигаемые экологические преимущества
Низкие выбросы твердых частиц:
-
а) закрытая система; пневматическая транспортировка из реакторов с псевдоожиженным слоем в силосы для продукта;
-
б) отсутствует пыль от открытых штабелей и транспортировки кокса;
-
в) не требуется оборудование для удаления пыли из котлованов и площадок хранения кокса.
Низкие выбросы углеводородов:
-
а) непрерывный процесс, без частого открывания и цикличности работы оборудования;
-
б) отсутствуют выбросы углеводородов в результате цикличности работы оборудования и продувки емкостей для кокса;
-
в) не требуется оборудование для отвода паров из системы охлаждающей воды, котлованов и площадок хранения кокса.
Низкие выбросы :
-
а) в результате газификации сера, содержащаяся в коксе, превращается в
, который уносится флексигазом; -
б)
легко удаляется из флексигаза до содержания <10 ppm с помощью специального амина; -
в) при сжигании флексигаза в печах и бойлерах на НПЗ образуются низкие объемы
.
Низкие выбросы :
-
содержащийся во флексигазе N снижает температуру адиабатического пламени при сгорании. Это дает более низкие объемы
, чем при сжигании природного или заводского топливного газа.
Экономические аспекты внедрения
Процесс Flexicoking экономически выгоден, когда:
- мощность НПЗ более 10 млн т/г;
- мощность самой установки более 1,0 млн т/г;
- в непосредственной близости находятся крупные потребители газа;
- высокие цены на природный газ и отсутствуют другие источники тепла на НПЗ.
7.2.3 Газификация кокса
Описание процесса
Процесс газификации твердых остатков нефтепереработки и тяжелых нефтяных остатков, не находящих квалифицированного применения, получает в последние годы возрастающую популярность на европейских и североамериканских НПЗ для увеличения глубины переработки нефти, особенно в тех случаях, когда возникают проблемы с утилизацией "хвостов" с установок глубокой переработки и имеется большая потребность в водороде.
Газификация представляет собой конверсию твердого (кокс, уголь, отходы) или жидкого (гудрон, остаток висбрекинга, пек, асфальт) топлива в синтез-газ, главными компонентами которого является водород () и монооксид углерода (CO). Газификация исходного сырья протекает с недостатком кислорода: на газификацию используется только 20-30% кислорода, теоретически необходимого для полного сгорания. Процесс проводят при высоком давлении (от 25 до 140 атм.) и температуре 1300-1500°С.
В таблице 7.6 представлены наиболее известные технологии газификации [5].
Таблица 7.6 - Сравнительная характеристика процессов газификации
|
N |
Сравнительная характеристика |
Наименование фирмы |
|||
|
GE Texaco |
Conoco Phillips |
Shell |
Future Energy |
||
|
1 |
Сырье |
Остаточные жидкие нефтяные фракции с высоким содержанием серы и металлов, водная суспензия коксовой мелочи. |
Угли, нефтяной кокс. |
Тяжелые остаточные углеводородные фракции с высоким содержанием серы и металлов, уголь, нефтяной кокс. |
Жидкие, твердые отходы НПЗ (нефтяной кокс, тяжелые остатки), химической промышленности и угли (антрацит, лигнит). |
|
2 |
Продукты |
Водород, топливный газ, синтез-газ, сера (в виде кислого газа), лепешка с фильтра (для извлечения металлов), пар высокого давления, электроэнергия. |
Очищенный синтез-газ, элементарная сера, водород, пар, электроэнергия, шлаковые побочные продукты. |
Чистый синтез-газ, ценные оксиды металлов (никеля и ванадия), водород, элементарная сера, пар, электроэнергия. |
Чистый синтез-газ, водород, элементарная сера, сульфиды тяжелых металлов, стеклообразный гранулированный шлак, пар, электроэнергия. |
|
3 |
Особенности процесса |
Избыточное давление в аппарате газификации 2,76-5,52 МПа, температура 1260-1480°С. Синтез-газ для очистки от сажи и золы промывается водой. |
Двухступенчатая газификация. Сухая система очистки синтез-газа от твердых частиц. |
Двухступенчатая промывка водой синтез-газа от сажи и золы. |
Реагенты подаются в аппарат газификации через специальные горелки в верхней части камеры сгорания. После аппарата газификации устанавливают либо систему закалки струями воды, либо котел-утилизатор. |
|
4 |
Промышленные установки |
Более 50 установок газификации остаточных продуктов в разных странах. |
Установка газификации нефтяного кокса (100%) на Wabash River, штат Индиана. Установка газификации нефтяного кокса (60%) и угля Татра Electric, штат Флорида. |
Более 150 установок в разных странах (в основном по газификации тяжелых остаточных УВ фракций). |
Установка газификации бурого угля, шлама, масел, суспензий, содержащих золу на заводе Schwarze Pumpe, Германия. Установка газификации жидких остаточных отходов в Мидлсборо |
Наиболее распространен процесс CGP компании "Shell". По данной технологии эксплуатируются более 150 установок в разных странах. В Нидерландах на основе процесса CGP вырабатывают 250 МВт электроэнергии. В России таких установок нет.
На рисунке 7.4 представлена технологическая схема этого процесса.
Рисунок 7.4 - Технологическая схема газификации кокса компании Shell
1 - газификатор; 2 - котел-утилизатор; 3 - парогенератор; 4 - концевой скруббер; 5 - узел отмывки сажи; 6 - узел фильтрации; 7 - узел обработки лепешки фильтра;
I - Кокс; II - Кислород; III - Пар; IV - Синтез-газ; V - Кислая вода на переработку; VI - Вода; VII - Соединения никеля и ванадия из золы
Кокс подают в газификатор 1, где происходит его окисление и газификация чистым кислородом и водяным паром. Суммарная реакция экзотермична и в результате получают газ, в основном состоящий из CO и . В зависимости от конечного применения синтез-газа подбирают рабочее давление - от атмосферного до 65 атм. Газификатор обкладывают огнеупорной футеровкой, в нем расположены горелки, газификатор соединен с котлом-утилизатором 2, рассчитанным на выработку пара с давлением более 100 атм. (около 2,5 т пара на 1 т сырья). Газы выходят из котла-утилизатора с температурой, близкой к температуре пара, охлаждаются в пароперегревателе 3 и далее поступают в узел отмывки сажи 5. Сажу и золу отмывают в две ступени. После концевого скруббера 4 газ, практически не содержащий твердых частиц, поступает в систему селективной очистки от кислых компонентов (на схеме не показано). Балансовую воду из скрубберной секции направляют в узел отмывки сажи 5. Лепешку, снятую с фильтра (золу), окисляют, превращая золу в ценные оксиды ванадия. Чистый фильтрат возвращают в скруббер.
Степень проработки
Технология внедрена в промышленность.
Достигаемые экологические преимущества
а) выработка пара и электроэнергии для внутреннего потребления и продажи в электроэнергетическую систему;
б) наименее ценные остаточные продукты превращаются в продукты высокой ценности;
в) удовлетворение потребностей в водороде и паре избавляет НПЗ от нестабильных цен на природный газ;
г) экологическая чистота процесса: из сырья удаляется до 99% серы, содержание окислов азота в отходящих газах сведены к минимуму;
д) конфигурация установки может быть легко приспособлена под разные требования по производству электроэнергии и водорода и позволяет варьировать их выпуск;
е) при необходимости установку можно оснастить системой улавливания .
Экономические аспекты внедрения
Экономика процесса и собственно сама стоимость установки газификации определяется большим числом факторов: стоимостью сырья, вырабатываемым количеством водорода, электроэнергией и т.д. Кроме того, стоимость инвестиций в строительство установки существенно зависит от мощности: чем она меньше, тем выше необходимые инвестиции, а также от сырья, направляемого на газификацию (таблица 7.7).
Таблица 7.7 - Сопоставление вариантов использования процесса газификации различных остатков
|
Показатели |
Вариант 1 |
Вариант 2 |
Вариант 3 |
Вариант 4 |
|
Атмосферная перегонка + вакуумная перегонка + газификация гудрона |
Атмосферная перегонка + вакуумная перегонка + УЗК + газификация кокса |
Атмосферная перегонка + вакуумная перегонка + деасфальтизация гудрона + газификация асфальта |
Атмосферная перегонка + вакуумная перегонка + деасфальтизация гудрона + УЗК асфальта (ASCOT) + газификация кокса |
|
|
Объем капиталовложений, млн. долл. США |
5683,7 |
2608,1 |
3432,1 |
2933,7 |
|
Срок окупаемости, год |
19,86 |
2,39 |
4,04 |
2,86 |
Вариант 2 с установкой замедленного коксования является наиболее предпочтительным (причем для случаев переработки любой нефти), учитывая минимальные капиталовложения на строительство этих установок и минимальный срок окупаемости. Однако недостаток данного варианта заключается в необходимости строительства УЗК большой единичной мощности для производства одинакового количества вырабатываемой электроэнергии. В данном случае представляется целесообразным подвергать газификации нефтяной кокс с нескольких УЗК разных НПЗ.
7.3 Установки термогидрокрекинга остаточного сырья под давлением во взвешенном слое адсорбента
7.3.1 Процесс "Дина-крекинг"
Описание
Термический гидрокрекинг ("Дина-крекинг") - процесс термического крекинга в присутствии водорода позволяет увеличить выход светлых нефтепродуктов и одновременно понизить содержание в них серы. Этот процесс обеспечивает переработку разнообразного остаточного сырья с высокой коксуемостью и большим содержанием металлов, азота и серы [Oil and Gas Journal. 1978. 76.N 23. С.86 ]. В процессе горячее сырье вводится в верхнюю часть вертикального трубчатого реактора и подвергается превращению в "кипящем" слое инертного теплоносителя в присутствии водородсодержащего газа. Выделяющийся кокс осаждается на частичках носителя, которые непрерывно опускаются вниз и, пройдя отпарную зону, поступают в нижнюю часть реактора. В ней происходит газификация кокса парокислородной смесью с образованием водородсодержащего газа, поток которого поднимается вверх. При этом, двигаясь через отпарную зону, газ отпаривает с поверхности носителя адсорбированные углеводороды; затем он поступает в верхнюю часть реактора, поставляя необходимый для реакции водород. Частички носителя после выжига кокса в зоне газификации подаются через транспортную трубу в зону реакции, расположенную в центре реактора.
Выход продуктов процесса приведен в таблице 7.8. Состав продуктов зависит от количества рисайкла и температуры в зонах гидрокрекинга и газификации. В зависимости от необходимого набора продуктов температуру в зоне термического гидрокрекинга изменяют от 500°С до 760°С, а в зоне газификации - от 927°С до 1038°С.
Для процесса "Дина-крекинг" характерно высокое содержание бензина в жидких продуктах, причем рециркуляция дистиллятов дополнительно увеличивает выход бензина. В зависимости от потребности в бензине и средних дистиллятов в качестве рисайкла можно использовать фракцию, выкипающую выше 204°С, или ее часть.
Таблица 7.8 - Выход продуктов в процессе "Дина-крекинг"
|
Продукт |
Выход продуктов, % об. |
|
|
Без рециркуляции |
С рециркуляцией |
|
|
Фракция С1-С3 |
12-17 |
11-19 |
|
Фракция С4-204°С |
28-45* |
34-56* |
|
Фракция 204°С-371°С |
11-21** |
5-31** |
|
Фракция >371°С |
16-29 |
7-26 |
|
Кокс***, % масс. |
10-22 |
12-21 |
_______________
* - Содержание серы 0,6-1,3% масс.
** - Содержание серы 2,9-4,5% масс.
*** - Превращается в водород, оксид углерода и диоксид углерода.
Оптимальное давление для получения максимального количества жидких продуктов - 2,8 МПа, для получения максимального количества топливного газа - 4,2 МПа. Парциальное давление водорода составляет 0,9-1,0 МПа; при этом происходит заметное гидрообессеривание (в зависимости от типа сырья - на 30-65%) и гидрирование диеновых углеводородов. Выход кокса в процессе в отличие от других процессов переработки остатков достаточно мал и составляет 75-100% от коксуемости сырья.
Степень проработки
Процесс испытан на пилотной установке, строится полупромышленная установка мощностью 250 тыс. т/год.
Достигаемые экологические преимущества
Экологических преимуществ процесс не имеет.
Экономические аспекты внедрения
Не отвечает современным требованиям по глубине переработки и качеству получаемых продуктов.
Справочные материалы
Большая энциклопедия нефти и газа. [Электронный ресурс].
7.4 Изомеризация
7.4.1 Низкотемпературная изомеризация
[
1]
Описание процесса
Технология IC7 (RRT Global Inc)
Технология IC7 направлена на получение высокооктановых компонентов моторного топлива путем переработки фракции: рафината бензольного риформинга, прямогонной бензиновой, гексан-гептановой, гептановой фракций и их смесей.
Химизм процесса
Основные реакции при переработке фракции :
Изомеризация парафиновых углеводородов:
Гидрокрекинг парафиновых углеводородов:

Преобладающими продуктами гидрокрекинга являются: пропан и изобутан
Гидрирование ароматических углеводородов:
Гидрирование нафтеновых углеводородов:
Катализаторы
Реакции изомеризации, протекающие в процессе IC7, происходят в присутствии водорода на катализаторах, содержащих оксиды металлов 4-ой группы, в неподвижном слое катализатора, при рабочих условиях, которые способствуют изомеризации н-парафиновых углеводородов, сводя к минимуму реакции гидрокрекинга. Применяют катализаторы изомеризации ИРР-3 и ИГП-01.
Сырье
Сырье, поступающее на переработку (в секцию подготовки сырья), должно соответствовать следующим требованиям:
- Содержание серы - не более 0,10% масс.;
- Наличие эмульгированной воды - отсутствие;
- Наличие механических примесей - отсутствие;
- Содержание водорастворимых кислот, щелочей, растворенного кислорода - отсутствие.
Сырье принимается в резервуары товарного парка, где отстаивается, освобождается от подтоварной воды, подвергается лабораторному анализу и принимается в переработку. Данные, характеризующие требования к сырью приведены в таблице 7.9.
Таблица 7.9 - Характеристика сырья
|
Наименование сырья |
Регламентируемые показатели, обязательные для проверки |
Значения показателей, с допустимыми отклонениями |
|
Сырье секции изомеризации |
1. Температура конца кипения, °С, не выше |
105,0 |
|
2. Содержание: |
||
|
- Углеводороды |
2,0 |
|
|
- Серы, ppm, не более |
1,0 |
|
|
- Азотистых соединений, ppm, не более |
1,0 |
|
|
Водород |
Содержание: |
|
|
- Водорода, % об., не менее |
99,9 |
|
|
- Сероводорода, ppmV, не более |
1,0 |
|
|
- |
10,0 |
|
|
- CO, ppmV, не более |
2,0 |
|
|
- Воды, ppmV, не более |
100,0 |
Продукты
Номенклатура и качество получаемой основной и побочной продукции приводится в таблице 7.10.
Таблица 7.10 - Номенклатура и качество получаемой основной и побочной продукции
|
Наименование продукта |
Наименование показателя качества |
Нормируемое значение показателя качества |
|
Изомеризат |
Внешний вид |
Бесцветная жидкость |
|
Температура начала кипения, °С, не ниже |
40,0 |
|
|
Температура конца кипения, °С, не выше |
105,0 |
|
|
Упругость паров, кПа |
107,0 |
|
|
Электропроводность |
диэлектрик |
|
|
Растворимость продукта в воде |
не растворим |
|
|
Содержание серы в товарном продукте, ppm, не более |
0,5 |
|
|
Октановое число продукта по исследовательскому методу, пункт, не менее |
86 |
|
|
Выход товарного продукта, % мас., не менее |
90 |
Материальный баланс
Материальный баланс установки составлен на проектную мощность по сырью 3,75 т/ч (30000 тыс. т/год). Режим работы - непрерывный.
Материальный баланс секции изомеризации приведен в таблице 7.11.
Таблица 7.11 - Материальный баланс секции изомеризации
|
Наименование |
% мас. |
кг/ч |
тыс. т/год |
|
Взято: |
|||
|
Сырье |
99,48 |
3750 |
32,850 |
|
Водород |
0,52 |
19,6 |
0,172 |
|
Итого |
100,0 |
3769,6 |
33,022 |
|
Получено: |
|||
|
Изомеризат (дистиллят) |
56,95 |
2146,8 |
18,81 |
|
Изомеризат (боковой продукт) |
34,41 |
1297,1 |
11,36 |
|
Изомеризат (кубовый продукт) |
2,74 |
103,3 |
0,90 |
|
Газовые сдувки |
5,90 |
222,4 |
1,95 |
|
Итого |
100,0 |
3769,6 |
33,022 |
Степень проработки
Технология IC7 успешно прошла лабораторную стадию. Для выдачи необходимых и достаточных данных для разработки базового проекта была смонтирована пилотная установка.
Достигаемые экологические преимущества
- Стадия конверсии серосодержащих компонентов протекает в проточном реакторе. Смешение сырья и ВСГ происходит перед реактором. Начальный подогрев смеси осуществляется за счет охлаждения прореагировавшей смеси из реактора и теплоносителя. Такая схема позволяет снизить энергозатраты и организовать полный контроль над технологическими параметрами данной стадии.
- Стадия отпарки протекает в ректификационной колонне с полным рефлюксом и парциальным конденсатором.
- Данная схема позволяет полностью выделить растворенный сероводород и избежать потерь углеводородных компонентов. Подогрев смеси, подающейся в колонну, осуществляется за счет охлаждения кубового продукта.
- Данная схема позволяет снизить энергозатраты. Процесс ректификации проводится при пониженном давлении, что позволяет осуществлять процесс ректификации с помощью имеющихся на установке теплоносителей.
- Для снижения потребления установкой свежего водорода организована циркуляция ВСГ. Подпитка свежим водородом осуществляется с расходом, обеспечивающим содержание водорода в циркулирующем ВСГ не менее 80% об. для секции изомеризации и не менее 75% об. для секции гидроочистки. Отделение ВСГ от потока происходит в сепараторах высокого давления. Данное решение позволяет уйти от дросселирования циркулирующего ВСГ и снижает энергозатраты на его повторное компримирование. Расходы потоков циркулирующего ВСГ выбраны с учетом обеспечения достаточного избытка водорода в зонах реакции. Для осушки циркулирующего ВСГ и потока гидрогенизата в секции изомеризации на соответствующих линиях установлены адсорберы поглощения влаги.
Характеристика вредных веществ, обращающихся на установке
Максимально возможное количество и состав выбросов представлено в таблице 7.12.
Таблица 7.12 - Максимально возможное количество и состав выбросов
|
N п/п |
Наименование |
Групповой состав |
Количество |
Периодичность |
|
Твердые отходы |
||||
|
1. |
Катализатор реактора гидроочистки |
АГКД-400 марки БН |
1,83 м |
1 раз в 8 лет |
|
2. |
Катализатор секции изомеризации |
ИРР-3, ИГП-01 |
5,5 м |
1 раз в 8 лет |
|
3. |
Адсорбент - осушитель |
Цеолит NaX |
1 раз в 5 лет |
|
|
Жидкие отходы |
||||
|
4. |
Дренаж воды от сепараторов |
|
0,0006 м |
Постоянно |
|
5. |
Конденсат после пропарки оборудования |
|
1 раз в 2 года |
|
|
Газовые отходы |
||||
|
6. |
Сдувки с сепараторов |
Сероводород, водород, углеводороды |
337,8 нм |
Постоянно |
|
7. |
Вент. выбросы насосов |
Сероводород, углеводороды |
1,0 м |
Постоянно |
|
8. |
Вент. выбросы компрессоров |
Сероводород, водород, углеводороды |
1,0 м |
Постоянно |
|
9. |
Наружное оборудование, неорганизованные выбросы через неплотности |
Сероводород, углеводороды |
1,0 м |
Постоянно |
 , сероводород, углеводороды
, сероводород, углеводороды 

Выбросы вредных веществ в окружающую среду
Источниками выделения вредных веществ в окружающую среду являются технологическое и машинное оборудование, подвижные и неподвижные соединения, запорно-регулирующая и предохранительная арматура установки. Данные выбросы в период эксплуатации постоянны (8000 часов в год).
Все газовые сдувки установки направляются в общезаводскую факельную систему на утилизацию.
Отходы производства
Характеристики жидких стоков
Опытная установка получения высокооктановых компонентов моторного топлива является источником жидких стоков. Стоки образуются в результате сброса воды из аппаратов при рабочем режиме и при пропарке оборудования во время плановых остановов. Постоянные и периодические дренажи должны собираться в специальную емкость для отделения углеводородов. Далее стоки должны направляться на очистку.
Характеристики твердых отходов
Установка получения высокооктановых компонентов моторного топлива является источником твердых отходов.
Образование твердых отходов на установке происходит при выгрузке отработанных катализаторов и адсорбентов во время плановых остановов.
Катализатор изомеризации. Выгружается 1 раз в 10 лет. После выгрузки катализатор подлежит утилизации на соответствующем производстве.
Адсорбент - осушитель. Выгружается 1 раз в 5 лет. После выгрузки адсорбент подлежит утилизации. Также в секции гидроочистки возможно образование пирофорных отложений.
В секции гидроочистки возможно образование пирофорных отложений, которые необходимо вывозить в специально отведенное безопасное в пожарном отношении место или немедленно закапывать в землю. Пирофорные отложения должны поддерживаться во влажном состоянии до их утилизации.
Экономические аспекты внедрения
Расходные показатели производства
В таблице 7.13 представлены расходные показатели основного производства установки производительностью 30000 тонн/год.
Таблица 7.13 - Расходные показатели производства
|
Наименование показателя |
Единица измерения |
Значение |
|
Расход перерабатываемого сырья |
кг/ч |
3750,0 |
|
Расход водорода на подпитку |
кг/ч |
19,6 |
|
Выход продуктов: |
||
|
- изомеризат (дистиллят) |
кг/ч |
2146,8 |
|
- изомеризат (боковой продукт) |
кг/ч |
1297,1 |
|
- изомеризат (кубовый продукт) |
кг/ч |
103,3 |
|
Потребление электроэнергии: |
||
|
- насосы |
кВт |
67,3 |
|
- компрессоры |
кВт |
80,2 |
|
- печь электрическая |
кВт |
101,9 |
|
Расход азота на регенерацию (катализаторов/адсорбентов) |
нм |
до 4435/до 35,0 |
|
Потребление теплоносителя 320°С 5,0 кг/см |
Гкал/ч |
2,500 |
|
Расход оборотной воды 25°С 4,2 кг/см изб. |
м |
165,0 |
|
Потребление воды теплофикационной |
Гкал/ч |
0,095 |
7.4.2. Процесс каталитической изомеризации с 7 изомалк-4
Описание процесса
Разработанная ООО "НПП Нефтехим" технология изомеризации С7-фракции получила название Изомалк-4. Данная технология прошла опытную и опытно-промышленную проверку и не имеет аналогов в мире. В основу технологии "Изомалк-4" положен уникальный катализатор СИ-4, обеспечивающий проведение селективного процесса изомеризации гептанов при температурах 160-200°С. Катализатор не требует подачи дополнительных реагентов и обладает высокой стабильностью и устойчивостью к каталитическим ядам.
В основу технологии "Изомалк-4" положен уникальный катализатор СИ-4, вольфрамотированный оксид циркония, обеспечивающий проведение селективного процесса изомеризации гептанов при температурах 160-200°С. Катализатор не требует подачи дополнительных реагентов и обладает высокой стабильностью и устойчивостью к каталитическим ядам. Наиболее активной формой оксида циркония является тетрагональная, которая при повышенных температурах может трансформироваться в моноклинную структуру, а частицы оксида циркония могут спекаться. Частицы вольфрама стабилизируют кристаллический оксид циркония в тетрагональной фазе и предотвращают спекание.
Технология изомеризации гептановой фракции (фракции 70-105°С) Изомалк-4 имеет аппаратное оформление близкое к традиционной схеме Изомалк-2 (рисунок 207). Схема с рециркуляцией неразветвленных гептанов позволяет получать изомеризат с октановым числом 83-85 пунктов по исследовательскому методу. Основной особенностью технологии является выделение С7-фракции и осуществление ее изомеризации на отдельной установке по разработанной ООО "НПП Нефтехим" технологии.
Включение в схему переработки изомеризации С7-фракции позволяет:
- обеспечить гарантированное содержание бензола менее 1% об. и снижение содержания ароматических до 35 %;
- обеспечить эффективную работу катализатора изомеризации фракции НК-70°С за счет снижения содержания углеводородов С7+ в сырье;
- повысить межрегенерационный период работы катализатора, выход и октановое число на установке риформинга;
- повысить выход товарных автобензинов за счет более высокой селективности процесса изомеризации С7-фракции по сравнению с риформингом.
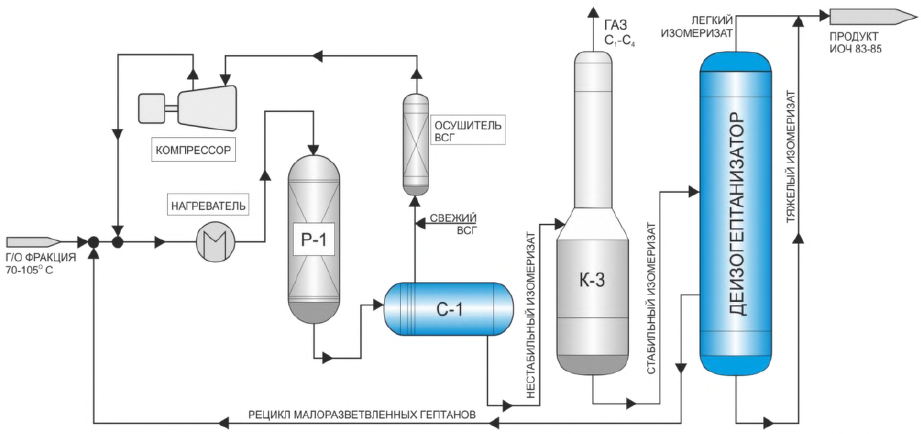
Рисунок 7.4 - Принципиальная технологическая схема установки ИЗОМАЛК-4
Технологические показатели процесса
Технологические показатели процесса ИЗОМАЛК-4 представлены в таблице 7.14.
Таблица 7.14 - Показатели процесса ИЗОМАЛК-4
|
Наименование показателей |
Значения показателей |
|
Температура, °С |
160-200 |
|
Давление, МПа |
2,5-3,0 |
|
Объемная скорость, час-1* |
1,0-2,0 |
|
Мольное отношение, Н2:сырье |
1,5-2,0:1 |
|
Октановое число изокомпонента, пункты и.м. |
83-85 |
|
Содержание ароматических углеводородов, % масс. |
0 |
|
Выход изомеризата, % масс. |
90-92 |
|
Межрегенерационный период, лет |
2-3 |
|
Срок службы катализатора, лет |
8-10 |
________________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Степень проработки
Технология готова к промышленной реализации. Проведены испытания на пилотных установках. В апреле 2017 г. данная технология получила статус "Национального проекта России".
Потребление энергоресурсов
Потребление энергоресурсов установками изомеризации представлено в таблице 7.15 [Кузьмина Р.И., Фролов М.П. Изомеризация - процесс получения экологически чистых бензинов].
Таблица 7.15 - Потребление энергоресурсов установками изомеризации
|
Наименование установки |
Потребление топлива |
Потребление эл. энергии |
Потребление пара |
Охлаждающая вода |
|
т.у.т./тыс.т |
(кВт·час/т) |
Гкал/тыс.т |
(м |
|
|
Изомеризация |
35-102 |
20-30 |
10-40 |
3-8 |
Воздействие на окружающую среду
Воздействие на окружающую среду от деятельности перспективного процесса Изомалк-4 аналогично воздействию установок изомеризации С5-С6. Работа оборудования установок изомеризации связана с выбросом загрязняющих веществ. К организованным выбросам относятся выбросы дымовых газов от технологических печей через дымовую трубу, выбросы газов регенерации катализатора изомеризации, газов пассивации катализатора гидроочистки, газов регенерации адсорбента-осушителя водородсодержащего газа через свечи, выбросы продуктов сгорания на факеле закрытого типа. К неорганизованным выбросам относятся выбросы непосредственно в атмосферу через неплотности фланцевых соединений аппаратов, трубопроводов, предохранительных клапанов, неплотности сальниковых уплотнений запорно-регулирующей арматуры, торцевые уплотнения насосов и уплотнения подвижных соединений компрессоров.
Выбросы в атмосферу связаны с работой печей установки, сбросов на закрытый факел (выбросы диоксида и оксида азота, оксида углерода, метана, диоксида серы, бенз-альфа-пирена) и неорганизованные выбросы от технологического оборудования (сероводород, аммиак, углеводороды С1-С10, бензол).
Сточные воды
Сточные воды установок изомеризации загрязнены нефтепродуктами от рефлексной емкости дренажного отстойника и попадающими в стоки в результате утечек из неплотностей оборудования. При применении хлорид-алюминиевого катализатора дополнительный объем сточных вод образуется в результате загрязнения воды отработанной гидроокисью натрия из системы очистки.
Образующиеся отходы
В процессе работы установки изомеризации образуются следующие отходы: Отработанный катализатор изомеризации, отработанный цеолит (адсорбент осушитель газов NaX), отработанные фарфоровые шары (керамическая загрузка реакторов), отработанные фарфоровые шары (керамическая загрузка осушителей водородсодержащего газа), масла индустриальные отработанные, масла компрессорные отработанные, кислая вода.
7.5 Установки каталитического крекинга
7.5.1 Каталитический крекинг с ультракоротким временем контакта (миллисекунда)
Описание
В связи с утяжелением сырья процесса каталитического крекинга в последнее десятилетие появились установки с ультракоротким временем контакта, позволяющим минимально закоксовывать катализатор - процесс Millisecond Catalytic Cracking (MSCC), далее называемый "Миллисеконд" [1].
Основное отличие процесса MSCC от традиционных установок с лифт-реактором состоит в том, что контакт катализатора и сырья происходит в направлении сверху вниз (рисунок 7.5). При этом наиболее легкое сырье вступает в контакт с катализатором в газообразном состоянии, тяжелая часть - в мелкодисперсном состоянии. Непрореагировавшая часть подвергается дополнительной конверсии в нижней части реактора (стриппинг-камере), в кипящем слое катализатора, где проводится отпарка тяжелых продуктов реакции при помощи водяного пара. Температура в стриппинг-камере реактора поддерживается на уровне 520-560°С при помощи регенерированного катализатора, поступающего из регенератора.
Данная схема установки позволяет получить значительно более высокий выход жидких продуктов, чем в традиционном процессе каталитического крекинга, при малых капитальных затратах.
Сочетание двух факторов - быстрого разделения катализатора и паров и небольшого объема реакционной зоны - обеспечивает сокращение нежелательных вторичных реакций. В процессе значительно сокращается время контакта сырья и катализатора (до 0,1 с) вместо характерных для каталитического крекинга с лифт-реактором 2-4 с, что стимулирует в первичных реакциях деструкцию исходных углеводородов.
Рисунок 7.5 - Реакторно-регенераторный блок процесса MSCC
1 - реактор, 2 - регенератор, 3 - специальная задвижка регенерированного катализатора, 4 - специальная задвижка горячего катализатора в стриппер, 5 - специальная задвижка отработанного катализатора, 6 - специальная задвижка циркулирующего катализатора [2]
Сравнительные показатели работы установок с лифт-реактором FCC и Миллисеконд (MSCC) приведены ниже:
|
FCC MSCC |
||
|
Свойства сырья: |
||
|
- плотность |
916 |
913 |
|
- коксуемость, % мас. |
1,2 |
1,2 |
|
Выход продуктов, % об.: |
||
|
|
7,4 |
3,6 |
|
|
21,5 |
20,5 |
|
бензин ( |
50,4 |
57,0 |
|
легкий газойль (221-360°С) |
21,5 |
20,6 |
|
тяжелый газойль (>360°С) |
9,1 |
9,0 |
|
кокс, % мас. |
5,8 |
5,5 |
 , кг/м
, кг/м

Степень проработки
Процесс разработан компанией BAR-CO Processes Joint Venture в 1991 г., основным лицензиаром является американская компания UOP LLC. Первая установка пущена в 1994 г. [3]. На сегодняшний день в мире работает несколько установок по технологии MSCC, в т.ч. на заводах СНГ:
- ОАО "Мозырский НПЗ", г.Мозырь, Белоруссия;
- TNGIZT, г.Туркменбаши, Туркменистан.
Достигаемые экологические преимущества
Основными экологическими преимуществами процесса являются:
- снижение выбросов CO и , а также оксидов серы и азота, из регенератора вследствие снижения выхода кокса в процессе крекинга;
- снижение образования побочных продуктов (легкого и тяжелого газойля).
Экономические аспекты внедрения
По сравнению с традиционной установкой каталитического крекинга с лифт-реактором технология MSCC обеспечивает:
- существенное повышение выхода целевых продуктов;
- улучшение качества продуктов;
- повышение надежности и снижение эксплуатационных и капитальных затрат.
Технологические особенности нового усовершенствованного процесса каталитического крекинга катализатора включают:
- уникальную систему контактирования сырья с катализатором;
- зону реакции с ультракоротким временем контактирования.
Благодаря малому времени контактирования процесс MSCC имеет следующие технологические преимущества:
- снижение температуры в регенераторе;
- повышение кратности циркуляции катализатора;
- меньшая необходимость в охлаждении катализатора;
- большая эффективность при переработке остаточного сырья.
7.5.2 Каталитический крекинг остаточного сырья с двухступенчатой регенерацией
Описание
Схема реакторно-регенераторного блока установки RCC (Residual Catalytic Cracking) приведена на рисунке 7.6 [4]. Регенерированный катализатор смешивают у основания лифт-реактора с тяжелым сырьем, которое благодаря высокоэффективной системе ввода находится в диспергированном состоянии, что способствует увеличению выхода бензина и других ценных продуктов. В лифт-реакторе 1 идет процесс крекинга при температуре 510-520°С, который завершается в реакторе-сепараторе 2. Далее закоксованный катализатор попадает в двухступенчатый регенератор 3. Двухступенчатая регенерация позволяет снизить температуру регенерации катализатора. Большая часть кокса выгорает на первой ступени регенерации при температуре 670-690°С. После этого частично регенерированный катализатор самотеком поступает на вторую ступень, где происходит дожиг остаточного кокса. Дымовые газы второй ступени выводятся из регенератора через его первую ступень, что позволяет более эффективно использовать кислород, подаваемый на регенерацию катализатора. Дополнительное регулирование температуры достигается также за счет использования холодильника катализатора 4 в плотной фазе. На установке с двухступенчатой регенерацией можно перерабатывать сырье с коксуемостью по Конрадсону до 10% мас. Газопродуктовая смесь разделяется в колонне 6.
Отличительные особенности процесса: диспергирование сырья с помощью рециркулирующих легких углеводородных газов, подача этих газов ниже точки ввода сырья для регулирования активности катализатора и пассивации отлагающихся на нем металлов; наличие двухступенчатого регенератора [5].
Рисунок 7.6 - Технологическая схема установки каталитического крекинга остаточного сырья с двухступенчатой регенерацией
1 - лифт-реактор, 2 - реактор-сепаратор; 3 - циклоны, 4 - двухступенчатый регенератор, 5 - холодильник катализатора; 6 - ректификационная колонна; 7, 8, 12, 13, 14 - насосы; 9, 15 - теплообменники; 10, 16 - аппараты воздушного охлаждения; 11 - емкость;
I - остаточное сырье, II - газ-разбавитель; III - воздух; IV - дымовые газы; V - газ; VI - вода; VII - бензин; VIII - легкий газойль; IX - остаток выше 371°С
Характеристика сырья и выхода продуктов процесса RCC приведена ниже [1]:
|
Плотность, кг/м |
907 |
|
|
Коксуемость, % мас. |
0,26 |
|
|
Выход продуктов, % об. |
||
|
|
2,6 |
|
|
|
12,4 |
|
|
|
17,8 |
|
|
бензин (н.к. - 193°С) |
59,7 |
|
|
легкий газойль (193-371°С) |
7,7 |
|
|
остаток выше 371°С |
10,9 |
|
|
кокс, % мас. |
4,5 |

Степень проработки
Процесс разработан компанией UOP LLC в 1983 г., лицензиаром является эта же компания. Первая установка пущена в 1983 г. [3]. На сегодняшний день в мире работает 39 установок по технологии RCC. В России установки типа RCC отсутствуют.
Достигаемые экологические преимущества
Экологические преимущества процесса связаны с расширением номенклатуры сырьевых ресурсов за счет вовлечения в переработку тяжелых нефтяных остатков, в т.ч. вторичного происхождения.
Экономические аспекты внедрения
Технология RCC обладает следующими особенностями по сравнению с традиционными технологиями каталитического крекинга:
-
а) возможность переработки сырья с коксуемостью до 10% мас. и содержанием металлов до 10 мг/кг, что позволяет расширить допустимый сырьевой диапазон и увеличить выработку целевых продуктов;
-
б) возможность переработки тяжелых высоковязких нефтей, высокосернистого сырья;
-
в) высокая гибкость по сырью, возможность эксплуатации установки на обычном дистиллятном сырье.
7.5.3 Каталитический крекинг остаточного сырья с двумя регенераторами
Каталитический крекинг остаточного сырья с двумя регенераторами в настоящее время представлен процессом R2R (Reactor and 2 Regenerators). В промышленном масштабе процесс R2R, разработанный компанией Axens для переработки остаточного сырья, используется с 1981 г. Особенность этого процесса - наличие двух регенераторов с раздельной подачей воздуха и выводом дымовых газов.
На рисунке 7.7 представлен реакторно-регенераторный блок установки R2R [6]. Реакторная часть работает так же, как на обычных установках каталитического крекинга с лифт-реактором. Отличие - в системе работы регенератора. Закоксованный катализатор поступает сначала в регенератор первой ступени 3, работающий при 700°С, где происходит частичный выжиг углерода (до 80%) и полный выжиг водорода. В регенераторе второй ступени 4 температура поддерживается до 900°С при почти полном отсутствии паров воды. Здесь происходит полный выжиг кокса с катализатора. Регенератор второй ступени 4 оборудован выносным циклоном и десорбером (зоной отдува катализатора от дымовых газов). Температура в реакторе составляет 510°С, время контакта сырья с катализатором 1 с. Процесс позволяет перерабатывать остаточное сырье со значением коксуемости по Конрадсону до 10% мас, причем содержание солей металлов в нем может увеличиваться до 50 мг/кг.
Рисунок 7.7 - Технологическая схема установки каталитического крекинга с двумя регенераторами (R2R)
1 - лифт-реатор, 2 - реактор-сепаратор; 3 - первый регенератор; 4 - второй регенератор, 5 - холодильник; 6 - ректификационная колонна; 7, 8, 12, 13, 14 - насосы; 9, 15 - теплообменники; 10, 16 - аппараты воздушного охлаждения; 11 - емкость;
I - сырье; II - закоксованный катализатор; III - продукты реакции; IV - регенерированный катализатор; V - газ; VI - кислая вода; VII - бензин; VIII - легкий газойль; IX - остаток выше 343°С, X - дымовые газы
Качество остаточного сырья и выходы продуктов крекинга R2R может быть охарактеризовано следующими показателями [1]:
|
Сырье |
|
|
Плотность при 15,5°С, кг/м |
896 |
|
Коксуемость по Конрадсону, % мас. |
6,0 |
|
Содержание солей металлов (Ni + V), мг/кг |
22,0 |
|
Выход продуктов: |
|
|
сухой газ + |
4,7 |
|
сумма |
28,4 |
|
бензин (н.к. - 220°С), % об. |
60,9 |
|
легкий газойль (220-343°С), % об. |
12,1 |
|
тяжелый газойль (выше 343°С), % об. |
5,7 |
|
кокс, % мас. |
7,5 |
К основным преимуществам процесса R2R относят высокий выход бензина и улучшенный процесс регенерации, обеспечивающий глубокий выжиг кокса в условиях, исключающих термопаровую дезактивацию катализатора.
Степень проработки
На сегодняшний день технология доступна для коммерческой эксплуатации. Продажа и поддержка осуществляется альянсом, включающим в себя: Axens (разработка технологии и лицензирование), IFP Energies Nouvelles (исследования), Total (эксплуатация), Technip Stone & Webster Process technology (лицензирование, модернизация). Действует несколько десятков установок в США, Южной Корее, Японии, Китае. В России установки типа R2R отсутствуют.
Достигаемые экологические преимущества
Экологические преимущества процесса связаны с расширением номенклатуры сырьевых ресурсов за счет вовлечения в переработку тяжелых нефтяных остатков, в т.ч. вторичного происхождения.
Экономические аспекты внедрения
Т.к. технология R2R создана для достижения тех же целей, что и RCC (переработка тяжелых остатков) экономические аспекты внедрения в целом те же, что и для RCC:
-
а) возможность переработки сырья с коксуемостью до 10% мас. и содержанием металлов до 10 мг/кг, что позволяет расширить допустимый сырьевой диапазон и увеличить выработку целевых продуктов;
-
б) возможность переработки тяжелых высоковязких нефтей, высокосернистого сырья;
-
в) высокая гибкость по сырью, возможность эксплуатации установки на обычном дистиллятном сырье.
7.5.4 Каталитический крекинг с максимальным выходом пропилена
Описание
Пропилен, получаемый в процессе каталитического крекинга FCC, составляет 30% его мирового производства, поэтому увеличение его выхода является актуальной задачей нефтепереработки. Существует ряд технологий повышения выхода пропилена в процессе каталитического крекинга (DCC (Axens), PetroFCC (UOP)), однако все они имеют общие черты - температура реакции 580-600°С, соотношение катализатор:сырье - от 10 до 20, а также проприетарный катализатор, содержащий цеолит ZSM-5 [7]. Аппаратурное оформление процесса в целом практически не отличается от обычных установок FCC с лифт-реактором.
Особняком стоят технологии MAXOFIN (KBR) и MILOS (Shell). Реакторно-регенераторный блок по этой технологии содержит два лифт-реактора (рис. 7.8). В первом лифт-реакторе 1 перерабатывается обычное сырье (например, вакуумный газойль) на цеолитсодержащем катализаторе с целью максимального выхода бензина. Второй лифт-реактор 3 перерабатывает только бензиновые фракции. Это могут быть любые бензиновые фракции, как прямогонные, так и термических процессов. Используют также бензин, полученный после первого лифт-реактора.
Рисунок 7.8 - Реакторно-регенераторный блок установки каталитического крекинга с двумя лифт-реакторами на микросферическом цеолитсодержащем катализаторе MAXOFIN
1 - основной прямоточный реактор, 2 - узел ввода сырья, 3 - второй прямоточный реактор, 4 - узел ввода бензина, 5, 6 - центробежно-инерционные сепараторы, 7 - одноступенчатые циклоны, 8 - сепарационная секция реакция, 9 - отпарная секция реактора, 10 - парораспределитель сепарационной секции, 11 - парораспределитель предварительной отпарки, 12 - основной парораспределитель отпарной секции, 13 - наклонный катализаторопровод, 14 - регенератор, 15 - трубчатый воздухораспределитель, 16 - двухступенчатые циклоны;
I - сырье, II - водяной пар, III - легкий бензин, IV - продукты крекинга, V - воздух
Во втором лифт-реакторе бензин на смеси добавок MAXOFIN-3 и ZSM-5 и цеолитсодержащем катализаторе крекируется с получением максимального количества олефинов. Как лифт-реактор свежего сырья, так и лифт-реактор повторного крекинга бензина работают при обычных расходах диспергирующего пара (2-5 % (мас.)).
Сырье - вакуумный газойль, предварительно нагретый в теплообменниках и печи до 260°С - поступает вниз лифт-реактора 1 через сырьевые форсунки и смешивается с регенерированным катализатором. В первом лифт-реакторе крекинг происходит при температуре 530-538°С и завершается при подходе к сепарационной зоне реактора-сепаратора 8, где происходит отделение продуктов реакции от катализатора. Продукты реакции поступают в ректификационную колонну на фракционирование. Закоксованный катализатор поступает в отпарную зону 9, где отпаривается противотоком с водяным паром. Отпарная зона секционирована каскадными перфорированными конусами, препятствующими созданию поршневого режима. В нижней части отпарной зоны установлены кольцевые коллекторы для ввода водяного пара, в верхней части - форсунки для ввода шлама, т.е. части остатка из ректификационной колонны, содержащей унесенный катализатор.
Далее катализатор самотеком поступает в регенератор 14, где выжигается кокс с поверхности катализатора, и регенерированный катализатор, разделяясь на две части, поступает на смешение с сырьем каждого из лифт-реакторов. В качестве сырья лифт-реактора 3 используют бензин. Температура крекинга в лифт-реакторе 3 - 593°С.
Ниже в табл.7.16 представлен выход продуктов каталитического крекинга с получением максимального количества пропилена по технологиям ряда крупных компаний.
Таблица 7.16 - Сравнительные характеристики "пропиленовых" технологий каталитического крекинга
|
Параметр |
PetroFCC (UOP) [8] |
DCC (Axens) [9] |
MAXOFIN (KBR) [10] |
MILOS (Shell GS) [11] |
|
Температура, °С |
550-600 |
575-600 |
550 |
575-600 |
|
Конструкция реакторного блока |
1 лифт-реактор |
1 лифт-реактор |
2 лифт-реактора |
2 лифт-реактора |
|
Выход продуктов, % мас. |
||||
|
сухой газ |
3,0 |
5,8 |
7,6 |
2,3 |
|
этилен |
6,0 |
6,1 |
4,3 |
3,1 |
|
пропан |
2,0 |
3,0 |
5,2 |
2,1 |
|
пропилен |
21,0 |
21,0 |
18,4 |
18,1 |
|
|
19,0 |
18,8 |
23,7 |
17,4 |
|
бензин |
28,0 |
26,6 |
18,8 |
28,2 |
|
легкий газойль |
9,5 |
6,6 |
8,6 |
15,8 |
|
тяжелый газойль |
6,0 |
6,1 |
5,2 |
8,0 |
|
кокс |
5,5 |
6,0 |
8,2 |
5,0 |
|
Всего: |
100,0 |
100,0 |
100,0 |
100,0 |
Бензин каталитического крекинга по пропиленовому варианту имеет более высокое ИОЧ (около 100) и содержит больше ароматических углеводородов, но его выход значительно ниже.
Степень проработки
Технологии каталитического крекинга с максимальным выходом пропилена находятся в стадии внедрения. Свои варианты технологии предлагают компании:
-
а) UOP, технология PetroFCC;
-
б) Axens совместно с RIPP, технология DCC (Deep Catalytic Cracking);
-
в) KBR, двухреакторная технология MAXOFIN;
-
г) Shell Global Solutions, двухреакторная технология MILOS.
Достигаемые экологические преимущества
Экологический эффект технологии состоит в повышении общей конверсии сырья, снижения выработки побочных продуктов (легкого и тяжелого газойлей). Технология характеризуется повышенным выходом пропилена и легких бутиленов, что позволяет расширить сырьевые ресурсы для производства полипропилена и алкилбензинов без вовлечения в переработку дополнительного количества нефти.
Экономические аспекты внедрения
Технология обладает следующими экономическими преимуществами:
-
а) снижение выработки побочных продуктов - легкого и тяжелого газойля;
-
б) увеличение выхода пропилена и бутиленов - ценного сырья для нефтехимической промышленности;
-
в) возможность получения высокооктанового компонента бензинов (с ИОЧ более 100 п), который может быть использован в качестве сырья для выделения индивидуальных ароматических углеводородов.
7.5.5 Каталитический крекинг с максимальным выходом легкого газойля
Описание
Ужесточение экологических требований к автомобильным двигателям во всем мире приводит к постепенному переходу от бензиновых к дизельным двигателям. Так, в Европе потребление бензина с 1998 по 2008 гг. снизилось на 22%, а потребление дизельного топлива возросло на 19% [12]. Повышенный спрос приводит к поискам новых источников дизельного топлива. Одним из таких источников потенциально является каталитический крекинг, в котором вырабатывается дистиллятная фракция - легкий газойль.
Однако легкий газойль каталитического крекинга характеризуется низким цетановым числом (ЦЧ) и образуется в процессе крекинга с относительно небольшой селективностью (15-20%). ЦЧ легкого газойля редко превышает 20-25 пунктов из-за большого содержания ароматических углеводородов (70-80%) [13]. Для увеличения выхода и повышения цетанового числа легкого газойля применяют ряд приемов:
Снижение конверсии сырья путем снижения температуры и кратности катализатор:сырье. Показано, что при снижении конверсии выход легкого газойля до некоторой степени увеличивается; максимум выхода соответствует конверсии 50-55% (газ+бензин+кокс) и составляет ~25% (базовое значение - 20% при конверсии 70%). При дальнейшем снижении конверсии выход ЛГ уменьшается, т.к. этот продукт в процессе крекинга является промежуточным [14].
Применение рециркуляции побочных продуктов крекинга (тяжелый газойль). Наиболее оптимальной фракцией для рецикла является фр. 340-400 (420)°С; при концентрации 12-15% выход легкого газойля достигает 30%, а конверсия составляет 65%.
Рецикл более тяжелых фракций нежелателен из-за высокого содержания трициклической ароматики, присутствие которой не влияет на выход легкого газойля, однако приводит к увеличению выхода кокса, что вынуждает ограничивать степень рециркуляции [15,16].
Применение специального катализатора. Ряд катализаторных компаний к настоящему времени разработал специальные катализаторы с увеличенным объемом пор матрицы, а также со специально контролируемым соотношением цеолит:матрица. Применение этих катализаторов позволяет увеличить выход легкого газойля на 1-5% при незначительном снижении выхода бензина без снижения 04.
Степень проработки
Проработка технологии находится на уровне внедрения. Разработаны и предлагаются на катализаторном рынке следующие катализаторы:
-
а) HDXTRA (BASF);
-
б) MIDAS-300 (Grace Davison);
-
в) UPGRADER MD (Albemarle).
Достигаемые экологические преимущества
Основными экологическими преимуществами процесса являются:
-
а) снижение выбросов CO и
, а также оксидов серы и азота, из регенератора вследствие снижения выхода кокса в процессе крекинга; -
б) снижение образования остатка - тяжелого газойля.
Экономические аспекты внедрения
Главным экономическим аспектом технологии является увеличение выхода легкого газойля - сырья для производства реактивного и дизельного топлив. Совместное применение специальных катализаторов и технологических приемов позволяет увеличить выход легкого газойля на 10% об (абс). Вторичным аспектом является снижение выхода побочного продукта крекинга - тяжелого газойля.
7.6 Гидрогенизационные процессы
7.6.1 Гидроочистка нефтяных остатков
7.6.2 Гидроочистка (гидрооблагораживание) тяжелого газойля коксования Prime-D
Описание. Компания Axens (IFP Group Technologies) разработала технологию Prime-D, позволяющую перерабатывать любое сырье и получать продукт, отвечающий требованиям современных стандартов: ультранизкая сера, низкая плотность, низкое содержание полициклических ароматических углеводородов, высокое цетановое число при любом качестве исходного сырья, в том числе трудном для переработки вторичном сырье* - газойли коксования, каталитического крекинга и висбрекинга.
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
Для удовлетворения требований по ультранизкому содержанию серы, снижению содержания полициклических ароматических углеводородов и увеличению цетанового числа предлагается одностадийный процесс. В качестве базовой модели процесса принята технология производства дизельного топлива с содержанием серы 350 мг/кг, но процесс осуществляется при более высоком давлении и меньшей объемной скорости подачи сырья. Функция деароматизации требует дополнительного количества водорода.
Другой разновидностью технологии Prime-D является двухстадийный процесс, позволяющий осуществлять сверхглубокое гидрообессеривание и деароматизацию при более низком давлении, чем одностадийный процесс. На первой стадии используется классический катализатор гидрообессеривания, на второй - катализатор на основе благородных металлов. Отличием двухстадийной схемы является то, что на линии продукта, поступающего из первого реактора, устанавливается отпарная колонна высокого давления для удаления сероводорода и улучшения кинетики реакции на второй стадии (рисунок 7.9).
В технологии Prime-D используются новейшие катализаторы серии HR-500: HR-526 (Co-Mo), HR-538 (Ni-Mo) и HR-548 (Ni-Mo). Катализатор HR-526 обеспечивает сверхглубокое гидрообессеривание дизельного топлива при низких парциальных давлениях водорода. Система катализаторов HR-538/HR-548 наряду с сверхглубоким гидрообессериванием обеспечивает деароматизацию смесевого дизельного топлива с большим содержанием вторичных дистиллятов при среднем и высоком парциальном давлении водорода, является идеальным решением для улучшения показателей цетанового числа, плотности и снижения полициклических ароматических углеводородов при переработке утяжеленных фракций дизельного топлива с высоким содержанием трудноудаляемых серосодержащих соединений.
Для гарантированного достижения целевого показателя по содержанию серы (менее 10 мг/кг) реактора оснащаются современным распределительным устройством Equi Flow, конструкция которого позволяет максимально использовать загрузку катализатора в любых условиях гидродинамики.
Рисунок 7.9 - Принципиальная схема установки гидроочистски тяжелого газойля коксования по технологии Prime-D
1 - теплообменник; 2 - печь; 3 - реактор; 4 - воздушный холодильник; 5 - трехфазный отстойник; 6 - блок очистки от сероводорода; 7 - компрессор; 8 - отпарная колонна; 9 - блок осушки
Степень проработки. Более 100 установок гидроочистки средних дистиллятов построены по лицензиям или модернизированы. В их числе: установки глубокого и сверхглубокого обессеривания (менее 50 мг/кг) и установки для увеличения ЦЧ.
В настоящее время впервые в России на ОАО "ТАНЕКО" (г.Нижнекамск) на основе базовой проектной документации нефтехимической компании Axens IFP Group Technologies планируется строительство установки гидроочистки тяжелого газойля коксования (ТГК). Проектная мощность установки по сырью составляет 850 тыс т/год. Работа НПЗ в Нижнекамске предполагается на 100% карбоновой нефти или на 100% девонской нефти, либо на смеси нефтей в соотношении 50:50. Установка гидроочистки предназначена для получения потока гидроочищенного тяжелого газойля коксования с максимальным содержанием серы 300 ppm по массе и выходом не менее 76% масс. Процесс гидроочистки производится на неподвижных слоях катализатора в реакторе в присутствии большого объема водорода при температуре 350-390°С и давлении 12 МПа (изб). Реактор имеет конструкцию с нисходящим потоком. В реакторе в присутствии основного Ni-Mo катализатора HR 548 проходят реакции деметаллизации, обессеривания, деазотирования, насыщения ароматических углеводородов, гидрокрекинга.
Достигаемые экологические преимущества
В соответствии политикой Повышения качества, охраны здоровья, безопасности и окружающей среды, Axens непрерывно прилагает усилия для повышения качества своих продуктов и услуг, а также безопасности работы и сокращения объемов выбросов и промышленных отходов на своих производственных мощностях.
Количество веществ, образующееся в результате сгорания топлива - оксиды азота, углерода - можно сокращать за счет модернизации конструкции печей, обращая внимание не только на их энергоэффективность, но и на предотвращение образования токсичных газов (, , , другие серные соединения). Другой способ предотвращения их образования - регулирование процесса горения, в том числе за счет мониторинга отходящих газов.
Одной из самых распространенных общеобъектовых систем очистки выбросов на НПЗ является борьба с . Эти системы обычно содержат систему аминовой очистки и установку сероочистки для преобразования в серу (процесс Клауса), которая является побочный продуктом нефтепереработки.
Факельные установки - другой метод, используемый на НПЗ для охраны окружающей среды от нештатных загрязнений атмосферы выбросами.
Экономические аспекты внедрения
Примеры разных технологических версий и капиталовложения процесса Prime D представлены в таблице 7.17.
Таблица 7.17 - Примеры разных технологических версий процесса Prime D и капиталовложения в пределах установки
|
Показатели |
Вариант 1 |
Вариант 2 |
Вариант 3 |
Вариант 4 |
|
Содержание серы, мг/кг |
350 |
<10 |
<10 |
<5 |
|
Плотность, кг/м |
<845 |
<840 |
<834 |
<825 |
|
Содержание НРА, % масс. |
11 |
<2-3 |
<2 |
<1-2 |
|
Цетановое число |
51 |
55 |
58 |
58 |
|
Рабочее давление (P) |
P |
1,7-P |
2,5-P |
1,7-P |
|
Объемная скорость (V) |
V |
0,4'V |
0,25 V |
0,4-У + благород. металл |
|
Капиталовложения в пределах установки (К) |
К |
1,65-К |
2,1-К |
2,7-К |
Вариант 1. Низкое содержание серы по нормам 2000 г. Установка гидрообессеривания.
Вариант 2. Сверхнизкое содержание серы. Установка гидрообессеривания с устройствами для глубокого гидрообессеривания.
Вариант 3. Увеличение ЦЧ. Одноступенчатое гидрообессеривание гидродеароматизация.
Вариант 4. Полное гидрирование ароматики. Двухступенчатое гидрообессеривание гидродеароматизация.
7.6.3 Гидроизомеризация дизельных топлив
В основе процесса гидроизодепарафинизации лежит изомеризация нормальных парафиновых углеводородов в присутствии водорода. В процессе изодепарафинизации длинноцепочечные н-парафины не разрушаются в результате крекинга, а изомеризуются с сохранением молекулярной массы, вследствие чего практически не меняется фракционный состав получаемых продуктов. Значительная депрессия температуры застывания получаемой дизельной фракции не сопровождается заметным снижением значения цетанового числа, поскольку малоразветвленные изомерные парафины имеют гораздо более низкие температуры застывания, но незначительно меньшие значения цетановых чисел по сравнению с н-парафинами. Полученное дизельное топливо содержит меньше ароматических углеводородов, в частности содержание полициклических ароматических углеводородов снижается до значений менее 7-8% масс.
Процесс изодепарафинизации проводится на бифункциональных катализаторах, содержащих гидрирующие металлы, а в качестве кислотного компонента - цеолиты или цеолитоподобные структуры. Катализаторы имеют минимальную активность в отношении реакций гидрокрекинга.
Процесс изодепарафинизации в промышленных условиях при использовании катализатора, содержащего платину, обеспечивает выход целевого продукта не менее 94% масс. на сырье. При этом наряду с высококачественным дизельным топливом с высоким цетановым числом образуется бензиновая фракция, которую можно использовать в качестве компонента товарного бензина.
Промышленно реализованные и разрабатываемые технологии изодепарафинизации дизельных дистиллятов обеспечивают депрессию значений низкотемпературных свойств топлива на уровне 20-60° при выходе целевого продукта не менее 92% масс.
Самым перспективным процессом изодепарафинизации, освоенным в настоящее время в промышленном масштабе, является процесс, разработанный компанией ExxonMobil Research&Engineering Со. (совместно с компаниями KellogBrownandRoot, Albemarle, FinaResearch) - технология MAKFiningHDT/MIDW (Hydrodesulfurization Tecnology/Mobil'slsoDeWaxing). Процесс впервые был внедрен на НПЗ в Джуронге в 1990 г. Процесс отличается высокой гибкостью, технологическая схема сопоставима со схемой процесса гидроочистки.
Процесс MAKFining HDT/MIDW осуществляется в среде водорода на стационарном слое бифункционального металлцеолитсодержащего катализатора, устойчивого к сероводороду и аммиаку. Условия проведения процесса по данной технологии достаточно мягкие: давление 2,4-4,0 МПа, объемная скорость подачи сырья 0,5-1,0 ч [37, 47].
В настоящее время в мире по технологии MIDW работают 7 установок: 2 - в Азии, 3 - в Канаде, 1 - в США и 1 - в Германии. Еще две установки в Европе и Азии находятся на данный момент в стадии проектировании.
Технология MIDW может также эффективно применяться для изомеризации дизельных топлив, полученных из возобновляемого сырья. При этом могут быть получены дизельные топлива с различными температурами помутнения и застывания в зависимости от региональных требований к дизельным топливам. Температура помутнения минус 33°С достигается при низкой реакционной температуре (<330°С).
Компанией Chevron Lummus Global, Inc. разработан процесс изодепарафинизации, получивший название Isodewaxing. Технология обеспечивает высокий выход изомерных структур, использует катализатор на основе платины, в качестве кислотного компонента применяется силикоалюмофосфат.
Группой компаний Shell Global Solutions, Criterion Catalysts Company L.P., ABB Lummus Global Inc. разработана гибкая двухступенчатая технология SYN-Flow, позволяющая максимально улучшать низкотемпературные свойства средних дистиллятов с минимальными потерями в выходах жидких продуктов (выше 95% масс). Для придания дополнительной гибкости НПЗ по изменению качества продуктов в зависимости от потребностей рынка процесс интегрируется с существующими установками гидроочистки.
Фирмой UOP разработано несколько модификаций технологии MQD Unionfining для облагораживания дистиллятов в высококачественные дизельные топлива, отвечающие современным и перспективным требованиям. Процесс осуществляется при парциальных давлениях водорода 3,5-13,8 МПа. Температура и объемная скорость определяются целями процесса. В качестве сырья могут использоваться прямогонные или вторичные дистилляты. В качестве катализатора депарафинизации в одностадийном процессе применяется металлцеолитный катализатор НС-80, необходимая депрессия достигается за счет крекинга н-парафинов до более легких.
Если используется двухстадийный процесс, то на второй стадии применяется катализатор DW-10 на основе благородного металла - высокоэффективный в гидроизомеризации н-парафиновых углеводородов и, соответственно, обеспечивающий уменьшение температуры застывания дизельной фракции и ее высокий выход.
Процесс изодепарафинизации является наиболее перспективным и обеспечивает высокий выход целевого продукта - дизельного топлива для холодных климатических зон с требуемыми эксплуатационными характеристиками.
7.7 Гидрокрекинг
Глубокий гидрокрекинг остаточного сырья на неподвижном слое катализатора
Назначение процесса. Процесс RCD Unionfining обеспечивает обессеривание, деазотирование и деметаллизацию остаточного сырья и деасфальтизата. Удаление примесей сопровождается частичным превращением неперегоняемых фракций. Процесс протекает в неподвижном слое катализатора при умеренно высоких давлениях, потребляет водород и способен удалять более 90% серы и металлов. Кроме выработки малосернистого котельного топлива, процесс часто используют для улучшения сырья, подаваемого на установки коксования, FCC и гидрокрекинга.
Катализаторы. UOP разработаны несколько специальных катализаторов, предназначенных для применения в процессе RCD Unionfining. R-HAC1 - катализатор с умеренной гидрокрекирующей способностью, предназначенный для переработки легких остатков. Он обладает той же гидрообессеривающей способностью, что и обычные катализаторы десульфуризации, но производит на 3-4% больше дизельного топлива при том же выходе бензиновых фракций и газа. Катализатор САТ-Х предназначен для предварительной обработки сырья FCC. Исследования микроактивности при крекинге сырья, переработанного в слое катализатора САТ-Х, показали рост выхода бензина на величину до 5%.
Срок службы катализатора процесса RCD Unionfining обычно определяется одним из следующих факторов:
-
а) чрезмерное нарастание накипи или кокса, ведущее к повышению перепада давлений в реакторе до неприемлемого уровня;
-
б) образование кокса вследствие разложения и конденсации тяжелых молекул асфальтенов;
-
в) отложение металлов в порах катализатора при гидрокрекинге органометаллических соединений, содержащихся в сырье.
Сырье процесса. Из всех компонентов остатков (которые используются как сырье в данном процессе) труднее всего перерабатывать асфальтены. Молекулы последних имеют большие размеры и содержат серу, азот, металлы (Fe, Ni, V) и полициклические ароматические соединения. В основном именно асфальтены вызывают деактивизацию катализатора путем отложения металлов или закоксовывания (таблица 7.18).
Таблица 7.18 - Свойства некоторых атмосферных остатков (остатков, полученных в процессе атмосферной перегонки нефтяного сырья - мазуты)
|
Тяжелая аравийская |
Hondo |
Maya |
|
|
Свойства атмосферных остатков: |
|||
|
содержание серы, % масс. |
4,29 |
5,9 |
4,4 |
|
содержание Ni + V, г/т |
108 |
372 |
500 |
|
Содержание асфальтенов, % масс. |
12,6 |
13,9 |
25,2 |
|
Свойства асфальтенов: |
|||
|
содержание серы, % масс. |
6,5 |
7,7 |
6,4 |
|
содержание Ni + V, г/т |
498 |
1130 |
1570 |
Параметры процесса. Трудность переработки сырья зависит от распределения примесей по фракциям смол и асфальтенов, а также структуры молекул последних. Относительная жесткость условий процесса зависит от типа сырья и целей переработки (рисунок 7.10). Поэтому процесс протекает в широком интервале рабочих условий - при давлениях от 1500 до 3000 фунт/дюйм (105 до 210 кг/см) и среднечасовых объемных скоростях переработки от 0,10 до 1,0 ч. Сырье с высоким содержанием примесей, такое, как вакуумные остатки, обычно перерабатывают при повышенных давлениях и пониженных объемных скоростях.
Рисунок 7.10 - Жесткость условий, требуемая для переработки различных видов сырья
Описание процесса. На рисунке 7.11 представлена упрощенная технологическая схема процесса RCD Unionfining . Отфильтрованное жидкое сырье смешивается с добавочным водородом и отходящим газом горячего сепаратора и подается сначала в теплообменник, где нагревается потоком из реактора, а затем в подогреватель прямого нагревания. В данной схеме показан двухфазный подогреватель, но возможен и вариант с отдельным подогревом сырья и газа. Из подогревателя смесь поступает в защитный слой катализатора, а затем в реактор (или реакторы). В защитный слой в целях предотвращения недопустимого роста перепада давлений загружается сортированный катализатор; стоит добавить, что он также способен улавливать определенные примеси. Удаление остальных примесей происходит в реакторе.
Реакторы RCD Unionfining
имеют простую конструкцию с нисходящим потоком, что исключает проблемы уноса катализатора с последующим забиванием и эрозией оборудования. Так как процесс протекает в трех фазах, равномерное распределение потока имеет критически важное значение. Правильное распределение потока обеспечивают специальные внутриреакторные устройства. Поток из последнего реактора поступает в горячий сепаратор, где происходит грубое разделение на тяжелые жидкие продукты, циркулирующий газ и легкие жидкие продукты. Верхний продукт горячего сепаратора охлаждается и поступает в холодный сепаратор для разделения на жидкость и циркулирующий газ. Газ до возврата в реактор проходит через скруббер, где происходит удаление . Часть газа пропускают через мембранный сепаратор для отделения образующихся в реакторе легких компонентов, главным образом метана. (Если их не удалять, то они будут снижать парциальное давление водорода в реакторе.) Жидкость горячего сепаратора поступает в горячий испаритель. Верхний продукт испарителя охлаждается, смешивается с жидкостью холодного сепаратора, и смесь подается в холодный испаритель. Нижний продукт обоих испарителей поступает в систему фракционирования, рассчитанную на выход малосернистого котельного топлива или сырья, отвечающего требованиям дальнейшей переработки.
Продукты процесса.
Выход и свойства продуктов переработки смесь остатков ближневосточных нефтей представлены в таблице 7.19.

Рисунок 7.11 - Технологическая схема процесса RCD Unionfining
Таблица 7.19 - Выход и свойства продуктов переработки смесь остатков ближневосточных нефтей
|
Выход на сырье |
|||||||
|
% масс. |
% об. |
Относительная плотность |
Сера, % масс. |
Азот, % об. |
Вязкость, сСт при 50°С |
V + Ni, г/т |
|
|
Сырье: |
100,00 |
100,0 |
12,1 (° API ) |
4,1 |
0,31 |
2259 |
141 |
|
остаток |
1,29 |
||||||
|
|
(140 м |
||||||
|
Продукты: |
|||||||
|
|
0,19 |
||||||
|
|
3,91 |
- |
- |
- |
- |
- |
- |
|
|
0,67 |
- |
- |
- |
- |
- |
- |
|
|
0,36 |
- |
- |
- |
- |
- |
- |
|
|
0,36 |
- |
- |
- |
- |
- |
- |
|
|
1,10 |
1,50 |
0,720 |
0,004 |
0,004 |
- |
- |
|
154-360°С |
14,70 |
16,70 |
0,868 |
0,02 |
0,02 |
2-3 |
- |
|
>360°С |
80,00 |
84,20 |
0,935 |
0,47 |
0,17 |
151 |
18 |
|
всего |
101,29 |
102,40 |
- |
- |
- |
- |
- |
Достигаемые экологические преимущества
Процесс RCD Unionfining обеспечивает обессеривание, деазотирование и деметаллизацию остаточного сырья и деасфальтизата. Удаление примесей сопровождается частичным превращением неперегоняемых фракций. Процесс протекает в неподвижном слое катализатора при умеренно высоких давлениях, потребляет водород и способен удалять более 90% серы и металлов. Кроме выработки малосернистого котельного топлива, процесс часто используют для улучшения сырья, подаваемого на установки коксования, FCC и гидрокрекинга.
Экономические аспекты внедрения
Энергозатраты на 1 м сырья:
Типичный расход энергоносителей и катализатора для установки RCD Unionfining
|
На баррель |
На кубометр |
|
|
Водород |
750 фут |
127 м |
|
Катализатор |
0,1 фунтов |
0,29 кг |
|
Электроэнергия |
5 кВт·ч |
31,5 кВт·ч |
|
Пар высокого давления |
11 фунтов |
31,4 кг |
|
Охлаждающая вода |
22 галлона |
0,5 м |
Степень проработки
Первая установка промышленного обессеривания остатков была спроектирована UOP и введена в эксплуатацию в 1967 г. на НПЗ компании Jdemitsu Kosan в Чибе (Япония). Первая промышленная установка превращения вакуумных остатков была сооружена UOP на НПЗ в Натрефе (ЮАР) и введена в строй в 1972 г. Всего лицензировано 27 установок RCD Unionfining. На начало 2002 г. общая пропускная способность лицензированных установок RCD Unionfining составляла свыше 900000 барр./сут (143000 м/ч). Эти установки перерабатывают различные виды сырья, в том числе деметаллизованные вакуумные и атмосферные остатки. Назначение установок - обычное обессеривание, предварительная обработка сырья для последующих установок превращения неперегоняемых (тяжелых) остатков.
7.8 Установки термогидрокрекинга остаточного сырья под давлением
7.8.1 Гидровисбрекинг гудрона
Процесс, разработанный фирмой Lurgi, осуществляется без катализатора с рециркуляцией водорода при температуре 380-420°С и давлении 12-15 МПа. Он протекает без значительного коксообразования, так как при высоком давлении увеличиваются растворимость водорода в нефтяных остатках и скорость реакции гидровисбрекинга.
Типичное качество сырья и материальный баланс процесса представлены в таблице 7.20.
Таблица 7.20 - Качество сырья процесса гидровисбрекинга и материальный баланс процесса
|
Показатель |
Значение |
|
Качество гудрона - сырья процесса гидровисбрекинга |
|
|
Плотность, кг/м |
1029 |
|
Содержание, % массовые: |
|
|
серы |
2,91 |
|
азота |
0,42 |
|
ванадия |
0,05 |
|
асфальтенов |
14,3 |
|
Коксуемость по Конрадсону, % масс. |
21,2 |
|
Вязкость при 100°С, сСт |
7150 |
|
Содержание фракций, % масс.: |
|
|
фракция 350-500°С |
4,85 |
|
фракция >500°С |
95,15 |
|
Материальный баланс процесса гидровисбрекинга, % масс., по сырью |
|
|
Углеводородные газы |
2,3 |
|
Фракция н.к. - 165°С |
4,4 |
|
Фракция 165-350°С |
16,5 |
|
Фракция 350-500°С |
21,2 |
|
Остаток, фракция 500°С - к.к. |
55,6 |
|
Итого |
100,0 |
При более мягких режимах процесса выход фракции 165-350°С может быть уменьшен до 12,3-15,8% с одновременным увеличением выхода остатка до 60-64% и неизменном выходе фракции 350-500°С.
Достигаемые экологические преимущества
Выход дистиллятных продуктов по сравнению с обычным висбрекингом увеличивается при прочих равных условиях на 11-25% массовых. Дистиллятные продукты процессов обычного висбрекинга и гидровисбрекинга мало различаются между собой, однако остаток (фракция >500°С) процесса гидровисбрекинга характеризуется меньшими значениями плотности и вязкости, при более низких показателях по содержанию асфальтенов (15% против 24%) и коксуемости (22% против 25,7%). Особенностью процесса гидровисбрекинга (в отличие от висбрекинга) является возможность производства остаточных топлив, характеризующихся высокой стабильностью при значительном выходе светлых дистиллятов
Экономические аспекты внедрения
Процесс отличается высокой экономической привлекательностью - срок окупаемости капиталовложений на реконструкцию установки висбрекинга под этот процесс не превышает одного года. Степень превращения гудрона составляет 60-66% масс. Процесс не получил промышленного распространения. Процесс не обеспечивает достаточную глубину превращения сырья, поэтому не получил широкого промышленного применения.
7.9 Гидрокрекинг остаточного сырья
7.9.1 Процесс "Veba Combi Cracker" (лицензиар KBR)
Лицензиаром процесса VCC считается фирма KBR, а компанией - разработчиком VCC является Veba Oel, которая в качестве исходной технологии избрала процесс Bergius по гидрогенизации угля и на его основе создала процесс гидрогенизации нефтяных остатков под давлением 200-300 бар, назвав его Veba Combi Cracker (VCC). На первой стадии смесь сырья, катализатора (в количестве 1-3%) и водорода, нагретая до 465-480°С, проходит реактор, после чего в горячем сепараторе парообразные продукты отделяют от жидкого остатка, подвергаемого вакуумной flash-дистилляции. Остаток жидких направляют на карбонизацию, а вакуумный отгон и пары продукта из горячего сепаратора гидрируют при 370-420°С в реакторе второй стадии на стационарном катализаторе. При 95%-ной конверсии получили 26,9% нафты, 36,5% среднего дистиллата и 19,9% газойля. Расход водорода составил 345 нм/т сырья. С 1988 г. в Германии (г.Bottrop) функционировала демонстрационная установка производительностью 3500 баррелей/сутки. На основе технологии VCC разработаны также два крупных проекта: в Канаде (на битумах Atabaska) и на НПЗ Karlsruhe фирмы Ruhr Oel производительностью соответственно 80 тыс. и 25 тыс. баррелей/сутки.
7.10 Гидрокрекинг остаточного сырья в кипящем слое
7.10.1 LC-Fining (лицензиар Shell Lummus Global)
Описание
Процесс LC-Fining предназначен для гидрокрекинга тяжелого нефтяного сырья - остатков перегонки нефти, тяжелых фракций, выделяемых из природных битумов, нефтяных песков, горючих сланцев, а также продуктов ожижения углей [Rana M.S., Sarmano V., Ancheyta J., Diaz J.A.I. A review of recent advances on process technologies for upgrading of heavy oils and residua // Fuel. 2007. V. 86. N 9. P.1216-1231. Scherzer J., Gruia A.J . Hydrocracking science and technol. N.Y.: Marcel Dekker, Inc., 1996. - 305 p]. Предполагалось при гидрокрекинге такого сырья достигать степень конверсии не менее 80% и высокие показатели по снижению содержания серы, металлов и коксообразующих компонентов, причем в условиях длительной стабильной работы установок с получением в качестве целевых продуктов нафты, легкого и среднего дистиллятов, легкого (атмосферного) и вакуумного газойлей. Предполагалось также, что не превращенные в процессе остатки будут служить в качестве компонентов котельного топлива или в виде сырья для установок висбрекинга, коксования или деасфальтизации.
Становление технологии LC-Fining началось в 1960-е годы в период работы над процессом H-Oil, проводившейся совместно компаниями Cities Service Research and Development, ABB Lummus Global, Amoco (American Oil Company) и Chevron [Gupta A . Chervron Lummus Global ebullated bed bottom-of-the-barrel hydroconversion (LC-fining) process (http://www.smx-international.com/images/pdfs/chevron.pdf). - 4 p]. В эти годы специалистами Cities Service и Института исследования углеводородов (HRI - Hydrocarbon Research Institute) на своих пилотных установках был разработан и на НПЗ Lake Charles (шт. Луизиана, США) в 1963 г. запущен промышленный процесс H-Oil. В тот же период (с 1975 г.) Cities Service и ABB Lummus Global на основе накопленного опыта начали разработку процесса LC-fining, которая была продолжена затем при участии Amoco и завершилась совместной лицензией Amoco и Lummus на этот процесс и вводом в строй в 1984 г. установки LC-fining производительностью 60 тыс. баррелей в сутки на заводе Texas City компании Amoco (после объединения с British Petroleum - ВР Amoco) (http://www.criterioncatalysts.com/static/criterion-gb/downloads/pdf/technical_papers/5th_intlbbtc26_9_07.pdf).
Следующая промышленная установка LC-fining (производительностью 23 тыс. баррелей в сутки) была построена компанией Lummus в 2000 г. на НПЗ в Братиславе (Словакия), принадлежавшем компании "Славнефть". В том же 2000 г. компании CB&I Lummus (право приемник ABB Lummus) и Chevron решили объединить усилия в области квалифицированной переработки тяжелых нефтяных фракций и выступать впредь объединенной компанией Chevron Lummus Global LLC (CLG). По этой причине сведения о процессе LC-fining размещаются теперь на сайтах обоих партнеров: Шеврон http://www.chevron.com/products/sitelets/refiningtechnology/documents/BrochPDF_ 10.29.09.pdf и Луммус (CB&I) http://www.cbi.com/services/documents/lc-fining.pdf.
Согласно этим сайтам, процесс LC-fining осуществляется по схеме, показанной на рисунке 7.12.
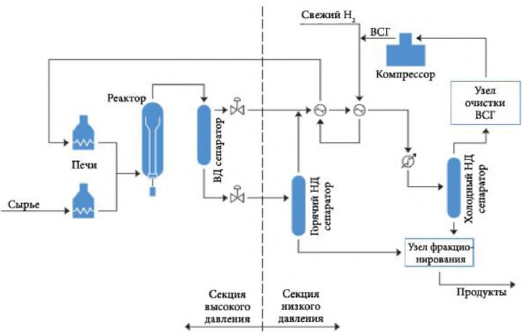
Рисунок 7.12 - Технологическая схема процесса LC-fining
Согласно схеме, нагретые в печах до температуры реакции жидкое сырье и водородсодержащий газ (ВСГ) поступают в низ реактора, где в погруженном виде находится катализатор гидрокрекинга. В зависимости от параметров сырья и желательных характеристик продуктов процесс гидрокрекинга может проводиться в двух или более последовательно соединенных реакторах.
Свежий катализатор добавляют сверху, а такое же количество отработанного отводят снизу. За счет движущихся вверх потоков жидкого сырья и ВСГ происходит турбулизация реакционной среды с перемешиванием трехфазной системы. Устанавливается изотермическое температурное поле. По окончании времени пребывания гидрогенизат с верха реактора поступает в сепаратор высокого давления, а затем в сепаратор низкого давления. ВСГ после очистки возвращается в процесс, а жидкие продукты подвергаются фракционированию.
В литературе отмечается достаточно высокое сходство процессов H-Oil и LC-fining [Rana M.S., Sarmano V., Ancheyta J., Diaz J.A.I . A review of recent advances on process technologies for upgrading of heavy oils and residua // Fuel. 2007. V. 86. N 9. P. 1216-1231., Scherzer J., Gruia A.J. Hydrocracking science and technol. N.Y.: Marcel Dekker, Inc., 1996. - 305 p.]. Например, близки основные режимные показатели работы реакторов. Это обусловливается, по-видимому тем, что оба процесса разрабатывались при том или ином участии одних и тех же коллективов с использованием одних и тех же пилотных установок и сходного сырья [Gupta A . Chervron Lummus Global ebullated bed bottom-of-the-barrel hydroconversion (LC-fining) process (http://www.smx-intemational.com/images/pdfs/chevron.pdf). - 4 p]. Отмечается [Scherzer J., Gruia A.J. Hydrocracking science and technol. N.Y.: Marcel Dekker, Inc., 1996. - 305 p], что отличия могут быть заметны в аппаратурном оформлении разных узлов технологических схем.
7.10.2 H-Oil ® (лицензиар IFP Group)
Описание
Процесс гидрокрекинга вакуумных остатков H-Oil разработан в 1960-х гг. компанией Texaco [Scherzer J., Gruia A.J.
Hydrocracking science and technol. N.Y.: Marcel Dekker, Inc., 1996. - 305 p.]. Процесс ведут при температуре 420-450°С, давлении 100-200 бар, объемной скорости подачи сырья 0,4-1,5 ч в реакторе с погруженным слоем катализатора. Типичный катализатор - 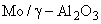 , с промоторами Ni, Со. Удельная поверхность его составляет 100-300 м/г, диаметр пор 4-20 нм. Катализатор измельчают до размера частиц
, с промоторами Ni, Со. Удельная поверхность его составляет 100-300 м/г, диаметр пор 4-20 нм. Катализатор измельчают до размера частиц  1 мм. Свежий контакт подают сверху, а отработанный (в количестве около 1% в сутки от загруженного или 0,3-2,0 кг на 1 т сырья) отводят снизу [Yang W.-C.
Fluidization, solids handling, and processing: industrial applications. Westwood (New Jersey, USA): Noyes Publications, 1999. - 890 p.].
1 мм. Свежий контакт подают сверху, а отработанный (в количестве около 1% в сутки от загруженного или 0,3-2,0 кг на 1 т сырья) отводят снизу [Yang W.-C.
Fluidization, solids handling, and processing: industrial applications. Westwood (New Jersey, USA): Noyes Publications, 1999. - 890 p.].
В реакторе с погруженным слоем катализатора осуществляется полное перемешивание трехфазной реагирующей системы и быстро достигается изотермичность режима при каких-либо колебаниях исходного сырья, что способствует стабилизации показателей качества продуктов в зависимости от принимаемой глубины конверсии. При общей степени превращения сырья 55-75% степень удаления серы в процессе H-Oil составляет 80-84%, а степень удаления металлов - 52-85%.
В последние годы компания HRI, Inc - разработчик процесса H-Oil - стала частью фирмы Axens North America (Axens NA), которая входит в группу Axens, сформированную в 2001 г. на основе отдела лицензирования технологий Института нефти Франции (IFP). В связи с этим в Axens NA появилась возможность модернизации процессов H-Oil и T-Star с использованием проведенных в IFP разработок (таких как процесс Hyvahl). В результате были созданы следующие три варианта технологии, реализованные в нескольких промышленных установках:
H-Oil-HCC - процесс, предназначенный для проведения гидрооблагораживания тяжелой нефти с целью облегчения транспортировки к месту стационарной переработки. Результатом является "синтетический" продукт (syncrude) со сниженной вязкостью и повышенной стабильностью; H-Oil-DC - модификация технологии T-Star для эффективной переработки вакуумных дистиллатов и их смесей;
H-Oil-RC - модернизированный вариант классической схемы процесса H-Oil для повышения уровня конверсии сырья (гудрона) и снижения удельных затрат на переработку. Среди новшеств - межстадийный сепаратор (узел IS2) между реакторами и каскадная утилизация катализатора (узел C2U).
Характерные особенности промышленной эксплуатации процесса H-Oil на примере запущенной в ноябре 1999 г. установки на НПЗ PKN Orlen в Плоцке (Польша) описаны в работе [Putek S., Gragnani A.
Resid hydrocracker produces low-sulfur diesel from difficult feeds // Hydrocarbon Process. 2006. N 5. P.65-100.]. Тогда (и в настоящее время) этот НПЗ мощностью 21,7 млн т/г перерабатывал российскую экспортную смесь нефтей Urals и после дистилляции получал остаток с показателями: плотность 1000 кг/м; содержание серы 2,6%, азота 0,55%; выкипание 10% до 525°С. Этот остаток составлял основу котельного топлива для ТЭС Плоцка мощностью 250 МВт и после ужесточения требований по выбросу в атмосферу перестал удовлетворять энергетиков, в связи с чем и возникла необходимость гидрогенизационного облагораживания нефтяного остатка, которое было предусмотрено на НПЗ по двухстадийной.
Поскольку в летнее время потребность в котельном топливе снижалась, наличие установки гидрокрекинга позволяло производить облагороженное дизельное топливо. Действительно, если в зимний период конверсия сырья на установке составляла 52%, то в летний период она возрастала до 66%.
Производимая в зимний период продукция состоит из (%): топливного газа на собственные нужды НПЗ - 1,0; компонентов сжиженного газа в общий сборник - 1,2; бензина на производство олефинов - 7,3; газойля на легкий гидрокрекинг - 19,8; вакуумного газойля на установку каталитического крекинга - 24,5; котельного топлива с содержанием серы - <1% на ТЭЦ 46,2. Дизельное топливо, вырабатываемое в летний период, имеет характеристики: относительная плотность (при 15°) 0,857; содержание серы <50 ppm, азота <80 ppm; доля ароматического углерода 14%; цетановое число 47,5% [Putek S., Gragnani A . Resid hydrocracker produces low-sulfur diesel from difficult feeds // Hydrocarbon Process. 2006. N 5. P.65-100].
7.11 Глубокая гидропереработка тяжелых остатков (глубокий гидрокрекинг остаточного сырья в сларри-реакторах с движущимся катализатором)
7.11.1 Технология гидроконверсии (ИНХС РАН)
Описание
Институтами РАН создана разработка, которая существенно превосходит зарубежные разработки. Процесс осуществляется в среде водорода при давлении в зоне реакции 7,0-10,0 МПа, расход водорода составляет около 1,5-3,5% масс. на сырье. Объемная скорость подачи сырья - 0,5-2 час. Конверсия составляет не менее 92-95% масс сырья в легкие фракции (газ, бензин, дизельные фракции и вакуумный дистиллят), не образует отходы.
Разработанная в РАН технология переработки тяжелого нефтяного сырья базируется на новейших достижениях в области наногетерогенного катализа и основана на оптимизации комплекса одновременно протекающих термокаталитических реакций крекинга сырья и гидрирования низкомолекулярных фрагментов молекул, образующихся при крекинге сырья. Для предотвращения образования кокса и обеспечения доступа необходимого количества водорода к радикальным фрагментам деструкции используется ультрадисперсный (наноразмерный) катализатор, равномерно распределенный в реакционном объеме в форме частиц с радиусами от 5 до 200 нм.
Особенностью процесса является то, что наноразмерные частицы катализатора синтезируются из прекурсоров как непосредственно в реакционной среде, так и отдельном производстве.
Технология обеспечивает уникально высокую каталитическую активность катализатора, что позволяет проводить процесс гидроконверсии в присутствии малых количеств катализатора в реакционной среде, обычно до 0,15-0,25% активного металла на сырье и низком расходе свежего катализатора, т.к. предусмотрены рециркуляция и регенерация используемого катализатора, позволяющие снизить его расход не более 50 г на 1 т сырья. Процесс характеризуется высоким выходом дистиллятных фракций - 84-89% на сырье, отсутствием отходов. Гидроконверсия тяжелых остатков является эффективным решением проблемы повышения глубины переработки тяжелого углеводородного сырья, а также переработки тяжелых высоковязких нефтей, природных битумов, ископаемых и возобновляемых углеродсодержащих материалов путем преобразования тяжелых углеводородов в легкие и средние дистилляты.
Технология комплексной переработки с применением наноразмерных катализаторов включает в себя несколько блоков:
-
а) технологии гидроконверсии нефтяных остатков в синтетическую нефть на наноразмерных катализаторах;
-
б) технологии производства наноразмерных катализаторов гидроконверсии;
-
в) технологии выделения металлов из остатка гидроконверсии;
-
г) технологии комплексного гидрооблагораживания/гидрокрекинга синтетической нефти гидроконверсии в топлива и сырье.
Степень проработки
Технология отработана на пилотных установках, проведены обширные исследования по переработке высоковязких тяжелых остатков, тяжелых нефтей и природных битумов на наноразмерных катализаторах. Разработан базовый проект и сроится опытно-промышленная установка мощностью 50 тыс. т/год в ПАО "Татнефть".
Достигаемые экологические преимущества
Технология гидроконверсии обеспечивает глубину переработки нефти до 97%, не производит трудно утилизируемых продуктов, не имеет отходов, обеспечивает регенерацию катализатора и извлечение металлов из нефтяных остатков.
Экономические аспекты внедрения
Технология гидроконверсии тяжелых нефтяных остатков на наноразмерных катализаторах эффективно конкурирует с другими технологиями (коксование, производство битумов, зарубежные технологии гидрокрекинга и др.), обеспечивая более высокие выходы светлых нефтепродуктов - бензиновой и дизельной фракций - при более низких эксплуатационных и капитальных затратах. Внедрение отечественной технологии обеспечивает реализацию в промышленности высоконкурентоспособного процесса комплексной переработки тяжелых нефтяных остатков, высоковязких нефтей, природного битума при достигаемой глубине переработки нефтяного сырья до 97%, позволяет обеспечить существенное увеличение доходности нефтеперерабатывающей отрасли, гарантирует обеспечение моторными топливами и высвобождение дополнительных ресурсов нефти для экспорта.
Технология потенциально может быть использованная при модернизации существующих НПЗ для обеспечения глубины переработки (ресурсы гудрона около 35-40 млн т/год) и в перспективе для переработки высоковязких тяжелых нефтей России (по экспертной оценке, объем около 150 млрд. барр.). Применение технологии возможно на НПЗ нефтяных компаний ПАО "Татнефть", ПАО "Газпромнефть", ПАО Роснефть, а также на других НПЗ РФ. Технология может быть рассмотрена на предмет лицензирования на мировых рынках для переработки тяжелых нефтяных остатков и высоковязких тяжелых нефтей (например, Венесуэла и др.).
Ожидаемые результаты реализации технологии
Обеспечение условий для достижения к 2025 году глубины переработки на российских НПЗ не менее 87% и к 2030 году не менее 95%.
Обеспечение к 2025 году 20% сырья для производства ванадия из нефти.
Прирост производства моторных топлив (бензина, керосина, дизельного топлива) при сохранении сегодняшних мощностей переработки по сырью на 25% (более 30 млн. т в год) к 2025 году.
Высвобождение нефти для ее экспорта или переработки - от 30 до 40 млн. т в год за счет вовлечения тяжелых остатков.
Создание условий для рентабельной переработки тяжелых высоковязких нефтей с высокой долей гудрона, битумов, матричной нефти в синтетическую нефть и топлива.
Использование новой отечественной технологии с применением российских материалов, комплектующих, оборудования даст существенный толчок к развитию тяжелого нефтяного машиностроения, обеспечит увеличение рабочих мест в указанной области.
Запуск новых мощностей по переработке тяжелых нефтяных остатков позволит создать новые рабочие места в нефтеперерабатывающей отрасли.
Выделение цветных металлов, прежде всего ванадия, из нефтяных остатков, расширит сырьевую базу российской цветной металлургии.
Реализация технологии позволяет:
- Обеспечить дополнительные инвестиции в смежные отрасли до 1 трлн. рублей;
- Создать дополнительно до 5000 рабочих мест;
Развернуть подготовку специалистов высокой квалификации (инженеров, технологов) в области технологий переработки тяжелых остатков;
Увеличить налогооблагаемую базу и получать в бюджет России от 2000 млрд. рублей/год дополнительных поступлений за счет акцизов, экспортных пошлин, налогов и других отчислений;
- Улучшить экономику экспорта нефти вследствие прекращения экспорта мазута, используемого за рубежом в качестве нефтезамещающего сырья.
Применение комплексной технологии обеспечит достижение целевых показателей в области нефтепереработки и использовании тяжелых нефтей "Энергетической стратегии России до 2030 г. и позволит максимально эффективно реализовать планы, заложенные в генеральной схеме развития нефтяной отрасли России, обеспечит.
7.11.2 Технология Uniflex (UOP)
В 2000-х гг. компания UOP, имея уже опыт разработки таких процессов нефтепереработки, как Unionfining и Unicracking, и планируя расширение фронта работ в области переработки тяжелых нефтей и нефтяных остатков, обратила внимание на технологию CANMET [Briecker М., McGehee J., Haizman R., Zimmerman P., Bhattacharyya A., Bauer L., Mezza B. Advanced slurry hydrocracking process: technology for heavy oil conversion (http://www.nacatsoc.org/21nam/data/papers/Paper1355.pdf)]. Эта технология разрабатывалась Центром исследований природных ресурсов Канады первоначально с целью гидрогенизации угля (30-40% в смеси с нефтью) при 440-460°С, под давлением водорода 10-15 МПа в присутствии катализатора на основе сульфата железа с добавкой до 10 ppm нафтената молибдена. В 1985-2003 гг. технология CANMET была реализована компанией PetroCanada в опытно-промышленном масштабе на демонстрационной установке производительностью 5000 баррелей в сутки при НПЗ Монреаля с целью гидроконверсии тяжелого нефтяного сырья, включавшего вакуумные остатки тяжелых нефтей Канады, Венесуэлы, Мексики и других стран. В 2006 г. к этим работам присоединилась компания UOP, которая в 2007 г. приобрела исключительные права на данную технологию, модернизировала ее с учетом предшествовавшего опыта разработки процессов Unionfining и Unicracking и презентовала новую технологию гидроконверсии под брендом Uniflex [Gillis D., Haizman R., Van Weens M, Zimmerman P., Houde E . Upgrading residues to maximize distillate yields // San Antonio (Texas, USA): National Petrochem. and Refiners Assoc. (NPRA) Annual meeting, March 22-24, 2009. - Pap. AM-09-65. - 17 p. (http://www.uop.com/obiects/Uniflex_2009_NPRA_paper.pdf). Upgrading residues to maximize distillate yields with UOP Uniflex™ process // J. Japan Petrol. Inst. 2010. V.53, N 1. P.33-41]. Работы UOP по совершенствованию технологии CANMET и Uniflex проводятся при финансовой поддержке AERI - Института энергетики провинции Альберта (Alberta Energy Research Institute).
Основные усовершенствования касались разработки новой каталитической системы (наноразмерные частицы закрытого состава - ноу-хау) и реактора гидрогенизации. Это позволило уменьшить в 3 раза расход активной фазы катализатора, при использовании которого конверсию удалось повысить на 6%, а выход широкой фракции С5-525°С - на 6,5%.
Что касается реактора, то особое внимание было уделено конструкции распределителя сырья и водородсодержащего газа для обеспечения интенсивного обратного смешения потоков без необходимости установки специальных внутренних устройств и без принудительной рециркуляционной прокачки. Это способствовало быстрой установке и стабильному поддержанию практически изотермического режима во всем реакторе. Кроме того, конструкция реактора стимулировала эффективное испарение и отвод легкокипящих фракций, предотвращая нежелательный их крекинг с непроизводительным расходом водорода и позволяя осуществить более продолжительное пребывание в реакционной зоне тяжелым фракциям.
В номинальном режиме температура в реакционной зоне поддерживается на уровне 435-470°С при давлении 13,8 МПа [Gillis D., Haizman R., Van Weens M , Zimmerman P., Houde E. Upgrading residues to maximize distillate yields // San Antonio (Texas, USA): National Petrochem. and Refiners Assoc. (NPRA) Annual meeting, March 22-24, 2009. - Pap. AM-09-65. - 17 p. (http://www.uop.com/objects/Uniflex_2009_NPRA_paper.pdf)]. В среднем конверсия тяжелого нефтяного сырья в этих условиях превышает 90% при выходе дистиллятных фракций более 50%. Схема процесса Uniflex приведена на рисунке 7.13.
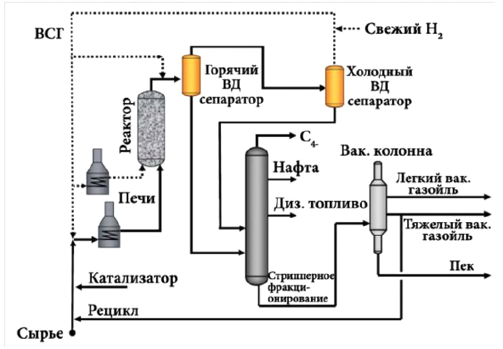
Рисунок 7.13 - Схема процесса Uniflex компании UOP
Тяжелое нефтяное сырье типа гудрона (в смеси с рециркулирующим тяжелым вакуумным газойлем HVGO) с заправленным катализатором и основная часть ВСГ нагреваются в отдельных печах до температуры реакции и поступают в нижнюю часть реактора. Гидрогенизат проходит последовательно сепараторы высокого (HHPS) и низкого давления (CHPS). Основная часть жидких продуктов с низа HHPS и дополнительная часть их с низа CHPS подаются на дистилляцию, в водород в составе ВСГ идет на рециркуляцию. При атмосферной дистилляции выделяются газы и ниже, нафта и дизельная фракция, а остаток передается на вакуумную дистилляцию для разделения на легкий (LVGO) и тяжелый (HVGO) газойли и остаточный пек. При этом часть HVGO находится в рецикле. Пек, получаемый в количестве около 10% на сырье, может использоваться как дешевое бытовое топливо, топливо для цементного производства и как сырье для газификации. (Пек с опытной установки продают местному изготовителю цемента). Корреляция между общей конверсией сырья и степенью превращения содержащихся в сырье асфальтенов в процессе Uniflex представлена на рисунке 7.14.
Рисунок 7.14 - Корреляция между общей конверсией сырья и степенью превращения содержащихся в сырье асфальтенов в процессе Uniflex. Вакуумный остаток: 1 - после висбрекинга; 2 - битумный
Превращению асфальтенов способствует использование в процессе Uniflex наноразмерного патентованного катализатора, который добавляют в сырье для достижения максимальной конверсии наиболее тяжелых компонентов с предотвращением коксообразования, т.е. катализатор бифункционален [Gillis D., Haizman R., Van Weens М, Zimmerman P., Houde E. Upgrading residues to maximize distillate yields // San Antonio (Texas, USA): National Petrochem and Refiners Assoc. (NPRA) Annual meeting, March 22-24, 2009. - Pap. AM-09-65. - 17 p. (http://www.uop.com/objects/Uniflex_2009_NPRA_paper.pdf)]. Конкретная рецептура приготовления контакта определяется характеристиками перерабатываемого сырья и предполагаемыми показателями процесса. По-видимому, катализатор либо достаточно дешев, либо количество его достаточно мало (2-3% по данным [Liu У., Gao L., Wen L., Zong B. Recent advances in heavy oil hydroprocessing technologies // Recent Patents on Chem. Eng. 2009. V.2, N 1. P.22-36]), поскольку в схеме не предусмотрено узла его извлечения из отходов.
7.11.3 Технология акваконверсии ("Foster Wheeler" и UOP)
Описание
Процесс "Акваконверсия" разработан фирмами Фостер Уилер и ЮОПи, направлен на превращение нефтяных остатков в присутствии водяного пара с использованием катализаторов на основе неблагородных металлов, растворимых в нефтяном сырье [Oil and Gas Journal. 1998. 96. N 44. P.79; Oil and Gas Journal. 1998. 96. N 44. P.78]. Каталитическая система обладает двойным действием. Первый компонент катализатора инициирует диссоциацию молекул воды с образованием свободных радикалов водорода и кислорода. Второй компонент катализатора стимулирует реакции деструкции углеводородов и присоединения к ним водорода. В результате подавляются реакции конденсации ароматических структур с образованием высокомолекулярных ненасыщенных систем, и возрастает роль реакций, способствующих формированию более легких, богатых водородом углеводородов.
Поточная схема подобна обычной схеме процесса висбрекинга, но содержит дополнительные элементы: линии для подачи водяного пара и систему ввода и вывода катализатора. В отдельных случаях предусматривается также дополнительная подача в зону реакции водородсодержащего газа.
Степень проработки
Процесс "Акваконверсия" реализован на ряде промышленных установок, в том числе на установке мощностью 2,1 млн. т/год по сырью в Кюрасао (Венесуэла).
7.11.4 Технология глубокого гидрокрекинга остаточного сырья с движущемся катализатором (Eni)
Процесс EST (Eni Slurry Technology) разрабатывался в течение последних 20 лет итальянской компанией Eni Tecnologie S.p.A. в содружестве с Snamprogetti S.p.A. Этот процесс предназначен для безотходной гидроконверсии тяжелых нефтей, битумов и асфальтенов (наиболее трудно перерабатываемых компонентов тяжелых нефтей) в высококачественные легкие нефтепродукты при исключении производства каких либо (жидких или твердых) нефтяных остатков [239-242]*. Упрощенная схема процесса Eni Slurry Technology представлена на рисунке 7.15. Ядром процесса EST является "пастовый" реактор, в котором тяжелое нефтяное сырье подвергается гидрокрекингу в присутствии псевдогомогенного молибденового катализатора, представляющего из себя микрокристаллы  , формируемые непосредственно в сырье при использовании в качестве прекурсора нафтената молибдена. Концентрация Мо с учетом рециркуляции >1000 ppm.
, формируемые непосредственно в сырье при использовании в качестве прекурсора нафтената молибдена. Концентрация Мо с учетом рециркуляции >1000 ppm.
________________
* Текст документа соответствует оригиналу. Позиции 239-242 отсутствуют в разделе "Библиография". - Примечание изготовителя базы данных.
Катализатор подавляет коксообразование и стимулирует реакции гидроочистки, т.е. удаление серы, азота, металлов и компонентов, обусловливающих углеродный остаток по Конрадсону. Так, степень гидродесульфуризации сырья составляет >75%, степень гидродеметаллизации >99%, а подавление выхода кокса по Конрадсону >90%.
Рисунок 7.15 - Упрощенная схема процесса Eni Slurry Technology
Сырье может варьировать от разнообразных мазутов и деасфальтизатов до сверхтяжелых нефтей, природных битумов, гудронов и остатков термокрекинга и висбрекинга. Среди продуктов процесса EST - легкие газы, нафта, газойль (дизельная фракция), вакуумный газойль. Можно получать низкосернистое (S<10 ppm) дизельное топливо с цетановым числом >52 пунктов. Будучи в составе НПЗ, установка EST может быть оптимизирована таким образом, чтобы обеспечивать получение вакуумного газойля с характеристиками, приемлемыми для использования в качестве сырья для каталитического крекинга или гидрокрекинга. Упрощенная схема процесса, приведенная на сайте компании Eni Tecnologie S.p.A. (http://www.eni.com/en_IT/attachments/innovazione-tecnologia/technological-answers/scheda-est-eng.pdf), показана на рисунке 7.15. К этой схеме следует добавить предполагаемый по технологии узел деасфальтизации, концентрат асфальтенов с которого вместе с основным количеством молибдена передается на рециркуляцию.
Представление о характеристиках перерабатываемого сырья и о продуктах, полученных при проведении процесса на пилотной установке можно представить по данным таблицы 7.21. Для рассматриваемого сырья степень удаления серы составляла 82-86%, азота 41-59%, металлов Ni и V - более 99% (содержание никеля и ванадия в гидрогенизатах во всех случаях менее 1 ppm).
Таблица 7.21 - Выход продуктов при переработке сырья в процессе EST (%)
|
Показатель |
Сырье* |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
Углеводородный газ (+ |
11,5 |
10,9 |
15,1 |
9,9 |
12,9 |
|
Нафта |
5,8 |
4,9 |
14,0 |
3,9 |
4,1 |
|
Дизельная фракция 170-350°С |
32,5 |
30,6 |
39,1 |
26,9 |
39,1 |
|
Вакуумный газойль 350-500°С |
29,8 |
29,2 |
23,3 |
34,9 |
32,1 |
|
Деасфальтизат (>500°С) |
20,4 |
24,4 |
8,5 |
24,4 |
11,8 |
Рассматривая суммарные гидрогенизаты как некую "синтетическую" нефть, можно убедиться, что в процессе гидроконверсии тяжелых нефтяных остатков по технологии EST формируется вполне приемлемая нефть с характерными значениями индекса API . Например, при гидроконверсии гудрона нефтей Maya, Zuata и Urals этот индекс при переходе к гидрогенизатам возрастает с 1,5; 6,0 и 9,4 соответственно до 29,7; 28,4 и 35,7°.
Степень проработки
Как сообщается на сайте компании Eni Tecnologie S.p.A., после этапа лабораторных исследований, а затем стендовых и пилотных испытаний, на НПЗ Taranto, принадлежащем компании, была сооружена и в 2005 году запущена демонстрационная установка процесса EST производительностью по сырью 1200 баррелей в сутки, на которой провели гидроконверсию разнообразного сырья в количестве 230 тыс. баррелей. По результатам испытаний проектным отделом компании Eni (Eni Refining & Marketing Division) было запроектировано промышленное производство, строительство которого предполагается на принадлежащем компании нефтеперерабатывающем заводе Sannazzaro. Здесь по полностью интегрированной в структуру НПЗ схеме будет перерабатываться в сутки 23000 баррелей тяжелого вакуумного остатка с получением легкого и среднего дистиллятов.
Предполагалось, что в 2011 г. будет готова к установке пара крупнейших в мире промышленных реакторов, массой до 2000 т каждый, изготавливаемых фирмой GE Oil & Gas (http://www.gepower.com/businesses/ge_oilandgas/en/about/press/en/2009_press/020909.htm). Запуск производства осуществлен в 2013 году.
7.12 Алкилирование
7.12.1 Твердокислотное алкилирование
Серьезными недостатками процесса сернокислотного алкилирования являются повышенная себестоимость алкилбензина, обусловленная большим расходом катализатора - серной кислоты, и образование соответствующих объемов кислого гудрона, утилизация которого требует строительства отдельного производства, что связано с дополнительными проблемами, связанными с охраной окружающей среды. За прошедшие десятилетия лицензиары процесса с серной кислотой предприняли массу усилий по совершенствованию своего процесса, что привело к значительным результатам. Снижен расход кислоты в три раза, повышено качество алкилбензина, улучшено аппаратурное оформление. Однако проблема образования и утилизации кислого гудрона, хоть и в меньших количествах, осталась. В этой связи проводились интенсивные исследования по созданию альтернативных гомогенных и гетерогенных технологий с использованием жидких и твердых катализаторов. Результатом этих обширных исследований стало создание и реализация в промышленности еще одного гомогенного процесса - фтористоводородного алкилирования, в котором катализатор расходуется примерно на два порядка меньше, чем в сернокислотном алкилировании. Вместе с тем применение высокотоксичного и коррозионноактивного HF, являющегося более опасным из-за его высокой летучести, оказалось для некоторых стран неприемлемым.
Таким образом, в промышленности до наших дней применяются и совершенствуются конкурирующие между собой два гомогенных процесса алкилирования изобутана олефинами.
Разработки с использованием гетерогенных катализаторов продолжаются в течение последних 80 лет, и надежды на появление процесса с твердым катализатором характеризующегося повышенной промышленной и экологической безопасностью, а также не содержащего коррозионно-агрессивных реагентов, появились только в последние годы. Большое число исследований проведено с твердыми кислотными катализаторами - наноструктурными цеолитами, сверхкислотами, нанесенными минеральными кислотами. Эти катализаторы имеют высокую начальную активность в реакции алкилирования, но быстро дезактивируются из-за олигомеризации олефинов, поэтому обеспечение стабильности их работы до настоящего времени - нерешенная проблема.
Имеются рекламные сведения о демонстрационных установках фирм Haldor Topsoe совместно с Kellog Со. (процесс "FBA"), UOP (процесс "Alkylene") [4]. Испытываемые ими технологии, однако, не лишены недостатков, так как на используемых гетерогенных катализаторах для поддержания постоянной активности вводятся "суперкислоты" - хлористый алюминий (процесс "Alkylene"), трифторметансульфоновая кислота  на носителе (процесс "FBA"), что в конечном итоге требует защиты оборудования от возможной коррозии. В августе 2015 г. китайская компания Shandong Wonfull Petrochemical Group Co. сообщила о пуске первой промышленной установки твердокислотного алкилирования на базе технологии "AlkyClean", разработанной CB&I/Albemarle (США). Для поддержания постоянной активности катализатора предлагается частая регенерация катализатора. Такой короткоцикловый вариант технологии требует использования нескольких реакторов.
на носителе (процесс "FBA"), что в конечном итоге требует защиты оборудования от возможной коррозии. В августе 2015 г. китайская компания Shandong Wonfull Petrochemical Group Co. сообщила о пуске первой промышленной установки твердокислотного алкилирования на базе технологии "AlkyClean", разработанной CB&I/Albemarle (США). Для поддержания постоянной активности катализатора предлагается частая регенерация катализатора. Такой короткоцикловый вариант технологии требует использования нескольких реакторов.
Степень проработки
ИНХС РАН, ПАО ЭлИНП и ПАО "Газпром нефть" разработана демонстрационная установка по новой технологии алкилирования на твердом катализаторе "АлкиРАН-ГПН" [5], которая конкурентоспособна по сравнению с существующими технологиями гомогенного сернокислотного и фтористоводородного алкилирования. Проблемы по увеличению межрегенерационного цикла решены для гетерогенно-каталитического варианта реакции путем подбора оптимального цеолитного катализатора смеси сырья и продуктов реакции в пленочном режиме, названном нами условно "алкилированием в структурированном режиме - АСР", в сочетании с секционированным адиабатическим реактором. Известно, что секционированные адиабатические аппараты обладают большим числом степеней свободы при проектировании и управлении процессом. Использование оригинального секционного реактора в данном случае позволяет при постоянном отношении изобутан:олефины на входе в реактор иметь более высокое их внутреннее отношение и увеличить общую концентрацию алкилата в продуктах реакции при заданном "внутреннем" соотношении изобутан:олефин. При этом увеличивается межрегенерационный пробег катализатора (до 40 ч против 12 ч у лучших зарубежных аналогов) без потери производительности и селективности процесса. Охлаждение реактора сырьевыми потоками по его высоте дает возможность выравнивания профиля температуры. В результате этого в реакторе реализуется трехфазный режим осуществления процесса (алкилирование в структурированном режиме) и "внутреннее" соотношение изобутана к олефину в зоне реакции может достигать требуемого значения (свыше 200:1) при "внешнем" соотношении изобутан:олефины 10:1.
В настоящее время ПАО ЭлИНП (г.Электрогорск) по заказу ПАО "Газпром нефть" осуществляется строительство демонстрационной установки алкилирования изобутана олефинами на гетерогенных катализаторах по технологии "АлкиРАН-ГПН" производительностью 1 тонна в сутки по алкилату. В состав демонстрационной установки входят следующие блоки:
-
а) подготовки и хранения сырья и продуктов реакции;
-
б) очистки сырья от сернистых соединений и осушки;
-
в) селективного гидрирования дивинила в сырье;
-
г) реакторный блок алкилирования;
-
д) разделения продуктов реакции;
-
е) активации и регенерации катализатора.
Планируется проверка принятых инженерных решений по реакторному блоку и испытание ряда образцов цеолитного катализатора. По результатам проведенных исследований будет разработан базовый проект первой промышленной отечественной установки алкилирования на твердых катализаторах мощностью 100000 тонн в год по алкилату, намеченной к строительству на предприятии АО "Газпромнефть - Московский НПЗ".
Достигаемые экологические преимущества
Создаваемый процесс исключает проблемы, связанные с регенерацией и транспортом серной кислоты, которые на типовой установке производительностью 260000 т/год по алкилату составляют 3040 т/сутки по свежей кислоте.
Экономические аспекты внедрения
Процесс "АлкиРАН-ГПН" обеспечивает уникальные преимущества, связанные с работой с некоррозионной средой, с получением более высокого октанового числа (при практически одинаковом материальном балансе процесса) при более низких капитальных затратах в сравнении с сернокислотным алкилированием (исключаются дорогостоящая и экологически вредная установка регенерации отработанной серной кислоты, блоки защелачивания и водной промывки продуктов реакции, система транспорта и хранения серной кислоты, комплексные мероприятия по защите экологии от влияния серной кислоты).
Для достижения современных показателей глубины переработки нефти практически на каждом из 28 существующих НПЗ необходимо иметь установку каталитического крекинга, который является источником сырья - бутан-бутиленовой фракции процесса производства алкилата. Таким образом, имеется потенциал для строительства еще не менее 10 установок производства алкилата общей производительностью 1,52 млн. тонн в год с валовой продукцией на сумму порядка 100 млрд. рублей в год.
7.13 Технология олигомеризации олефинов на кварцевом песке с пленкой жидкой фосфорной кислоты
Описание процесса
На нефтеперерабатывающих заводах с целью получения дополнительного количества высокооктановых компонентов бензина может быть использована технология олигомерзации олефинов (пропилена и/или смеси бутиленов). Данный процесс характеризуется высокой конверсией олефинов и хорошим выходом полимербензина. Основным лицензиаром в мире установок олигомеризации олефинов является компания Axens. Принципиальная технологическая схема процесса представлена на рисунке 7.16. Пропилен- и/или бутиленовая фракция с установок FCC каталитически превращается в реакторе с фиксированным слоем катализатора (1). Затем реакционная смесь попадает в теплообменник, после чего следует стадия фракционирования. Олигомеризацию олефинов проводят при температуре 180-230°С, давлении 75-85 атм, при скорости подачи сырья 1-4 ч.
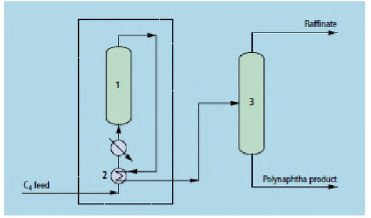
Рисунок 7.16 - Принципиальная схема олигомеризации олефинов с получением полимер бензина
Полимеризацией бутан-бутиленовой фракции получают изооктилен, который затем посредством гидрирования превращается в технический изооктан (2,2,4-триметилбутан). Полимеризацию пропан-пропиленовой фракции можно проводить в двух вариантах:
- Получение полимербензина
- Производство триммеров и тетрамеров пропилена, которые является сырьем для нефтехимии.
Материальный баланс процесса олигомеризации олефинов представлены в таблице 7.22.
Таблица 7.22 - Материальный баланс процесса олигомеризации олефинов
|
Показатель |
1 |
2 |
|
Поступило, % масс. |
||
|
Пропан-пропиленовая фракция |
100,0 |
100,0 |
|
Получено |
||
|
Полимербензин (фракция НК-205°С) |
31,2 |
- |
|
Димеры (фракция НК-125°С) |
- |
5,1 |
|
Тримеры (фракция 125-175°С) |
- |
8,2 |
|
Тетрамеры (фракция 175-260°С) |
- |
19,2 |
|
Остаток выше 205°С |
3,6 |
- |
|
Остаток выше 260°С |
- |
2,3 |
|
Отработанная пропан-пропиленовая фракция |
64,0 |
64,0 |
|
Всего |
100,0 |
100,0 |
Получаемый полимербензин имеет следующие показатели:
-
а) плотность
 ;
; -
б) бромное число 110-140;
-
в) октановое число 82-84 по моторному методу, 94-97 по исследовательскому методу;
-
г) давление паров при 38°С
350 мм рт.ст.
Катализаторы
Полимеризация (олигомеризация) ППФ и ББФ проводится в присутствии ортофосфорной кислоты на носителе (кварце, кизельгуре).
7.14 Технологии производства оксигенатов
7.14.1 Технология получения ДИПЭ
Описание процесса
Наиболее эффективной высокооктановой добавкой к моторным топливам является диизопропиловый эфир (ДИПЭ), октановое число которого составляет 105. По своим эксплуатационным свойствам ДИПЭ близок к другим эфирам, получаемым по реакции этерификации. Однако ДИПЭ выгодно отличается от других эфиров большей доступностью сырьевой базы, так как для его получения могут быть использованы разные источники пропилена на предприятии, а вместо низших спиртов используют воду. Обычно синтез ДИПЭ проводят в присутствии цеолитного катализатора при 250-260°С и давлении 14 МПа (процесс компании Mobil). Выход ДИПЭ составляет 82% при условии рециркуляции непревращенного пропилена. В общем виде процесс заключается в следующем: пропан-пропиленовая фракция поступает в блок концентрации пропилена, затем обогащенная пропиленом фракция направляется в реактор со стационарным слоем катализатора, в котором происходит превращение пропилена и воды в ДИПЭ. После каталитического превращения поток из реактора поступает в блок разделения, где выделяется товарный ДИПЭ, который может содержать следующие примеси: изопропиловый спирт (<2,0% масс.), воду (<0,2% масс.), кетоны (<0,3% масс.) и органические кислоты (<20 ppm). Непрореагировавший пропилен идет на циркуляцию.
Также существует технология получения ДИПЭ, разработанная компанией UOP. Данная технология получила название OXYPRO. Схема процесса представлена на рисунке 7.17. Очищенная фракция смешивается с водой и образовавшиеся смесь поступает в реактор, где превращается в смесь продуктов. Затем следует блок выделения легких углеводородов, блок выделения пропилена, который идет на рециркуляцию и блок выделения изопропилового спирта с получением товарного продукта ДИПЭ.
Рисунок 7.17 - Схема процесса получения ДИПЭ, компании UOP
Материальный баланс процесса OXYPRO представлен в таблице 7.23.
Таблица 7.23 - Материальный баланс процесса OXYPRO
|
Компонент |
кг/час |
|
Сырье: |
|
|
Пропилен |
10050 |
|
Пропан |
4100 |
|
Вода |
2170 |
|
Продукты: |
|
|
Фракция легких УВ |
4310 |
|
ДИПЭ |
12010 |
Достигаемые экологические преимущества
Несомненным преимуществом данной технологии является ее одностадийность, доступность сырьевой базы и возможность использования воды вместо низших спиртов.
7.15 Установки производства водорода
7.15.1 Производство водорода из метанола Haldor Topsoe
Широкое развитие гидрогенизационных процессов переработки нефти невозможно без достаточных ресурсов водорода. Основное количество водорода на нефтеперерабатывающих заводах получается в процессе каталитического риформинга. Технический водород каталитического риформинга бензина содержит от 70 до 92% , а водород специального производства может содержать от 90 до 99,99% в зависимости от способа его получения. Однако при производстве малосернистых продуктов из сернистых и высокосернистых нефтей, а также при гидрокрекинге в больших объемах потребность в водороде не может быть удовлетворена только за счет риформинга. Дополнительно водород может быть получен специальными методами: каталитической конверсией углеводородных газов с водяным паром, термическим разложением углеводородных газов, газификацией углеводородного сырья, а также разложение метанола.
Химизм процесса
Основные реакции процесса:
 ;
;
 .
.
Описание технологии:
Технологический процесс состоит из следующих основных стадий:
-
а) Смешение метанола и деминерализованной воды;
-
б) Нагрев и испарение водно-метанольной смеси;
-
в) Разложение метанола и конверсия CO;
-
г) Охлаждение технологического газа и отделение конденсата;
-
д) Очистка в установке КЦА;
-
е) Нагрев масла для стадий 2 и 3.
Метанол и вода автоматически смешиваются в нужном соотношении, и смесь нагревается в приточно-отточных теплообменниках и испаряется в испарителе, представляющем собой трубу, нагреваемую горячим маслом. Пары метанола/воды направляются затем в реактор разложения, в этом реакторе они проходят над катализатором Topsoe MDK 10/MDK 20.
Общий процесс - эндотермический, и необходимое тепло сообщается циркулирующим горячим маслом, в которое погружены трубы, заполненные катализатором. Срок службы катализатора разложения метанола определяется содержанием S и CI в метаноле.
На рисунке 7.18 представлена технологическая схема производства водорода.
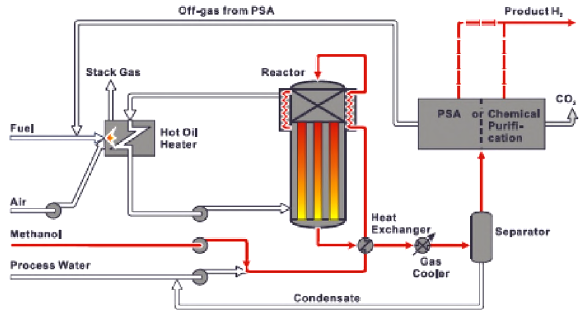
Рисунок 7.18 - Технологическая схема производства водорода, основанная на разложении метанола
Газ охлаждается в приточно-отточных теплообменниках и водяном холодильнике. Конденсат отделяют от газа и рециркулируют в емкость смешения сырья. Водород затем очищают на установке КЦА, которая обычно эксплуатируется с эффективность приблизительно 80%.
Горячее масло, необходимое для испарения сырья и реакции разложения, нагревается сжиганием природного газа в отдельном нагревателе. Производительность регулируется давлением в линии подачи сырья автоматическим регулятором, установленным на насосе сырья.
Сырье
Сырье, поступающее на переработку (в секцию подготовки сырья), должно соответствовать следующим требованиям:
Данные, характеризующие требования к сырью, приведены в таблице 7.24.
Таблица 7.24 - Характеристика сырья
|
Наименование сырья |
Регламентируемые показатели, обязательные для проверки |
Значения показателей, с допустимыми отклонениями |
|
Метанол |
Содержание, ppm (масс./масс.): |
|
|
- Хлора, не более |
0,2 |
|
|
- Серы, не более |
0,2 |
|
|
Деминерализованная вода |
Содержание, ppm (масс./масс.): |
|
|
- |
0,02 |
|
|
- общее Fe, не более |
0,03 |
|
|
- Cu, не более |
0,01 |
|
|
- ( |
0,05 |
|
|
- |
0,1 |
 , не более
, не более ), не более
), не более , не более
, не болееПродукты
Качество получаемого водорода приводится в таблице 7.25.
Таблица 7.25 - Качество получаемого водорода
|
Товарный водород |
Содержание, ppm (масс./масс.): |
Значения |
|
- |
>99,99 |
|
|
- ( |
<10 |
|
|
- Точка росы, °С |
-70 |
|
|
- Давление, бар изб. |
20 |
|
|
- Температура, °С |
35 |
 ), ppm (об.)
), ppm (об.)Расходные показатели производства
В таблице 7.26 представлены расходные показатели основного производства в расчете на 300 Нм/час водорода.
Таблица 7.26 - Расходные показатели производства
|
Наименование показателя |
Единица измерения |
Значение |
|
Метанол 99,99%, |
кг/ч |
189 |
|
Деминерализованная вода |
кг/ч |
111 |
|
Топливо (метанол) |
кг/ч |
10 |
|
Электроэнергия |
кВт |
16 |
Выбросы:
В таблице 7.27 представлены основные выбросы.
Таблица 7.27 - Основные выбросы
|
Наименование показателя |
Единица измерения |
Значение |
|
Дымовой газ |
нм |
480 |
|
|
объм. % |
1 |
|
|
объм. % |
11 |
Основные преимущества данной технологии:
-
а) Низкие капитальные затраты благодаря невысокой температуре процесса (250-295°С);
-
б) Низкие эксплуатационные расходы, по сравнению, например, с электролизным методом;
-
в) Гибкость в эксплуатации: установка быстро выходит из режима ожидания на заданную мощность;
-
г) Полностью автоматизированный процесс, объем производимого водорода легко регулируется расходом сырья в интервале от 30 до 100% от расчетной производительности.
Заключительные положения и рекомендации
Справочник подготовлен в соответствии с Поэтапным графиком создания в 2015-2017 гг. справочников наилучших доступных технологий, утвержденным распоряжением Правительства Российской Федерации от 31 октября 2014 г. N 2178-р, и Правилами определения технологии в качестве наилучшей доступной технологии, а также разработки, актуализации и опубликования информационно-технических справочников по наилучшим доступным технологиям, утвержденными постановлением Правительства Российской Федерации от 23 декабря 2014 г. N 1458.
Разработка справочника проводилась с использованием научно-обоснованных предложений по проекту справочника наилучших доступных технологий "Переработка нефти", подготовленных Минэнерго России в 2016 г. Подготовка настоящего справочника осуществлялась ТРГ 30, созданной приказом Росстандарта от 17 марта 2016 г. N 270. Наиболее активное участие в разработке справочника приняли организации - РГУ нефти и газа (НИУ) имени И.М.Губкина, ИНХС РАН, ОАО "ВНИПИнефть".
Был проведен анализ и систематизация информации о нефтеперерабатывающей отрасли в целом, о применяемых в отрасли технологиях, оборудовании, сбросах и выбросах загрязняющих веществ, образовании отходов производства, других факторов воздействия на окружающую среду, энерго- и ресурсопотреблении с использованием литературных данных, изучения нормативной документации, экологических отчетов, планов модернизации и инновационного развития нефтегазовых компаний.
На основе разработанных и опубликованных на площадке Бюро НДТ шаблонов анкет, после их общественного обсуждения и внесения изменений было проведено анкетирование предприятий нефтепереработки. Итоги анализа поступивших от предприятий анкет выявили явную недостаточность информации по различным аспектам применения технологий в области нефтепереработки. В том числе и по этой причине при подготовке справочника использовались результаты научно-исследовательских и диссертационных работ, предоставленные членами ТРГ 30, европейский справочник по переработке нефти "Reference Document on Best Available Techniques for Mineral Oil and Gas Refineries". К перспективным технологиям отнесены не только отечественные разработки, но также и передовые технологии, применяемые на практике за рубежом, но до настоящего времени не внедренные в Российской Федерации.
По итогам подготовки справочника "Переработка нефти" были сформулированы следующие рекомендации, касающиеся дальнейшей работы над настоящим справочником и внедрения НДТ:
- Предприятиям нефтепереработки рекомендуется осуществлять сбор, систематизацию и хранение сведений об уровнях эмиссий загрязняющих веществ, в особенности маркерных, в окружающую среду, потребления сырья и энергоресурсов, а также о проведении модернизации основного и природоохранного оборудования, экономических аспектах внедрения НДТ;
- При проектировании, эксплуатации, реконструкции, модернизации объектов нефтеперерабатывающих заводов необходимо обратить внимание на мониторинг, контроль и снижение физических факторов воздействия на окружающую среду;
- При модернизации технологического и природоохранного оборудования в качестве приоритетных критериев выбора новых технологий, оборудования, материалов следует использовать повышение энергоэффективности, ресурсосбережение, снижение негативного воздействия объектов нефтепереработки на окружающую среду.
Приложение А
(обязательное)
Перечень маркерных веществ
|
N п/п |
Наименование вещества |
|
Для атмосферного воздуха |
|
|
1 |
Серы диоксид |
|
2 |
Углерода оксид |
|
3 |
Азота диоксид |
|
4 |
Углеводороды предельные С1-С5 (исключая метан) |
|
5 |
Углеводороды предельные С6-С10 |
|
6 |
Метан |
|
Для водных объектов |
|
|
1 |
Взвешенные вещества |
|
2 |
Нефтепродукты (нефть) |
|
3 |
ХПК |
|
4 |
Сульфиды |
|
5 |
Аммоний-ион |
|
6 |
ВПК полн. |
|
7 |
Фенол, гидроксибензол |
|
8 |
pH |
Приложение Б
(обязательное)
Нефтеперерабатывающая отрасль отличается большим разнообразием технологических процессов, осуществляемых с использованием широкого спектра технологий, различных катализаторов, реагентов и вспомогательных веществ. Это приводит к необходимости создания большого количества специальных технологий и технических приемов, позволяющих уменьшать или нивелировать влияние процессов нефтепереработки на окружающую среду, снизить количество вредных выбросов. Чем больше различных технологических процессов используется на предприятии, тем большее количество наилучших доступных технологий в области уменьшения вредного воздействия и повышения энергоэффективности должно использоваться на данном предприятии.
Вместе с тем, существуют технологии НДТ, используемые практически на всех предприятиях и применимые к нескольким технологическим процессам, например, очистка кислых газов, утилизация сероводорода путем получения серы или серной кислоты, использование котлов-утилизаторов, оптимизация рекуперативного теплообмена и др. Такие технологии будут учтены в перечне НДТ практически всех предприятий отрасли.
Перечень НДТ
|
N |
Наименование НДТ |
Примечание |
|
1 |
Комплексная технология на установке ЭЛОУ по сокращению потребления промывочной воды с применением современных высокоэффективных нефтерастворимых деэмульгаторов, системы многоступенчатого обессоливания и дополнительной стадии сепарации |
Общеприменимо |
|
2 |
Выбор наиболее точных регуляторов уровня поверхности раздела фаз и уровнемеров среди поплавковых уровнемеров, емкостных датчиков уровня и радиоволновых датчиков для нормальной эксплуатации установки обессоливания и снижения количества нефти, попадающей в сточные воды; |
Общеприменимо |
|
3 |
Повторное использование воды для обессоливания для снижения гидравлической нагрузки на установках для очистки воды НПЗ и уменьшения объемов потребляемой воды; |
Общеприменимо на новых НПЗ и применимо с некоторыми ограничениями на действующих НПЗ. |
|
4 |
Технология отведения кислой воды конденсаторов установок ВТ, АВТ в колонну отпарки кислой воды в закрытых системах и использования установок отпарки кислых стоков с установок AT, ВТ, АВТ для снижения загрязнения сточных вод |
Общеприменимо |
|
5 |
Технология повторного использования сточных вод, образующихся в конденсаторе вакуумной колонны установок ВТ и АВТ на установке ЭЛОУ сырой нефти |
Общеприменимо |
|
6 |
Технология ограничения или сокращения образования потока сточных вод процесса вакуумной дистилляции установок ВТ и АВТ с использованием жидкостно-кольцевых вакуумных насосов, поверхностных конденсаторов, вихревых эжекторов, комбинированных систем и замкнутых конденсационно-вакуумсоздающих систем с использованием вакуумных гидроциркулярных агрегатов; |
Общеприменимо |
|
5* |
Технология утилизации технологических неконденсируемых дымовых газов и неконденсируемых паров от конденсатов из вакуумного эжектора установок ВТ и АВТ на установке удаления кислых газов (в качестве такой установки рассматривается СКВ и НСКВ, установка Клауса), для снижения выбросов загрязнителей в атмосферу; |
Общеприменимо |
|
_______________ * Нумерация соответствует оригиналу. - Примечание изготовителя базы данных. |
||
|
7 |
Создание энерготехнологического производства. Технологии повышения энергоэффективности установок AT, ВТ и АВТ и сокращения выбросов |
Общеприменимо |
|
8 |
Технологии использования интегрированных энергетических и материальных потоков и оборудования для рекуперации тепловых потоков. |
Общеприменимо |
|
9 |
Технологии оптимизации процесса нагрева для максимального использования теплотворной способности топлива и сокращения выбросов в атмосферу. |
Общеприменимо |
|
10 |
Применение горелочных устройств улучшенной конструкции, оснащение технологических печей горелками с низким образованием окислов азота; |
Общеприменимо |
|
11 |
Технология сокращения потребления пара и оптимизации его использования путем составления карты контроля клапанов дренажной системы |
Общеприменимо |
|
12 |
Технологии очистки, в том числе локальной, образующихся стоков |
Общеприменимо |
|
13 |
Системы улавливания, охлаждения и утилизации продуктов процесса производства технического углерода |
Общеприменимо |
|
14 |
Технологический процесс производства технического углерода под избыточным давлением в герметичном оборудовании |
Общеприменимо для новых установок |
|
15 |
Использование насосов с двойными торцевыми уплотнениями для снижения утечек через уплотнение вала |
Общеприменимо |
|
16 |
Системы опорожнения аппаратов в закрытые дренажные емкости для предотвращения сбросов технологических сред в окружающую среду при аварийных остановках установок |
Общеприменимо |
|
17 |
Системы улавливания сбросов газовых сред от предохранительных клапанов и направлением их в факельные системы или в систему утилизации для выработки вторичной энергии |
Общеприменимо |
|
18 |
Сжигание отходящих газов процесса технического углерода в паровых котлах общего назначения в горелках беспламенного сжигания газов и влажных отходящих газов в специальных паровых котлах |
Общеприменимо |
|
19 |
Системы до улавливания и нейтрализации ТУ из нейтральных дымовых газов до содержания ТУ в них не более 100 мг/м |
Общеприменимо |
|
20 |
Использование электрокоагулятора при очистке сточных вод установки производства технического углерода |
Общеприменимо |
|
21 |
Использование специальных котлов-утилизаторов и установок дожига газов для снижения количества отходящих газов и получения пара |
Общеприменимо |
|
22 |
Системы сбора и утилизации коксовой мелочи на установках коксования |
Общеприменимо |
|
23 |
Замкнутая арретирующая система продувки для сброса давления с коксового барабана на установках коксования |
Общеприменимо |
|
24 |
Рекуперация коксового газа отдувки и использование его в качестве топливного газа НПЗ |
Общеприменимо |
|
25 |
Технология очистки газообразных фракций, отводимых с верха колонны окисления битумов при температуре свыше 800°С путем термического окисления или "мокрой" очистки газовой фракции |
Общеприменимо |
|
26 |
Технология оптимизации, подбора или исключения хлорсодержащих промоторов катализаторов процесса каталитического риформинга или катализаторов процесса изомеризации для снижения количества образующихся полихлорированных дибензопарадиоксинов (ПХДД) и дибензолфуранов (ПХДФ) при регенерации катализатора. |
Общеприменимо |
|
27 |
Использование катализаторов процесса каталитической изомеризации, не требующих промотирования хлорсодержащими соединениями |
Общеприменимо для новых установок |
|
28 |
Технология очистки дымовых газов регенерации катализатора процесса каталитического риформинга от хлорсодержащих соединений непрерывной рециркуляции газа регенерации через абсорбирующий слой поглотителя |
Общеприменимо для новых установок. Необходимость реконструкции существующих установок зависит от конструкционных особенностей установки регенерации катализатора. |
|
29 |
Использование блоков осушки ВСГ и сырья процессов изомеризации и гидрогенизационных процессов с периодическим переключением на регенерацию, что позволяет сократить металлоемкость установки, расходы материалов, реагентов, энергоресурсов и эксплуатационные расходы; |
Общеприменимо |
|
30 |
Комплексная технология оптимизации процесса регенерации катализатора процесса каталитического крекинга - снижение избытка кислорода в дымовых газах регенерации; - снижение температуры в слое катализатора при регенерации; - перераспределение подачи воздуха на установках с неполным сожжением кокса на стадию дожига CO в выносном котле) |
Общеприменимо |
|
31 |
Применение бесплатиновых промоторов дожига CO при регенерации катализаторов процесса каталитического крекинга |
Применимо только для установок, работающих в режиме полного дожига с применением платиносодержащих промоторов дожига СО. |
|
32 |
Применение промоторов восстановления |
Применимо только для установок, работающих в режиме полного дожига с возможностью регулирования концентрации кислорода в газе регенерации. |
|
33 |
Технология удаления оксидов азота из дымовых газов регенерации катализатора процесса каталитического крекинга путем селективного каталитического восстановления оксидов азота с использованием аммиака или мочевины при температуре 200-500°С. |
В целом без ограничений. Могут потребоваться дополнительные технологические системы. |
|
34 |
Технология удаления оксидов азота из дымовых газов регенерации процесса каталитического крекинга путем низкотемпературного каталитического окисления озоном до оксида азота (V) с последующим поглощением оксида водой. |
В целом без ограничений. Требуются ресурсы жидкого кислорода для синтеза озона и дополнительные технологические системы |
|
35 |
Технология снижения выбросов оксидов серы |
В целом без ограничений. Требуется запас мощности системы утилизации сероводорода. |
|
36 |
Технология снижения выбросов оксидов серы |
В целом без ограничений. Требуется запас мощности системы нейтрализации кислых стоков. |
|
37 |
Технология снижения выбросов оксида углерода (CO) при регенерации катализаторов процесса каталитического крекинга использованием промоторов дожига CO в |
Применимо только на установках с полным дожигом |
|
38 |
Технология полного окисления CO в |
Применимо только на установках с неполным дожигом. |
|
39 |
Выбор катализатора процесса каталитического крекинга с максимальной стойкостью к истиранию |
Общеприменимо |
|
40 |
Применение дополнительных ступеней выносных сепарационных устройств, включающих в себя батареи высокоэффективных циклонов для отделения катализаторной пыли от дымовых газов регенерации катализатора в процессе каталитического крекинга |
Общеприменимо |
|
41 |
Применение электрофильтров, для отделения катализаторной пыли от дымовых газов регенерации в процессе каталитического крекинга |
Общеприменимо |
|
42 |
Применение механических фильтров с керамическими или металлическими фильтрующими элементами для отделения катализаторной пыли от дымовых газов регенерации в процессе каталитического крекинга |
Общеприменимо |
|
43 |
Технология аминовой очистки и доочистки отходящих газов, содержащих сероводород с блоком регенерации амина |
Общеприменимо |
|
44 |
Выбор современных катализаторов гидрогенизационных процессов, позволяющих снизить температуру процессов, и, как следствие - снизить количество выбросов. |
Общеприменимо |
|
45 |
Использование для процесса гидрокрекинга центробежных насосов с торцевыми уплотнениями должны, оснащенных системами контроля подшипников по температуре с сигнализацией предельных значений и блокировкой при превышении этого параметра |
Общеприменимо |
|
46 |
Применение для компрессоров на линиях всасывания и нагнетания отсекающих устройств с дистанционным управлением, а также использование сепараторов на всасывающих линиях компрессоров. |
Общеприменимо |
|
47 |
Применение мокрой очистки щелочным раствором неконденсирующегося газа процесса фтористоводородного алкилирования перед отводом на факел для предотвращения выбросов фтористоводородной кислоты (HF) в воздух |
Общеприменимо |
|
48 |
Технология осаждения или нейтрализации жидких стоков процесса фтористоводородного алкилирования |
Общеприменимо |
|
49 |
Технология сепарации нерастворимых компонентов, образовавшихся на первом этапе процесса фтористоводородного алкилирования для уменьшения выбросов в воду. |
Общеприменимо |
|
50 |
Снижение использования серной кислоты регенерацией отработанной кислоты и нейтрализация сточных вод, образуемых в результате процесса сернокислотного алкилирования, перед направлением на очистку. |
Общеприменимо |
|
51 |
Использование блоков КЦА и мембранных блоков для концентрирования водородсодержащих газов |
Общеприменимо |
|
52 |
Технологии обессеривания дымовых газов процессов, потребляющих водород |
Общеприменимо |
|
53 |
Для предотвращения и сокращения выброса опасных веществ в воздух использование технологии многократной экстракции растворителями в процессах деасфальтизации, селективной очистки масляного сырья и депарафинизации рафината селективной очистки |
Общеприменимо |
|
54 |
Для предотвращения и сокращения выброса опасных веществ в воздух использование системы циркуляции горячего масла с фильтрацией через масляный, газовый или электрический нагреватель в процессе деасфальтизации, селективной очистки масляного сырья, депарафинизации рафината селективной очистки и адсорбционной очистки базовых масел |
Общеприменимо |
|
55 |
Для предотвращения и сокращения выброса опасных веществ в воздух использование процесса каталитической гидрогенизации для конверсии нежелательных соединений в процессе деасфальтизации, селективной очистки масляного сырья, депарафинизации рафината селективной очистки и адсорбционной очистки базовых масел |
Общеприменимо для новых установок |
|
56 |
Использование менее токсичных и опасных растворителей в процессе экстракции (Например, замена фурфурола и фенола метилпирролидоном - N-МП - в процессе селективной очистки масляного сырья) |
Общеприменимо для новых и реконструируемых установок |
|
57 |
Использование менее опасных веществ на установках депарафинизации рафината селективной очистки масляного сырья на пропан и смеси на основе метилэтилкетона (MEK) с метилизобутилкетоном (MIBK). |
Общеприменимо |
|
58 |
Периодическая очистка поверхности нагрева котельных для предотвращения уноса сажевых образований вместе с паром для предотвращения или сокращения выбросов в атмосферу с котельных установок |
Общеприменимо |
|
59 |
Постоянный контроль за качеством сырья котельных установок для предотвращения или сокращения выбросов в атмосферу с котельных установок |
Общеприменимо |
|
60 |
Использование в качестве топлива природного газа, очистка топливного газа НПЗ (например, на установке удаления кислых газов для удаления |
Общеприменимо |
|
61 |
Организация мероприятий, исключающих попадание котельного топлива в системы бытовой и ливневой канализации, а также в открытые водоемы и почву |
Общеприменимо |
|
62 |
Проведение контроля за содержанием выбросов в соответствии с ГОСТ 17.2.3.02. |
Общеприменимо |
|
63 |
Организация экономного использования топлива для печей НПЗ с целью уменьшения выбросов в атмосферу и повышения энергоэффективности предприятия |
Общеприменимо |
|
64 |
Применение комбинированной обработки потоков технологической и охлаждающей воды путем внедрения процессов сегрегации с целью эффективной очистки получаемых менее и более концентрируемых стоков. |
Общеприменимо для новых и реконструируемых установок |
|
65 |
Проведение мероприятий по обнаружению и устранению поступления нефтепродуктов в воду для охлаждения |
Общеприменимо |
|
66 |
Совершенствование процесса сепарации нефтепродуктов/воды перед началом подачи на установку очистки воды и разделения потоков с большим и меньшим модержание нефтепродуктов в воде (использование отстойных барабанов, использование реагентов для обезжиривания твердых загрязняющих веществ и извлечения нефтепродуктов из воды, применение нетоксичных, поддающихся биологическому разложению, невоспламеняющихся специальных деэмульгаторов в целях промотирования коалесценции капель воды |
Общеприменимо |
|
67 |
Совершенствование процесса сепарации твердых частиц, нефтепродуктов и жидкой фазы (применение смесителей с низким сдвигом для смешивания промывной воды из установок ЭЛОУ, замена насадок на лопасти для грязи, снижение турбулентности, сепарация жидкой фазы (суспензии) в тарелочном сепараторе. Комбинированная система гидроциклонов, шламовая очистка на установке ЭЛОУ с целью торможения накопления и удаления твердых веществ, аккумулируемых на дне емкости); |
Общеприменимо |
|
68 |
Очистка и использование сточных вод для минимизации забора свежей воды, необходимой для деятельности НПЗ (проектирование резервуара чистой воды в непосредственной близости от системы очистки воды); |
Общеприменимо |
|
69 |
Использование комплексных закрытых очистных сооружений с замкнутым циклом водопользования, включающих блоки флотации, биологической очистки, мембранные и угольные фильтры, установку обратного осмоса, мембранные биореактора (МБР) |
Общеприменимо для новых и реконструируемых установок |
|
70 |
Совершенствование процедуры технического обслуживания канализационной системы и, следовательно, повышения качества сырьевых стоков, поступающих на водоочистные сооружения. |
Общеприменимо |
|
71 |
Выделение отдельных потоков воды без содержания нефтепродуктов, потоков, периодически загрязняемых нефтепродуктами и потоков, постоянно загрязняемых нефтепродуктами для разделения на потоки низкого и высокого БПК (биохимического потребления кислорода), которые могут направляться на биохимическую очистку, доочистку сточных вод или повторное использование. |
Общеприменимо |
|
72 |
Использование нескольких небольших КНС вместо одной крупногабаритной |
Общеприменимо для новых и реконструируемых установок |
|
73 |
Мониторинг выбросов в воздух и ключевых технологических параметров на установках каталитического крекинга, производства серы, каталитического риформинга, каталитической изомеризации, гидрогеизационных установок, факельных установок |
Общеприменимо |
|
74 |
Обязательное извлечение из отходящих газов и утилизация серосодержащих соединений путем производства элементарной серы и серной кислоты. |
Общеприменимо |
|
75 |
Применение факельного сжигания только в экстренных ситуациях или при особых эксплуатационных условиях (например, пуск, останов) для предотвращения выбросов в атмосферу от факелов |
Общеприменимо |
|
76 |
Технологии по предотвращению или снижению выбросов с факельного горения |
Общеприменимо |
|
77 |
Использование электростатических осадителей для снижения эмиссии в атмосферу пыли, в том числе катализаторной или коксовой |
Общеприменимо |
|
78 |
Использование мешочных фильтров из проницаемой тканевой основы или войлока для снижения эмиссии в атмосферу пыли, в том числе катализаторной или коксовой |
Общеприменимо |
|
79 |
Использование многоступенчатых циклонных сепараторов или вихревых трубчатых сепараторов для снижения эмиссии в атмосферу пыли, в том числе катализаторной или коксовой |
Общеприменимо |
|
80 |
Использование центробежных промывателей и скрубберов Вентури сепараторов для снижения эмиссии в атмосферу пыли, в том числе катализаторной или коксовой |
Общеприменимо |
|
81 |
Использование керамических или металлокерамических фильтров обратной промывки для снижения эмиссии в атмосферу пыли, в том числе катализаторной или коксовой |
Общеприменимо |
|
82 |
Использование технологий снижения эмиссий в атмосферу оксидов азота ( |
Общеприменимо |
|
83 |
Использование технологий снижения эмиссии в атмосферу оксидов серы ( |
Общеприменимо |
|
84 |
Использование технологий снижения эмиссии в атмосферу монооксида углерода (CO) (контроль и мониторинг процесса горения, использование катализаторов с промоторами окисления монооксида углерода, устройство дожига CO, присутствующего в дымовых газах); |
Общеприменимо |
|
85 |
Использование котла-утилизатора для рекуперации энергии |
Общеприменимо |
|
86 |
Использование комбинированной технологии очистки газов от смеси оксидов серы и азоты, включающей стадию удаления пыли (электрофильтр), стадия каталитического окисления оксидов серы |
Общеприменимо |
|
87 |
Технология балансировки паров для предотвращения выбросов в атмосферу летучих органических соединений при сливе, наливе, загрузке и выгрузке нефти и нефтепродуктов из резервуаров, судов или барж |
Общеприменимо |
|
88 |
Применение систем улавливания и рекуперации паров летучих органических соединений с использованием технологий абсорбции, адсорбции, мембраной сепарации, двухступенчатой низкотемпературной конденсацией, гибридных систем. |
Общеприменимо |
|
89 |
Технологии термического и каталитического окисления летучих органических соединений |
Общеприменимо |
|
90 |
Технологии предварительной очистки шлама, направленные на осушение и/или обезмасливание с помощью центробежных декантеров или паровых сушилок для снижения общего объема шлама |
Общеприменимо |
|
91 |
Технологии повторного использования шлама на технологических установках или в качестве котельного топлива |
Использование только тех шламов, которые соответствуют требованиям для переработки на установке с необходимой очисткой |
|
92 |
Использование микробиологических технологий утилизации шламов |
Общеприменимо |
|
93 |
Технология переработки нейтрализованных кислых гудронов в гранулированное топливо для сжигания на электростанциях или цементных заводах |
Общеприменимо |
|
94 |
Использование резервуаров специальной конструкции с уменьшением объема газового пространства и специальных уплотнителей |
Общеприменимо |
|
95 |
Системы управления и контроля за эксплуатацией резервуаров, обнаружения утечек и переливов |
Общеприменимо |
|
96 |
Технологии пропарки и подготовки цистерн с использованием замкнутых рециркуляционных систем и высокоэффективных моющих реагентов, закрытых трубопроводов по отводу и транспортировке рабочих сред и моющих растворов. |
Общеприменимо |
|
97 |
Управление технологическими процессами с использованием АСУТП с распределенной системой на базе микропроцессорной техники и онлайн анализаторов, что позволяет значительно снизить вероятности отклонений от параметров технологического режима, а также осуществлять контроль за состоянием воздушной среды на территории НПЗ |
Общеприменимо |
|
98 |
Внедрение частотного регулирования на электрических приводах технологического оборудования для повышения энергоэффективности |
Общеприменимо |
|
99 |
Технологии интеграции НПЗ и электроэнергетики за счет использования ресурсов и продуктов, производимых на НПЗ (топливный газ, сжиженный газ, котельное топливо). |
Применимо при строительстве новых НПЗ и реконструкции действующих |
Приложение В
(обязательное)
Перечень технологических показателей
Внедрение в целом по НПЗ наилучших доступных технологий позволит достигать указанных в таблице уровней воздействий в пересчете на единицу производительности завода по сырью.
|
N НДТ |
Технологический показатель |
Единица измерения |
Диапазон (значение) |
|
Для атмосферного воздуха |
|||
|
5, 9, 18, 19, 35, 36, 52, 60, 62, 73, 74, 83, 86 |
Серы диоксид |
кг/т |
|
|
7, 9, 18-19, 30, 31, 37, 38, 62, 73, 84 |
Углерода оксид |
кг/т |
|
|
9, 10, 18-19, 32-34, 62, 73, 82, 86 |
Азота диоксид |
кг/т |
|
|
13-17, 21, 22, 23, 62, 73, 87-89, 94-96 |
Углеводороды предельные С1-С5 (исключая метан) |
кг/т |
|
|
13-17, 21, 22, 23, 62, 73, 87-89, 94-96 |
Углеводороды предельные С6-С10 |
кг/т |
|
|
13-17, 24, 62, 73, 87-89, 94-96 |
Метан |
кг/т |
|
|
Для водных объектов |
|||
|
1, 2, 4, 5, 12, 20, 61, 67 |
Взвешенные вещества |
кг/т |
|
|
1, 2, 12, 20, 61, 65, 66, 71 |
Нефтепродукты (нефть) |
кг/т |
|
|
1, 2, 4, 5, 12, 20 |
ХПК |
кг/т |
|
|
1, 2, 4, 5, 12 |
Сульфиды |
кг/т |
|
|
1, 2, 4, 5, 12 |
Аммоний-ион |
кг/т |
|
|
1, 2, 4, 5, 12, 20, 71 |
БПК полн. |
кг/т |
|
|
1, 2, 4, 5, 12, 20 |
Фенол, гидроксибензол |
г/т |
|
ПРИЛОЖЕНИЕ Г
(обязательное)
Энергоэффективность
1 Краткая характеристика отрасли с точки зрения ресурсо- и энергопотребления
Нефтепереработка и нефтехимия являются одними из самых энергоемких производств и уровень энергозатрат в значительной степени влияет на себестоимость готовой продукции. Учитывая продолжающийся рост спроса на энергоносители и все более ужесточающиеся экологические требования, реализация инициатив по оптимизации энергоэффективности приобретает жизненную необходимость. Снижение энергопотребления и связанного с ним выброса парниковых газов является одним из широко распространенных требований к ведению хозяйственно-производственной деятельности на многих нефтеперерабатывающих предприятиях, а также обеспечивает ощутимые преимущества для бизнеса. Это ключевой фактор обеспечения коммерческой рентабельности и соответствия предприятия экологическим требованиям. Регулирование энергопотребления должно стать неотъемлемой частью управления технологическим процессом и заводом в целом для достижения оптимального уровня энергопотребления при выполнении поставленных задач.
Для нефтеперерабатывающей отрасли расходы на энергопотребление занимают одну из самых значимых позиций в перечне производственных затрат, обычно - вторую после затрат на исходное сырье. В рамках большинства технологических процессов на предприятиях нефтехимии или НПЗ уровень энергоэффективности подвержен существенным колебаниям, связанным с изменяющимися условиями технологического процесса, реализацией различных производственных стратегий, а также недостаточным уровнем контроля или невозможностью четкого выявления неэкономичных режимов работы.
В зависимости от глубины переработки нефти, ее состава, ассортимента и качества целевых продуктов, технического уровня оборудования и других факторов расход энергии на собственные нужды нефтеперерабатывающих заводов эквивалентен 6-10% перерабатываемой нефти. Из общего количества потребляемой энергии 55-65% приходится на долю технологического топлива, 30-35% - на тепловую и 8-12% - на электрическую энергию [47].
Поскольку российские НПЗ отличаются высокой энергоемкостью, меры по экономии энергии дадут им существенный экономический и экологический выигрыш.
Нефтеперерабатывающая промышленность Российской Федерации является одной из наиболее энергоемких отраслей народного хозяйства. В среднем на российских НПЗ удельные энергозатраты в настоящее время составляют около 0,135 т.у.т. на 1 тонну переработанной нефти, что эквивалентно использованию для производства энергии 9,5% нефти, переработанной на предприятиях отрасли. Такой уровень энергозатрат превышает достигнутые показатели эффективных современных, в том числе и российских НПЗ, на 25-30%. Доля энергозатрат в общих затратах НПЗ на переработку нефти (так называемая энергетическая составляющая процессинга) достигла в среднем по российским НПЗ уровня более 50%. В то время, как доля энергозатрат в общих эксплуатационных расходах зарубежных НПЗ составляет до 40%, а энергетические затраты составляют 3000-3500 МДж или 0,100-0,114 т.у.т. на 1 т перерабатываемой нефти.
Потребление топливно-энергетических ресурсов (ТЭР) в процессах переработки нефти в России на 44% выше, чем в США, и на 31% выше, чем в Японии. Это связано, в частности, с использованием устаревших технологий и оборудования, срок службы которого в 2-3 раза превышает нормативный. В настоящее время в России неиспользуемый потенциал энергосбережения оценивается в 40% от современного энергосбережения.
В соответствии с Федеральной целевой программой "Энергоэффективная экономика ТЭК" и "Энергетической стратегии России на период до 2020 г." потребление топлива, тепла и электроэнергии в России должно быть снижено примерно на 5 млн. т у.т. топлива за счет использования новых высокоэффективных энергосистем, передовых технологических решений, современных видов оборудования и др.
Для нефтеперерабатывающей отрасли характерны энергоемкие процессы производства. По данным ОАО "ВНИПИнефть" [48] Россия тратит значительно больше ТЭР на производство 1 тыс. т нефтепродуктов (рисунок 1), чем другие государства. Также по показателям энергоемкости ситуация в российской нефтепереработке значительно хуже мировой практики (рисунок 2) [49].
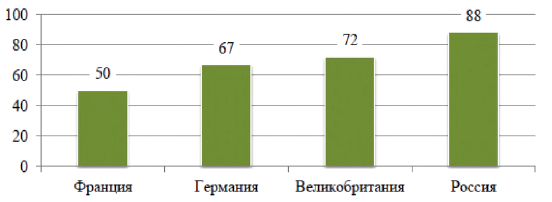
Рисунок 1 - Затраты энергии на производство 1 тыс. т нефтепродуктов (т н.э.)

Рисунок 2 - Соотношение индекса энергоемкости нефтеперерабатывающей отрасли в России и мире, %
Следует отметить, что реконструкция приводит к резкому увеличению потребления всех видов энергоносителей на НПЗ: топлива, электроэнергии, воды, водяного пара. Переход на производство современных моторных топлив при одновременном углублении переработки нефти до 85% обуславливает рост потребления ТЭР на 1 т сырой нефти [50]:
- 55-65 кг топлива;
- 80-110 кВт·ч электроэнергии;
- 0,2-0,3 Гкал водяного пара;
- 18-22 м оборотной воды.
Это требует разработки мероприятий по снижению энергопотребления и повышению энергоэффективности.
К основным направлениям сокращения потребления энергии на НПЗ относятся:
-
1) замена устаревшего и использование современного оборудования (печи, котлы-утилизаторы, насосы и др.);
-
2) реализация имеющихся резервов энергии на установках нефтепереработки;
-
3) использование современных высокоактивных и селективных катализаторов;
-
4) строительство собственных источников энергоснабжения (котельные, парогазовые, газотурбинные установки) на НПЗ.
2 Основные технологические процессы, связанные с использованием энергии
Наиболее энергоемкими являются процессы гидрокрекинга, каталитического крекинга и риформинга, коксования, производства масел. Процессы первичной переработки нефти менее энергоемкие, но атмосферно-вакуумной перегонке подвергается вся поступающая на нефтеперерабатывающие заводы (НПЗ) нефть, при этом расходуется около 50% суммарных энергозатрат НПЗ.
Наиболее затратными, с точки зрения использования энергии в виде топлива, пара или электрической энергии, процессами на НПЗ являются:
- нагрев сырой нефти или сырья для технологических установок;
- получение пара для механического привода турбин для питания основных компрессоров и некоторых крупных насосов, процессов нагревания и питания пароструйных вакуумных эжекторов;
- нагрев рибойлеров и др.
3 Уровни потребления
Удельные расходы топлива и тепловой энергии по некоторым установкам предприятий нефтепереработки представлены в таблице 1.
Таблица 1 - Удельные расходы топлива и тепловой энергии по некоторым установкам предприятий нефтепереработки
|
Наименование установки |
Удельный расход топлива, кг у.т./т |
Удельный расход теплоэнергии, МДж/т |
|
Первичная переработка |
30,3 |
82,8 |
|
Гидрокрекинг |
173,2 |
81,3 |
|
Термический крекинг |
48,4 |
96,4 |
|
Каталитический крекинг |
54,6-94,7 |
136,0-207,0 |
|
Производство масел |
212,0 |
2763,0 |
|
Коксование |
75,6 |
222,0 |
|
Гидроочистка топлива |
25,0 |
17,5 |
Удельные расходы электроэнергии по некоторым установкам предприятий нефтепереработки (в среднем по отрасли) представлены в таблице 2.
Таблица 2 - Удельные расходы электроэнергии по некоторым установкам предприятий нефтепереработки
|
Наименование процесса |
Удельный расход, кВт·ч/т |
|
Первичная переработка нефти AT |
13,8-14,5 |
|
Первичная переработка нефти ЭЛОУ-АВТ |
29,5-31,3 |
|
Термический крекинг нефти |
11,0-15,0 |
|
Каталитический крекинг нефти |
59,0-60,0 |
|
Каталитический риформинг |
80,0-83,4 |
|
Производство катализатора |
2100-2368 |
|
Пиролиз нефти |
19,0-20,5 |
|
Коксование |
27,0-40,0 |
|
Производство масел |
284,0-295,0 |
4 Наилучшие доступные технологии, направленные на повышение энергоэффективности, оптимизацию и сокращение ресурсопотребления
|
Номер и наименование НДТ |
Раздел/пункт справочника |
|
7. Создание энерготехнологического производства. Технологии повышения энергоэффективности установок АТ, ВТ и АВТ и сокращения выбросов |
5.4 |
|
8. Технологии использования интегрированных энергетических и материальных потоков и оборудования для рекуперации тепловых потоков. |
5.5.2 |
|
9. Технологии оптимизации процесса нагрева для максимального использования теплотворной способности топлива и сокращения выбросов в атмосферу. |
5.5.2 |
|
11. Технология сокращения потребления пара и оптимизации его использования путем составления карты контроля клапанов дренажной системы |
5.5.2 |
|
21. Использование специальных котлов-утилизаторов и установок дожига газов для снижения количества отходящих газов и получения пара |
5.6.4 |
|
24. Рекуперация коксового газа отдувки и использование его в качестве топливного газа НПЗ |
5.7 |
|
63. Организация экономного использования топлива для печей НПЗ с целью уменьшения выбросов в атмосферу и повышения энергоэффективности предприятия |
|
|
85. Использование котла-утилизатора для рекуперации энергии |
5.24.4 |
|
91. Технологии повторного использования шлама на технологических установках или в качестве котельного топлива |
5.25 |
|
97. Управление технологическими процессами с использованием АСУТП с распределенной системой на базе микропроцессорной техники и онлайн анализаторов, что позволяет значительно снизить вероятности отклонений от параметров технологического режима, а также осуществлять контроль за состоянием воздушной среды на территории НПЗ |
5.4 |
|
98. Внедрение частотного регулирования на электрических приводах технологического оборудования для повышения энергоэффективности |
1 |
|
99. Технологии интеграции НПЗ и электроэнергетики за счет использования ресурсов и продуктов, производимых на НПЗ (топливный газ, сжиженный газ, котельное топливо) |
4.2, шаг 5 |
5 Экономические аспекты реализации НДТ, направленные на повышение энергоэффективностии оптимизацию и сокращение ресурсопотребления
Экономическая целесообразность как таковая является неотъемлемой составной частью концепции НДТ. Углубленную оценку экономической целесообразности следует проводить только в тех случаях, когда существуют явные разногласия относительно того, какие именно НДТ могут быть внедрены в отрасли промышленности экономически эффективным образом.
При использовании методологии оценки соответствия НДТ критерий экономической целесообразности не является самодостаточным - необходимо учитывать и остальные описанные подходы.
При этом детальный анализ необходимо проводить только в том случае, если существуют реальные основания полагать, что технология (или комбинация технологий) является чрезмерно дорогостоящей, чтобы считаться НДТ.
России в настоящее время большинство НПЗ находятся в составе ВИНК. НПЗ являются центрами формирования прибыли, поэтому акционеры заинтересованы в снижении производственных издержек, значительная часть которых приходится на ТЭР. Цены на ТЭР влияют на ту часть прибыли, которую ВИНК получают от реализации нефтепродуктов. В среднем по нефтеперерабатывающей отрасли в структуре операционных затрат, как видно на рисунке 3, более половины занимают затраты на энергию (57,6%), на втором месте (16,3%) находятся затраты на капитальный ремонт.
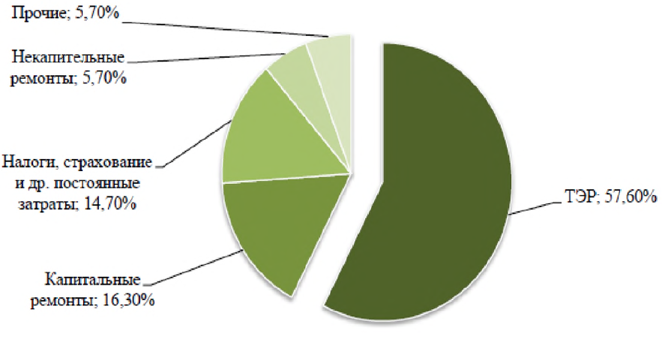
Рисунок 3 - Структура операционных затрат (средние значения по нефтеперерабатывающей отрасли в России), % [51]
В современных реалиях одна из ключевых задач, стоящих перед нефтедобывающими и нефтеперерабатывающими компаниями - снизить количество потребляемых энергоресурсов. Лучшим подтверждением этому служит тот факт, что все ведущие участники рынка, в частности "Роснефть", "ЛУКОЙЛ", "Татнефть", инвестируют значительные средства в повышение энергоэффективности.
Основные возможности сокращения энергозатрат на НПЗ лежат в плоскости собственно технологии нефтепереработки. Поэтому для достижения выраженного эффекта экономии в первую очередь требуется замена основного производственного оборудования. Сегодня большинство крупных компаний ведут или завершают модернизацию своих мощностей. Однако пока в эксплуатации остаются также и установки, введенные в эксплуатацию в 50-60-х годах прошлого века.
Экономический эффект от вложенных средств в повышение энергоэффективности в компании Лукойл в нефтепереработке составляет 47,8 руб. на 1 руб. вложенных средств [52].
"Роснефть" провела анализ по методике Solomon: было выявлено, что на сегмент переработки приходится  всех ТЭР по состоянию на 2013 год (около 30 млрд. руб. в стоимостном эквиваленте), при этом 46% в структуре энергобаланса переработки нефти занимает электроэнергия, 28% - топливо и 26% приходится на тепловую энергию. В связи с тем, что НПЗ компании в России не соответствуют среднемировому уровню по показателю эффективности использования энергии, было принято решение уделить особое внимание энергосберегающим технологиям по всей технологической цепочке переработки нефти. Затраты на реализацию программы энергосбережения Downstream составляют более 3,5 млрд. руб., а экономия энергоресурсов в 2014-2018 гг. превысит 10 млрд. руб. [53].
всех ТЭР по состоянию на 2013 год (около 30 млрд. руб. в стоимостном эквиваленте), при этом 46% в структуре энергобаланса переработки нефти занимает электроэнергия, 28% - топливо и 26% приходится на тепловую энергию. В связи с тем, что НПЗ компании в России не соответствуют среднемировому уровню по показателю эффективности использования энергии, было принято решение уделить особое внимание энергосберегающим технологиям по всей технологической цепочке переработки нефти. Затраты на реализацию программы энергосбережения Downstream составляют более 3,5 млрд. руб., а экономия энергоресурсов в 2014-2018 гг. превысит 10 млрд. руб. [53].
"ТАИФ-НК" за счет внедрения инноваций, позволяющих сократить расход энергии, удалось добиться более рационального использования ТЭР и значительной экономии в более 300 млн. руб. [54].
6 Перспективные технологии, направленные на повышение энергоэффективности и оптимизацию и сокращение ресурсопотребления
К перспективным технологиям, направленным на повышение энергоэффективности и одновременно на снижение экологической нагрузки на окружающую среду, можно отнести следующие процессы:
- Атмосферная перегонка с использованием двух отбензинивающих колонн - это процесс последовательной перегонки, позволяющий с минимальными суммарными затратами энергии разгонять нефти или конденсаты на углеводородные фракции, число и свойства которых оптимальны с учетом сложных схем НПЗ и ужесточающихся нормативов. Обычно эта технология рассчитана на применение на новых атмосферных или атмосферно-вакуумных установках, но может быть использована для ликвидации узких мест на существующих установках, например, для увеличения производительности процесса без добавления новой печи. Суммарное потребление первичных энергоресурсов для различных нефтей составляет 1,15-1,25 т топлива на 100 т нефти;
- Непрерывное коксование в токе теплоносителя с получением кокса (Fluidcoking). Удельные капиталовложения в оборудование установки Fluidcoking, включая необходимые очистные сооружения, в диапазоне единичных мощностей 0,6-6,0 млн т. по сырью составляют 60,0-36,6 млн долл. на один млн т/год;
- Непрерывное коксование в токе теплоносителя с газификацией кокса (Flexicoking).
Характеризуется низким выбросом твердых частиц, низкими выбросами углеводородов, , . Выработка пара и электроэнергии для внутреннего потребления и продажи в электроэнергетическую систему, удовлетворение потребностей в водороде и паре избавляет НПЗ от нестабильных цен на природный газ;
- Технологии низкотемпературной изомеризации С7 , позволяющие снизить энергозатраты за счет организации схемы разделения потоков, ректификации и рекуперации тепла, увеличения межрегенерационного пробега;
- Каталитический крекинг с ультракоротким временем контакта (миллисеконд). По сравнению с традиционной установкой каталитического крекинга с лифт-реактором технология MSCC обеспечивает существенное повышение выхода целевых продуктов, улучшение качества продуктов, повышение надежности и снижение эксплуатационных и капитальных затрат;
- Каталитический крекинг остаточного сырья с двухступенчатой регенерацией. Экологические преимущества процесса связаны с расширением номенклатуры сырьевых ресурсов за счет вовлечения в переработку тяжелого нефтяного сырья и остатков, в т.ч. вторичного происхождения;
- Каталитический крекинг остаточного сырья с двумя регенераторами. Особенность этого процесса - наличие двух регенераторов с раздельной подачей воздуха и выводом дымовых газов. К основным преимуществам процесса R2R относят высокий выход бензина и улучшенный процесс регенерации, обеспечивающий глубокий выжиг кокса в условиях, исключающих термопаровую дезактивацию катализатора. Экологические преимущества процесса связаны с расширением номенклатуры сырьевых ресурсов за счет вовлечения в переработку тяжелого нефтяного сырья и остатков, в т.ч. вторичного происхождения;
- Каталитический крекинг с максимальным выходом этилена. Экологический эффект технологии состоит в повышении общей конверсии сырья, снижения выработки побочных продуктов (легкого и тяжелого газойлей). Технология характеризуется повышенным выходом пропилена и легких бутиленов, что позволяет расширить сырьевые ресурсы для производства полипропилена и алкилбензинов без вовлечения в переработку дополнительного количества нефти.
- Каталитический крекинг с максимальным выходом легкого газойля.
Основными экологическими преимуществами процесса являются снижение выбросов CO и , а также оксидов серы и азота, из регенератора вследствие снижения выхода кокса в процессе крекинга, а также снижение образования остатка - тяжелого газойля. Главным экономическим аспектом технологии является увеличение выхода легкого газойля - сырья для производства реактивного и дизельного топлив. Совместное применение специальных катализаторов и технологических приемов позволяет увеличить выход легкого газойля на 10% об (абс). Вторичным аспектом является снижение выхода побочного продукта крекинга - тяжелого газойля;
- Гидроочистка тяжелого газойля коксования (Prime-D). Позволяет уменьшать выбросы токсичных газов (NOX, H2S, SO2, другие серные соединения) за счет снижения содержания серы и азота в газойле коксования.
- Гидроизомеризация дизельных топлив. Процесс изодепарафинизации является наиболее перспективным и обеспечивает высокий выход целевого продукта - дизельного топлива для холодных климатических зон с требуемыми эксплуатационными характеристиками.
- Глубокий гидрокрекинг остаточного сырья на неподвижном слое катализатора. Процесс RCD Unionfining обеспечивает обессеривание, деазотирование и деметаллизацию остаточного сырья и деасфальтизата. Кроме выработки малосернистого котельного топлива, процесс часто используют для улучшения сырья, подаваемого на установки коксования, FCC и гидрокрекинга. Назначение установок - обычное обессеривание, предварительная обработка сырья для последующих установок превращения неперегоняемых (тяжелых) остатков.
- Процесс "Veba Combi Cracker" обеспечивает переработку тяжелого и остаточного сырья с одновременным уменьшением содержания сернистых, азотсодержащих и непредельных соединений в продуктах, что позволит сократить выбросы в атмосферу загрязняющих веществ при использовании продуктов процесса , в том числе в качестве компонентов топлив;
- Гидрокрекинг остаточного сырья в кипящем слое катализатора - Процесс LC-Fining (лицензиар Shell Lummus Global). Процесс LC-Fining предназначен для гидрокрекинга тяжелого нефтяного сырья - остатков перегонки нефти, тяжелых фракций, выделяемых из природных битумов, нефтяных песков, горючих сланцев, а также продуктов ожижения углей;
- Гидрокрекинг остаточного сырья в кипящем слое катализатора - Процесс H-Oil (лицензиар IFP Group). В реакторе с погруженным слоем катализатора осуществляется полное перемешивание трехфазной реагирующей системы и быстро достигается изотермичность режима при каких-либо колебаниях исходного сырья, что способствует стабилизации показателей качества продуктов в зависимости от принимаемой глубины конверсии. При общей степени превращения сырья 55-75% степень удаления серы в процессе H-Oil составляет 80-84%, а степень удаления металлов - 52-85%;
- Технология гидроконверсии (ИНХС РАН). Технология гидроконверсии обеспечивает глубину переработки нефти до 97%, не производит трудно утилизируемых продуктов, не имеет отходов, обеспечивает регенерацию катализатора и извлечение металлов из нефтяных остатков;
- Технология Uniflex (UOP). Технология глубокой переработки тяжелых остатков в сларри-реакторах с движущимся катализатором. Разработана новая каталитическая система (наноразмерные частицы закрытого состава - ноу-хау) и реактор гидрогенизации. Это позволило уменьшить в 3 раза расход активной фазы катализатора, при использовании которого конверсию удалось повысить на 6%, а выход широкой фракции С5-525°С - на 6,5%;
- Технология акваконверсии ("Foster Wheeler" и UOP). Процесс "Акваконверсия" направлен на превращение нефтяных остатков в присутствии водяного пара с использованием катализаторов на основе неблагородных металлов, растворимых в нефтяном сырье;
- Технология глубокого гидрокрекинга остаточного сырья с движущемся катализатором (Eni). Сырье может варьироваться от разнообразных мазутов и деасфальтизатов до сверхтяжелых нефтей, природных битумов, гудронов и остатков термокрекинга и висбрекинга. Среди продуктов процесса EST - легкие газы, нафта, газойль (дизельная фракция), вакуумный газойль. Можно получать низкосернистое (S<10 ppm) дизельное топливо с цетановым числом >52 пунктов. Будучи в составе НПЗ, установка EST может быть оптимизирована таким образом, чтобы обеспечивать получение вакуумного газойля с характеристиками, приемлемыми для использования в качестве сырья для каталитического крекинга или гидрокрекинга;
- Твердокислотное алкилирование.
Процесс исключает проблемы, связанные с регенерацией и транспортом серной кислоты, которые на типовой установке производительностью 260000 т/год по алкилату составляют 3040 т/сутки по свежей кислоте. Процесс "АлкиРАН-ГПН" обеспечивает уникальные преимущества, связанные с работой с некоррозионной средой, с получением более высокого октанового числа (при практически одинаковом материальном балансе процесса, таблица 3) при более низких капитальных затратах в сравнении с сернокислотным алкилированием (исключаются дорогостоящая и экологически вредная установка регенерации отработанной серной кислоты, блоки защелачивания и водной промывки продуктов реакции, система транспорта и хранения серной кислоты, комплексные мероприятия по защите экологии от влияния серной кислоты);
- Технология олигомеризации олефинов на кварцевом песке с пленкой жидкой фосфорной кислоты. Данный процесс характеризуется высокой конверсией олефинов и хорошим выходом полимербензина;
- Технология получения ДИПЭ. Несомненным преимуществом данной технологии является ее одностадийность, доступность сырьевой базы и возможность использования воды вместо низших спиртов.
- Производство водорода из метанола (Haldor Topsoe). К основным преимуществам данной технологии следует отнести низкие капитальные затраты благодаря невысокой температуре процесса (250-295°С), низкие эксплуатационные расходы, гибкость в эксплуатации: установка быстро выходит из режима ожидания на заданную мощность, полностью автоматизированный процесс, объем производимого водорода легко регулируется расходом сырья в интервале от 30 до 100% от расчетной производительности.
БИБЛИОГРАФИЯ
1 ВАТ Guide for oil refineries [Electronic resource] // Civil Service Bureau Turkey [Official website]. URL: http://www.csb.gov.tr (accessed: 02.08.2015)
2 Best available techniques guidance document on oil and gas industry [Electronic resource] // Department of Environment Malaysia [Official website]. URL: http://ac.gov.ru (accessed: 05.08.2015)
3 Directive 2008/1/EC of the European Parliament and the Council of 15 January 2008 concerning integrated pollution prevention and control [Electronic resource] // European Union law [Official website]. URL: http://eur-lex.europa.eu (accessed: 12.08.2015)
4 Industrial Emissions. Prevention and control of industrial emissions [Electronic resource] // The European Comission [Official website]. URL: http://ec.europa.eu (accessed: 02.10.2015)
5 Industrial Emissions. Prevention and control of industrial emissions [Electronic resource] // The European Comission [Official website]. URL: http://ec.europa.eu/environment/air/pollutants/stationary/index.htm (accessed: 09.09.2015)
6 Integrated Pollution Prevention and Control. Reference Document on Best Available Techniques for Mineral Oil and Gas Refineries [Electronic resource] // The European IPPC Bureau [Official website]. URL: http://eippcb.jrc.ec.europa.eu (accessed: 13.08.2015)
7 Kharaka, Y.K. Environmental issues of petroleum exploration and production: Introduction/Y.K.Kharaka, N.S.Dorsey// Environmental Geosciences. 2005. V.12. N 2. pp.61-63
8 Kick-off meeting for the review of the Reference document on best available techniques for the mineral oil and gas refineries [Electronic resource] // The European IPPC Bureau [Official website] URL: http://eippcb.jrc.ec.europa.eu (accessed: 12.08.2015)
9 Liu, Z. Ionic liquid alkylation process produces high-quality gasoline/Z.Liu, R.Zhang, C.Xu, R.Xia // Oil & Gas Journal. 2006. Vol 104
10 Reference Document on Economics and Cross-Media Effects [Electronic resource] // the European IPPC Bureau (EIPPCB) [Official website]. URL: http://forum.europa.eu (accessed: 02.08.2015)
11 Reference documents under the IPPC Directive and the IED [Electronic resource] // the European IPPC Bureau (EIPPCB) [Official website]. URL: http://eippcb.jrc.es/reference (accessed: 01.08.2015)
12 Stanislaus, A. Recent advances in the science and technology of ultra-low sulfur diesel (ULSD) production/ A.Stanislaus, A.Marafi, M.S.Rana// Catalysis Today. 2010. Vol. 153, p.1-68
13 Абросимов, А.А. Экология переработки углеводородных систем - М., Химия, 2002. - 608 с.
14 Анализ развития прорывных технологий [Электронный ресурс] // ПАО "Газпром нефть" [Офиц.сайт]. URL: http://www.gazprom-neft.ru (дата обращения: 04.08.2015)
15 Артюхов, В.В. Методика оценки экологической и энергетической эффективности экономики России/Артюхов В.В., Мартынов А.С. - М. 2010. 101 с.
16 Баландина, О.А. Новый взгляд на методы оценки эффективности инновационного развития предприятия с учетом экологического аспекта / Актуальные проблемы экономики и права. 2014. N 4. С.109-114
17 Венчикова, В.Р. Изменение системы экологического нормирования и экономического стимулирования [Текст] / Экология производства. 2011. N 1. С.10-19
18 Гармонизация Экологических Стандартов (ГЭС) II. Блок деятельности 7 НДТ. Возможности воплощения европейских Справочных документов по НДТ в российской системе технического регулирования: схемы принятия технических регламентов [Электронный ресурс] // Проект Европейской комиссии. URL: http://www.airgovernance.eu (дата обращения: 01.09.2015)
19 Емельянова, С.В. Понятие "маркерное вещество" и подходы к его определению. Наилучшие доступные технологии. Определение маркерных веществ в различных отраслях промышленности/С.В.Емельянова, З.А.Кучкаров, А.В.Никитин // Сборник статей 3. - М.: Издательство "Перо", 2015. - 172 с.
20 Звезденкова, Г.А. Веницианов Е.В. Некоторые проблемы перехода к системе управления экологическим состоянием водных объектов на основе НДТ. [Электронный ресурс] // Местное устойчивое развитие [Офиц. сайт]. URL: http://www.fsdejournal.ru (дата обращения: 14.09.2015)
21 Индикаторы инновационной деятельности: 2015 [Электронный ресурс] / Национальный исследовательский университет "Высшая школа экономики" [Офиц. сайт]. URL: http://www.hse.ru
22 Капустин, В.М. Основы проектирования нефтеперерабатывающих и нефтехимических предприятий/В.М.Капустин, М.Г.Рудин, А.М.Кудинов // Учебник и учебные пособия для студентов высших учебных заведений. - М.: Химия (РГУ нефти и газа им.Губкина), 2012. - 440 с.
23 Королева, Е.Б., Жигилей О.Н., Кряжев А.М., Сергиенко О.И., Сокорнова Т.В. Наилучшие доступные технологии: опыт и перспективы [Электронный ресурс] / РТГИЦ "Токси" [Офиц. сайт]. URL: http://toxi.dyndns.org/ (дата обращения: 10.08.2015)
24 Королева Е.Б. Наилучшие доступные технологии: опыт и перспективы [Текст] / Королева Е.Б., Жигилей О.Н., Кряжев А.М., Сергиенко О.И., Сокорнова Т.В. - Спб., 2011 - 123 с.: ил.
25 Левинбук, М. Перспективы модернизации downstream России в условиях секторальных санкций и изменений в энергобалансе США/Левинбук М., Котов В. // Oil&Gas Journal Russia. 2015. N 5. С.32-41
26 Мазлова, Е.А. Переход к нормированию по принципам наилучших доступных технологий для нефтеперерабатывающих производств/Е.А.Мазлова, А.Н.Обрывалина // Нефтегазохимия, N 1, 2014, с.38-44
27 Мазлова, Е.А. Экологическое нормирование на основе наилучших доступных технологий для предприятий нефтегазовой промышленности / Е.А.Мазлова, Н.В.Еремина // Нефтяное хозяйство, 2016, N 5, с.98-100
28 Методические указания. Выбор группы маркерных веществ для оптимизации системы мониторинга атмосферного воздуха. Утверждены Главным государственным санитарным врачом Российской Федерации Е.Н.Беляевым 14 ноября 1995 г.
29 Митрейкин, А.Н. Государственные информационные системы в ТЭК России: состояние, проблемы и решения/Информационные ресурсы России. 2011. N 3. С.2-5.
30 Основные аспекты и принципы Директивы ЕС о комплексном предотвращении и контроле загрязнения окружающей среды [Электронный ресурс] / Министерство природных ресурсов и охраны окружающей среды [Офиц. сайт]. URL: http://www.ndtm.by/ (дата обращения: 25.07.2015)
31 Пономарев, В.Г. Образование и очистка сточных вод нефтеперерабатывающих заводов/Пономарев В.Г., Иоакимис Э.Г. - М. 2009. 256 с.
32 Постановление N 31-8 от 25 ноября 2008 г. Модельный закон о предотвращении и комплексном контроле загрязнений окружающей среды - 2008. с.46
35 Постановление Правительства Российской Федерации от 15 апреля 2014 г. N 321 "Об утверждении Государственной программы Российской Федерации "Энергоэффективность и развитие энергетики" // Собрание законодательства Российской Федерации, 05.05.2014, N 18 (часть III), ст.2167
36 Проблему импортозамещения в нефтепереработке обсудили в Государственной Думе [Электронный ресурс] / Союз производителей нефтегазового оборудования [Офиц. сайт]. URL: http://www.derrick.ru/ (дата обращения: 13.08.2015)
38 Ребрик, И.И. Наилучшие доступные технологии: планы и реальность. Концепция перехода к нормированию негативного воздействия на окружающую среду на основе НДТ / И.И.Ребрик, А.Ю.Кочешков, И.А.Борисовская// Эко-бюллетень ИНЭКА. 2009. Т.134. N 3. С.20-27.
39 Рудин М.Г. Проектирование нефтеперерабатывающих и нефтехимических заводов [Текст] / Рудин М.Г., Смирнов Г.Ф. - П., Химия, 1984 - 256 с.
40 Руководство Осло. Рекомендации по сбору и анализу данных по инновациям. [Электронный ресурс] / ЮНЕСКО Институт статистики [Офиц. сайт]. URL: http://*
_______________
* Текст документа соответствует оригиналу. - Примечание изготовителя базы данных.
41 Технико-технологическая эффективность и прозрачность российских НПЗ [Электронный ресурс] / ИнфоТЭК [Офиц. сайт]. URL: http://www.citek.ru/
42 Технические особенности ГИС ТЭК [Электронный ресурс] / Группа компаний Ланит [Офиц. сайт]. URL: http://www.lanit.ru/ (дата обращения: 05.10.2015)
43 Федеральный закон N 65 "О внесении изменений в Федеральный закон "О техническом регулировании" - Москва. 2007
44 Чернышева, Е.А. Проблемы и пути развития глубокой переработки нефти в России / Бурение и нефть. 2011. N 5
45 Шитскова А.П. Охрана окружающей среды в нефтеперерабатывающей промышленности/Шитскова А.П., Новиков Ю.В., Гурвич Л.С., Климкина Н.В. - Москва, Химия, 1991 г. - 176 с.
46 Мешалкин, В.П. Энергоэффективная реконструкция установки нефтепереработки на основе пинч-анализа с учетом внешних потерь / В.П.Мешалкин, Л.Л.Товажнянский, Л.М.Ульев, Л.А.Мельниковская, С.М.Ходченко // Теорет. основы хим. технологии. 2012. Т.46, N 5. С.491.
47 Капустин, В.М. Проблемы и перспективы развития российской нефтепереработки [Электронный ресурс] / В.М.Капустин // Материалы семинара "Нефтепереработка: мир и Россия" форума "Нефтегазовый диалог" ИМЭМО РАН г.Москва, 22 марта 2011 г. - Режим доступа: http://www.imemo.ru/ru/conf/2011/22032011/2203_k.pdf.
48 Асвадуров, С. Повышение конкурентоспособности Российской нефтегазовой отрасли / С.Асвадуров // Материалы Национального нефтегазового форума, Москва, окт. 2014 г. [Электронный ресурс] - Режим доступа: http://oilandgasforum.ru/data/files/Asvadurov.pdf.
49 Миркин, А.З. Снижение энергопотребления на НПЗ / А.З.Миркин, Г.С.Яицких, Г.А.Сюняева, В.Г.Яицких //Oil & Gas Journal Russia. - 2014. - N 5. - С.40-43
50 Коновалов, В. Обзор наиболее эффективных мероприятий в нефтепереработке [Электронный ресурс] / В.Коновалов // Материалы конференции ООО "ЛУКОЙЛ-Нижегороднии-нефтепроект" с участием главных энергетиков НПЗ и представителей АНН нояб. 2013 г. - Режим доступа: http://www.nneft.lukoil.ru/materials/00000080/Документы/Tenders/12. Презентация Роснефть Коновалов B.pdf.
51 Антонов, М.Л. Инвестиционная стратегия группы "ЛУКОЙЛ" в области нефтепереработки в изменившихся макроэкономических условиях, 2011.
52 Шишкин, А.Н. Повышение энергоэффективности в ОАО "НК Роснефть" // Материалы круглого стола: "Энергоэффективность нефтегазовой отрасли: место России в мировом рейтинге и программа действий в рамках II Международного форума ENES Expo, 2013.
53 Заседание Ассоциации нефтепереработчиков и нефтехимиков // ИнфоТЭК. - 2013. - N 4. - С.36-44.